WO2019100809A1 - 一种高强韧性丝状晶粒纯钛及其制备方法 - Google Patents
一种高强韧性丝状晶粒纯钛及其制备方法 Download PDFInfo
- Publication number
- WO2019100809A1 WO2019100809A1 PCT/CN2018/104167 CN2018104167W WO2019100809A1 WO 2019100809 A1 WO2019100809 A1 WO 2019100809A1 CN 2018104167 W CN2018104167 W CN 2018104167W WO 2019100809 A1 WO2019100809 A1 WO 2019100809A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- filamentous
- grains
- titanium
- pure titanium
- annealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
- C22F1/183—High-melting or refractory metals or alloys based thereon of titanium or alloys based thereon
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/02—Inorganic materials
- A61L27/04—Metals or alloys
- A61L27/06—Titanium or titanium alloys
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/50—Materials characterised by their function or physical properties, e.g. injectable or lubricating compositions, shape-memory materials, surface modified materials
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
Definitions
- the invention belongs to the field of biosurgical implantable structural materials, and particularly relates to a filamentous crystal pure titanium material with high toughness and energy and a preparation method thereof.
- pure titanium not only has a better biological phase. Capacitive and corrosion-resistant, it also avoids the expensive cost of the alloy, complex processes and elements such as Al and V which are harmful to living organisms. It can be preferably used as a structural material for joints, dental and scaffold organisms. However, conventional pure titanium exhibits lower yield strength and wear resistance due to the lack of strengthening of alloying elements.
- the standard GB/T 13810-2007 (ISO 5832-2 2012) specifies the yield strengths of TA1 (Grade 1) and TA2 (Grade 2) pure titanium of 170 MPa and 275 MPa, respectively, which is much lower than the 860 MPa of Ti-6Al-4V. . Therefore, the development of pure titanium with ultra-high strength and toughness is an urgent problem to be solved as a load-bearing structural material.
- the ultrafine or nanocrystalline structure formed by severe plastic deformation can effectively improve the strength of the metal material, the lattice defects such as saturated dislocations and grain boundaries severely limit the subsequent plastic deformation ability, so that after the type of material yields Immediately breaks the failure.
- the use of large plastic deformation method at room temperature to refine the hexagonal structure of pure titanium has the problem of difficult deformation and easy cracking.
- the patent CN 103981472 B achieves grain refinement by equal channel angular extrusion in the form of copper wrapping, the process requires copper wrapping, multi-pass equal channel corner extrusion, and removal of the wrapped copper, which is extremely inefficient. It is not suitable for large-scale production.
- patent CN 102703756 B combined with high energy ball milling and spark plasma sintering process to prepare coarse-grain/fine-grain bimodal grain Ti-6Al-4V with better mechanical properties.
- this process step is complicated and the energy consumption is high.
- the limited toughness of the multimodal grain structure makes it difficult to make the strength of the pure titanium reach the strength of the alloy material.
- the pure titanium with superior toughness can be prepared by asynchronous rolling and subsequent annealing, but the tensile strength of the whole material is still lower than 700 MPa, and the block size is only 300 ⁇ m, which is difficult to be practical.
- the effect of ultrasonic impact treatment on the deformation behavior of the present pure titanium under uniaxial tension Materials and design, 2017; 117: 371–381., based on the mechanism of fine-grain strengthening and gradient structure coupling toughening, use The high-energy shot peening method prepares a nano-gradient layer on the surface of pure titanium.
- the thickness of the nano-gradient layer is too thin, the yield strength is only increased by 60 MPa and the plasticity is greatly reduced.
- the overall strength of the materials prepared by the surface mechanical nanometering method is not much improved, and the surface roughness is too large, which is not conducive to production and practical.
- the pure titanium has the same tough mechanical properties as the alloy titanium, and has better biocompatibility and corrosion resistance, avoiding the expensive cost of the alloy, the complicated process and the elements such as Al and V which are harmful to the living body. It is preferably used as a structural material for implants, dental and scaffold organisms.
- the invention also provides a preparation method of high-strength and tough filamentous crystal pure titanium.
- a high-strength and tough filamentous grain pure titanium the microstructure consists of a mixture of filamentary grains and equiaxed grains, wherein the ratio of the major axis to the minor axis of the filamentous grains is greater than 40 and the minor axis size is 10 ⁇ m to 10 nm.
- the equiaxed grains are recrystallized ultrafine grains.
- the volume fraction of the filamentous crystal grains is more than 80%, and the difference in orientation between the long axes of the filamentary crystal grains is less than 10°.
- the equiaxed grains are equiaxed ultrafine grains formed by partial recrystallization of a severely plastically deformed structure by short-time annealing.
- the preparation method of the high-strength tough filamentous crystal pure titanium as described above comprises the following steps:
- Step (1) The corner of the mold used for medium-channel corner extrusion is 120°.
- step (2) the amount of strain for each rotary forging is ⁇ 1.4, and the cumulative strain for multi-pass swaging is ⁇ 2.5.
- the annealing in the step (3) is a reductive annealing at a temperature of 300 to 400 ° C, and each annealing time is 60 s to 1 h.
- the multi-pass control rolling process in the step (3) is synchronous symmetrical rolling along the longitudinal direction of the sheet, that is, the size and speed of the upper and lower rolls are the same and the rolling speed is not higher than 50 mm/s.
- Step (3) The temperature range of the multi-pass control rolling process is -196 to 400 ° C, the strain of a single pass is ⁇ 0.1, and the cumulative strain of the multi-pass rolling between adjacent annealing is ⁇ 0.5.
- the annealing process in the step (4) is a partial recrystallization annealing at a critical recrystallization temperature, the temperature is 400 to 450 ° C, and the time is 30 to 600 s.
- the textured orientation of the filamentary grains of the filamentary crystal pure titanium produced along the long axis direction is a crystallographic soft orientation, and the equiaxed grains are discretely distributed between the filamentary grains.
- the reason why the filamentary grain pure titanium has high strength and toughness is that: (1) ultrafine/nano-sized filamentary grains and equiaxed grains have high-density grain boundaries, which can effectively improve the yield strength of the material; (2) The recovered or recrystallized grains have lower dislocation density relative to the severely plastically deformed grains, providing more lattice defect storage space for subsequent work hardening; (3) discretely distributed between the filamentary grains Submicron and/or nano equiaxed crystals can effectively alleviate the stress concentration along the grain boundary caused by the uncoordinated deformation between filamentous grains, broaden the spatial range along the grain boundary strain gradient, and promote structural strengthening and toughening; (4) Compared with the equiaxed ultrafine or nanocrystalline, the dislocations have a sufficiently long sliding path along the long axis direction of the filamentary grains, and the soft orientation texture in this direction facilitates the actuation of the slip system, prompting the material to occur. Uniform plastic deformation.
- the crystal grains are difficult to grow spontaneously in one direction;
- the conventional severe plastic deformation method can change the shape of the parent metal grain, but the complex dislocation proliferation, quenching, and recombination process Grain refinement is evident and tends to form equiaxed dislocation structures or new grains.
- the equal channel angular extrusion process has a circumferential confining pressure, but the large shear deformation at the corner causes the original grain to be broken and cannot be greatly elongated in one direction; the simple cumulative rolling process can be elongated.
- the lamellar grain structure but the long diameter of these grains is relatively small; the drawing process does not have a large cumulative strain amount, and the aspect ratio of the formed crystal grains is also very small. Therefore, the preparation of the filamentary structure requires not only the accumulation of a sufficiently high plastic strain but also a suitable plastic deformation rate and path.
- the purpose of a few passes of the equal channel corner extrusion step is to apply large strain to the bar and adjust the texture to reduce the angle between the grain slip system and the length direction of the rod, which is beneficial to the subsequent grain in the process of swaging.
- the length direction is elongated and deformed.
- the rotary forging process not only can apply uniform circumferential confining pressure, but the concentric unidirectional passage of variable diameter and the control single-pass strain are the key factors to ensure that the filamentary grains do not undergo equiaxed fracture.
- the pure titanium after multi-pass swaging is recycled and annealed. And control rolling.
- the filamentary grain pure titanium prepared by the method has the mechanical characteristics of having excellent strength and plastic deformation ability, the tensile yield strength is greater than 770 MPa, the tensile strength is greater than 900 MPa, and the uniform tensile plasticity is greater than 5%. The elongation after break is greater than 10%.
- the present invention has the following advantages and beneficial effects:
- microstructure composed of micro/nanofilamentous grains and ultrafine equiaxed grains can simultaneously exhibit various strengthening and toughening mechanisms of fine grain strengthening, non-uniform structure coupling strengthening and toughening, and texture toughening.
- the pure titanium of the structure exhibits mechanical properties comparable to those of the alloy titanium;
- the material prepared is practical, and the filamentary grain pure titanium overcomes the bottleneck of toughness and can replace the application of alloy titanium, especially for biosurgical implantable structural materials;
- Fig. 1 is a graph showing the comparison of engineering stress-strain curves of the starting material, the pre-recrystallization pre-annealing material, and the filament-like grain materials obtained by different portions of recrystallization annealing conditions in Examples 1-3.
- Figure 2 is a transmission electron micrograph (TEM) image of a cross section of a bar obtained after completion of multi-pass swaging in this Example 1.
- TEM transmission electron micrograph
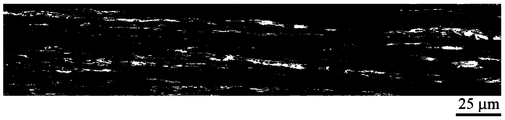
- Example 3 is a three-dimensional metallographic diagram of the high-strength and tough filamentous crystal pure titanium prepared in Example 1, and it can be seen that the material is composed of ultrafine filamentary crystal grains.
- Example 4 is an electron backscatter diffraction (EBSD) gray scale image of a 500 ⁇ 100 ⁇ m 2 region of high-strength tough filamentous crystal grains prepared in Example 1.
- EBSD electron backscatter diffraction
- Example 5 is an EBSD grayscale image of a 40 ⁇ 35 ⁇ m 2 region of high-strength and tough filamentous crystal grains prepared in Example 1, and black arrows indicate recrystallization superfine crystals.
- Fig. 6 is a graph showing the comparison of the engineering stress-strain curves of the filament-like crystal pure titanium prepared in Example 4 (broken line) and Example 1 (solid line).
- Fig. 7 is a EBSD gray scale diagram of a portion of a high-strength tough filamentous grain pure titanium partial 40 ⁇ 35 ⁇ m 2 prepared in Example 4.
- Figure 8 is a graph showing the comparison of the engineering stress-strain curves of the filament-like crystal pure titanium prepared in Example 5 (broken line) and Example 1 (solid line).
- the raw material grade is TA2, the technical standard is in accordance with GB/T3620.1-2007, and the composition is shown in Table 1.
- the raw material is made into a standard tensile pattern.
- the engineering stress-strain curve obtained by quasi-static tensile test is shown by the dotted line in Figure 1.
- the yield strength is 280 MPa
- the tensile strength is 430 MPa
- the uniform elongation is 11.9%
- the elongation after fracture It is 27%.
- Raw material pure titanium rod with a diameter of 32 mm.
- Two-pass equal channel angular extrusion The die with a channel diameter of 32 mm is selected, and the initial bar is subjected to the first pass equal channel angular extrusion.
- the extrusion die has a rotation angle of 120° and an extrusion temperature of 400 ° C.
- the bar is rotated 180° around the axis and placed in a mold for a second pass equal channel corner extrusion.
- the first pass swaging is to forge the 32mm diameter bar obtained in step (1) to a diameter of 24mm, the strain is about 0.58; the second pass swaging will swallow the diameter of 24mm bar To a diameter of 16 mm, the strain should be about 0.81; the third pass swallowing will forge a diameter of 16 mm bar to a diameter of 8 mm, and the strain should be about 1.39.
- the titanium rod having a diameter of 8 mm obtained in the step (2) was cut into a sheet having a cross section of 6.9 ⁇ 4 mm 2 , and the longitudinal direction of the sheet was parallel to the longitudinal direction of the swaged bar.
- the sheet obtained in the step (3) was subjected to annealing in a vacuum furnace at a temperature of 350 ° C for a period of 600 s.
- Multi-pass room temperature synchronous rolling the height of the roll is lowered by 0.1 mm, and the plate is rolled twice; the plate is fed in the direction of feeding, and the plate is further rolled twice.
- Step (6) is repeated four more times, wherein the rolling direction is the length direction of the sheet and the strain of a single pass is less than 0.1.
- the pure titanium obtained in the step (7) is subjected to annealing in a vacuum furnace at a temperature of 350 ° C for 600 s.
- the pure titanium plate obtained in the foregoing step was subjected to partial recrystallization annealing in a vacuum furnace at a temperature of 450 ° C for 300 s.
- the rolling process is room temperature rolling, in which the single pass rolling strain does not exceed 0.1, the cumulative plastic strain between adjacent annealings does not exceed 0.35, and the total cumulative plastic strain is 0.75.
- Fig. 2 is a TEM microstructure of a cross section of a bar obtained after the multi-pass swaging of the step (2) in the present embodiment, and the grain profile is ultra-finely equiaxed.
- Fig. 3 is a three-dimensional metallographic diagram of the high-strength and ductile grain-like pure titanium prepared in the present embodiment, and it can be seen that the material is composed of ultrafine filamentary grains.
- Figure 4 is a EBSD grayscale image of a partial 500 x 100 m2 region of a pure titanium material prepared in this case. It can be seen that the body of the microstructure consists of elongated filamentary grains. The statistical results in this region show that the average length of the filamentous crystal grains is 166 ⁇ m, the average aspect ratio is 45.7, and the composition ratio of the filamentous crystal grains is 94%, and the orientation difference between the long axes of the filamentous crystal grains is smaller than 10°. Among them, the individual filamentous crystal grains have a length of 500 ⁇ m and an aspect ratio of more than 100.
- Figure 5 is a EBSD grayscale image of a partial 40 x 35 ⁇ m 2 region of pure titanium material prepared in this case. Black arrows indicate that the recrystallized ultrafine crystals are discretely distributed along the filamentary grains.
- the thin solid line in Fig. 1 is the quasi-static tensile test engineering stress-strain curve of the filamentous grain pure titanium in the rolling direction after the completion of step (9) in the case, and the yield strength and tensile strength are 973.7 MPa and 1030.3, respectively. MPa, but the uniform elongation is only 2.1%, and the elongation after fracture is greater than 7%
- the thick solid line in Fig. 1 is the quasi-static tensile test engineering stress-strain curve of the filamentous grain pure titanium prepared in the step (10) of the present case, the yield strength is 770.5 MPa, and the tensile strength is 909.7 MPa.
- the uniform elongation was 8.3%, and the elongation after break was greater than 15%.
- This example differs from Example 1 in that the partial recrystallization annealing temperature of the preparation step (10) is 400 ° C for 480 s.
- the thin dotted line in Figure 1 is the quasi-static tensile test engineering stress-strain curve of the filamentous grain pure titanium prepared in this case along the rolling direction.
- the yield strength is as high as 838.2 MPa, with a very large work hardening rate and tensile strength. 964.8MPa, uniform plastic strain is 6.2%, elongation after fracture is greater than 12%.
- the microstructure was similar to that of Example 1, but the degree of recovery and recrystallization ratio were reduced, and the composition ratio of filamentous crystal grains was about 99%.
- This example differs from Example 1 in that the partial recrystallization annealing temperature of the preparation step (10) is 475 ° C for 300 s.
- the thick dashed line in Figure 1 is the quasi-static tensile test engineering stress-strain curve of the filamentous grain pure titanium prepared in this case along the rolling direction.
- the yield strength of the filamentous structure prepared in this case was reduced by about 90 MPa, while the uniform plasticity was only increased by 1.7%, and the elongation after fracture was greater than 16%.
- the ratio of filamentous grain composition in the microstructure is reduced to 73%, which indicates that the filamentous grains have an important contribution to the toughness of the material.
- the initial diameter of the raw material is 20 mm; the diameter of the channel of the extrusion die used in the step (1) is 20 mm; and the first pass of the step (2) is obtained by the step (1)
- the 20mm diameter bar is swaged to a diameter of 16mm.
- the second pass swaged swages a 16mm diameter bar to a diameter of 8mm.
- the total cumulative plastic strain is only 1.833.
- the subsequent steps are identical to those of Embodiment 1.
- Fig. 6 is a comparison diagram of the engineering stress-strain curves of the filament-like structural material obtained before and after partial recrystallization in Example 1 and Example 1.
- the yield strength and tensile strength of the filamentary grain material obtained before partial recrystallization annealing in this example were 740.8 MPa and 850.3 MPa, respectively.
- the uniform elongation increased to 10.8%, and the elongation after fracture was greater than 20%, but the yield strength and tensile strength were 587.2 MPa and 707.2 MPa, respectively, which were much lower than those obtained in Example 1 and Example 2.
- Figure 7 is a EBSD grayscale image of a partial 40 x 35 ⁇ m 2 region of a pure titanium material prepared in this case.
- a small amount of recrystallized ultrafine crystals have a discrete distribution, and most of the crystal grains are filamentous.
- the average minor axis size of the filamentary grains is much larger than that obtained in Example 1 and the distribution is extremely uneven, ranging from submicron spans to tens of micrometers.
- Comparing the present embodiment with the first embodiment can show that the step (2) accumulating a sufficiently high plastic strain during the swaging process is favorable for forming uniform, fine filamentous crystal grains, and the size of the filamentous crystal grains seriously affects the material strength. Toughness properties, the smaller the diameter of the filamentary grains, the higher the material strength.
- the temperature of the controlled rolling process is the liquid nitrogen temperature, that is, -196 ° C; in order to avoid the formation of cracks during the severe plastic deformation process at low temperature, the step (6) to the step of the rolling process ( 8) Performed a total of 4 times with a total cumulative plastic strain of 50% and a final sheet thickness of 2 mm.
- the other steps and parameters are identical to those of the first embodiment.
- Fig. 8 is a comparison diagram of the engineering stress-strain curves of the filament-like structural material obtained before and after partial recrystallization in Example (dashed line) and Example 1 (solid line).
- the yield strength of the filamentous structural material obtained before partial recrystallization annealing in this example was 981.7 MPa, which was comparable to that obtained in the room temperature rolling of Example 1, but showed significant work hardening and tensile strength of 1072.3 MPa in the subsequent deformation process, and uniformity.
- the elongation reached 3.4% and the elongation after break was greater than 7%.
- the wire-like structural material obtained by vacuum annealing at 450 ° C for 300 s has a yield strength of 808.6 MPa, a tensile strength of 939.9 MPa, a uniform elongation of 7.4%, and an elongation after fracture of more than 14%.
- the low temperature and large cumulative plastic deformation induced twinning is the reason why the strength of the filamentous structural material obtained in the present embodiment is higher than that obtained in Example 1.
- the yield strength, tensile strength, and elongation after elongation of the filamentary grain pure titanium prepared in the above examples are in accordance with the Chinese National Standard (GB), the International Standardization Organization (ISO), and the American Society for Testing and Materials (ASTM).
- the mechanical properties of pure titanium and titanium alloys for implantation were compared. The results are shown in Table 2.
- the status bar in the table indicates the material supply status, including annealed state (A), cast state (W), cold worked state (CW), cold worked and partially recrystallized annealed state (CW+PRA); the table specifies the non-proportional extension strength (R p0.2 ) refers to the strength corresponding to 0.2% plastic strain, that is, the yield strength described in this patent.
- the toughness of the filamentous crystal pure titanium provided by the present invention is much higher than that of the conventional surgical implanted pure titanium, and has the same properties as Ti-6Al-4V and Ti-6Al-7Nb. Quite mechanical properties.
- the invention provides a high-strength and tough filamentous crystal pure titanium and a preparation method thereof, which are not limited to the application of biomedical surgical implantable structural materials. Any high-strength and tough filamentous crystal pure titanium provided by the invention and its preparation method in any field and industry are all covered by the patent.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Veterinary Medicine (AREA)
- Materials Engineering (AREA)
- Dermatology (AREA)
- Medicinal Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Transplantation (AREA)
- Epidemiology (AREA)
- Mechanical Engineering (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Forging (AREA)
- Materials For Medical Uses (AREA)
Abstract
一种高强韧性丝状晶粒纯钛,微观结构由丝状晶粒或者丝状晶粒与等轴晶粒混合构成,其中丝状晶粒的长轴与短轴的长度比例大于40且短轴尺寸为10μm~10nm,等轴晶粒为再结晶超细晶。其制备方法包括以下步骤:(1)1-2道次等通道转角挤压,获得钛棒材;(2)对钛棒材进行多道次旋锻后切割,获得横截面为矩形的钛板材;(3)对钛板材循环进行退火-多道次控制轧制;(4)退火得高强韧性丝状晶粒纯钛。所得纯钛的力学性能与合金钛相当,降低了成本、避免了复杂工艺及对生物体有害的Al、V等元素,可用作关节类、齿科类及支架类生物体植入型结构材料。
Description
本发明属于生物体外科植入型结构材料领域,具体涉及一种具有高强韧性能的丝状晶粒纯钛材料及其制备方法。
与Ti-xAl-yV、Ti-xAl-yNb、Ti-wSn-xNb-yTa-zPb及Ti-wZr-xNb-yTa-zPb等生物医疗常用合金钛相比,纯钛不仅具有更好的生物相容性、耐腐蚀性,还避免了合金的昂贵成本、复杂工艺及对生物体有害的Al、V等元素,可优选用作关节类、齿科类及支架类生物体植入型结构材料。但是,由于缺乏合金元素的强化作用,常规纯钛表现出较低的屈服强度和耐磨性。比如,标准GB/T 13810-2007(ISO 5832-2 2012)所规定TA1(Grade 1)和TA2(Grade 2)纯钛的屈服强度分别为170MPa和275MPa,远低于Ti-6Al-4V的860MPa。所以,开发具有超高强韧性能的纯钛是拓展其作为承载型结构材料所亟待解决的问题。
虽然经过剧烈塑性变形所形成的超细晶或纳米晶结构能有效提高金属材料的强度,但饱和的位错、晶界等晶格缺陷严重限制了后续的塑性变形能力,使得该类型材料屈服之后便立即断裂失效。此外,室温条件下采用大塑性变形方法细化密排六方结构的纯钛存在变形难、易萌生裂纹的问题。虽然专利CN 103981472 B通过铜包裹的形式采用等通道转角挤压实现了晶粒细化,但该工艺需要先用铜包裹、多道次等通道转角挤压、再去除包裹的铜,效率极低,不宜于规模化生产。依据多模态晶粒强韧化机理,专利CN 102703756 B结合高能球磨和放电等离子烧结工艺制备出了力学性能较优的粗晶/细晶双模态晶粒Ti-6Al-4V。但是,该工艺步骤复杂且能耗高,即便推广用于纯钛的制备,多模态晶粒结构有限的强韧化能力也难以使纯钛的强度达到合金类材料的强度。X.L.Wu等人(Heterogeneous Lamella Structure Unites Ultrafine-Grain Strength with Coarse-Grain Ductility.Proceedings of the national academy of sciences,2015;112:14501-14505.)利用非均匀层状结构力学不协调性强韧化机理,通过异步轧制和后续退火的方法制备出强韧性能较优的纯钛,但其整体材料抗拉强度仍低于700MPa,且块体尺寸仅300μm,难以实用。A.V.Panin等人(The effect of ultrasonic impact treatment on the deformation behavior of commercially pure titanium under uniaxial tension.Materials and design,2017;117:371–381.)依据细晶强化和梯度结构耦合强韧化机理,使用高能喷丸处理方式在纯钛表面制备纳米梯度层,但由于纳米梯度层厚度太薄,屈服强度仅提高60MPa而塑性却被大幅度降低。此外,表面机械纳米化类方法所制备材料整体强度提高不多,而且表面粗糙度过大,均不利于生产和实用。
截至目前,纯钛于生物医疗、航空航天、军工装备等领域广泛应用的瓶颈仍在于强韧性偏低。在依据细晶强化、多模态晶粒强韧化、梯度耦合强化等机理及其相关工艺所得到的纯钛不能实现强韧综合力学性能大幅度突破的情况下,需要探索新型强韧化微观结构及其工业化制备方法。
发明内容
针对纯钛强韧力学性能低的问题,旨在从微观结构角度提供一种高强韧性丝状晶粒纯钛。该纯钛具有和合金钛相当的强韧力学性能,并且具有更好的生物相容性、耐腐蚀性,避免了合金的昂贵成本、复杂工艺及对生物体有害的Al、V等元素,可优选用作关节类、齿科类及支架类生物体植入型结构材料。本发明还提供了一种高强韧性丝状晶粒纯钛的制备方法。
本发明通过下述技术方案实现:
一种高强韧性丝状晶粒纯钛,微观结构由丝状晶粒与等轴晶粒混合构成,其中丝状晶粒的长轴与短轴的长度比例大于40且短轴尺寸为10μm~10nm,等轴晶粒为再结晶超细晶。
丝状晶粒的体积分数大于80%,丝状晶粒长轴之间的取向差小于10°。
等轴晶粒是剧烈塑性变形结构经短时退火发生部分再结晶形成的等轴超细晶粒。
如前所述的高强韧性丝状晶粒纯钛的制备方法,包括以下步骤:
(1)用1-2道次等通道转角挤压调整纯钛的晶粒取向,获得钛棒材;
(2)再对步骤(1)所得钛棒材进行多道次旋锻后切割,获得横截面为矩形的钛板材;
(3)再对钛板材循环进行退火-多道次控制轧制;
(4)退火得高强韧性丝状晶粒纯钛。
步骤(1)中等通道转角挤压所用模具的转角为120°。
步骤(2)中每一道次旋锻的应变量≤1.4,多道次旋锻累积应变量≥2.5.
步骤(3)中的退火为回复性退火,温度为300~400℃,每一次退火时间为60s~1h。
步骤(3)中的多道次控制轧制过程是沿板材长度方向的同步对称轧制,即上下轧辊的尺寸和速度都相同且轧制速度不高于50mm/s。
步骤(3)多道次控制轧制过程的温度范围为-196~400℃,单一道次的应变量≤0.1,且相邻两次退火之间所进行多道次轧制的累积应变量≤0.5。
步骤(4)中的退火过程为临界再结晶温度下的部分再结晶退火,温度为400~450℃,时间为30~600s。
所制得丝状晶粒纯钛的丝状晶粒沿长轴方向的织构取向为晶体学软取向,并且等轴晶粒离散分布于丝状晶粒之间。
所述丝状晶粒纯钛具有高强韧性能的原因在于:(1)超细/纳米尺寸的丝状晶粒和等轴晶 粒具有高密度晶界,能有效提高材料屈服强度;(2)回复态或再结晶态晶粒相对于剧烈塑性变形晶粒具有较低的位错密度,为后续加工硬化提供较多的晶格缺陷存储空间;(3)离散分布于丝状晶粒之间的亚微米和/或纳米等轴晶能有效缓解丝状晶粒之间因变形不协调造成的沿晶界的应力集中,拓宽沿晶界应变梯度的空间范围,促进结构强韧化;(4)相比于等轴超细晶或纳米晶,位错沿丝状晶粒长轴方向有足够长的滑移路径,且该方向上的软取向织构有利于滑移系的开动,促使材料发生均匀塑性变形。
目前,科研和工业领域中尚没有微观结构由丝状晶粒构成的大块体金属材料。其原因在于:(1)在热塑性环境下,晶粒难以自发地单方向生长;(2)常规的剧烈塑性变形方法可以改变母材晶粒形状,但复杂的位错增殖、湮灭、重组过程使晶粒细化明显并趋向于形成等轴位错结构或新晶粒。比如等通道转角挤压工艺,虽然具有周向围压,但转角处的大剪切变形促使原始晶粒断裂碎化而不能大幅度的单向拉长;单纯的累积轧制过程能形成拉长的片层状晶粒结构,但这些晶粒的长径比较小;拉拔成型过程不具有足够大的累积应变量,所形成晶粒的长径比也非常小。所以,丝状结构的制备不仅需要累积足够高的塑性应变,还需要合适的塑性变形速率和路径。
少数道次等通道转角挤压步骤的目的在于对棒材施加大应变并进行织构调整,降低晶粒滑移系与棒长度方向之间的角度,有利于后续旋锻过程中晶粒沿棒长度方向拉长变形。旋锻工艺不仅能施加均匀的周向围压,其变口径的同轴心单向通道及控制单道次应变量都是保证丝状晶粒不发生等轴断裂的关键因素。为了避免旋锻棒材晶粒因累积塑性应变和扭转剪切应力过大而断裂碎化,并进一步增加丝状晶粒的长径比,将多道次旋锻后的纯钛再循环进行退火和控制轧制。
所述方法所制备的丝状晶粒纯钛,其力学特征在于:同时具有优异的强度和塑性变形能力,其拉伸屈服强度大于770MPa,抗拉强度大于900MPa,均匀拉伸塑性大于5%,断后伸长率大于10%。
旋锻过程的应变量算法为ε
1=ln(A
0/A),其中A
0是旋锻前纯钛棒材的截面积,A是旋锻后纯钛棒材的截面积。
轧制过程的应变量算法为ε
2=Δh/h
0,其中h
0是轧制前纯钛板材的厚度,Δh是轧制后纯钛板材厚度相对于h
0的减小量。
本发明与现有技术相比,具有如下的优点和有益效果:
1、严格控制的工艺步骤和参数制备出独特的微观结构,既克服了拉长状晶粒易断裂碎化,也避免了变形态结构大范围再结晶而长大;
2、由微/纳米丝状晶粒和超细等轴晶粒混合构成的微观结构能同时发挥细晶强化、非均 匀结构耦合强韧化和织构韧化的多种强韧化机制,具有该结构的纯钛表现出与合金钛相当的力学性能;
3、所制备材料实用性强,丝状晶粒纯钛克服了强韧性能的瓶颈,可广泛替代合金钛的应用,尤其可用于生物体外科植入型结构材料;
4、制备工艺流程简单、成本低、效率高,可规模化生产。
此处所说明的附图用来提供对本发明实施例的进一步理解,构成本申请的一部分,并不构成对本发明实施例的限定。在附图中:
图1是实施例1-3中初始原材料、部分再结晶退火前材料以及不同部分再结晶退火条件所得丝状晶粒材料的工程应力应变曲线对比图。
图2是本实施案例1完成多道次旋锻之后所得棒材横截面的透射电子显微(TEM)图。
图3是实施例1所制备高强韧性丝状晶粒纯钛的三维金相图,可以看出材料由超细丝状晶粒构成。
图4为实施例1所制备高强韧性丝状晶粒纯钛局部500×100μm
2区域的电子背散射衍射(EBSD)灰度图。
图5为实施例1所制备高强韧性丝状晶粒纯钛局部40×35μm
2区域的EBSD灰度图,黑色箭头标示再结晶超细晶。
图6是实施例4(虚线)与实施例1(实线)所制备丝状晶粒纯钛的工程应力应变曲线对比图。
图7为实施例4所制备高强韧性丝状晶粒纯钛局部40×35μm
2区域的EBSD灰度图。
图8是实施例5(虚线)与实施例1(实线)所制备丝状晶粒纯钛的工程应力应变曲线对比图。
为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
原材料牌号为TA2,技术标准符合GB/T3620.1-2007,成分如表1所示。将原材料做成标准拉伸式样,准静态拉伸测试所得工程应力应变曲线如图1细点划线所示,屈服强度为280MPa,抗拉强度为430MPa,均匀延伸率为11.9%,断后伸长率为27%。
表1

实施例1
原材料:直径32mm的纯钛棒材。
按以下具体步骤实施:
(1)两道次等通道转角挤压:选用通道直径为32mm的模具,将初始棒材进行第一道次等通道转角挤压,挤压模具的转角为120°,挤压温度为400℃;将棒材绕轴线旋转180°后放入模具进行第二道次等通道转角挤压。
(2)多道次旋锻:第一道次旋锻将步骤(1)所得直径32mm棒材旋锻到直径24mm,应变量约为0.58;第二道次旋锻将直径24mm棒材旋锻到直径16mm,应变量约为0.81;第三道次旋锻将直径16mm棒材旋锻到直径8mm,应变量约为1.39。
(3)将步骤(2)所得直径8mm的钛棒切成横截面为6.9×4mm
2的板材,板材长度方向与旋锻棒材长度方向平行。
(4)将步骤(3)所得板材置于真空炉中回复退火,温度为350℃,时间为600s。
(5)启动轧机,调节轧辊高度等于4mm,调节上下轧辊速度相等且小于等于50mm/s。
(6)多道次室温同步轧制:将轧辊高度下调0.1mm,将板材进行2道次轧制;转换板材入料方向,将板材再进行2道次轧制。
(7)再将步骤(6)重复4次,其中轧制方向为板材长度方向且单一道次的应变量小于0.1。
(8)将步骤(7)所得纯钛于真空炉中回复退火,温度为350℃,时间为600s。
(9)再将步骤(6)-步骤(8)重复5次,得到厚度1mm的纯钛板材。
(10)将前述步骤所得纯钛板材在真空炉中进行部分再结晶退火,温度为450℃,时间为300s。
轧制过程为室温轧制,其中单一道次的轧制应变量不超过0.1,相邻两次退火之间的累积塑性应变量不超过0.35,总共累积塑性应变量为0.75。
图2是本实施案例完成步骤(2)多道次旋锻之后所得棒材横截面上的TEM微结构,可以看到晶粒轮廓呈超细等轴状。
图3是本实施案例所制备高强韧性丝状晶粒纯钛的三维金相图,可以看出材料由超细丝 状晶粒构成。
图4是本案例所制备纯钛材料的局部500×100μm
2区域的EBSD灰度图。可以看出微观结构的主体由细长的丝状晶粒构成。该区域内的统计结果显示,丝状晶粒的平均长度为166μm,平均长径比为45.7,且丝状晶粒所占成分比为94%,丝状晶粒长轴之间的取向差小于10°。其中个别丝状晶粒的长度达到500μm,长径比超过100。
图5是本案例所制备纯钛材料局部40×35μm
2区域的EBSD灰度图。黑色箭头指示再结晶超细晶沿丝状晶粒离散分布。
图1中的细实线为本案例步骤(9)完成之后的丝状晶粒纯钛沿轧制方向的准静态拉伸测试工程应力应变曲线,屈服强度和抗拉强度分别为973.7MPa和1030.3MPa,但均匀延伸率仅为2.1%,断后伸长率大于7%
图1中的粗实线是本案例步骤(10)所制备丝状晶粒纯钛沿轧制方向的准静态拉伸测试工程应力应变曲线,屈服强度为770.5MPa,抗拉强度为909.7MPa,均匀延伸率为8.3%,断后伸长率大于15%。
实施例2
本实施例与实施例1的区别在于:制备步骤(10)的部分再结晶退火温度为400℃,时间为480s。
图1中的细虚线是本案例所制备丝状晶粒纯钛沿轧制方向的准静态拉伸测试工程应力应变曲线,屈服强度高达838.2MPa,具有非常大的加工硬化率,抗拉强度达到964.8MPa,均匀塑性应变为6.2%,断后伸长率大于12%。
微观结构与实施例1的微观结构类似,但回复程度和再结晶比例有所降低,丝状晶粒所占成分比达到约99%。
实施例3
本实施例与实施例1的区别在于:制备步骤(10)的部分再结晶退火温度为475℃,时间为300s。
如图1中的粗虚线是本案例所制备丝状晶粒纯钛沿轧制方向的准静态拉伸测试工程应力应变曲线。相比于实施例1,本案例所制备丝状结构屈服强度降低约90MPa,而均匀塑性仅增加1.7%,断后伸长率大于16%。微观结构中丝状晶粒成分比降至73%,这说明丝状晶粒对材料的强韧性有重要贡献。
实施例4
本实施例与实施例1的区别在于:原材料的初始直径为20mm;步骤(1)中所用挤压模具的通道直径为20mm;步骤(2)中第一道次旋锻将步骤(1)所得直径20mm棒材旋锻到 直径16mm,第二道次旋锻将直径16mm棒材旋锻到直径8mm,总共累积塑性应变量仅1.833。后续步骤与实施例1完全相同。
图6为本实施例与实施例1在部分再结晶前后所得丝状结构材料的工程应力应变曲线对比图。本实施例部分再结晶退火前所得丝状晶粒材料的屈服强度和抗拉强度分别是740.8MPa和850.3MPa。部分再结晶退火后均匀延伸率增至10.8%,断后伸长率大于20%,但屈服强度和抗拉强度分别为587.2MPa和707.2MPa,都远低于实施例1和实施例2所得结果。
图7是本案例所制备纯钛材料的局部40×35μm
2区域的EBSD灰度图。少量再结晶超细晶离散分布,大部分晶粒呈丝状。但丝状晶粒的平均短轴尺寸远大于实施例1所得结果且分布极其不均匀,直径从亚微米跨度到几十微米。
将本实施例与实施例1对比分析可以说明:步骤(2)旋锻过程中累积足够高的塑性应变有利于形成均匀、细小丝状晶粒,而且丝状晶粒的尺寸严重影响材料的强韧力学性能,丝状晶粒的直径越小则材料强度越高。
实施例5
本实施例与实施例1的区别在于:控制轧制过程的温度为液氮温度,也就是-196℃;为避免低温剧烈塑性变形过程中形成裂纹,轧制过程的步骤(6)到步骤(8)总共执行4次,总累积塑性应变量为50%,最终所得板材厚度为2mm。其它步骤、参数与实施例1完全相同。
图8为本实施例(虚线)与实施例1(实线)在部分再结晶前后所得丝状结构材料的工程应力应变曲线对比图。本实施例部分再结晶退火前所得丝状结构材料的屈服强度为981.7MPa,与实施例1室温轧制所得结果相当,但后续变形过程中表现出明显加工硬化且抗拉强度达到1072.3MPa,均匀延伸率达到3.4%,断后伸长率大于7%。再经过450℃真空退火300s所得丝状结构材料的屈服强度为808.6MPa,抗拉强度为939.9MPa,均匀延伸率增至7.4%,断后伸长率大于14%。
低温大累积塑性变形诱导孪生是本实施例所得丝状结构材料的强度高于实施例1所得结果的原因所在。
将上述实施例所制备丝状晶粒纯钛的屈服强度、抗拉强度、断后延伸率与中国国家标准(GB)、国际标准标准化组织(ISO)、美国材料实验协会(ASTM)所制定的外科植入用纯钛及钛合金的力学性能标准相比较,结果如表2所示。
表2
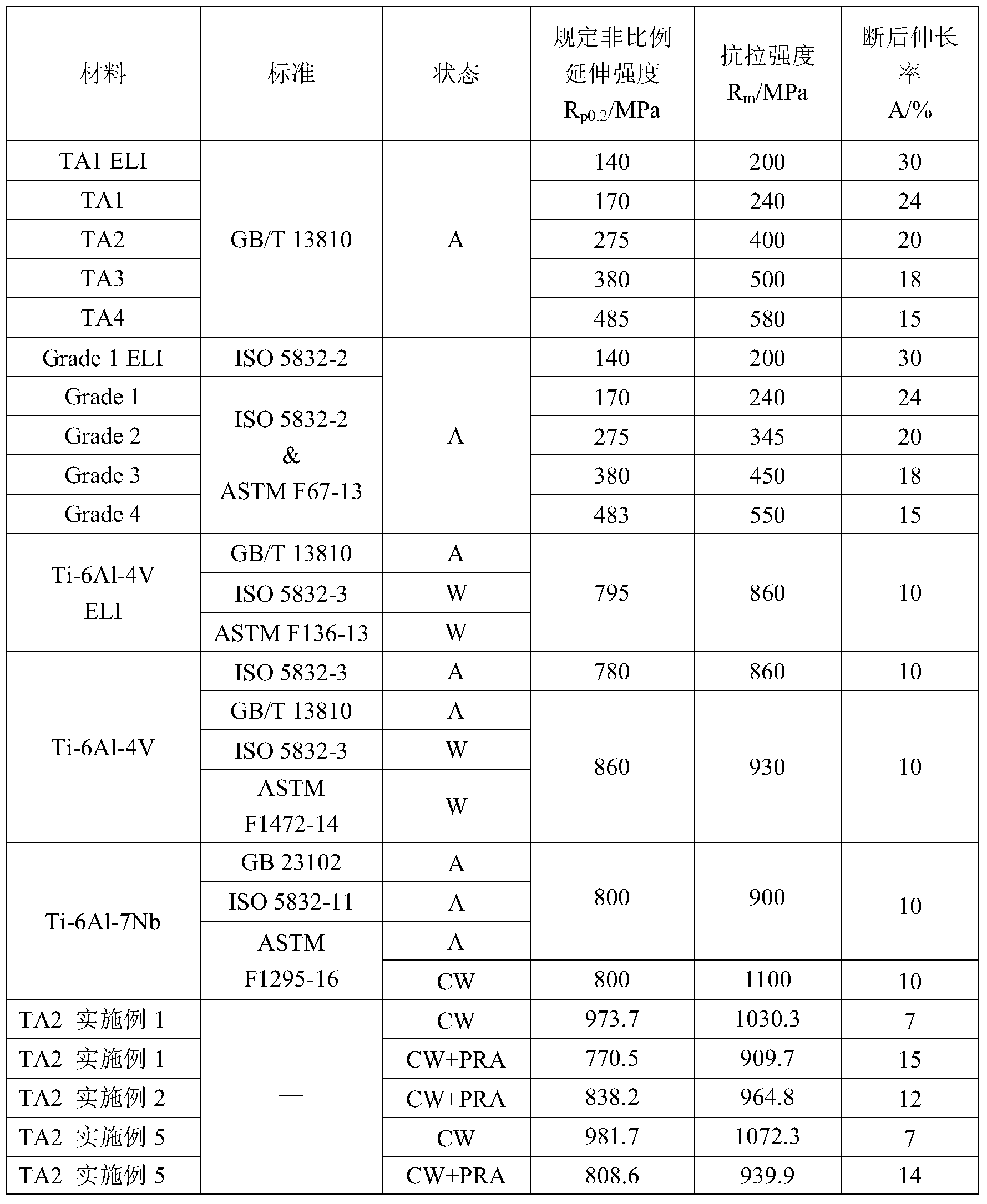
注:表中状态栏表示材料供应状态,包括退火态(A)、铸造态(W)、冷加工态(CW)、冷加工并部分再结晶退火态(CW+PRA);表中规定非比例延伸强度(R
p0.2)指对应于0.2%塑性应变的强度,也就是本专利中所述的屈服强度。
从表中可以看出,本发明所提供丝状晶粒纯钛的强韧性能远高于常规外科植入用纯钛的强韧性能,并具有与Ti-6Al-4V、Ti-6Al-7Nb相当的力学性能。
本发明所提供一种高强韧性丝状晶粒纯钛及其制备方法不限于生物医疗外科植入型结构材料方面的应用。凡是将本发明所提供的一种高强韧性丝状晶粒纯钛及其制备方法于任何领域、行业的应用都属于本专利保护范围。
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (9)
- 一种高强韧性丝状晶粒纯钛,其特征在于,微观结构由丝状晶粒或者丝状晶粒与等轴晶粒混合构成,其中丝状晶粒的长轴与短轴的长度比例大于40且短轴尺寸为10μm~10nm,等轴晶粒为再结晶超细晶。
- 根据权利要求1所述的高强韧性丝状晶粒纯钛,其特征在于,丝状晶粒的体积分数大于80%,丝状晶粒长轴之间的取向差小于10°。
- 如权利要求1-2任一项所述的高强韧性丝状晶粒纯钛的制备方法,其特征在于,包括以下步骤:(1)用1-2道次等通道转角挤压调整纯钛的晶粒取向,获得钛棒材;(2)再对步骤(1)所得钛棒材进行多道次旋锻后切割,获得横截面为矩形的钛板材;(3)再对钛板材循环进行退火-多道次控制轧制;(4)退火得高强韧性丝状晶粒纯钛。
- 根据权利要求3所述的制备方法,其特征在于,步骤(1)中等通道转角挤压所用模具的转角为120°。
- 根据权利要求3所述的制备方法,其特征在于,步骤(2)中每一道次旋锻的应变量≤1.4,多道次旋锻累积应变量≥2.5。
- 根据权利要求3所述的制备方法,其特征在于,步骤(3)中的退火为回复性退火,温度为300~400℃,每一次退火时间为60s~1h。
- 根据权利要求3所述的制备方法,其特征在于,步骤(3)中的多道次控制轧制过程是沿板材长度方向的同步对称轧制,即上下轧辊的尺寸和速度都相同且轧制速度不高于50mm/s。
- 根据权利要求3所述的制备方法,其特征在于,步骤(3)多道次控制轧制过程的温度范围为-196~400℃,单一道次的应变量≤0.1,且相邻两次退火之间所进行多道次轧制的累积应变量≤0.5。
- 根据权利要求3所述的制备方法,其特征在于,步骤(4)中的退火过程为临界再结晶温度下的部分再结晶退火,温度为400~450℃,时间为30~600s。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020528249A JP6943513B2 (ja) | 2017-11-22 | 2018-09-05 | 高強靭性糸状結晶純チタンおよびその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201711173272.1A CN107881447B (zh) | 2017-11-22 | 2017-11-22 | 一种高强韧性丝状晶粒纯钛及其制备方法 |
| CN201711173272.1 | 2017-11-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019100809A1 true WO2019100809A1 (zh) | 2019-05-31 |
Family
ID=61777961
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/CN2018/104167 Ceased WO2019100809A1 (zh) | 2017-11-22 | 2018-09-05 | 一种高强韧性丝状晶粒纯钛及其制备方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6943513B2 (zh) |
| CN (1) | CN107881447B (zh) |
| WO (1) | WO2019100809A1 (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112160029A (zh) * | 2020-09-27 | 2021-01-01 | 南京理工大学 | 一种准单晶管材及其制备方法 |
| CN115415356A (zh) * | 2022-08-29 | 2022-12-02 | 南京理工大学 | 一种具有网状纳米结构的异构铝合金棒材及其制备方法 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107881447B (zh) * | 2017-11-22 | 2019-04-23 | 四川大学 | 一种高强韧性丝状晶粒纯钛及其制备方法 |
| CN110063805B (zh) * | 2019-05-13 | 2021-08-27 | 四川大学 | 一种纯钛牙种植体/微种植体及其制备方法 |
| CN110195200B (zh) * | 2019-06-13 | 2021-02-19 | 四川大学 | 一种纤维晶增韧高强度超细晶纯钛及其制备方法 |
| CN110129699B (zh) * | 2019-06-13 | 2020-05-12 | 中国科学院力学研究所 | 一种高均匀伸长率GPa级钛及其制备方法 |
| CN110732665B (zh) * | 2019-10-25 | 2021-07-23 | 昆明理工大学 | 一种梯度钛材料的制备方法 |
| CN112662971B (zh) * | 2020-10-28 | 2022-05-20 | 西安交通大学 | 一种具有梯度结构的高强twip钛合金及其热轧方法 |
| CN113181423B (zh) * | 2021-05-26 | 2022-02-08 | 四川大学 | 表面原位生长纳米羟基磷灰石的钛材料及制备方法和应用 |
| EP4353272A4 (en) * | 2021-06-07 | 2025-06-18 | Maruemu Works Co., Ltd. | BASE MATERIAL FOR SCREW, SCREW AND METHOD FOR MANUFACTURING SAME |
| CN114214584B (zh) * | 2021-11-16 | 2022-08-23 | 四川大学 | 一种低温1800MPa级超高强度纯钛及其应用 |
| CN114150243B (zh) * | 2021-11-26 | 2022-08-19 | 中国航发北京航空材料研究院 | 一种超细等轴组织tc4钛合金丝材制备方法 |
| CN115261670B (zh) * | 2022-07-08 | 2023-07-07 | 四川大学 | 一种高强韧纯钛及其制备方法 |
| CN115717225B (zh) * | 2022-11-24 | 2023-10-17 | 河南科技大学 | 一种细化钛材晶粒的复合形变热处理工艺 |
| JPWO2024128244A1 (zh) | 2022-12-14 | 2024-06-20 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005074457A2 (en) * | 2003-12-15 | 2005-08-18 | The Regents Of The University Of California | Method for preparing ultrafine-grained metallic foil |
| CN1745922A (zh) * | 2005-09-15 | 2006-03-15 | 上海交通大学 | 微/纳米晶工业纯钛块材等径弯角挤压制备方法 |
| US20060213592A1 (en) * | 2004-06-29 | 2006-09-28 | Postech Foundation | Nanocrystalline titanium alloy, and method and apparatus for manufacturing the same |
| CN101219444A (zh) * | 2008-01-14 | 2008-07-16 | 西安建筑科技大学 | 高强度工业纯钛块材室温等径弯曲通道变形制备方法 |
| CN101624690A (zh) * | 2009-08-10 | 2010-01-13 | 西安建筑科技大学 | 难变形金属块材室温等径弯曲通道变形制备方法 |
| JP4686700B2 (ja) * | 2003-10-01 | 2011-05-25 | 独立行政法人産業技術総合研究所 | 微細組織チタン及びその製造方法 |
| CN103981472A (zh) * | 2014-05-06 | 2014-08-13 | 西北工业大学 | 一种等径通道挤压制备超细晶纯钛的方法 |
| CN107881447A (zh) * | 2017-11-22 | 2018-04-06 | 四川大学 | 一种高强韧性丝状晶粒纯钛及其制备方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4000270C2 (de) * | 1990-01-08 | 1999-02-04 | Stahlwerk Ergste Gmbh & Co Kg | Verfahren zum Kaltverformen von unlegiertem Titan |
| JPH07124242A (ja) * | 1993-11-09 | 1995-05-16 | Nikon Corp | インプラント |
| JPH0853726A (ja) * | 1994-08-09 | 1996-02-27 | Nippon Steel Corp | ロール成形用純チタン薄板およびその製造方法 |
| JP5166921B2 (ja) * | 2008-03-10 | 2013-03-21 | 株式会社神戸製鋼所 | 高強度で成形性に優れたチタン合金板 |
| RU2383654C1 (ru) * | 2008-10-22 | 2010-03-10 | Государственное образовательное учреждение высшего профессионального образования "Уфимский государственный авиационный технический университет" | Наноструктурный технически чистый титан для биомедицины и способ получения прутка из него |
| JP2016000848A (ja) * | 2014-06-11 | 2016-01-07 | 株式会社神戸製鋼所 | チタン合金鍛造材 |
| JP2016023315A (ja) * | 2014-07-16 | 2016-02-08 | 株式会社神戸製鋼所 | チタン板およびその製造方法 |
| CN105772503A (zh) * | 2015-12-27 | 2016-07-20 | 佛山市领卓科技有限公司 | 高强度纯钛的制备方法 |
| JP6737686B2 (ja) * | 2016-10-24 | 2020-08-12 | 国立大学法人豊橋技術科学大学 | 純チタン金属ワイヤおよびその加工方法 |
| CN106636747B (zh) * | 2016-12-29 | 2018-06-05 | 广东技术师范学院 | 一种采用中厚板轧机二次退火生产工业纯钛板的制造方法 |
-
2017
- 2017-11-22 CN CN201711173272.1A patent/CN107881447B/zh active Active
-
2018
- 2018-09-05 JP JP2020528249A patent/JP6943513B2/ja active Active
- 2018-09-05 WO PCT/CN2018/104167 patent/WO2019100809A1/zh not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4686700B2 (ja) * | 2003-10-01 | 2011-05-25 | 独立行政法人産業技術総合研究所 | 微細組織チタン及びその製造方法 |
| WO2005074457A2 (en) * | 2003-12-15 | 2005-08-18 | The Regents Of The University Of California | Method for preparing ultrafine-grained metallic foil |
| US20060213592A1 (en) * | 2004-06-29 | 2006-09-28 | Postech Foundation | Nanocrystalline titanium alloy, and method and apparatus for manufacturing the same |
| CN1745922A (zh) * | 2005-09-15 | 2006-03-15 | 上海交通大学 | 微/纳米晶工业纯钛块材等径弯角挤压制备方法 |
| CN101219444A (zh) * | 2008-01-14 | 2008-07-16 | 西安建筑科技大学 | 高强度工业纯钛块材室温等径弯曲通道变形制备方法 |
| CN101624690A (zh) * | 2009-08-10 | 2010-01-13 | 西安建筑科技大学 | 难变形金属块材室温等径弯曲通道变形制备方法 |
| CN103981472A (zh) * | 2014-05-06 | 2014-08-13 | 西北工业大学 | 一种等径通道挤压制备超细晶纯钛的方法 |
| CN107881447A (zh) * | 2017-11-22 | 2018-04-06 | 四川大学 | 一种高强韧性丝状晶粒纯钛及其制备方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112160029A (zh) * | 2020-09-27 | 2021-01-01 | 南京理工大学 | 一种准单晶管材及其制备方法 |
| CN112160029B (zh) * | 2020-09-27 | 2022-06-21 | 南京理工大学 | 一种准单晶管材及其制备方法 |
| CN115415356A (zh) * | 2022-08-29 | 2022-12-02 | 南京理工大学 | 一种具有网状纳米结构的异构铝合金棒材及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107881447A (zh) | 2018-04-06 |
| JP2021508764A (ja) | 2021-03-11 |
| CN107881447B (zh) | 2019-04-23 |
| JP6943513B2 (ja) | 2021-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019100809A1 (zh) | 一种高强韧性丝状晶粒纯钛及其制备方法 | |
| US11891679B2 (en) | High-strength and low-modulus β-type Si-containing titanium alloy, preparation method therefor and use thereof | |
| EP2868759B1 (en) | ALPHA + BETA TYPE Ti ALLOY AND PROCESS FOR PRODUCING SAME | |
| Seipp et al. | Microstructure, crystallographic texture and mechanical properties of the magnesium alloy AZ31B after different routes of thermo-mechanical processing | |
| Yu et al. | High strength and toughness of Ti–6Al–4V sheets via cryorolling and short-period annealing | |
| CN110004367A (zh) | 一种氧化物弥散强化FeCrAl合金管材的制备方法 | |
| Semenova et al. | Mechanical behavior and impact toughness of the ultrafine-grained Grade 5 Ti alloy processed by ECAP | |
| CN112522650A (zh) | 一种高强高韧超细孪晶纯钛及其制备方法 | |
| CN107574394A (zh) | 一种医用超细晶tc4钛合金板材的制备方法 | |
| Valiev et al. | Bulk nanostructured materials by SPD processing: techniques, microstructures and properties | |
| Zhang et al. | Effect of forging steps on microstructure evolution and mechanical properties of Ti-6Al-4V alloy during multidirectional isothermal forging | |
| KR101414505B1 (ko) | 고강도 및 고성형성을 가지는 티타늄 합금의 제조방법 및 이에 의한 티타늄 합금 | |
| CN110802125B (zh) | 一种镁合金棒材的制备方法 | |
| JPWO2018030231A1 (ja) | 純チタン金属材料薄板の製造方法およびスピーカ振動板の製造方法 | |
| CN110195200B (zh) | 一种纤维晶增韧高强度超细晶纯钛及其制备方法 | |
| CN115612955B (zh) | 一种再结晶型高强韧超细晶纯钛及其制备方法 | |
| Gao et al. | Comparative investigation of deformation mechanisms in Ti-6Mo-3.5 Cr-1Zr metastable β titanium alloy subject to cold rolling strain paths | |
| CN114214584B (zh) | 一种低温1800MPa级超高强度纯钛及其应用 | |
| Kusuma et al. | EFFECT OF ANNEALING TEMPERATURE ON MICROSTRUCTURE AND MECHANICAL PROPERTIES OF ULTRAFINE GRAINED BRASS PRODUCED BY EQUAL CHANNEL ANGULAR PRESSING. | |
| Liu et al. | Change-channel angular extrusion of magnesium alloy AZ31 | |
| CN115055532B (zh) | 一种兼具高强度和高塑性的钴铬基合金无缝管制备方法 | |
| CN114214551B (zh) | 一种低各向异性高塑性镁合金的制备方法 | |
| Vilotic et al. | Severe Plastic Deformation-Key Features, Methods and Application | |
| CN120888851A (zh) | 一种基于双相竞争的β钛合金细晶锻坯制备方法 | |
| CN121178598A (zh) | 细晶粒纯钛板及其制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18881896 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2020528249 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 18881896 Country of ref document: EP Kind code of ref document: A1 |