JP4323125B2 - 樹脂の成形方法、該成形方法で使用される金型、および該成形方法からの成形品 - Google Patents
樹脂の成形方法、該成形方法で使用される金型、および該成形方法からの成形品 Download PDFInfo
- Publication number
- JP4323125B2 JP4323125B2 JP2001393673A JP2001393673A JP4323125B2 JP 4323125 B2 JP4323125 B2 JP 4323125B2 JP 2001393673 A JP2001393673 A JP 2001393673A JP 2001393673 A JP2001393673 A JP 2001393673A JP 4323125 B2 JP4323125 B2 JP 4323125B2
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- mold
- molding method
- molded product
- mold cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 109
- 238000000465 moulding Methods 0.000 title claims description 93
- 229920005989 resin Polymers 0.000 title claims description 80
- 239000011347 resin Substances 0.000 title claims description 80
- 238000010438 heat treatment Methods 0.000 claims description 34
- 238000001816 cooling Methods 0.000 claims description 23
- 229920005992 thermoplastic resin Polymers 0.000 claims description 18
- 230000009477 glass transition Effects 0.000 claims description 15
- 230000007423 decrease Effects 0.000 claims description 14
- 238000001746 injection moulding Methods 0.000 claims description 14
- 230000009467 reduction Effects 0.000 claims description 11
- 239000011159 matrix material Substances 0.000 claims description 4
- 238000002347 injection Methods 0.000 description 34
- 239000007924 injection Substances 0.000 description 34
- 238000007906 compression Methods 0.000 description 32
- 230000007547 defect Effects 0.000 description 27
- 238000000748 compression moulding Methods 0.000 description 25
- 230000006835 compression Effects 0.000 description 24
- 230000008569 process Effects 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000012544 monitoring process Methods 0.000 description 6
- 230000003287 optical effect Effects 0.000 description 6
- 238000009413 insulation Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 4
- 230000002950 deficient Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 125000003118 aryl group Chemical group 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000017525 heat dissipation Effects 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000008188 pellet Substances 0.000 description 3
- 239000004417 polycarbonate Substances 0.000 description 3
- 239000004431 polycarbonate resin Substances 0.000 description 3
- 229920005668 polycarbonate resin Polymers 0.000 description 3
- 229910000881 Cu alloy Inorganic materials 0.000 description 2
- 239000004419 Panlite Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- DMFGNRRURHSENX-UHFFFAOYSA-N beryllium copper Chemical group [Be].[Cu] DMFGNRRURHSENX-UHFFFAOYSA-N 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 239000005357 flat glass Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000012773 agricultural material Substances 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 230000008034 disappearance Effects 0.000 description 1
- 238000011038 discontinuous diafiltration by volume reduction Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000010097 foam moulding Methods 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000004093 laser heating Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000004043 responsiveness Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 238000002076 thermal analysis method Methods 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images






Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、熱可塑性樹脂の圧縮成形方法とその金型に関する。更に詳しくは、高外観、高い表面精度、および高い形状精度を有し、かつ大型の成形品の製造可能な成形方法およびその製造用金型に関する。
【0002】
【従来の技術】
光学部品の射出成形においては、低い残留応力や高い金型転写性が必要とされる。例えば光学レンズの成形では金型内での材料の収縮によるヒケやボイドを防止しなければならないことはもちろん、残留応力による光学歪が生じないようにしなければならない。またガラス窓や風防などの成形においても光学歪の低減が求められる。近年これらの製品はより自由度の高い形状を得る目的で、押出シートの曲げ加工から射出成形へ転換が検討されている。一方で大型部品の射出成形には、巨大な型締め力を有する大型成形機が必要であるが、生産コストを低減するためには成形機のダウンサイジングが要求される。
【0003】
これら種々の要求に対して、可塑化溶融した熱可塑性樹脂を目的とする成形品の容量よりも大なる金型キャビティに供給し、かかる容量の拡大された金型キャビティを目的とする成形品の容量まで縮小し、その後冷却する方法(かかる成形方法は射出圧縮成形法と称されるものであるため、以下“射出圧縮成形法”と称する)は、通常の射出成形法(以下単に“射出成形法”と称する)と比べると次のような利点がある。射出成形では閉じられた金型キャビティ内にゲートより溶融樹脂を高圧で圧入するため、樹脂の配向や過大な歪が生じやすい。したがって、成形品の残留歪は成形品にねじれや歪みなどの変形を生じさせやすく、特にゲート近傍の大きな残留歪は物性的問題を生ずる場合もある。これに対し、射出圧縮成形法では金型を半閉鎖状態とするなどの方法により、その容量が拡大された金型キャビティ内に溶融樹脂を供給する。すなわち極めて自由度の高い空間に樹脂は供給されるので、供給時の歪はほとんど生じないかまたは容易に緩和する。更に供給された樹脂は金型キャビティ容量縮小時の圧力(例えば型締めによる圧力)により、金型キャビティ面に一様に流動して賦形されるので、この点においても成形品の残留歪はほとんどなく、成形品の変形もない。更にかかる賦形に必要な圧力は射出成形法の1/15〜1/3程度と小さくて済むため、型締め力のより小さい装置で成形ができる。したがってその装置費も安価である。
【0004】
しかしながら、かかる射出圧縮成形法では、例えば側面にゲートを有する板状成形品の場合、その側面部分の一部において筋状の外観不良が発生する。かかる外観不良が発生する部分は金型キャビティの容量減少の開始前、すなわち圧縮工程前に、溶融樹脂がキャビティ面に接した部分である。かかる側面部分の不良を取り除くことは、側面部分の外観までも重視される製品において特に重要である。例えば自動車などの車輌においては、ドアパネル、トランクリッド、およびハッチなどの可動する部材が挙げられる。加えてかかる部材に隣接した部材、例えばフェンダーパネル、ピラーカバー、およびルーフパネルなどの部材が挙げられる。これらは部材の可動によってその成形品側面が観察可能な状態となるため、かかる部分においても良好な外観が求められる場合がある。もちろん成形品の取り付け方法などにより問題とされない場合もある。
【0005】
更に成形品が透明な場合は表裏面から該筋状の外観不良が、成形品内部まで入り込んだ状態であることが観察され、成形品の均一性や必要とされる光学特性を損なう。したがってかかる外観不良の消失は大きな課題である(以下、上記外観不良を“射出圧縮成形時の側面外観不良”と称する場合がある)。
【0006】
一方、透明かつ少ない歪が求められる製品や不透明であっても良好な外観が求められる車輌用外板製品においては、成形品の中央部にゲートやウエルド部を有することができないことが多く、ゲートは成形品の側面部に設けられる。射出圧縮成形時の側面外観不良は殊に成形品が大型であるほど、また透明性が高いほど顕著となり問題とされる場合が多い。
【0007】
かかる外観不良の発生原因は、金型キャビティ側面部分に接した樹脂にヒケが生じることで該樹脂表面に凹みが生じ、更に金型キャビティ容量の縮小の際かかる凹みを挟みこむためだと考えられる。かかる凹み部分の表面は、金型キャビティ表面との接触による急冷のため固化層を形成している。そしてかかる固化層はその熱履歴が他の部分と異なるため、側面部分に不均一な密度差を生じてまたは不均一な熱収縮に伴う変形を生じて、可視化されると考えられる。
【0008】
上記の問題は金型キャビティ容量の拡大量を小さくすることや金型キャビティ容量の縮小開始時間を大幅に早めることによりある程度解消する。しかしかかる対応方法では特に成形品が大きい場合には、低歪の成形品の製造および型締め力のより小さな装置での製造といった射出圧縮成形のメリットが得られない問題がある。
【0009】
また、射出圧縮成形における成形品の外観不良を解消する方法としては、特公平5−19443号公報に、溶融樹脂が圧縮される前から接する金型部分を少なくとも溶融樹脂が供給され、圧縮されるまでの間金型内の熱源によって局部的に加熱する方法が提案されている。この方法は成形品の表裏面に生ずるコールドマークの解消を可能とする。しかしながらかかる公報は射出圧縮成形時の側面外観不良を何ら認識しておらず、その解消方法を開示するものではなかった。すなわちかかる公報に具体的に記載された発明は、そのゲート位置が不明確であるものの、その成形品形状から通常成形品の底面中央部にゲートが設けられることを考慮すると、射出圧縮成形時の側面外観不良を発生しない成形品である。
【0010】
更に特開昭63−74618号公報には、光ディスクの成形においてそのキャビティ周囲を温度調節する構造または該周囲に断熱材を配置した構造の金型が提案されている。しかしながら該公報は射出圧縮成形における特有の技術的課題を認識するものではなかった。
【0011】
【発明が解決しようとする課題】
本発明の課題は、熱可塑製樹脂の圧縮成形方法、殊に射出圧縮成形方法において、側面部分における高外観、高い表面精度、および高い形状精度を有し、かつ大型の成形品の製造可能な成形方法およびその製造用金型を提供することにある。
【0012】
本発明者らは、上記課題を解決すべく、板状成形品の側面に生ずる筋状の外観不良の原因を上記の如く予想し、鋭意検討を重ねた。その結果、驚くべきことに板状成形品の金型キャビティ容量の減少に伴いその面積が減少する金型キャビティの表面部分(表面A)近傍に熱源を設置して加熱を行った場合に、かかる筋状の外観不良が減少すること、並びに各種の温度制御を行うことで完全に解消されることを見出し、本発明を完成した。
【0013】
【課題を解決するための手段】
すなわち、本発明は、「少なくともその供給完了時において目的とする成形品容量よりも大なる容量の金型キャビティ内に溶融した熱可塑性樹脂を供給し、その供給完了後に金型キャビティ容量を目的とする成形品容量まで減少し、金型キャビティ内の成形品をその取り出しが可能な温度以下まで冷却後成形品を取り出す成形方法であって、金型キャビティ容量の減少に伴いその面積が減少する金型キャビティの表面部分(表面A)の少なくとも一部を母型より高温化して金型キャビティ容量の減少を完了することを特徴とする成形方法」にかかるものである。
【0014】
本発明の好適な態様の1つは、上記の熱可塑性樹脂の供給が、射出成形により行われる上記成形方法にかかるものである。
【0015】
本発明の好適な態様の1つは、熱可塑性樹脂のガラス転移温度をTg(℃)としたとき、上記表面Aの少なくとも一部を、Tg+0.5〜Tg+50(℃)の範囲で高温化する上記成形方法にかかるものである。
【0016】
本発明の好適な態様の1つは、上記の高温化される部分は、表面Aのうち金型キャビティ容量の減少を開始する前から溶融樹脂が接する部分である上記成形方法にかかるものである。
【0017】
本発明の好適な態様の1つは、上記表面Aの高温化される部分は、該部分の温度が所定の温度を超えないよう制御するに十分な温度制御手段を備えてなる上記成形方法にかかるものである。
【0018】
本発明の好適な態様の1つは、上記表面Aを高温化する手段は加熱源によるものである上記成形方法にかかるものである。
【0019】
本発明の好適な態様の1つは、金型キャビティ内の成形品をその取り出し可能な温度以下まで冷却する間、表面Aの高温化された部分を冷却してなる上記成形方法にかかるものである。
【0020】
本発明の好適な態様の1つは、上記の金型は、上記表面Aの高温化する部分を含む入れ子、または該部分に近接する入れ子を備えており、該入れ子は該部分を高温化する手段と、該部分の温度が所定の温度を超えないよう制御するに十分な温度制御手段とを備えてなる上記成形方法にかかるものである。
【0021】
本発明の好適な態様の1つは、上記表面Aを高温化する手段は、加熱源および該加熱源から生ずる熱が母型へ発散することを防止する断熱層を備えてなる上記成形方法にかかるものである。更に好適には該断熱層は、その熱伝導率が0.01〜10W/mKであり、かつ厚みが0.5〜10mmであって、更に加熱源と断熱層との間の距離が1〜10mmである上記成形方法にかかるものである。
【0022】
また本発明は、少なくともその供給完了時において目的とする成形品容量よりも大なる容量の金型キャビティ内に溶融した熱可塑性樹脂を供給し、その供給完了後に金型キャビティ容量を目的とする成形品容量まで減少し、金型キャビティ内の成形品をその取り出しが可能な温度以下まで冷却後成形品を取り出す成形方法に使用される金型であって、該金型は、金型キャビティ容量の減少に伴いその面積が減少する金型キャビティの表面部分(表面A)の少なくとも一部を高温化する手段を備えることを特徴とする樹脂成形用金型にかかるものである。
【0023】
本発明の好適な態様の1つは、熱可塑性樹脂のガラス転移温度をTg(℃)としたとき、上記表面Aの少なくとも一部を、Tg+0.5〜Tg+50(℃)の範囲で高温化する手段を備える上記金型にかかるものであり、また本発明の好適な態様の1つは、該金型は、表面Aの高温化部分を含む入れ子、または該部分に近接する入れ子を備え、該入れ子は、該部分を高温化する手段と、該部分の温度が所定の温度を超えないよう制御するに十分な温度制御手段とを備えてなる上記金型にかかるものであり、更に本発明の好適な態様の1つは、上記表面Aを高温化する手段は、加熱源および該加熱源から生ずる熱が母型へ発散することを防止する断熱層を備えてなる上記金型にかかるものである。
【0024】
そして本発明は、上記の成形方法から成形された成形品にかかるものであり、更に好適な態様の1つは、上記の成形方法から成形されたその成形品側面部分にゲートを有する成形品にかかるものである。
【0025】
さらに本発明は、上記の成形方法から成形された成形品にかかるものであり、更に好適な態様の1つは、車輌用窓ガラスおよび車輌用外板にかかるものである。
【0026】
以下、本発明の詳細について説明する。
【0027】
上記の“少なくとも〜(中略)〜取り出す成形方法”とは、射出圧縮成形方法を好適な態様とするものであるが、本発明におけるかかる技術内容をより明確にするため以下に説明する。
【0028】
上記の“その供給完了時”とは金型キャビティ(以下単に“キャビティ”と称することがある)内への樹脂の供給完了時をいう。更に樹脂の供給とは少なくとも外見的に樹脂の流れの伴うものをいう。すなわち、供給方法が射出成形であれば通常射出工程をいい、その供給完了時とは射出工程終了時をいう。一方保圧工程は外見的には樹脂の流れを伴わず(樹脂内部では樹脂の流れはわずかに生ずるが)、樹脂を圧縮する工程であることから本発明にいうキャビティ内への樹脂の供給には含まれない。また溶融樹脂の供給は射出成形方法、すなわちシリンダー中の樹脂をピストンを用いて排出する方法が好適であるが、その他にも溶融樹脂を輸送可能な手段であれば使用可能である。かかる他の方法としては例えば、スクリュー圧縮機により排出する方法やギアポンプにより排出する方法などが挙げられる。
【0029】
更に上記の“少なくとも”とは、樹脂の供給完了時にキャビティ容量が目的とする成形品容量よりも大きいことのみを要件とし、樹脂の供給開始時より大きいことは要件としないことを意味する。例えば、樹脂の供給と共にキャビティ容量が拡大する方式により樹脂を過剰に充填した後、キャビティ容量を減少して樹脂を圧縮する方法であってもよい。ここで過剰の溶融樹脂は捨てキャビ(製品以外の樹脂流入のためのキャビティ)など別の空間に流入させることができる。また過剰の溶融樹脂は、シリンダー側に直接逆流させることも可能である。尚、目的とする成形品容量に対して予め大なる容量とした金型キャビティに対し、溶融樹脂を過剰に供給することも可能である。
【0030】
また上記“目的とする成形品容量よりも大なる容量の金型キャビティ”の意味するところは、キャビティ容量が変化しない通常の成形方法における容量を同一容量とする基準に基づく。すなわち通常の成形方法においても厳密には成形品容量はキャビティ容量よりもごくわずかに小さいことになるが、本発明においてこの程度の大小関係は問題にしない。本発明においてかかる“大なる容量”の程度としては目的とする成形品容量の1.05倍以上が好ましく、1.1倍以上がより好ましく、1.3倍以上が更に好ましく、1.5倍以上が特に好ましい。本発明の効果は、かかる倍率が高いほどより有効となるが、倍率があまりに高い場合にはジェッティングなどの成形不良が生ずる場合もあるため、上限としては6倍以下が適切であり、4倍以下がより適切である。
【0031】
またキャビティの容量を拡大する方法としては(逆方向の動作になれば所定の容量まで減少する方法ともいえる)、(i)可動側金型の後退による方法、(ii)キャビティ内の可動コアプレートの後退による方法、および(iii)その他キャビティ内に備えられた可動部の後退による方法などを挙げることができる。特に上記(i)の方法(いわゆる型圧縮法)、および(ii)の方法(いわゆるコア圧縮法)が一般的である。尚、これらキャビティ容量を拡大させる可動部分は、該容量を所定容量まで減少させる場合に樹脂を圧縮するため、該可動部分を以下“圧縮部”、またキャビティ容量を所定の容量まで減少させる工程を“圧縮工程”と称する場合がある。
【0032】
上記“その供給完了後に金型キャビティ容量を目的とする成形品容量まで減少し”とは、▲1▼圧縮工程は溶融樹脂の供給完了後に完了すること、▲2▼圧縮工程の開始時期は供給完了前後のいずれでもよいこと、および▲3▼上述のとおりキャビティ内に供給する樹脂の量は成形品容量より過剰であってもよいことを意味する。殊に圧縮工程は、溶融樹脂の充填終了前に開始することが外観および歪の少ない精度の高い成形品を得るために好ましい。尚、圧縮工程と溶融樹脂の充填工程が重なる時間をオーバーラップ時間という。
【0033】
次に“金型キャビティ容量の減少に伴いその面積が減少する金型キャビティの表面部分(表面A)”について説明する。例えば図1に示す板状成形品は、板の表裏面および側面のそれぞれの面から構成される。該板状成形品を図2において示すように、表裏面の法線とキャビティ容量減少のため金型圧縮方向とが平行である場合、表裏面のキャビティ表面は面積の変化がないが、側面のキャビティ表面は面積が減少する。したがってかかる板状成形品の場合側面部分全てが表面Aに対応する。当然成形品の不良は製品に対してのみ問題とされるため、ゲートに相当する部分(図1の符号12)においては本発明の条件を必ずしも満足する必要はない。そしてかかる表面Aのうち、少なくとも圧縮工程以前に溶融樹脂が接触した部分(図2の符号25)において特に本発明の条件を満足する成形を行うことが重要である。かかる部分において不良が最も発生しやすいためである。
【0034】
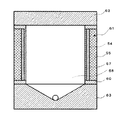
一方、例えば図3に示す凹型の容器をその底面中央部分のゲートから成形する場合を考える。かかる場合には図4に示すようにキャビティでその面積の減少がある面(表面A)は図4の符号43の部分のみである。図4に示す成形方法では圧縮工程が完了するまでの間に樹脂は表面Aに接することがないため、本発明において問題とする射出圧縮成形時の側面外観不良は生じない。かかる部分が表面Aに相当する。一方で図3に示される成形品の成形において本発明の成形方法が特に好適であるのは、図4に模式的に示すように拡大されたキャビティ内に溶融樹脂を充満させ、圧縮工程において過剰の樹脂をシリンダー内に逆流させる方法の場合である。
【0035】
上記の如く、表面Aは圧縮部の動作方向をその面内に含む面であり、かつその面積がキャビティ容量の減少により減少する面である。また樹脂成形品は概して板状であることが多いため、通常表面Aは成形品の側面部分に相当することが多い。更にかかる側面部分のうち圧縮工程以前に溶融樹脂が接触した部分を局部的に加熱することが好適である。
【0036】
次に“(表面A)の少なくとも一部を母型より高温化する”とは、▲1▼全ての表面A部分を高温化する必要はないこと、および▲2▼母型(金型全体)の温度に対して一部分をより高温とすることを意味する。尚、以下“表面Aの少なくとも一部を母型より高温化する部分”を単に“表面Aの高温化部分”と称する場合がある。かかる高温化は、実質的にヒケに伴う側面部分の凹みと表面固化層を形成しない温度であることが必要であり、該温度であれば、本発明において課題とする射出圧縮成形時の側面外観不良は解消される。該温度は、キャビティ容量の拡大の程度や圧縮工程の開始時期などの他の成形条件との兼ね合いによっても変わるが、少なくともDSC測定においてその熱可塑性樹脂のガラス転移に基づく吸熱挙動の開始温度以上であることが好ましく、更には熱可塑性樹脂のガラス転移温度(Tg(℃))以上とすることが好ましい。Tg以上の場合にはキャビティ容量の拡大が比較的大きい場合にも射出圧縮成形時の側面外観不良の低減が可能である。更に好ましくはTg+0.5〜Tg+50(℃)の範囲である。かかる範囲においてはより良好な成形品外観が得られ、バリの発生も抑制される。この場合より好ましい上限はTg+30(℃)であり、更に好ましい上限はTg+20(℃)、特に好ましい上限はTg+10(℃)である。これらの温度より高温とする場合には、バリの発生を考慮したより精密な金型が必要となる場合がある。
【0037】
尚、ここでTgとは熱可塑性樹脂をJIS K7121に準拠し、DSC装置を用いて室温から20℃/minの昇温速度により昇温して測定された値である。また2以上のガラス転移温度が観察される場合は、最も高いガラス転移温度を指す。更に、かかる温度範囲に0.1秒以上あることが好ましく、0.5秒以上あることがより好ましい。また上限としては10秒以下が好ましい。
【0038】
上記の高温化の方法としては、加熱源による方法および断熱層を配したキャビティにより高温化する方法が挙げられ、いずれも適用可能であるが、より好ましくは加熱源による方法である。更に加熱源としては、電気ヒーター、赤外線ヒーター、高周波誘導加熱、熱媒体、超音波加熱、レーザー加熱等が挙げられ、これらのいずれか一つまたは二つ以上の組合せが選ばれる。好ましい加熱源としては、加熱応答性や出力制御性が良好な電気ヒーターが挙げられる。
【0039】
上記の如く表面Aの高温化部分における温度のより好ましい態様は、比較的狭い温度範囲であることから、十分に温度制御されることが好適であり、かつ重要である。殊に、該部分の温度が所定の温度を超えないことがバリ発生の抑制の点で重要である。したがって、上記表面Aの高温化部分は、該部分の温度が所定の温度を超えないよう制御するに十分な温度制御手段を備えてなることが好ましい。かかる温度制御手段としては、例えば加熱源として電気ヒーターを用いる場合、金型側面に設置された熱電対により該側面の温度を監視しながらヒーターの電圧をPID制御装置で制御する方法が挙げられる。温度を監視する方法としては、熱電対以外にも例えばバイメタルや赤外線モニターなどに代表される各種の方法が可能である。またかかる温度の監視は、必ずしも直接表面Aの高温化部分を監視する必要はなく、かかる部分の温度を制御するに十分な箇所ではあればいずれであってもよい。すなわち、表面Aの高温化部分の温度とかかる監視部分の温度の相関関係が求められていれば実質的に表面Aの高温化部分の温度を監視することになる。またかかる部分の温度は熱解析のシュミレーションによってもほぼ予測可能であるため、温度を監視することなく例えばヒーター出力の時間制御のみを行うことも可能である。より好ましい方法は温度監視手段を有する温度制御手段である。更に制御方法としては単なるON−OFF制御なども可能であるが、より好ましくは精密な制御の可能なPID制御である。また表面Aの高温化部分の温度は、キャビティ容量の減少(圧縮工程)を完了させるまでの間、一定の温度である必要はないものの、ほぼ一定の温度であることが好ましい。より好ましくは±5℃以内の制御であり、更に好ましくは±3℃以内の制御であり、特に好ましくは±1℃以内の制御である。かかる温度制御のためにも上記の温度制御手段を有することが好ましい。また加熱源はかかる制御の容易な容量のものを選択する。
【0040】
更に上記表面Aを高温化する手段は、加熱源および該加熱源から生ずる熱が母型へ発散することを防止する断熱層を備えてなることが好ましい。これは加熱源の熱が母型に発散することを防止し、表面Aの高温化をより短時間で行うためである。またかかる高温化を短時間で行うことは、成形条件に対する制約を減少できる。かかる断熱層は加熱源から表面Aの高温化部分までの熱流路が確保されればいかなる位置に配されたものもよい。しかしながら後述するように、成形サイクルの短縮のため加熱源は急速に冷却できることも求められる。したがって冷却のための放熱流路も確保した配置が好ましい。通常表面Aの高温化部分と加熱源は対面させて配置されることが多いため、かかる対面方向とは略直角方向に断熱層を配置することが好適である。
【0041】
断熱層はその熱伝導率が0.01〜10W/mKであることが好ましく、0.01〜3W/mKであることがより好ましく、0.01〜0.7W/mKであることが更に好ましく、0.01〜0.3W/mKであることが特に好ましい。かかる断熱層としては真空、空気、セラミックス、ガラス、熱硬化性樹脂、多孔質金属などが挙げられる。最も好ましい態様である簡便で断熱効果の高い断熱層は空気、すなわち空洞または隙間であるが、金型強度が低下したり断熱層内部に溶融樹脂が入りこむ危険がある場合、セラミックスなどを用いることができる。
【0042】
また加熱源と断熱層との距離としては、1〜10mmの範囲が好ましく、より好ましくは2〜8mmである。また断熱層の厚みは0.5〜10mmが好ましく、より好ましくは1〜9mmである。かかる範囲であれば母型への熱の発散の抑制と金型強度が両立される。すなわち本発明において好ましい断熱層の態様は、その熱伝導率が0.01〜10W/mKであり、かつ厚みが0.5〜10mmであって、更に加熱源と断熱層との間の距離が1〜10mmのものである。
【0043】
一方で、キャビティ内の成形品を冷却する工程の時間を短縮するため、表面Aの高温化部分は急速に冷却可能であることが好ましい。そのため表面Aを高温化する手段は更にその周囲へ熱の発散を容易とする手段も有することがより好ましい。熱の発散を容易にする方法としては、▲1▼母型の金属よりも熱伝導率の良好な部位を該周囲に配置して熱の発散を容易にする、▲2▼冷却媒体を該周囲に通して高い温度勾配を維持し熱の発散を容易にする、並びに▲1▼および▲2▼を組み合わせるなどの方法を挙げることができる(これら表面Aの高温化部分を急速に冷却可能とする手段を、以下“局所冷却手段”と称することがある)。一方でかかる局部的冷却手段は表面Aの高温化を妨げるため、表面Aを高温化する手段に対するその配置は重要である。断熱層の配置において述べたとおり、表面Aを高温化する手段として加熱源を使用する場合、表面Aの高温化部分と加熱源が対面し、更にそれらに対し略直角に断熱層が配置されることが好ましいため、局所冷却手段は加熱源に対し表面Aの高温化部分とは逆側に配置されることが好ましい。すなわち表面Aの高温化部分とは逆側に母型よりも熱伝導率の良好な部位や、冷却配管などを配置する。局所冷却手段としてより好ましいのは熱伝導率の良好な部位の配置であり、これは簡便な金型構造や良好な熱効率のためである。
【0044】
熱伝導率の良好な部位の熱伝導率としては、70〜300W/mKの範囲が好ましく、100〜200W/mKの範囲がより好ましく、150〜200W/mKの範囲が更に好ましい。かかる部位に好適な素材としてはベリリウム銅合金を挙げることができる。更にかかる部位に対して外部から冷風を局所的に当てるなどの冷却手段と組み合わせることも可能である。
【0045】
上記より本発明の好ましい態様の1つとして、金型キャビティ内の成形品をその取り出し可能な温度以下まで冷却する間、表面Aの高温化された部分を冷却してなる上記成形方法が挙げられ、より好ましくはかかる冷却する手段は加熱源の周囲に母型の金属よりも熱伝導率の良好な部位を配置する該成形方法が挙げられ、更に好ましくはかかる熱伝導率の良好な部位は加熱源に対し表面Aの高温化部分とは逆側に配置されてなる該成形方法が挙げられる。
【0046】
上記の如く、表面Aの高温化部分は、表面Aを高温化する手段と、該部分の温度が所定の温度を超えないよう制御するに十分な温度制御手段とを備えてなることが好ましいが、これらの手段は入れ子として金型に備えられることが好ましい。これはメンテナンス性が良好であり、また故障や交換に対する対応も容易となるためである。これらの手段を有する入れ子は、表面Aの高温化部分を含む構造であっても、表面Aの高温化部分に近接する構造であってもよい。より好ましいのは表面Aの高温化部分を含む構造である。更に好ましくは上記の局所冷却手段も有する入れ子である。
【0047】
本発明は、上述の如く特定の表面Aを高温化する成形方法、およびかかる成形方法に使用される金型にかかるものである。更に本発明は上記成形方法により成形された成形品にかかるものであり、殊にその成形品側面部分にゲートを有する成形品にかかるものである。
【0048】
更に本発明は、射出圧縮成形時の側面外観不良がない大型成形品の提供を可能とする。成形品の大きさは、その最大投影面積が1000cm2以上であり、より好ましくは2000cm2以上である。一方成形品の大きさの上限としては50,000cm2以下が適切であり、25,000cm2以下がより好ましい。また成形品の厚みとしては0.5〜10mmの範囲が好ましく、1〜8mmがより好ましく、1.5〜7mmが更に好ましく、特に2〜6mmが好ましい。また流動長は30cm以上が好ましく、35cm以上がより好ましい。上限としては150cm以下が適切であり、100cm以下がより好ましい。更に本発明は流動長が大きくなりやすい成形品側面部分にゲートを有する射出成形品において極めて好適な効果を有する。
【0049】
本発明は、特に射出圧縮成形時の側面外観不良が目立つ透明な成形品において有効である。すなわち本発明によれば本発明の成形方法により製造された大型の透明成形品、特に好適には車輌用の窓ガラスが提供される。また成形品側面部分の外観も良好であることが必要な車輌用外板において好適なものである。すなわち本発明によれば本発明の成形方法により製造された車輌用外板が提供される。
【0050】
これら成形品に使用される熱可塑性樹脂としては透明性が良好で、かつ耐衝撃性も良好な芳香族ポリカーボネートが最も好ましい。
【0051】
本発明の成形品は、更に各種のコーティング(ハードコート、撥水・撥油コート、紫外線吸収コート、赤外線吸収コート、耐摩耗コート、および耐チッピングコートなど)、塗装、印刷、並びにメタライジング(メッキ、および蒸着など)などの各種の表面処理を行うことができる。そして本発明の成形品は大型成形品においてもこれら表面処理を良好に行うことができる。
【0052】
本発明の成形方法は、公知の他の成形方法と組み合わせて使用することもできる。例えば上述した特公平5−19443号公報に開示された成形方法と組み合わせることも可能である。更には本発明の成形方法は、ガスアシスト射出成形、発泡成形(超臨界流体の注入によるものを含む)、インサート成形、インモールド成形、局所高温金型成形(断熱金型成形を含む)、二色成形、サンドイッチ成形、および超高速射出成形などと併用することができ、かかる併用の成形方法で製造された成形品を提供するものである。
【0053】
【発明の実施の形態】
以下、図面を用いて本発明を詳細に説明する。
【0054】
図5は、図1に示す成形品を本発明に係る射出圧縮成形方法を用いて製造する場合に使用する金型の構成を示す概略図である(該成形品のゲート側を地側として、上面からの図を示す)。型閉開始信号読取装置51により型閉開始信号を読み取り、該信号をトリガーとして熱源54を加熱開始させる。成形品側面部分(表面A)57の温度を樹脂のガラス転移温度以上に昇温した後、金型59および60が半閉鎖状態になったところで溶融樹脂58の射出を開始させ、射出中または射出が終了したところで、好ましくは射出が終了する0.1〜1秒程度手前から圧縮を開始する。熱源54の周囲に断熱層53が設けられているので金型への熱拡散が抑制され、効率的に速やかに側面部分(表面A)57の表面温度が上昇する。圧縮による加圧は、充填された樹脂が冷却固化するまで加圧する。熱源54の加熱は、圧縮による金型の移動がなくなるまで行い、側面部分(表面A)57を樹脂のガラス転移温度以上のほぼ一定値に保持させる。加熱は、側面部分(表面A)57の温度が必要以上に高くならないように側面部分(表面A)57の温度測定手段56により監視され、熱源へのエネルギー供給が温度制御手段52により制御される。圧縮による金型59の移動が終了したのち熱源の加熱を停止する。これにより側面部分(表面A)57と反対側に設けた熱伝導性の良好な局所冷却手段55から熱が放熱され、速やかに樹脂が冷却され、そして成形サイクル時間の増加は抑制される。ここで説明した成形過程の側面部分(表面A)57の温度プロファイルは図7に示される。図7中Tgは熱可塑性樹脂のガラス転移温度を示し、Taは圧縮工程終了までほぼ一定に保たれる表面Aの温度を示す。
【0055】
上記の如く、供給された溶融樹脂が圧縮される前から金型に接した成形品側面部分は樹脂のガラス転移温度以上に保たれる。これにより、樹脂の冷却収縮により生成する冷却固化層を有するヒケが抑制され、射出圧縮成形時の側面外観不良は消失し、外観の極めて良好な成形品が射出圧縮成形法から得られる。
【0056】
【実施例】
以下に実施例、比較例を用いて本発明及びその効果を更に説明するが、本発明はこれら実施例などにより何ら限定されるものではない。
【0057】
(実施例1)
成形機として型締め力12700kNの日本製鋼所製J1300E−C5−I5A射出成形機(型圧縮可能なように油圧回路および制御システムを変更した仕様)、並びに樹脂として芳香族ポリカーボネート樹脂(表1中「PC」で表示。帝人化成社製:パンライトL−1225ZL100、ガラス転移温度:150℃)を用いた。樹脂ペレットは120℃で5時間熱風型乾燥機で乾燥した。またホッパーの温度は100℃とした。
【0058】
上記図7において示した表面Aの温度プロファイルを取るように表1に示す条件で図1に示す板状成形品(寸法:450mm×450mm×3mmt、但しランナー部分は実際にはホットランナー)を射出圧縮成形した。ホットランナー部分の温度はシリンダー温度に対して20℃高い温度とした。図7におけるTaに相当する温度は約155℃であり±1℃以内で制御を行った。
【0059】
成形は型圧縮法で行い、樹脂の射出容量はキャビティ容量拡大がない場合とほぼ同じとした。すなわち、拡大されたキャビティに溶融樹脂が完全に充填されない状態で型圧縮法による射出圧縮成形を行った。更にその他の成形条件は、射出速度:50mm/sec、プレスストローク(キャビティ容量拡大のための金型後退幅):7mm、プレス速度(キャビティ容量減少のための金型前進速度):5mm/sec、オーバーラップ時間(キャビティ容量減少(圧縮)開始から射出工程が終了するまでの時間):1sec、冷却時間:40secである。また、ランナーはモールドマスターズ社製のホットランナー(直径3mmφ)を用い、充填完了後直ちにバルブゲートを閉じて型圧縮により溶融樹脂がゲートからシリンダーへ逆流しない条件とした。更に熱源は電気ヒーター(外形8mmφ、200V、850W)、並びに断熱層は電気ヒーターの両側左右対称に配置された溝を設け、空気によるものとした。またキャビティ側面を所定の温度に制御するため該側面近傍に熱電対を設置し、かかる信号から電気ヒーターをPID制御して行った(左右の電気ヒーター制御は独立の制御としたが、左右両側の温度差はほとんど認められなかった)。また該熱電対と側面部表面温度との相関関係は、金型を成形機に取り付け所定の金型温度にした状態で、側面部表面温度を計測し熱電対により計測される温度との比較から求めた。これらの電気ヒーター、断熱層、および熱電対、並びに熱伝導性の良好な局所冷却手段は図5および6に示されるように側面部(表面A)を含む入れ子として一体化されたものを使用した。
【0060】
成形サイクルは約70秒であり、得られた成形品は、側面の筋状の外観不良は無く良好な外観なものであった。
【0061】
(実施例2)
熱源の周囲に配された断熱層がない以外は、実施例1と同様の入れ子を使用して図7において示したキャビティ側面(表面A)の温度プロファイルに基づいて成形を行った。表面Aの温度上昇に時間を要したため成形サイクルは約100秒であったが、得られた成形品は、側面の筋状の外観不良は無く良好な外観なものであった。
【0062】
(実施例3)
樹脂がポリメチルメタクリレート樹脂(表1中「PMMA」で表示。旭化成社製:デルペット80N、ガラス転移温度115℃)であり、図7に示すTaがほぼ120℃となるようにし、乾燥温度を90℃、ホッパー温度を75℃、および成形条件を表1に示す条件とした以外は、ほぼ実施例1と同様の条件で成形を行った。得られた成形品は、側面の筋状の外観不良は無く良好な外観なものであった。
【0063】
(実施例4)
樹脂がポリカーボネート樹脂と結晶性ポリエステル樹脂のアロイ(表1中「PC/Pes系」で表示。ガラス転移温度131℃)であり、図7に示すTaがほぼ150℃となるようにし、成形条件を表1に示す条件とした以外は、ほぼ実施例1と同様の条件で成形を行った。得られた成形品は、側面の筋状の外観不良は無く良好な外観なものであった。また、得られた成形品に塗装を行っても良好な外観が得られた。
【0064】
尚、上記アロイからなるペレットは次のように製造した。芳香族ポリカーボネート樹脂(帝人化成(株)製パンライトL−1250WP)30重量部、PBT樹脂(長春人造樹脂廠股ふん有限公司製1100211S)30重量部、相溶化剤((株)クラレ製TKS−7300)10重量部、タルク(IMI FabiS.p.A製 Hitalc Ultra5c)25重量部、ゴム質重合体((株)クラレ製SEPTON2005)5重量部、およびホスフエート系熱安定剤(旭電化工業(株)製アデカスタブPEP−8)0.2重量部をタンブラーで均一に混合した後、同方向ベント付き2軸押出機((株)日本製鋼所製TEX−α、スクリュー径30mm)にてスクリュー回転数150rpm、シリンダ温度280℃、ベント吸引度30kPaで押出し、ペレットを得た。
【0065】
(比較例1)
実施例1において、電気ヒーターのスイッチをいれることなくほぼ同様の条件で成形を行った。得られた成形品には側面に筋状の外観不良が発生した(尚、成形品は透明であるため、該不良の領域は成形品表裏面からも観察できる)。
【0066】
(比較例2)
実施例3において、電気ヒーターのスイッチをいれることなくほぼ同様の条件で成形を行った。得られた成形品には側面に筋状の外観不良が発生した(尚、成形品は透明であるため、該不良の領域は成形品表裏面からも観察できる)。
【0067】
(比較例3)
実施例4において、電気ヒーターのスイッチをいれることなくほぼ同様の条件で成形を行った。得られた成形品には側面に筋状の外観不良が発生した。さらに、得られた成形品に塗装を行った結果、成形品側面の筋状の外観不良があるところで、塗装外観が悪かった。
【0068】
【表1】

【発明の効果】
本発明を用いると、高外観、高い表面精度、および高い形状精度を有する射出成形品を低コストで得ることができる。殊に大型の透明な射出成形品において有効である。かかる成形品は、建築物、建築資材、農業資材、海洋資材、車両、電気・電子機器、機械、その他の各種分野において、その奏する工業的効果は極めて大である。
【図面の簡単な説明】
【図1】成形品の一例、および本発明の実施例において製造した成形品の形状の概略を示す斜視図である。
【図2】上記成形品を成形する際の金型キャビティおよび供給された樹脂の状態を示す概略図である。該キャビティではゲート部分(三角形の部分)は、製品(正方形の板状成形品)と同一厚みである。[2−A]溶融樹脂の供給完了時点の状態を示す。かかる時点ではキャビティ側面部において溶融樹脂が接触した部分と接触していない部分があり、キャビティ内には溶融樹脂が未充填の部分があることを示す。[2−B]金型を完全に閉鎖し、所定のキャビティ容量まで圧縮を行った状態を示す。
【図3】成形品の一例を示す。凹型の容器であり底面中央部分にダイレクトゲートを有する。
【図4】上記成形品を成形する際の金型キャビティおよび供給された樹脂の状態を示す概略図である。[4−A]溶融樹脂の供給完了時点の状態を示す。かかる時点ではキャビティ側面部において溶融樹脂は、キャビティ容量の減少に伴い面積が減少するキャビティ表面部分(表面A)には全く接触していないことを示す。[4−B]金型を完全に閉鎖し、所定のキャビティ容量まで圧縮を行った状態を示す。
【図5】上記図1の成形品を成形する際に使用した射出圧縮成形用金型の概略構成図を示す。成形品ゲートは地側にあり上面からの図となる。
【図6】上記図1の成形品を成形する際に使用した射出圧縮成形用金型の概略構成図を示す正面図である。
【図7】成形過程における金型キャビティ側面(表面A)の温度プロファイルを示す図である。
【符号の説明】
11 成形品本体(長さ450mm×幅450mm×厚み3mm)
12 ゲート(厚みは全て3mm)
13 スプルー
21 可動側金型
22 固定側金型
23 供給された樹脂(網掛けで示す)
24 圧縮前の成形品本体に相当するキャビティ
25 圧縮前からキャビティ側面部(表面A)に接触した部分
26 圧縮前のゲートに相当するキャビティ
27 スプルー部分
28 圧縮後の成形品本体に相当するキャビティ
29 圧縮後のゲートに相当するキャビティ
31 成形品本体(凹状容器)
32 ゲート(底面にダイレクトゲート、スプルーのみ)
41 可動側金型
42 固定側金型
43 表面Aに相当する金型キャビティ表面部分
44 圧縮前の金型キャビティ
45 供給された樹脂
46 スプルー
51 型閉開始信号読取装置
52 温度制御装置
53 断熱層(幅:9mm、厚み:3mm、および長さは電気ヒーターと同一長さの溝、すなわち空気による断熱層である。またヒータと該断熱層との距離は両側共に3mm)
54 加熱源(電気ヒーター、径8.0mmφ、200V、850W)
55 局所冷却手段(熱伝導率167W/mKのベリリウム銅合金からなる部位。その端面は電気ヒーターに接触しており、厚み8mmおよび長さは電気ヒーターと同一である)
56 温度測定手段(製品本体の下側から100mm、かつ側面部表面から2mmの部分に配された熱電対)
57 金型キャビティの側面(表面A)
58 キャビティ内の樹脂
59 可動側金型
60 固定側金型
61 上記加熱源、断熱層、温度測定手段、および局所冷却手段を含んで構成され、表面Aを含む金型用入れ子
62 加熱源と断熱層との間の距離(3mm、4箇所何れも同一)
63 金型の母型から構成される部位(尚60の材質は該62の材質と同じ)
Claims (14)
- 少なくともその供給完了時において目的とする成形品容量よりも大なる容量の金型キャビティ内に溶融した熱可塑性樹脂を供給し、その供給完了後に金型キャビティ容量を目的とする成形品容量まで減少し、金型キャビティ内の成形品をその取り出しが可能な温度以下まで冷却後成形品を取り出す成形方法であって、金型キャビティ容量の減少に伴いその面積が減少する金型キャビティの表面部分(表面A)の内少なくとも金型キャビティ容量の減少を開始する前から溶融樹脂が接する部分を含む側面のすべてを母型より高温化して金型キャビティ容量の減少を完了することを特徴とする、最大投影面積が1,000cm2〜50,000cm2、流動長が30cm〜150cmであり、かつ側面にゲートを有する成形品の成形方法。
- 上記の熱可塑性樹脂の供給が、射出成形により行われる請求項1に記載の成形方法。
- 熱可塑性樹脂のガラス転移温度をTg(℃)としたとき、上記表面Aの少なくとも一部を、Tg+0.5〜Tg+50(℃)の範囲で高温化する請求項1または2のいずれかに記載の成形方法。
- 上記の高温化される部分は、表面Aのうち金型キャビティ容量の減少を開始する前から溶融樹脂が接する部分である請求項1〜3のいずれか1項に記載の成形方法。
- 上記表面Aの高温化される部分は、該部分の温度が所定の温度を超えないよう制御するに十分な温度制御手段を備えてなる請求項1〜4のいずれか1項に記載の成形方法。
- 上記表面Aを高温化する手段は加熱源によるものである請求項1〜5のいずれか1項に記載の成形方法。
- 金型キャビティ内の成形品をその取り出し可能な温度以下まで冷却する間、表面Aの高温化された部分を冷却してなる請求項1〜6のいずれか1項に記載の成形方法。
- 上記の金型は、上記表面Aの高温化する部分を含む入れ子、または該部分に近接する入れ子を備えており、該入れ子は該部分を高温化する手段と、該部分の温度が所定の温度を越えないよう制御するに十分な温度制御手段とを備えてなる請求項1〜7のいずれか1項に記載の成形方法。
- 上記表面Aを高温化する手段は、加熱源および該加熱源から生ずる熱が母型へ発散することを防止する断熱層を備えてなる請求項6〜8のいずれか1項に記載の成形方法。
- 上記断熱層は、その熱伝送率が0.01〜10W/mKであり、かつ厚みが0.5〜10mmであって、更に加熱源と断熱層との間の距離が1〜10mmである請求項9に記載の成形方法。
- 少なくともその供給完了時において目的とする成形品容量よりも大なる容量の金型キャビティ内に溶融した熱可塑性樹脂を供給し、その供給完了後に金型キャビティ容量を目的とする成形品容量まで減少し、金型キャビティ内の成形品をその取り出しが可能な温度以下まで冷却後成形品を取り出す成形方法に使用される金型であって、該金型は、金型キャビティ容量の減少に伴いその面積が減少する金型キャビティの表面部分(表面A)の内少なくとも金型キャビティ容量の減少を開始する前から溶融樹脂が接する部分を含む側面のすべてを母型より高温化する手段を備えることを特徴とする樹脂成形用金型。
- 熱可塑性樹脂のガラス転移温度をTg(℃)としたとき、上記表面Aの少なくとも一部を、Tg+0.5〜Tg+50(℃)の範囲で高温化する手段を備える請求項11に記載の樹脂成形用金型。
- 該金型は、表面Aの高温化部分を含む入れ子、または該部分に近接する入れ子を備え、該入れ子は、該部分を高温化する手段と、該部分の温度が所定の温度を越えないよう制御するに十分な温度制御手段とを備えてなる請求項11または12のいずれかに記載の樹脂成形用金型。
- 上記表面Aを高温化する手段は、加熱源および該加熱源から生ずる熱が母型へ発散することを防止する断熱層を備えてなる請求項11〜13のいずれか1項に記載の樹脂成形用金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001393673A JP4323125B2 (ja) | 2001-12-26 | 2001-12-26 | 樹脂の成形方法、該成形方法で使用される金型、および該成形方法からの成形品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001393673A JP4323125B2 (ja) | 2001-12-26 | 2001-12-26 | 樹脂の成形方法、該成形方法で使用される金型、および該成形方法からの成形品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003191302A JP2003191302A (ja) | 2003-07-08 |
| JP4323125B2 true JP4323125B2 (ja) | 2009-09-02 |
Family
ID=27600612
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001393673A Expired - Lifetime JP4323125B2 (ja) | 2001-12-26 | 2001-12-26 | 樹脂の成形方法、該成形方法で使用される金型、および該成形方法からの成形品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4323125B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007223143A (ja) * | 2006-02-23 | 2007-09-06 | Sumitomo Chemical Co Ltd | 熱可塑性樹脂成形体の製造方法 |
| JP2008087171A (ja) * | 2006-09-29 | 2008-04-17 | Sumitomo Chemical Co Ltd | 熱可塑性樹脂成形体の製造方法 |
| JP5869874B2 (ja) * | 2011-12-27 | 2016-02-24 | Hoya株式会社 | プラスチックレンズの製造方法 |
| US20150224695A1 (en) * | 2012-07-31 | 2015-08-13 | 3M Innovative Properties Company | Injection Molding Apparatus and Method Comprising a Mold Cavity Surface Comprising a Thermally Controllable Array |
| JP2019209639A (ja) * | 2018-06-07 | 2019-12-12 | クミ化成株式会社 | 成形品の製造方法 |
-
2001
- 2001-12-26 JP JP2001393673A patent/JP4323125B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003191302A (ja) | 2003-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7445743B2 (en) | Molding tool, and method of making plastic articles | |
| JP3942945B2 (ja) | 射出圧縮成形装置、射出圧縮成形方法およびその方法による射出圧縮成形品 | |
| JP5162364B2 (ja) | 多層成形品の製造方法および多層成形品 | |
| US20080230958A1 (en) | In-Mould Coating Method and Device for the Same | |
| TW201127605A (en) | Device and method for producing thick-walled moulded plastics parts with reduced sink marks by injection moulding or injection-compression moulding | |
| JP4323125B2 (ja) | 樹脂の成形方法、該成形方法で使用される金型、および該成形方法からの成形品 | |
| WO2000078527A1 (en) | Blow molding method, blow molded product and blow molding mold | |
| US7018190B2 (en) | Resin multilayer molding method and multilayer molding device | |
| CN101722619B (zh) | 高光泽塑料产品的表面硬化处理方法 | |
| JP4674241B2 (ja) | 成形金型の加熱方法並びに樹脂成形品の製造方法 | |
| JP5442927B2 (ja) | 多層成形品を製造する成形法 | |
| JP2006256078A (ja) | プレス成形装置、このプレス成形装置を用いたプレス成形方法およびこのプレス成形装置により形成された樹脂成形品 | |
| JP2000238103A (ja) | 成形金型装置 | |
| KR20110076799A (ko) | 사출성형방법 및 사출성형장치 | |
| KR101823084B1 (ko) | 변형보정 사출성형 장치 및 방법 | |
| CA2296377C (en) | Resin multilayer molding method and multilayer molding device | |
| JP3603581B2 (ja) | 表皮材インサート成形方法及び装置 | |
| JPH06218784A (ja) | 射出成形装置 | |
| CN214163861U (zh) | 一种便于成型模胚的注塑模具 | |
| JP4200225B2 (ja) | ゲートチップの工程別加熱による射出成形方法 | |
| JP2743689B2 (ja) | プレス成形用金型およびこれを用いてなる熱可塑性樹脂のプレス成形方法 | |
| JP3242612B2 (ja) | 表皮材インサート成形方法及び装置 | |
| JP2003145538A (ja) | 成形用金型及びその製造方法 | |
| JP2005088435A (ja) | フッ素系熱可塑性エラストマーの射出成形装置および射出成形方法 | |
| JP2000006174A (ja) | 積層成形体およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040610 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051025 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060801 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070529 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070723 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080924 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081009 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20081212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090512 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090604 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4323125 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120612 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130612 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140612 Year of fee payment: 5 |
|
| EXPY | Cancellation because of completion of term |