JP5527451B1 - Casting equipment - Google Patents
Casting equipment Download PDFInfo
- Publication number
- JP5527451B1 JP5527451B1 JP2013057572A JP2013057572A JP5527451B1 JP 5527451 B1 JP5527451 B1 JP 5527451B1 JP 2013057572 A JP2013057572 A JP 2013057572A JP 2013057572 A JP2013057572 A JP 2013057572A JP 5527451 B1 JP5527451 B1 JP 5527451B1
- Authority
- JP
- Japan
- Prior art keywords
- cavity
- molten metal
- opening
- pressurizing
- pressurizing chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005266 casting Methods 0.000 title claims abstract description 18
- 229910052751 metal Inorganic materials 0.000 claims abstract description 52
- 239000002184 metal Substances 0.000 claims abstract description 52
- 239000000155 melt Substances 0.000 claims abstract description 5
- 238000007599 discharging Methods 0.000 claims abstract 2
- 230000009467 reduction Effects 0.000 claims description 3
- 238000010438 heat treatment Methods 0.000 claims 1
- 230000006837 decompression Effects 0.000 abstract description 5
- 239000007789 gas Substances 0.000 description 20
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 230000007246 mechanism Effects 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 238000007872 degassing Methods 0.000 description 4
- 239000011261 inert gas Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000007792 addition Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/04—Low pressure casting, i.e. making use of pressures up to a few bars to fill the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
- B22C9/067—Venting means for moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/02—Pressure casting making use of mechanical pressure devices, e.g. cast-forging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/06—Vacuum casting, i.e. making use of vacuum to fill the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/08—Controlling, supervising, e.g. for safety reasons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/14—Machines with evacuated die cavity
- B22D17/145—Venting means therefor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【課題】溶湯の飛沫を防止して、製品の品質向上を図る
【解決手段】鋳造装置は、下方に開口を有するキャビティを形成する金型と、金型の下方に配置されて溶湯を収容すると共に溶湯の上部に密閉空間を形成する加圧室と、上端開口がキャビティの開口に連通し下端開口が加圧室内の溶湯の内部に浸漬された筒状のストークと、加圧室の密閉空間にガスを供給して加圧室内を加圧する加圧手段と、キャビティからガスを排出してキャビティ内を減圧する減圧手段と、制御装置とを有する。制御装置は、加圧室からキャビティに溶湯を充填する際、溶湯がキャビティの開口に達するまで加圧手段によって加圧室内を加圧し、溶湯がキャビティの開口に達した後に加圧室内の加圧を続行しつつ、減圧手段によってキャビティ内を減圧する。
【選択図】図1An object of the present invention is to improve the quality of a product by preventing splash of molten metal. A casting apparatus includes a mold that forms a cavity having an opening below and a molten metal that is disposed below the mold. A pressure chamber that forms a sealed space in the upper part of the molten metal, a cylindrical stalk in which the upper end opening communicates with the opening of the cavity and the lower end opening is immersed in the molten metal in the pressurized chamber, and the sealed space of the pressurized chamber There are pressurizing means for supplying gas to the pressurizing chamber, decompressing means for discharging the gas from the cavity and decompressing the cavity, and a control device. When filling the melt from the pressurizing chamber to the cavity, the control device pressurizes the pressurizing chamber until the molten metal reaches the opening of the cavity, and pressurizes the pressurizing chamber after the molten metal reaches the opening of the cavity. , The inside of the cavity is decompressed by the decompression means.
[Selection] Figure 1
Description
本発明は鋳造装置に関する。 The present invention relates to a casting apparatus.
従来から、アルミホイール等のアルミニウム複合製品を低圧鋳造又は低中圧鋳造により製造する鋳造装置が知られている。この種の鋳造装置では、加圧室(るつぼ)内に溶湯を収容した状態で加圧室内の圧力を高めると共に、金型のキャビティ内の圧力を真空引きする。この加圧と真空引きの圧力差によって溶湯を加圧室からストークを介してキャビティに充填する(特許文献1)。 2. Description of the Related Art Conventionally, a casting apparatus for manufacturing an aluminum composite product such as an aluminum wheel by low pressure casting or low / medium pressure casting is known. In this type of casting apparatus, the pressure in the pressurizing chamber is increased while the molten metal is contained in the pressurizing chamber (crucible), and the pressure in the cavity of the mold is evacuated. The melt is filled into the cavity from the pressurizing chamber through the stalk by the pressure difference between the pressurization and the vacuuming (Patent Document 1).
しかしながら、特許文献1に開示された鋳造装置では、溶湯側を正圧、キャビティ側を負圧とした上でゲートピストンピンを開放するため、開放の瞬間に圧力差によって溶湯が飛沫し、成形品に湯皺及び湯境が生じる。すなわち、成形品の品質低下を招くという問題がある。 However, in the casting apparatus disclosed in Patent Document 1, since the gate piston pin is opened after the molten metal side is set to a positive pressure and the cavity side is set to a negative pressure, the molten metal splashes due to the pressure difference at the moment of opening. A hot water bath and a hot water boundary are generated. That is, there is a problem that the quality of the molded product is deteriorated.
本発明は、上記事情に鑑みてなされたもので、溶湯の飛沫を防止して鋳造製品の品質を向上させることができる鋳造装置及を提供することを目的とする。 This invention is made | formed in view of the said situation, and it aims at providing the casting apparatus which can prevent the splash of a molten metal, and can improve the quality of a cast product.
本発明に係る鋳造装置は、金型、加圧室、ストーク、加圧手段、減圧手段、及び制御装置を有する。金型は、下方に開口を有するキャビティを形成する。加圧室は、前記金型の下方に配置されて溶湯を収容すると共に溶湯の上部に密閉空間を形成する。ストークは、上端開口がキャビティの開口に連通し下端開口が加圧室内の溶湯の内部に浸漬された筒状に形成される。加圧手段は、加圧室の密閉空間にガスを供給して加圧室内を加圧する。減圧手段は、キャビティからガスを排出して、キャビティ内を減圧する。制御装置は、加圧室からキャビティに溶湯を充填する際、溶湯がキャビティの開口に達するまで加圧手段によって加圧室内を加圧し、溶湯がキャビティの開口に達した後に加圧室内の加圧を続行しつつ、減圧手段によってキャビティ内を減圧する。 The casting apparatus according to the present invention includes a mold, a pressurizing chamber, stalk, a pressurizing unit, a depressurizing unit, and a control unit. The mold forms a cavity having an opening below. The pressurizing chamber is disposed below the mold and accommodates the molten metal, and forms a sealed space above the molten metal. The stalk is formed in a cylindrical shape in which the upper end opening communicates with the cavity opening and the lower end opening is immersed in the molten metal in the pressurizing chamber. The pressurizing means supplies gas to the sealed space of the pressurizing chamber to pressurize the pressurizing chamber. The decompression means exhausts gas from the cavity and decompresses the inside of the cavity. When filling the melt from the pressurizing chamber to the cavity, the control device pressurizes the pressurizing chamber until the molten metal reaches the opening of the cavity, and pressurizes the pressurizing chamber after the molten metal reaches the opening of the cavity. , The inside of the cavity is decompressed by the decompression means.
本発明によれば、加圧室からキャビティに溶湯を充填する際、溶湯がキャビティの開口に達するまで加圧手段によって加圧室内を加圧し、溶湯がキャビティの開口に達した後に加圧室内の加圧を続行しつつ、減圧手段によってキャビティ内を減圧する。このような加圧と減圧のタイミングによって、本発明では溶湯の飛沫を防止して製品の品質向上を図ることができる。 According to the present invention, when filling the cavity from the pressurizing chamber, the pressurizing chamber is pressurized by the pressurizing means until the molten metal reaches the opening of the cavity, and after the molten metal reaches the opening of the cavity, While continuing the pressurization, the inside of the cavity is decompressed by the decompression means. According to the timing of such pressurization and decompression, the present invention can prevent the molten metal from splashing and improve the quality of the product.
以下、添付の図面を参照して実施の形態に係る鋳造装置を詳細に説明する。 Hereinafter, a casting apparatus according to an embodiment will be described in detail with reference to the accompanying drawings.
図1は、実施の形態に係る鋳造装置を示す概略図である。鋳造装置は、図1に示すように、溶湯Aを加圧する加圧室(るつぼ)10を有する。加圧室10内には、溶湯Aを保持する容器11が設けられている。加圧室10の上端開口部は、固定板12によって閉塞され、加圧室10内は密閉空間とされている。この密閉空間(加圧室10)にガス供給路13、及びガス排出路14が連通している。ガス供給路13は、バルブ15を介して加圧源16に接続されて不活性ガスを加圧室10内に供給する。ガス排出路14は、バルブ17を介して加圧室10を大気開放する。
FIG. 1 is a schematic view showing a casting apparatus according to the embodiment. As shown in FIG. 1, the casting apparatus has a pressurizing chamber (crucible) 10 for pressurizing the molten metal A. A
固定板12の中央には、両端が開口した筒状のストーク18の上端が固定されている。ストーク18の下端は、加圧室10内の溶湯Aに浸っている。固定板12の上面には、固定金型19が装着されている。また、固定金型19に対して上方に移動可能に構成された可動板20の下面には、可動金型21が装着されている。固定金型19と可動金型21とは、型閉したときにキャビティ22を形成する。固定金型19の中央部には、キャビティ22に連通するゲート部分に開口23aが形成され、この開口23aにストーク18の上端部が連通している。また、固定金型19には、キャビティ22からガスを抜くためのガス抜き用通路23bが接続され、キャビティ22とガス抜き通路23bとの間に溶湯Aのガス抜き用通路23bへの侵入を防止するチルベント23cが設けられている。
At the center of the
可動金型21には、ゲートシールピン24、センター加圧ピン25、及び部分加圧ピン26が装着されている。ゲートシールピン24は、開口23aに対して進退自在に構成されて開口23aを開閉する。ゲートシールピン24は略棒状に形成されている。センター加圧ピン25は、キャビティ22に連通する湯だまり27対して進退自在に構成されてキャビティ22内を加圧する。センター加圧ピン25は、ゲートシールピン24を取り囲む筒状に形成されている。部分加圧ピン26は、キャビティ22に連通する湯だまり28対して進退自在に構成されてキャビティ22内を加圧する。部分加圧ピン26は、略棒状に形成されている。
A
ゲートシールピン24、及びセンター加圧ピン25は、上端部が駆動手段としてのピストン機構29に連結されて、各々上下動可能に構成されている。同様に、部分加圧ピン26は、上端部が駆動手段としてのピストン機構30に連結されて、各々上下動可能に構成されている。
The
また、鋳造装置は、図1に示すように、ガス抜き用通路23bにガス抜き用弁31を介して接続された真空装置32、及びコントローラ33を有する。
Further, as shown in FIG. 1, the casting apparatus includes a
真空装置32は、ガス抜き用弁31及びガス抜き用通路23bを介してキャビティ22からガスを排出し、キャビティ22内を減圧する。真空装置32は、真空タンク321、真空タンク321を真空引きする真空ポンプ322、及び真空ポンプ322を駆動するモータ323を有する。
The
コントローラ33は、バルブ15及び加圧源16を制御して加圧室10内を加圧する。コントローラ33は、バルブ17を制御して加圧室10を大気開放する。コントローラ33は、バルブ31及び真空装置32を制御してキャビティ22内のガスを排出し、キャビティ22内を減圧する。コントローラ33は、ピストン機構29を制御してゲートシールピン24により開口23aを開閉する。コントローラ33は、ピストン機構29,30を制御してセンター加圧ピン25及び部分加圧ピン26によりキャビティ22内を加圧する。
The
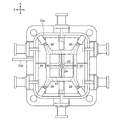
次に、図2を参照して、キャビティ22に対するゲートシールピン24、センター加圧ピン25及び部分加圧ピン26の位置を説明する。図2はキャビティ22を示す平面図である。図2に示すように、キャビティ22は、ゲートシールピン24及びセンター加圧ピン25を中心にX方向及びY方向に対称に広がる。図2に示す例では、部分加圧ピン26は、キャビティ22の端部近傍に6つ設けられている。
Next, the positions of the
次に、図3A〜図3Dおよび図4を参照して、加圧室10からキャビティ22に溶湯Aを充填する充填動作を説明する。図3A〜図3Dは充填動作の概略図である。図4は、経過時間に伴う加圧源16からキャビティ22に加わる圧力P1、真空装置32からキャビティ22を吸引する圧力P2、及びこれら圧力P1,P2の差圧P3(以下、充填差圧)の変化を示す図である。なお、本実施の形態において、充填動作は経過時間に基づき実行される。例えば、溶湯Aの湯面が開口23aに達する時間を予め測定しておき、その測定された時間に基づき充填動作は実行される。
Next, with reference to FIG. 3A-FIG. 3D and FIG. 4, the filling operation | movement which fills the molten metal A from the
充填動作において、先ず、図3Aに示すように、時刻t11にてコントローラ33はバルブ15を開放させる。そして、コントローラ33は、ガス供給路13を介して加圧源16から加圧室10の密閉空間に不活性ガスを供給する。これにより、図4に示すように、時刻t11以降、加圧源16から加圧室10に加わる圧力P1は上昇する。したがって、図4に示すように充填差圧P3は上昇し、溶湯Aの湯面は上昇する。
In the filling operation, first, as shown in FIG. 3A, the
次に、図3Bに示すように、時刻t12にて溶湯Aがキャビティ22の開口23aに達した後も、コントローラ33は継続してガス供給路13を介して加圧源16から加圧室10の密閉空間に不活性ガスを供給する。また、図3Bに示すように、コントローラ33はバルブ31を開放してキャビティ22と真空タンク321とを連通させる。これにより、キャビティ22内のガスはガス抜き用通路23bを介して真空タンク321に排出される。なお、溶湯Aがキャビティ22の開口23aに達したことは、センサで検知しても良いし、所定圧力で湯面が開口23aに到達する時間を予め計測しておき、その時間で管理するようにしても良い。
Next, as shown in FIG. 3B, after the molten metal A reaches the opening 23 a of the
上記図3Bに示す制御により、図4に示すように、時刻t12以降も加圧源16からキャビティ22に加わる圧力P1は上昇し続ける。ただし、キャビティ22の形状により、圧力P1の上昇スピードは一定でない。また、上記図3Bに示す制御により、キャビティ22から真空装置32による排出により金型内の減圧(真空)度が増大する。すなわち、図4に示すようにキャビティ22に加わる圧力P2はマイナス方向に低下する。これら圧力P1,P2によって、図4に示すように充填差圧P3は上昇する。
By the control shown in FIG. 3B, as shown in FIG. 4, the pressure P1 applied to the
次に、図3Cに示すように、時刻t13にてキャビティ22内に溶湯Aが充填されると、キャビティ22の周辺に配置したチルベント23cに溶湯Aが突入凝固し、充填工程が完了する。全てのチルベント23cで溶湯Aが凝固したら、コントローラ33はバルブ31を閉じて減圧を停止する。しかし、加圧源16からの圧力は一定圧力に維持され、キャビティ22内の溶湯Aは、この圧力下で凝固する。なお、その際、ゲートシールピン24を押し下げて開口23aを塞ぐ。続いて、図3Dに示すように、コントローラ33はバルブ17を開放させて加圧室10を大気開放させ、ストーク18内の溶湯Aの湯面を下げる。このとき、コントローラ33は、図3Dに示すように、センター加圧ピン25を押し下げて、キャビティ22内を加圧し、この圧力を更に上げるようにしても良い。更に、部分加圧ピン26による加圧を併用するようにしても良い。また、ゲートシールピン24とセンター加圧ピン25は、一体構造でも良く、この場合、単一のシリンダで下降させ、ゲート閉塞と加圧とを連続動作で行うことになる。キャビティ22内の溶湯Aが凝固した後、可動金型21を上昇させて製品を取り出す。
Next, as shown in FIG. 3C, when the molten metal A is filled into the
ここで、減圧されたキャビティ22をゲートシールピン24で封鎖し、加圧室10内を加圧し、溶湯Aをゲートシールピン24直下まで上昇させ、ゲートシールピン24を開放し加圧と減圧との圧力差で溶湯Aをキャビティ22内に流入させる方法では、溶湯Aがキャビティ22内に飛沫となって侵入し、成形品に湯皺、湯境が生じる。これに対して、本実施の形態は、ゲートシールピン24が開放されている状態で、上述したように溶湯Aがキャビティ22の開口23aに達するまで加圧室10内を加圧し、溶湯Aがキャビティ22の開口23aに達した後に加圧室10内の加圧は続行することに加えて、図4に示すように、キャビティ22内を徐々に減圧する。これにより金型への溶湯流入時の充填差圧P3を緩やかに上昇させることができる。したがって、本実施の形態は、溶湯Aの飛沫を抑制し、成形品の湯皺及び湯境の発生を抑制できる。
Here, the decompressed
また、本実施の形態においては、真空装置32と加圧室10でキャビティ22内の圧力を制御する。したがって、複数の加圧室を設けてキャビティ22内の圧力を制御する場合と比較して、本実施の形態は簡素な構造とできる。また、加圧室10のみでキャビティ22内の圧力を制御する場合と比較して、本実施の形態は加圧室10にかかる負荷を抑制でき、加圧室10の気密性を保つことができる。参考のために、図5に、真空装置32を併用しない比較例における、経過時間に伴う加圧源16からキャビティ22に加わる圧力P1、キャビティ22の圧力P2、及びこれら圧力P1,P2の差圧P3の変化を示す。キャビティ22の減圧が無い場合、キャビティ22に溶湯Aが流入し充填が進むにつれ、残部には背圧が立ち、その背圧は充填終盤にかけて圧縮されて更に大きくなり、最終充填部への溶湯の充填を阻害する。したがって、加圧室の加圧のみでこれを解消しようとすれば、図5に示すように、必然的に加圧力P1を大きくする必要がある。しかし、700℃の高温の系を抱えた密閉容器にて圧力を増すことは、それだけ気密シール部を強化し熱的な負荷を軽減する施策が必要となる。すなわち、シール材自体が耐熱性を有するものであることに加えて、フランジ等のシール部材の熱膨張や熱歪みを抑制する対策、例えばシール部付近に冷却回路を設けることなどが必要となる。また、使用する材料も高価になることに加えて設備が複雑になる。このような問題を本実施の形態では解決することができる。
In the present embodiment, the pressure in the
また、本実施の形態においては、真空装置32によりキャビティ22内の背圧を抑えることができるので、キャビティ22内の溶湯Aの流動性を高めることができる。
Moreover, in this Embodiment, since the back pressure in the
以上、発明の実施の形態を説明したが、本発明はこれらに限定されるものではなく、発明の趣旨を逸脱しない範囲内において、種々の変更、追加等が可能である。 Although the embodiments of the invention have been described above, the present invention is not limited to these embodiments, and various modifications and additions can be made without departing from the spirit of the invention.
A…溶湯、 10…加圧室、 11…容器、 12…固定板、 13…ガス供給路、 14…ガス排出路、 15…バルブ、 16…加圧源、 17…バルブ、 18…ストーク、 19…固定金型、 20…可動板、 21…可動金型、 22…キャビティ、 23a…開口、 23b…ガス抜き用通路、 23c…チルベント、 24…ゲートシールピン、 25…センター加圧ピン、 26…部分加圧ピン、 27,28…湯だまり、 29,30…ピストン機構、 31…ガス抜き用弁、 32…真空装置、 33…コントローラ。
A ... Molten metal, 10 ... Pressurizing chamber, 11 ... Container, 12 ... Fixing plate, 13 ... Gas supply passage, 14 ... Gas discharge passage, 15 ... Valve, 16 ... Pressure source, 17 ... Valve, 18 ... Stoke, 19 DESCRIPTION OF SYMBOLS ... Fixed mold, 20 ... Movable plate, 21 ... Movable mold, 22 ... Cavity, 23a ... Opening, 23b ... Gas vent passage, 23c ... Chill vent, 24 ... Gate seal pin, 25 ... Center pressure pin, 26 ... Partial pressurizing pin, 27, 28 ... Hot water puddle, 29, 30 ... Piston mechanism, 31 ... Degassing valve, 32 ... Vacuum device, 33 ... Controller.
Claims (3)
前記金型の下方に配置されて溶湯を収容すると共に溶湯の上部に密閉空間を形成する加圧室と、
上端開口が前記キャビティの開口に連通し下端開口が前記加圧室内の溶湯の内部に浸漬された筒状のストークと、
前記加圧室の密閉空間にガスを供給して前記加圧室内を加圧する加圧手段と、
前記キャビティからガスを排出して、前記キャビティ内を減圧する減圧手段と、
前記加圧室から前記キャビティに溶湯を充填する際、前記溶湯が前記キャビティの開口に達するまで前記加圧手段によって前記加圧室内を加圧し、前記溶湯が前記キャビティの開口に達した後に前記加圧室内の加圧を続行しつつ、前記減圧手段による前記キャビティ内の減圧を開始する制御装置と
を備えたことを特徴とする鋳造装置。 A mold for forming a cavity having an opening below;
A pressurizing chamber that is disposed below the mold and accommodates the molten metal and forms a sealed space above the molten metal;
A cylindrical stalk in which an upper end opening communicates with the opening of the cavity and a lower end opening is immersed in the molten metal in the pressurized chamber;
Pressurizing means for supplying gas to the sealed space of the pressurizing chamber to pressurize the pressurizing chamber;
A pressure reducing means for discharging gas from the cavity and decompressing the inside of the cavity;
When filling the cavity with the melt from the pressurizing chamber, the pressurizing means pressurizes the pressurizing chamber until the melt reaches the opening of the cavity, and after the molten metal reaches the opening of the cavity, the heating is performed. while continuing the pressurization in the chamber, a casting apparatus characterized by comprising a control device for starting the pressure reduction in the cavity that due to the pressure reducing means.
前記制御装置は、前記キャビティに前記溶湯が充填された後に前記ゲートシールピンにより前記開口を閉塞する
ことを特徴とする請求項1記載の鋳造装置。 A gate seal pin configured to be movable forward and backward with respect to the opening and opening and closing the opening;
The casting apparatus according to claim 1, wherein the controller closes the opening with the gate seal pin after the molten metal is filled in the cavity.
ことを特徴とする請求項1又は2記載の鋳造装置。 Casting apparatus according to claim 1 or 2, characterized in that is movably configured tundish against communicating further comprising a pressure pin for pressurizing the molten metal filled in the cavity before crisis Yabiti.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013057572A JP5527451B1 (en) | 2013-03-21 | 2013-03-21 | Casting equipment |
| PCT/JP2013/082182 WO2014147892A1 (en) | 2013-03-21 | 2013-11-29 | Casting device |
| CN201380074842.5A CN105073302B (en) | 2013-03-21 | 2013-11-29 | Casting device |
| US14/779,002 US20160045955A1 (en) | 2013-03-21 | 2013-11-29 | Casting device |
| EP13878814.6A EP2977127A4 (en) | 2013-03-21 | 2013-11-29 | Casting device |
| KR1020157030092A KR20150131384A (en) | 2013-03-21 | 2013-11-29 | Casting device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013057572A JP5527451B1 (en) | 2013-03-21 | 2013-03-21 | Casting equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP5527451B1 true JP5527451B1 (en) | 2014-06-18 |
| JP2014180696A JP2014180696A (en) | 2014-09-29 |
Family
ID=51175757
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013057572A Expired - Fee Related JP5527451B1 (en) | 2013-03-21 | 2013-03-21 | Casting equipment |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20160045955A1 (en) |
| EP (1) | EP2977127A4 (en) |
| JP (1) | JP5527451B1 (en) |
| KR (1) | KR20150131384A (en) |
| CN (1) | CN105073302B (en) |
| WO (1) | WO2014147892A1 (en) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI474889B (en) | 2012-06-29 | 2015-03-01 | Saint Gobain Abrasives Inc | Abrasive article and method of forming |
| MX369187B (en) * | 2014-03-31 | 2019-10-31 | Nissan Motor | Casting method and casting device. |
| MX2017008271A (en) | 2014-12-24 | 2017-10-02 | Nissan Motor | Low-pressure casting device and low-pressure casting method. |
| JP6406510B2 (en) * | 2014-12-26 | 2018-10-17 | 日産自動車株式会社 | Casting method and casting apparatus |
| JP6406509B2 (en) * | 2014-12-26 | 2018-10-17 | 日産自動車株式会社 | Casting apparatus and casting method |
| KR20170110152A (en) * | 2015-02-24 | 2017-10-10 | 닛산 지도우샤 가부시키가이샤 | Casting apparatus and casting method |
| JP6460326B2 (en) * | 2015-02-25 | 2019-01-30 | 日産自動車株式会社 | Casting apparatus and casting method |
| JP6489500B2 (en) * | 2015-02-26 | 2019-03-27 | 日産自動車株式会社 | Casting apparatus and casting method |
| CN105499513A (en) * | 2015-12-23 | 2016-04-20 | 哈尔滨工业大学 | Device for manufacturing automobile aluminum alloy wheel hubs through liquid filling, local pressurizing and feeding and method thereof |
| CN107639221A (en) * | 2017-08-22 | 2018-01-30 | 北京北方恒利科技发展有限公司 | A kind of casting method of bimetallic cylinder |
| CN107321959B (en) * | 2017-09-05 | 2019-04-16 | 哈尔滨工业大学 | Large ship rises liquid disabling mechanism with copper alloy propeller counter-pressure casting |
| CN108311668A (en) * | 2018-03-13 | 2018-07-24 | 中信戴卡股份有限公司 | A kind of aluminum alloy low-pressure casting device and technique |
| CN108580843A (en) * | 2018-03-13 | 2018-09-28 | 中信戴卡股份有限公司 | A kind of aluminum vehicle wheel continuous casting continuous forging forming technology |
| CN109047721B (en) * | 2018-10-18 | 2020-06-05 | 四川省犍为恒益铝业有限公司 | Low-pressure casting die for vehicle box body |
| IT201900018053A1 (en) | 2019-10-07 | 2021-04-07 | Euromac Srl | Apparatus and procedure for the semi-solid state casting and molding of objects in brass, bronze, aluminum alloys, magnesium and light alloys and the like. |
| DE102020100701A1 (en) * | 2020-01-14 | 2021-07-15 | Audi Aktiengesellschaft | Method for producing a motor vehicle rim from aluminum or an aluminum alloy for a wheel of a motor vehicle and corresponding motor vehicle rim |
| WO2022112611A1 (en) * | 2020-11-30 | 2022-06-02 | Kurtz Gmbh & Co. Kg | Mold, apparatus and method for low pressure casting |
| KR102409575B1 (en) * | 2021-12-20 | 2022-06-22 | (주)서영 | Vacuum module device for improving casting quality |
| IT202200026292A1 (en) * | 2022-12-21 | 2024-06-21 | Euromac Srl | APPARATUS AND PROCEDURE FOR SEMI-SOLID STATE MELTING AND MOLDING OF METAL OBJECTS |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007253168A (en) * | 2006-03-20 | 2007-10-04 | Kosei Aluminum Co Ltd | Vertical type casting apparatus and vertical type casting method |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2583321B1 (en) * | 1985-06-18 | 1987-09-18 | Etude Dev Metallurg | LOW ISOSTATIC PRESSURE CASTING PROCESS AND MACHINE FOR ITS IMPLEMENTATION |
| DE69226353T2 (en) * | 1991-10-25 | 1998-12-24 | Toyota Jidosha K.K., Toyota, Aichi | DEVICE FOR VACUUM POURING |
| JPH05146864A (en) | 1991-11-27 | 1993-06-15 | Toyota Motor Corp | Casting device |
| JPH06264157A (en) * | 1993-03-09 | 1994-09-20 | Hitachi Metals Ltd | Method for casting aluminum alloy and aluminum alloy parts |
| JP3097400B2 (en) * | 1993-07-20 | 2000-10-10 | トヨタ自動車株式会社 | Vacuum casting and its equipment |
| JP3147285B2 (en) * | 1995-07-07 | 2001-03-19 | 新東工業株式会社 | Low pressure casting equipment |
| DE19943153C1 (en) * | 1998-03-19 | 2001-01-25 | Gut Gieserei Umwelt Technik Gm | Apparatus for vacuum or pressure casting workpieces comprises a closing device and a pressure producing device formed as a one-piece piston arranged above a riser pipe |
| US6742568B2 (en) * | 2001-05-29 | 2004-06-01 | Alcoa Inc. | Casting apparatus including a gas driven molten metal injector and method |
| ITPD20020167A1 (en) * | 2002-06-21 | 2003-12-22 | Bbs Riva Spa | EQUIPMENT FOR MAKING ALUMINUM OBJECTS, ALUMINUM ALLOYS, LIGHT AND SIMILAR ALLOYS, AND PROCEDURE IMPLEMENTED BY THAT EQUIPMENT |
| CA2567290A1 (en) * | 2004-05-18 | 2005-11-24 | Kosei Aluminum Co., Ltd | Vertical casting apparatus and vertical casting method |
| ITTO20070934A1 (en) * | 2007-12-21 | 2009-06-22 | Solmar S A S Di Luisa Maria Ma | EQUIPMENT FOR THE MANUFACTURE OF METAL ARTICLES, IN PARTICULAR OF LIGHT ALLOY. |
| JP4897734B2 (en) * | 2008-04-17 | 2012-03-14 | 谷田合金株式会社 | Differential pressure casting equipment |
-
2013
- 2013-03-21 JP JP2013057572A patent/JP5527451B1/en not_active Expired - Fee Related
- 2013-11-29 US US14/779,002 patent/US20160045955A1/en not_active Abandoned
- 2013-11-29 EP EP13878814.6A patent/EP2977127A4/en not_active Withdrawn
- 2013-11-29 KR KR1020157030092A patent/KR20150131384A/en not_active Application Discontinuation
- 2013-11-29 CN CN201380074842.5A patent/CN105073302B/en active Active
- 2013-11-29 WO PCT/JP2013/082182 patent/WO2014147892A1/en active Application Filing
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007253168A (en) * | 2006-03-20 | 2007-10-04 | Kosei Aluminum Co Ltd | Vertical type casting apparatus and vertical type casting method |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2977127A1 (en) | 2016-01-27 |
| KR20150131384A (en) | 2015-11-24 |
| WO2014147892A1 (en) | 2014-09-25 |
| CN105073302B (en) | 2017-08-08 |
| CN105073302A (en) | 2015-11-18 |
| JP2014180696A (en) | 2014-09-29 |
| US20160045955A1 (en) | 2016-02-18 |
| EP2977127A4 (en) | 2016-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5527451B1 (en) | Casting equipment | |
| EP3263247B1 (en) | Casting device and casting method | |
| CN101274361A (en) | Low speed vacuum squeeze casting technology | |
| JP6379847B2 (en) | Casting equipment | |
| JP5319893B2 (en) | High vacuum suction casting equipment | |
| WO2015151701A1 (en) | Casting method and casting device | |
| JP2007253168A (en) | Vertical type casting apparatus and vertical type casting method | |
| JP2012148319A (en) | Apparatus and method for die casting | |
| JP5642256B1 (en) | Hot chamber casting machine for aluminum alloy and hot chamber casting method using aluminum alloy as metal material | |
| JP6183272B2 (en) | Casting apparatus and casting method | |
| KR101870591B1 (en) | Low-pressure casting method and low-pressure casting apparatus | |
| JP2015205316A (en) | Manufacturing method of aluminum alloy cast object | |
| JP7172765B2 (en) | Casting equipment and casting method | |
| JP6489500B2 (en) | Casting apparatus and casting method | |
| JP2016215243A (en) | Molten metal filling control method of casting device | |
| JP2008044008A (en) | Low-pressure casting apparatus, and inert gas filling method | |
| JP6268557B2 (en) | Casting method and casting apparatus | |
| JPH05146865A (en) | Casting device | |
| JP7650281B2 (en) | Apparatus and method for the semi-solid state permanent mold casting of objects made of brass, bronze, aluminum alloys, magnesium alloys, light alloys, etc. | |
| JP2008264796A (en) | Vertical casting apparatus and vertical casting method | |
| JP4705651B2 (en) | Low pressure casting apparatus and low pressure casting method | |
| KR20240120169A (en) | High-vacuum multi-stage low-pressure casting apparatus and its method | |
| JP6331643B2 (en) | Low pressure casting equipment | |
| JP2021146385A (en) | Casting apparatus and casting method | |
| JPH0890202A (en) | Vacuum casting metallic mold |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140318 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140331 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5527451 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |