JP3823076B2 - 誘導加熱用コイル - Google Patents
誘導加熱用コイル Download PDFInfo
- Publication number
- JP3823076B2 JP3823076B2 JP2002237222A JP2002237222A JP3823076B2 JP 3823076 B2 JP3823076 B2 JP 3823076B2 JP 2002237222 A JP2002237222 A JP 2002237222A JP 2002237222 A JP2002237222 A JP 2002237222A JP 3823076 B2 JP3823076 B2 JP 3823076B2
- Authority
- JP
- Japan
- Prior art keywords
- coil
- terminal
- insulating material
- winding
- holding member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images










Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/10—Induction heating apparatus, other than furnaces, for specific applications
- H05B6/12—Cooking devices
- H05B6/1209—Cooking devices induction cooking plates or the like and devices to be used in combination with them
- H05B6/1245—Cooking devices induction cooking plates or the like and devices to be used in combination with them with special coil arrangements
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/36—Coil arrangements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F5/00—Coils
- H01F5/06—Insulation of windings
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/10—Induction heating apparatus, other than furnaces, for specific applications
- H05B6/12—Cooking devices
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B40/00—Technologies aiming at improving the efficiency of home appliances, e.g. induction cooking or efficient technologies for refrigerators, freezers or dish washers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
Landscapes
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- General Induction Heating (AREA)
- Induction Heating Cooking Devices (AREA)
Description
【発明の属する技術分野】
本発明は誘導加熱装置に設けられて、特にアルミニウム等の低抵抗、低透磁率の被加熱物を加熱するための誘導加熱用コイルに関する。
【0002】
【従来の技術】
従来、誘導加熱調理器に使用する鍋としては透磁率の高い鉄鍋が用いられていたが、近年鉄鍋以外に銅鍋やアルミニウム鍋なども使いたいという要望が高くなってきた。銅鍋やアルミニウム鍋を誘導加熱するには、抵抗率が低くかつ透磁率が低いため鉄鍋に適した約20〜約30kHzよりも高い周波数の約40〜約100kHzの高周波電流を加熱コイルに流さなければならない。しかし周波数が高くなると、表皮効果により高周波電流が導体の表面付近だけを流れる、換言すれば断面のうち中心部を流れないため、実効的に導線の断面が細いのと同じことになり、加熱コイル巻線自身の動作時の実効抵抗が著しく増大する。そこで、表面積を増やし実効的に抵抗を減少する方法として、細い導体(例えば直径0.1mmの銅線)の表面に絶縁被覆を有する素線を数本ないし数十本束ねた線を用いて加熱コイルを作る方法が行われてきた。
さらに、表皮効果による実効的な抵抗(実効抵抗)を下げるため、コイル巻線を、素線を束ねた撚り線をさらに撚り合わせる多段階集合構造とすること、ある
いは、近接効果(以下、近接作用と言う)による抵抗の増加を抑制するために、さらに、すくなくとも第1段階の撚り線は編み上げにより形成する等の提案がされている。ここでいう近接作用とは、近接した導体に高周波電流が流れるときに、磁界を介して相互に影響を与えあって電流分布に偏りが生じる現象であり、導体表面の実効的な抵抗増大となる。近接作用は高周波電流の向きが導線間で揃っているほど、導線間の間隔が小さいほど大きくなる。
【0003】
【発明が解決しようとする課題】
しかしながら、前記従来の構成では、加熱コイルの高周波電流に対するコイル抵抗(高周波抵抗)を減少させることができるが、これらの構成を採用して、銅やアルミニウム製の鍋を加熱するための加熱コイルを作るには素線の導体径を0.1mm以下にできるだけ細くし、かつ素線の本数をできるだけ多く束ねて巻線を形成する必要がある(例えば1000本〜2000本)。このように素線の直径が細くなると、素線表面の絶縁に傷が付いたり導体が破断し易くなるという問題があった。
また、このように構成された巻線の端末に外部接続用(この加熱コイルに高周波電流を供給するインバータへの接続用)の端子を取り付けるときは、巻線端部の各々の素線の絶縁被覆を長さ10mm程度、所定の薬液に浸して除去し、導体(例えば銅線)を露出させる。その後洗浄し、再度束ねてから端子へ圧着と半田付けにより各々の導体相互と端子への電気接続を行う。
このように、巻線の端末に外部接続用の端子を接続する作業も極めて煩雑になるという問題があった。本発明は、アルミニウム製の低抵抗・低透磁率の材質でできた鍋を十分誘導加熱可能な大きさの高周波電流を流しても、その発熱を十分抑制できる程度に高周波電力損失が小さく、かつ導電部を覆う絶縁部材の絶縁破壊を抑制する効果を高めた、安価な誘導加熱用コイルを提供することを目的とする。
【0004】
【課題を解決するための手段】
本発明の誘導加熱用コイルは、第1の絶縁材で導体を被覆した素線を複数束ねて撚り合わせた撚り線の外面を第2の絶縁材で覆って形成した巻線を所定の形状に所定の巻回数で巻回したコイル部、及び自己発熱すると同時に前記コイル部の端末を加圧して前記第1の絶縁材及び第2の絶縁材を溶融させ前記導体と圧接することにより電気接続を保って前記コイル部の端末に固定した外部接続用の端子部、及び前記コイル部及び前記端子部を保持するためのコイル保持部材、を備え、前記端子部は、前記コイル部のコイルリード部端末を加熱と同時に加圧して前記導体と電気接続するための接続部、前記接続部に対して前記コイルリード部と略同方向になるように連設された巻線保持部、及び前記巻線保持部に対して前記コイルリード部と異なる方向に曲げて連設されかつめねじ部又は孔が設けられた曲げ部を有するとともに、前記コイル保持部材に設けられた間隙に挿入され前記曲げ部を連設した方向に押し込まれると前記コイル保持部材に設けられた爪状部の下端に前記端子部の端部に設けられた切り起こし部の上面が当接することによりその上方向の移動が規制され、かつ前記コイルリード部は、前記端子部が前記コイル保持部材に取り付けられると前記巻線保持部に載置される状態となることを特徴とする。
この構成により、第1の絶縁材で導体を被覆した素線を複数束ねて撚り合わせて撚り線を形成する。素線の径を極めて細く(例えば0.05mm)、また素線個々の絶縁厚さを薄く(例えば100μm)することにより、素線の本数を多く(1600本程度)しても、撚り線の直径を細く(例えば約3.5mm)することができる。
また、その撚り線の外面を第2の絶縁材で覆って巻線を構成するので、巻線を巻回して所定の形状に所定の巻回数で巻回したコイル部を形成する際に、第2の絶縁材が保護膜となる。そのため巻線作業時に各素線に不均等な力が働き部分的に撚りが戻ったり破断することがなく、かつ第1の絶縁被膜に傷が付きにくく、品質が安定すると同時に巻回作業も行いやすくなる。
さらに、コイル部の端末の第1の絶縁材及び第2の絶縁材を電流の印加により生じるジュール熱により加熱し溶融させると同時に加圧して巻線の導体との電気接続を保って巻線に固定した外部接続用の端子部を有する。撚り線の表面を覆った第2の絶縁材と素線個々の導体表面の第1の絶縁材が端子部の発熱により部分的に溶融して圧接部周囲に移動するので、素線の導体間相互及び素線の導体と外部接続用の端子部間の電気接続を圧接により確実かつ短時間で行うことができる。
また、端子部がコイル保持部材に保持されるので、コイル部のリード部を短くするとともに、インバータ等コイル部に高周波電流を供給する装置に接続する作業が容易になる。端子部は、巻線を加熱と同時に加圧して電気接続するための接続部、接続部に連設された巻線保持部、及び巻線保持部に非直線的に連設された曲げ部とを有するとともに、コイル保持部材に設けられた間隙に挿入され曲げ部を連設した方向に押し込まれるとコイル保持部材に設けられた爪状部の下端に前記端子部の端部に設けられた切り起こし部の上面が当接することによりその上方向の移動が規制され、かつコイル部の端部の巻線は接続部から巻線保持部と略同方向に引き出され、組み立て時あるいは組み立て後、コイル部の端末部が巻線保持部に載置される状態となるようにしたので、接続部の巻線に大きな屈曲の力が加わるのを防止する。また、巻線保持部に非直線的に連設された曲げ部にめねじ部又は孔を有することから、外部配線を端子部のめねじ部または孔にねじ、またはねじ・ナットにより接続する際にコイル端末部が邪魔をしないという効果がある。
【0005】
【発明の実施の形態】
請求項1に記載の発明の誘導加熱コイルは、第1の絶縁材で導体を被覆した素線を複数束ねて撚り合わせた撚り線の外面を第2の絶縁材で覆って形成した巻線を所定の形状に所定の巻数で巻回したコイル部、及び自己発熱すると同時に前記コイル部の端末を加圧して前記第1の絶縁材及び第2の絶縁材を溶融させ前記導体と圧接することにより電気接続を保って前記コイル部の端末に固定した外部接続用の端子部、及び前記コイル部及び前記端子部を保持するためのコイル保持部材、を備え、前記端子部は、前記コイル部のコイルリード部端末を加熱と同時に加圧して前記導体と電気接続するための接続部、前記接続部に対して前記コイルリード部と略同方向になるように連設された巻線保持部、及び前記巻線保持部に対して前記コイルリード部と異なる方向に曲げて連設されかつめねじ部又は孔が設けられた曲げ部を有するとともに、前記コイル保持部材に設けられた間隙に挿入され前記曲げ部を連設した方向に押し込まれると前記コイル保持部材に設けられた爪状部の下端に前記端子部の端部に設けられた切り起こし部の上面が当接することによりその上方向の移動が規制され、かつ前記コイルリード部は、前記端子部が前記コイル保持部材に取り付けられると前記巻線保持部に載置される状態となることを特徴とする。
第1の絶縁材で導体を被覆した素線を複数束ねて撚り合わせて撚り線を形成する際、素線の径を極めて細くし(例えば0.05mm)、また素線個々の絶縁厚さを薄く(例えば100μm)することにより、素線の本数を多く(1600本程度)しても、撚り線の直径を細く(例えば約3.5mm)することができる。
撚り線の外面を第2の絶縁材で覆って巻線を構成するので、巻線を巻回して所定の形状に所定の巻数で巻回したコイル部を形成する際に、第2の絶縁材が保護層となる。そのため巻線作業時に各素線に不均等な力が働き部分的に撚りが戻ったり破断したり、あるいは第1の絶縁被膜に傷が付きにくい。その結果品質が安定すると同時に巻回作業も行いやすくなる。
さらに、電流を流してジュール熱により自己発熱すると同時にコイル部の端末を加圧して第1の絶縁材及び第2の絶縁材を溶融させ、導体と圧接することにより電気接続を保ってコイル部の端末に固定した外部接続用の端子部とを有する。これにより、撚り線の表面を覆った第2の絶縁材と個々の素線の導体表面に形成された第1の絶縁材が端子部の発熱により部分的に溶融して、加圧部周囲に移動し、素線の導体間相互及び素線の導体と外部接続用の端子部間の電気接続を圧接により確実かつ短時間で行うことができる。故に、素線の被覆を薬液処理などであらかじめ除去する必要もなく、半田付け作業も省略できる。
また、端子部がコイル保持部材に保持されるので、コイル部のリード部を短くするとともに、インバータ等コイル部に高周波電流を供給する装置に接続する作業が容易になる。端子部は、巻線を加熱と同時に加圧して電気接続するための接続部、接続部に連設された巻線保持部、及び巻線保持部に非直線的に連設された曲げ部とを有するとともに、コイル保持部材に設けられた間隙に挿入され曲げ部を連設した方向に押し込まれるとコイル保持部材に設けられた爪状部の下端に前記端子部の端部に設けられた切り起こし部の上面が当接することによりその上方向の移動が規制され、かつコイル部の端部の巻線は接続部から巻線保持部と略同方向に引き出され、組み立て時あるいは組み立て後、コイル部の端末部が巻線保持部に載置される状態となるようにしたので、接続部の巻線に大きな屈曲の力が加わるのを防止する。また、巻線保持部に非直線的に連設された曲げ部にめねじ部又は孔を有することから、外部配線を端子部のめねじ部または孔にねじ、またはねじ・ナットにより接続する際にコイル端末部が邪魔をしないという効果がある。
【0006】
請求項2に記載の発明の誘導加熱コイルは、第1の絶縁材で導体を被覆した素線を複数束ねて撚り合わせた撚り線の外面を第2の絶縁材で覆って形成した巻線を所定の形状に所定の巻数で巻回したコイル部、電流を流すことによるジュール熱により発熱すると同時に前記コイル部の端末を加圧して前記第1の絶縁材及び第2の絶縁材を溶融させ前記導体と圧接することにより前記導体と電気接続を保って前記コイル部の端末に固定した外部接続用の端子部、及び前記コイル部及び前記端子部を保持するためのコイル保持部材、を備え、前記端子部は、前記コイル部のコイルリード部端末を加熱と同時に加圧して前記導体と電気接続するための接続部、前記接続部に対して前記コイルリード部と略同方向になるように連設された巻線保持部、前記巻線保持部に対して前記コイルリード部と異なる方向に曲げて連設されかつめねじ部が設けられた曲げ部、及び前記コイル部を保持するためのコイル保持部材に形成された前記端子部を取り付ける端子固定部を備え、前記端子部は、前記めねじ部にねじ山を内面に形成した突出部を有するとともに、前記端子固定部に取り付けたとき、前記めねじ部の突出部が前記端子固定部の上面の孔に入り込むことにより横方向の移動が規制されることを特徴とする。この構成により、端子部はコイル保持部材に固定されるとともに、めねじ部を有しているので、コイル保持部材を外部接続用の端子台の役割を持たせることができる。またコイル部のリード線を短くでき、リード線の絶縁のために他の絶縁チューブなどの部品を必要としないので配線作業も容易になる。また、端子部の位置を規制する別の部品を必要としなくなるのでコストを削減することができるとともに、端子部の取付作業も容易になる。
【0007】
請求項3に記載の発明の誘導加熱用コイルの製造方法は、第1の絶縁材で導体を被覆した素線を複数束ねて撚り合わせた撚り線の外面を第2の絶縁材で覆って形成した巻線を所定の形状に所定の巻数で巻回してコイル部を形成する工程、電流を流すことによるジュール熱により発熱すると同時に前記コイル部のコイルリード部端末を加圧して前記第1の絶縁材及び第2の絶縁材を溶融させ前記導体と圧接することにより前記導体と電気接続を保って前記コイルリード部端末と外部接続用の端子部を接続する工程、及び前記コイル部を保持するためのコイル保持部材に形成された端子固定部に、前記端子部を固定する工程を有し、前記端子部は、前記接続部に連設された巻線保持部に対して前記コイルリード部と異なる方向に曲げて連設されかつめねじ部又は孔が設けられた曲げ部とが形成されるとともに、前記端子固定部に設けられた間隙に挿入され前記曲げ部を連設した方向に押し込まれると前記端子固定部に設けられた爪状部の下端に前記端子部の端部に設けられた切り起こし部の上面が当接することによりその上方向の移動が規制され、前記コイルリード部端末と前記端子部を接続する工程において、前記コイルリード部を前記接続部から前記巻線保持部と実質的に同じ方向に引き出すように接続し、かつ前記コイルリード部は前記端子部が前記コイル保持部材に取り付けられると前記巻線保持部に載置される状態となるようにした。
【0008】
【実施例】
以下に本発明の誘導加熱用コイルの好適な実施例を図1から図11を参照して説明する。
まず図4から図6を参照して、本実施例において用いる、誘導加熱用コイルの各種の巻線について説明する。これらの巻線を、図7に示すように渦巻状に巻回することによって誘導加熱用コイルが得られる。
図4は第1の例の巻線30の断面図である。図において、素線25は、直径が例えば0.05mmの銅線からなる導体の外面が第1の絶縁材であるポリエステルイミド等の耐熱性の絶縁被膜(厚みは3μm)により被覆され形成されている。素線25を60本束にして撚り合わせ、集合線32を形成する。集合線32を形成するときの撚り合わせを「第1段階の撚り合わせ」と呼ぶことにする。次に3つの集合線32を互いに撚り合わせる。3つの集合線32の撚り合わせを「第2段階の撚り合わせ」という。3つの集合線32を撚り合わせたものを第2の絶縁材であるフッ素樹脂等の耐熱性の絶縁材31(厚みは50〜200μm)で被覆して巻線30が完成する。巻線30は180本の素線25を有する。巻線30を構成するために、素線25の第1段階の撚り合わせと、集合線32の第2段階の撚り合わせを組み合わせることを「多重撚り合わせ」といい、多重撚り合わせで形成された巻線を「多重撚り線」という。
【0009】
図5は第2の例の巻線40の断面図である。図において、素線25は前記第1の例の素線25と同じである。素線25を60本束にして第1段階の撚り合わせを行って集合線42を形成する。次に9つの集合線42を束にして第2段階の撚り合わせを行い集合線43を形成する。さらに3つの集合線43を束にして第3
段階の撚り合わせを行い、熱可塑性の絶縁材41で被覆して多重撚り線の巻線40が完成する。巻線40は1620本(60×9×3=1620)の素線25を有している。
図6の断面図に示す第3の例の巻線50は、図5に示す前記の巻線40を更に絶縁材51により被覆したものであり、絶縁材41と51で2重に被覆している。絶縁材51は絶縁材41よりも低融点の材料で構成されている。
【0010】
図4に示す巻線30では第1及び第2段階の撚り合わせが行われている。また図5及び図6の巻線40及び50では、第1、第2及び第3段階の撚り合わせが行われている。巻線40及び50では巻線30に比べ1段階多い多段階の撚り合わせを行っており、また素線25の数が巻線30より多いので、表皮効果と近接効果による実効抵抗の増加が更に抑制される。このように巻線30、40及び50では、直径0.05mmの細い素線25を用い、多段階の撚り合わせを行うことで、表皮効果と近接効果による実効抵抗の増加を共に減らすことができる。
【0011】
図4又は図5に示す巻線30又は40を用いて誘導加熱用コイルを作るときは、図7の平面図に示すように、耐熱樹脂製のコイル保持部60に巻線30又は40を渦巻状に巻回したコイル61を載置して取り付ける。渦巻状の隣り合う巻線間は接着剤により接着している。コイル61の両端部のコイルリード部63、83は、図1及び図2を参照して後で詳しく説明するように、それぞれ外部(インバータ等高周波電流供給装置)接続用の端子部65、85に接続される。
【0012】
図6に示す巻線50は、外側の第2の絶縁材51を内側の絶縁材41の融点(一実施例では290℃〜320℃)より低い融点(一実施例では220℃〜280℃)の樹脂で形成している。従って、図7に示すように渦巻状に形成した後所定の温度(一実施例では285℃)に加熱することにより絶縁材51のみが融けて隣り合う巻線が接着される。
素線25の導体を被覆する第1の絶縁材である耐熱性絶縁皮膜を2層にして(図示していない)、内側をポリエステルイミド(厚み3μm)で構成し、外側を
ポリアミドイミド(厚み0.5μm)で構成してもよい。内側のポリエステルイミド(厚み3μm)だけでもよいが、素線25の直径が0.05mmときわめて細いので、素線を撚り線に巻く時に素線間の摩擦で素線が断線したり皮膜の損傷が起きないように、素線間の滑りを良くするため外側にポリアミドイミド膜(厚み0.5μm)が形成されている。
【0013】
巻線30、40、50の撚り線を被覆する第2の絶縁材31、41、51としては、ポリアミド樹脂、ポリアミドイミド樹脂、ポリエステル樹脂、フッ素樹脂等の熱可塑性樹脂が適している。また図6に示す第2の絶縁材である内側の絶縁材41に融点が高い(約300℃)フッ素樹脂であるPFAを用い、同じく第2の絶縁材である外側の絶縁材51に融点が前記PFAより低い(約230℃)樹脂を用いるのが、安定した絶縁性と加熱による接着性の点で望ましい。
さらに、第2の絶縁材31、41、51として未硬化もしくは半硬化のゴムまたは熱硬化性の樹脂を用い、コイル61を作製の途中段階において、すなわち巻線50を巻回している際、もしくは巻線50を巻回し終えてコイル61を形成後、加熱固化させる。これにより、絶縁体と絶縁体あるいは絶縁体と素線とを固着させコイル61の形状を安定化させることができる。なお、ゴムとしてはシリコン系、フッ素系などのゴムが用いられる。また、熱硬化樹脂としてはエポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂などが用いられる。
【0014】
第2の絶縁材として、未硬化もしくは半硬化のゴムまたは樹脂、特に半硬化のゴムまたは樹脂を織布もしくは不織布に塗布もしくは含浸したものを用いてもよい。含浸後加熱硬化させることにより加熱コイルの形状を安定化させることができる。特にテープ状の織布もしくは不織布を用いた場合、撚り線の外周の一部または全体を容易に巻回できるので取り扱いが容易であり、かつ安定した絶縁層を設けることができる。なお、ゴムまたは樹脂は上述のものと同種のものであれば使用できる。
【0015】
また、予め熱を加え、撚り線自体が有している揮発成分を発散させて低減した
後、撚り線の外周に絶縁材41を設け、さらにその外側に接着層である第2の絶縁材51を設けるようにしてもよい。ここでいう接着層は融着層を含む。この構成の巻線50を巻回後、加熱することによりコイル61の隣り合う巻線が固着し形状の安定したコイル61を得ることができる。
この他、第2の絶縁材として熱収縮テープを用いてもよい。すなわち、撚り線に熱収縮テープを巻回後、加熱することによりテープが収縮し撚り線を締め付け、コイル61を安定にした形状にすることができる。
【0016】
次に、図7に示すように形成された誘導加熱用のコイル61のコイルリード部63、83と、図3に示すそれぞれの外部接続用の端子部65、85とを、以下に詳しく説明する構成によって接続する。この接続を、図1から図3、図8から図11を参照して説明する。
図3はコイル保持部材60に取り付けられた端子固定部62の斜視図である。端子固定部62はコイル保持部材60と同じ耐熱樹脂製であり、コイル保持部60と一体に形成してもよい。コイル61の両端部のコイルリード部63及び83は、それぞれの端子部65及び85に接続され、各端子部65、85は端子固定部62に固定される。
【0017】
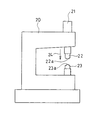
図1及び図2を参照して、例えば巻線30の図7に示すコイルリード部83と端子部85との接続について説明する。図1の(a)は端子部85の斜視図である。図1の(b)は端子部85に形成されためねじ部87及び突出部99を示す断面図である。端子部85は、黄銅など電気的良導体の板厚が約0.8mmの金属板により形成されている。図において、端子部85の右端部には、端子部85の一部分を折り曲げて円弧状に形成した接続部2が設けられている。接続部2の円弧状部の内径は、コイルリード部83の外径より若干大きく形作られている。コイルリード部83の先端部5〜10mmのコイルリード端部84を接続部2の円弧状部内に挿入し、接続部2を図8に示す接続装置20によって接続する。接続装置20はエアシリンダなどによる加圧駆動機構21を有し、上部電極22を矢印24に示す方向に移動させて、固定下部電極23との間に置いた被加工物に
所定の加圧力を加えることができる。図9の(a)は上部電極22の形状を示し、同(b)は下部電極23の形状を示す斜視図である。銅製の上部電極22は下面に突起部22aを有している。同じく銅製の下部電極23は上面に突起部23aを有している。
【0018】
図1に示す端子部85の接続部2を図10に示すように上部電極22と下部電極23との間に置く。次に図11に示すように上部電極22を矢印24で示す方向に移動させて加圧する。加圧を開始すると同時に上部電極22と下部電極23との間に交流又は直流の電流を流す。電流は、上部電極22から接続部2を経て下部電極23へ流れる。この電流により接続部2にジュール熱が発生する。接続部2に発生した熱はコイルリード端部84に伝わり、絶縁材31及びすべての素線25(図4)を加熱する。絶縁材31及び素線25の温度が上昇すると、絶縁材31及び各素線25を被覆している絶縁材が溶融して液化する。この状態で上部電極22は加圧を継続しているので、溶融した第2の絶縁材31、41、51と各素線25を被覆している第1の絶縁材である樹脂は上部電極22と下部電極23で挟まれている領域から外部へ押し出され溶融物83aが図2に示すように接続部2の端面の付近に溜まる。その結果各素線25はその導体が露出した状態となり、各導体は互いに接触する。同時に導体の一部は接続部2にも接触する。これによりコイルリード部83において、各素線25の導体は直接または他の導体を介して端子部85に電気的に接続される。接続装置20における上部電極22の加圧力は、好ましくは約2000N(N:ニュートン)又はそれ以上であり、電流は好ましくは直流の3500Aである。また、電流の印加時間は1〜3秒である。上記の方法で接続した接続部2の形状は図2に示すようになり、上部電極22の突起部24で押圧されて凹形の圧接部86が形成される。
【0019】
図11に示すように、接続装置20の上部電極22と下部電極23との間に挟んだ金属製の接続部2を加圧しつつ通電するとき、それぞれの突起部22aと23aが接続部21に接触する。従って上部電極22と下部電極23と接続部2との接触面積が、突起部22a、23aの面積で規定される所定値になる。接触面
積が所定値であるので、一定の電流(3500A)を流したときの発熱量が設計上ほぼ一定となり、巻線85と接続部2との安定した接続加工を行うことができる。
【0020】
以上のように、本実施例によれば、第1の絶縁材で導体を被覆した素線25を複数本束ねて撚り線を形成する素線の径を0.05mmときわめて細くし、また素線個々の絶縁厚さを100μmと薄くしている。これにより、素線の本数を1600本と多くしても、巻線の直径を約3.5mmと小さくすることができる。
また、図4に示す巻線30では、撚り線の外面を第2の絶縁材31で覆っている。また図6に示す巻線50では、撚り線の外面を第2の絶縁材41及び51で覆っているので、巻線30又は50を所定の形状に所定の巻回数で巻回してコイル61を形成する際に、第2の絶縁材 31、41、51が保護膜となる。そのため巻線作業時に各素線25に不均等な力が働き部分的に撚りが戻ったり破断したりすることがない。また第1の絶縁被膜に傷が付きにくく、品質が安定すると同時に巻回作業も行いやすくなる。
【0021】
また図1の(a)に示すように、熱可塑性樹脂等の熱により溶融する絶縁材の被覆を有する細い素線25の撚り線を熱可塑性樹脂の絶縁材31で被覆した巻線30の両コイルリード端部64、84を、それぞれの端子部65、85に加熱と同時に圧接して接続するので、事前に第2の絶縁材31及び各素線25の第1の絶縁材である被覆樹脂を除去する必要がない。従って巻線30と端子部65、85との接続が極めて簡単に短時間で行える。半田付けを要しないので熟練者を必要としない。また被覆除去のための薬液処理を要しないので、残留薬液により導線が障害をうけることはない。図3に示すコイルリード部63と端子部65との接続も、前記コイルリード部83と端子部85との接続と同様の工程で行われる。以上の説明では、図4に示す巻線30と端子部65、85との接続について説明したが、図5及び図6に示す巻線40及び50と、端子部65、85との接続についても同様にして行われる。
【0022】
次に端子部65及び85の、図3に示す端子固定部62への取付けについて、図2及び図3を参照して説明する。端子部65と85は、端子固定部62に取り付けたとき中心線Cに対して対称な形状になされている点を除けば、実質的に同じ構成を有する。以下の説明では、図2及び図3における図の見易さに応じて、適宜端子部65又は端子部85について説明するが、端子部65の説明は端子部85にも適用され、かつ端子部85の説明は端子部65にも適用される。図2において、端子部85は、中央部にめねじ部87を有し、左端部に切起し部4を有している。めねじ部67、87は、図1の(b)に示すように、ねじ山を内面に設けた円筒状の突出部99を有している。端子固定部62には、端子固定部62の上面62aとの間に、端子部65、85のめねじ部67、87の突出部99を含む高さ(厚み)より若干大きい間隙を有する爪状部89、90、91を設けている。
【0023】
例えば、端子部65を端子固定部62に取り付けるときは、端子部65を、図の矢印94の方向に前記爪状部89、90下方の間隙に挿入する。端子部65を同方向にさらに押し込むと、切り起こし部4の上面は、爪状部91の下端に当接しながら、切り起こし部4が少し下方に弾性変形しながら入り込む。めねじ部67の突出部99が端子固定部62の上面62aに設けられた孔(図示せず)に入り込むと、切り起こし部4の上面は下方に移動し、爪状部91の下端に当接しなくなる。この状態で、端子部65は、上方向の移動が切り起こし部4と爪状部91により規制され、横方向の移動はめねじ部87の突出部99と端子固定部62の上面62aの孔により規制される。
以上のようにして、端子部65は、端子固定部62に固定されるので、端子部65の位置を規制するために別の部品を必要としない。従ってコストを削減することができるとともに端子部65の取付作業も容易になる。
【0024】
図1に示すように、端子部85は、巻線30、40または50のコイルリード部83を加熱・圧接して電気接続するための接続部2、接続部2に連設された巻線保持部100、及び巻線保持部100に取り付けられるコイルリード部83にほぼ垂直な方向に連設された曲げ部101とを有している。曲げ部101にはめねじ部87が形成されている。コイルリード部83は巻線保持部100と略同方向に配置される。
図3において、端子部65に、外部につながる配線用のコネクタ120を接続するときは、めねじ部67におねじ96を用いて締め付ける。なお、めねじ部67は単なる孔でも良い。この場合には、めねじ部67のねじ山の代わりにナットを用いて締め付け固定することになる。
【0025】
このように、端子部65が、コイル保持部材60に固定あるいは一体で形成された端子固定部62によって保持されるので、コイル61のリード部63、83を短くできる。コネクタ120によりインバータ等の、コイル61に高周波電流を供給する装置に接続する作業が容易になる。コイルリード部83は巻線保持部100と略同方向に引き出されるので、組み立て時あるいは組み立て後、コイルリード部83が巻線保持部100に載置される状態となり、垂れ下がったりしないので接続部2の近傍のコイルリード部83の素線に大きな屈曲力が加わるのを防止できる。また、巻線保持部100に取り付けられるコイルリード部83にほぼ垂直な方向に連設された曲げ部101にはめねじ部87を有するので、外部配線用のコネクタ120を端子部85のめねじ部87に接続する際にコイルリード部83が邪魔にならず配線作業が容易である。なお、曲げ部101は巻線保持部100にほぼ垂直に、即ちコイルリード部83にほぼ垂直な方向に連設されているが、これに限定されるものではなく、非直線的に曲げられて連設されていれば同様の効果を生ずる。
【0026】
【発明の効果】
以上の実施例で詳細に説明したように、本発明によれば、アルミニウムと同等以上の導電率を有する高導電率かつ非磁性の被加熱体を誘導加熱するのに適した、高周波損失による発熱が大幅に抑制され、製造が容易で低価格かつ品質の安定した誘導加熱用コイルを提供することができる。
【図面の簡単な説明】
【図1】 (a)は本発明の実施例の誘導加熱用コイルの端子部とコイルリード部との接続前の状態を示す斜視図
(b)は図1のb−b断面図
【図2】 本発明の実施例の誘導加熱用コイルの端子部とコイルリード部との接続後の状態を示す斜視図
【図3】 本発明の実施例の誘導加熱用コイルのコイル、コイル保持部材、端子部、端子固定部の構成を示す斜視図
【図4】 本発明の誘導加熱用コイルの実施例に用いる第1の例の巻線の断面図
【図5】 本発明の誘導加熱用コイルの実施例に用いる第2の例の巻線の断面図
【図6】 本発明の誘導加熱用コイルの実施例に用いる第3の例の巻線の断面図
【図7】 本発明の実施例におけるコイルの平面図
【図8】 本発明の実施例の端子部とコイルリード部との接続に用いる接続装置の側面図
【図9】 (a)は図8に示す接続装置の上部電極の斜視図
(b)は同下部電極の斜視図
【図10】 本発明の実施例における加熱及び加圧工程開始前の状態を示す斜視図
【図11】 本発明の実施例における加熱及び加圧工程中の状態を示す斜視図
【符号の説明】
2 接続部
4 切起こし部
20 接続装置
22 上部電極
23 下部電極
25 素線
30、40、50 導線
31、41、51 絶縁材(第2の絶縁材)
32、42、43 撚り線
60 コイル保持部材
61 コイル(コイル部)
62 端子固定部
63、83 コイルリード部
64、84 コイルリード端部(コイル部の端末)
65、85 端子部
66、86 圧接部
67、87 めねじ部(端子部)
89、90、91 爪状部(加熱コイル保持部材)
99 突出部(めねじ部)
Claims (3)
- 第1の絶縁材で導体を被覆した素線を複数束ねて撚り合わせた撚り線の外面を第2の絶縁材で覆って形成した巻線を所定の形状に所定の巻数で巻回したコイル部、
電流を流すことによるジュール熱により発熱すると同時に前記コイル部の端末を加圧して前記第1の絶縁材及び第2の絶縁材を溶融させ前記導体と圧接することにより前記導体と電気接続を保って前記コイル部の端末に固定した外部接続用の端子部、及び
前記コイル部及び前記端子部を保持するためのコイル保持部材、を備え、
前記端子部は、前記コイル部のコイルリード部端末を加熱と同時に加圧して前記導体と電気接続するための接続部、前記接続部に対して前記コイルリード部と略同方向になるように連設された巻線保持部、及び前記巻線保持部に対して前記コイルリード部と異なる方向に曲げて連設されかつめねじ部又は孔が設けられた曲げ部
を有するとともに、前記コイル保持部材に設けられた間隙に挿入され前記曲げ部を連設した方向に押し込まれると前記コイル保持部材に設けられた爪状部の下端に前記端子部の端部に設けられた切り起こし部の上面が当接することによりその上方向の移動が規制され、かつ前記コイルリード部は、前記端子部が前記コイル保持部材に取り付けられると前記巻線保持部に載置される状態となる誘導加熱用コイル。 - 第1の絶縁材で導体を被覆した素線を複数束ねて撚り合わせた撚り線の外面を第2の絶縁材で覆って形成した巻線を所定の形状に所定の巻数で巻回したコイル部、
電流を流すことによるジュール熱により発熱すると同時に前記コイル部の端末を加圧して前記第1の絶縁材及び第2の絶縁材を溶融させ前記導体と圧接することにより前記導体と電気接続を保って前記コイル部の端末に固定した外部接続用の端子部、及び
前記コイル部及び前記端子部を保持するためのコイル保持部材、を備え、
前記端子部は、前記コイル部のコイルリード部端末を加熱と同時に加圧して前記導体と電気接続するための接続部、前記接続部に対して前記コイルリード部と略同方向になるように連設された巻線保持部、前記巻線保持部に対して前記コイルリード部と異なる方向に曲げて連設されかつめねじ部が設けられた曲げ部、及び前記コイル保持部材に形成された前記端子部を取り付ける端子固定部を備え、前記端子部は、前記めねじ部にねじ山を内面に形成した突出部を有するとともに、前記端子固定部に取り付けられたとき前記めねじ部の突出部が前記端子固定部の上面の孔に入り込むことにより横方向の移動を規制される請求項1に記載の誘導加熱用コイル。 - 第1の絶縁材で導体を被覆した素線を複数束ねて撚り合わせた撚り線の外面を第2の絶縁材で覆って形成した巻線を所定の形状に所定の巻数で巻回してコイル部を形成する工程、
電流を流すことによるジュール熱により発熱すると同時に前記コイル部のコイルリード部端末を加圧して前記第1の絶縁材及び第2の絶縁材を溶融させ前記導体と圧接することにより前記導体と電気接続を保って前記コイルリード部端末と外部接続用の端子部を接続する工程、
及び前記コイル部を保持するためのコイル保持部材に形成された端子固定部に、前記端子部を固定する工程を有し、
前記端子部は、前記接続部に連設された巻線保持部と前記巻線保持部に対して前記コイルリード部と異なる方向に曲げて連設されかつめねじ部又は孔が設けられた曲げ部とが形成されるとともに、前記端子固定部に設けられた間隙に挿入され前記曲げ部を連設した方向に押し込まれると前記端子固定部に設けられた爪状部の下端に前記端子部の端部に設けられた切り起こし部の上面が当接することによりその上方向の移動が規制され、
前記コイルリード部端末と前記端子部を接続する工程において、前記コイルリード部を前記接続部から前記巻線保持部と実質的に同じ方向に引き出すように接続し、かつ前記コイルリード部は、前記端子部が前記コイル保持部材に取り付けられると前記巻線保持部に載置される状態となるようにした誘導加熱用コイルの製造方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002237222A JP3823076B2 (ja) | 2002-08-15 | 2002-08-15 | 誘導加熱用コイル |
| CNB038193310A CN100539770C (zh) | 2002-08-15 | 2003-08-13 | 感应加热线圈 |
| DE60332361T DE60332361D1 (de) | 2002-08-15 | 2003-08-13 | Induktionsheizspule |
| PCT/JP2003/010328 WO2004017681A1 (ja) | 2002-08-15 | 2003-08-13 | 誘導加熱用コイル |
| ES03788107T ES2342377T3 (es) | 2002-08-15 | 2003-08-13 | Serpentin de calentamiento por induccion. |
| KR1020057002551A KR100975158B1 (ko) | 2002-08-15 | 2003-08-13 | 유도가열용 코일 |
| US10/524,595 US7145116B2 (en) | 2002-08-15 | 2003-08-13 | Induction heating coil |
| EP03788107A EP1545159B1 (en) | 2002-08-15 | 2003-08-13 | Induction heating coil |
| HK06101515.8A HK1081792A1 (en) | 2002-08-15 | 2006-02-03 | Induction heating coil |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002237222A JP3823076B2 (ja) | 2002-08-15 | 2002-08-15 | 誘導加熱用コイル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004079318A JP2004079318A (ja) | 2004-03-11 |
| JP3823076B2 true JP3823076B2 (ja) | 2006-09-20 |
Family
ID=31884433
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002237222A Expired - Lifetime JP3823076B2 (ja) | 2002-08-15 | 2002-08-15 | 誘導加熱用コイル |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US7145116B2 (ja) |
| EP (1) | EP1545159B1 (ja) |
| JP (1) | JP3823076B2 (ja) |
| KR (1) | KR100975158B1 (ja) |
| CN (1) | CN100539770C (ja) |
| DE (1) | DE60332361D1 (ja) |
| ES (1) | ES2342377T3 (ja) |
| HK (1) | HK1081792A1 (ja) |
| WO (1) | WO2004017681A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014109287A1 (ja) * | 2013-01-09 | 2014-07-17 | パナソニック株式会社 | 誘導加熱体および誘導加熱調理器 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005104622A1 (ja) * | 2004-04-23 | 2005-11-03 | Japan Science And Technology Agency | コイル装置及び磁界発生装置 |
| SE0401826D0 (sv) * | 2004-07-09 | 2004-07-09 | Trimble Ab | Method of preparing a winding for an n-phase motor |
| JP5033370B2 (ja) * | 2006-07-12 | 2012-09-26 | 日立アプライアンス株式会社 | 誘導加熱装置 |
| ES2313827B1 (es) * | 2006-08-04 | 2009-12-17 | Bsh Electrodomesticos España, S.A. | Hilo de litz. |
| ATE515044T1 (de) * | 2006-11-22 | 2011-07-15 | Det Int Holding Ltd | Wicklungsanordnung und verfahren zu ihrer herstellung |
| JP5208427B2 (ja) * | 2007-01-24 | 2013-06-12 | 株式会社日立産機システム | 回転電機 |
| WO2009013881A1 (ja) * | 2007-07-23 | 2009-01-29 | Swcc Showa Device Technology Co., Ltd. | リッツ線コイル |
| KR20110040120A (ko) * | 2009-10-13 | 2011-04-20 | 삼성전자주식회사 | 조리기기용 가열장치와 그 제조방법 및 조리기기 |
| WO2012073517A1 (ja) * | 2010-12-02 | 2012-06-07 | パナソニック株式会社 | 誘導加熱コイルおよび誘導加熱装置 |
| KR20110118963A (ko) * | 2010-04-26 | 2011-11-02 | 한국생산기술연구원 | 비접촉 충전 발열 장치 |
| JP5645533B2 (ja) * | 2010-08-03 | 2014-12-24 | 三菱電機株式会社 | 加熱調理器 |
| CN102378427B (zh) * | 2010-08-11 | 2015-05-13 | 富士施乐株式会社 | 感应加热线圈的制造装置以及感应加热线圈的制造方法 |
| US8612021B2 (en) * | 2011-02-10 | 2013-12-17 | Medtronic, Inc. | Magnetic resonance imaging compatible medical electrical lead and method of making the same |
| CN102932979A (zh) * | 2012-11-08 | 2013-02-13 | 傅福兴 | 电磁加热系统 |
| CN105280333A (zh) * | 2014-05-27 | 2016-01-27 | 泰耀电子制品(苏州)有限公司 | 水冷式电抗器 |
| DE102015210650A1 (de) * | 2015-06-10 | 2016-12-15 | E.G.O. Elektro-Gerätebau GmbH | Induktionsheizeinrichtung und Induktionskochfeld mit einer solchen Induktionsheizeinrichtung |
| WO2017110360A1 (ja) * | 2015-12-25 | 2017-06-29 | 日立オートモティブシステムズ株式会社 | 固定子、回転電機および固定子の製造方法 |
| US11120925B2 (en) * | 2017-01-17 | 2021-09-14 | Illinois Tool Works Inc. | Induction heating extension cables including control conductors |
| CN108064094A (zh) * | 2018-01-12 | 2018-05-22 | 科莱斯(天津)电热科技有限公司 | 一种新型的感应发热t缆 |
| ES2751695A1 (es) * | 2018-10-01 | 2020-04-01 | Bsh Electrodomesticos Espana Sa | Dispositivo de aparato de cocción por inducción |
| CN112503808B (zh) * | 2019-09-16 | 2025-02-18 | 青岛海尔电冰箱有限公司 | 蒸发器组件以及包括该蒸发器组件的冰箱 |
| CN113161099A (zh) * | 2021-03-20 | 2021-07-23 | 深圳易佳特科技有限公司 | 电磁感应线圈、电磁感应装置及高频加热烟装置 |
| CN117981907A (zh) * | 2022-10-31 | 2024-05-07 | 深圳市合元科技有限公司 | 电子雾化装置、感应线圈及其方法 |
| CN116291054A (zh) * | 2023-04-18 | 2023-06-23 | 安徽泰迪信息科技有限公司 | 一种无线智能充电门锁 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3662461A (en) * | 1970-05-04 | 1972-05-16 | Chemetron Corp | Method of making dry insulated inductive coil |
| DE2624521A1 (de) | 1975-06-03 | 1976-12-16 | Lera Holding S A | Manuelle kupplung |
| DE2534198C2 (de) * | 1975-07-31 | 1986-01-23 | Otto Junker Gmbh, 5107 Simmerath | Verfahren zum Bandagieren von Induktionsspulen großen Durchmessers |
| JPS5982994U (ja) | 1982-11-26 | 1984-06-05 | 三洋電機株式会社 | 電磁調理器加熱コイルの口出し線と回路基板との接続装置 |
| JPS6024094U (ja) | 1983-07-26 | 1985-02-19 | 株式会社日立ホームテック | 誘導加熱コイル |
| JPH05298390A (ja) | 1992-04-16 | 1993-11-12 | Sony Corp | 位置情報を利用したクロツク分配方法 |
| JPH05298930A (ja) * | 1992-04-22 | 1993-11-12 | Fujikura Ltd | 集合絶縁電線 |
| JPH06260270A (ja) * | 1993-03-03 | 1994-09-16 | Matsushita Electric Ind Co Ltd | 加熱コイル |
| JPH1050217A (ja) | 1996-08-06 | 1998-02-20 | Hitachi Ltd | 偏向ヨーク装置の製造方法及び偏向ヨーク装置 |
| JPH1092565A (ja) * | 1996-09-12 | 1998-04-10 | Mitsubishi Heavy Ind Ltd | 誘導加熱用コイルの形成方法 |
| JPH10321358A (ja) | 1997-05-15 | 1998-12-04 | Toshiba Corp | 誘導加熱調理器 |
| JP2000058251A (ja) | 1998-06-01 | 2000-02-25 | Kurabe Ind Co Ltd | 誘導加熱用コイル及び誘導加熱用コイル成形品 |
| JP2001210462A (ja) | 2000-01-26 | 2001-08-03 | Matsushita Electric Ind Co Ltd | 誘導加熱装置用加熱コイル |
| JP2002015852A (ja) * | 2000-06-30 | 2002-01-18 | Totoku Electric Co Ltd | 電磁加熱用コイル |
| JP3610896B2 (ja) | 2000-08-31 | 2005-01-19 | 松下電器産業株式会社 | 誘導加熱調理器 |
| JP4699615B2 (ja) | 2001-01-11 | 2011-06-15 | 東芝テック株式会社 | 定着装置およびその製造方法 |
| JP3885541B2 (ja) * | 2001-10-05 | 2007-02-21 | 松下電器産業株式会社 | 誘導加熱調理器 |
| JP2003151754A (ja) | 2001-11-08 | 2003-05-23 | Matsushita Electric Ind Co Ltd | 誘導加熱装置 |
| JP3941500B2 (ja) * | 2001-12-27 | 2007-07-04 | 松下電器産業株式会社 | 誘導加熱装置 |
-
2002
- 2002-08-15 JP JP2002237222A patent/JP3823076B2/ja not_active Expired - Lifetime
-
2003
- 2003-08-13 WO PCT/JP2003/010328 patent/WO2004017681A1/ja active Application Filing
- 2003-08-13 KR KR1020057002551A patent/KR100975158B1/ko not_active IP Right Cessation
- 2003-08-13 EP EP03788107A patent/EP1545159B1/en not_active Expired - Lifetime
- 2003-08-13 ES ES03788107T patent/ES2342377T3/es not_active Expired - Lifetime
- 2003-08-13 DE DE60332361T patent/DE60332361D1/de not_active Expired - Lifetime
- 2003-08-13 CN CNB038193310A patent/CN100539770C/zh not_active Expired - Fee Related
- 2003-08-13 US US10/524,595 patent/US7145116B2/en not_active Expired - Lifetime
-
2006
- 2006-02-03 HK HK06101515.8A patent/HK1081792A1/xx unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014109287A1 (ja) * | 2013-01-09 | 2014-07-17 | パナソニック株式会社 | 誘導加熱体および誘導加熱調理器 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR100975158B1 (ko) | 2010-08-10 |
| DE60332361D1 (de) | 2010-06-10 |
| US7145116B2 (en) | 2006-12-05 |
| JP2004079318A (ja) | 2004-03-11 |
| CN1675962A (zh) | 2005-09-28 |
| EP1545159B1 (en) | 2010-04-28 |
| KR20050043910A (ko) | 2005-05-11 |
| WO2004017681A1 (ja) | 2004-02-26 |
| US20050284862A1 (en) | 2005-12-29 |
| HK1081792A1 (en) | 2006-05-19 |
| ES2342377T3 (es) | 2010-07-06 |
| CN100539770C (zh) | 2009-09-09 |
| EP1545159A4 (en) | 2008-12-10 |
| EP1545159A1 (en) | 2005-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3823076B2 (ja) | 誘導加熱用コイル | |
| CN106451870B (zh) | 导线端部接合方法和导线端部接合结构 | |
| JP2013020761A (ja) | アルミリッツ線の端子接続方法及び端子接続部 | |
| JP3601533B2 (ja) | 誘導加熱装置 | |
| JP2011165472A (ja) | 同軸ケーブルハーネスの製造方法 | |
| JP2004047482A5 (ja) | ||
| WO2015092996A1 (ja) | 超電導ケーブルの端末構造体の製造方法及び超電導ケーブルの端末構造体 | |
| CN111133539B (zh) | 具有端子区域的电器件和用于制造端子区域的方法 | |
| JP2003151754A (ja) | 誘導加熱装置 | |
| JP5256008B2 (ja) | 誘導加熱調理器 | |
| JP2018073750A (ja) | 超電導ケーブルおよび超電導ケーブルの製造方法 | |
| JP5105475B2 (ja) | 誘導加熱コイル | |
| JP2013251169A (ja) | 誘導加熱用コイル | |
| JP6266545B2 (ja) | 誘導加熱用の加熱コイル、および、それを用いた誘導加熱調理器 | |
| JP7016022B2 (ja) | 端子 | |
| JPH0821323B2 (ja) | 偏向コイル製造装置 | |
| JP5558292B2 (ja) | 導電接合端子の製造方法 | |
| JP2013175413A (ja) | 圧着部材付き導体線 | |
| JPH0963863A (ja) | コンバータトランス | |
| CN110447154B (zh) | 将保护套管热收缩到电连接部上的方法 | |
| JP2001085242A (ja) | 接続端子 | |
| JP2017152094A (ja) | 端子部材 | |
| JP2004214220A (ja) | 誘導加熱装置 | |
| JPS63259991A (ja) | 誘導加熱調理器 | |
| JP2016143464A (ja) | 誘導加熱用の加熱コイル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20050525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050719 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050915 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20051115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060116 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20060126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060314 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060620 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060626 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3823076 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100630 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100630 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110630 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120630 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130630 Year of fee payment: 7 |
|
| EXPY | Cancellation because of completion of term |