JP6065658B2 - 歯車加工方法 - Google Patents
歯車加工方法 Download PDFInfo
- Publication number
- JP6065658B2 JP6065658B2 JP2013045160A JP2013045160A JP6065658B2 JP 6065658 B2 JP6065658 B2 JP 6065658B2 JP 2013045160 A JP2013045160 A JP 2013045160A JP 2013045160 A JP2013045160 A JP 2013045160A JP 6065658 B2 JP6065658 B2 JP 6065658B2
- Authority
- JP
- Japan
- Prior art keywords
- machining
- tool
- workpiece
- gear
- path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Gear Processing (AREA)
Description
(請求項2)また、前記歯車加工方法は、前記往路加工工程の後であって前記復路加工工程の前に、前記加工用工具を前記工作物に対して切込方向に移動させる径方向移動工程を備えるとよい。
(請求項3)また、前記径方向移動工程における切込方向への移動量は、前記工作物および前記加工用工具の少なくとも一方のたわみ量に基づいて設定されるとよい。
(請求項5)また、前記復路加工工程における後退速度を前記往路加工工程における前進速度より速くするとよい。
(請求項6)また、前記往路加工工程における前進速度と前記復路加工工程における後退速度とは異なるようにするとよい。
さらに、復路加工工程を往路加工工程により形成された歯車の歯すじ方向の全長に亘って行うことで、歯面の歯すじ方向の全長に亘って面粗さを小さくできる。
(請求項3)工作物および加工用工具の剛性によっては、加工用工具の押し潰しによって工作物および加工用工具の少なくとも一方がたわみ変形する場合がある。この場合であっても、たわみ量に基づいて切込方向への移動量を設定するため、確実に工作物の表面を工具刃により押し潰すことができる。その結果、面粗さを確実に小さくできる。
(請求項5)上記したように、復路すくい面を負のすくい角に設定することで、押し潰し範囲を広くできる。そこで、後退速度を前進速度より速くしたとしても、十分に復路における押し潰し加工を行うことができる。これにより、加工時間の短縮を図ることができる。
本実施形態の歯車加工方法を適用する装置は、例えば、5軸マシニングセンタである。すなわち、工作物Wと加工用工具Tとを直交3軸方向に相対移動させ、工作物Wおよび加工用工具Tをそれぞれ軸回りに回転させ、かつ、工作物Wの回転軸線Lw(以下、工作物軸線と称する)と加工用工具Tの回転軸線Lt(以下、工具軸線と称する)とを傾斜させることができる装置を適用する。
歯車加工の基本動作について、図1A〜図3を参照して説明する。ここでは、工作物Wの外周面に歯車を形成する場合を例に挙げる。図1Aおよび図1Bに示すように、工作物Wは、円板状に形成され、その外周面に歯車が形成される。また、工作物Wは、工作物軸線Lw回りに回転可能にマシニングセンタに支持される。
次に、本実施形態の歯車加工方法について、図4〜図7を参照して説明する。図4に示すように、往路加工工程を行う(S1)。往路加工工程では、上述した歯車加工の基本動作による加工工程である。
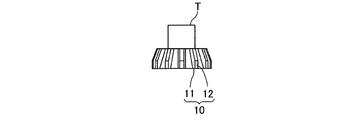
上記実施形態の変形態様について以下に説明する。上記実施形態において、加工用工具Tの外面12は、工具軸線Ltに対して傾斜している。この他に、図8に示すように、加工用工具Tの外面12は、後退方向に対して、−90°に近いすくい角に設定される。例えば、外面12を、工具軸線Ltにほぼ平行な面とする。つまり、加工用工具Tにおいて、端面11と外面12とは、ほぼ直交する。この場合、復路加工工程において外面12が歯面23を押し潰す際に、一度に押し潰す範囲を広くできる。その結果、歯面23の面粗さをより小さくできる。
Claims (6)
- 外周に複数の工具刃を有する加工用工具を用いた歯車加工方法であって、
工作物を工作物軸線回りに回転させ、かつ、前記加工用工具を前記工作物軸線に対して傾斜した工具軸線回りに前記工作物と同期回転をさせながら、前記工作物に対して前記加工用工具を前記工作物軸線方向に前進させることで、前記工具刃の前進すくい面による切削加工を行う往路加工工程と、
前記往路加工工程の後に、前記工作物と前記加工用工具とを前記往路加工工程における前記同期回転をさせながら、前記工作物に対して前記加工用工具を前記工作物軸線方向に後退させることで、前記往路加工工程における前記工具刃の逃げ面である前記工具刃の後退すくい面により押し潰し加工を行う復路加工工程と、
を備え、
前記復路加工工程は、前記往路加工工程にて形成された前記歯車の歯すじ方向の全長に亘って加工する、歯車加工方法。 - 前記歯車加工方法は、前記往路加工工程の後であって前記復路加工工程の前に、前記加工用工具を前記工作物に対して切込方向に移動させる径方向移動工程、を備える請求項1の歯車加工方法。
- 前記径方向移動工程における切込方向への移動量は、前記工作物および前記加工用工具の少なくとも一方のたわみ量に基づいて設定される、請求項2の歯車加工方法。
- 前記復路すくい面は、前記復路加工工程において負のすくい角に設定される、請求項1〜3の何れか一項の歯車加工方法。
- 前記復路加工工程における後退速度を前記往路加工工程における前進速度より速くする、請求項4の歯車加工方法。
- 前記往路加工工程における前進速度と前記復路加工工程における後退速度とは異なる、請求項1〜5の何れか一項の歯車加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013045160A JP6065658B2 (ja) | 2013-03-07 | 2013-03-07 | 歯車加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013045160A JP6065658B2 (ja) | 2013-03-07 | 2013-03-07 | 歯車加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014172112A JP2014172112A (ja) | 2014-09-22 |
| JP6065658B2 true JP6065658B2 (ja) | 2017-01-25 |
Family
ID=51693932
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013045160A Active JP6065658B2 (ja) | 2013-03-07 | 2013-03-07 | 歯車加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6065658B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7066983B2 (ja) | 2017-06-07 | 2022-05-16 | 株式会社ジェイテクト | 歯車加工方法及び歯車加工装置 |
| JP2019123030A (ja) * | 2018-01-12 | 2019-07-25 | 株式会社ジェイテクト | 歯車加工装置及び歯車加工方法 |
| JP7167631B2 (ja) | 2018-10-30 | 2022-11-09 | 株式会社ジェイテクト | 工作機械及び工作機械を用いた歯車加工方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61244411A (ja) * | 1985-04-22 | 1986-10-30 | Kobe Steel Ltd | シエ−ビングカツタ |
| JPS62162421A (ja) * | 1986-01-13 | 1987-07-18 | Kobe Steel Ltd | シエ−ビング研削工具 |
| JPH1158133A (ja) * | 1997-08-14 | 1999-03-02 | Mitsubishi Heavy Ind Ltd | 歯車形削り方法 |
-
2013
- 2013-03-07 JP JP2013045160A patent/JP6065658B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014172112A (ja) | 2014-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10226830B2 (en) | Method for skiving machining of a workpiece for production of a chamfer | |
| JP5648839B2 (ja) | 歯車製造方法 | |
| JP2012171020A (ja) | 歯車製造方法 | |
| US20160318110A1 (en) | Cutter for skiving | |
| EP3100808B1 (en) | Cutting method and tool path generating device | |
| JP6065658B2 (ja) | 歯車加工方法 | |
| JP5549527B2 (ja) | 溝加工方法 | |
| JP6606967B2 (ja) | 歯車加工装置及び歯車加工方法 | |
| JP6565399B2 (ja) | 歯車加工装置 | |
| JP5825072B2 (ja) | 溝加工方法 | |
| WO2015037150A1 (ja) | 工具経路生成方法および工具経路生成装置 | |
| JP2017121688A (ja) | スパイラルベベルギヤまたはハイポイドギヤの製造方法 | |
| JP2011230267A (ja) | 凹部の内角部を切削加工する方法及び装置 | |
| JP6751571B2 (ja) | エンドミルを用いた穴加工方法 | |
| JP6273715B2 (ja) | 可変ギヤ比ラックの加工装置および加工方法 | |
| JP6531353B2 (ja) | 歯車加工装置 | |
| TWI535514B (zh) | 提升螺紋車削速度與加工精度之數值控制系統及方法 | |
| JP2018001343A (ja) | 歯車加工方法 | |
| KR20140134617A (ko) | 워크피스들을 치 기계 가공하는 방법 | |
| WO2021171574A1 (ja) | 加工方法、加工装置および加工プログラム | |
| JP7228017B1 (ja) | 穴加工方法、制御装置及び工作機械 | |
| JP5736667B2 (ja) | Ncプログラム作成装置 | |
| JP7145133B2 (ja) | ウォームの製造方法および製造装置 | |
| JP6223794B2 (ja) | 傘歯車対の製造方法 | |
| JP6405115B2 (ja) | 孔加工方法、シリンダブロックの製造方法および孔加工機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160218 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161125 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6065658 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |