JP2015032643A - 電子部品 - Google Patents
電子部品 Download PDFInfo
- Publication number
- JP2015032643A JP2015032643A JP2013159977A JP2013159977A JP2015032643A JP 2015032643 A JP2015032643 A JP 2015032643A JP 2013159977 A JP2013159977 A JP 2013159977A JP 2013159977 A JP2013159977 A JP 2013159977A JP 2015032643 A JP2015032643 A JP 2015032643A
- Authority
- JP
- Japan
- Prior art keywords
- magnetic material
- based magnetic
- core
- metal
- shaft portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000696 magnetic material Substances 0.000 claims abstract description 58
- 229910052751 metal Inorganic materials 0.000 claims abstract description 38
- 239000002184 metal Substances 0.000 claims abstract description 38
- 239000004020 conductor Substances 0.000 claims abstract description 21
- 229910045601 alloy Inorganic materials 0.000 claims description 49
- 239000000956 alloy Substances 0.000 claims description 49
- 239000006249 magnetic particle Substances 0.000 claims description 39
- 239000002245 particle Substances 0.000 claims description 29
- 238000011049 filling Methods 0.000 claims description 20
- 229920005989 resin Polymers 0.000 claims description 16
- 239000011347 resin Substances 0.000 claims description 16
- 229910052759 nickel Inorganic materials 0.000 claims description 6
- 229910052718 tin Inorganic materials 0.000 claims description 5
- 229910052709 silver Inorganic materials 0.000 claims description 3
- 238000007747 plating Methods 0.000 abstract description 12
- 230000035699 permeability Effects 0.000 abstract description 7
- 230000006872 improvement Effects 0.000 abstract description 3
- 230000010485 coping Effects 0.000 abstract 1
- 238000010438 heat treatment Methods 0.000 description 22
- 238000000465 moulding Methods 0.000 description 15
- 239000002994 raw material Substances 0.000 description 15
- 238000000034 method Methods 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 12
- 239000000463 material Substances 0.000 description 10
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 9
- 229910052760 oxygen Inorganic materials 0.000 description 9
- 239000001301 oxygen Substances 0.000 description 9
- 238000004804 winding Methods 0.000 description 9
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 7
- 239000000314 lubricant Substances 0.000 description 7
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 7
- 230000001590 oxidative effect Effects 0.000 description 5
- 239000011230 binding agent Substances 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 239000011651 chromium Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 239000003822 epoxy resin Substances 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 238000009413 insulation Methods 0.000 description 4
- 229920000647 polyepoxide Polymers 0.000 description 4
- 229910000679 solder Inorganic materials 0.000 description 4
- 229910000859 α-Fe Inorganic materials 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000000227 grinding Methods 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000005245 sintering Methods 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 229910002796 Si–Al Inorganic materials 0.000 description 2
- 229910008458 Si—Cr Inorganic materials 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000000889 atomisation Methods 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- -1 for example Substances 0.000 description 2
- 229910001004 magnetic alloy Inorganic materials 0.000 description 2
- 239000002923 metal particle Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000001878 scanning electron micrograph Methods 0.000 description 2
- 238000005979 thermal decomposition reaction Methods 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- VBICKXHEKHSIBG-UHFFFAOYSA-N 1-monostearoylglycerol Chemical compound CCCCCCCCCCCCCCCCCC(=O)OCC(O)CO VBICKXHEKHSIBG-UHFFFAOYSA-N 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- DCXXMTOCNZCJGO-UHFFFAOYSA-N Glycerol trioctadecanoate Natural products CCCCCCCCCCCCCCCCCC(=O)OCC(OC(=O)CCCCCCCCCCCCCCCCC)COC(=O)CCCCCCCCCCCCCCCCC DCXXMTOCNZCJGO-UHFFFAOYSA-N 0.000 description 1
- 229910001030 Iron–nickel alloy Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 229910007933 Si-M Inorganic materials 0.000 description 1
- 229910008318 Si—M Inorganic materials 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 1
- 239000008116 calcium stearate Substances 0.000 description 1
- 235000013539 calcium stearate Nutrition 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 230000005389 magnetism Effects 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 125000002467 phosphate group Chemical class [H]OP(=O)(O[H])O[*] 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/29—Terminals; Tapping arrangements for signal inductances
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/33—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials mixtures of metallic and non-metallic particles; metallic particles having oxide skin
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/04—Fixed inductances of the signal type with magnetic core
- H01F17/045—Fixed inductances of the signal type with magnetic core with core of cylindric geometry and coil wound along its longitudinal axis, i.e. rod or drum core
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/02—Casings
- H01F27/022—Encapsulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
- H01F27/255—Magnetic cores made from particles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2823—Wires
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/29—Terminals; Tapping arrangements for signal inductances
- H01F27/292—Surface mounted devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/02—Contact members
- H01R13/03—Contact members characterised by the material, e.g. plating, or coating materials
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical & Material Sciences (AREA)
- Dispersion Chemistry (AREA)
- Coils Or Transformers For Communication (AREA)
- Soft Magnetic Materials (AREA)
Abstract
【課題】透磁率のさらなる向上と、端子電極のめっき性向上との両立を図り、小型化・高周波化に対応し得るコアをもつ電子部品を提供する。
【解決手段】軸部11と、軸部11の端部に形成され、軸部11とともにコアを構成するツバ部12と、軸部11に巻回させてなるコイル状の導体と、ツバ部12に形成され、導体の端部と電気的に接続されてなる電極端子と、を備え、軸部11とツバ部12とは金属系磁性材料からなり、軸部11の方がツバ部12より金属系磁性材料が密に充填されてなる、電子部品。
【選択図】図1
【解決手段】軸部11と、軸部11の端部に形成され、軸部11とともにコアを構成するツバ部12と、軸部11に巻回させてなるコイル状の導体と、ツバ部12に形成され、導体の端部と電気的に接続されてなる電極端子と、を備え、軸部11とツバ部12とは金属系磁性材料からなり、軸部11の方がツバ部12より金属系磁性材料が密に充填されてなる、電子部品。
【選択図】図1
Description
本発明はコアとコアの軸部に巻回させてなるコイル状の導体とを備える、いわゆるインダクタンス部品等といった電子部品に関する。
インダクタ、チョークコイル、トランス等といったコイル部品(所謂、インダクタンス部品)は、磁性材料と、前記磁性材料の内部または表面に形成されたコイルとを有している。電源向けのコイル部品としては、電流特性の良さから磁性体に巻線を施したものが代表的に挙げられる。特に、飽和特性を重視する場合には金属系磁性材料が用いられるようになっている。そして、機器の高性能化に伴い、この部品においても電流特性だけでなく、小型化や高周波化の対応が求められている。
例えば特許文献1には、電気的特性及び信頼性を向上させつつ、回路基板上への良好な高密度実装や低背実装が可能な小型の電子部品として、基材に巻回された被覆導線と、フィラーを含む樹脂材料からなり、被覆導線部の外周を被覆する外装樹脂部と、を備える電子部品が開示されている。
ここで、コイル部品を単純に小型化しようとすると、コイルを包む磁性体の厚みも薄くなってしまう。これは実効透磁率を低下させる原因となる。また、高周波化に対応しようとすると、磁性材料の損失を抑えるため絶縁性を高くしたり、または小粒径の磁性材料を使ったりすることが考えられる。しかしこれらの方策では、いずれも材料透磁率を下げてしまうデメリットがある。このように、小型化、高周波化を進める際に生じてしまう、実効透磁率や材料透磁率の低下を補うことが必要である。
別の課題として、小型化するために端子電極をコアに直付けする場合、めっき伸びの課題が生じることが分かった。これは、磁性材料の高充填化や小粒径化が進むことで、磁性体の表面の粗さ(粒子間の間隔の大きさ)が少なくなることから生じるものである。このため、小型化と高周波化に対応するためには、高い充填率でありながら、めっき伸びしないコアが必要となっている。
これらのことを考慮し、小型化・高周波化に対応し得るコアをもつ電子部品の提供を課題とする。
本発明者らが鋭意検討した結果、以下のような本発明を完成した。
(1)軸部と、軸部の端部に形成され、軸部とともにコアを構成するツバ部と、軸部に巻回させてなるコイル状の導体と、ツバ部に形成され、導体の端部と電気的に接続されてなる電極端子と、を備え、軸部とツバ部とは金属系磁性材料からなり、軸部の方がツバ部より金属系磁性材料が密に充填されてなる、電子部品。
(2)ツバ部における金属系磁性材料の充填率aおよび軸部における金属系磁性材料の充填率bおよびについて、a/bが0.9〜0.97である(1)の電子部品。
(3)コアがドラム型コアであるかT型コアである(1)又は(2)の電子部品。
(4)金属系磁性材料は合金系磁性粒子が多数集積してなり、隣接する前記合金系磁性粒子同士はそれぞれの粒子表面近傍に形成された酸化被膜どうしの結合を主に介して集積している、(1)〜(3)のいずれかの電子部品。
(5)さらに、コイル状の導体の外側に外装部材を備え、外装部材は有機樹脂と金属系磁性材料とを含有し、外装部材に含まれる金属系磁性材料は軸部及びツバ部を構成する金属系磁性材料と同種であっても異種であってもよい、(1)〜(4)のいずれかの電子部品。
(6)電極端子はAg、Ni及びSnを含有する(1)〜(5)のいずれかの電子部品。
(1)軸部と、軸部の端部に形成され、軸部とともにコアを構成するツバ部と、軸部に巻回させてなるコイル状の導体と、ツバ部に形成され、導体の端部と電気的に接続されてなる電極端子と、を備え、軸部とツバ部とは金属系磁性材料からなり、軸部の方がツバ部より金属系磁性材料が密に充填されてなる、電子部品。
(2)ツバ部における金属系磁性材料の充填率aおよび軸部における金属系磁性材料の充填率bおよびについて、a/bが0.9〜0.97である(1)の電子部品。
(3)コアがドラム型コアであるかT型コアである(1)又は(2)の電子部品。
(4)金属系磁性材料は合金系磁性粒子が多数集積してなり、隣接する前記合金系磁性粒子同士はそれぞれの粒子表面近傍に形成された酸化被膜どうしの結合を主に介して集積している、(1)〜(3)のいずれかの電子部品。
(5)さらに、コイル状の導体の外側に外装部材を備え、外装部材は有機樹脂と金属系磁性材料とを含有し、外装部材に含まれる金属系磁性材料は軸部及びツバ部を構成する金属系磁性材料と同種であっても異種であってもよい、(1)〜(4)のいずれかの電子部品。
(6)電極端子はAg、Ni及びSnを含有する(1)〜(5)のいずれかの電子部品。
本発明によれば、高透磁率かつ端子電極におけるめっき性の良好な電子部品が提供される。具体的には、金属系磁性材料でもめっき伸びが解消されることで直付け電極が形成できるようになり、大電流で、小型で低背の部品を得ることができる。好適態様では、合金系磁性粒子の表面には酸化被膜が形成され、これによって粒子間を結合し、コア強度を得ることができる。このため、合金系磁性材料の粒径にも左右されることなく、必要な周波数に対応できるようになる。特に、小粒径の合金系磁性材料を用いることで、今後の高周波化にも応えることができる。
図面を適宜参照しながら本発明を詳述する。但し、本発明は図示された態様に限定されるわけでなく、また、図面においては発明の特徴的な部分を強調して表現することがあるので、図面各部において縮尺の正確性は必ずしも担保されていない。
本発明の電子部品はコアとコアの軸部に巻回されたコイル状の導体とを備え、通常はインダクタンス部品、コイル部品などと呼ばれるものである。
本発明の電子部品はコアとコアの軸部に巻回されたコイル状の導体とを備え、通常はインダクタンス部品、コイル部品などと呼ばれるものである。
図1は本発明の実施態様におけるコアの模式図である。同図(A)は平面図であり、同図(B)及び同図(C)は側面図であり、同図(D)は軸部の断面図(X−X’断面図)である。コアは軸部11とツバ部12とを有する。軸部11はコイル状の導体(図示せず)を巻回させ得る領域を備えていれば形状は特に限定されず、好ましくは、円筒状や角柱状などといった、一方向に長軸を有する立体形状である。ツバ部12は軸部11とは異なる形状を呈し、軸部11の少なくとも1つの端部に形成され、好ましくは図示されるように、軸部11の両端部にそれぞれ1つずつ形成される。ツバ部12の少なくとも一つには、電極端子(図示せず)が設けられる。電極端子は後述するコイル状の導体の端部と電気的に接続され、通常は、電極端子を介して本発明の部品の外部と、上述のコイル状の導体との道通が図られる。
図2〜3も本発明の実施態様におけるコアの模式図である。これらの図面における(A)〜(D)の意味は図1の場合と同じである。図2に示される形態では軸部11は長軸の中心部分において幅広の構造を呈している。図3に示される形態では軸部11は円柱状である。コアの形状は、柱状の軸部の片端のみにツバ部を設けたT型コアや、柱状の軸部の両端にツバ部を設けたドラムコアと呼ばれる形態のものが好ましく、前記形態においては、ツバ部12が薄い薄型コアの製造が容易であり、低背化に有利である。その他、コアの具体的な形状については、従来技術を適宜援用することができる。
軸部11とツバ部12とは金属系磁性材料からなる。金属系磁性材料は、酸化されていない金属部分において磁性が発現するように構成されてなる材料であり、例えば、酸化されていない金属粒子や合金粒子の周囲に酸化物等を設けて適宜絶縁化してそれらの粒子からなる成形体であってもよい。軸部11の金属系磁性材料およびツバ部1の金属系磁性材料は同種であってもよいし、異種であってもよい。好適には、金属系磁性材料は、酸化されていない合金粒子を絶縁化して集積させてなる成形体であり、そのような成形体の詳細については後述する。
ここで、ツバ部12における金属系磁性材料の充填率をaとし、軸部11における金属系磁性材料の充填率をbとする。本発明によれば、a/b<1であり、すなわち、軸部11の方がツバ部12よりも金属系磁性材料が密に充填されている。a/bは好ましくは0.9〜0.97である。これにより、高いインダクタンスとツバ部12における良好なめっき性とが両立する。より詳細には、ツバ部12においては金属系磁性材料の充填率を相対的に低くすることにより、電極端子を形成する際のめっきが良好に形成される。他方、軸部11においては金属系磁性材料が密に充填されることにより、電子部品全体としてのインダクタンスの向上を図ることもできる。ここで、軸部11とツバ部12を同種の金属系磁性材料で構成する場合には、各部の密度(g/cm3)が充填率に相当する。
このように、軸部11とツバ部12とで充填率を調節することは従来のフェライト材料によるコアでは極めて困難であった。従来のようにフェライトを用いて、コア内の各部にて充填率に差を設けると、熱処理において収縮の差を生じ、変形やクラック等が生じるからである。特に、ツバ部が薄いコアではツバ部が変形するなどの不具合が生じる。このため、フェライトを用いる場合には充填率の調整はできなかった。熱処理時の収縮が少ない合金系磁性材料を用いることによって初めて成し得たことである。また、フェライトでは焼結時の収縮により変形をおこしやすく、特に薄いものは変形による強度低下や寸法精度の悪化などがあった。他方、合金系磁性材料では焼結には至らない範囲で熱処理することで、収縮やそれに起因する変形を極めて小さくすることができる。このため、例えば厚みが0.25mm以下などのような薄いツバ部を持つコアを得ることも可能である。また、必要に応じて、樹脂を含浸させてもよい。そのことによって強度を補うことができ、衝撃に対応できるようになる。好ましくは軸部11とツバ部12とは成形した後に同時に熱処理に供することで得られる。
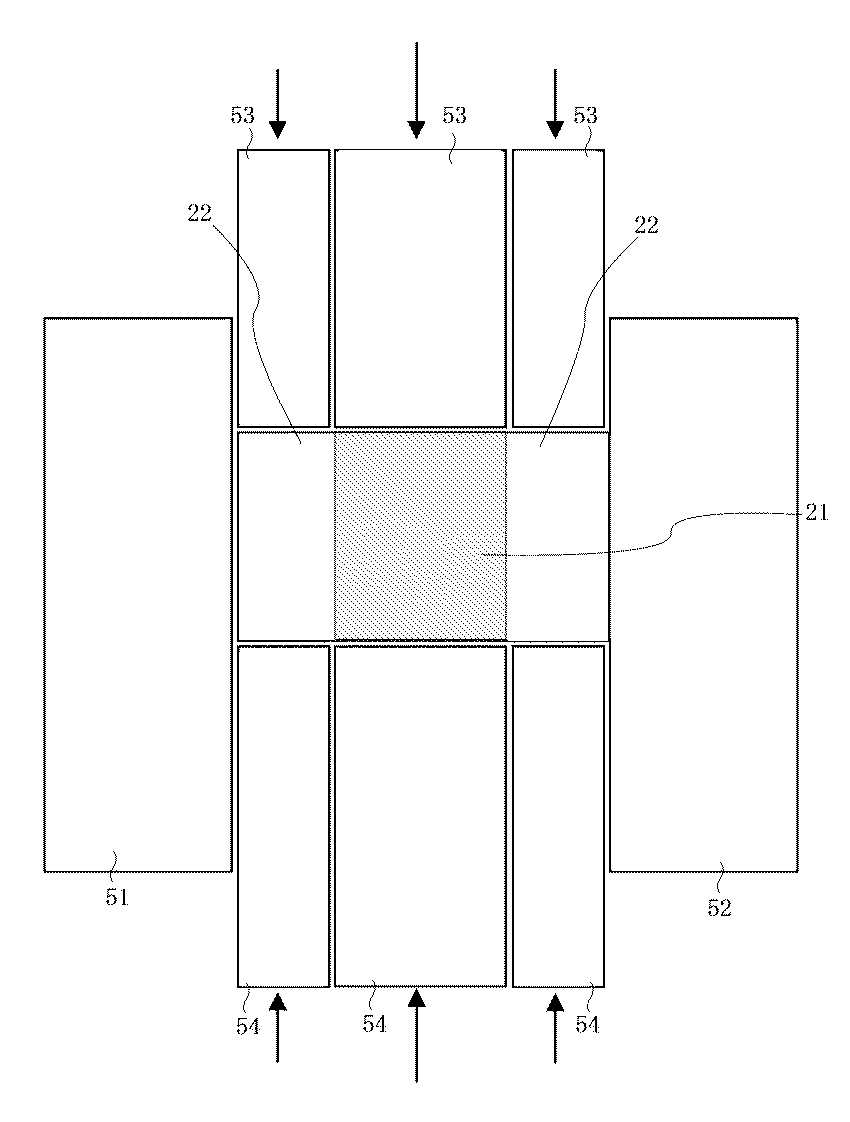
このように軸部11とツバ部12とで金属系磁性材料の充填率を変える手法の一つとして、ひとつは成形時にコア形状を形成してしまう方法がある。これは、コアの軸部11とツバ部12のそれぞれの部分に相当するように分割した金型で成形する方法である。図4は当該方法の模式的な説明図である。原料となる粉末を圧縮してコアの形状を作ろうとする様子が描写されている。軸部に相当する部位21とツバ部に相当する部位22とを金型ダイス51、52およびパンチ53、54にて圧縮成形することにより、コアの形状をかたち造ることができる。このとき、軸部に相当する部位21およびツバ部に相当する部位22に用いる合金系磁性粒子の量や圧縮量を調節することにより、軸部11およびツバ部12の充填率を調節することができる。
別の手法として、成形後に研削加工してコア形状を形成する方法が挙げられる。この方法でも、成形時にコアの軸部とツバ部のそれぞれの部分に相当するように分割した金型で成形する。この後に、巻線される部分を研削加工して、必要なコア形状を得ることができる。図5は当該方法の模式的な説明図である。合金系磁性粒子の粉末を圧縮してコアの形状を作ろうとする様子が描写されている。軸部に相当する部位21とツバ部に相当する部位22とを金型ダイス51、52およびパンチ53、54にて圧縮成形する。このときには、必ずしもコアの形状をかたち造ることを要さず、例えば円筒状などといった、単純な形状に圧縮してもよい。このとき、軸部に相当する部位21およびツバ部に相当する部位22に用いる合金系磁性粒子の量や圧縮量を調節することにより、軸部11およびツバ部12の充填率を調節することができる。しかる後に、研削を行うことによって、所望の形状のコアをかたち造ることができる。
好適には、金属系磁性材料は多数の合金系磁性粒子からなる成形体である。このような成形体は、微視的には、もともとは独立していた多数の合金系磁性粒子どうしが結合してなる集合体として把握され、個々の合金系磁性粒子はその周囲の少なくとも一部、好ましくは概ね全体にわたって酸化被膜が形成されていて、この酸化被膜により成形体の絶縁性が確保される。隣接する合金系磁性粒子どうしは、主として、それぞれの合金系磁性粒子の周囲にある酸化被膜どうしが結合することにより、一定の形状を有する成形体を構成することができる。部分的には、隣接する合金系磁性粒子の金属部分どうしの結合が存在していてもよい。酸化被膜は好ましくは合金系磁性粒子を構成する合金自身が酸化したものである。
合金系磁性粒子は好ましくはFe−Si−M系軟磁性合金からなる。ここで、MはFeより酸化し易い金属元素であり、典型的には、Cr(クロム)、Al(アルミニウム)、Ti(チタン)などが挙げられ、好ましくは、CrまたはAlである。
軟磁性合金がFe−Cr−M系合金である場合において、SiおよびM以外の残部は不可避不純物を除いて、鉄であることが好ましい。Fe、SiおよびM以外に含まれていてもよい金属としては、マグネシウム、カルシウム、チタン、マンガン、コバルト、ニッケル、銅などが挙げられ、非金属としてはリン、硫黄、カーボンなどが挙げられる。
金属系磁性材料(成形体)は、好ましくは合金系磁性粒子を成形して熱処理を施すことにより製造される。その際に、好適には、原料となる合金系磁性粒子そのものが有していた酸化被膜のみならず、原料の合金系磁性粒子においては金属の形態であった部分の一部が酸化して酸化被膜を形成するように熱処理が施される。このように、酸化被膜は合金系磁性粒子の主として表面部分が酸化してなるものである。好適態様では、合金系磁性粒子が酸化してなる酸化物以外の酸化物、例えば、シリカやリン酸化合物等は、金属系磁性材料には含まれない。
成形体を構成する個々の合金系磁性粒子にはその周囲に酸化被膜が形成されている。酸化被膜は成形体を形成する前の原料粒子の段階で形成されていてもよいし、原料粒子の段階では酸化被膜が存在しないか極めて少なく、成形過程において酸化被膜を生成させてもよい。酸化被膜の存在は、走査型電子顕微鏡(SEM)による3000倍程度の撮影像においてコントラスト(明度)の違いとして認識することができる。酸化被膜の存在により金属系磁性材料全体としての絶縁性が担保される。また、温度や湿度による劣化等を抑制することができ、環境の影響を小さくすることができる。これにより、高温下での使用が可能となり、信頼性の高い部品を得ることができる。
金属系磁性材料においては合金系磁性粒子どうしの結合は主として酸化被膜どうしの結合である。酸化被膜どうしの結合の存在は、例えば、約3000倍に拡大したSEM観察像などにおいて、隣接する合金系磁性粒子が有する酸化被膜が同一相であることを視認することなどで、明確に判断することができる。酸化被膜どうしの結合の存在により、機械的強度と絶縁性の向上が図られる。成形体全体にわたり、隣接する合金系磁性粒子が有する酸化被膜どうしが結合していることが好ましいが、一部でも結合していれば、相応の機械的強度と絶縁性の向上が図られ、そのような形態も本発明の一態様であるといえる。好適には、成形体に含まれる合金系磁性粒子の数と同数またはそれ以上の、酸化被膜どうしの結合が存在する。また、後述するように、部分的には、酸化被膜どうしの結合を介さずに、合金系磁性粒子どうしの結合が存在していてもよい。さらに、隣接する合金系磁性粒子が、酸化被膜どうしの結合も、合金系磁性粒子どうしの結合もいずれも存在せず単に物理的に接触又は接近するに過ぎない形態が部分的にあってもよい。
酸化被膜どうしの結合を生じさせるためには、例えば、成形体の製造の際に酸素が存在する雰囲気下(例、空気中)で後述する所定の温度にて熱処理を加えることなどが挙げられる。
金属系磁性材料(成形体)において、酸化被膜どうしの結合のみならず、合金系磁性粒子どうしの結合が存在してもよい。上述の酸化被膜どうしの結合の場合と同様に、例えば、約3000倍に拡大したSEM観察像などにおいて、隣接する合金系磁性粒子どうしが同一相を保ちつつ結合点を有することを視認することなどにより、合金系磁性粒子どうしの結合の存在を明確に判断することができる。合金系磁性粒子どうしの結合の存在により透磁率のさらなる向上が図られる。
合金系磁性粒子どうしの結合を生成させるためには、例えば、原料粒子として酸化被膜が少ない粒子を用いたり、成形体を製造するための熱処理において温度や酸素分圧を後述するように調節したり、原料粒子から成形体を得る際の成形密度を調節することなどが挙げられる。熱処理における温度については合金系磁性粒子どうしが結合し、かつ、酸化物が生成しにくい程度を提案することができる。具体的な好適温度範囲については後述する。酸素分圧については、例えば、空気中における酸素分圧でもよく、酸素分圧が低いほど酸化物が生成しにくく、結果的に合金系磁性粒子どうしの結合が生じやすい。
原料粒子は例えばアトマイズ法で製造される粒子が挙げられる。上述のとおり、成形体には、好ましくは、酸化被膜を介した結合が存在することから、原料粒子には酸化被膜が存在することが好ましい。そのような原料粒子の入手にあたっては、合金粒子製造の公知の方法を採用してもよいし、例えば、エプソンアトミックス(株)社製PF−20F、日本アトマイズ加工(株)社製SFR−FeSiAlなどとして市販されているものを用いることもできる。
原料粒子から成形体を得る方法については特に限定なく、粒子成形体製造における公知の手段を適宜取り入れることができる。以下、典型的な製造方法として原料粒子を非加熱条件下で成形した後に加熱処理に供する方法を説明する。本発明ではこの製法に限定されない。
原料粒子を非加熱条件下で成形する際には、バインダーとして有機樹脂を加えることが好ましい。有機樹脂としては熱分解温度が500℃以下であるPVA樹脂、ブチラール樹脂、ビニル樹脂などからなるものを用いることが、熱処理後にバインダーが残りにくくなる点で好ましい。成形の際には、公知の潤滑剤を加えてもよい。潤滑剤としては、有機酸塩などが挙げられ、具体的にはステアリン酸亜鉛、ステアリン酸カルシウムなどが挙げられる。潤滑剤の量は原料粒子100重量部に対して好ましくは0〜1.5重量部であり、より好ましくは0.1〜1.0重量部であり、さらに好ましくは0.15〜0.45重量部であり、特に好ましくは0.15〜0.25重量部である。潤滑剤の量がゼロとは、潤滑剤を使用しないことを意味する。原料粒子に対して任意的にバインダー及び/又は潤滑剤を加えて攪拌した後に、所望の形状に成形する。成形の際には例えば2〜20ton/cm2の圧力をかけることなどや、成形温度を例えば20〜120℃にすることなどが挙げられる。成形の際に、軸部に相当する部位21に高い圧力をかけ、ツバ部に相当する部位22に低い圧力をかけること、などにより、軸部11とツバ部12の充填率を調節することができる。
熱処理の好ましい態様について説明する。
熱処理は酸化雰囲気下で行うことが好ましい。より具体的には、加熱中の酸素濃度は好ましくは1%以上であり、これにより、酸化被膜どうしの結合および金属どうしの結合が両方とも生成しやすくなる。酸素濃度の上限は特に定められるものではないが、製造コスト等を考慮して空気中の酸素濃度(約21%)を挙げることができる。加熱温度については、酸化被膜を生成して酸化被膜どうしの結合を生成させやすくする観点からは好ましくは600℃以上であり、酸化を適度に抑制して金属どうしの結合の存在を維持して透磁率を高める観点からは好ましくは900℃以下である。加熱温度はより好ましくは700〜800℃である。酸化被膜どうしの結合および金属どうしの結合を両方とも生成させやすくする観点からは、加熱時間は好ましくは0.5〜3時間である。酸化被膜を介した結合および金属粒子どうしの結合が生じるメカニズムは、例えば600℃程度より高温域における、いわゆるセラミックスの焼結と似たようなメカニズムであると考察される。すなわち、本発明者らの新知見によれば、この熱処理においては、(A)酸化被膜が十分に酸化雰囲気に接するとともに金属元素が合金系磁性粒子から随時供給されることにより酸化被膜自体が成長すること、ならびに、(B)隣接する酸化被膜どうしが直接接して酸化被膜を構成する物質が相互拡散すること、が重要である。よって、600℃以上の高温域において残存し得る熱硬化性樹脂やシリコーンなどは熱処理の際に実質的に存在しないことが好ましい。
熱処理は酸化雰囲気下で行うことが好ましい。より具体的には、加熱中の酸素濃度は好ましくは1%以上であり、これにより、酸化被膜どうしの結合および金属どうしの結合が両方とも生成しやすくなる。酸素濃度の上限は特に定められるものではないが、製造コスト等を考慮して空気中の酸素濃度(約21%)を挙げることができる。加熱温度については、酸化被膜を生成して酸化被膜どうしの結合を生成させやすくする観点からは好ましくは600℃以上であり、酸化を適度に抑制して金属どうしの結合の存在を維持して透磁率を高める観点からは好ましくは900℃以下である。加熱温度はより好ましくは700〜800℃である。酸化被膜どうしの結合および金属どうしの結合を両方とも生成させやすくする観点からは、加熱時間は好ましくは0.5〜3時間である。酸化被膜を介した結合および金属粒子どうしの結合が生じるメカニズムは、例えば600℃程度より高温域における、いわゆるセラミックスの焼結と似たようなメカニズムであると考察される。すなわち、本発明者らの新知見によれば、この熱処理においては、(A)酸化被膜が十分に酸化雰囲気に接するとともに金属元素が合金系磁性粒子から随時供給されることにより酸化被膜自体が成長すること、ならびに、(B)隣接する酸化被膜どうしが直接接して酸化被膜を構成する物質が相互拡散すること、が重要である。よって、600℃以上の高温域において残存し得る熱硬化性樹脂やシリコーンなどは熱処理の際に実質的に存在しないことが好ましい。
このような金属系磁性材料をコアとして用いて、その軸部11の周囲に絶縁被覆導線を巻くことで、コイル状の導体を得る。また、端子電極をツバ部12に形成する。端子電極はコイル状の導体の端部と電気的に接続し、本発明の電子部品外との接続点として利用することができる。端子電極の形態や製造法は特に限定なく、好適にはめっきを用いて形成され、より好ましくはAg、Ni及びSnを含有する。例えば、Agペーストをツバ部12に塗布、焼付けして下地を形成した後に、Ni、Snめっきを施し、この上に半田ペーストを塗布し、次いで、前記半田を溶融させ、コイル状の導体の端部を埋め込み、巻線と端子電極を電気的に接合させることができる。金属系磁性材料から電子部品を得る手段については、電子部品の分野における公知の製造手法を適宜取り入れることができる。
好ましくは、コイル状の導体の外側に外装部材が備えられる。外装部材は好ましくは有機樹脂と金属系磁性材料とを含有する。外装部材の存在により磁束のシールド性が上がる。よって、磁束漏れの影響を受けやすい電源回路では外装部材の存在が重要である。外装部材の形成は、磁性材料入りのエポキシ樹脂をディスペンサによりコアツバ内面部に塗布し、これを数回に分けて行うことで、樹脂が巻線を覆うように形成され、この後熱硬化させることなどにより行われる。外装部材用の金属系磁性材料は、軸部11やツバ部12のための金属系磁性材料と同種であってもよいし、異種であってもよく、例えば、合金系のFe−Si−Cr、Fe−Si−Al、Fe−Ni、非晶質系のFe―Si−Cr−B−C、Fe−Si−B−C、またはFe、またはこれらの混合させた材料などが挙げられ、平均粒径として2〜30μmが好ましく、外装部材に占める金属系磁性材料の重量比は50〜96wt%が好ましい。外装部材用の有機樹脂は特に限定なく、例えば、エポキシ樹脂、フェノール樹脂、ポリエステル樹脂などが非限定的に例示される。
以下、実施例により本発明をより具体的に説明する。ただし、本発明はこれらの実施例に記載された態様に限定されるわけではない。
以下の要領でパワー系インダクタを製造した。
コアサイズ:1.6×1.0×1.0mmのドラムコア
ツバ厚:0.25mm
軸径:φ0.5mm(研削コア)
巻線:φ0.1mm
周回数3.5ターン
端子電極:Agペースト、Niめっき、Snめっき
外装樹脂:エポキシ樹脂10wt%、磁性材料90wt%
コアサイズ:1.6×1.0×1.0mmのドラムコア
ツバ厚:0.25mm
軸径:φ0.5mm(研削コア)
巻線:φ0.1mm
周回数3.5ターン
端子電極:Agペースト、Niめっき、Snめっき
外装樹脂:エポキシ樹脂10wt%、磁性材料90wt%
表1記載の粒子径(D50)をもつ合金系磁性粒子100重量部を、熱分解温度が300℃であるPVAバインダー1.5重量部とともに撹拌混合し、潤滑剤として0.2重量部のステアリン酸Znを添加した。その後、軸部とツバ部用の金型で、それぞれの密度に合わせて充填し、圧縮量を調整することで、密度を調節した。軸部とツバ部とで合金系磁性粒子の充填率を変えて金型を操作して成形し、21%の酸素濃度である酸化雰囲気中750℃にて1時間熱処理を行い、粒子成形体を得た。このとき、熱処理では収縮はほとんど起こらず、成形時の密度を設定することで容易に密度を変えたコアを得ることができた。端子電極はツバ部に形成した。Agペーストをツバ部に塗布し、焼付けして下地を形成し、その後に、Ni、Snめっきを施し、この上に半田ペーストを塗布した。次に、被膜付き銅線を使い、軸部の外周に巻線することによりコイル状の導体を得た。この後、端子電極の半田を溶融させ、個々の巻線の両端部を埋め込み、巻線と端子電極を接合した。更に、この後に、外装部材を形成した。外装部材の磁性材料は、D50が20μmのアモルファス(FeSiCrBC)と、D50が5μmのアモルファス(FeSiCrBC)を、重量比75:25で混合したものである。この磁性材料入りのエポキシ樹脂をディスペンサによりツバ部の内面部に塗布し、これを数回に分けて行うことで、樹脂が巻線を覆うように形成した。この後樹脂を熱硬化させることにより外装部材を得た。
(評価)
・充填率の評価:定容積膨張法により、ツバ部と軸部のそれぞれの試料を必要量となるように集めて密度を測定した。今回の試料ではツバ部と軸部とは同種材料であるから、密度比が充填率の比に相当する。
・めっき性評価:端部からの電極長さ(e寸)0.3mmに対し、0.35mm以上になったものを×の評価とし、それ以外を○の評価とした。
・インダクタンス評価:巻線3.5t品をLCRメータ(4285)により1[MHz]で測定した。
・充填率の評価:定容積膨張法により、ツバ部と軸部のそれぞれの試料を必要量となるように集めて密度を測定した。今回の試料ではツバ部と軸部とは同種材料であるから、密度比が充填率の比に相当する。
・めっき性評価:端部からの電極長さ(e寸)0.3mmに対し、0.35mm以上になったものを×の評価とし、それ以外を○の評価とした。
・インダクタンス評価:巻線3.5t品をLCRメータ(4285)により1[MHz]で測定した。
各試料の製造条件および測定結果を表1にまとめる。表中、Fe−Si−Crはアトマイズ法で製造されたCr4.5wt%、Si3.5wt%、残部Feの組成を持つ材料であり、酸化被膜を介した結合の存在をSEM像によって確認した。Fe−Si−Alはアトマイズ法で製造されたAl5.5wt%、Si9.7wt%、残部Feの組成を持つ材料であり、酸化被膜を介した結合の存在を3000倍のSEM像によって確認した。
11:軸部、12:ツバ部、51・52:金型ダイス、53・54:パンチ
Claims (6)
- 軸部と、
前記軸部の端部に形成され、軸部とともにコアを構成するツバ部と、
前記軸部に巻回させてなるコイル状の導体と、
前記ツバ部に形成され、前記導体の端部と電気的に接続されてなる電極端子と、
を備え、
前記軸部と前記ツバ部とは金属系磁性材料からなり、
前記軸部の方が前記ツバ部より金属系磁性材料が密に充填されてなる、
電子部品。 - 前記ツバ部における金属系磁性材料の充填率aおよび前記軸部における金属系磁性材料の充填率bについて、a/bが0.9〜0.97である請求項1記載の電子部品。
- 前記コアがドラム型コアであるかT型コアである請求項1又は2記載の電子部品。
- 前記金属系磁性材料は合金系磁性粒子が多数集積してなり、隣接する前記合金系磁性粒子同士はそれぞれの粒子表面近傍に形成された酸化被膜どうしの結合を主に介して集積している、請求項1〜3のいずれか1項に記載の電子部品。
- さらに、前記コイル状の導体の外側に外装部材を備え、前記外装部材は有機樹脂と金属系磁性材料とを含有し、外装部材に含まれる金属系磁性材料は前記軸部及びツバ部を構成する金属系磁性材料と同種であっても異種であってもよい、請求項1〜4のいずれか1項に記載の電子部品。
- 前記電極端子はAg、Ni及びSnを含有する請求項1〜5のいずれか1項に記載の電子部品。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013159977A JP2015032643A (ja) | 2013-07-31 | 2013-07-31 | 電子部品 |
| TW103125172A TWI540602B (zh) | 2013-07-31 | 2014-07-22 | 電子零件 |
| US14/446,245 US9460843B2 (en) | 2013-07-31 | 2014-07-29 | Electronic component |
| CN201710846029.5A CN107452466B (zh) | 2013-07-31 | 2014-07-31 | 电子零件 |
| CN201410373393.0A CN104347230B (zh) | 2013-07-31 | 2014-07-31 | 电子零件 |
| US15/256,330 US9984811B2 (en) | 2013-07-31 | 2016-09-02 | Electronic component |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013159977A JP2015032643A (ja) | 2013-07-31 | 2013-07-31 | 電子部品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015032643A true JP2015032643A (ja) | 2015-02-16 |
Family
ID=52427134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013159977A Pending JP2015032643A (ja) | 2013-07-31 | 2013-07-31 | 電子部品 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US9460843B2 (ja) |
| JP (1) | JP2015032643A (ja) |
| CN (2) | CN107452466B (ja) |
| TW (1) | TWI540602B (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018174219A (ja) * | 2017-03-31 | 2018-11-08 | 太陽誘電株式会社 | コモンモードチョークコイル及びその製造方法、回路基板。 |
| JP2019140245A (ja) * | 2018-02-09 | 2019-08-22 | 太陽誘電株式会社 | コイル部品及び電子機器 |
| JP2020057656A (ja) * | 2018-09-28 | 2020-04-09 | 太陽誘電株式会社 | コイル部品及び電子機器 |
| JP2020174127A (ja) * | 2019-04-10 | 2020-10-22 | Tdk株式会社 | インダクタ素子 |
| JP2021012920A (ja) * | 2019-07-04 | 2021-02-04 | 株式会社村田製作所 | インダクタ部品 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016010098A1 (ja) * | 2014-07-16 | 2016-01-21 | 日立金属株式会社 | 磁心、磁心の製造方法およびコイル部品 |
| KR20160126751A (ko) * | 2015-04-24 | 2016-11-02 | 삼성전기주식회사 | 코일 전자부품 및 그 제조방법 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04350914A (ja) * | 1991-05-28 | 1992-12-04 | Hitachi Ferrite Ltd | ドラム型フェライトコアの製造方法 |
| JPH11251150A (ja) * | 1998-02-27 | 1999-09-17 | Kyocera Corp | ドラムコア及びこれを用いた巻線型インダクタ |
| JP3456454B2 (ja) * | 1999-09-30 | 2003-10-14 | 株式会社村田製作所 | ワイヤを有する電子部品 |
| JP2002013990A (ja) * | 2000-06-30 | 2002-01-18 | Tokyo Shiyouketsu Kinzoku Kk | 非接触式変位センサー用磁心 |
| JP3654251B2 (ja) * | 2002-01-22 | 2005-06-02 | 松下電器産業株式会社 | コイル部品 |
| WO2002084676A1 (fr) | 2001-04-13 | 2002-10-24 | Mitsui Chemicals, Inc. | Noyau magnetique et composition de resine adhesive a utilisation de noyau magnetique |
| JP4224039B2 (ja) * | 2005-05-25 | 2009-02-12 | スミダコーポレーション株式会社 | 磁性素子 |
| JP4781223B2 (ja) * | 2005-12-22 | 2011-09-28 | スミダコーポレーション株式会社 | インダクタンス素子 |
| KR100686711B1 (ko) * | 2005-12-28 | 2007-02-26 | 주식회사 이수 | 표면실장형 파워 인덕터 |
| TWI277107B (en) * | 2006-01-11 | 2007-03-21 | Delta Electronics Inc | Embedded inductor structure and manufacturing method thereof |
| JP4777100B2 (ja) * | 2006-02-08 | 2011-09-21 | 太陽誘電株式会社 | 巻線型コイル部品 |
| JP2007220788A (ja) * | 2006-02-15 | 2007-08-30 | Mitsumi Electric Co Ltd | 面実装チョークコイル |
| JP2009004670A (ja) * | 2007-06-25 | 2009-01-08 | Nec Tokin Corp | ドラム型インダクタとその製造方法 |
| JPWO2009028247A1 (ja) * | 2007-08-31 | 2010-11-25 | スミダコーポレーション株式会社 | コイル部品及びそのコイル部品の製造方法 |
| JP2009064896A (ja) * | 2007-09-05 | 2009-03-26 | Taiyo Yuden Co Ltd | 巻線型電子部品 |
| TWI405225B (zh) * | 2008-02-22 | 2013-08-11 | Cyntec Co Ltd | 扼流線圈 |
| JP2009283598A (ja) * | 2008-05-21 | 2009-12-03 | Murata Mfg Co Ltd | 積層電子部品およびその製造方法 |
| JP4924689B2 (ja) * | 2008-10-27 | 2012-04-25 | 日立金属株式会社 | フェライト研削体、フェライト磁心、製造方法、研削方法及び装置 |
| US9208937B2 (en) * | 2009-02-27 | 2015-12-08 | Cyntec Co., Ltd. | Choke having a core with a pillar having a non-circular and non-rectangular cross section |
| JP5650928B2 (ja) * | 2009-06-30 | 2015-01-07 | 住友電気工業株式会社 | 軟磁性材料、成形体、圧粉磁心、電磁部品、軟磁性材料の製造方法および圧粉磁心の製造方法 |
| CN102349120B (zh) * | 2009-09-03 | 2013-10-09 | 松下电器产业株式会社 | 线圈部件及其制造方法 |
| JP2012238840A (ja) * | 2011-04-27 | 2012-12-06 | Taiyo Yuden Co Ltd | 積層インダクタ |
| JP5769549B2 (ja) | 2011-08-25 | 2015-08-26 | 太陽誘電株式会社 | 電子部品及びその製造方法 |
| TWI466144B (zh) * | 2011-12-20 | 2014-12-21 | Cyntec Co Ltd | 扼流器 |
| JP6159512B2 (ja) * | 2012-07-04 | 2017-07-05 | 太陽誘電株式会社 | インダクタ |
| CN203092723U (zh) * | 2013-01-25 | 2013-07-31 | 昆山尼赛拉电子器材有限公司 | Fer型铁氧体磁芯成型上模的改良结构 |
-
2013
- 2013-07-31 JP JP2013159977A patent/JP2015032643A/ja active Pending
-
2014
- 2014-07-22 TW TW103125172A patent/TWI540602B/zh active
- 2014-07-29 US US14/446,245 patent/US9460843B2/en active Active
- 2014-07-31 CN CN201710846029.5A patent/CN107452466B/zh active Active
- 2014-07-31 CN CN201410373393.0A patent/CN104347230B/zh active Active
-
2016
- 2016-09-02 US US15/256,330 patent/US9984811B2/en active Active
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018174219A (ja) * | 2017-03-31 | 2018-11-08 | 太陽誘電株式会社 | コモンモードチョークコイル及びその製造方法、回路基板。 |
| US10867736B2 (en) | 2017-03-31 | 2020-12-15 | Taiyo Yuden Co., Ltd. | Common mode choke coil, method for manufacturing the same, and circuit board |
| US11640869B2 (en) | 2017-03-31 | 2023-05-02 | Taiyo Yuden Co., Ltd. | Bonding structure of a sheet core and a pair of flange parts of a coil component |
| JP2019140245A (ja) * | 2018-02-09 | 2019-08-22 | 太陽誘電株式会社 | コイル部品及び電子機器 |
| JP7148247B2 (ja) | 2018-02-09 | 2022-10-05 | 太陽誘電株式会社 | コイル部品及び電子機器 |
| JP2020057656A (ja) * | 2018-09-28 | 2020-04-09 | 太陽誘電株式会社 | コイル部品及び電子機器 |
| US11670442B2 (en) | 2018-09-28 | 2023-06-06 | Taiyo Yuden Co., Ltd. | Coil component and electronic device |
| JP2020174127A (ja) * | 2019-04-10 | 2020-10-22 | Tdk株式会社 | インダクタ素子 |
| JP7338213B2 (ja) | 2019-04-10 | 2023-09-05 | Tdk株式会社 | インダクタ素子 |
| JP2021012920A (ja) * | 2019-07-04 | 2021-02-04 | 株式会社村田製作所 | インダクタ部品 |
| JP7147699B2 (ja) | 2019-07-04 | 2022-10-05 | 株式会社村田製作所 | インダクタ部品 |
| US11972887B2 (en) | 2019-07-04 | 2024-04-30 | Murata Manufacturing Co., Ltd. | Inductor component |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI540602B (zh) | 2016-07-01 |
| TW201523656A (zh) | 2015-06-16 |
| CN107452466B (zh) | 2020-11-27 |
| CN104347230A (zh) | 2015-02-11 |
| CN107452466A (zh) | 2017-12-08 |
| CN104347230B (zh) | 2017-10-24 |
| US20150035635A1 (en) | 2015-02-05 |
| US9984811B2 (en) | 2018-05-29 |
| US9460843B2 (en) | 2016-10-04 |
| US20160372260A1 (en) | 2016-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5650928B2 (ja) | 軟磁性材料、成形体、圧粉磁心、電磁部品、軟磁性材料の製造方法および圧粉磁心の製造方法 | |
| JP6260508B2 (ja) | 圧粉磁心 | |
| JP4099340B2 (ja) | コイル封入圧粉磁芯の製造方法 | |
| TWI544503B (zh) | 磁心的製造方法 | |
| JP2015032643A (ja) | 電子部品 | |
| JP5974803B2 (ja) | 軟磁性合金粉末、圧粉体、圧粉磁芯および磁性素子 | |
| JP6365670B2 (ja) | 磁心、磁心の製造方法およびコイル部品 | |
| JP2020095988A (ja) | 圧粉磁心 | |
| JP6471881B2 (ja) | 磁心およびコイル部品 | |
| CN106537527A (zh) | 磁芯的制造方法、磁芯以及使用该磁芯的线圈部件 | |
| JP6326207B2 (ja) | 磁性体およびそれを用いた電子部品 | |
| JP2010272604A (ja) | 軟磁性粉末及びそれを用いた圧粉磁芯、インダクタ並びにその製造方法 | |
| JP2019201155A (ja) | 圧粉磁芯およびインダクタ素子 | |
| JP6460505B2 (ja) | 圧粉磁心の製造方法 | |
| JP6471882B2 (ja) | 磁心およびコイル部品 | |
| JP6663138B2 (ja) | 端子付き圧粉磁心およびその製造方法 | |
| TWI591659B (zh) | Dust core, electrical and electronic components and electrical and electronic machinery | |
| TWI591658B (zh) | Dust core, electrical and electronic components and electrical and electronic machinery | |
| JP2019201154A (ja) | 圧粉磁芯およびインダクタ素子 | |
| JP2006019706A (ja) | コイル封入圧粉磁芯の製造方法およびコイル封入圧粉磁芯 | |
| JP2007254814A (ja) | Fe−Ni系軟磁性合金粉末、圧粉体、コイル封入圧粉磁芯 | |
| JP2024118237A (ja) | 圧粉コア、インダクタ、および電子・電気機器 | |
| WO2017221475A1 (ja) | 磁性粉末、粉末混合体、圧粉コア、圧粉コアの製造方法、インダクタ、および電子・電気機器 |