JP2015081339A - 絶縁シート用樹脂組成物および絶縁シート、ならびに半導体モジュール - Google Patents
絶縁シート用樹脂組成物および絶縁シート、ならびに半導体モジュール Download PDFInfo
- Publication number
- JP2015081339A JP2015081339A JP2013221524A JP2013221524A JP2015081339A JP 2015081339 A JP2015081339 A JP 2015081339A JP 2013221524 A JP2013221524 A JP 2013221524A JP 2013221524 A JP2013221524 A JP 2013221524A JP 2015081339 A JP2015081339 A JP 2015081339A
- Authority
- JP
- Japan
- Prior art keywords
- insulating sheet
- mass
- epoxy resin
- parts
- resin composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Paints Or Removers (AREA)
- Structures Or Materials For Encapsulating Or Coating Semiconductor Devices Or Solid State Devices (AREA)
Abstract
【課題】 絶縁シートの作製時に絶縁シート内に混入するボイドや、絶縁シートが被着体に熱溶着された際に被着体と絶縁シートとの間に生じるボイドを減少させることができる絶縁シート用樹脂組成物を提供することにある。
【解決手段】 エポキシ樹脂と、無機充填剤と、前記エポキシ樹脂を溶解可能な有機溶媒とを含み、基材に塗布され、乾燥されて前記基材上に被膜を形成させるべく用いられ、前記被膜たる絶縁層を有する絶縁シートの形成に用いられる絶縁シート用樹脂組成物であって、前記有機溶媒よりも沸点が高い高沸点有機溶媒、および、昇華性固体の少なくとも一方をさらに含み、前記高沸点有機溶媒および前記昇華性固体の含有量の合計が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し0.1質量部以上1.5質量部以下であることを特徴とする絶縁シート用樹脂組成物を提供する。
【選択図】 なし
【解決手段】 エポキシ樹脂と、無機充填剤と、前記エポキシ樹脂を溶解可能な有機溶媒とを含み、基材に塗布され、乾燥されて前記基材上に被膜を形成させるべく用いられ、前記被膜たる絶縁層を有する絶縁シートの形成に用いられる絶縁シート用樹脂組成物であって、前記有機溶媒よりも沸点が高い高沸点有機溶媒、および、昇華性固体の少なくとも一方をさらに含み、前記高沸点有機溶媒および前記昇華性固体の含有量の合計が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し0.1質量部以上1.5質量部以下であることを特徴とする絶縁シート用樹脂組成物を提供する。
【選択図】 なし
Description
本発明は、絶縁シート用樹脂組成物および絶縁シート、ならびに半導体モジュールに関する。
従来、絶縁シートは、エレクトロニクス分野において、半導体モジュール等に用いられており、この絶縁シートは、基材と、該基材に樹脂組成物を塗布し、乾燥することにより形成された被膜たる絶縁層とを備える。また、この樹脂組成物は、エポキシ樹脂と、無機充填剤と、該エポキシ樹脂を溶解可能な有機溶媒とを含有する。(例えば、特許文献1)。
斯かる絶縁シートは、通常、絶縁性に加え、熱伝導性が求められていることから、含有される無機充填剤には、例えば窒化ホウ素や窒化アルミニウムなどといった高い熱伝導率を有する無機窒化物等が用いられている。
また、粒径の大きな無機充填剤を含有させる方が、熱伝達経路において無機充填剤とエポキシ樹脂との界面の形成が少なく熱伝導性に有利であり、また、無機充填剤を高充填させる方が熱伝導性に有利である。
しかしながら、絶縁シート用樹脂組成物に無機充填剤を高充填させると、エポキシ樹脂と無機充填剤との界面における無機充填剤の濡れ性が悪くなり、得られる絶縁シートにはボイドが残存しやすくなってしまう。また、たとえ無機充填剤の表面をシランカップリング剤で処理して濡れ性の向上を図っても、絶縁シート用樹脂組成物の材料を混合する際に絶縁シート用樹脂組成物中に巻き込まれた空気が充分に抜けきれず、絶縁シートにはボイドが残存してしまう。
絶縁シートにボイドが残存すると、この絶縁シートを半導体素子等に熱溶着させて絶縁性を高めようとしても、このボイドによって、絶縁されるべき媒体間に絶縁破壊が生じやすくなるという問題がある。
また、熱伝導性に有利とするために、無機充填剤を高充填させているにもかかわらず、無機充填剤を高充填させることでボイドが生じやすくなり、このボイドによって、かえって熱伝導性が不良となりうるという問題もある。
絶縁シートにボイドが残存すると、この絶縁シートを半導体素子等に熱溶着させて絶縁性を高めようとしても、このボイドによって、絶縁されるべき媒体間に絶縁破壊が生じやすくなるという問題がある。
また、熱伝導性に有利とするために、無機充填剤を高充填させているにもかかわらず、無機充填剤を高充填させることでボイドが生じやすくなり、このボイドによって、かえって熱伝導性が不良となりうるという問題もある。
本発明は、上記要望点に鑑み、絶縁シートの作製時に絶縁シート内に混入するボイドや、絶縁シートが被着体に熱溶着された際に被着体と絶縁シートとの間に生じるボイドを減少させることができる絶縁シート用樹脂組成物および絶縁シート、ならびにボイドが抑制された半導体モジュールを提供することを課題とする。
すなわち、本発明は、エポキシ樹脂と、無機充填剤と、前記エポキシ樹脂を溶解可能な有機溶媒とを含み、基材に塗布され、乾燥されて前記基材上に被膜を形成させるべく用いられ、前記被膜たる絶縁層を有する絶縁シートの形成に用いられる絶縁シート用樹脂組成物であって、
前記有機溶媒よりも沸点が高い高沸点有機溶媒、および、昇華性固体の少なくとも一方をさらに含み、
前記高沸点有機溶媒および前記昇華性固体の含有量の合計が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し0.1質量部以上1.5質量部以下であることを特徴とする絶縁シート用樹脂組成物にある。
前記有機溶媒よりも沸点が高い高沸点有機溶媒、および、昇華性固体の少なくとも一方をさらに含み、
前記高沸点有機溶媒および前記昇華性固体の含有量の合計が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し0.1質量部以上1.5質量部以下であることを特徴とする絶縁シート用樹脂組成物にある。
斯かる発明に係る絶縁シート用樹脂組成物は、エポキシ樹脂及び無機充填剤と共に、前記高沸点有機溶媒、および、前記昇華性固体の少なくとも一方(以下、「ボイド抑制成分」ともいう。)をさらに含有することにより、この絶縁シート用樹脂組成物から絶縁シートを作製する際に、絶縁シート内に生じるボイドを減少させることができると共に、該絶縁シートが被着体に熱溶着された際に被着体と絶縁シートの間に生じるボイドを減少させることができる。
この理由は、以下のメカニズムによるものと考えられる。すなわち、斯かる絶縁シート用樹脂組成物は、エポキシ樹脂及び無機充填剤と共に、前記ボイド抑制成分をさらに含有しているので、絶縁シートの作製するために絶縁シート用樹脂組成物を溶融する際に、絶縁シート内に生じ得たボイドを前記ボイド抑制成分が吸収し、絶縁シート内に生じるボイドを減少させることができる。また、絶縁シートを被着体に加熱圧着などで接着させるために、絶縁シートを溶融して流動させた際に、被着体と絶縁シートの界面に存在するボイドを前記ボイド抑制成分が吸収し、被着体と絶縁シートの間に生じるボイドを減少させることができる。
また、斯かる発明によれば、前記ボイド抑制成分の含有量が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し0.1質量部以上であることにより、ボイドを十分に減少させることができる。
また、斯かる発明によれば、前記ボイド抑制成分の含有量が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し1.5質量部以下であることにより、絶縁シート内に含有する前記ボイド抑制成分や、被着体に熱溶着された絶縁シート内に残存する前記ボイド抑制成分による絶縁シートの絶縁特性や放熱特性への悪影響を低減することができる。
この理由は、以下のメカニズムによるものと考えられる。すなわち、斯かる絶縁シート用樹脂組成物は、エポキシ樹脂及び無機充填剤と共に、前記ボイド抑制成分をさらに含有しているので、絶縁シートの作製するために絶縁シート用樹脂組成物を溶融する際に、絶縁シート内に生じ得たボイドを前記ボイド抑制成分が吸収し、絶縁シート内に生じるボイドを減少させることができる。また、絶縁シートを被着体に加熱圧着などで接着させるために、絶縁シートを溶融して流動させた際に、被着体と絶縁シートの界面に存在するボイドを前記ボイド抑制成分が吸収し、被着体と絶縁シートの間に生じるボイドを減少させることができる。
また、斯かる発明によれば、前記ボイド抑制成分の含有量が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し0.1質量部以上であることにより、ボイドを十分に減少させることができる。
また、斯かる発明によれば、前記ボイド抑制成分の含有量が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し1.5質量部以下であることにより、絶縁シート内に含有する前記ボイド抑制成分や、被着体に熱溶着された絶縁シート内に残存する前記ボイド抑制成分による絶縁シートの絶縁特性や放熱特性への悪影響を低減することができる。
また、本発明は、基材と、前記絶縁シート用樹脂組成物を前記基材に塗布し、乾燥することにより形成された被膜たる絶縁層と、を備えることを特徴とする絶縁シートにある。
さらに、本発明は、半導体素子と、前記絶縁シートの絶縁層を前記半導体素子に熱溶着させることにより形成された絶縁部と、を備えることを特徴とする半導体モジュールにある。
本発明によれば、絶縁シートの作製時に絶縁シート内に混入するボイドや、絶縁シートが被着体に熱溶着された際に被着体と絶縁シートとの間に生じるボイドを減少させることができる絶縁シート用樹脂組成物および絶縁シート、ならびにボイドが抑制された半導体モジュールを提供し得る。
以下、本発明の一実施形態について説明する。
本実施形態の絶縁シート用樹脂組成物は、エポキシ樹脂と、無機充填剤と、前記エポキシ樹脂を溶解可能な有機溶媒と、前記有機溶媒よりも沸点が高い高沸点有機溶媒、および、昇華性固体の少なくとも一方たるボイド抑制成分とを含有する。本実施形態の絶縁シート用樹脂組成物は、エポキシ樹脂と、無機充填剤と、前記エポキシ樹脂を溶解可能な有機溶媒と、前記ボイド抑制成分とを溶融混練して得られる。
また、前記樹脂組成物は、好ましくは、硬化剤を含有し、更に好ましくは、硬化剤及び硬化促進剤を含有する。
また、前記樹脂組成物は、好ましくは、硬化剤を含有し、更に好ましくは、硬化剤及び硬化促進剤を含有する。
前記エポキシ樹脂としては、特に限定されるものではないが、例えば、ジシクロペンタジエン型、クレゾールノボラック型、フェノールノボラック型、ビスフェノール型、ビフェニル型、トリスヒドロキシフェニルメタン型等の各種のエポキシ樹脂を用いることができる。これらエポキシ樹脂は単独で用いてもよいし2種以上併用してもよい。そして、これらエポキシ樹脂の中でも、特に融点または軟化点が室温を超えていることが好ましい。例えば、クレゾールノボラック型エポキシ樹脂としては、エポキシ当量が180〜210であり、軟化点が60〜110℃であるものが好適に用いられる。また、上記ビフェニル型エポキシ樹脂としては、エポキシ当量が180〜210であり、融点が80〜120℃であるものが好適に用いられる。
前記無機充填剤としては、特に限定するものではなく従来公知の各種無機充填剤が挙げられ、例えば、石英ガラス粉末、タルク、シリカ粉末(溶融シリカ粉末や結晶性シリカ粉末等)、アルミナ粉末、窒化アルミニウム粉末、窒化ケイ素粉末、窒化ホウ素粉末等が挙げられる。これらは単独でもしくは2種以上併せて用いられる。なかでも、窒化ホウ素粉末を用いることが好ましく、窒化ホウ素粉末及びアルミナ粉末、又は、窒化ホウ素粉末及びシリカ粉末を用いることがより好ましく、窒化ホウ素粉末、アルミナ粉末及びシリカ粉末を用いることがさらにより好ましい。
前記無機充填剤の配合割合については、エポキシ樹脂及び無機充填剤に占める無機充填剤の割合が、50〜95質量%であることが好ましく、70〜90質量%であることがより好ましい。この割合が50質量%以上であることにより、樹脂組成物中の有機化合物の占める割合が小さくなり、難燃効果が高まるという利点がある。また、この割合が95質量%以下であることにより、樹脂組成物の流動性が高まるという利点がある。
前記エポキシ樹脂を溶解可能な有機溶媒としては、メチルエチルケトン等が挙げられる。
前記エポキシ樹脂を溶解可能な有機溶媒は、エポキシ樹脂と無機充填剤との合計100質量部に対し50〜200質量部含有されていることが好ましい。
前記エポキシ樹脂を溶解可能な有機溶媒よりも沸点が高い高沸点有機溶媒としては、トルエン、n−オクタン、p−キシレン、n−ノナン、n−デカン、n−ウンデカン、1−ペンタノール、1−ヘキサノール、1−ヘプタノール、1−オクタノール、2−ペンタノン、2−ヘキサノン、4−ヘプタノン、2−オクタノン、5−ノナノン、シクロヘプタン、シクロオクタン、ペンタナール、ヘキサナール、ヘプタナール、オクタナール、ノナナール、ドデカナール、cis−2−オクテン、1−アミノペンタン、1−アミノヘキサン、1−アミノヘプタン、1−アミノオクタン、1−ペンタンチオールおよびこれらの構造異性体等があげられ、その他にもアルコール構造、ケトン構造、環状構造、アルデヒド構造、不飽和構造、アミン構造、エーテル構造、芳香族構造、チオール構造、スルフィド構造等が1分子中に混在するものでもよい。これらのなかでも、化学的安定性が高く、上記エポキシ樹脂および硬化剤との反応性が低いという観点から、トルエン、n−オクタン、p−キシレン、n−ウンデカンがさらに好ましい。
前記高沸点有機溶媒は、常圧(例えば、1気圧)における沸点が100℃以上200℃未満を示す有機化合物であることが好ましい。高沸点有機溶媒の沸点が100℃以上であることにより、高沸点有機溶媒が前記溶融混練時に揮発して樹脂組成物から抜けるのを抑制することができるという利点がある。また、高沸点有機溶媒の沸点が200℃未満であることにより、高沸点有機溶媒が含まれることによる効果が発揮されやすくなる。
また、上記高沸点有機溶媒の構造上の特徴としては、その組成式がCj Hk Ol Nm Sn (式中j、kは、いずれも正の整数であり、l、m、nはいずれも0又は正の整数である。)で表され、樹脂組成物中のエポキシ樹脂や硬化剤、硬化促進剤をはじめとする組成物の各構成物質と反応しないことが好ましい。
前記高沸点有機溶媒は、常圧(例えば、1気圧)における沸点が100℃以上200℃未満を示す有機化合物であることが好ましい。高沸点有機溶媒の沸点が100℃以上であることにより、高沸点有機溶媒が前記溶融混練時に揮発して樹脂組成物から抜けるのを抑制することができるという利点がある。また、高沸点有機溶媒の沸点が200℃未満であることにより、高沸点有機溶媒が含まれることによる効果が発揮されやすくなる。
また、上記高沸点有機溶媒の構造上の特徴としては、その組成式がCj Hk Ol Nm Sn (式中j、kは、いずれも正の整数であり、l、m、nはいずれも0又は正の整数である。)で表され、樹脂組成物中のエポキシ樹脂や硬化剤、硬化促進剤をはじめとする組成物の各構成物質と反応しないことが好ましい。
前記昇華性固体は、常圧(例えば、1気圧)において、固体から気体に相変化して昇華性を示すものであり、好ましくは、昇華性を有する有機化合物を用いる。昇華性物質の構造上の特徴としては、その組成式がCj Hk Ol Nm Sn (式中j、kは、いずれも正の整数であり、l、m、nはいずれも0又は正の整数である。)で表され、樹脂組成物中のエポキシ樹脂や硬化剤、硬化促進剤をはじめとする組成物の各構成物質と反応しないことが好ましい。
前記昇華性固体としては、アリザリン、アロキサン、アマンタジン、(3α,5α)−アンドロスト−16−エン−3−オル〔(3α,5α)-Androst-16-en-3-ol〕、アントラキノン、カフェイン、クロラニル、クロロアセトアミド、p−ジクロロベンゼン、エモジン、ホモエリオジクチオール(Homoeriodictyol)、キュバン、システアミン、エスクレチン、グアニン、ヘキサクロロエタン、イサチン、ルミフラビン、無水マレイン酸、1,4−ナフトキノン、ニンビオール、フェナジン、フタルイミド、2,5−ピペラジンジオン、1H−プリン、パープリン、ピレン、モルダントバイオレット26(Quinalizarin)、p−ベンゾキノン、サッカリン、ソラソジン、無水コハク酸、テバイン、キサンチン(Xanthine)、カンフル(d-Canphor)等が挙げられる。さらに好ましくは化学的に安定であるという観点から、ナフタレン、アントラセン等の芳香族系縮合環化合物が挙げられる。
本実施形態に係る樹脂組成物では、前記ボイド抑制成分の含有量が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し0.1質量部以上1.5質量部以下である。
本実施形態に係る樹脂組成物は、前記ボイド抑制成分の含有量が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し0.1質量部以上であることにより、ボイドを十分に減少させることができる。また、本実施形態に係る樹脂組成物は、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し1.5質量部以下であることにより、絶縁シート内に含有する前記ボイド抑制成分や、被着体に熱溶着された絶縁シート内に残存する前記ボイド抑制成分による絶縁シートの絶縁特性や放熱特性への悪影響を低減することができる。
本実施形態に係る樹脂組成物は、前記ボイド抑制成分の含有量が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し0.1質量部以上であることにより、ボイドを十分に減少させることができる。また、本実施形態に係る樹脂組成物は、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し1.5質量部以下であることにより、絶縁シート内に含有する前記ボイド抑制成分や、被着体に熱溶着された絶縁シート内に残存する前記ボイド抑制成分による絶縁シートの絶縁特性や放熱特性への悪影響を低減することができる。
前記硬化剤としては、上記エポキシ樹脂を硬化させるものであれば特に限定するものではないが、フェノール樹脂を用いることが好ましい。上記フェノール樹脂としては、特に限定するものではなく、ジシクロペンタジエン型フェノール樹脂、フェノールノボラック樹脂、クレゾールノボラック樹脂、フェノールアラルキル樹脂等が挙げられる。これらフェノール樹脂は単独で用いてもよいし2種以上併用してもよい。そして、これらフェノール樹脂としては、水酸基当量が70〜250であり、軟化点が50〜110℃であるものを用いることが好ましい。そして、上記エポキシ樹脂とフェノール樹脂との好適な組み合わせとしては、エポキシ樹脂としてクレゾールノボラック型エポキシ樹脂を用いる場合はフェノールノボラック樹脂を用いることが好ましく、エポキシ樹脂としてビフェニル型エポキシ樹脂を用いる場合はフェノールアラルキル樹脂、もしくはフェノールアラルキル樹脂中におけるメチレン基に挟まれた部分がビフェニル構造に置き換わったフェノール樹脂を用いることが好ましい。
前記エポキシ樹脂と前記硬化剤との配合割合は、硬化剤としてフェノール樹脂を用いた場合には、エポキシ樹脂を硬化させるに充分な量に設定することが好ましい。一般的には、エポキシ樹脂中のエポキシ基1当量に対して、フェノール樹脂中の水酸基の合計が0.7〜1.5当量となるように配合することが好ましい。より好ましくは0.9〜1.2当量である。
前記硬化促進剤としては、従来公知のものが用いられる。具体的には、有機リン系化合物、イミダゾール系化合物、ジアザビシクロアルケン系化合物等が挙げられる。
前記有機リン系化合物としては、テトラフェニルホスホニウム・テトラフェニルボレートやトリフェニルホスフィン等が挙げられる。
前記イミダゾール系化合物としては、フェニルイミダゾール等が挙げられる。
前記ジアザビシクロアルケン系化合物としては、1,8−ジアザビシクロ(5.4.0)ウンデセン−7、1,5−ジアザビシクロ(4.3.0)ノネン−5等が挙げられる。
これらは単独でもしくは2種以上併せて用いることができる。
前記有機リン系化合物としては、テトラフェニルホスホニウム・テトラフェニルボレートやトリフェニルホスフィン等が挙げられる。
前記イミダゾール系化合物としては、フェニルイミダゾール等が挙げられる。
前記ジアザビシクロアルケン系化合物としては、1,8−ジアザビシクロ(5.4.0)ウンデセン−7、1,5−ジアザビシクロ(4.3.0)ノネン−5等が挙げられる。
これらは単独でもしくは2種以上併せて用いることができる。
本実施形態に係る樹脂組成物は、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し、硬化促進剤を0.05質量部以上0.5質量部以下の割合で含有することが好ましい。
本実施形態に係る樹脂組成物は、必要に応じて、さらに、離型剤、低応力化剤、難燃剤、顔料、イオントラップ剤等を含有する。
前記離型剤としては、高級脂肪酸、高級脂肪酸エステル、高級脂肪酸カルシウム等の化合物が挙げられ、例えば、カルナバワックスやポリエチレン系ワックスが用いられ、これらは単独でもしくは2種以上併せて用いられる。
前記低応力化剤としては、ブタジエン系ゴム、シリコーン化合物等が挙げられる。該ブタジエン系ゴムとしては、アクリル酸メチル−ブタジエン−スチレン共重合体、メタクリル酸メチル−ブタジエン−スチレン共重合体等が挙げられる。
前記難燃剤としては、有機リン化合物、酸化アンチモン、水酸化アルミニウム、水酸化マグネシウム等が挙げられる。
前記顔料としては、カーボンブラック等が挙げられる。
前記イオントラップ剤としては、ハイドロタルサイト類、水酸化ビスマス等が挙げられる。
前記離型剤としては、高級脂肪酸、高級脂肪酸エステル、高級脂肪酸カルシウム等の化合物が挙げられ、例えば、カルナバワックスやポリエチレン系ワックスが用いられ、これらは単独でもしくは2種以上併せて用いられる。
前記低応力化剤としては、ブタジエン系ゴム、シリコーン化合物等が挙げられる。該ブタジエン系ゴムとしては、アクリル酸メチル−ブタジエン−スチレン共重合体、メタクリル酸メチル−ブタジエン−スチレン共重合体等が挙げられる。
前記難燃剤としては、有機リン化合物、酸化アンチモン、水酸化アルミニウム、水酸化マグネシウム等が挙げられる。
前記顔料としては、カーボンブラック等が挙げられる。
前記イオントラップ剤としては、ハイドロタルサイト類、水酸化ビスマス等が挙げられる。
本実施形態の樹脂組成物は、前記樹脂組成物を構成する材料を常法に準じて適宜配合し、ミキシングロール機等の混練機を用いて溶融混練して得られる。
本実施形態の絶縁シートは、上記のように構成されているので、以下の利点を有するものである。
即ち、本実施形態の樹脂組成物は、エポキシ樹脂及び無機充填剤と共に前記ボイド抑制成分を含有することにより、この絶縁シート用樹脂組成物から絶縁シートを作製する際に、絶縁シート内に生じるボイドを減少させることができると共に、該絶縁シートが被着体に熱溶着された際に被着体と絶縁シートの間に生じるボイドを減少させることができる。
また、本実施形態の樹脂組成物は、前記ボイド抑制成分の含有量が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し0.1質量部以上であることにより、ボイドを十分に減少させることができる。
また、本実施形態の樹脂組成物は、前記ボイド抑制成分の含有量が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し1.5質量部以下であることにより、絶縁シート内に含有する前記ボイド抑制成分や、被着体に熱溶着された絶縁シート内に残存する前記ボイド抑制成分による絶縁シートの絶縁特性や放熱特性への悪影響を低減することができる。
また、本実施形態の樹脂組成物は、前記ボイド抑制成分の含有量が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し0.1質量部以上であることにより、ボイドを十分に減少させることができる。
また、本実施形態の樹脂組成物は、前記ボイド抑制成分の含有量が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し1.5質量部以下であることにより、絶縁シート内に含有する前記ボイド抑制成分や、被着体に熱溶着された絶縁シート内に残存する前記ボイド抑制成分による絶縁シートの絶縁特性や放熱特性への悪影響を低減することができる。
次に、本実施形態の絶縁シートについて説明する。
本実施形態の絶縁シートは、基材と、本実施形態の絶縁シート用樹脂組成物を前記基材に塗布し、乾燥することにより形成された被膜たる絶縁層と、を備える。
前記基材の材質としては、特に限定されるものではなく、ポリエステル、ポリオレフィン、ポリイミドなどのプラスチック、銅、アルミニウム、ニッケルなどの金属等が挙げられる。なかでも、剥離性が良好で、外形加工性もよく、安価であるという点において、ポリエチレンテレフタレート(PET)が好ましい。前記基材の厚みとしては、通常、25〜188μmを例示できる。
前記基材としては、例えば、表面未処理の他、表面粗化処理、表面離型処理されたシート状のものを用いることができる。
前記基材としては、例えば、表面未処理の他、表面粗化処理、表面離型処理されたシート状のものを用いることができる。
また、本実施形態の絶縁シートは、絶縁層における前記エポキシ樹脂が、未硬化の状態、完全に硬化していない半硬化の状態になっている。
半硬化の状態としては、示差走査熱量測定(DSC)において、全く硬化させていない絶縁層の発熱量を100%として、発熱量が20〜85%の範囲であることが好ましい。この発熱量が20%以上であることにより、エポキシ樹脂を含む絶縁層と被着体との熱溶着による一体化がより容易にできるという利点があり、85%以下であることにより、樹脂シートと被着体との熱溶着の際に、エポキシ樹脂の滲み出しが生じ難くなるという利点がある。なお、示差走査熱量測定において、発熱量が低い値であるほど、エポキシ樹脂の硬化が進んでいることになる。
示差走査熱量測定は、例えば、測定装置としてパーキンエルマー社製「Pyris1」を用い、測定温度範囲を30〜300℃にし、昇温速度を10℃/分にして実施することができる。
半硬化の状態としては、示差走査熱量測定(DSC)において、全く硬化させていない絶縁層の発熱量を100%として、発熱量が20〜85%の範囲であることが好ましい。この発熱量が20%以上であることにより、エポキシ樹脂を含む絶縁層と被着体との熱溶着による一体化がより容易にできるという利点があり、85%以下であることにより、樹脂シートと被着体との熱溶着の際に、エポキシ樹脂の滲み出しが生じ難くなるという利点がある。なお、示差走査熱量測定において、発熱量が低い値であるほど、エポキシ樹脂の硬化が進んでいることになる。
示差走査熱量測定は、例えば、測定装置としてパーキンエルマー社製「Pyris1」を用い、測定温度範囲を30〜300℃にし、昇温速度を10℃/分にして実施することができる。
本実施形態の絶縁シートは、絶縁層が硬化することで、体積抵抗率が、好ましくは、1.0×1013Ωcm以上、より好ましくは1.0×1014〜1.0×1016Ωcmとなる。
なお、体積抵抗率は、JIS C 2139:2008に準じて測定した値を意味する。
なお、体積抵抗率は、JIS C 2139:2008に準じて測定した値を意味する。
本実施形態の半導体モジュールは、半導体素子と、本実施形態の絶縁シートの絶縁層を前記半導体素子に熱溶着させることにより形成された絶縁部と、を備える。
次に、実施例および比較例を挙げて本発明についてさらに具体的に説明する。
(実施例1)
下記の<樹脂組成物の配合>に示す配合にて樹脂組成物の材料をディスパーにて減圧下で混合することにより、樹脂組成物を得た。なお、下記の無機充填剤としての窒化ホウ素粉末と、カップリング剤としての3−グリシドキシプロピルトリメトキシシランとについては、他の材料と混合する前に、前もって窒化ホウ素粉末と3−グリシドキシプロピルトリメトキシシランとを混合させた。
<樹脂組成物の配合>
・エポキシ樹脂としてのトリスフェノールメタン型エポキシ樹脂(分子量:900) 100.0質量部
・硬化剤としてのキシリレンノボラック型フェノール樹脂(分子量:400〜900) 105.0質量部
・硬化促進剤としてのテトラフェニルホスホニウム・テトラフェニルボレート(平均粒子径:2μm) 2.04質量部
・無機充填剤としての窒化ホウ素粉末(平均粒子径:30μm) 360.2質量部
・無機充填剤としてのアルミナ粉末(平均粒子径:0.9μm) 279.2質量部
・無機充填剤としてのシリカ粉末 10.6質量部
・カップリング剤としての3−グリシドキシプロピルトリメトキシシラン 3.4質量部
・エポキシ樹脂を溶解可能な有機溶媒としてのメチルエチルケトン(沸点:79.5℃)275質量部
・高沸点有機溶媒としてのトルエン(沸点:110.63℃) 3質量部(エポキシ樹脂と無機充填剤との合計100質量部に対して0.40質量部)
下記の<樹脂組成物の配合>に示す配合にて樹脂組成物の材料をディスパーにて減圧下で混合することにより、樹脂組成物を得た。なお、下記の無機充填剤としての窒化ホウ素粉末と、カップリング剤としての3−グリシドキシプロピルトリメトキシシランとについては、他の材料と混合する前に、前もって窒化ホウ素粉末と3−グリシドキシプロピルトリメトキシシランとを混合させた。
<樹脂組成物の配合>
・エポキシ樹脂としてのトリスフェノールメタン型エポキシ樹脂(分子量:900) 100.0質量部
・硬化剤としてのキシリレンノボラック型フェノール樹脂(分子量:400〜900) 105.0質量部
・硬化促進剤としてのテトラフェニルホスホニウム・テトラフェニルボレート(平均粒子径:2μm) 2.04質量部
・無機充填剤としての窒化ホウ素粉末(平均粒子径:30μm) 360.2質量部
・無機充填剤としてのアルミナ粉末(平均粒子径:0.9μm) 279.2質量部
・無機充填剤としてのシリカ粉末 10.6質量部
・カップリング剤としての3−グリシドキシプロピルトリメトキシシラン 3.4質量部
・エポキシ樹脂を溶解可能な有機溶媒としてのメチルエチルケトン(沸点:79.5℃)275質量部
・高沸点有機溶媒としてのトルエン(沸点:110.63℃) 3質量部(エポキシ樹脂と無機充填剤との合計100質量部に対して0.40質量部)
基材たる銅箔(面積:2500cm2)に上記樹脂組成物(厚み:約400μm)を塗工して、絶縁シートを得た。
塗工方式としては、コーター方式、ロール トゥ ロールを採用し、乾燥条件としては、120℃で5分間とした。
塗工方式としては、コーター方式、ロール トゥ ロールを採用し、乾燥条件としては、120℃で5分間とした。
(実施例2)
高沸点有機溶媒として、トルエンの代わりにシクロペンタノン(沸点:130.6℃)を用い、エポキシ樹脂100質量部に対してシクロペンタノンを3質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:0.40質量部)用いたこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
高沸点有機溶媒として、トルエンの代わりにシクロペンタノン(沸点:130.6℃)を用い、エポキシ樹脂100質量部に対してシクロペンタノンを3質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:0.40質量部)用いたこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(実施例3)
高沸点有機溶媒として、トルエンの代わりにキシレン(沸点:139℃)を用い、エポキシ樹脂100質量部に対してシクロペンタノンを3質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:0.40質量部)用いたこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
高沸点有機溶媒として、トルエンの代わりにキシレン(沸点:139℃)を用い、エポキシ樹脂100質量部に対してシクロペンタノンを3質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:0.40質量部)用いたこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(実施例4)
エポキシ樹脂100質量部に対してシクロペンタノンを4質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:0.53質量部)用いたこと以外は、実施例2と同様にして、樹脂組成物、及び、絶縁シートを作製した。
エポキシ樹脂100質量部に対してシクロペンタノンを4質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:0.53質量部)用いたこと以外は、実施例2と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(実施例5)
エポキシ樹脂100質量部に対してシクロペンタノンを8質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:1.07質量部)用いたこと以外は、実施例2と同様にして、樹脂組成物、及び、絶縁シートを作製した。
エポキシ樹脂100質量部に対してシクロペンタノンを8質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:1.07質量部)用いたこと以外は、実施例2と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(実施例6)
高沸点有機溶媒としてのトルエンの代わりに、昇華性固体としてのナフタレンを用い、エポキシ樹脂100質量部に対してナフタレンを3質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する昇華性固体の量:0.40質量部)用いたこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
高沸点有機溶媒としてのトルエンの代わりに、昇華性固体としてのナフタレンを用い、エポキシ樹脂100質量部に対してナフタレンを3質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する昇華性固体の量:0.40質量部)用いたこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(実施例7)
高沸点有機溶媒としてのトルエンの代わりに、昇華性固体としてのp−ジクロロベンゼンを用い、エポキシ樹脂100質量部に対してp−ジクロロベンゼンを3質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する昇華性固体の量:0.40質量部)用いたこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
高沸点有機溶媒としてのトルエンの代わりに、昇華性固体としてのp−ジクロロベンゼンを用い、エポキシ樹脂100質量部に対してp−ジクロロベンゼンを3質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する昇華性固体の量:0.40質量部)用いたこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(実施例8)
高沸点有機溶媒としてのトルエンの代わりに、昇華性固体としてのアントラセンを用い、エポキシ樹脂100質量部に対してアントラセンを3質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する昇華性固体の量:0.40質量部)用いたこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
高沸点有機溶媒としてのトルエンの代わりに、昇華性固体としてのアントラセンを用い、エポキシ樹脂100質量部に対してアントラセンを3質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する昇華性固体の量:0.40質量部)用いたこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(比較例1)
エポキシ樹脂100質量部に対してトルエンを15質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:2.00質量部)用いたこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
エポキシ樹脂100質量部に対してトルエンを15質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:2.00質量部)用いたこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(比較例2)
エポキシ樹脂100質量部に対してシクロペンタノンを0.5質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:0.07質量部)用いたこと以外は、実施例2と同様にして、樹脂組成物、及び、絶縁シートを作製した。
エポキシ樹脂100質量部に対してシクロペンタノンを0.5質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:0.07質量部)用いたこと以外は、実施例2と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(比較例3)
エポキシ樹脂100質量部に対してシクロペンタノンを15質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:2.00質量部)用いたこと以外は、実施例2と同様にして、樹脂組成物、及び、絶縁シートを作製した。
エポキシ樹脂100質量部に対してシクロペンタノンを15質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する高沸点有機溶媒の量:2.00質量部)用いたこと以外は、実施例2と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(比較例4)
エポキシ樹脂100質量部に対してナフタレンを15質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する昇華性固体の量:2.00質量部)用いたこと以外は、実施例6と同様にして、樹脂組成物、及び、絶縁シートを作製した。
エポキシ樹脂100質量部に対してナフタレンを15質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する昇華性固体の量:2.00質量部)用いたこと以外は、実施例6と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(比較例5)
エポキシ樹脂100質量部に対してp−ジクロロベンゼンを20質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する昇華性固体の量:2.67質量部)用いたこと以外は、実施例7と同様にして、樹脂組成物、及び、絶縁シートを作製した。
エポキシ樹脂100質量部に対してp−ジクロロベンゼンを20質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する昇華性固体の量:2.67質量部)用いたこと以外は、実施例7と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(比較例6)
エポキシ樹脂100質量部に対してアントラセンを0.5質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する昇華性固体の量:0.07質量部)用いたこと以外は、実施例8と同様にして、樹脂組成物、及び、絶縁シートを作製した。
エポキシ樹脂100質量部に対してアントラセンを0.5質量部(エポキシ樹脂と無機充填剤との合計100質量部に対する昇華性固体の量:0.07質量部)用いたこと以外は、実施例8と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(比較例7)
トルエンを用いなかったこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
トルエンを用いなかったこと以外は、実施例1と同様にして、樹脂組成物、及び、絶縁シートを作製した。
(評価)
各種の評価を行った事例を示す。
まず、評価方法について説明する。
各種の評価を行った事例を示す。
まず、評価方法について説明する。
(比重)
絶縁シートの絶縁層側の面がアルミニウム板に接するように、絶縁シートとアルミニウム板を積層して積層体を得、その後、該積層体を熱プレスすることにより、アルミニウム板と、絶縁シートとを接着させて該絶縁シートに含有されているエポキシ樹脂を熱硬化させ、テストピースを作製した。
そして、テストピースの絶縁部を切り出し、この切り出した絶縁部(25mm×25mm×400μm)の比重を測定した。
比重は、JIS K7112:1999のA法(水中置換法)に準拠した方法により測定した。
絶縁シートの絶縁層側の面がアルミニウム板に接するように、絶縁シートとアルミニウム板を積層して積層体を得、その後、該積層体を熱プレスすることにより、アルミニウム板と、絶縁シートとを接着させて該絶縁シートに含有されているエポキシ樹脂を熱硬化させ、テストピースを作製した。
そして、テストピースの絶縁部を切り出し、この切り出した絶縁部(25mm×25mm×400μm)の比重を測定した。
比重は、JIS K7112:1999のA法(水中置換法)に準拠した方法により測定した。
(ボイドの個数)
絶縁シートの絶縁層側の面がアルミニウム板に接するように、絶縁シートとアルミニウム板を積層して積層体を得、その後、該積層体を熱プレスすることにより、アルミニウム板と、絶縁シートとを接着させて該絶縁シートに含有されているエポキシ樹脂を熱硬化させ、テストピースを作製した。
そして、テストピースを厚み方向にスライサーで2分割し、一の断面の絶縁部(250μm×250μm)を走査型電子顕微鏡(SEM)500倍で撮影し、一の断面の絶縁部におけるボイドの数を求めた。
なお、ボイドであるかどうかは、気泡の断面形状の中心を求め、その中心を通る直線距離で最も長い部分を計測して、この部分の実際の長さが10μm以上であるか否かで判断した。
絶縁シートの絶縁層側の面がアルミニウム板に接するように、絶縁シートとアルミニウム板を積層して積層体を得、その後、該積層体を熱プレスすることにより、アルミニウム板と、絶縁シートとを接着させて該絶縁シートに含有されているエポキシ樹脂を熱硬化させ、テストピースを作製した。
そして、テストピースを厚み方向にスライサーで2分割し、一の断面の絶縁部(250μm×250μm)を走査型電子顕微鏡(SEM)500倍で撮影し、一の断面の絶縁部におけるボイドの数を求めた。
なお、ボイドであるかどうかは、気泡の断面形状の中心を求め、その中心を通る直線距離で最も長い部分を計測して、この部分の実際の長さが10μm以上であるか否かで判断した。
(絶縁破壊電圧)
絶縁シートの絶縁層側の面がアルミニウム板に接するように、絶縁シートとアルミニウム板を積層して積層体を得、その後、該積層体を熱プレスすることにより、アルミニウム板と、絶縁シートとを接着させて該絶縁シートに含有されているエポキシ樹脂を熱硬化させ、テストピースを作製した。
絶縁破壊試験機を用いて、直径20mmの電極にこのテストピースを挿み空気中で一秒あたりの昇圧速度を1000V/秒(交流)とし、絶縁破壊(カットオフ電流25mA)が生じた際の電圧値を絶縁破壊電圧(BDV)として測定した。試験条件については、温度を23±2℃とし、湿度を50±5%とした。
絶縁シートの絶縁層側の面がアルミニウム板に接するように、絶縁シートとアルミニウム板を積層して積層体を得、その後、該積層体を熱プレスすることにより、アルミニウム板と、絶縁シートとを接着させて該絶縁シートに含有されているエポキシ樹脂を熱硬化させ、テストピースを作製した。
絶縁破壊試験機を用いて、直径20mmの電極にこのテストピースを挿み空気中で一秒あたりの昇圧速度を1000V/秒(交流)とし、絶縁破壊(カットオフ電流25mA)が生じた際の電圧値を絶縁破壊電圧(BDV)として測定した。試験条件については、温度を23±2℃とし、湿度を50±5%とした。
(ピール強度)
絶縁シートの絶縁層側の面がアルミニウム板に接するように、絶縁シートとアルミニウム板を積層して積層体を得、その後、該積層体を熱プレスすることにより、アルミニウム板と、絶縁シートとを接着させて該絶縁シートに含有されているエポキシ樹脂を熱硬化させ、テストピースを作製した。
このテストピースを用い、JIS C 6481−1996に基づく基材たる銅箔の引き剥がし強さ(90度ピール強度)の測定を実施した。
絶縁シートの絶縁層側の面がアルミニウム板に接するように、絶縁シートとアルミニウム板を積層して積層体を得、その後、該積層体を熱プレスすることにより、アルミニウム板と、絶縁シートとを接着させて該絶縁シートに含有されているエポキシ樹脂を熱硬化させ、テストピースを作製した。
このテストピースを用い、JIS C 6481−1996に基づく基材たる銅箔の引き剥がし強さ(90度ピール強度)の測定を実施した。
結果を表1、2に示す。
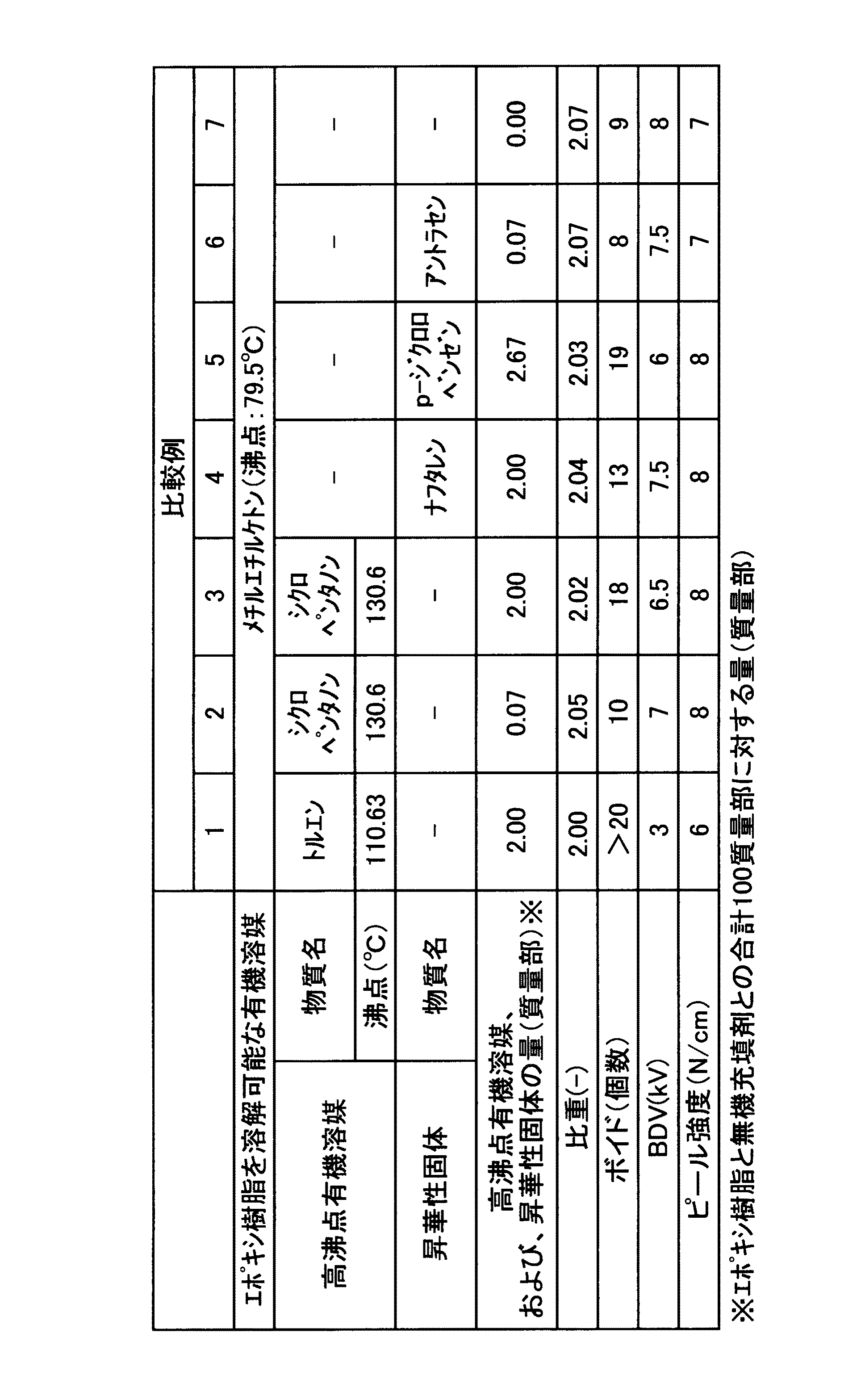
本発明の範囲内の樹脂組成物を用いて作製した実施例1〜8の絶縁シートは、比較例1〜7の絶縁シートに比べて、ボイドの個数が少なかった。
すなわち、本発明によれば、絶縁シートの作製時に絶縁シート内に混入するボイドや、被着体に熱溶着された際に被着体と絶縁シートとの間に生じるボイドを減少させることができる絶縁シート用樹脂組成物および絶縁シート、ならびにボイドが抑制された半導体モジュールを提供することができる。
また、本発明の範囲内の樹脂組成物を用いて作製した実施例1〜8の絶縁シートは、比較例1〜7の絶縁シートに比べて、BDV及びピール強度が高かった。
すなわち、本発明によれば、絶縁シートの作製時に絶縁シート内に混入するボイドや、被着体に熱溶着された際に被着体と絶縁シートとの間に生じるボイドを減少させることができる絶縁シート用樹脂組成物および絶縁シート、ならびにボイドが抑制された半導体モジュールを提供することができる。
また、本発明の範囲内の樹脂組成物を用いて作製した実施例1〜8の絶縁シートは、比較例1〜7の絶縁シートに比べて、BDV及びピール強度が高かった。
Claims (3)
- エポキシ樹脂と、無機充填剤と、前記エポキシ樹脂を溶解可能な有機溶媒とを含み、基材に塗布され、乾燥されて前記基材上に被膜を形成させるべく用いられ、前記被膜たる絶縁層を有する絶縁シートの形成に用いられる絶縁シート用樹脂組成物であって、
前記有機溶媒よりも沸点が高い高沸点有機溶媒、および、昇華性固体の少なくとも一方をさらに含み、
前記高沸点有機溶媒および前記昇華性固体の含有量の合計が、前記エポキシ樹脂と前記無機充填剤との合計100質量部に対し0.1質量部以上1.5質量部以下であることを特徴とする絶縁シート用樹脂組成物。 - 基材と、
請求項1に記載の絶縁シート用樹脂組成物を前記基材に塗布し、乾燥することにより形成された被膜たる絶縁層と、
を備えることを特徴とする絶縁シート。 - 半導体素子と、
請求項2に記載の絶縁シートの絶縁層を前記半導体素子に熱溶着させることにより形成された絶縁部と、
を備えることを特徴とする半導体モジュール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013221524A JP2015081339A (ja) | 2013-10-24 | 2013-10-24 | 絶縁シート用樹脂組成物および絶縁シート、ならびに半導体モジュール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013221524A JP2015081339A (ja) | 2013-10-24 | 2013-10-24 | 絶縁シート用樹脂組成物および絶縁シート、ならびに半導体モジュール |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015081339A true JP2015081339A (ja) | 2015-04-27 |
Family
ID=53012133
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013221524A Pending JP2015081339A (ja) | 2013-10-24 | 2013-10-24 | 絶縁シート用樹脂組成物および絶縁シート、ならびに半導体モジュール |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015081339A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021103783A (ja) * | 2016-10-19 | 2021-07-15 | 日東シンコー株式会社 | 半導体モジュール及び半導体モジュールの製造方法 |
| CN116574355A (zh) * | 2023-04-21 | 2023-08-11 | 江苏长远电缆有限公司 | 一种绝缘阻燃铜芯电缆及其制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10173097A (ja) * | 1996-10-09 | 1998-06-26 | Matsushita Electric Ind Co Ltd | 熱伝導基板用シート状物とその製造方法及びそれを用いた熱伝導基板とその製造方法 |
| JPH11168112A (ja) * | 1997-10-02 | 1999-06-22 | Matsushita Electric Ind Co Ltd | 半導体パッケージ及びその製造方法 |
| WO2013081061A1 (ja) * | 2011-11-29 | 2013-06-06 | 三菱化学株式会社 | 窒化ホウ素凝集粒子、該粒子を含有する組成物、及び該組成物からなる層を有する三次元集積回路 |
| WO2013100502A1 (ko) * | 2011-12-28 | 2013-07-04 | 주식회사 포스코 | Mccl용 절연 접착제 조성물, 이를 이용한 도장 금속판 및 그 제조방법 |
| JP2013145841A (ja) * | 2012-01-16 | 2013-07-25 | Mitsubishi Chemicals Corp | 三次元集積回路の層間充填層形成用塗布液、及び三次元集積回路の製造方法 |
| JP2013145840A (ja) * | 2012-01-16 | 2013-07-25 | Mitsubishi Chemicals Corp | 三次元集積回路の層間充填層形成用塗布液、及び三次元集積回路の製造方法 |
-
2013
- 2013-10-24 JP JP2013221524A patent/JP2015081339A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10173097A (ja) * | 1996-10-09 | 1998-06-26 | Matsushita Electric Ind Co Ltd | 熱伝導基板用シート状物とその製造方法及びそれを用いた熱伝導基板とその製造方法 |
| JPH11168112A (ja) * | 1997-10-02 | 1999-06-22 | Matsushita Electric Ind Co Ltd | 半導体パッケージ及びその製造方法 |
| WO2013081061A1 (ja) * | 2011-11-29 | 2013-06-06 | 三菱化学株式会社 | 窒化ホウ素凝集粒子、該粒子を含有する組成物、及び該組成物からなる層を有する三次元集積回路 |
| WO2013100502A1 (ko) * | 2011-12-28 | 2013-07-04 | 주식회사 포스코 | Mccl용 절연 접착제 조성물, 이를 이용한 도장 금속판 및 그 제조방법 |
| JP2013145841A (ja) * | 2012-01-16 | 2013-07-25 | Mitsubishi Chemicals Corp | 三次元集積回路の層間充填層形成用塗布液、及び三次元集積回路の製造方法 |
| JP2013145840A (ja) * | 2012-01-16 | 2013-07-25 | Mitsubishi Chemicals Corp | 三次元集積回路の層間充填層形成用塗布液、及び三次元集積回路の製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021103783A (ja) * | 2016-10-19 | 2021-07-15 | 日東シンコー株式会社 | 半導体モジュール及び半導体モジュールの製造方法 |
| JP7240432B2 (ja) | 2016-10-19 | 2023-03-15 | 日東シンコー株式会社 | 半導体モジュール及び半導体モジュールの製造方法 |
| CN116574355A (zh) * | 2023-04-21 | 2023-08-11 | 江苏长远电缆有限公司 | 一种绝缘阻燃铜芯电缆及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7073716B2 (ja) | 熱伝導性樹脂組成物、熱伝導性シートおよび半導体装置 | |
| TWI548692B (zh) | 樹脂組成物、樹脂片、附有金屬箔的樹脂片、樹脂硬化物片、結構體以及動力用或光源用半導體元件 | |
| JP2013189625A (ja) | 高熱伝導性樹脂硬化物、高熱伝導性半硬化樹脂フィルム及び高熱伝導性樹脂組成物 | |
| JP6656792B2 (ja) | 電子部品用液状樹脂組成物及び電子部品装置 | |
| JP2019006837A (ja) | 熱伝導性シート及び半導体モジュール | |
| JP2010116453A (ja) | フィルム状接着剤、それを用いた半導体パッケージ及びその製造方法 | |
| JP5681432B2 (ja) | エポキシ樹脂組成物及びそれを使用した半導体装置 | |
| CN105244334A (zh) | 热传导性片材、热传导性片材的固化物和半导体装置 | |
| KR101585271B1 (ko) | 반도체 밀봉용 에폭시 수지 조성물 및 이를 이용한 반도체 장치 | |
| TW201320260A (zh) | 積層體及功率半導體模組用零件之製造方法 | |
| JP2017098376A (ja) | 樹脂組成物、回路基板、発熱体搭載基板および回路基板の製造方法 | |
| JP5725559B2 (ja) | 液状導電性樹脂組成物及び電子部品 | |
| JP2018148124A (ja) | 封止シート、および半導体装置の製造方法 | |
| JP6106389B2 (ja) | 先設置型半導体封止用フィルム | |
| JP2015081339A (ja) | 絶縁シート用樹脂組成物および絶縁シート、ならびに半導体モジュール | |
| JP7005906B2 (ja) | 多層樹脂シート、多層樹脂シートの製造方法、多層樹脂シート硬化物、多層樹脂シート積層体、及び多層樹脂シート積層体硬化物 | |
| JPWO2013080732A1 (ja) | 一液型エポキシ樹脂組成物 | |
| JP6536882B2 (ja) | 樹脂組成物、硬化物及び熱伝導性材料 | |
| JP2014231536A (ja) | 樹脂組成物及び接着剤 | |
| KR20240017803A (ko) | 수지 시트, 적층체, 및 반도체 장치 | |
| TWI797222B (zh) | 密封組成物及半導體裝置 | |
| JP6021150B2 (ja) | 耐低温性樹脂組成物及びそれを用いた超電導線材 | |
| JP2012193284A (ja) | 液状エポキシ樹脂組成物 | |
| JP6540590B2 (ja) | 液状導電性樹脂組成物および電子部品 | |
| JP2009062413A (ja) | 接着剤組成物及びダイボンドフィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161024 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170728 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180202 |