JP5095877B1 - 燃料電池 - Google Patents
燃料電池 Download PDFInfo
- Publication number
- JP5095877B1 JP5095877B1 JP2012131077A JP2012131077A JP5095877B1 JP 5095877 B1 JP5095877 B1 JP 5095877B1 JP 2012131077 A JP2012131077 A JP 2012131077A JP 2012131077 A JP2012131077 A JP 2012131077A JP 5095877 B1 JP5095877 B1 JP 5095877B1
- Authority
- JP
- Japan
- Prior art keywords
- support substrate
- fuel cell
- gas flow
- fuel
- flow path
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0247—Collectors; Separators, e.g. bipolar separators; Interconnectors characterised by the form
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M8/12—Fuel cells with solid electrolytes operating at high temperature, e.g. with stabilised ZrO2 electrolyte
- H01M8/1213—Fuel cells with solid electrolytes operating at high temperature, e.g. with stabilised ZrO2 electrolyte characterised by the electrode/electrolyte combination or the supporting material
- H01M8/1226—Fuel cells with solid electrolytes operating at high temperature, e.g. with stabilised ZrO2 electrolyte characterised by the electrode/electrolyte combination or the supporting material characterised by the supporting layer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/241—Grouping of fuel cells, e.g. stacking of fuel cells with solid or matrix-supported electrolytes
- H01M8/2425—High-temperature cells with solid electrolytes
- H01M8/2428—Grouping by arranging unit cells on a surface of any form, e.g. planar or tubular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/241—Grouping of fuel cells, e.g. stacking of fuel cells with solid or matrix-supported electrolytes
- H01M8/2425—High-temperature cells with solid electrolytes
- H01M8/2432—Grouping of unit cells of planar configuration
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M8/12—Fuel cells with solid electrolytes operating at high temperature, e.g. with stabilised ZrO2 electrolyte
- H01M2008/1293—Fuel cells with solid oxide electrolytes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Fuel Cell (AREA)
Abstract
【課題】ガス流路が内部に形成された多孔質の支持基板を備えた焼成体である燃料電池であって、焼成後の還元処理の際に支持基板にクラックが発生する事態を抑制すること。
【解決手段】この燃料電池は、ガス流路18が内部に形成された平板状の多孔質の支持基板11と、前記支持基板11の主面に設けられ、少なくとも燃料極12、固体電解質13、及び空気極14がこの順で積層された発電素子部と、を備えた焼成体である。支持基板のクラックの発生が、還元体の状態にある燃料電池の「ガス流路の壁面の表面粗さ」と強い相関があることに着目する。燃料電池が還元雰囲気で熱処理が施された還元体である状態において、ガス流路18の壁面の表面粗さが算術平均粗さRaで0.16〜5.2であると、前記クラックの発生が抑制され得る。
【選択図】図1
【解決手段】この燃料電池は、ガス流路18が内部に形成された平板状の多孔質の支持基板11と、前記支持基板11の主面に設けられ、少なくとも燃料極12、固体電解質13、及び空気極14がこの順で積層された発電素子部と、を備えた焼成体である。支持基板のクラックの発生が、還元体の状態にある燃料電池の「ガス流路の壁面の表面粗さ」と強い相関があることに着目する。燃料電池が還元雰囲気で熱処理が施された還元体である状態において、ガス流路18の壁面の表面粗さが算術平均粗さRaで0.16〜5.2であると、前記クラックの発生が抑制され得る。
【選択図】図1
Description
本発明は、燃料電池に関する。
従来より、ガス流路が内部に形成された平板状の多孔質の支持基板と、前記支持基板の主面に設けられ、少なくとも燃料極、固体電解質、及び空気極がこの順で積層された発電素子部と、を備えた焼成体である燃料電池が広く知られている(例えば、特許文献1、2を参照)。
係る燃料電池は、例えば、以下の手順で、作製される。先ず、支持基板の成形体の主面に、燃料極の成形体、及び固体電解質の成形体が順次積層される。この積層成形体が大気雰囲気で同時焼成される。この積層焼成体における固体電解質の表面に、空気極の成形体が積層される。この空気極の成形体が大気雰囲気で焼成されることによって、焼成体である燃料電池が作製される。その後、支持基板、燃料極等の導電性を獲得するため、燃料電池を作動させる前に、焼成体である燃料電池に対して高温下(例えば、800℃程度)にて還元ガスを供給する熱処理(以下、「還元処理」と呼ぶ。)が行われて、燃料電池が非還元体から還元体に移行される。
ところで、上述した還元処理の際、支持基板の内部において、ガス流路の壁面から主面に亘ってクラックが発生する場合があった(後述する図2、図17を参照)。本発明者は、係る問題に対処するために種々の実験等を重ねた。その結果、本発明者は、係るクラックの発生は、「ガス流路の壁面の表面粗さ」と強い相関があることを見出した。
本発明は、ガス流路が内部に形成された多孔質の支持基板を備えた焼成体である燃料電池であって、焼成後の還元処理の際に支持基板にクラックが発生する事態を抑制し得るものを提供することを目的とする。
本発明に係る燃料電池は、ガス流路が内部に形成された平板状の多孔質の支持基板と、前記支持基板の表面に設けられ、少なくとも燃料極、固体電解質、及び空気極がこの順で積層された発電素子部と、を備えた焼成体である。この燃料電池では、前記支持基板は長手方向を有し、前記支持基板の内部には、互いに平行な複数の前記ガス流路が前記長手方向に沿って幅方向に間隔をおいて形成され、前記支持基板の外周が緻密な前記固体電解質の膜で覆われている。この燃料電池の特徴は、前記燃料電池が還元雰囲気で熱処理が施された還元体である状態において、前記ガス流路の内壁部における前記支持基板の材料で構成される面の表面粗さが、算術平均粗さRaで0.16〜5.2μmであることにある。
ここにおいて、前記支持基板の気孔率は、20〜60%であることが好適である。また、前記支持基板が平板状の場合、前記支持基板は長手方向を有し、前記支持基板の内部には、互いに平行な複数の前記ガス流路が前記長手方向に沿って幅方向に間隔をおいて形成され、前記支持基板の厚さに対する前記支持基板の幅の割合であるアスペクト比は5以上とされ得る。前記支持基板の厚さは、1〜5mmであり、前記各ガス流路の断面形状は、直径が0.5〜3mmの円形とされ得る。また、前記支持基板は、酸化ニッケルNiO又はニッケルNiと、絶縁性セラミックスとを含んで構成され得る。
一般に、固体酸化物形燃料電池(以下、「SOFC」と呼ぶ)では、燃料極の導電性を獲得するため、SOFCを作動させる前に、焼成体であるSOFC(の燃料極)に対して高温下(例えば、800℃程度)にて還元ガスを供給する熱処理(以下、「還元処理」と呼ぶ。)を行って、燃料極を構成するNiOをNiへと還元する必要がある。即ち、SOFC(の燃料極)を非還元体から還元体に移行する必要がある。
還元処理によって還元体となったSOFCを、その後において800℃程度から常温まで降温する過程において、400℃前後に降温されるまでSOFC(の燃料極)を還元雰囲気に曝し続けた場合、その後の常温下でもSOFC(の燃料極)が還元体に維持される。一方、還元処理によって還元体となったSOFCが400℃前後に降温されるまでにSOFC(の燃料極)が酸化雰囲気に曝された場合、燃料極が再酸化して、その後の常温下にてSOFC(の燃料極)が非還元体に維持され得る。即ち、SOFC(の燃料極)が還元体から非還元体へと戻り得る。更には、係る再酸化によってSOFC(の燃料極)が非還元体となっている状態でSOFCに対して800℃程度で還元処理を再び行うことにより、SOFC(の燃料極)は非還元体から還元体へと再び移行し得る。以上のように、焼成体である(製造後の)SOFCの状態は、その後の使用条件に応じて、還元体及び非還元体の何れの状態にもなり得る。
本発明者は、SOFCが還元体である状態において、前記ガス流路の壁面の表面粗さが、算術平均粗さRaで0.16〜5.2μmである場合に、そうでない場合と比べて、ガス流路の壁面から主面に亘るクラックが発生し難くなることを見出した。この点の詳細については後述する。
(第1実施形態)
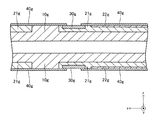
図1に示すように、本発明に係る固体酸化物形燃料電池(SOFC)の第1実施形態では、平板状の多孔質の導電性支持体11の一方の主面に、多孔質の燃料極12、緻密な固体電解質13、多孔質の導電性セラミックスからなる空気極14が順次積層されている。また、空気極14と反対側の導電性支持体11の主面には、中間膜15、ランタン−クロム系酸化物材料からなるインターコネクタ16、P型半導体材料からなる集電膜17が順次形成されている。
図1に示すように、本発明に係る固体酸化物形燃料電池(SOFC)の第1実施形態では、平板状の多孔質の導電性支持体11の一方の主面に、多孔質の燃料極12、緻密な固体電解質13、多孔質の導電性セラミックスからなる空気極14が順次積層されている。また、空気極14と反対側の導電性支持体11の主面には、中間膜15、ランタン−クロム系酸化物材料からなるインターコネクタ16、P型半導体材料からなる集電膜17が順次形成されている。
また、導電性支持体11の内部には、互いに平行な複数のガス流路18が長手方向(x軸方向)に沿って幅方向(y方向)に間隔をおいて形成されている。各ガス流路18の断面形状は直径Dが0.5〜3mmの円形である。隣り合うガス流路18、18の幅方向における間隔(ピッチ)Pは1〜5mmである。なお、各ガス流路18の断面形状は、楕円形、長穴、四隅に円弧を有する四角形等であってもよい。
この第1実施形態は、幅方向(長手方向と直角の方向)の両側にそれぞれ設けられた側端部B,Bと、側端部B,Bを連結する一対の平坦部A,Aと、から構成されている。一対の平坦部A,Aは平坦であり、ほぼ平行である。平坦部A,Aのうちの一方では、導電性支持体11の一方の主面上に燃料極12、固体電解質13、空気極14が順に形成され、平坦部A,Aのうちの他方では、導電性支持体11の他方の主面上に中間膜15、インターコネクタ16、集電膜17が順に形成されている。
導電性支持体11の幅Wは、10〜100mmであり、厚さTは、1〜5mmであることが望ましい。導電性支持体11のアスペクト比(W/T)は、5〜100である。導電性支持体11の主面とガス流路18の壁面との最短距離は、(T−D)/2である。なお、導電性支持体11の形状は、「薄板状」と表現されているが、幅方向の寸法及び厚さ方向の寸法の組み合わせに応じて、「楕円柱状」、或いは、「扁平状」とも表現され得る。
この導電性支持体11は、Y、Lu、Yb、Tm、Er、Ho、Dy、Gd、Sm及びPrから選ばれた1種以上からなる希土類元素酸化物とNi及び/又はNiOとを主成分とする材質から構成されることが望ましい。なお、Niに加えて、FeやCu等が含まれていてもよい。
また、導電性支持体11は、「NiO(酸化ニッケル)又はNi(ニッケル)」と、「絶縁性セラミックス」とを含んで構成される、と記載することもできる。絶縁性セラミックスとしては、CSZ(カルシア安定化ジルコニア)、YSZ(8YSZ)(イットリア安定化ジルコニア)、Y2O3(イットリア)、MgO(酸化マグネシウム)、又は、「MgAl2O4(マグネシアアルミナスピネル)とMgO(酸化マグネシウム)の混合物」等が使用され得る。導電性支持体11の導電率は、800℃にて、10〜2000S/cmである。導電性支持体11の気孔率は、20〜60%である。
導電性支持体11とインターコネクタ16の間に形成される中間膜15は、Ni及び/又はNiOと希土類元素を含有するZrO2を主成分とする材質、または希土類酸化物(例えばY2O3)から構成され得る。中間膜15中のNi化合物のNi換算量は、全量中35〜80体積%であることが望ましく、更には、50〜70体積%であることがより望ましい。Ni換算量が35体積%以上であることで、Niによる導電パスが増加して、中間膜15の伝導度が向上する。この結果、中間膜15に起因する電圧降下が小さくなる。また、Ni換算量が80体積%以下であることで、導電性支持体11とインターコネクタ16の間の熱膨張係数差を小さくすることができ、両者の界面における亀裂の発生が抑制され得る。
また、電圧降下の減少という観点から、中間膜15の厚さは20μm以下であることが望ましく、更には、10μm以下であることが望ましい。
中希土類元素や重希土類元素の酸化物の熱膨張係数は、固体電解質13における「Y2O3を含有するZrO2」の熱膨張係数より小さい。従って、Niとのサーメット材としての導電性支持体11の熱膨張係数を固体電解質13の熱膨張係数に近づけることができる。この結果、固体電解質13のクラックや、固体電解質13の燃料極12からの剥離が抑制され得る。更には、熱膨張係数が小さい重希土類元素酸化物を用いることで、導電性支持体11中のNiを多くでき、導電性支持体11の電気伝導度を上げることができる。この観点からも、重希土類元素酸化物を用いることが望ましい。
なお、希土類元素酸化物の熱膨張係数の総和が固体電解質13の熱膨張係数未満であれば、軽希土類元素のLa、Ce、Pr、Ndの酸化物は、中希土類元素、重希土類元素に加えて含有されていても問題はない。
また、精製途中の安価な複数の希土類元素を含む複合希土類元素酸化物を用いることにより、原料コストを大幅に下げることができる。この場合も、複合希土類元素酸化物の熱膨張係数が固体電解質13の熱膨張係数未満であることが望ましい。
また、インターコネクタ16表面にP型半導体、例えば、遷移金属ペロブスカイト型酸化物からなる集電膜17を設けることが望ましい。インターコネクタ16表面に直接金属の集電部材を配して集電すると、非オーム接触に起因して、電位降下が大きくなる。オーム接触を確保して電位降下を少なくするためには、インターコネクタ16にP型半導体からなる集電膜17を接続する必要がある。P型半導体としては、遷移金属ペロブスカイト型酸化物を用いることが望ましい。遷移金属ペロブスカイト型酸化物としては、ランタン−マンガン系酸化物、ランタン−鉄系酸化物、ランタン−コバルト系酸化物、又は、それらの複合酸化物の少なくとも一種を用いることが望ましい。
導電性支持体11の主面に設けられた燃料極12は、Niと希土類元素が固溶したZrO2とから構成される。この燃料極12の厚さは1〜30μmであることが望ましい。燃料極12の厚さが1μm以上であることで、燃料極12としての3層界面が十分に形成される。また、燃料極12の厚さが30μm以下であることで、固体電解質13との熱膨張差による界面剥離が防止され得る。
この燃料極12の主面に設けられた固体電解質13は、イットリア(Y2O3)を含有したイットリア安定化ジルコニアYSZ(緻密体なセラミックス)から構成される。固体電解質13の厚さは、0.5〜100μmであることが望ましい。固体電解質13の厚さが0.5μm以上であることで、ガス透過が防止され得る。また、固体電解質13の厚さが100μm以下であることで、抵抗成分の増加が抑制され得る。
また、空気極14は、遷移金属ペロブスカイト型酸化物のランタン−マンガン系酸化物、ランタン−鉄系酸化物、ランタン−コバルト系酸化物、又は、それらの複合酸化物の少なくとも一種の多孔質の導電性セラミックスから構成されている。空気極14は、800℃程度の中温域での電気伝導性が高いという観点から、(La,Sr)(Fe,Co)O3系が望ましい。空気極14の厚さは、集電性という観点から、10〜100μmであることが望ましい。
インターコネクタ16は、導電性支持体11の内外間の燃料ガス、酸素含有ガスの漏出を防止するため緻密体とされている。また、インターコネクタ16の内外面は、燃料ガス、酸素含有ガスとそれぞれ接触するため、耐還元性、耐酸化性を有している。
このインターコネクタ16の厚さは、30〜200μmであることが望ましい。インターコネクタ16の厚さが30μm以上であることで、ガス透過が完全に防止され得、200μm以下であることで、抵抗成分の増加が抑制され得る。
このインターコネクタ16の端部と固体電解質13の端部との間には、シール性を向上すべく、例えば、NiとZrO2、或いはY2O3からなる接合層を介在させても良い。
この第1実施形態では、緻密な固体電解質13は、導電性支持体11の一方の主面上のみならず、導電性支持体11の側端部を介して他方の主面上のインターコネクタ16の側端面まで形成されている。即ち、固体電解質13は、両側の側端部B,Bを形成するように、導電性支持体11の他方の主面まで延設され、インターコネクタ16と接合している。なお、側端部B,B(導電性支持体11の側端部)は、発電に伴う加熱や冷却に伴い発生する熱応力を緩和するため、幅方向において外側に突出する曲面形状となっていることが望ましい。
次に、以上説明したような第1実施形態の製法について説明する。先ず、La、Ce、Pr、Ndの元素を除く希土類元素酸化物粉末とNi及び/又はNiO粉末が混合される。この混合粉末に、有機バインダーと、溶媒とを混合した導電性支持体材料が押し出し成形されて、板状の導電性支持体成形体が作製される。この成形体が乾燥、脱脂される。
また、希土類元素(Y)が固溶したZrO2粉末と有機バインダーと溶媒を混合した固体電解質材料を用いてシート状の固体電解質成形体が作製される。
次に、Ni及び/又はNiO粉末と、希土類元素が固溶したZrO2粉末と、有機バインダーと、溶媒とを混合して作製された、燃料極12となるスラリーが、前記固体電解質成形体の一方側に塗布される。これにより、固体電解質成形体の一方側の面に燃料極成形体が形成される。
次に、導電性支持体成形体に、前記シート状の固体電解質成形体と燃料極成形体の積層体が、燃料極成形体が導電性支持体成形体に当接するように、導電性支持体成形体に巻き付けられる。
次に、この積層成形体の側端部B,Bを形成する位置の固体電解質成形体上に、上記のシート状の固体電解質成形体が更に数層積層され、乾燥される。また、固体電解質13となるスラリーが固体電解質成形体上にスクリーン印刷されてもよい。なお、このとき脱脂が行われてもよい。
次に、ランタン−クロム系酸化物粉末と、有機バインダーと、溶媒とを混合したインターコネクタ材料を用いて、シート状のインターコネクタ成形体が作製される。
また、Ni及び/又はNiO粉末と、希土類元素が固溶したZrO2粉と、有機バインダーと、溶媒を混合したスラリーを用いて、シート状の中間膜成形体が作製される。
次に、インターコネクタ成形体と中間膜成形体とが積層される。この積層体の中間膜成形体側が、露出した導電性支持体成形体側に当接するように、この積層体が導電性支持体成形体に積層される。
これにより、導電性支持体成形体の一方主面に、燃料極成形体、固体電解質成形体が順次積層されるとともに、他方主面に中間膜成形体、インターコネクタ成形体が積層された積層成形体が作製される。なお、各成形体は、ドクターブレードによるシート成形、印刷、スラリーディップ、並びにスプレーによる吹き付けなどにより作製され得る。また、各成形体は、これらの組み合わせにより作製され得る。
次に、積層成形体が脱脂処理され、酸素含有雰囲気中で1300〜1600℃で同時焼成される。
次に、P型半導体である遷移金属ペロブスカイト型酸化物粉末と、溶媒を混合して、ペーストが作製される。前記積層体がこのペースト中に浸漬される。そして、固体電解質13、インターコネクタ16の表面に、空気極成形体、集電膜成形体が、それぞれディッピング、或いは直接のスプレー塗布により形成される。これらの成形体が1000〜1300℃で焼き付けられることにより、本発明に係る燃料電池が作製される。
なお、この時点では、酸素含有雰囲気での焼成により、導電性支持体11、燃料極12、中間膜15中のNi成分が、NiOとなっている。従って、これらの導電性を獲得するため、その後、導電性支持体11側から還元性の燃料ガスが流され、NiOが800〜1000℃で1〜10時間に亘って還元処理される。なお、この還元処理は発電時に行われてもよい。
(ガス流路の表面粗さ)
上述の発明の概要の欄で述べたように、焼成体である(製造後の)燃料電池の状態は、その後の使用条件に応じて、還元体及び非還元体の何れの状態にもなり得る。
上述の発明の概要の欄で述べたように、焼成体である(製造後の)燃料電池の状態は、その後の使用条件に応じて、還元体及び非還元体の何れの状態にもなり得る。
上述のように、完成した燃料電池が還元処理される際、図2に示すように、導電性支持体11の内部において、ガス流路18の壁面から主面に亘ってクラックが発生する場合があった。本発明者は、係るクラックの発生が、還元状態にある燃料電池の「ガス流路の壁面の表面粗さ」と強い相関があることを見出した。以下、このことを確認した試験Aについて説明する。
(試験A)
試験Aでは、上記第1実施形態(図1を参照)に係る燃料電池について、導電性支持体11の材質、及び、還元状態における「ガス流路の壁面の表面粗さ」の組み合わせが異なる複数のサンプルが作製された。具体的には、表1に示すように、15種類の水準(組み合わせ)が準備された。各水準に対して20個のサンプル(N=20)が作製された。表面粗さとして、JIS
B 0601:2001で定義される「算術平均粗さRa」が採用された。表1に記載された表面粗さの値は、焼成体である上記第1実施形態の完成後、且つ、上記還元処理後の段階での値(N=20の平均値)である。表面粗さの測定は、ガス流路18の長手方向に沿って行われた。この測定に使用された表面粗さ計は、TAYLOR
HOBSON社製のForm TalySurf Plusである。触針部の曲率半径は2μmである。
試験Aでは、上記第1実施形態(図1を参照)に係る燃料電池について、導電性支持体11の材質、及び、還元状態における「ガス流路の壁面の表面粗さ」の組み合わせが異なる複数のサンプルが作製された。具体的には、表1に示すように、15種類の水準(組み合わせ)が準備された。各水準に対して20個のサンプル(N=20)が作製された。表面粗さとして、JIS
B 0601:2001で定義される「算術平均粗さRa」が採用された。表1に記載された表面粗さの値は、焼成体である上記第1実施形態の完成後、且つ、上記還元処理後の段階での値(N=20の平均値)である。表面粗さの測定は、ガス流路18の長手方向に沿って行われた。この測定に使用された表面粗さ計は、TAYLOR
HOBSON社製のForm TalySurf Plusである。触針部の曲率半径は2μmである。

各サンプル(図1に示す燃料電池)にて使用された導電性支持体11としては、材料の気孔率が20〜60%であり、厚さT、幅Wがそれぞれ、2.5mm、50mm(即ち、アスペクト比W/Tが20)であり、ガス流路18の断面形状が直径1.5mmの円形であり、隣接するガス流路18、18間のピッチPが5.0mmのものが使用された。各サンプルでは、上述と同様、前記積層成形体(導電性支持体成形体に、少なくとも燃料極成形体と固体電解質成形体とが積層された成形体)が同時焼成された。その後、各サンプルに対して還元処理が行われた。
「ガス流路の壁面の表面粗さ」の調整は、導電性支持体成形体の押し出し成形に使用される金型の表面粗さ、前記成形に使用される粉末(La、Ce、Pr、Ndの元素を除く希土類元素酸化物粉末とNi及び/又はNiO粉末等)の粒径及び比表面積、有機成分(バインダー、造孔材)の量、焼成温度、焼成時間、還元処理温度、還元処理時間等を調整することにより達成された。なお、金型の表面粗さは、表面の研磨、フッ素樹脂コート等によって調整可能である。
具体的には、前記金型の表面荒さRa(JIS B 0601:2001)は0.1〜6.3μmの範囲内で調整された。粉末の平均粒径(D50)は0.5〜5μmの範囲内で調整された。より詳細には、NiO粉末の平均粒径(D50)は0.3〜2.0μm、Y2O3粉末の平均粒径(D50)は0.4〜2.5μm、8YSZ粉末の平均粒径(D50)は0.5〜1.8μmの範囲内で調整された。粉末の比表面積は、3〜30m2/gの範囲内で調整された。有機成分の量(重量)は、粉体の全重量に対して10〜50%の範囲内で調整された。造孔材としては、セルロース、カーボン、PMMA等が使用された。造孔材の平均粒径(D50)は0.5〜30μmの範囲内で調整された。焼成温度は、1300〜1600℃の範囲内で調整された。焼成時間は、1〜20時間の範囲内で調整された。還元処理温度は、800〜1000℃の範囲内で調整された。還元処理時間は、1〜10時間の範囲内で調整された。
なお、本試験(後述する試験Bでも同様)では、支持体(支持基板)の気孔率は、以下のように測定された。先ず、支持体(支持基板)の気孔内に樹脂が進入するようにその支持体(支持基板)に対して所謂「樹脂埋め」処理がなされた。その「樹脂埋め」処理された支持体(支持基板)の表面に対して機械研磨がなされた。機械研磨された表面の微構造を走査型電子顕微鏡を用いて観察して得られた画像に対して画像処理を行うことによって、気孔の部分(樹脂が進入している部分)と気孔でない部分(樹脂が進入していない部分)の面積がそれぞれ算出された。「全体の面積(気孔の部分の面積と気孔でない部分の面積の和)」に対する「気孔の部分の面積」の割合が支持体(支持基板)の「気孔率」とされた。
そして、上記還元処理後の段階(還元状態)における各サンプルについて、導電性支持体11におけるクラックの発生の有無が確認された。この確認は、目視、並びに、顕微鏡を使用した観察によってなされた。この結果は表1に示すとおりである。
表1から理解できるように、還元状態における「ガス流路の壁面の表面粗さ」が算術平均粗さRaで5.2μmを超えると、図2に示すように、平板状の導電性支持体11の内部において、ガス流路18の壁面から主面に亘ってクラックが発生し易い。これは、以下の理由に基づくと考えられる。即ち、上述のように、上記第1実施形態(図1を参照)の導電性支持体の外周は、2種類のガス(空気と燃料)の混合を防止するガスシール性を備えた緻密膜(固体電解質13、インターコネクタ16等)で覆われている。この緻密膜は、上記還元処理によって収縮しない。一方、NiOを含む導電性支持体11は、上記還元処理によって収縮する(還元収縮)。従って、導電性支持体11は、その外周が還元収縮しない緻密膜に拘束されながら還元収縮する。他方、導電性支持体11のアスペクト比(W/T)は5以上と非常に大きい。従って、導電性支持体11の還元収縮量は幅方向と厚さ方向とで大きく異なる。以上より、導電性支持体11は、自身のアスペクト比が大きいこと、並びに、自身の外周が還元収縮しない緻密膜に拘束されることに起因して、上記還元処理の際に特異な応力環境下に置かれることになる。その際、導電性支持体11の内部に発生する歪は、応力による変形に関して自由端となるガス流路18の壁面に集中する。以上のことから、クラックが、ガス流路18の壁面を起点としてその壁面から主面に亘って発生し易いものと考えられる。なお、平板状の支持体の外周が緻密膜で覆われないタイプのSOFCの場合、上記還元処理の際に、支持体が比較的自由に変形し得る(反り得る)ことに起因して、上述した「ガス流路の壁面への歪の集中」が緩和され易くなる。即ち、支持体が上述した特異な応力環境下にそもそも置かれないので、上述のクラックが発生し難い。
一方、表1から理解できるように、還元状態における「ガス流路の壁面の表面粗さ」が算術平均粗さRaで5.2μm以下であると、前記クラックが発生し難い、ということができる。
また、各サンプルにて使用された導電性支持体11は、上述のように、導電性支持体材料の押し出し成形によって作製されている。各サンプルでは、導電性支持体11の作成(成形)後、ガス流路の壁面の表面粗さの仕上げ加工等は施されていない。この状態では、還元状態における「ガス流路の壁面の表面粗さ」を算術平均粗さRaで0.16μm未満とすることはできなかった。以上より、還元状態における「ガス流路の壁面の表面粗さ」が算術平均粗さRaで0.16〜5.2μmの範囲内であることが好ましい。
なお、支持体の内部のNiの再酸化防止等の目的で、支持体のガス流路の壁面に、コーティング膜(例えば、YSZ膜)が形成される場合がある。この場合、還元状態における「ガス流路の内壁部における支持体の材料で構成される面」(即ち、コーティング膜の表面ではなく、コーティング膜で覆われた面)の表面粗さが、算術平均粗さRaで0.16〜5.2μmの範囲内であることが好ましい。
この結果は、各ガス流路18の断面形状が円形の場合に対応するが、各ガス流路18の断面形状が楕円形、長穴、四隅に円弧を有する四角形等であっても同じ結果が得られることが既に確認されている。また、この結果は、導電性支持体のアスペクト比が20の場合に対応するが、導電性支持体のアスペクト比が5〜100の範囲内であれば、同じ結果が得られることが既に確認されている。
(第2実施形態)
図3は、本発明に係る固体酸化物形燃料電池(SOFC)の第2実施形態を示す。このSOFCは、長手方向(x軸方向)を有する平板状の支持基板10の上下面(互いに平行な両側の主面(平面))のそれぞれに、電気的に直列に接続された複数(本例では、4つ)の同形の発電素子部Aが長手方向において所定の間隔をおいて配置された、所謂「横縞型」と呼ばれる構成を有する。
図3は、本発明に係る固体酸化物形燃料電池(SOFC)の第2実施形態を示す。このSOFCは、長手方向(x軸方向)を有する平板状の支持基板10の上下面(互いに平行な両側の主面(平面))のそれぞれに、電気的に直列に接続された複数(本例では、4つ)の同形の発電素子部Aが長手方向において所定の間隔をおいて配置された、所謂「横縞型」と呼ばれる構成を有する。
このSOFCの全体を上方からみた形状は、例えば、長手方向の辺の長さが5〜50cmで長手方向に直交する幅方向(y軸方向)の長さが1〜10cmの長方形である。このSOFCの全体の厚さは、1〜5mmである。このSOFCの全体は、厚さ方向の中心を通り且つ支持基板10の主面に平行な面に対して上下対称の形状を有する。以下、図3に加えて、このSOFCの図3に示す4−4線に対応する部分断面図である図4を参照しながら、このSOFCの詳細について説明する。図4は、代表的な1組の隣り合う発電素子部A,Aのそれぞれの構成(の一部)、並びに、発電素子部A,A間の構成を示す部分断面図である。その他の組の隣り合う発電素子部A,A間の構成も、図4に示す構成と同様である。
支持基板10は、電子伝導性を有さない多孔質の材料からなる平板状の焼成体である。後述する図8に示すように、支持基板10の内部には、長手方向に延びる複数(本例では、6本)の燃料ガス流路11(貫通孔)が幅方向において所定の間隔をおいて形成されている。各燃料ガス流路11の断面形状は直径Dが0.5〜3mmの円形である。隣り合う燃料ガス流路11、11の幅方向における間隔(ピッチ)Pは1〜5mmである。なお、各燃料ガス流路11の断面形状は、楕円形、長穴、四隅に円弧を有する四角形等であってもよい。また、本例では、各凹部12は、支持基板10の材料からなる底壁と、全周に亘って支持基板10の材料からなる周方向に閉じた側壁(長手方向に沿う2つの側壁と幅方向に沿う2つの側壁)と、で画定された直方体状の窪みである。
支持基板10は、例えば、CSZ(カルシア安定化ジルコニア)から構成され得る。或いは、NiO(酸化ニッケル)とYSZ(8YSZ)(イットリア安定化ジルコニア)とから構成されてもよいし、NiO(酸化ニッケル)とY2O3(イットリア)とから構成されてもよいし、MgO(酸化マグネシウム)とMgAl2O4(マグネシアアルミナスピネル)とから構成されてもよい。支持基板10の気孔率は、20〜60%である。
支持基板10は、「遷移金属酸化物又は遷移金属」と、絶縁性セラミックスとを含んで構成され得る。「遷移金属酸化物又は遷移金属」としては、NiO(酸化ニッケル)又はNi(ニッケル)が好適である。遷移金属は、燃料ガスの改質反応を促す触媒(炭化水素系のガスの改質触媒)として機能し得る。
また、絶縁性セラミックスとしては、MgO(酸化マグネシウム)、又は、「MgAl2O4(マグネシアアルミナスピネル)とMgO(酸化マグネシウム)の混合物」が好適である。また、絶縁性セラミックスとして、CSZ(カルシア安定化ジルコニア)、YSZ(8YSZ)(イットリア安定化ジルコニア)、Y2O3(イットリア)が使用されてもよい。
このように、支持基板10が「遷移金属酸化物又は遷移金属」を含むことによって、改質前の残存ガス成分を含んだガスが多孔質の支持基板10の内部の多数の気孔を介して燃料ガス流路11から燃料極に供給される過程において、上記触媒作用によって改質前の残存ガス成分の改質を促すことができる。加えて、支持基板10が絶縁性セラミックスを含むことによって、支持基板10の絶縁性を確保することができる。この結果、隣り合う燃料極間における絶縁性が確保され得る。
支持基板10の幅Wは10〜100mmであり、厚さTは、1〜5mmである。支持基板10のアスペクト比(W/T)は、5〜100である。支持基板10の主面と燃料ガス流路11の壁面との最短距離は、(T−D)/2である。以下、この構造体の形状が上下対称となっていることを考慮し、説明の簡便化のため、支持基板10の上面側の構成についてのみ説明していく。支持基板10の下面側の構成についても同様である。
図4及び図5に示すように、支持基板10の上面(上側の主面)に形成された各凹部12には、燃料極集電部21の全体が埋設(充填)されている。従って、各燃料極集電部21は直方体状を呈している。各燃料極集電部21の上面(外側面)には、凹部21aが形成されている。各凹部21aは、燃料極集電部21の材料からなる底壁と、周方向に閉じた側壁(長手方向に沿う2つの側壁と幅方向に沿う2つの側壁)と、で画定された直方体状の窪みである。周方向に閉じた側壁のうち、長手方向に沿う2つの側壁は支持基板10の材料からなり、幅方向に沿う2つの側壁は燃料極集電部21の材料からなる。
各凹部21aには、燃料極活性部22の全体が埋設(充填)されている。従って、各燃料極活性部22は直方体状を呈している。燃料極集電部21と燃料極活性部22とにより燃料極20が構成される。燃料極20(燃料極集電部21+燃料極活性部22)は、電子伝導性を有する多孔質の材料からなる焼成体である。各燃料極活性部22の幅方向に沿う2つの側面と底面とは、凹部21a内で燃料極集電部21と接触している。
各燃料極集電部21の上面(外側面)における凹部21aを除いた部分には、凹部21bが形成されている。各凹部21bは、燃料極集電部21の材料からなる底壁と、周方向に閉じた側壁(長手方向に沿う2つの側壁と幅方向に沿う2つの側壁)と、で画定された直方体状の窪みである。周方向に閉じた側壁のうち、長手方向に沿う2つの側壁は支持基板10の材料からなり、幅方向に沿う2つの側壁は燃料極集電部21の材料からなる。
各凹部21bには、インターコネクタ30が埋設(充填)されている。従って、各インターコネクタ30は直方体状を呈している。インターコネクタ30は、電子伝導性を有する緻密な材料からなる焼成体である。各インターコネクタ30の幅方向に沿う2つの側面と底面とは、凹部21b内で燃料極集電部21と接触している。
燃料極20(燃料極集電部21及び燃料極活性部22)の上面(外側面)と、インターコネクタ30の上面(外側面)と、支持基板10の主面とにより、1つの平面(凹部12が形成されていない場合の支持基板10の主面と同じ平面)が構成されている。即ち、燃料極20の上面とインターコネクタ30の上面と支持基板10の主面との間で、段差が形成されていない。
燃料極活性部22は、例えば、NiO(酸化ニッケル)とYSZ(8YSZ)(イットリア安定化ジルコニア)とから構成され得る。或いは、NiO(酸化ニッケル)とGDC(ガドリニウムドープセリア)とから構成されてもよい。燃料極集電部21は、例えば、NiO(酸化ニッケル)とYSZ(8YSZ)(イットリア安定化ジルコニア)とから構成され得る。或いは、NiO(酸化ニッケル)とY2O3(イットリア)とから構成されてもよいし、NiO(酸化ニッケル)とCSZ(カルシア安定化ジルコニア)とから構成されてもよい。燃料極活性部22の厚さは、5〜30μmであり、燃料極集電部21の厚さ(即ち、凹部12の深さ)は、50〜500μmである。
このように、燃料極集電部21は、電子伝導性を有する物質を含んで構成される。燃料極活性部22は、電子伝導性を有する物質と酸化性イオン(酸素イオン)伝導性を有する物質とを含んで構成される。燃料極活性部22における「気孔部分を除いた全体積に対する酸化性イオン伝導性を有する物質の体積割合」は、燃料極集電部21における「気孔部分を除いた全体積に対する酸化性イオン伝導性を有する物質の体積割合」よりも大きい。
インターコネクタ30は、例えば、LaCrO3(ランタンクロマイト)から構成され得る。或いは、(Sr,La)TiO3(ストロンチウムチタネート)から構成されてもよい。インターコネクタ30の厚さは、10〜100μmである。
燃料極20及びインターコネクタ30がそれぞれの凹部12に埋設された状態の支持基板10における長手方向に延びる外周面において複数のインターコネクタ30が形成されたそれぞれの部分の長手方向中央部を除いた全面は、固体電解質膜40により覆われている。固体電解質膜40は、イオン伝導性を有し且つ電子伝導性を有さない緻密な材料からなる焼成体である。固体電解質膜40は、例えば、YSZ(8YSZ)(イットリア安定化ジルコニア)から構成され得る。或いは、LSGM(ランタンガレート)から構成されてもよい。固体電解質膜40の厚さは、3〜50μmである。
即ち、燃料極20がそれぞれの凹部12に埋設された状態の支持基板10における長手方向に延びる外周面の全面は、インターコネクタ30と固体電解質膜40とからなる緻密層により覆われている。この緻密層は、緻密層の内側の空間を流れる燃料ガスと緻密層の外側の空間を流れる空気との混合を防止するガスシール機能を発揮する。
なお、図4に示すように、本例では、固体電解質膜40が、燃料極20の上面、インターコネクタ30の上面における長手方向の両側端部、及び支持基板10の主面を覆っている。ここで、上述したように、燃料極20の上面とインターコネクタ30の上面と支持基板10の主面との間で段差が形成されていない。従って、固体電解質膜40が平坦化されている。この結果、固体電解質膜40に段差が形成される場合に比して、応力集中に起因する固体電解質膜40でのクラックの発生が抑制され得、固体電解質膜40が有するガスシール機能の低下が抑制され得る。
固体電解質膜40における各燃料極活性部22と接している箇所の上面には、反応防止膜50を介して空気極60が形成されている。反応防止膜50は、緻密な材料からなる焼成体であり、空気極60は、電子伝導性を有する多孔質の材料からなる焼成体である。反応防止膜50及び空気極60を上方からみた形状は、燃料極活性部22と略同一の長方形である。
反応防止膜50は、例えば、GDC=(Ce,Gd)O2(ガドリニウムドープセリア)から構成され得る。反応防止膜50の厚さは、3〜50μmである。空気極60は、例えば、LSCF=(La,Sr)(Co,Fe)O3(ランタンストロンチウムコバルトフェライト)から構成され得る。或いは、LSF=(La,Sr)FeO3(ランタンストロンチウムフェライト)、LNF=La(Ni,Fe)O3(ランタンニッケルフェライト)、LSC=(La,Sr)CoO3(ランタンストロンチウムコバルタイト)等から構成されてもよい。また、空気極60は、LSCFからなる第1層(内側層)とLSCからなる第2層(外側層)との2層によって構成されてもよい。空気極60の厚さは、10〜100μmである。
なお、反応防止膜50が介装されるのは、SOFC作製時又は作動中のSOFC内において固体電解質膜40内のYSZと空気極60内のSrとが反応して固体電解質膜40と空気極60との界面に電気抵抗が大きい反応層が形成される現象の発生を抑制するためである。
ここで、燃料極20と、固体電解質膜40と、反応防止膜50と、空気極60とが積層されてなる積層体が、「発電素子部A」に対応する(図2を参照)。即ち、支持基板10の上面には、複数(本例では、4つ)の発電素子部Aが、長手方向において所定の間隔をおいて配置されている。
各組の隣り合う発電素子部A,Aについて、一方の(図4では、左側の)発電素子部Aの空気極60と、他方の(図4では、右側の)発電素子部Aのインターコネクタ30とを跨ぐように、空気極60、固体電解質膜40、及び、インターコネクタ30の上面に、空気極集電膜70が形成されている。空気極集電膜70は、電子伝導性を有する多孔質の材料からなる焼成体である。空気極集電膜70を上方からみた形状は、長方形である。
空気極集電膜70は、例えば、LSCF=(La,Sr)(Co,Fe)O3(ランタンストロンチウムコバルトフェライト)から構成され得る。或いは、LSC=(La,Sr)CoO3(ランタンストロンチウムコバルタイト)から構成されてもよい。或いは、Ag(銀)、Ag−Pd(銀パラジウム合金)から構成されてもよい。空気極集電膜70の厚さは、50〜500μmである。
このように各空気極集電膜70が形成されることにより、各組の隣り合う発電素子部A,Aについて、一方の(図4では、左側の)発電素子部Aの空気極60と、他方の(図4では、右側の)発電素子部Aの燃料極20(特に、燃料極集電部21)とが、電子伝導性を有する「空気極集電膜70及びインターコネクタ30」を介して電気的に接続される。この結果、支持基板10の上面に配置されている複数(本例では、4つ)の発電素子部Aが電気的に直列に接続される。ここで、電子伝導性を有する「空気極集電膜70及びインターコネクタ30」が、前記「電気的接続部」に対応する。
なお、インターコネクタ30は、前記「電気的接続部」における前記「緻密な材料で構成された第1部分」に対応し、気孔率は10%以下である。空気極集電膜70は、前記「電気的接続部」における前記「多孔質の材料で構成された第2部分」に対応し、気孔率は20〜60%である。
以上、説明した「横縞型」のSOFCに対して、図に示すように、支持基板10の燃料ガス流路11内に燃料ガス(水素ガス等)を流すとともに、支持基板10の上下面(特に、各空気極集電膜70)を「酸素を含むガス」(空気等)に曝す(或いは、支持基板10の上下面に沿って酸素を含むガスを流す)ことにより、固体電解質膜40の両側面間に生じる酸素分圧差によって起電力が発生する。更に、この構造体を外部の負荷に接続すると、下記(1)、(2)式に示す化学反応が起こり、電流が流れる(発電状態)。
(1/2)・O2+2e−→O2− (於:空気極60) …(1)
H2+O2−→H2O+2e−
(於:燃料極20) …(2)
(1/2)・O2+2e−→O2− (於:空気極60) …(1)
H2+O2−→H2O+2e−
(於:燃料極20) …(2)
発電状態においては、図7に示すように、各組の隣り合う発電素子部A,Aについて、電流が、矢印で示すように流れる。この結果、図6に示すように、このSOFC全体から(具体的には、図6において最も手前側の発電素子部Aのインターコネクタ30と最も奥側の発電素子部Aの空気極60とを介して)電力が取り出される。
(製造方法)
次に、図3に示した「横縞型」のSOFCの製造方法の一例について図8〜図16を参照しながら簡単に説明する。図8〜図16において、各部材の符号の末尾の「g」は、その部材が「焼成前」であることを表す。
次に、図3に示した「横縞型」のSOFCの製造方法の一例について図8〜図16を参照しながら簡単に説明する。図8〜図16において、各部材の符号の末尾の「g」は、その部材が「焼成前」であることを表す。
先ず、図8に示す形状を有する支持基板の成形体10gが作製される。この支持基板の成形体10gは、例えば、支持基板10の材料(例えば、CSZ)の粉末にバインダー等が添加されて得られるスラリーを用いて、押し出し成形、切削等の手法を利用して作製され得る。以下、図8に示す9−9線に対応する部分断面を表す図9〜図16を参照しながら説明を続ける。
図9に示すように、支持基板の成形体10gが作製されると、次に、図10に示すように、支持基板の成形体10gの上下面に形成された各凹部に、燃料極集電部の成形体21gがそれぞれ埋設・形成される。次いで、図11に示すように、各燃料極集電部の成形体21gの外側面に形成された各凹部に、燃料極活性部の成形体22gがそれぞれ埋設・形成される。各燃料極集電部の成形体21g、及び各燃料極活性部22gは、例えば、燃料極20の材料(例えば、NiとYSZ)の粉末にバインダー等が添加されて得られるスラリーを用いて、印刷法等を利用して埋設・形成される。
続いて、図12に示すように、各燃料極集電部の成形体21gの外側面における「燃料極活性部の成形体22gが埋設された部分を除いた部分」に形成された各凹部に、インターコネクタの成形体30gがそれぞれ埋設・形成される。各インターコネクタの成形体30gは、例えば、インターコネクタ30の材料(例えば、LaCrO3)の粉末にバインダー等が添加されて得られるスラリーを用いて、印刷法等を利用して埋設・形成される。
次に、図13に示すように、複数の燃料極の成形体(21g+22g)及び複数のインターコネクタの成形体30gがそれぞれ埋設・形成された状態の支持基板の成形体10gにおける長手方向に延びる外周面において複数のインターコネクタの成形体30gが形成されたそれぞれの部分の長手方向中央部を除いた全面に、固体電解質膜の成形膜40gが形成される。固体電解質膜の成形膜40gは、例えば、固体電解質膜40の材料(例えば、YSZ)の粉末にバインダー等が添加されて得られるスラリーを用いて、印刷法、ディッピング法等を利用して形成される。
次に、図14に示すように、固体電解質膜の成形体40gにおける各燃料極の成形体22gと接している箇所の外側面に、反応防止膜の成形膜50gが形成される。各反応防止膜の成形膜50gは、例えば、反応防止膜50の材料(例えば、GDC)の粉末にバインダー等が添加されて得られるスラリーを用いて、印刷法等を利用して形成される。
そして、このように種々の成形膜が形成された状態の支持基板の成形体10gが、空気中にて1500℃で3時間焼成される。これにより、図3に示したSOFCにおいて空気極60及び空気極集電膜70が形成されていない状態の構造体が得られる。
次に、図15に示すように、各反応防止膜50の外側面に、空気極の成形膜60gが形成される。各空気極の成形膜60gは、例えば、空気極60の材料(例えば、LSCF)の粉末にバインダー等が添加されて得られるスラリーを用いて、印刷法等を利用して形成される。
次に、図16に示すように、各組の隣り合う発電素子部について、一方の発電素子部の空気極の成形膜60gと、他方の発電素子部のインターコネクタ30とを跨ぐように、空気極の成形膜60g、固体電解質膜40、及び、インターコネクタ30の外側面に、空気極集電膜の成形膜70gが形成される。各空気極集電膜の成形膜70gは、例えば、空気極集電膜70の材料(例えば、LSCF)の粉末にバインダー等が添加されて得られるスラリーを用いて、印刷法等を利用して形成される。
そして、このように成形膜60g、70gが形成された状態の支持基板10が、空気中にて1050℃で3時間焼成される。これにより、図1に示したSOFCが得られる。以上、図3に示したSOFCの製造方法の一例について説明した。
なお、この時点では、酸素含有雰囲気での焼成により、支持基板10、及び燃料極20中のNi成分が、NiOとなっている。従って、燃料極20の導電性を獲得するため、その後、支持基板10側から還元性の燃料ガスが流され、NiOが800〜1000℃で1〜10時間に亘って還元処理される。なお、この還元処理は発電時に行われてもよい。
(ガス流路の表面粗さ)
上述した第1実施形態と同様、上記第2実施形態においても、完成した燃料電池が還元処理される際、図17に示すように、支持基板10の内部において、ガス流路11の壁面から主面に亘ってクラックが発生する場合があった。本発明者は、第2実施形態においても、係るクラックの発生が、還元状態にある燃料電池の「ガス流路の壁面の表面粗さ」と強い相関があることを見出した。以下、このことを確認した試験Bについて説明する。
上述した第1実施形態と同様、上記第2実施形態においても、完成した燃料電池が還元処理される際、図17に示すように、支持基板10の内部において、ガス流路11の壁面から主面に亘ってクラックが発生する場合があった。本発明者は、第2実施形態においても、係るクラックの発生が、還元状態にある燃料電池の「ガス流路の壁面の表面粗さ」と強い相関があることを見出した。以下、このことを確認した試験Bについて説明する。
(試験B)
試験Bでは、上記第2実施形態(図3を参照)に係る燃料電池について、絶縁性の支持基板10の材質、及び、還元状態における「ガス流路の壁面の表面粗さ」の組み合わせが異なる複数のサンプルが作製された。具体的には、表2に示すように、15種類の水準(組み合わせ)が準備された。各水準に対して20個のサンプル(N=20)が作製された。表面粗さとして、JIS
B 0601:2001で定義される「算術平均粗さRa」が採用された。表2に記載された表面粗さの値は、焼成体である上記第2実施形態の完成後、且つ、上記還元処理後の段階での値(N=20の平均値)である。表面粗さの測定は、燃料ガス流路11の長手方向に沿って行われた。この測定では、上記試験Aで使用されたものと同じ表面粗さ計が使用された。
試験Bでは、上記第2実施形態(図3を参照)に係る燃料電池について、絶縁性の支持基板10の材質、及び、還元状態における「ガス流路の壁面の表面粗さ」の組み合わせが異なる複数のサンプルが作製された。具体的には、表2に示すように、15種類の水準(組み合わせ)が準備された。各水準に対して20個のサンプル(N=20)が作製された。表面粗さとして、JIS
B 0601:2001で定義される「算術平均粗さRa」が採用された。表2に記載された表面粗さの値は、焼成体である上記第2実施形態の完成後、且つ、上記還元処理後の段階での値(N=20の平均値)である。表面粗さの測定は、燃料ガス流路11の長手方向に沿って行われた。この測定では、上記試験Aで使用されたものと同じ表面粗さ計が使用された。
各サンプル(図3に示す燃料電池)にて使用された支持基板10としては、材料の気孔率が20〜60%であり、厚さT、幅Wがそれぞれ、2.5mm、50mm(即ち、アスペクト比W/Tが20)であり、燃料ガス流路11の断面形状が直径1.5mmの円形であり、隣接する燃料ガス流路11、11間のピッチPが5.0mmのものが使用された。各サンプルでは、上述と同様、前記積層成形体(図14を参照)が同時焼成された。その後、各サンプルに対して還元処理が行われた。
「ガス流路の壁面の表面粗さ」の調整は、支持基板成形体の押し出し成形に使用される金型の表面粗さ、前記成形に使用される粉末(CSZの粉末等)の粒径及び比表面積、有機成分(バインダー、造孔材)の量、焼成温度、焼成時間、還元処理温度、還元処理時間等を調整することにより達成された。なお、金型の表面粗さは、表面の研磨、フッ素樹脂コート等によって調整可能である。
具体的には、前記金型の表面荒さRa(JIS B 0601:2001)は0.1〜6.3μmの範囲内で調整された。粉末の平均粒径(D50)は0.5〜5μmの範囲内で調整された。より詳細には、NiO粉末の平均粒径(D50)は0.3〜2.0μm、Y2O3粉末の平均粒径(D50)は0.4〜2.5μm、8YSZ粉末の平均粒径(D50)は0.5〜1.8μmの範囲内で調整された。粉末の比表面積は、3〜30m2/gの範囲内で調整された。有機成分の量(重量)は、粉体の全重量に対して10〜50%の範囲内で調整された。造孔材としては、セルロース、カーボン、PMMA等が使用された。造孔材の平均粒径(D50)は0.5〜30μmの範囲内で調整された。焼成温度は、1300〜1600℃の範囲内で調整された。焼成時間は、1〜20時間の範囲内で調整された。還元処理温度は、800〜1000℃の範囲内で調整された。還元処理時間は、1〜10時間の範囲内で調整された。
そして、上記還元処理後の段階(還元状態)における各サンプルについて、絶縁性の支持基板10におけるクラックの発生の有無が確認された。この確認は、目視、並びに、顕微鏡を使用した観察によってなされた。この結果は表2に示すとおりである。
表2から理解できるように、還元状態における「ガス流路の壁面の表面粗さ」が算術平均粗さRaで5.1μmを超えると、図17に示すように、平板状の支持基板10の内部において、燃料ガス流路11の壁面から主面に亘ってクラックが発生し易い。これも、上述した第1実施形態と同様、支持基板10のアスペクト比が大きいこと、並びに、支持基板10の外周が還元収縮しない緻密膜40に拘束されることに起因して上記還元処理の際に支持基板10が特異な応力環境下に置かれること、並びに、支持基板10の内部に発生する歪が自由端となる燃料ガス流路11の壁面に集中すること、に基づくと考えられる。
一方、表2から理解できるように、還元状態における「ガス流路の壁面の表面粗さ」が算術平均粗さRaで5.1μm以下であると、前記クラックが発生し難い、ということができる。
また、各サンプルにて使用された支持基板10は、上述のように、支持基板材料の押し出し成形によって作製されている。各サンプルでは、支持基板10の作成(成形)後、ガス流路の壁面の表面粗さの仕上げ加工等は施されていない。この状態では、還元状態における「ガス流路の壁面の表面粗さ」を算術平均粗さRaで0.15μm未満とすることはできなかった。以上より、還元状態における「ガス流路の壁面の表面粗さ」が算術平均粗さRaで0.15〜5.1μmの範囲内であることが好ましい。
なお、支持基板の内部のNiの再酸化防止等の目的で、支持基板のガス流路の壁面に、コーティング膜(例えば、YSZ膜)が形成される場合がある。この場合、還元状態における「ガス流路の内壁部における支持基板の材料で構成される面」(即ち、コーティング膜の表面ではなく、コーティング膜で覆われた面)の表面粗さが、算術平均粗さRaで0.15〜5.1μmの範囲内であることが好ましい。
なお、この結果は、各燃料ガス流路11の断面形状が円形の場合に対応するが、各燃料ガス流路11の断面形状が楕円形、長穴、四隅に円弧を有する四角形等であっても同じ結果が得られることが既に確認されている。また、この結果は、支持基板のアスペクト比が20の場合に対応するが、支持基板のアスペクト比が5〜100の範囲内であれば、同じ結果が得られることが既に確認されている。
(第2実施形態特有の作用・効果)
上述した第2実施形態では、支持基板10の上下面に形成されている、燃料極20を埋設するための複数の凹部12のそれぞれが、全周に亘って支持基板10の材料からなる周方向に閉じた側壁を有している。換言すれば、支持基板10において各凹部12を囲む枠体がそれぞれ形成されている。従って、この構造体は、支持基板10が外力を受けた場合に変形し難い。
上述した第2実施形態では、支持基板10の上下面に形成されている、燃料極20を埋設するための複数の凹部12のそれぞれが、全周に亘って支持基板10の材料からなる周方向に閉じた側壁を有している。換言すれば、支持基板10において各凹部12を囲む枠体がそれぞれ形成されている。従って、この構造体は、支持基板10が外力を受けた場合に変形し難い。
また、支持基板10の各凹部12内に燃料極20及びインターコネクタ30等の部材が隙間なく充填・埋設された状態で、支持基板10と前記埋設された部材とが共焼結される。従って、部材間の接合性が高く且つ信頼性の高い焼結体が得られる。
また、インターコネクタ30が、燃料極集電部21の外側面に形成された凹部21bに埋設され、この結果、直方体状のインターコネクタ30の幅方向(y軸方向)に沿う2つの側面と底面とが凹部21b内で燃料極集電部21と接触している。従って、燃料極集電部21の外側平面上に直方体状のインターコネクタ30が積層される(接触する)構成が採用される場合に比べて、燃料極20(集電部21)とインターコネクタ30との界面の面積を大きくできる。従って、燃料極20とインターコネクタ30との間における電子伝導性を高めることができ、この結果、燃料電池の発電出力を高めることができる。
また、上記実施形態では、平板状の支持基板10の上下面のそれぞれに、複数の発電素子部Aが設けられている。これにより、支持基板の片側面のみに複数の発電素子部が設けられる場合に比して、構造体中における発電素子部の数を多くでき、燃料電池の発電出力を高めることができる。
また、上記実施形態では、固体電解質膜40が、燃料極20の外側面、インターコネクタ30の外側面における長手方向の両側端部、及び支持基板10の主面を覆っている。ここで、燃料極20の外側面とインターコネクタ30の外側面と支持基板10の主面との間で段差が形成されていない。従って、固体電解質膜40が平坦化されている。この結果、固体電解質膜40に段差が形成される場合に比して、応力集中に起因する固体電解質膜40でのクラックの発生が抑制され得、固体電解質膜40が有するガスシール機能の低下が抑制され得る。
なお、本発明は上記第2実施形態に限定されることはなく、本発明の範囲内において種々の変形例を採用することができる。例えば、上記第2実施形態では、図8等に示すように、支持基板10に形成された凹部12の平面形状(支持基板10の主面に垂直の方向からみた場合の形状)が、長方形になっているが、例えば、正方形、円形、楕円形、長穴形状等であってもよい。
また、上記実施形態においては、各凹部12にはインターコネクタ30の全体が埋設されているが、インターコネクタ30の一部のみが各凹部12に埋設され、インターコネクタ30の残りの部分が凹部12の外に突出(即ち、支持基板10の主面から突出)していてもよい。
また、上記実施形態において、凹部12における底壁と側壁とのなす角度θが90°になっているが、図18に示すように、角度θが90〜135°となっていてもよい。また、上記実施形態においては、図19に示すように、凹部12における底壁と側壁とが交差する部分が半径Rの円弧状になっていて、凹部12の深さに対する半径Rの割合が0.01〜1となっていてもよい。
また、上記実施形態においては、平板状の支持基板10の上下面のそれぞれに複数の凹部12が形成され且つ複数の発電素子部Aが設けられているが、図20に示すように、支持基板10の片側面のみに複数の凹部12が形成され且つ複数の発電素子部Aが設けられていてもよい。
また、上記実施形態においては、燃料極20が燃料極集電部21と燃料極活性部22との2層で構成されているが、燃料極20が燃料極活性部22に相当する1層で構成されてもよい。
加えて、上記実施形態においては、図5に示すように、燃料極集電部21の外側面に形成された凹部21bが、燃料極集電部21の材料からなる底壁と、周方向に閉じた側壁(支持基板10の材料からなる長手方向に沿う2つの側壁と、燃料極集電部21の材料からなる幅方向に沿う2つの側壁)と、で画定された直方体状の窪みとなっている。この結果、凹部21bに埋設されたインターコネクタ30の幅方向に沿う2つの側面と底面とが凹部21b内で燃料極集電部21と接触している。
これに対し、図21に示すように、燃料極集電部21の外側面に形成された凹部21bが、燃料極集電部21の材料からなる底壁と、全周に亘って燃料極集電部21の材料からなる周方向に閉じた側壁(長手方向に沿う2つの側壁と、幅方向に沿う2つの側壁)と、で画定された直方体状の窪みであってもよい。これによれば、凹部21bに埋設されたインターコネクタ30の4つの側面の全てと底面とが凹部21b内で燃料極集電部21と接触する。従って、燃料極集電部21とインターコネクタ30との界面の面積をより一層大きくできる。従って、燃料極集電部21とインターコネクタ30との間における電子伝導性をより一層高めることができ、この結果、燃料電池の発電出力をより一層高めることができる。
また、上記実施形態では、支持体(支持基板)のガス流路の断面形状が円形であるが(図1、図3等を参照)、図22に示すように、支持体(支持基板)のガス流路の断面形状が円形でなくてもよい。具体的には、図22に示すように、ガス流路の断面形状における支持体(支持基板)の厚さ方向(z軸方向)の長さZ2に対する、支持体(支持基板)の幅方向(y軸方向)の長さZ1の割合が1.1以上であってもよい。
前記割合が1.1以上となるような扁平な(支持体の幅方向に広がった)断面形状を有するガス流路の場合、前記割合が大きいほど(即ち、扁平の度合いが大きいほど)、上述のクラックが発生し易いことが、別途判明している。これは、前記割合が大きいほど(即ち、扁平の度合いが大きいほど)、上述した「ガス流路の壁面への歪の集中」が発生し易くなることに基づく、と考えられる。従って、前記割合が大きいほど(即ち、扁平の度合いが大きいほど)、「ガス流路の壁面の表面粗さ」を管理することの重要度が増大する。
また、上記実施形態において、上記還元処理後、且つ常温下、支持体(支持基板)において、Niが含まれ且つNiOが含まれていなくてもよいし、Ni及びNiOが共に含まれていてもよい。
11…導電性支持体、12…燃料極、13…固体電解質、14…空気極、
10…支持基板、11…燃料ガス流路、12…凹部、20…燃料極、21…燃料極集電部、21a、21b…凹部、22…燃料極活性部、30…インターコネクタ、40…固体電解質膜、50…反応防止膜、60…空気極、70…空気極集電膜、A…発電素子部
10…支持基板、11…燃料ガス流路、12…凹部、20…燃料極、21…燃料極集電部、21a、21b…凹部、22…燃料極活性部、30…インターコネクタ、40…固体電解質膜、50…反応防止膜、60…空気極、70…空気極集電膜、A…発電素子部
Claims (8)
- ガス流路が内部に形成された平板状の多孔質の支持基板と、
前記支持基板の表面に設けられ、少なくとも燃料極、固体電解質、及び空気極がこの順で積層された発電素子部と、
を備えた焼成体である燃料電池において、
前記支持基板は長手方向を有し、前記支持基板の内部には、互いに平行な複数の前記ガス流路が前記長手方向に沿って幅方向に間隔をおいて形成され、
前記支持基板の外周が緻密な前記固体電解質の膜で覆われていて、
前記燃料電池が還元雰囲気で熱処理が施された還元体である状態において、前記ガス流路の内壁部における前記支持基板の材料で構成される面の表面粗さが、算術平均粗さRaで0.16〜5.2μmである、燃料電池。 - 請求項1に記載の燃料電池において、
前記支持基板の気孔率は、20〜60%である、燃料電池。 - 請求項1又は請求項2に記載の燃料電池において、
前記支持基板の厚さに対する前記支持基板の幅の割合であるアスペクト比は5以上である、燃料電池。 - 請求項1乃至請求項3の何れか一項に記載の燃料電池において、
前記支持基板は、酸化ニッケルNiO又はニッケルNiと、絶縁性セラミックスとを含んで構成された、燃料電池。 - ガス流路が内部に形成された平板状の多孔質の支持基板と、
前記平板状の支持基板の主面における互いに離れた複数の箇所にそれぞれ設けられ、少なくとも燃料極、固体電解質、及び空気極がこの順に積層されてなる複数の発電素子部と、
1組又は複数組の隣り合う前記発電素子部の間にそれぞれ設けられ、隣り合う前記発電素子部の一方の燃料極と他方の空気極とを電気的に接続する1つ又は複数の電気的接続部と、
を備えた焼成体である燃料電池において、
前記平板状の支持基板の主面における前記複数の箇所に、底壁と周方向に閉じた側壁とを有する凹部がそれぞれ形成され、
前記各凹部に、対応する前記発電素子部の燃料極がそれぞれ埋設され、
前記支持基板は長手方向を有し、前記支持基板の内部には、互いに平行な複数の前記ガス流路が前記長手方向に沿って幅方向に間隔をおいて形成され、
前記支持基板の外周が緻密な前記固体電解質の膜で覆われていて、
前記燃料電池が還元雰囲気で熱処理が施された還元体である状態において、前記ガス流路の内壁部における前記支持基板の材料で構成される面の表面粗さが、算術平均粗さRaで0.15〜5.1μmである、燃料電池。 - ガス流路が内部に形成された平板状の多孔質の支持基板と、
前記平板状の支持基板の主面における互いに離れた複数の箇所にそれぞれ設けられ、少なくとも燃料極、固体電解質、及び空気極がこの順に積層されてなる複数の発電素子部と、
1組又は複数組の隣り合う前記発電素子部の間にそれぞれ設けられ、隣り合う前記発電素子部の一方の燃料極と他方の空気極とを電気的に接続する1つ又は複数の電気的接続部と、
を備えた焼成体である燃料電池において、
前記各電気的接続部は、緻密な材料で構成された第1部分と、前記第1部分と接続され且つ多孔質の材料で構成された第2部分とで構成され、
前記平板状の支持基板の主面における前記複数の箇所に、前記支持基板の材料からなる底壁と全周に亘って前記支持基板の材料からなる周方向に閉じた側壁とを有する第1凹部がそれぞれ形成され、
前記各第1凹部に、対応する前記発電素子部の燃料極がそれぞれ埋設され、
前記埋設された各燃料極の外側面に、前記燃料極の材料からなる底壁と全周に亘って前記燃料極の材料からなる周方向に閉じた側壁とを有する第2凹部がそれぞれ形成され、
前記各第2凹部に、対応する前記電気的接続部の前記第1部分がそれぞれ埋設され、
前記支持基板は長手方向を有し、前記支持基板の内部には、互いに平行な複数の前記ガス流路が前記長手方向に沿って幅方向に間隔をおいて形成され、
前記支持基板の外周が緻密な前記固体電解質の膜で覆われていて、
前記燃料電池が還元雰囲気で熱処理が施された還元体である状態において、前記ガス流路の内壁部における前記支持基板の材料で構成される面の表面粗さが、算術平均粗さRaで0.15〜5.1μmである、燃料電池。 - 請求項1乃至請求項6の何れか一項に記載の燃料電池において、
前記ガス流路の断面形状における前記支持基板の厚さ方向の長さに対する前記支持基板の幅方向の長さの割合が1.1以上である、燃料電池。 - 請求項1乃至請求項7の何れか一項に記載の燃料電池において、
前記燃料電池が還元雰囲気で熱処理が施された還元体である状態において、前記支持基板は、ニッケルNiと酸化ニッケルNiOとを含む、燃料電池。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012131077A JP5095877B1 (ja) | 2011-10-05 | 2012-06-08 | 燃料電池 |
| US13/875,482 US9954232B2 (en) | 2011-10-05 | 2013-05-02 | Fuel cell |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011221336 | 2011-10-05 | ||
| JP2011221336 | 2011-10-05 | ||
| JP2012131077A JP5095877B1 (ja) | 2011-10-05 | 2012-06-08 | 燃料電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP5095877B1 true JP5095877B1 (ja) | 2012-12-12 |
| JP2013093305A JP2013093305A (ja) | 2013-05-16 |
Family
ID=47469524
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012131077A Active JP5095877B1 (ja) | 2011-10-05 | 2012-06-08 | 燃料電池 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US9954232B2 (ja) |
| JP (1) | JP5095877B1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9525181B2 (en) * | 2011-06-15 | 2016-12-20 | Lg Fuel Cell Systems Inc. | Fuel cell system with interconnect |
| JP5417543B1 (ja) * | 2013-02-22 | 2014-02-19 | 日本碍子株式会社 | 横縞型燃料電池セル |
| CN106299430B (zh) * | 2015-05-28 | 2018-10-02 | 清华大学 | 燃料电池的使用方法 |
| CN107925097B (zh) * | 2015-08-22 | 2021-06-01 | 京瓷株式会社 | 单体、单体堆装置、模块及模块收纳装置 |
| JP6734719B2 (ja) * | 2016-07-08 | 2020-08-05 | 森村Sofcテクノロジー株式会社 | 電気化学反応単セルの製造方法、および、電気化学反応セルスタックの製造方法 |
| JPWO2018199095A1 (ja) * | 2017-04-25 | 2020-01-23 | 京セラ株式会社 | 固体酸化物形燃料電池セル |
| WO2020022489A1 (ja) * | 2018-07-27 | 2020-01-30 | 京セラ株式会社 | 燃料電池セル及びセルスタック装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08106916A (ja) | 1994-10-03 | 1996-04-23 | Mitsubishi Heavy Ind Ltd | 固体電解質型燃料電池 |
| US6261711B1 (en) * | 1999-09-14 | 2001-07-17 | Plug Power Inc. | Sealing system for fuel cells |
| JP3997874B2 (ja) * | 2002-09-25 | 2007-10-24 | 日産自動車株式会社 | 固体酸化物形燃料電池用単セル及びその製造方法 |
| JP2004185905A (ja) * | 2002-12-02 | 2004-07-02 | Sanyo Electric Co Ltd | 燃料電池用電極及び燃料電池 |
| EP1453128B1 (en) * | 2003-02-28 | 2010-12-15 | Kyocera Corporation | Fuel cell |
| WO2004082058A1 (ja) * | 2003-03-13 | 2004-09-23 | Tokyo Gas Company Limited | 固体酸化物形燃料電池モジュール |
| JP4683889B2 (ja) * | 2003-11-26 | 2011-05-18 | 京セラ株式会社 | 燃料電池セル及びその製法並びに燃料電池 |
| JP4718772B2 (ja) * | 2003-12-10 | 2011-07-06 | 三菱重工業株式会社 | 固体酸化物型燃料電池、水電解セル、及び固体酸化物型燃料電池の製造方法 |
| JP2005197222A (ja) * | 2003-12-12 | 2005-07-21 | Nisshinbo Ind Inc | 燃料電池セパレータ |
| EP1750317A4 (en) * | 2004-05-17 | 2007-10-31 | Nippon Catalytic Chem Ind | Anode support substrate for a solid oxide fuel cell and manufacturing process therefor |
| JP4981247B2 (ja) * | 2004-09-30 | 2012-07-18 | 三菱重工業株式会社 | 固体酸化物型燃料電池及び固体酸化物型燃料電池の製造方法 |
| JP5118865B2 (ja) | 2007-03-15 | 2013-01-16 | 京セラ株式会社 | 横縞型燃料電池セル及びその製法 |
| JP5489673B2 (ja) * | 2009-11-27 | 2014-05-14 | 京セラ株式会社 | 燃料電池セルならびにそれを備えるセルスタック装置、燃料電池モジュールおよび燃料電池装置 |
| JP2012038701A (ja) * | 2010-07-15 | 2012-02-23 | Ngk Insulators Ltd | 燃料電池の構造体 |
| CN102986075B (zh) * | 2010-07-15 | 2015-08-26 | 日本碍子株式会社 | 燃料电池的结构体 |
| JP4955830B1 (ja) * | 2010-12-13 | 2012-06-20 | 日本碍子株式会社 | 固体酸化物形燃料電池 |
-
2012
- 2012-06-08 JP JP2012131077A patent/JP5095877B1/ja active Active
-
2013
- 2013-05-02 US US13/875,482 patent/US9954232B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013093305A (ja) | 2013-05-16 |
| US20140134514A1 (en) | 2014-05-15 |
| US9954232B2 (en) | 2018-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5456134B2 (ja) | 燃料電池のスタック構造体 | |
| JP5417516B1 (ja) | 燃料電池 | |
| JP5095877B1 (ja) | 燃料電池 | |
| JP5804894B2 (ja) | 燃料電池セル | |
| JP5646780B2 (ja) | 燃料電池 | |
| JP5066630B1 (ja) | 燃料電池の構造体 | |
| JP5455271B1 (ja) | 燃料電池 | |
| JP4824137B1 (ja) | 燃料電池の構造体 | |
| JP5642855B1 (ja) | 燃料電池 | |
| JP5501484B1 (ja) | 燃料電池のスタック構造体 | |
| JP5551803B1 (ja) | 燃料電池セル、及び、燃料電池のスタック構造体 | |
| JP5095878B1 (ja) | 燃料電池 | |
| JP5116182B1 (ja) | 燃料電池の構造体 | |
| JP5601673B1 (ja) | 燃料電池 | |
| JP5455268B1 (ja) | 燃料電池 | |
| JP5455270B1 (ja) | 燃料電池 | |
| JP5455267B1 (ja) | 燃料電池 | |
| JP4881479B2 (ja) | 燃料電池セル | |
| JP2005166527A (ja) | 燃料電池セル及び燃料電池 | |
| JP5455266B1 (ja) | 燃料電池 | |
| JP4901997B2 (ja) | 燃料電池セル | |
| JP2015159006A (ja) | 燃料電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120919 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5095877 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150928 Year of fee payment: 3 |