CN103385420A - 冷冻面类的制备方法 - Google Patents
冷冻面类的制备方法 Download PDFInfo
- Publication number
- CN103385420A CN103385420A CN2012101750203A CN201210175020A CN103385420A CN 103385420 A CN103385420 A CN 103385420A CN 2012101750203 A CN2012101750203 A CN 2012101750203A CN 201210175020 A CN201210175020 A CN 201210175020A CN 103385420 A CN103385420 A CN 103385420A
- Authority
- CN
- China
- Prior art keywords
- noodles
- frozen
- contact angle
- die
- spaghetti
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS OR NON-ALCOHOLIC BEVERAGES, NOT OTHERWISE PROVIDED FOR; PREPARATION OR TREATMENT THEREOF
- A23L7/00—Cereal-derived products; Malt products; Preparation or treatment thereof
- A23L7/10—Cereal-derived products
- A23L7/109—Types of pasta, e.g. macaroni or noodles
Landscapes
- Health & Medical Sciences (AREA)
- Nutrition Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Polymers & Plastics (AREA)
- Noodles (AREA)
Abstract
提供表面不发粘,并且短时间内可以解冻的冷冻面。冷冻面类的制备方法,其特征在于:将用具备与水滴的接触角为85度以上的模具块的模具挤出得到的生面通过煮进行处理后冷冻。
Description
技术领域
本发明涉及冷冻面类的制备方法,更详细地说,涉及解冻性优异的冷冻面类的制备方法。
背景技术
以往,冷冻面是将通过辊压或挤出而制成的生面煮过后冷冻而制备的(专利文献1和2)。
然而,通过上述以往的制备法得到的冷冻面有如下问题:其冷冻品表面粘性大,发粘而容易粘附,同时面条的解开性差,解冻需要长时间。
现有技术文献
专利文献
专利文献1:日本特开2001-245617号公报;
专利文献2:日本特开昭62-19059号公报。
发明内容
发明要解决的课题
本发明是鉴于上述的现有技术的问题而进行的,其课题是提供冷冻品表面不发粘、并且短时间内可以解冻的冷冻面。
用于解决课题的手段
本发明人为了解决上述课题反复进行了各种研究,结果发现:如果使用通过具备与水滴的接触角(润湿性)为85度以上的模具块(dies piece,ダイスピース)的模具挤出而制成的生面,可以获得极好的结果,从而完成了本发明。
即,本发明提供冷冻面类的制备方法,其特征为:将用具备与水滴的接触角为85度以上的模具块的模具挤出而得到的生面通过煮进行处理后冷冻。
发明效果
根据本发明,可以提供面的表面不发粘,面条相互之间不会粘附而难以解开,并且短时间内可以解冻的冷冻面类。
具体实施方式
本发明中使用的模具块为:水滴与模具块表面的接触角为85度以上,优选100度以上。
此处,接触角是使用40℃的水滴10μL,通过以往公知的测定方法测定相对于由模具块的成形材料制作的试验板(试验板的温度:约20℃)的接触角时的角度。
若上述接触角小于85度,则模具块的亲水性变大,面条的表面发粘,或者难以在短时间内解冻。
若使用上述接触角为85度以上的模具块挤出而得到的生面表面的粗糙度Ra为10μm以下、优选为8μm以下,则面条表面的粘性异常降低,因此是有利的。此处,表面粗糙度Ra也称为算术平均粗糙度(按照JIS B 0601-1994),是指:精密测定面条表面的凹凸,在面条的长轴方向上设定的平均线的方向取基准长度(l),对该部分在平均线的方向上取X轴,在轴向放大率的方向上取Y轴,用y=f (x)表示粗糙度曲线时,通过下式(I)求出的值。本发明获得的生面的表面粗糙度(Ra)的测定可以使用激光显微镜等机器,通过测量面条的表面来实施。
[数1]

上述接触角为85度以上的模具块可以通过适当选择模具块的成形材料来制备。
作为所述成形材料,只要满足上述的接触角和吸水率即可,没有特别限制,可以是合成树脂也可以是金属,但从容易调节面条表面的表面粗糙度的角度考虑,优选合成树脂。
作为该合成树脂,例如有Teflon (注册商标)等聚四氟乙烯(PTFE)、全氟烷氧基氟树脂(PFA)、四氟乙烯-六氟丙烯共聚物(FEP)、偏氟乙烯、Duracon (注册商标)等聚缩醛、聚碳酸酯、聚对苯二甲酸丁二醇酯、聚苯硫醚、聚乙烯、聚丙烯的任一种、或者将上述的树脂2种以上混合而成的混合树脂。作为特别优选的合成树脂的一个例子,例如有聚四氟乙烯95~70质量%、优选90~70质量%与偏氟乙烯5~30质量%、优选10~70质量%的混合树脂。
本发明中使用的模具块对形状没有限制,可以为与以往使用的挤出成形面条用模具块同样的形状。
本发明中使用的模具块至少与生面团接触的表面由满足上述接触角的成形材料形成即可,不必使整个模具块都由满足上述接触角的成形材料形成。而且,本发明中使用的模具块也可以通过使与生面团接触的表面的形状为具有微小的凹凸的形状等,调节接触角。
另外,本发明中使用的模具块与以往的挤出成形面条用模具块同样,在挤出生面团制备面条时,在模具上安装多个使用。
本发明中,首先通过具备上述模具块的模具将生面团挤出而获得生面的面条。
此处作为面类没有特别限定,例如有意大利面类(通心粉、意大利式细面条等)、凉面条、日式细面条、平面条(宽面条)、乌冬面、日本荞麦面、中国面条、米粉等,特别希望是意大利面类。
另外,面类的原材料根据目标面类的种类而适当选择使用。
接下来,将得到的生面通过煮进行处理后冷冻,对通过该煮进行处理的方法和冷冻方法也没有特别限制,可以与以往同样进行处理。
实施例
下面举出实施例和比较例,进一步说明本发明。
实施例1
向100质量份粗粒硬质小麦粉中混合30质量份水,捏和成生面团。接着,将其用具备接触角85度的模具块的模具挤出,得到直径1.7mm的生意大利式细面条。接下来,通过后述方法测定所得生意大利式细面条的表面粗糙度,在100℃下通过煮进行处理后,再分成各250g盛在托盘上,在零下20℃冷冻,得到冷冻意大利式细面条。
另外,上述模具块是以65质量%聚四氟乙烯与35质量%高密度聚乙烯的混合树脂作为材料而成形的。
所得生意大利式细面条在通过煮进行处理前的表面粗糙度(Ra)的测定如下进行:将生意大利式细面条冻干,作为测定用样品。使用测定形状用的激光显微镜VK-8700(Keyence株式会社),在物镜20倍下测量面条的表面,由1个样品获取12个不同部位的图像数据。所得数据在前处理(斜率修正、除噪、过滤器处理)后,在画面上沿面条方向设定平均线,按上述顺序引X轴、Y轴,测量粗糙度曲线,按照上式(I)得到各部位的测定值Ra。将所得12个测量值的平均值作为生意大利式细面条的表面粗糙度(Ra)。实施例1的生意大利式细面条的Ra值如表1所示。
实施例2
除用具备接触角88度的模具块的模具挤出以外,与实施例1同样操作,得到冷冻意大利式细面条。实施例2的生意大利式细面条的Ra值如表1所示。
另外,上述模具块是以70质量%聚四氟乙烯与30质量%高密度聚乙烯的混合树脂作为材料而成形的。
实施例3
除用具备接触角100度的模具块的模具挤出以外,与实施例1同样操作,得到冷冻意大利式细面条。实施例3的生意大利式细面条的Ra值如表1所示。
另外,上述模具块是以81质量%聚四氟乙烯与19质量%高密度聚乙烯的混合树脂作为材料而成形的。
实施例4
除用具备接触角110度的模具块的模具挤出以外,与实施例1同样操作,得到冷冻意大利式细面条。实施例4的生意大利式细面条的Ra值如表1所示。
另外,上述模具块是以91质量%聚四氟乙烯与9质量%高密度聚乙烯的混合树脂作为材料而成形的。
实施例5
除用具备接触角118度的模具块的模具挤出以外,与实施例1同样操作,得到冷冻意大利式细面条。实施例5的生意大利式细面条的Ra值如表1所示。
另外,上述模具块是以聚四氟乙烯作为材料而成形的。
比较例1
除用具备接触角83度的模具块的模具挤出以外,与实施例1同样操作,得到冷冻意大利式细面条。比较例1的生意大利式细面条的Ra值如表1所示。
另外,上述模具块是以61质量%聚四氟乙烯与39质量%高密度聚乙烯的混合树脂作为材料而成形的。
比较例2
除用具备接触角80度的模具块的模具挤出以外,与实施例1同样操作,得到冷冻意大利式细面条。比较例2的生意大利式细面条的Ra值如表1所示。
另外,上述模具块是以尼龙作为材料而成形的。
比较例3
除用具备接触角55度的模具块的模具挤出以外,与实施例1同样操作,得到冷冻意大利式细面条。比较例3的生意大利式细面条的Ra值如表1所示。
另外,上述模具块是以不锈钢作为材料而成形的。
试验例1
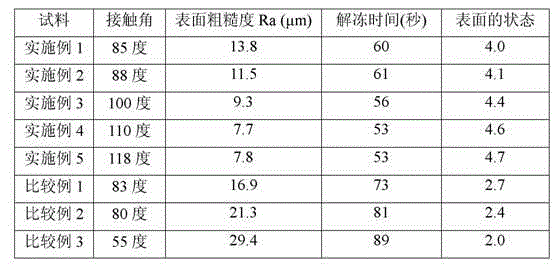
用意大利面蒸煮机(パスタスチーマー) (日清富滋制)将实施例1~5以及比较例1~3中得到的各冷冻意大利式细面条解冻。此时,测量解冻需要的时间。解冻处理各进行10次,其平均值如表1所示。再按以下评价基准由10人专家小组评价解冻的生意大利式细面条的表面的状态。其结果的平均值如表1所示。
评价基准
5:面条表面不粘,面条相互之间不粘附,解开性极好;
4:面条表面几乎不粘,面条相互之间几乎不粘附,解开性良好;
3:面条表面微发粘,面条相互之间微有粘附,解开性还算好;
2:面条表面略发粘,面条相互之间略有粘附,解开性与通常的生意大利面同等;
1:面条表面发粘,面条相互之间粘附,解开性不良。
表1
Claims (3)
1. 冷冻面类的制备方法,其特征在于:将用具备与水滴的接触角为85度以上的模具块的模具挤出得到的生面通过煮进行处理后冷冻。
2. 权利要求1记载的制备方法,其中,模具块与水滴的接触角为100度以上。
3. 权利要求1或2记载的制备方法,其中,生面的表面粗糙度Ra为10μm以下。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/055721 WO2013168454A1 (ja) | 2012-05-08 | 2013-03-01 | 冷凍麺類の製造方法 |
| JP2013544949A JPWO2013168454A1 (ja) | 2012-05-08 | 2013-03-01 | 冷凍麺類の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012106674 | 2012-05-08 | ||
| JP2012-106674 | 2012-05-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103385420A true CN103385420A (zh) | 2013-11-13 |
Family
ID=49529980
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012101750203A Pending CN103385420A (zh) | 2012-05-08 | 2012-05-31 | 冷冻面类的制备方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2013168454A1 (zh) |
| CN (1) | CN103385420A (zh) |
| WO (1) | WO2013168454A1 (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201900020048A1 (it) * | 2019-10-30 | 2021-04-30 | Barilla Flli G & R | Procedimento per la produzione di un prodotto alimentare tipo pasta per estrusione attraverso un inserto in resina poliacetalica e relativo prodotto |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61141855A (ja) * | 1984-12-14 | 1986-06-28 | Mamaa Makaroni Kk | 冷凍パスタの製造法 |
| JPS6379550A (ja) * | 1986-09-25 | 1988-04-09 | 田中貴金属工業株式会社 | スパゲテイ押出用ダイスの製造方法 |
| ES2041408T3 (es) * | 1988-07-28 | 1993-11-16 | Borden, Inc. | Procedimiento para preparar un producto de pasta de coccion rapida. |
| JP3215569B2 (ja) * | 1994-03-08 | 2001-10-09 | 日本製粉株式会社 | 押し出し麺製造用ダイスピース |
| JP3495828B2 (ja) * | 1995-09-14 | 2004-02-09 | 日清フーズ株式会社 | 冷凍パスタ類の製造方法 |
| JP2000032938A (ja) * | 1998-07-17 | 2000-02-02 | Showa Sangyo Co Ltd | 冷凍パスタの製造方法 |
| JP4049517B2 (ja) * | 2000-07-07 | 2008-02-20 | 日清製粉株式会社 | 成型冷凍パスタ類の製造法 |
| JP2004105150A (ja) * | 2002-09-20 | 2004-04-08 | Okumoto Seifun Kk | 麺類の製造方法 |
| JP4690825B2 (ja) * | 2005-08-19 | 2011-06-01 | 日清フーズ株式会社 | 調理済みパスタ及びその製造方法 |
| JP5345491B2 (ja) * | 2009-09-28 | 2013-11-20 | 株式会社ニチレイフーズ | 生パスタの製造方法、茹でパスタの製造方法、冷凍茹でパスタの製造方法、及びパスタ |
-
2012
- 2012-05-31 CN CN2012101750203A patent/CN103385420A/zh active Pending
-
2013
- 2013-03-01 WO PCT/JP2013/055721 patent/WO2013168454A1/ja not_active Ceased
- 2013-03-01 JP JP2013544949A patent/JPWO2013168454A1/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2013168454A1 (ja) | 2016-01-07 |
| WO2013168454A1 (ja) | 2013-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Srinivasa et al. | Properties and sorption studies of chitosan–polyvinyl alcohol blend films | |
| Chen et al. | Preparation of poly (vinyl alcohol)/ionic liquid composites with improved processability and electrical conductivity for fused deposition modeling | |
| EP3438145B1 (en) | Copolymer latex | |
| CN100351068C (zh) | 薄膜的制造方法 | |
| JP5596873B2 (ja) | 生パスタ類および冷凍生パスタ類の製造方法 | |
| CN102348754A (zh) | 含填充材料的氟树脂片材、其制造方法及垫片 | |
| CN103385420A (zh) | 冷冻面类的制备方法 | |
| CN103402372A (zh) | 干燥意大利面的制造方法 | |
| Benincasa et al. | Relationships between wheat flour baking properties and tensile characteristics of derived thermoplastic films | |
| Ebrahimi et al. | Material compatibility and processing challenges in droplet deposition modelling additive manufacturing: A study on pharmaceutical excipients Polyvinylpyrrolidone/vinyl acetate (PVP/VA) and Polycaprolactone (PCL) | |
| CN103369964B (zh) | 挤出成型面条用模具拼块 | |
| JPWO2018207912A1 (ja) | 溝付き麺、溝付き麺の製造方法、及び、溝付き麺の調理方法 | |
| US8378030B2 (en) | Flex life of tetrafluoroethylene/perfluoro(alkyl vinyl ether) copolymer (PFA) | |
| JP6630077B2 (ja) | パスタ類の製造方法 | |
| CN113147012B (zh) | 聚四氟乙烯膜及其制备方法 | |
| JP7163846B2 (ja) | 光学フィルムの製造方法 | |
| CN108546380B (zh) | 一种改变peek结晶行为的二元合金化改性方法 | |
| JP4845654B2 (ja) | 膨化食品の製造方法 | |
| CN104098844A (zh) | 汽车内饰件用耐黄变pp/hdpe塑料及制备方法 | |
| CN102089143B (zh) | 软质片材的制造方法 | |
| JP3717485B2 (ja) | 樹脂ペレット製造用ダイ及び該ダイを用いた樹脂ペレットの製造方法 | |
| JP2023500585A (ja) | ポリアセタール樹脂製のインサートを介して押出成形することによるパスタ食品の製造プロセスおよび関連製品 | |
| CN104140644B (zh) | 一种聚酯薄膜材料及其制备方法 | |
| CN106554564B (zh) | 高耐热改性聚丙烯复合材料及其制备方法 | |
| CN100513142C (zh) | 超长氟橡胶板生产工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20131113 |