JP6189528B2 - 引抜用コードを移送部材に繰り出すための方法 - Google Patents
引抜用コードを移送部材に繰り出すための方法 Download PDFInfo
- Publication number
- JP6189528B2 JP6189528B2 JP2016515146A JP2016515146A JP6189528B2 JP 6189528 B2 JP6189528 B2 JP 6189528B2 JP 2016515146 A JP2016515146 A JP 2016515146A JP 2016515146 A JP2016515146 A JP 2016515146A JP 6189528 B2 JP6189528 B2 JP 6189528B2
- Authority
- JP
- Japan
- Prior art keywords
- cord
- transfer member
- supply
- fluid flow
- withdrawal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 42
- 239000012530 fluid Substances 0.000 claims description 102
- 238000005520 cutting process Methods 0.000 claims description 89
- 239000000463 material Substances 0.000 description 48
- 230000002745 absorbent Effects 0.000 description 31
- 239000002250 absorbent Substances 0.000 description 31
- 239000000835 fiber Substances 0.000 description 28
- 229920000742 Cotton Polymers 0.000 description 22
- 229920000297 Rayon Polymers 0.000 description 21
- 239000002964 rayon Substances 0.000 description 21
- 239000000758 substrate Substances 0.000 description 16
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 16
- 238000009958 sewing Methods 0.000 description 15
- 238000000605 extraction Methods 0.000 description 13
- 239000004745 nonwoven fabric Substances 0.000 description 10
- 230000008569 process Effects 0.000 description 9
- -1 polyethylene Polymers 0.000 description 6
- 238000005303 weighing Methods 0.000 description 6
- 238000010521 absorption reaction Methods 0.000 description 5
- 230000002209 hydrophobic effect Effects 0.000 description 5
- 238000003825 pressing Methods 0.000 description 5
- 210000001215 vagina Anatomy 0.000 description 5
- 239000002657 fibrous material Substances 0.000 description 4
- 239000004744 fabric Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 229920002994 synthetic fiber Polymers 0.000 description 3
- 239000012209 synthetic fiber Substances 0.000 description 3
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 210000004392 genitalia Anatomy 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000002759 woven fabric Substances 0.000 description 2
- 241000226585 Antennaria plantaginifolia Species 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 235000004035 Cryptotaenia japonica Nutrition 0.000 description 1
- 241001313288 Labia Species 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 229920001131 Pulp (paper) Polymers 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 102000007641 Trefoil Factors Human genes 0.000 description 1
- 235000015724 Trifolium pratense Nutrition 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- WYTGDNHDOZPMIW-RCBQFDQVSA-N alstonine Natural products C1=CC2=C3C=CC=CC3=NC2=C2N1C[C@H]1[C@H](C)OC=C(C(=O)OC)[C@H]1C2 WYTGDNHDOZPMIW-RCBQFDQVSA-N 0.000 description 1
- 210000003679 cervix uteri Anatomy 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 239000000499 gel Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 238000001727 in vivo Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000003415 peat Substances 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 210000005070 sphincter Anatomy 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 229920000247 superabsorbent polymer Polymers 0.000 description 1
- 239000004583 superabsorbent polymers (SAPs) Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 230000001720 vestibular Effects 0.000 description 1
- 210000003905 vulva Anatomy 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
Images


















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/20—Tampons, e.g. catamenial tampons; Accessories therefor
- A61F13/2082—Apparatus or processes of manufacturing
- A61F13/2085—Catamenial tampons
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Vascular Medicine (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Description
Claims (11)
- 引抜用コードを移送部材に繰り出すための方法であって、
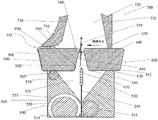
a.計量されたコードの供給物に流体的に接続された供給路を提供する工程であって、前記供給路は流体の流れ、移送部材、及び切断装置を含み、前記移送部材は、第1面、第2面、及び前記第1面上の1つ以上のオリフィスを含む、工程と、
b.展開されたコードの供給物を、前記移送部材に向けて、前記流体の流れによって、前記供給路を介して移動させる工程と、
c.前記展開されたコードの供給物を、前記移送部材のオリフィスに移動させる工程と、
d.前記展開されたコードの供給物を前記切断装置により切断して第1端部及び第2端部を含む引抜用コードを作成する工程であって、前記引抜用コードの一部分が、前記移送部材の前記オリフィス内にある、工程と、を含む、方法。 - 前記方法が、前記オリフィスを前記流体の流れから外して前記移送部材により移動させる工程と、前記引抜用コードを取付システムに接触させる工程とを更に含む、請求項1に記載の方法。
- 前記切断装置は、剛性のあるナイフ、レーザー、ロータリーナイフ、弾力性のあるナイフ、裁断機、又はブレードからなる群より選択される切断器具を備える、請求項1又は2に記載の方法。
- 引抜用コードを作成するために前記展開されたコードの供給物を切断する工程は、回転軸に接続されたナイフを用いて、前記流体の流れを二分する工程を更に含む、請求項1〜3のいずれか1項に記載の方法。
- 前記移送部材は有形体を備えており、前記展開されたコードの供給物が引抜用コードを作成するために切断される前に、前記有形体が前記展開されたコードの供給物を受容する、請求項1〜4のいずれか1項に記載の方法。
- 前記展開されたコードの供給物が引抜用コードを作成するために切断された後に、前記展開されたコードの供給物が受容室に入る工程を更に含む、請求項2〜5のいずれか1項に記載の方法。
- 前記オリフィスを前記流体の流れから外して移動させる工程は、前記引抜用コードを前記受容室の出口によって、偏向させる工程を更に含む、請求項6に記載の方法。
- 展開されたコードの供給物を前記流体の流れによって、前記供給路を介して前記移送部材に向けて移動させる工程と、前記展開されたコードの供給物を前記移送部材のオリフィス内に移動させる工程と、第1端部と第2端部を有する引抜用コードを作成するために前記展開されたコードの供給物を切断する工程と、前記オリフィスを前記流体の流れから外して移動させる工程と、前記引抜用コードを取付システムに接触させる工程と、を繰り返す工程を更に含む、請求項2〜7のいずれか1項に記載の方法。
- 前記流体の流れを介して移動する前記移送部材の前記第1面のオリフィスごとに、1つの引抜用コードを供給するために、前記計量されたコードの供給物、前記切断装置、及び前記移送部材が、協調して動作する、請求項2〜8のいずれか1項に記載の方法。
- 前記オリフィスを前記流体の流れから外して移動させる工程は、前記移送部材を中心軸の周りに回転させる工程を更に含む、請求項2〜9のいずれか1項に記載の方法。
- 前記引抜用コードが、長さ10mm〜200mmである、請求項1〜10のいずれか1項に記載の方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361829541P | 2013-05-31 | 2013-05-31 | |
| US61/829,541 | 2013-05-31 | ||
| US201361836452P | 2013-06-18 | 2013-06-18 | |
| US61/836,452 | 2013-06-18 | ||
| PCT/US2014/039734 WO2014193923A1 (en) | 2013-05-31 | 2014-05-28 | Method of delivering a discrete cord to a transfer member |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016524496A JP2016524496A (ja) | 2016-08-18 |
| JP6189528B2 true JP6189528B2 (ja) | 2017-08-30 |
Family
ID=51989358
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016515146A Expired - Fee Related JP6189528B2 (ja) | 2013-05-31 | 2014-05-28 | 引抜用コードを移送部材に繰り出すための方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3003238B1 (ja) |
| JP (1) | JP6189528B2 (ja) |
| CA (1) | CA2912099A1 (ja) |
| WO (1) | WO2014193923A1 (ja) |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2634491A (en) * | 1949-06-09 | 1953-04-14 | American Viscose Corp | Strand-catching device |
| FR2191544A5 (en) * | 1972-06-26 | 1974-02-01 | Rhone Poulenc Textile | Yarn cutting - by blade and sliding block which creates partial blockage in yarn path |
| US4048884A (en) * | 1975-12-15 | 1977-09-20 | The Archilithic Company | Fiber shear system |
| JP3908391B2 (ja) * | 1998-07-30 | 2007-04-25 | ユニ・チャーム株式会社 | タンポンの製造方法及び製造装置 |
| JP4134052B2 (ja) * | 2005-01-19 | 2008-08-13 | 株式会社 ハリーズ | 生理用タンポンの製造方法及び製造装置 |
| JP4949691B2 (ja) * | 2006-02-01 | 2012-06-13 | ユニ・チャーム株式会社 | シート状構造体の製造システム及び製造方法 |
| US9925093B2 (en) * | 2013-06-27 | 2018-03-27 | The Procter & Gamble Company | Method of delivering a withdrawal cord to a substrate |
| ES2597328T3 (es) * | 2013-06-27 | 2017-01-17 | The Procter & Gamble Company | Aparato de entrega de un cordón discreto |
-
2014
- 2014-05-28 WO PCT/US2014/039734 patent/WO2014193923A1/en active Application Filing
- 2014-05-28 CA CA2912099A patent/CA2912099A1/en not_active Abandoned
- 2014-05-28 JP JP2016515146A patent/JP6189528B2/ja not_active Expired - Fee Related
- 2014-05-28 EP EP14735735.4A patent/EP3003238B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3003238A1 (en) | 2016-04-13 |
| WO2014193923A1 (en) | 2014-12-04 |
| JP2016524496A (ja) | 2016-08-18 |
| CA2912099A1 (en) | 2014-12-04 |
| EP3003238B1 (en) | 2018-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10098794B2 (en) | Discrete cord delivery apparatus | |
| CN103607985B (zh) | 制备具有吸收材料的吸收结构的方法和设备 | |
| JP5967074B2 (ja) | 高柔軟性吸収性積層体およびその製造方法 | |
| CN101180023B (zh) | 吸收性物品 | |
| EP2478881B1 (en) | Absorptive article | |
| US20080044616A1 (en) | Absorbing Material | |
| JP5933843B2 (ja) | 個別コード繰出装置 | |
| KR20160037835A (ko) | 다중-층들 흡수 물품 | |
| JP5917776B2 (ja) | 引抜用コードを基体に繰り出すための方法 | |
| WO2007023965A1 (ja) | 吸収性物品および吸収体の製造方法 | |
| JP2007202750A (ja) | シート状構造体の製造システム及び製造方法 | |
| US20150374558A1 (en) | Method of cutting a thread between two substrates | |
| JP7027103B2 (ja) | 吸収体の製造方法及び吸収体の製造装置 | |
| JP6189528B2 (ja) | 引抜用コードを移送部材に繰り出すための方法 | |
| US10064761B2 (en) | Method of delivering a discrete cord to a transfer member | |
| JP6591136B2 (ja) | 吸収体及び吸収性物品の製造方法並びに吸収体及び吸収性物品の製造装置 | |
| JPWO2019069383A1 (ja) | 吸収体の製造方法及び吸収体の製造装置 | |
| JP2016530906A (ja) | 2つの基材間の糸の切断方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170707 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170802 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6189528 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |