JP2009248506A - 化粧シート及び化粧材 - Google Patents
化粧シート及び化粧材 Download PDFInfo
- Publication number
- JP2009248506A JP2009248506A JP2008101456A JP2008101456A JP2009248506A JP 2009248506 A JP2009248506 A JP 2009248506A JP 2008101456 A JP2008101456 A JP 2008101456A JP 2008101456 A JP2008101456 A JP 2008101456A JP 2009248506 A JP2009248506 A JP 2009248506A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- decorative
- decorative sheet
- resin
- transparent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Laminated Bodies (AREA)
Abstract
【課題】基板の上に透明性を有する絵柄模様層、透明樹脂層を少なくともこの順に設けてなる化粧シートにおいて、黴の発生を抑制した化粧シートおよび化粧材を提供する。
【解決手段】木材基板5の上に、絵柄模様層7、透明樹脂層8を少なくともこの順に設けてなる化粧シートにおいて、前記透明樹脂層の水蒸気透過率が60.0g/(m2・24h)(測定方法はJIS−K−7129−1992に準じる)以上であり、前記透明樹脂層の樹脂がポリ乳酸からなる。
【選択図】図1
【解決手段】木材基板5の上に、絵柄模様層7、透明樹脂層8を少なくともこの順に設けてなる化粧シートにおいて、前記透明樹脂層の水蒸気透過率が60.0g/(m2・24h)(測定方法はJIS−K−7129−1992に準じる)以上であり、前記透明樹脂層の樹脂がポリ乳酸からなる。
【選択図】図1
Description
本発明は、建築用材料・屋内消費財用材料に使用する化粧材であり、特に木材基板のもつエンボス(導管凹凸模様)や照り感を生かしつつ意匠性を向上させ、更に透湿性の高い透明樹脂層を用いた化粧シート及びそのシートを積層した化粧材に関する。
従来、内装や家具の表面材として使用される化粧板としては、基材の表面に木材単板を貼り合わせた突板化粧板が広く用いられてきた。しかし近年、天然資源、特に桜、楢、チーク、ウォールナット等の広葉樹材の枯渇により、これらを用いた突板化粧板の代替として、合板・MDF(Medium Density Fiberboard)等の基材にこれらの模様を印刷した化粧シートを貼り合わせた化粧板が多く使用されている。
しかしこの方法では、本来木材が有するいわゆる照り感、木質感や導管形状の表現性に限界があった。そこで照り感、木質感を表現する方法として、比較的入手のしやすい針葉樹材を薄く平坦にした木材基板の上に、裏面に広葉樹材の木目模様を印刷した透明ポリオレフィン系樹脂からなる化粧シートを貼り合わせることにより、本来木材が有するいわゆる照り感や木質感を反映した意匠性に優れた化粧材とする方法が考えられた。
しかし、上記のような化粧材を壁面に施工するとき、化粧材を鋼板に接着してからフックを取り付け施工すると、化粧板の表面の化粧シートと鋼板に挟まれるため、木質基材に由来する水分や水性エマルジョン接着剤の水分が乾燥しにくくなる。すると木質基材に黴が生えることがあった。
特許第3672636号公報
特開2007−16091号公報
本発明はこれらの問題点を解決するためになされたものであり、すなわちその課題とするところは、木材基板の上に透明性を有する絵柄模様層、透明樹脂層を少なくともこの順に設けてなる化粧シートにおいて、黴の発生を抑制した化粧シートおよび化粧材を提供することにある。
本発明はこの課題を解決したものであり、すなわちその請求項1記載の発明は、木材基板の上に、絵柄模様層、透明樹脂層を少なくともこの順に設けてなる化粧シートにおいて、前記透明樹脂層の水蒸気透過率が60.0g/(m2・24h)(測定方法はJIS−K−7129−1992に準じる)以上であることを特徴とする化粧シートである。
また、請求項2記載の発明は前記透明樹脂層の樹脂がポリ乳酸からなることを特徴とする請求項1に記載の化粧シートである。
また、請求項3記載の発明は、前記木材基板と絵柄模様層の間に、乾燥後に透明性を有する水性エマルジョン接着剤からなる接着剤層を設けてなることを特徴とする請求項1または2のいずれかに記載の化粧シートである。
また、請求項4記載の発明は、化粧材基材の上に、水性接着剤層、不織布、水性接着剤層を少なくともこの順に設けてなり、その上に請求項1〜3のいずれか記載の化粧シートを設けてなることを特徴とする化粧材である。
本発明により、化粧材を壁面に施工するとき、化粧材を鋼板に接着してからフックを取り付け施工しても、化粧板の表面の化粧シートと鋼板に挟まれた、木質基材に由来する水分や水性エマルジョン接着剤の水分が化粧シートを透過して蒸発する。よって木質基材に黴が生えることがないという効果が得られる。
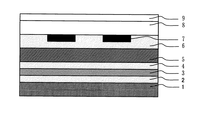
以下、本発明を図面に基づき詳細に説明する。図1に本発明の化粧シート及び化粧材の一実施例の断面の構造を示す。化粧材基材1、接着剤層A2、不織布3、接着剤層B4、木材基板5、接着剤層C6、絵柄模様層7、透明樹脂層8、そして適宜設ける表面保護層9が、この順に積層されてなる。
本発明における化粧材基材1としては、特に限定するものではないが、その目的とするところから不燃性を有するものであることが好適である。具体的には厚み6〜12mm程度の珪酸カルシウム板、厚み9〜12.5mmの石膏ボード、厚み3〜28mmの火山性ガラス質複層基材、厚み0.8〜1.2mmの鋼板、窯業系セメント板等が使用可能である。なお、厚みは上記以外でも使用できる。なお、図示しないが、アルカリ留めとしてウレタン樹脂シーラーを乾燥後の塗布量で5から30g/m2程度塗工、乾燥しておくのが望ましい。
接着剤層A2は、前記化粧材基材1と後述する不織布3の層間を接着する。乾燥後に透明になるウレタン変性エチレン・酢酸ビニル重合体の水性エマルジョン接着剤(固形分54重量%、粘度10,000mPa・S程度)や、2液ウレタン樹脂系水性エマルジョンや酢酸ビニル樹脂系水性エマルジョン、1液湿気硬化型ウレタン系ホットメルト樹脂、エポキシ樹脂接着剤、アクリル樹脂粘着剤等が接着力の点で好適である。乾燥後の塗布量は10〜120g/m2程度が望ましい。
不織布3としては、ビニロン繊維製の米坪量10〜60g程度のものが好ましい。この不織布3は後述する木材基板5の割れを防ぎ、取り扱いを容易にする役目をもつ。
接着剤層B4は、前記不織布3と後述する木材基板5の層間を接着するものであり、接着剤層A2と同様の物、塗布量で使える。
本発明における木材基板5としては、その表面の模様が化粧材として好適となるものであれば良く、後述する絵柄模様層7と重ね合わせることで効果のある導管模様に乏しい広葉樹材を使用することが出来るが、針葉樹材からなるものであっても良いし、不法伐採されていない、植林にて生産したアユース樹種等からなる人工突板でも良い。具体的には厚み0.3mm程度にスライスした植林にて生産した樹種アユース(アフリカ産 トリプロチトン属アオギリ科)の突板や他の樹種の針葉樹、ローズウッド等も使える。また、人工突板も使うことができる。
接着剤層C6は、前記木材基板と透明樹脂層8の層間を接着するものであり、接着剤層A2、接着剤層B4と同様の物、塗布量で使える。
絵柄模様層7としては、2液ウレタン樹脂バインダー(マトリックス)に顔料などを添加したインキが好適に用いられるが、特にこれに限定するものではなく、積層する各層との接着性等を考慮して適宜選択すればよい。絵柄模様層7は表面側から前記木材基板の表面の意匠との兼ね合いで意匠性を向上させるのを目的とするものであり、全体にわたり透視可能な色合いを有するものや、部分的に透明な部分と不透明な部分を設けることなどにより目的を達成することができるものであるが、特に限定するものではなく、意匠性を向上させることができるものであればよい。
透明樹脂層8としては、水蒸気透過率が60.0g/(m2・24h)(測定方法はJIS−K−7129−1992に準じる)以上となるように樹脂、添加剤、層厚を調整してなる。水蒸気透過率が10g/m2・24h程度であれば耐水、耐湿性の化粧シートと同等であり、40g/(m2・24h)程度であっても水性接着剤等の水分の蒸発の実現は困難である。コスト対効果を考えれば上限は300g/(m2・24h)程度が好適な範囲である。層厚としては10〜120μm程度が好適であり、最も好ましくは20〜90μmである。
透明樹脂層8に用いる樹脂としては特に限定しないが、近年の環境対応から屋内消費財用材料用途などにあっては、植物由来のポリ乳酸(Poly Lactic Acid)樹脂が好ましい。ポリ乳酸樹脂の他、その物性や植物由来性に影響を与えない範囲で他のバイオマス材料や生分解性樹脂、着色剤、酸化防止剤、紫外線吸収剤、熱安定剤、可塑剤、滑剤、帯電防止剤、難燃剤、充填剤、加水分解抑止剤、核剤など従来公知の各種の添加剤の1種以上を添加しても良い。
バイオマス材料や生分解性樹脂は耐熱性向上の為に適宜添加されるものであり、具体的には、ポリヒドロキシブチレート系、ポリブチレンサクシネート系、ポリブチレンサクシネート系、ポリカプロラクトン系、酢酸セルロース系、ポリエステルアミド系、酢酸ビニル系、デンプン系のものから適宜選択が可能で、単一でも複数種の混合でも構わない。
紫外線吸収剤としては、ベンゾトリアゾール系、トリアジン系、ベンゾイミン系などが挙げられる。また、適宜、ヒンダードアミンやヒンダードフェノール系の光安定剤などを添加しても良い。これにより、本発明の植物由来化粧シート貼り化粧材に耐候性が付与される。
透明樹脂層8の上には、その上に適宜設ける表面保護層9との接着性を向上させるために酸変性、特にマレイン酸変性したポリエチレン樹脂やポリプロピレン樹脂などの接着性樹脂層(図示せず)を適宜設けても良い。この接着性樹脂層は、透明植物由来樹脂基材8と共押出成形などで設けるのが好適であるが、特にこの方法に限定するものではない。
適宜設ける表面保護層9としては、各種表面物性を強化するために適宜設けることができ、具体的には2液ウレタン樹脂、紫外線硬化型樹脂、電子線硬化型樹脂などが使用可能である。また、紫外線吸収剤、光開始剤等の添加剤を適宜添加してもよい。
木材基板5として縦横300mm、厚み0.3mmにスライスした植林にて生産した樹種アユース(アフリカ産 トリプロチトン属(アオギリ科))の突板を用いた。
不織布3としてビニロン繊維(米坪量30g)を用い、この両面に乾燥後に透明になるウレタン変性エチレン・酢酸ビニル重合体の水性エマルジョン接着剤(固形分 54重量%、粘度10,000mPa・S)を、乾燥前60g/m2として塗布して接着剤層A2と接着剤層B4とした。その後、接着剤層B4側を木材基板5の裏面と貼り合せた。
不織布3としてビニロン繊維(米坪量30g)を用い、この両面に乾燥後に透明になるウレタン変性エチレン・酢酸ビニル重合体の水性エマルジョン接着剤(固形分 54重量%、粘度10,000mPa・S)を、乾燥前60g/m2として塗布して接着剤層A2と接着剤層B4とした。その後、接着剤層B4側を木材基板5の裏面と貼り合せた。
透明樹脂層8として、厚み20μmのポリ乳酸樹脂フィルム(東セロ(株)製「パルグリーンLC」)を用いた。この水蒸気透過率は250.0g/(m2・24h)(測定方法はJIS−K−7129−1992に準じる)であった。
前記透明樹脂層8の両面にコロナ処理を施したあと、その表面側に、2液硬化型ウレタン系トップコート剤100重量部にシリコーン樹脂系發液剤0.5重量部を配合したものをグラビアコート法にて乾燥後の塗布量が3g/m2になるように施し、乾燥、硬化させて表面保護層9とした。
そして、前記透明樹脂層8の裏面側に、透明性インキにてグラビア印刷法により木目柄を形成して絵柄模様層7とした。
そして、前記透明樹脂層8の裏面側に、透明性インキにてグラビア印刷法により木目柄を形成して絵柄模様層7とした。
そして、前記木材基板5の表面側に、ウレタン変性エチレン・酢酸ビニル重合体の水性エマルジョン接着剤(固形分 54重量%、粘度10,000mPa・S)を乾燥前60g/m2として塗布して接着剤層C6として設け、これと前記透明樹脂層8の前記絵柄模様層7を設けた側とを貼り合せ、化粧シートを得た。
化粧材基材1として厚み6mmの市販の珪酸カルシウム板を用い、図示しないがこの表面に目止め剤として水性ウレタン樹脂シーラーを乾燥後の塗布量が10g/m2になるように塗布した。この表面と前記化粧シートの接着剤層A2とを貼り合わせ、全体を30〜50℃でプレス機を用いて圧締し(40N/cm2)、化粧材を得た。
<比較例1>
前記透明樹脂層8として、2軸延伸ポリプロピレン樹脂(水蒸気透過率は10.0g/(m2・24h)(測定方法はJIS−K−7129−1992に準じる)であった。)を用いた以外は実施例1と同様にして化粧シート、化粧材を得た。
前記透明樹脂層8として、2軸延伸ポリプロピレン樹脂(水蒸気透過率は10.0g/(m2・24h)(測定方法はJIS−K−7129−1992に準じる)であった。)を用いた以外は実施例1と同様にして化粧シート、化粧材を得た。
<性能評価・結果>
実施例1、比較例1を厚み0.5mmの亜鉛メッキ鋼板に塗布量20g/m2の2液エポキシ樹脂接着剤にて積層した。その後、40℃90%RH(相対湿度)の恒温恒湿槽に1ヶ月放置した所、実施例1では黴は生えなかったが、比較例1では黴がはえた。
実施例1、比較例1を厚み0.5mmの亜鉛メッキ鋼板に塗布量20g/m2の2液エポキシ樹脂接着剤にて積層した。その後、40℃90%RH(相対湿度)の恒温恒湿槽に1ヶ月放置した所、実施例1では黴は生えなかったが、比較例1では黴がはえた。
建築用材料・屋内消費財用材料に使用する化粧材であり、特に木材基板のもつエンボス(導管凹凸模様)や照り感を生かしつつ意匠性を向上させ、更に透湿性の高い植物由来材料を使用した化粧シート及びそのシートを積層した化粧材として利用可能である。
1…化粧材基材
2…接着剤層A
3…不織布
4…接着剤層B
5…木材基板
6…接着剤層C
7…絵柄模様層
8…透明樹脂層
9…表面保護層
2…接着剤層A
3…不織布
4…接着剤層B
5…木材基板
6…接着剤層C
7…絵柄模様層
8…透明樹脂層
9…表面保護層
Claims (4)
- 木材基板の上に、絵柄模様層、透明樹脂層を少なくともこの順に設けてなる化粧シートにおいて、前記透明樹脂層の水蒸気透過率が60.0g/(m2・24h)(測定方法はJIS−K−7129−1992に準じる)以上であることを特徴とする化粧シート。
- 前記透明樹脂層の樹脂がポリ乳酸からなることを特徴とする請求項1に記載の化粧シート。
- 前記木材基板と絵柄模様層の間に、乾燥後に透明性を有する水性エマルジョン接着剤からなる接着剤層を設けてなることを特徴とする請求項1または2のいずれかに記載の化粧シート。
- 化粧材基材の上に、水性接着剤層、不織布、水性接着剤層を少なくともこの順に設けてなり、その上に請求項1〜3のいずれか記載の化粧シートを設けてなることを特徴とする化粧材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008101456A JP2009248506A (ja) | 2008-04-09 | 2008-04-09 | 化粧シート及び化粧材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008101456A JP2009248506A (ja) | 2008-04-09 | 2008-04-09 | 化粧シート及び化粧材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009248506A true JP2009248506A (ja) | 2009-10-29 |
Family
ID=41309630
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008101456A Pending JP2009248506A (ja) | 2008-04-09 | 2008-04-09 | 化粧シート及び化粧材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009248506A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011052243A1 (ja) | 2009-10-29 | 2011-05-05 | 株式会社イノアックコーポレーション | 繊維強化成形体及びその製造方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62264945A (ja) * | 1986-05-13 | 1987-11-17 | ロンシール工業株式会社 | 装飾性シ−ト |
| JPS6393132A (ja) * | 1986-10-07 | 1988-04-23 | Nec Corp | 半導体装置 |
| JPH0387251A (ja) * | 1989-06-16 | 1991-04-12 | Dainippon Printing Co Ltd | 突板化粧材 |
| JPH04182127A (ja) * | 1989-01-16 | 1992-06-29 | Toppan Printing Co Ltd | 化粧金属板の製造方法 |
| JPH0985897A (ja) * | 1995-09-28 | 1997-03-31 | Toppan Printing Co Ltd | 化粧板およびその製造方法 |
| JPH10119187A (ja) * | 1996-10-16 | 1998-05-12 | Toppan Printing Co Ltd | 造作部材 |
| JP2001270017A (ja) * | 2000-03-22 | 2001-10-02 | K S T:Kk | 通気性内装材 |
| JP2001323155A (ja) * | 2000-05-11 | 2001-11-20 | Sanyo Chem Ind Ltd | 化粧材用調湿材およびそれを用いた化粧材 |
| JP2006131798A (ja) * | 2004-11-08 | 2006-05-25 | Mitsubishi Plastics Ind Ltd | ポリ乳酸系組成物及びポリ乳酸系フィルム |
| JP2009226869A (ja) * | 2008-03-25 | 2009-10-08 | Toppan Printing Co Ltd | 化粧シートおよび化粧材ならびに化粧シートの製造方法 |
-
2008
- 2008-04-09 JP JP2008101456A patent/JP2009248506A/ja active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62264945A (ja) * | 1986-05-13 | 1987-11-17 | ロンシール工業株式会社 | 装飾性シ−ト |
| JPS6393132A (ja) * | 1986-10-07 | 1988-04-23 | Nec Corp | 半導体装置 |
| JPH04182127A (ja) * | 1989-01-16 | 1992-06-29 | Toppan Printing Co Ltd | 化粧金属板の製造方法 |
| JPH0387251A (ja) * | 1989-06-16 | 1991-04-12 | Dainippon Printing Co Ltd | 突板化粧材 |
| JPH0985897A (ja) * | 1995-09-28 | 1997-03-31 | Toppan Printing Co Ltd | 化粧板およびその製造方法 |
| JPH10119187A (ja) * | 1996-10-16 | 1998-05-12 | Toppan Printing Co Ltd | 造作部材 |
| JP2001270017A (ja) * | 2000-03-22 | 2001-10-02 | K S T:Kk | 通気性内装材 |
| JP2001323155A (ja) * | 2000-05-11 | 2001-11-20 | Sanyo Chem Ind Ltd | 化粧材用調湿材およびそれを用いた化粧材 |
| JP2006131798A (ja) * | 2004-11-08 | 2006-05-25 | Mitsubishi Plastics Ind Ltd | ポリ乳酸系組成物及びポリ乳酸系フィルム |
| JP2009226869A (ja) * | 2008-03-25 | 2009-10-08 | Toppan Printing Co Ltd | 化粧シートおよび化粧材ならびに化粧シートの製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011052243A1 (ja) | 2009-10-29 | 2011-05-05 | 株式会社イノアックコーポレーション | 繊維強化成形体及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2354586T3 (es) | Procedimiento para fabricar una placa de construcción. | |
| JP2009274286A (ja) | 化粧板およびその製造方法 | |
| KR100951163B1 (ko) | 방염 보드 및 이를 제조하는 방법 | |
| JP2011074693A (ja) | 接着壁紙及び壁紙用接着剤組成物 | |
| BR112014026478B1 (pt) | Processo para produção de uma folha decorada e seu uso | |
| JP5125665B2 (ja) | 化粧シートおよび化粧材ならびに化粧シートの製造方法 | |
| JP2009248506A (ja) | 化粧シート及び化粧材 | |
| JP2009018438A (ja) | 床用化粧材 | |
| CN204112664U (zh) | 一种环保防水实木复合地板 | |
| CN207808670U (zh) | 电子线固化膜多层复合地板 | |
| JP2008155460A (ja) | 化粧シートおよびそれを用いた化粧板 | |
| JP2009297896A (ja) | 床用化粧材 | |
| CN101323193A (zh) | 木皮与石膏板表面复合工艺 | |
| KR20100019200A (ko) | 천연섬유보드를 포함하는 마루바닥재 및 이의 제조방법 | |
| ATE392452T1 (de) | Zusammensetzung zur herstellung einer barriereschicht auf laminierten verpackungsmaterial | |
| RU2007127838A (ru) | Способ герметизации поверхностей | |
| JP2007031958A (ja) | 建築板 | |
| JP2009113261A (ja) | 化粧材 | |
| FI20095493L (fi) | Digitaalipainettu tuote sekä sen valmistusmenetelmä ja käyttö | |
| CN205046784U (zh) | 一种阻燃艺术板 | |
| JP2001293703A (ja) | 三次元形状の木質建材 | |
| EP3034320B1 (en) | Method for producing scented decorative laminates and scented faced panels | |
| JP7268778B2 (ja) | 化粧シート及び化粧板 | |
| JP2008290349A (ja) | 象嵌柄化粧シート | |
| JP2009241310A (ja) | 表面凹凸を有する化粧シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110408 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120517 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120626 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20121120 |