JP3588992B2 - 板材の分離・積載装置 - Google Patents
板材の分離・積載装置 Download PDFInfo
- Publication number
- JP3588992B2 JP3588992B2 JP32261597A JP32261597A JP3588992B2 JP 3588992 B2 JP3588992 B2 JP 3588992B2 JP 32261597 A JP32261597 A JP 32261597A JP 32261597 A JP32261597 A JP 32261597A JP 3588992 B2 JP3588992 B2 JP 3588992B2
- Authority
- JP
- Japan
- Prior art keywords
- plate
- conveyor
- plate material
- loading table
- switchback
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Delivering By Means Of Belts And Rollers (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
Description
【発明の属する技術分野】
本発明は、銅張り積層板など、多数枚積み上げられた板材を分離して積載テーブルの上に積載することができる板材の分離・積載装置に関するものである。
【0002】
【従来の技術】
プリント配線板等に加工して使用される銅張り積層板は、通常、1m×1m程度の大きさに成形されるので、切断機で所定の大きさに切断する必要がある。そして銅張り積層板を切断機で切断するにあたっては、合計厚みが20mm程度になるように複数枚の銅張り積層板を重ね、これを切断機にセットして行なうようにしている。
【0003】
このように複数枚の銅張り積層板を重ねて切断機にセットするにあたって、銅張り積層板を上下に揃えて重ねる必要があるが、パレットなどの載置台の上に多数枚積み重ねられて搬入される銅張り積層板は、約10mm程度横方向へ位置ずれして積み重ねられており、一旦、銅張り積層板を上下に揃えて積載する必要がある。
【0004】
そこで従来は、パレットなどの載置台の上に多数枚積み重ねられた銅張り積層板から、作業者が数枚ずつ銅張り積層板を取り出して、この数枚の銅張り積層板を積載テーブルの上に移載し、そして積載テーブルの上において銅張り積層板を指で押して、積載テーブルに設けた位置決めピンに銅張り積層板を押し当てることによって、位置決めピンを基準にして銅張り積層板を上下に揃えるようにし、そしてこの作業を銅張り積層板の合計厚みが20mm程度になるまで繰り返すことによって、複数枚の銅張り積層板を上下に揃えて積載するようにしていた。
【0005】
【発明が解決しようとする課題】
しかし、1m×1m程度の大きさの銅張り積層板は重量が重く、作業者が銅張り積層板を持ち上げて積載テーブルに移載する作業は重労働であり、腰痛等の問題が発生していた。また薄い銅張り積層板は端面が鋭利になっており、作業者が誤って手を滑らせると、手を切るおそれがあるという問題もあった。
【0006】
本発明は上記の点に鑑みてなされたものであり、銅張り積層板のような板材を分離して積載テーブルの上に積載する作業を機械化することができる板材の分離・積載装置を提供することを目的とするものである。
【0007】
【課題を解決するための手段】
本発明に係る板材の分離・積載装置は、多数枚積み上げられた板材1から上端に位置する板材1を分離し、この分離した板材1を積載テーブル2の上に移載して積載する板材の分離・積載装置であって、積み上げられた板材1の側方にこの板材1の前端縁と平行な方向に往復移動自在に配設され、多数枚積み上げられた板材1のうち上端に位置する板材1の持ち上げられた側端部からその下側に移動することによってこの上端に位置する板材1の前端部の全長を持ち上げた状態に保持する複数個のピックアップローラ3a,3b,3cと、積み上げられた板材1の位置と積載テーブル2の上方位置との間で往復移動自在に配置され、積み上げられた板材1の位置に移動することによって持ち上げ状態に保持された前端部から板材1の下側に差し込まれてこの板材1を上面に載置して保持し、板材1を保持した状態で積載テーブル2の上方に移動した後、後退しながら板材1を積載テーブル2の上に移載させるスイッチバックコンベア4とを具備して成ることを特徴とするものである。
【0008】
また、複数個のピックアップローラ3a,3b,3cを上記の多数枚積み上げられた板材1の前端縁と平行な方向で相互に近接離間移動自在に形成し、上端に位置する板材1の前端部の下側に差し込まれたときに相互に離間移動して各ピックアップローラ3a,3b,3cで板材1の中央部と両側部をそれぞれ持ち上げ状態に保持するようにして成ることを特徴とするものである。
【0009】
また請求項2の発明は、スイッチバックコンベア4を、スイッチバックコンベア4の往復移動方向と平行な方向で走行駆動されるコンベアベルト5を具備して形成し、スイッチバックコンベア4が持ち上げ状態に前端部が保持された板材1の下側に差し込まれるように移動するときにはこの移動方向と逆方向にコンベアベルト5を走行させてコンベアベルト5上に板材1を載置すると共に、スイッチバックコンベア4が積載テーブル2の上方位置から後退するように移動するときには移動方向と逆方向にコンベアベルト5を走行させてコンベアベルト5から積載テーブル2上に板材1を移載するようにして成ることを特徴とするものである。
【0010】
また請求項3の発明は、スイッチバックコンベア4のコンベアベルト5の上端より上方の位置と下方の位置の間で上下動自在に配置され、コンベアベルト5の上端より上方に上動されることによってコンベアベルト5上に載置された板材1を持ち上げるフリーローラ6と、フリーローラ6の一方の側方位置に配置される幅方向位置決め板7と、フリーローラ6の他方の側方位置に幅方向位置決め板7と対向して配置され、フリーローラ6で持ち上げられた板材1の一方の側端を押さえて板材1の他方の側端を幅方向位置決め板7に押し当てる幅方向押さえ板8とを具備して成ることを特徴とするものである。
【0011】
また請求項4の発明は、積載テーブル2の上に積載された板材1の側端部にエアーを吹き付けるエアーブローノズル11と、積載テーブル2の側方に配置される位置決め板9と、位置決め板9に対向して積載テーブル2の側方に配置され、積載テーブル2の上に積載された板材1の一方の側端を押さえて板材1の他方の側端を位置決め板9に押し当てる押さえ板10とを具備して成ることを特徴とするものである。
【0012】
【発明の実施の形態】
以下、本発明の実施の形態を説明する。
図1は本発明の装置の全体構成を示すものであり、分離装置13と、移載装置14と、積載位置決め装置15とで形成するようにしてある。銅張り積層板など板材1はパレットなど載置台16の上に1m程度の高さに多数枚積み上げて載置されている。載置台16の上の板材1はラフな位置で積み上げられており、上下の各板材1は約10mm程度横方向へ位置ずれしている。
【0013】
分離装置13はこの載置台16の前部の上方に配置されているものであり、複数個(実施形態では3個)のピックアップローラ3a,3b,3cを具備して形成してある。図2は分離装置13の一例を示すものであって、載置台16の前端部の上方に三本のシリンダー17a,17b,17cが配設してあり、各シリンダー17a,17b,17cに設けたシリンダーロッド18a,18b,18cの先端にローラ支持体19a,19b,19cが取り付けてある。そして各ローラ支持体19a,19b,19cに垂下して設けた支持板20の各背面側(載置台16上の板材1側の面)にピックアップローラ3a,3b,3cが取り付けてある。各シリンダー17a,17b,17cを作動させてシリンダーロッド18a,18b,18cを突出没入動作させることによって、各ピックアップローラ3a,3b,3cを載置台16上の板材1の前端縁(後述のスイッチバックコンベア4の側の端縁)に沿って往復移動させることができるものである。各ピックアップローラ3a,3b,3cは載置台16側へ向けて約10°の角度で取り付けるようにするのがよく、また同方向で丸みを帯びるような形状に形成してある。また、載置台16上の板材1の前端縁における中央部の上方、両側端部の上方にはそれぞれシリンダー21a,21b,21cの作動で上下動されるクランプ具22a,22b,22cが配設してある。上記のシリンダー17a,17b,17cやシリンダー21a,21b,21cは任意の架台(図示省略)に取り付けて支持されているものである。
【0014】
上記のように形成される分離装置13によって載置台16の上に多数枚積み上げた板材1から、上端に位置する数枚の板材1を分離する操作を説明する。まず板材1の前端部のうち一方の側端部(図2にイ矢印で示す)において、上端に位置する数枚(3〜30枚)の板材1を持ち上げる。この操作は機械装置で行なうようにしてもよいが、簡単な作業なので、作業者の手で行なうようにしてもよい。このとき、ピックアップローラ3a,3b,3cはこの板材1の持ち上げた側端部の側方位置において、相互に近接した状態で配置されている。
【0015】
次に、シリンダー17a,17b,17cをそれぞれ作動させてピックアップローラ3a,3b,3cを板材1の前端縁と平行に移動させ、各ピックアップローラ3a,3b,3cを順に、持ち上げた側端部からこの持ち上げた板材1の前端部の下側に移動させる。図2に想像線で示すように、ピックアップローラ3aは板材1の左端の端部にまで、ピックアップローラ3bは板材1の中央部にまで、ピックアップローラ3cは板材1の右端の端部にまで移動させるようにして、各ピックアップローラ3a,3b,3cの間隔を離間させることによって、各ピックアップローラ3a,3b,3cで上端の板材1の前端部の中央部と両側部をそれぞれ持ち上げ状態に保持し、この板材1の前端部を全長に亘って持ち上げて下の板材1から分離させた状態に保つことができるものである。
【0016】
そしてこのように各ピックアップローラ3a,3b,3cで上端の板材1の前端部の中央部と両側部をそれぞれ持ち上げると、シリンダー21a,21b,21cが作動して、クランプ具22a,22b,22cが下動され、ピックアップローラ3aとクランプ具22aの間、ピックアップローラ3bとクランプ具22bの間、ピックアップローラ3cとクランプ具22cの間に、持ち上げた板材1の前端部をクランプすることができるようにしてある。
【0017】
クランプ具22a,22b,22cによるこのクランプは、後述のようにスイッチバックコンベア4が上記のように持ち上げた板材1の下側に差し込まれて、コンベアベルト5の上に板材1が載置された後、解除されるようにしてある。またこのようにスイッチバックコンベア4のコンベアベルト5の上に板材1が載置された後、シリンダー17a,17b,17cやシリンダー21a,21b,21cを支持する架台が移動され、ピックアップローラ3a,3b,3cを板材1の下側から前方へ抜いて、上方に退避させてスイッチバックコンベア4による板材1の移載に邪魔にならないようにしてある。この後、各ピックアップローラ3a,3b,3cは板材1の持ち上げた側端部の側方位置において、相互に近接した状態で配置される元の状態に復帰するようになっている。
【0018】
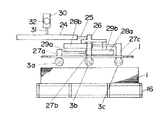
図3乃至図6は分離装置13の他の例を示すものであって、載置台16の前端部の上方に一本の主シリンダー24が配設してあり、主シリンダー24に設けた主シリンダーロッド25の先端に支持体26が取り付けてある。この支持体26の中央部に垂下して設けた支持板27bの背面側(載置台16上の板材1側の面)にピックアップローラ3bが取り付けてある。また支持体26の両端部にそれぞれ副シリンダー28a,28bが取り付けてある。この各副シリンダー28a,28bはシリンダーロッド29a,29bが相互に逆向きになるように配置されているものであり、各シリンダーロッド29a,29bの先端に垂下して取着した支持板27a,27cの背面側(載置台16上の板材1側の面)にピックアップローラ3a,3cが取り付けてある。またピックアップローラ3a,3b,3cの上側位置において、支持板27a,27b,27cにはそれぞれシリンダー21a,21b,21cの作動で上下動されるクランプ具22a,22b,22cが取り付けてある。ここで、各ピックアップローラ3a,3b,3cは載置台16側へ向けて約10°の角度で取り付けるようにするのがよく、また同方向で丸みを帯びるような形状に形成してある。
【0019】
上記の主シリンダー24は上下シリンダー30の上下シリンダーロッド31の先端に取着してあり、この上下シリンダー30は前後進シリンダー32の前後進シリンダーロッド33の先端に取着してある。従って、上下シリンダー30を作動させることによって、ピックアップローラ3a,3b,3cを上下動させることができるものであり、前後進シリンダー32を作動させることによって、ピックアップローラ3a,3b,3cを前後方向に移動させることができるものである。
【0020】
上記のように形成される分離装置13によって載置台16の上に多数枚積み上げた板材1から、上端に位置する数枚の板材1を分離する操作を説明する。まず板材1の前端部のうち一方の側端部において、上端に位置する数枚(3〜30枚)の板材1を図3のように持ち上げる。この操作は機械装置で行なうようにしてもよいが、簡単な作業なので、作業者の手で行なうようにしてもよい。このとき、ピックアップローラ3a,3b,3cはこの板材1の持ち上げた側端部の側方位置において、相互に近接した状態で配置されている。
【0021】
次に主シリンダー24を作動させてピックアップローラ3a,3b,3cを板材1の前端縁と平行に移動させ、各ピックアップローラ3a,3b,3cを順に、持ち上げた側端部からこの持ち上げた板材1の下側に移動させる。このとき、ピックアップローラ3cが持ち上げた板材1の右端の端部にまで移動すると、シリンダー21cを作動させてクランプ具22cを下動させ、ピックアップローラ3cとクランプ具22cの間に持ち上げた板材1の前端部の右端をクランプするようにしてある。そしてさらに主シリンダー24を作動させてピックアップローラ3a,3bをさらに板材1の前端縁と平行に移動させるが、この際には副シリンダー28bが作動して副シリンダーロッド29bが伸び、ピックアップローラ3cは移動しないようになっている。中央のピックアップローラ3bが持ち上げた板材1の中央部にまで移動すると、主シリンダー24の作動を停止させると共にシリンダー21bを作動させてクランプ具22bを下動させ、ピックアップローラ3bとクランプ具22bの間に持ち上げた板材1の前端部の中央をクランプするようにしてある。この状態を図4に示す。
【0022】
この後、副シリンダー28aを作動させてピックアップローラ3aを持ち上げた板材1の左端の端部にまで移動させ、シリンダー21aを作動させてクランプ具22aを下動させ、ピックアップローラ3aとクランプ具22aの間に持ち上げた板材1の前端部の左端をクランプするようにしてある。このようにして、図5及び図6に示すように板材1の前端部を全長に亘って持ち上げて下の板材1から分離させた状態に保つことができるものである。
【0023】
ここで、後述のようにスイッチバックコンベア4が上記のように持ち上げた板材1の下側に差し込まれて、コンベアベルト5の上に板材1が載置されると、クランプを解除した後に、前後進シリンダー32が作動してピックアップローラ3a,3b,3cを図6のイ矢印のように後進移動させ、各ピックアップローラ3a,3b,3cを板材1の下側から引き抜いた後、上下シリンダー30が作動してピックアップローラ3a,3b,3cを図6のロ矢印のように上動させ、ピックアップローラ3a,3b,3cを上方に退避させてスイッチバックコンベア4による板材1の移載に邪魔にならないようにしてある。さらにこの後、各ピックアップローラ3a,3b,3cは板材1の持ち上げた側端部の側方位置において、相互に近接した状態で配置される元の図3の状態に復帰するようになっている。
【0024】
移載装置14は上記の分離装置13と積載位置決め装置15との間に配設されるものであり、コンベアベルト5を設けたスイッチバックコンベア4を具備して形成してある。図7は移載装置14の一例を示すものであり、一対のガイドレール36が載置台16の両側の側方位置と積載位置決め装置15の両側の側方位置の間に亘って配設してある。またこのガイドレール36と平行に移動用ベルト37が配設してあり、移動用ベルト37は移動用モータ38によって走行駆動されるようにしてある。
【0025】
スイッチバックコンベア4は、ロール列(図示省略)を設けたケーシング39の両端にそれぞれ駆動ロール40と従動ロール41を取り付けると共にケーシング39の上下を囲むように配設したコンベアベルト5を駆動ロール40と従動ロール41に懸架して形成されるコンベア体42を複数平行に配設することによって、形成されるものであり、各コンベア体42は2本の連結ロッド43によって一体に結合してある。コンベアベルト5は表面にフェルトを貼り付けた平ベルトで形成してあり、その両端部は上面が下り傾斜する傾斜部5a,5aとしてある。また各連結ロッド43の両端はガイドレール36にスライド移動自在に取り付けた走行ガイド44に結合固定してあり、4個の走行ガイド44の内の一つは接続片45によって移動用ベルト37に固定してある。従って、スイッチバックコンベア4はガイドレール36に沿って移動自在になっており、移動用モータ38を作動させて移動用ベルト37を走行駆動させると、移動用ベルト37の走行方向にスイッチバックコンベア4を移動させることができるものであり、スイッチバックコンベア4は載置台16の上方位置と積載テーブル2の上方位置との間で往復移動できるようにしてある。各コンベア体42に設けた各駆動ロール40には駆動モータ46によって回転駆動される駆動軸47が通して固定してあり、駆動モータ46を駆動させることによって各駆動ロール40を回転駆動させ、各コンベア体42に設けたコンベアベルト5を走行駆動させることができるようにしてある。駆動モータ46は端部に位置するコンベア体42のケーシング39などに固定用板(図示省略)を介して固定してある。
【0026】
また、上記の分離装置13と積載位置決め装置15との間には複数本のフリーローラ6が平行に配設してある。各フリーローラ6はスイッチバックコンベア4の、コンベアベルト5間に位置するように配置されているものであり、昇降板48の上面に突設したロール受け棒49の上端部に自由回転自在に支持するようにしてある。各フリーローラ6はコンベアベルト5と平行に形成してあり、コンベアベルト5の走行方向に対して垂直な方向に回転されるようにしてある。昇降板48の下面には複数本のガイド柱50が取り付けてあり、固定的に配置された柱受けスリーブ51にこのガイド柱50を通して上下方向に昇降自在に配設してある。そして固定的に配置された昇降用シリンダー52のシリンダーロッド53の上端が昇降板48に結合してある。従って、昇降用シリンダー52を作動させてシリンダーロッド53を上下動させることによって、昇降板48を昇降させ、フリーローラ6を上下動させることができるものである。フリーローラ6はコンベアベルト5の上端より上方の位置とコンベアベルト5の下端より下方の位置の間で上下動されるようにしてある。
【0027】
また、一方の端部に位置するフリーローラ6の側方位置には幅方向位置決め板7が固定して配置してあり、他方の端部に位置するフリーローラ6の側方位置には幅方向位置決め板7と対向して幅方向押さえ板8が配置してある。幅方向押さえ板8の背面には一対のガイド棒54が突設してあり、固定的に配置された棒受けスリーブ55にこのガイド棒54を通して、幅方向押さえ板8を幅方向位置決め板7に近接離間する方向で往復移動自在にしてある。そして固定的に配置された押さえ用シリンダー56のシリンダーロッド57の先端が幅方向押さえ板8の背面に結合してある。従って、押さえ用シリンダー56を作動させてシリンダーロッド57を前後進させることによって、幅方向押さえ板8を幅方向位置決め板7に近接離間する方向で移動させることができるものである。
【0028】
次に、上記のように形成される移載装置14による板材1の移載の動作を説明する。すなわち、まず既述のように載置台16に多数枚積み上げた板材1のうち、上端の数枚の板材1の前端部を分離装置13のピックアップローラ3a,3b,3cで持ち上げてクランプし、下の板材1から分離させた後、移動用モータ38を作動させてスイッチバックコンベア4を載置台16の方向へ前進移動(イ方向)させ、図8(a)のように持ち上げた板材1の前端部の下側へスイッチバックコンベア4のコンベアベルト5の前端の傾斜部5aを差し込ませる。さらにスイッチバックコンベア4を前進移動させつつ、駆動モータ46を作動させてこの前進移動と同速度でコンベアベルト5をその上面部がスイッチバックコンベア4の移動方向(イ方向)と逆方向(ロ方向)に移動するように走行させる。このようにスイッチバックコンベア4を前進移動させながらコンベアベルト5を逆方向に同速度で同調させて走行させると、図8(b)のように上端の板材1がコンベアベルト5の上に乗りながらスイッチバックコンベア4がこの板材1の下側に入り込んでいく。さらにスイッチバックコンベア4を前進移動させながらコンベアベルト5を逆方向に同速度で同調させて走行させることによって、図8(c)のように上端の板材1をその下の板材1から完全に分離させてコンベアベルト5の上に載せることができる。このように上端の板材1がコンベアベルト5の上に載置されると、スイッチバックコンベア4の前進移動を停止させると共にコンベアベルト5の走行を停止させる。そしてピックアップローラ3a,3b,3cによる持ち上げとクランプを既述のように解除したのち、スイッチバックコンベア4を後退移動させてフリーローラ6を配置した元の位置へ復帰させる。
【0029】
フリーローラ6はスイッチバックコンベア4のコンベアベルト5よりも低い位置で待機しており、スイッチバックコンベア4が元の位置へ後退して、コンベアベルト5間にフリーローラ6が配置される位置まで復帰すると、昇降用シリンダー52が作動してフリーローラ6は図9(a)の状態からコンベアベルト5の上端よりも上方へ上動される。このようにフリーローラ6がコンベアベルト5より上方へ上動されると、コンベアベルト5の上に載置されている板材1は図9(b)のようにフリーローラ6によって持ち上げられて支持される。そしてこの後、押さえ用シリンダー56が作動して幅方向押さえ板7が前進移動し、フリーローラ6の上に支持されておりスイッチバックコンベア4による送り方向に対する幅方向へ容易に移動できる状態になっている板材1の一方の側端を幅方向押さえ板8で押さえ、図9(c)のように板材1の他方の側端を幅方向位置決め板7に押さえ付けて、板材1の幅方向の位置を幅方向位置決め板7を基準にして仮位置決めすることができる。このように板材1の幅方向の仮の位置決めをしたのち、押さえ用シリンダー56を作動させて幅方向押さえ板8を後退させ、さらに昇降用シリンダー52を作動させてフリーローラ6を下動させて、板材1を再びコンベアベルト5の上に載置させる。
【0030】
次に積載位置決め装置15について説明する。積載位置決め装置15は積載テーブル2を具備して形成されるものである。図10は積載位置決め装置15の一例を示すものであり、積載テーブル2の載置台16と反対側の端縁と一方の側端縁にはそれぞれ位置決め板9が固定して設けてある。この一対の位置決め板9のうち、積載テーブル2の載置台16と反対側の端縁に設けられるものは送り方向位置決め板9a、一方の側端縁に設けられるものは幅方向位置決め板9bとなるものである。送り方向位置決め板9aを設けた箇所において積載テーブル2の端縁には一対の切欠部61が形成してあり、この切欠部61にそれぞれクランパー62が配設してある。クランパー62は拡狭自在に回動駆動される掴み板68を具備して形成されるものであり、上下動シリンダー63のシリンダーロッド64の上端に固定した支持板65の上面に各クランパー62を取り付けてある。この上下動シリンダー63は固定的に配置された前後動シリンダー66のシリンダーロッド67の先端に取り付けてある。従って、前後動シリンダー66を作動させることによって、クランパー62を積載テーブル2に近接離反する方向に前後移動させることができるものであり、また上下動シリンダー63を作動させることによって、クランパー62を切欠部61を通して上下動させることができるものである。
【0031】
送り方向位置決め板9aと対向する積載テーブル2の端縁(載置台16側の端縁)の外方と、幅方向位置決め板9bと対向する積載テーブル2の他方の側端縁の外方には、それぞれ押さえ板10が配設してある。この一対の押さえ板10のうち前者は送り方向押さえ板10a、後者は幅方向押さえ板10bとなるものである。送り方向押さえ板10aは送り方向押さえ用シリンダー70のシリンダーロッド71の先端に設けた支持棒72の上端に取り付けてあり、送り方向押さえ用シリンダー70を作動させることによって、送り方向押さえ板10aを送り方向位置決め板9aに近接離間する方向で往復移動されるようにしてある。この送り方向押さえ用シリンダー70は固定的に配設された送り方向サイズ決めサーボモータ73によって積載テーブル2に近接離反する方向で位置移動されるようにしてある。すなわち、送り方向サイズ決めサーボモータ73で回転駆動されるねじ棒74にねじ筒75が螺進螺退自在に取り付けてあって、このねじ筒75に設けた連結板84に送り方向押さえ用シリンダー70が固定してあり、ねじ棒74を回転させてねじ筒75をねじ棒74に沿って前後進させることによって、積載テーブル2に積載される板材1の大きさに合わせて、送り方向押さえ板10aを積載テーブル2に近接離間する方向で位置移動させるようにしてある。また、幅方向押さえ板10bの背面には一対のガイド棒76が突設してあり、固定的に配置された棒受けスリーブ77にこのガイド棒76を通して、幅方向押さえ板10bを幅方向位置決め板9bに近接離間する方向で往復移動自在にしてある。そして固定的に配置された幅方向押さえ用シリンダー78のシリンダーロッド79の先端が幅方向押さえ板10bの背面に結合してあり、幅方向押さえ用シリンダー78を作動させてシリンダーロッド79を前後進させることによって、幅方向押さえ板10bを幅方向位置決め板9bに近接離間する方向で移動させることができるものである。この幅方向押さえ用シリンダー78は固定的に配設された幅方向サイズ決めサーボモータ83によって積載テーブル2に近接離反する方向で位置移動されるようにしてある。すなわち、幅方向サイズ決めサーボモータ83で回転駆動されるねじ棒80にねじ筒81が螺進螺退自在に取り付けてあって、このねじ筒81に設けた連結板82に幅方向押さえ用シリンダー78が固定してあり、ねじ棒80を回転させてねじ筒81をねじ棒80に沿って前後進させることによって、積載テーブル2に積載される板材1の大きさに合わせて、幅方向押さえ板10bを積載テーブル2に近接離間する方向で位置移動させるようにしてある。
【0032】
また、積載テーブル2の側方位置には、複数箇所においてエアーブローノズル11が固定的に配設してある。エアーブローノズル11にはエアーホース85が接続してあり、エアーブローノズル11の先端の縦長スリット状のノズル口からエアーが積載テーブル2に向けて吐出されるようにしてある。
次に、上記のように形成される積載位置決め装置15による板材1の載置・位置決めの動作を説明する。すなわち、まず既述のようにスイッチバックコンベア4のコンベアベルト5の上に板材1を載置すると共にこの板材1の幅方向の仮位置決めを行なった後、移動用モータ38を作動させてスイッチバックコンベア4を積載位置決め装置15の積載テーブル2の上方位置にまで前進移動させる。このようにコンベアベルト5の上に板材1を載置したスイッチバックコンベア4が積載テーブル2の上に達すると、前後動シリンダー66が作動してクランパー62が前進し、図11(a)のようにコンベアベルト5の上の板材1の前端部をクランパー62の掴み板68で掴んでクランプされるようにしてある。
【0033】
この後、移動用モータ38を逆向きに作動させてスイッチバックコンベア4を後進移動させつつ、駆動モータ46を作動させてこの後進移動と同速度でコンベアベルト5をその上面部がスイッチバックコンベア4の移動方向(イ方向)と逆方向(ロ方向)に移動するように走行させる。このようにスイッチバックコンベア4を後進移動させながらコンベアベルト5を逆方向に同速度で同調させて走行させると、図11(b)のようにコンベアベルト5の上の板材1が積載テーブル2の上に移行しながらスイッチバックコンベア4は積載テーブル2から離れる方向に移動していく。さらにスイッチバックコンベア4を後進移動させながらコンベアベルト5を逆方向に同速度で同調させて走行させることによって、図11(c)のようにコンベアベルト5上の板材1を完全に積載テーブル2の上に移載させることができるものであり、そして上動シリンダー63を作動させてクランパー62を下動させて板材1の前端を積載テーブル2の上に載置させた後、クランパー62によるクランプを解除し、さらに前後動シリンダー66を作動させてクランパー62を後進させて退避させる。
【0034】
板材1は既述のようにスイッチバックコンベア4のコンベアベルト5の上で幅方向への仮の位置決めが行なわれているので、大略正確な位置で積載テーブル2に移載されるが、積載テーブル2の上に積載された板材1をさらに正確に位置決めして、板材1を上下に揃える作業がおこなわれる。すなわち先ず、積載テーブル2の上に積載された板材1の端面に向けてエアーブローノズル11からエアーを吹き付ける。このように積載テーブル2の板材1の端面にエアーを吹き付けると、積載テーブル2と板材1の間、及び複数枚の板材1の上下の間に空気が入り、板材1は浮き上がった状態になる。そしてこの状態で、送り方向押さえ用シリンダー70を作動させて送り方向位置押さえ板10aを送り方向位置決め板9a側へ前進させ、送り方向位置押さえ板10aで板材1の後端を押して送り方向位置決め板9aに板材1の前端を当接させると共に、幅方向押さえ用シリンダー78を作動させて幅方向位置押さえ板10bを幅方向位置決め板9b側へ前進させ、幅方向位置押さえ板10bで板材1の幅方向の一方の側端を押して幅方向位置決め板9bに板材1の幅方向の他方の側端を当接させる。板材1は浮き上がっているために、板材1同士がこすれ合ったり板材1が積載テーブル2とこすれたりして板材1に傷が付くようなことなく、板材1を積載テーブル2上で容易に移動させて送り方向位置決め板9aや幅方向位置決め板9bに当接させて、板材1を送り方向及び幅方向に位置決めすることができるものである。
【0035】
上記の操作を積載テーブル2上の板材1の合計厚みが20mm程度の所定厚みになるまで繰り返すことによって、多数枚の板材1を位置決め板9を基準にして上下に揃えて積載テーブル2の上に積載することができるものである。
【0036】
【発明の効果】
上記のように本発明は、積み上げられた板材の側方にこの板材の前端縁と平行な方向に往復移動自在に配設され、多数枚積み上げられた板材のうち上端に位置する板材の持ち上げられた側端部からその下側に移動することによってこの上端に位置する板材の前端部の全長を持ち上げた状態に保持する複数個のピックアップローラと、積み上げられた板材の位置と積載テーブルの上方位置との間で往復移動自在に配置され、積み上げられた板材の位置に移動することによって持ち上げ状態に保持された前端部から板材の下側に差し込まれてこの板材を上面に載置して保持し、板材を保持した状態で積載テーブルの上方に移動した後、後退しながら板材を積載テーブルの上に移載させるスイッチバックコンベアとを具備するので、積み上げられた板材から所要枚数の板材をピックアップローラで分離することができると共にこの板材をスイッチバックコンベアを介して積載テーブルの上に積載することができるものであり、銅張り積層板のような板材を分離して積載テーブルの上に積載する作業を機械化することができるものである。
【0037】
また、複数個のピックアップローラを上記の多数枚積み上げられた板材の前端縁と平行な方向で相互に近接離間移動自在に形成し、上端に位置する板材の前端部の下側に差し込まれたときに相互に離間移動して各ピックアップローラで板材の中央部と両側部をそれぞれ持ち上げ状態に保持するようにしたので、板材の前端縁を幅方向全長に亘って持ち上げた状態にピックアップローラで保持することができるものであり、スイッチバックコンベアへの板材の移載の操作が容易になるものである。
【0038】
また請求項2の発明は、スイッチバックコンベアを、スイッチバックコンベアの往復移動方向と平行な方向で走行駆動されるコンベアベルトを具備して形成し、スイッチバックコンベアが持ち上げ状態に前端部が保持された板材の下側に差し込まれるように移動するときにはこの移動方向と逆方向にコンベアベルトを走行させてコンベアベルト上に板材を載置すると共に、スイッチバックコンベアが積載テーブルの上方位置から後退するように移動するときには移動方向と逆方向にコンベアベルトを走行させてコンベアベルトから積載テーブル上に板材を移載するようにしたので、スイッチバックコンベアの移動とコンベアベルトの走行によって、スイッチバックコンベアへの板材の移載と、スイッチバックコンベアから積載テーブルへの板材の移載の操作がスムーズに行なわれるようにすることができるものである。
【0039】
また請求項3の発明は、スイッチバックコンベアのコンベアベルトの上端より上方の位置と下方の位置の間で上下動自在に配置され、コンベアベルトの上端より上方に上動されることによってコンベアベルト上に載置された板材を持ち上げるフリーローラと、フリーローラの一方の側方位置に配置される幅方向位置決め板と、フリーローラの他方の側方位置に幅方向位置決め板と対向して配置され、フリーローラで持ち上げられた板材の一方の側端を押さえて板材の他方の側端を幅方向位置決め板に押し当てる幅方向押さえ板とを具備するので、スイッチバックコンベアのコンベアベルトの上で板材を幅方向に仮の位置決めすることができ、大略正確な位置で板材をスイッチバックコンベアから積載テーブルに移載することができるものである。
【0040】
また請求項4の発明は、積載テーブルの上に積載された板材の側端部にエアーを吹き付けるエアーブローノズルと、積載テーブルの側方に配置される位置決め板と、位置決め板に対向して積載テーブルの側方に配置され、積載テーブルの上に積載された板材の一方の側端を押さえて板材の他方の側端を位置決め板に押し当てる押さえ板とを具備するので、押さえ板で板材を押さえて位置決め板に押し当てることによって板材の位置決めを行なうにあたって、エアーブローノズルからエアーを吹き付けることによって板材を浮き上がった状態にすることができ、板材同士がこすれ合ったり板材が積載テーブルとこすれたりして、板材に傷が付くようなことなく板材の位置決めを行なうことができるものである。
【図面の簡単な説明】
【図1】本発明の実施の形態の一例を示す斜視図である。
【図2】同上の分離装置の実施の形態の第一の例を示す斜視図である。
【図3】同上の分離装置の実施の形態の第二の例を示す正面図である。
【図4】同上の分離装置の実施の形態の第二の例を示す正面図である。
【図5】同上の分離装置の実施の形態の第二の例を示す正面図である。
【図6】同上の分離装置の実施の形態の第二の例を示す側面図である。
【図7】同上の移載装置の実施の形態の一例を示す斜視図である。
【図8】同上の移載装置による板材の移載の動作を示すものであり、(a),(b),(c)はそれぞれ概略図である。
【図9】同上の移載装置による板材の幅方向の仮位置決めの動作を示すものであり、(a),(b),(c)はそれぞれ概略図である。
【図10】同上の積載位置決め装置の一例を示す斜視図である。
【図11】同上の積載位置決め装置への積載の動作を示すものであり、(a),(b),(c)はそれぞれ概略図である。
【符号の説明】
1 板材
2 積載テーブル
3a,3b,3c ピックアップローラ
4 スイッチバックコンベア
5 コンベアベルト
6 フリーローラ
7 幅方向位置決め板
8 幅方向押さえ板
9 位置決め板
10 押さえ板
11 エアーブローノズル
Claims (4)
- 多数枚積み上げられた板材から上端に位置する板材を分離し、この分離した板材を積載テーブルの上に移載して積載する板材の分離・積載装置であって、積み上げられた板材の側方にこの板材の前端縁と平行な方向に往復移動自在に配設され、多数枚積み上げられた板材のうち上端に位置する板材の持ち上げられた側端部からその下側に移動することによってこの上端に位置する板材の前端部の全長を持ち上げた状態に保持する複数個のピックアップローラと、積み上げられた板材の位置と積載テーブルの上方位置との間で往復移動自在に配置され、積み上げられた板材の位置に移動することによって持ち上げ状態に保持された前端部から板材の下側に差し込まれてこの板材を上面に載置して保持し、板材を保持した状態で積載テーブルの上方に移動した後、後退しながら板材を積載テーブルの上に移載させるスイッチバックコンベアとを具備すると共に、上記の複数個のピックアップローラを上記の多数枚積み上げられた板材の前端縁と平行な方向で相互に近接離間移動自在に形成し、上端に位置する板材の前端部の下側に差し込まれたときに相互に離間移動して各ピックアップローラで板材の中央部と両側部をそれぞれ持ち上げ状態に保持するようにして成ることを特徴とする板材の分離・積載装置。
- スイッチバックコンベアを、スイッチバックコンベアの往復移動方向と平行な方向で走行駆動されるコンベアベルトを具備して形成し、スイッチバックコンベアが持ち上げ状態に前端部が保持された板材の下側に差し込まれるように移動するときにはこの移動方向と逆方向にコンベアベルトを走行させてコンベアベルト上に板材を載置すると共に、スイッチバックコンベアが積載テーブルの上方位置から後退するように移動するときには移動方向と逆方向にコンベアベルトを走行させてコンベアベルトから積載テーブル上に板材を移載するようにして成ることを特徴とする請求項1に記載の板材の分離・積載装置。
- スイッチバックコンベアのコンベアベルトの上端より上方の位置と下方の位置の間で上下動自在に配置され、コンベアベルトの上端より上方に上動されることによってコンベアベルト上に載置された板材を持ち上げるフリーローラと、フリーローラの一方の側方位置に配置される幅方向位置決め板と、フリーローラの他方の側方位置に幅方向位置決め板と対向して配置され、フリーローラで持ち上げられた板材の一方の側端を押さえて板材の他方の側端を幅方向位置決め板に押し当てる幅方向押さえ板とを具備して成ることを特徴とする請求項1又は2に記載の板材の分離・積載装置。
- 積載テーブルの上に積載された板材の側端部にエアーを吹き付けるエアーブローノズルと、積載テーブルの側方に配置される位置決め板と、位置決め板に対向して積載テーブルの側方に配置され、積載テーブルの上に積載された板材の一方の側端を押さえて板材の他方の側端を位置決め板に押し当てる押さえ板とを具備して成ることを特徴とする請求項1乃至3のいずれか1項に記載の板材の分離・積載装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP32261597A JP3588992B2 (ja) | 1997-11-25 | 1997-11-25 | 板材の分離・積載装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP32261597A JP3588992B2 (ja) | 1997-11-25 | 1997-11-25 | 板材の分離・積載装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11157679A JPH11157679A (ja) | 1999-06-15 |
| JP3588992B2 true JP3588992B2 (ja) | 2004-11-17 |
Family
ID=18145700
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP32261597A Expired - Fee Related JP3588992B2 (ja) | 1997-11-25 | 1997-11-25 | 板材の分離・積載装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3588992B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109362183A (zh) * | 2018-11-27 | 2019-02-19 | 奥士康科技股份有限公司 | 一种新型pcb板剥皮机及其使用方法 |
| JP7355656B2 (ja) * | 2020-01-10 | 2023-10-03 | 藤森工業株式会社 | シート積重体の移送装置 |
-
1997
- 1997-11-25 JP JP32261597A patent/JP3588992B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11157679A (ja) | 1999-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8235436B2 (en) | Bundle gripper for a palletizing machine and method for the palletizing of bundles | |
| JPS6351223A (ja) | 包装機械に用紙を送る搬送装置 | |
| CN111453439A (zh) | 一种码垛机 | |
| JP2631043B2 (ja) | 積層シート状材料の切断装置及びその装置における搬送方法 | |
| US5049030A (en) | Materials handling equipment | |
| US5244343A (en) | Materials separating equipment | |
| JPH09532U (ja) | 薄板スタックから各薄板を取出すための装置 | |
| JPH0751415B2 (ja) | 紙堆積体から気泡を除去するための装置 | |
| JP4860103B2 (ja) | 堆積体パッケージを製造するための装置 | |
| JP3588992B2 (ja) | 板材の分離・積載装置 | |
| KR20020071920A (ko) | 평탄한 제품 섹션을 이송하기 위한 장치 | |
| JP2831588B2 (ja) | 主積み紙および副積み紙の枚葉紙後縁部を正確に分離する方法および装置 | |
| JP2813006B2 (ja) | 薄板の重ね孔明け装置 | |
| US5151009A (en) | Materials stacking equipment | |
| JP3443172B2 (ja) | 刷本集積装置 | |
| JPH11157687A (ja) | 板材の分離・積載装置 | |
| JP3280543B2 (ja) | 銅電解カソードリボン用種板の自動切断装置 | |
| JPS60242170A (ja) | 積重紙の空気抜き装置 | |
| JP2993552B2 (ja) | 製本用オートローダ | |
| JPH07315598A (ja) | 間紙供給装置および間紙供給方法 | |
| CN116552943B (zh) | 一种纸垛上料机器人 | |
| CN210850496U (zh) | 旋转式裁切堆叠设备 | |
| JPH0214251B2 (ja) | ||
| JPH0350118Y2 (ja) | ||
| JP2009018031A (ja) | 布類積層方法と、その装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040427 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040628 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040727 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040809 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20070827 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080827 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090827 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090827 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090827 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090827 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100827 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110827 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120827 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130827 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |