JP2020202010A - コネクタ装置 - Google Patents
コネクタ装置 Download PDFInfo
- Publication number
- JP2020202010A JP2020202010A JP2019105729A JP2019105729A JP2020202010A JP 2020202010 A JP2020202010 A JP 2020202010A JP 2019105729 A JP2019105729 A JP 2019105729A JP 2019105729 A JP2019105729 A JP 2019105729A JP 2020202010 A JP2020202010 A JP 2020202010A
- Authority
- JP
- Japan
- Prior art keywords
- housing
- mold resin
- resin portion
- connector
- connector device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/70—Coupling devices
- H01R12/71—Coupling devices for rigid printing circuits or like structures
- H01R12/72—Coupling devices for rigid printing circuits or like structures coupling with the edge of the rigid printed circuits or like structures
- H01R12/722—Coupling devices for rigid printing circuits or like structures coupling with the edge of the rigid printed circuits or like structures coupling devices mounted on the edge of the printed circuits
- H01R12/724—Coupling devices for rigid printing circuits or like structures coupling with the edge of the rigid printed circuits or like structures coupling devices mounted on the edge of the printed circuits containing contact members forming a right angle
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R12/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, specially adapted for printed circuits, e.g. printed circuit boards [PCB], flat or ribbon cables, or like generally planar structures, e.g. terminal strips, terminal blocks; Coupling devices specially adapted for printed circuits, flat or ribbon cables, or like generally planar structures; Terminals specially adapted for contact with, or insertion into, printed circuits, flat or ribbon cables, or like generally planar structures
- H01R12/50—Fixed connections
- H01R12/51—Fixed connections for rigid printed circuits or like structures
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/52—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases
- H01R13/5216—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases characterised by the sealing material, e.g. gels or resins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/52—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases
- H01R13/5219—Sealing means between coupling parts, e.g. interfacial seal
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/18—Printed circuits structurally associated with non-printed electric components
- H05K1/181—Printed circuits structurally associated with non-printed electric components associated with surface mounted components
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/02—Soldered or welded connections
- H01R4/029—Welded connections
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/02—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for soldered or welded connections
- H01R43/0221—Laser welding
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Casings For Electric Apparatus (AREA)
- Coupling Device And Connection With Printed Circuit (AREA)
Abstract
Description
回路基板と、
コネクタと、
モールド樹脂部とを備え、
前記回路基板は、導体路を有し、
前記コネクタは、
樹脂を含むハウジングと、
前記ハウジングから突出して前記導体路に接続される端子とを有し、
前記モールド樹脂部は、前記導体路と、前記ハウジングから突出された端子と、前記ハウジングの一部とをまとめて覆い、
前記ハウジングと前記モールド樹脂部とは、互いの構成材料が溶着されてなる溶着部を有する。
最初に本開示の実施態様を列記して説明する。
回路基板と、
コネクタと、
モールド樹脂部とを備え、
前記回路基板は、導体路を有し、
前記コネクタは、
樹脂を含むハウジングと、
前記ハウジングから突出して前記導体路に接続される端子とを有し、
前記モールド樹脂部は、前記導体路と、前記ハウジングから突出された端子と、前記ハウジングの一部とをまとめて覆い、
前記ハウジングと前記モールド樹脂部とは、互いの構成材料が溶着されてなる溶着部を有する。
波長が940nmのレーザの光量a1と、前記モールド樹脂部の構成材料からなる厚さ2mmの試験片を前記レーザが透過した光量b1との比率(b1/a1)×100を、前記モールド樹脂部の透過率とするとき、
前記モールド樹脂部の透過率が40%以上であることが挙げられる。
波長が940nmのレーザの光量a2と、前記ハウジングの構成材料からなる厚さ2mmの試験片を前記レーザが透過した光量b2との比率(b2/a2)×100を、前記ハウジングの透過率とするとき、
前記ハウジングの透過率が10%以下であることが挙げられる。
前記モールド樹脂部は、ポリアミド樹脂、又はポリエステルを含むことが挙げられる。
前記ハウジングは、ポリエステルを含むことが挙げられる。
前記モールド樹脂部と前記ハウジングとはいずれも、ポリエステルを含むことが挙げられる。
前記モールド樹脂部は、大気に接する表面を有することが挙げられる。
前記モールド樹脂部は、射出成形体であることが挙げられる。
前記回路基板と前記コネクタとは、コントロールユニットを構成することが挙げられる。
本開示の実施形態の詳細を、以下に説明する。図中の同一符号は同一名称物を示す。
〔コネクタ装置〕
図1〜図3を参照して、実施形態1に係るコネクタ装置1を説明する。本形態のコネクタ装置1は、回路基板2とコネクタ3とを備える(図1、図2)。回路基板2は、導体路20を有する。コネクタ3は、樹脂を含むハウジング31と、ハウジング31から突出して導体路20に接続される端子32とを有する。本形態のコネクタ装置1の特徴の一つは、導体路20と端子32とハウジング31の一部とをまとめて覆うモールド樹脂部4と、ハウジング31とモールド樹脂部4とが溶着されてなる溶着部5とを有する点にある。以下、各構成を詳細に説明する。以下の説明では、コネクタ装置1における回路基板2側を下、コネクタ3側を上とする。また、上下方向と直交する方向であって、コネクタ3が配置される側を前、その反対側を後ろとする。更に、上下方向と前後方向の両方向に直交する方向を左右とする。
回路基板2は、半導体リレー等の電子部品(図示略)やコネクタ3などを実装させる。回路基板2は、プリント基板を用いることができる。回路基板2は、導体路20を有する。導体路20は、回路基板2の電気回路を構成する導電部材のうち、表面に露出している箇所をいう。導体路20は、例えば、回路基板2の導体パターン21、回路基板2に実装された電子部品の端子(図示略)、電子部品の端子やコネクタ3の端子32と導体パターン21とを接続する半田22、などを含む。本形態では、回路基板2の全体がモールド樹脂部4に埋設されている。
コネクタ3は、コネクタ装置1に相手側コネクタ(図示略)を接続する。相手側コネクタはワイヤーハーネスを介して車載電装品などと接続されている。コネクタ3は、回路基板2に実装される。コネクタ3は、ハウジング31と端子32と取付部33と固定部材34(図2)とを備える。
ハウジング31は、相手側コネクタが嵌合される。ハウジング31の形状は、フード状(筒状)である。ハウジング31の開口部(図示略)は、回路基板2の前縁よりも外方に開口している。本形態では、ハウジング31の開口部と反対側(後側)の一部がモールド樹脂部4に埋設されている。
ハウジング31の透過率は、低いことが好ましい。透過率とは、波長が940nmのレーザの光量a2と、ハウジング31の構成材料からなる厚さ2mmの試験片を上記レーザが透過した光量b2との比率(b2/a2)×100をいう。透過率の低いハウジング31は、上記レーザを吸収し易い。即ち、透過率の低いハウジング31は、上記レーザによって溶け易い。そのため、後述する溶着部5が形成され易い。ハウジング31の透過率は、例えば、10%以下が好ましい。透過率が10%以下のハウジング31は、上記レーザを吸収し易く溶け易いため、溶着部5を形成し易い。ハウジング31の透過率は、更に7%以下が好ましく、特に5%以下が好ましい。ハウジング31の色は、不透明な黒色や灰色などであることが好ましい。これらの色は、上記レーザを吸収し易いからである。
ハウジング31は、例えば、ポリエステルを含むことが好ましい。ポリエステルは、電気絶縁性、耐水性などに優れる。そのため、ポリエステルを含むハウジング31は、モールド樹脂部4で覆われる部材を電気的かつ化学的に保護し易い。ポリエステルとしては、代表的には、ポリブチレンテレフタレート(PBT)が挙げられる。ハウジング31は、更に、着色剤を含んでいることが好ましい。着色剤は、ハウジング31の透過率が低くなるものが挙げられる。着色剤としては、例えば、カーボンブラックが挙げられる。カーボンブラックを含むことで、ハウジング31の色を黒色にし易い。
端子32は、相手側コネクタと回路基板2とを電気的に接続する。端子32は、ハウジング31の開口と反対側の奥壁を貫通して設けられている。端子32は、ハウジング31の内部からハウジング31の後側に引き出されると共に回路基板2側(下側)に延びている。端子32の一端は、ハウジング31内に配置される。端子32の一端は、ハウジング31の内部で相手側コネクタ部に電気的に接続される。端子32の他端は、回路基板2を貫通する。即ち、端子32の他端は、回路基板2の下面からその下方に突出している。端子32の他端は、回路基板2の導体パターン21に電気的に接続されている。端子32の他端と導体パターン21との電気的な接続は、半田22が利用できる。本形態では、端子32は実質的に直角に屈曲された金属線で構成されている。この端子32の全てがモールド樹脂部4に埋設されている。
取付部33は、固定部材34が取り付けられる。本形態では、2つの取付部33が、ハウジング31の後端の左右に一体に設けられている。各取付部33は、ハウジング31の後端から後方及び下方に延びるL字状に形成されている。各取付部33の下面は、固定部材34(後述するネジ)が締め付けられるネジ孔が設けられている。このネジの締め付けにより、各取付部33の下面は回路基板2に固定されている。各取付部33の回路基板2への固定により、ハウジング31が回路基板2に固定される。本形態では、各取付部33は、実質的に直角に屈曲された丸棒部材で構成されている。この各取付部33の全体がモールド樹脂部4に埋設されている。
固定部材34は、ハウジング31を回路基板2に固定する。固定部材34は、例えばネジを用いることができる。本形態では、固定部材34が樹脂製のネジで構成されている。ここでは、2つの固定部材34がそれぞれ、回路基板2の挿通孔(図示略)に下側から挿通してハウジング31の各取付部33に取り付けられる。固定部材34の取付部33に対する取り付けによって、ハウジング31が回路基板2に固定される。固定部材34(ネジの頭部)は、回路基板2の下面から下側に突出している。本形態では、固定部材34の全体がモールド樹脂部4に埋設されている(図2)。
モールド樹脂部4は、回路基板2の導体路20と、コネクタ3のハウジング31から突出された端子32とを外部環境から機械的、電気的、化学的に保護する。モールド樹脂部4は、回路基板2の導体路20と、コネクタ3のハウジング31から突出された端子32と、ハウジング31の一部(後端側)とをまとめて覆う。本形態では、モールド樹脂部4は、回路基板2の全体と、コネクタ3におけるハウジング31の開口部側を除く領域(ハウジング31の後側、端子32、取付部33、固定部材34)とを覆っている。
モールド樹脂部4の透過率は、高いことが好ましい。透過率とは、波長が940nmのレーザの光量a1と、モールド樹脂部4の構成材料からなる厚さ2mmの試験片を上記レーザが透過した光量b1との比率(b1/a1)×100をいう。透過率の高いモールド樹脂部4は、上記レーザを吸収し難くハウジング31に達させ易い。よって、後述する溶着部5が形成され易い。モールド樹脂部4の透過率は、例えば、40%以上が好ましい。透過率が40%以上のモールド樹脂部4は、上記レーザを透過させ易いため、溶着部5を形成し易い。モールド樹脂部4の透過率は、更に45%以上が好ましく、特に50%以上が好ましい。モールド樹脂部4の色は、無色透明や白色透明、不透明な白色などであることが好ましい。これらの色は、上記レーザを透過させ易いからである。
モールド樹脂部4は、例えば、ポリアミド樹脂、又はポリエステルを含むことが好ましい。ポリアミド樹脂は、機械的強度などに優れる。そのため、ポリアミド樹脂を含むモールド樹脂部4は、モールド樹脂部4で覆われる部材を機械的に保護し易い。ポリエステルは、電気絶縁性、耐水性などに優れる。そのため、ポリエステルを含むモールド樹脂部4は、モールド樹脂部4で覆われる部材を電気的かつ化学的に保護し易い。
溶着部5は、ハウジング31とモールド樹脂部4の互いの構成材料が溶着されてなる(図3)。溶着とは、互いの構成材料が混ざり合っていること、互いの構成材料が相溶していること、せん断力によって界面破壊ではなく材料破壊が生じること、コネクタ3の表面が粗面になっていること、の少なくとも一つを満たすことをいう。界面破壊とは、ハウジング31とモールド樹脂部4との界面で破壊が生じることをいう。そのため、ハウジング31とモールド樹脂部4とが互いの界面に沿って剥離する。ハウジング31及びモールド樹脂部4の一方の部材に他方の部材の構成材料が付着しない。材料破壊とは、ハウジング31とモールド樹脂部4の一方の部材の内部で破壊が生じることをいう。そのため、他方の部材における一方の部材との対向面に一方の部材の構成材料が付着した状態で両部材が分離する。この溶着部5は、ハウジング31とモールド樹脂部4との密着性を高められる。
本形態のコネクタ装置1は、自動車のエンジンコントロールユニットや自動車の電動ブレーキシステムのモジュールなどに好適に利用できる。エンジンコントロールユニットとしては、例えば、燃料噴射制御のエンジンコントロールユニット(Fuel Injection Engine Control Unit:FI−ECU)が挙げられる。電動ブレーキシステムのモジュールとしては、電動機械ブレーキ(Electro Mechanical Brake:EMB)や電動パーキングブレーキ(Electronic Parking Brake:EPB)のモジュールが挙げられる。
本形態のコネクタ装置1は、以下の効果を奏することができる。
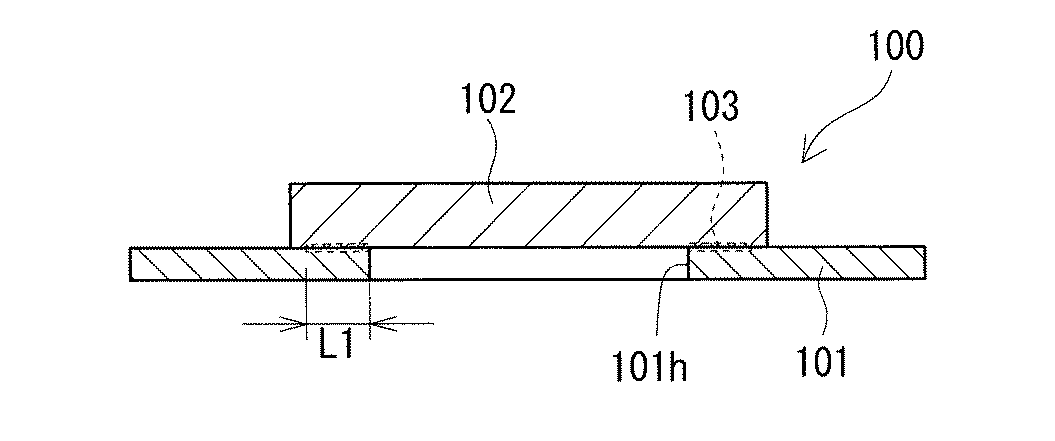
溶着部の有無による防水性能の違いと接着性能の違いとを調べた。防水性能の評価は、図4A、図4Bに示す第一試験片100を用いて行った。接着性能の評価は、図5に示す第二試験片200を用いて行った。各試験片100,200は、コネクタとモールド樹脂部との接合箇所を模擬した部材である。
[第一試験片]
試料No.1〜3の第一試験片100(図4A、図4B)は、円環部材101を準備する工程、円環部材101の上面の所定位置に円板部材102を形成する工程、円環部材101と円板部材102との重複領域に溶着部103を形成する工程、の順に各工程を経ることで作製した。ここでは、第一試験片100における円環部材101側を下、円板部材102側を上とする。
準備した円環部材101の材質は、表1に示すように、透過率が1%のPBTとした。円環部材101は、その中央に上下面に貫通する貫通孔101hが設けられている。貫通孔101hの内周形状は円筒状である。円環部材101の内径(貫通孔101hの直径)は20mmである。円環部材101の外径は50mmである。円環部材101の厚みは1mmである。
円板部材102の形成は、射出成形により行った。第二部材の材質は、表1に示すように、透過率が40%の熱可塑性ポリエステルエラストマー(東レ・デュポン社製のハイトレル4767N(ハイトレルは登録商標))、透過率が45%の熱可塑性ポリエステルエラストマー(東レ・デュポン社製のハイトレル4047N(ハイトレルは登録商標))、透過率が90%のポリアミド(軟化点188℃)のいずれかとした。
溶着部103の形成は、レーザ溶着により行った。レーザのスポット径は、1.2μmとした。レーザの波長は、940nmとした。レーザの出力は、表1に示すように、45W、35W、30Wとした。レーザの走査速度は、表1に示すように、50mm/min、10mm/minのいずれかとした。レーザは、円環部材101の上面における上記重複領域に対して、円環部材101の上面の法線方向における円板部材102の上方から照射した。レーザの照射は、円環部材101の上面における上記重複領域の全周にわたって行った。レーザの照射により、上記重複領域の全周にわたって溶着部103を形成した。径方向に沿った溶着部103の長さL1は、実質的に4mmとした。
試料No.1〜3の第二試験片200(図5)は、主として構成部材の形状が第一試験片100と異なる点を除いて、第一試験片100と同様の工程を経て作製した。ここでは、第二試験片200における第一矩形板材201側を下、第二矩形板材202側を上とする。
準備した第一矩形板材201の材質は、表2に示すように、第一試験片100の円環部材101と同じPBTとした。第一矩形板材201の幅は25mmである。第一矩形板材201の長さは80mmである。第一矩形板材201の厚さは1mmである。
第二矩形板材202の形成は、射出成形によって行った。第二矩形板材202の材質は、表2に示すように、第一試験片100の円板部材102と同じ熱可塑性ポリエステルエラストマー(ハイトレル4767N、ハイトレル4047N)、ポリアミドのいずれかとした。第二矩形板材202は、第一矩形板材201の上面の一端側に第二矩形板材202の下面の一端側が接するように形成した。第二矩形板材202の幅と長さは、第一矩形板材201と同じとした。第二矩形板材202の厚さは2mmとした。第一矩形板材201と第二矩形板材202の重複領域の長さは10mmとした。
溶着部203の形成は、レーザ溶着により行った。レーザのスポット径、波長、出力、及び走査速度は、表2に示すように第一試験片100と同じとした。レーザは、第一矩形板材201の上面における上記重複領域に対して、第一矩形板材201の上面の法線方向における第二矩形板材202の上方から照射した。レーザの照射は、第一矩形板材201の上面における上記重複領域の幅方向の全長にわたって行った。レーザの照射により、上記重複領域の幅方向の全長にわたって溶着部203を形成した。各板材の長手方向に沿った溶着部203の長さL2は、実質的に2mmとした。
各試料の第一試験片100の防水性能は、次のようにして評価した。円環部材101の上面の外周縁部に、円板部材102の外周を囲む筒状部材(図示略)を設けた。円環部材101の上面の外周縁部と筒状部材との隙間から水が漏れないように円環部材101と筒状部材とを接合した。また、円環部材101の下面に、貫通孔101hの開口の周囲を囲む容器状部材(図示略)を設けた。円環部材101の下面と容器状部材との隙間からエアが漏れないように円環部材101と容器状部材とを接合し、円環部材101と容器状部材との間に密閉空間を形成した。第一試験片100の上面と筒状部材の内周面とで囲まれる空間内に水を充填した。そして、上記密閉空間内の圧力(ゲージ圧)を、表1に示すように、200kPa〜500kPaまで変化させた。各圧力において、円環部材101の上面と円板部材102の下面との隙間からのエアの漏れ具合を調べた。エアの漏れ具合は、上記水中に気泡が発生したか否かを目視にて観察した。各試料の測定数(N数)は5とした。各試料において、5つの第一試験片100の全てで、水中に気泡が発生しなかったものを「A」とした。5つの第一試験片100のうち1つでも、水中に気泡が発生したものを「B」とした。その結果を表1に示す。
各試料の第二試験片200の接着強度は、せん断引張試験を行って評価した。せん断引張試験には、島津製作所製のオートグラフ(AGS−Xシリーズ)を用いた。図5の白抜き矢印に示すように、第一矩形板材201と第二矩形板材202とを長さ方向に沿って互いが離れる方向へ、互いが分離するまで引っ張った。そのときの最大引張応力を求めた。各試料の測定数(N数)は5とした。最大引張応力の平均値を表2に示す。また、分離した第一矩形板材201と第二矩形板材202の対向面を目視にて観察し、破壊の形態を調べた。その結果を表2に併せて示す。表2の「材料破壊」とは、第一矩形板材201及び第二矩形板材202の一方の板材の内部で破壊が生じたことを示す。即ち、分離した他方の板材の表面に一方の板材の構成材料が付着した。また、「界面破壊」とは、第一矩形板材201と第二矩形板材202との界面で破壊が生じたことを示す。即ち、分離した他方の板材の表面に一方の板材の構成材料が付着することなく両板材が互いの界面に沿って剥離した。
[第一試験片・第二試験片]
試料No.101〜No.103の第一試験片及び第二試験片はそれぞれ、溶着部を形成しない点を除いて、試料No.1〜No.3の第一試験片及び第二試験片と同様にして作製した。即ち、試料No.101〜No.103の第一試験片は、円環部材と円板部材の互いの構成材料が溶着してない。この第一試験片は、円板部材の構成材料の射出成形によって、円環部材と円板部材とが単に接着しているだけである。また、試料No.101〜No.103の第二試験片は、第一矩形板材と第二矩形板材の互いの構成材料が溶着していない。この第二試験片は、第二矩形板材の構成材料の射出成形によって、第一矩形板材と第二矩形板材とが単に接着しているだけである。この第一試験片と第二試験片とを用いて、試料No.1などと同様にして防水性能と接着性能とを評価した。その結果を表1、表2に示す。
2 回路基板
20 導体路
21 導体パターン
22 半田
3 コネクタ
31 ハウジング
32 端子
33 取付部
34 固定部材
4 モールド樹脂部
40 痕跡部
5 溶着部
100 第一試験片
101 円環部材
101h 貫通孔
102 円板部材
103 溶着部
200 第二試験片
201 第一矩形板材
202 第二矩形板材
203 溶着部
Claims (9)
- 回路基板と、
コネクタと、
モールド樹脂部とを備え、
前記回路基板は、導体路を有し、
前記コネクタは、
樹脂を含むハウジングと、
前記ハウジングから突出して前記導体路に接続される端子とを有し、
前記モールド樹脂部は、前記導体路と、前記ハウジングから突出された端子と、前記ハウジングの一部とをまとめて覆い、
前記ハウジングと前記モールド樹脂部とは、互いの構成材料が溶着されてなる溶着部を有する、
コネクタ装置。 - 波長が940nmのレーザの光量a1と、前記モールド樹脂部の構成材料からなる厚さ2mmの試験片を前記レーザが透過した光量b1との比率(b1/a1)×100を、前記モールド樹脂部の透過率とするとき、
前記モールド樹脂部の透過率が40%以上である請求項1に記載のコネクタ装置。 - 波長が940nmのレーザの光量a2と、前記ハウジングの構成材料からなる厚さ2mmの試験片を前記レーザが透過した光量b2との比率(b2/a2)×100を、前記ハウジングの透過率とするとき、
前記ハウジングの透過率が10%以下である請求項1又は請求項2に記載のコネクタ装置。 - 前記モールド樹脂部は、ポリアミド樹脂、又はポリエステルを含む請求項1から請求項3のいずれか1項に記載のコネクタ装置。
- 前記ハウジングは、ポリエステルを含む請求項1から請求項4のいずれか1項に記載のコネクタ装置。
- 前記モールド樹脂部と前記ハウジングとはいずれも、ポリエステルを含む請求項1から請求項5のいずれか1項に記載のコネクタ装置。
- 前記モールド樹脂部は、大気に接する表面を有する請求項1から請求項6のいずれか1項に記載のコネクタ装置。
- 前記モールド樹脂部は、射出成形体である請求項1から請求項7のいずれか1項に記載のコネクタ装置。
- 前記回路基板と前記コネクタとは、コントロールユニットを構成する請求項1から請求項8のいずれか1項に記載のコネクタ装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019105729A JP2020202010A (ja) | 2019-06-05 | 2019-06-05 | コネクタ装置 |
| CN202010418856.6A CN112054321A (zh) | 2019-06-05 | 2020-05-18 | 连接器装置 |
| US16/882,578 US11251553B2 (en) | 2019-06-05 | 2020-05-25 | Connector device that includes welded portion |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019105729A JP2020202010A (ja) | 2019-06-05 | 2019-06-05 | コネクタ装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020202010A true JP2020202010A (ja) | 2020-12-17 |
Family
ID=73609447
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019105729A Pending JP2020202010A (ja) | 2019-06-05 | 2019-06-05 | コネクタ装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11251553B2 (ja) |
| JP (1) | JP2020202010A (ja) |
| CN (1) | CN112054321A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023141343A (ja) * | 2022-03-23 | 2023-10-05 | パナソニックIpマネジメント株式会社 | 電子デバイスの製造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6930500B2 (ja) * | 2018-06-22 | 2021-09-01 | 株式会社オートネットワーク技術研究所 | 回路基板装置 |
| JP7319594B2 (ja) * | 2020-03-06 | 2023-08-02 | 株式会社オートネットワーク技術研究所 | コネクタ装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006185885A (ja) * | 2004-12-01 | 2006-07-13 | Hitachi Ltd | 制御ユニット |
| JP2009143217A (ja) * | 2007-11-20 | 2009-07-02 | Ube Ind Ltd | レーザー光照射条件の制御方法及びレーザー溶着加工方法 |
| JP2010040992A (ja) * | 2008-08-08 | 2010-02-18 | Hitachi Ltd | 電子制御装置の製造方法とそのトランスファーモールド装置および電子制御装置 |
| JP2019003779A (ja) * | 2017-06-13 | 2019-01-10 | 株式会社エクセル電子 | 防水コネクタ及びその製造方法、電子機器 |
| WO2019039244A1 (ja) * | 2017-08-25 | 2019-02-28 | 日立オートモティブシステムズ株式会社 | 樹脂封止型車載電子制御装置 |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4775333A (en) * | 1985-12-23 | 1988-10-04 | Ford Motor Company | Method of assembling an improved electrical connector |
| US5244409A (en) * | 1990-07-12 | 1993-09-14 | Woodhead Industries, Inc. | Molded connector with embedded indicators |
| US5567175A (en) * | 1995-05-01 | 1996-10-22 | Woods Industries, Inc. | Premold insert for a transparent plug |
| DE19755497C1 (de) * | 1997-12-13 | 1999-07-08 | Hella Kg Hueck & Co | Steuergerätegehäuse aus Kunststoff für ein Kraftfahrzeug |
| EP1075713A1 (en) * | 1998-05-01 | 2001-02-14 | Vehicle Enhancement Systems, Inc | Modular connector |
| US6139365A (en) * | 1998-11-10 | 2000-10-31 | Hon Hai Precision Ind. Co., Ltd. | Centronic connector assembly |
| DE10013218C2 (de) * | 2000-03-17 | 2003-06-05 | Balluff Gmbh | Verfahren zur Herstellung eines Positionssensors und Positionssensor |
| CN2585308Y (zh) * | 2002-10-25 | 2003-11-05 | 互亿科技股份有限公司 | 兼具防水和导光性能的资讯装置 |
| JP2004157258A (ja) * | 2002-11-05 | 2004-06-03 | Mitsubishi Cable Ind Ltd | 光コネクタ及びプラスチック光ファイバの係止方法 |
| US6655975B1 (en) * | 2002-12-13 | 2003-12-02 | Delta Systems, Inc. | Sealed housing assembly |
| JP4207753B2 (ja) * | 2003-10-31 | 2009-01-14 | 株式会社デンソー | 電気回路機器の樹脂筐体構造 |
| JP2006328993A (ja) * | 2005-05-24 | 2006-12-07 | Kokusan Denki Co Ltd | 防水形電子回路ユニット |
| US7722362B2 (en) * | 2006-06-22 | 2010-05-25 | Watlow Electric Manufacturing Company | Sensor adaptor circuit housing incapsulating connection of an input connector with a wire |
| EP2506267A4 (en) * | 2009-11-25 | 2014-12-31 | Autonetworks Technologies Ltd | METHOD FOR PRODUCING ELECTRICAL BEAM, AND ELECTRICAL BEAM |
| JP5648362B2 (ja) * | 2010-08-10 | 2015-01-07 | 住友電気工業株式会社 | ナノインプリント用モールドの製造方法、ナノインプリント法による樹脂パターンの製造方法、及び、ナノインプリント用モールド |
| JP2012231004A (ja) * | 2011-04-26 | 2012-11-22 | Honda Elesys Co Ltd | 導通端子半田ストレス防止構造 |
| US9039442B2 (en) * | 2011-11-10 | 2015-05-26 | Carmen Rapisarda | Solder-less electrical assembly |
| JP5975209B2 (ja) * | 2012-03-21 | 2016-08-23 | 矢崎総業株式会社 | 電線引き出し部分構造 |
| JP5829559B2 (ja) * | 2012-03-21 | 2015-12-09 | 矢崎総業株式会社 | 電線保護構造 |
| KR101393927B1 (ko) * | 2012-08-16 | 2014-05-12 | 기아자동차주식회사 | 조명장치가 마련된 차량용 멀티미디어 잭 |
| KR101428933B1 (ko) * | 2013-07-05 | 2014-08-08 | 현대오트론 주식회사 | 방열판을 이용한 차량의 전자 제어 장치 및 그 제조 방법 |
| WO2015005557A1 (ko) * | 2013-07-12 | 2015-01-15 | 주식회사 코리아하이텍 | 광원 모듈을 구비한 단자 접속 장치 |
| US9379477B2 (en) * | 2013-12-20 | 2016-06-28 | Dai-Ichi Seiko Co., Ltd. | Seal having a packing portion extending from a flat portion with a step |
| JP6295100B2 (ja) * | 2014-02-28 | 2018-03-14 | 日立オートモティブシステムズ株式会社 | 電子制御装置 |
| US9293870B1 (en) * | 2015-03-10 | 2016-03-22 | Continental Automotive Systems, Inc. | Electronic control module having a cover allowing for inspection of right angle press-fit pins |
| CN104852176B (zh) * | 2015-05-05 | 2024-03-29 | 连展科技(深圳)有限公司 | 插座电连接器 |
| JP6524808B2 (ja) | 2015-06-08 | 2019-06-05 | 株式会社デンソー | 電子装置 |
| US10050371B2 (en) * | 2015-08-19 | 2018-08-14 | Pei-Lun Wang | Composite connection socket |
| TWI569529B (zh) * | 2015-10-06 | 2017-02-01 | 飛宏科技股份有限公司 | 電源插頭裝置及其製造方法 |
| EP3462820B1 (en) * | 2017-09-29 | 2021-08-04 | Hosiden Corporation | Connector box and method of its assembly |
| DE102018100780A1 (de) * | 2018-01-15 | 2019-07-18 | Endress+Hauser SE+Co. KG | Schutzvorrichtung für eine Steckverbindung |
-
2019
- 2019-06-05 JP JP2019105729A patent/JP2020202010A/ja active Pending
-
2020
- 2020-05-18 CN CN202010418856.6A patent/CN112054321A/zh active Pending
- 2020-05-25 US US16/882,578 patent/US11251553B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006185885A (ja) * | 2004-12-01 | 2006-07-13 | Hitachi Ltd | 制御ユニット |
| JP2009143217A (ja) * | 2007-11-20 | 2009-07-02 | Ube Ind Ltd | レーザー光照射条件の制御方法及びレーザー溶着加工方法 |
| JP2010040992A (ja) * | 2008-08-08 | 2010-02-18 | Hitachi Ltd | 電子制御装置の製造方法とそのトランスファーモールド装置および電子制御装置 |
| JP2019003779A (ja) * | 2017-06-13 | 2019-01-10 | 株式会社エクセル電子 | 防水コネクタ及びその製造方法、電子機器 |
| WO2019039244A1 (ja) * | 2017-08-25 | 2019-02-28 | 日立オートモティブシステムズ株式会社 | 樹脂封止型車載電子制御装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023141343A (ja) * | 2022-03-23 | 2023-10-05 | パナソニックIpマネジメント株式会社 | 電子デバイスの製造方法 |
| JP7756362B2 (ja) | 2022-03-23 | 2025-10-20 | パナソニックIpマネジメント株式会社 | 電子デバイスの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11251553B2 (en) | 2022-02-15 |
| CN112054321A (zh) | 2020-12-08 |
| US20200388945A1 (en) | 2020-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2020202010A (ja) | コネクタ装置 | |
| JP6551031B2 (ja) | 内燃機関用の点火コイル | |
| JP2011028853A (ja) | モールドコネクタ | |
| JP7565153B2 (ja) | 車両用レドーム及び前記レドームを製造する方法 | |
| CN102377069B (zh) | 防水型电连接器、防水型电连接器的组装方法 | |
| JP2011100582A (ja) | ワイヤハーネス及びその製造方法 | |
| JP7319594B2 (ja) | コネクタ装置 | |
| US10638595B2 (en) | Electric device with a housing with pressing elements | |
| US6072123A (en) | Connecting structure for covered wires | |
| US20090275227A1 (en) | Packing Protection Cap and Connector | |
| JP7319595B2 (ja) | コネクタ装置、及びコネクタ装置の製造方法 | |
| JP7262272B2 (ja) | コネクタ装置 | |
| JP2018181522A (ja) | 電気コネクタ | |
| JP2008215959A (ja) | 水道メータ用無線機 | |
| JP3948529B2 (ja) | 防水コネクタ | |
| JP2011018582A (ja) | コネクタおよびコネクタの成形方法 | |
| JP5814172B2 (ja) | 口腔内センサの製造方法 | |
| JP6323066B2 (ja) | 電子機器 | |
| JP4110383B2 (ja) | 近接センサ | |
| WO2006068229A1 (ja) | 電気信管点火装置用コネクタ | |
| US12388214B2 (en) | Moisture-protected electrical connection | |
| US7172469B2 (en) | Structure of bonding plastic part insert-molded with wiring board and method of bonding the same | |
| JP2004103306A (ja) | 自動車用放電ランプ口金及び自動車用放電ランプ | |
| JP2019071253A (ja) | センサ装置及びその製造方法 | |
| GB2378058A (en) | A terminal protection device having adhesive backing. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210928 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221222 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230622 |