JP5245889B2 - 転がり案内装置 - Google Patents
転がり案内装置 Download PDFInfo
- Publication number
- JP5245889B2 JP5245889B2 JP2009030054A JP2009030054A JP5245889B2 JP 5245889 B2 JP5245889 B2 JP 5245889B2 JP 2009030054 A JP2009030054 A JP 2009030054A JP 2009030054 A JP2009030054 A JP 2009030054A JP 5245889 B2 JP5245889 B2 JP 5245889B2
- Authority
- JP
- Japan
- Prior art keywords
- roller
- rolling
- rolling surface
- guide device
- roughness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C29/00—Bearings for parts moving only linearly
- F16C29/04—Ball or roller bearings
- F16C29/06—Ball or roller bearings in which the rolling bodies circulate partly without carrying load
- F16C29/0633—Ball or roller bearings in which the rolling bodies circulate partly without carrying load with a bearing body defining a U-shaped carriage, i.e. surrounding a guide rail or track on three sides
- F16C29/0635—Ball or roller bearings in which the rolling bodies circulate partly without carrying load with a bearing body defining a U-shaped carriage, i.e. surrounding a guide rail or track on three sides whereby the return paths are provided as bores in a main body of the U-shaped carriage, e.g. the main body of the U-shaped carriage is a single part with end caps provided at each end
- F16C29/065—Ball or roller bearings in which the rolling bodies circulate partly without carrying load with a bearing body defining a U-shaped carriage, i.e. surrounding a guide rail or track on three sides whereby the return paths are provided as bores in a main body of the U-shaped carriage, e.g. the main body of the U-shaped carriage is a single part with end caps provided at each end with rollers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/34—Rollers; Needles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2240/00—Specified values or numerical ranges of parameters; Relations between them
- F16C2240/40—Linear dimensions, e.g. length, radius, thickness, gap
- F16C2240/54—Surface roughness
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/66—Special parts or details in view of lubrication
- F16C33/6603—Special parts or details in view of lubrication with grease as lubricant
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bearings For Parts Moving Linearly (AREA)
- Rolling Contact Bearings (AREA)
Description
ここで、フレッチングを抑制する対策として、円筒状のローラを無限循環させる無限軌道を有する転がり案内装置においては、設定された揺動ストローク量で揺動させる際に、例えば所定サイクル毎に設定された揺動ストローク量よりも大きなストローク量でストロークさせるメンテナンス動作を行うことにより、ローラの転動面と軌道面との間に、潤滑剤を引き込ませてフレッチングを抑制していた。しかし、このような対策では、定期的に不要なストローク運動をさせるというメンテナンス動作が必要となるため、耐フレッチング性を向上させる上で未だ検討の余地が残されている。
なお、本発明に係る転がり案内装置は、円筒状のローラを無限循環させる無限軌道を有するものであれば、種々の転がり案内装置に適用することができる。例えば、この種の転がり案内装置としては、案内レールと、その案内レール上に跨設されて円筒状のローラを介してスライド移動可能なスライダを有するリニアガイド装置や、ねじ軸と、そのねじ軸に対して円筒状のローラを介して外嵌されて軸方向に相対移動可能なナットとを有するボールねじ等を例示することができる。
図1に斜視図を示すように、このリニアガイド装置1は、案内レール2と、この案内レール2上に跨設されたスライダ3とを有する。
以下、このローラ8の転動面8aの研磨方法について詳しく説明する。
さらに、仕上げ研磨の前工程での研削面(ローラ8の転動面8a)のなす平面に対する垂直方向に対しての研磨粒子の入射角度θ2、つまり、ローラ8の中心軸線8bに対して水平な平面26に向けて研磨粒子22がローラ8の転動面8aに投射される角度θ2を0°を超え90°未満で投射した。なお、図5において、符号27は前工程の研削工程でローラ8の転動面8aに発生した研削目を示している。
上述したように、このリニアガイド装置1によれば、ローラ8の転動面8aにおける円周方向Aの面粗さを、同転動面8aにおける軸方向Bの面粗さよりも小さくしたので、上記特許文献1ないし2に記載の技術とは逆の効果が生じる。つまり、上下4列のローラ循環路を転動するローラ8にミクロスリップが生じることになる。
例えば、リニアガイド装置1に使用されるローラ(円筒ころ)の仕上げ研磨においては、従来、表面粗さと寸法精度の向上のため、いわゆるラップ加工もしくは超仕上加工が施されていた。しかし、ラップ加工においては、砥石から脱落した砥粒がローラ8の転動面8a(被研磨面)に突き刺さって残存することが避けられない。
さらに、前述の従来からの加工方法では、転動面8aの表面に、一定方向もしくは特定方向に、いわゆる「研削目」と言われる研削加工特有のスジが残り、光り輝くいわゆる「鏡面」は得られにくい。また、0.03μmRaを下回る表面粗さを得るためには、加工コストが多大なものとなるのが通常である。また、寸法精度を保持したままで、0.03μmRaを下回る表面粗さを得ることもできるが、加工コストは大きくなる。
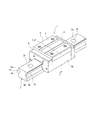
例えば、上記実施形態では、本発明に係る転がり案内装置として、案内レール2と、その案内レール2上に跨設されて円筒状のローラ8を介してスライド移動可能なスライダ3を有するリニアガイド装置1を例に説明したが、これに限らず、本発明に係る転がり案内装置は、円筒状のローラを無限循環させる無限軌道を有するものであれば、種々の転がり案内装置に適用することができる。例えば、この種の転がり案内装置としては、ねじ軸と、そのねじ軸に対して円筒状のローラを介して外嵌されて軸方向に相対移動可能なナットとを有するボールねじであっても適用可能である。また、この種の転がり案内装置として、図7に例示するような、U字型の案内レール2と、この案内レール2のU字状の凹部内をスライド移動可能なスライダ3を有するローラガイド装置1での、ローラ8に採用してもよい。
2 案内レール
3 スライダ
5 スライダ本体
6 エンドキャップ
8 ローラ(ころ)
12 ホルダ
20 保持器
22 研磨粒子
23 ショットブラスト用ノズル
24 砥粒
27 研削目
28 ローラ転動面に突き刺さって残留している砥石の砥粒
Claims (4)
- 円筒状のローラを無限循環させる無限軌道を有する転がり案内装置であって、
前記ローラの転動面における円周方向の面粗さが、同転動面における軸方向の面粗さよりも小さく、
前記ローラの転動面における円周方向の面粗さが、中心線平均粗さにおいて0.05μm以下であり、
前記ローラの転動面は、弾性体からなり且つ砥粒を含有する研磨粒子をローラの転動面に衝突させる仕上げ研磨で得られた光沢度20以上の仕上げ面とされていることを特徴とする転がり案内装置。 - 前記ローラの転動面における円周方向の面粗さが、中心線平均粗さにおいて0.03μm以下であることを特徴とする請求項1に記載の転がり案内装置。
- 前記ローラにミクロスリップを意図的に生じさせるように、前記ローラの転動面における円周方向の面粗さが、同転動面における軸方向の面粗さよりも小さくされていることを特徴とする請求項1または2に記載の転がり案内装置。
- 前記ローラの転動面は、当該転動面を砥石で研削加工した後に、平均粒子径が0.02〜3mmの研磨粒子をショットブラスト用ノズルから当該転動面に投射して研磨する前記仕上げ研磨で得られたものであることを特徴とする請求項1〜3のいずれか一項に記載の転がり案内装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009030054A JP5245889B2 (ja) | 2009-02-12 | 2009-02-12 | 転がり案内装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009030054A JP5245889B2 (ja) | 2009-02-12 | 2009-02-12 | 転がり案内装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010185519A JP2010185519A (ja) | 2010-08-26 |
| JP5245889B2 true JP5245889B2 (ja) | 2013-07-24 |
Family
ID=42766298
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009030054A Active JP5245889B2 (ja) | 2009-02-12 | 2009-02-12 | 転がり案内装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5245889B2 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3196443B2 (ja) * | 1993-08-04 | 2001-08-06 | 日本精工株式会社 | ころ軸受 |
| JP2957492B2 (ja) * | 1996-03-26 | 1999-10-04 | 合資会社亀井鉄工所 | ワーク表面の研削方法 |
| JP2003206931A (ja) * | 2002-01-10 | 2003-07-25 | Hiroshi Teramachi | 玉ころ、及びこの玉ころを使用した軸受並びに案内装置 |
| JP2004316699A (ja) * | 2003-04-11 | 2004-11-11 | Nsk Ltd | 直動案内軸受装置 |
| JP2006035364A (ja) * | 2004-07-26 | 2006-02-09 | Toshiba Corp | 金属部品研磨用投射材および金属部品の研磨方法 |
-
2009
- 2009-02-12 JP JP2009030054A patent/JP5245889B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010185519A (ja) | 2010-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101925122B1 (ko) | 원통형 부품 연마 설비 및 그 작업편 추진 장치와 연마 방법 | |
| CN107295797B (zh) | 高精度球体尺寸测量装置和球体研磨装置 | |
| US20150343597A1 (en) | Method for machining a surface region of a rolling bearing ring, and rolling bearing ring and rolling bearing | |
| JP2009202307A (ja) | 転動摺動装置部材の研磨方法及び転動摺動装置部材 | |
| JP6202086B2 (ja) | センタレス研磨装置 | |
| KR101108965B1 (ko) | 크립피드 연삭기 | |
| CN101233335B (zh) | 运动引导装置的制造方法、及使用该方法制造的运动引导装置 | |
| JP5245889B2 (ja) | 転がり案内装置 | |
| JP2009113189A (ja) | 転動摺動装置部材の研磨方法及び転動摺動装置部材 | |
| CN113894498B (zh) | 一种基于超声滚压和飞秒激光加工的微纳织构导轨及方法 | |
| JP5819659B2 (ja) | 皿ばねおよびその製造方法 | |
| WO2006104130A1 (ja) | 超仕上砥石及びそれを用いた超仕上加工方法 | |
| CN103286665A (zh) | 凹痕成型抛光工具和凹痕成型抛光方法 | |
| JP5181727B2 (ja) | 転動摺動装置部材の研磨方法及び転動摺動装置部材 | |
| CN210435840U (zh) | 一种基于弹性体磁致固态流变效应的抛光装置 | |
| TWI580528B (zh) | Wire, wire manufacturing method and winding member | |
| KR101077534B1 (ko) | 리니어 부쉬 | |
| JP5344299B2 (ja) | 極低速回転用の軸受装置 | |
| CN102744671A (zh) | 一种理想圆柱孔珩磨头装置及其构造方法 | |
| CN104249289B (zh) | 外圆珩珩磨机 | |
| KR20110048365A (ko) | 크립피드 연삭기의 이중가이드 장치 | |
| CN219044950U (zh) | 一种轴承表面碰擦强化装置 | |
| JP4373455B2 (ja) | 球体加工装置 | |
| JP2020067153A (ja) | 直動装置及びその製造方法 | |
| JP6970454B2 (ja) | ベアリング装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120118 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121024 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121106 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130312 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130325 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5245889 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160419 Year of fee payment: 3 |