JP3543459B2 - 工作物加工用数値制御装置 - Google Patents
工作物加工用数値制御装置 Download PDFInfo
- Publication number
- JP3543459B2 JP3543459B2 JP34513495A JP34513495A JP3543459B2 JP 3543459 B2 JP3543459 B2 JP 3543459B2 JP 34513495 A JP34513495 A JP 34513495A JP 34513495 A JP34513495 A JP 34513495A JP 3543459 B2 JP3543459 B2 JP 3543459B2
- Authority
- JP
- Japan
- Prior art keywords
- data
- smoothing
- lift
- lift data
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Numerical Control (AREA)
Description
【発明の属する技術分野】
本発明は、選択された範囲において、リフトデータをスムージングして平滑化した補正リフトデータをプロフィールデータに変換して工作物の加工制御を行う工作物加工用数値制御装置に関する。
【0002】
【従来の技術】
従来の工作物加工用数値制御装置(特開平1−206406)は、フラットタペットによるリフトデータを極座標によるリフトデータに変換した後、工作物の仕上げ形状の許容誤差内に入るようにリフトデータ全体をスムージングして平滑化した補正リフトデータを生成し、プロフィールデータに変換するものであった。
【0003】
【発明が解決しようとする課題】
上記従来の工作物加工用数値制御装置は、図9の(A)に示すリフトデータが工作物の仕上げ形状の許容誤差内に入るようにスムージングして平滑化するものであるため、カム研削において面性状が向上するという利点を有する反面、図9の(B)に示すようにリフト全体に亘り形状誤差が生ずるという問題があるとともに、演算に長時間を要するという問題があった。
【0004】
そこで本発明者らは、形状誤差を減少させるべく選択された範囲のリフトデータをスムージングして平滑化した補正リフトデータをプロフィールデータに変換するという本発明の技術的思想に着眼し、更に研究開発を重ねた結果、形状誤差を減少させてカム研削における面性状を向上するとともに、演算時間を短縮するという目的を達成する本発明に到達した。
【0005】
【課題を解決するための手段】
本発明(請求項1に記載の第1発明)の工作物加工用数値制御装置は、
工作物の形状を特定するリフトデータに基づき変換された主軸の回転角と工具送り軸の位置との関係を示すプロフィールデータに応じて工作物の加工を制御する数値制御装置において、
前記リフトデータの補正を行う範囲を選択する範囲選択手段と、
前記リフトデータの許容誤差を記憶する記憶手段と、
選択された前記範囲において前記リフトデータが前記許容誤差内に入るようにスムージングして平滑化するスムージング演算手段と、
スムージングされた補正リフトデータをプロフィールデータに変換するプロフィールデータ変換手段と、
変換された前記プロフィールデータに基づいて前記主軸の回転角と前記工具送り軸の位置とを数値制御する位置制御手段と
から成るものである。
【0006】
本発明(請求項2に記載の第2発明)の工作物加工用数値制御装置は、
工作物の形状を特定するリフトデータに基づき変換された主軸の回転角と工具送り軸の位置との関係を示すプロフィールデータに応じて工作物の加工を制御する数値制御装置において、
前記リフトデータの補正を行う範囲を選択する範囲選択手段と、
前記リフトデータの許容誤差を記憶する記憶手段と、
前記リフトデータ全体をスムージングして平滑化する第1のスムージング演算手段と、
前記第1のスムージング演算手段によりスムージングされたリフトデータに基づき、選択された前記範囲において前記スムージングされたリフトデータが前記許容誤差内に入るようにスムージングして平滑化する第2のスムージング演算手段と、
前記第2のスムージング演算手段によりスムージングされた補正リフトデータをプロフィールデータに変換するプロフィールデータ変換手段と、
変換された前記プロフィールデータに基づいて前記主軸の回転角と前記工具送り軸の位置とを数値制御する位置制御手段と
から成るものである。
【0007】
(作用)
上記構成より成る第1発明の工作物加工用数値制御装置は、前記範囲選択手段によって選択された前記範囲において、前記記憶手段に記憶されている前記許容誤差に基づき、前記スムージング演算手段により前記許容誤差以内に入るようにリフトデータをスムージングして平滑化し、前記プロフィールデータ変換手段によりスムージングされた補正リフトデータをプロフィールデータに変換し、前記位置制御手段により前記主軸の回転角と前記工具送り軸の位置とを数値制御するものである。
【0008】
上記構成より成る第2発明の工作物加工用数値制御装置は、前記記憶手段に記憶されている前記許容誤差に基づき、前記第1のスムージング演算手段によりリフトデータ全体をスムージングして平滑化し、更に、前記第2のスムージング演算手段により前記スムージングされたリフトデータの中で、選択された範囲のリフトデータをスムージングして平滑化し、前記許容誤差内に入るように補正リフトデータを求める。前記プロフィールデータ変換手段により前記スムージングされた補正リフトデータをプロフィールデータに変換し、前記位置制御手段により前記主軸の回転角と前記工具送り軸の位置とを数値制御するものである。
【0009】
【発明の効果】
上記作用を奏する第1発明の工作物加工用数値制御装置は、選択された前記範囲のみ、前記スムージング演算手段によりリフトデータをスムージングするので、形状誤差を減少して面性状を向上するとともに、演算時間を短縮するという効果を奏する。
【0010】
上記作用を奏する第2発明の工作物加工用数値制御装置は、第1のスムージング演算手段によりリフトデータ全体をスムージングして平滑化し、更に第2のスムージング演算手段により選択された範囲についてスムージングするので、形状誤差を減少して面性状を向上するという効果を奏する。
【0011】
【発明の実施の形態】
以下本発明の実施の形態につき、図面を用いて説明する。
【0012】
(第1実施形態)
第1実施形態の工作物加工用数値制御装置は、図1ないし図2に示すように一例として非真円形工作物Wの形状を特定するリフトデータと砥石径に応じて、主軸の回転角θと工具送り軸の位置Xとの関係を示すプロフィールデータに変換し、前記プロフィールデータに応じて前記非真円形工作物Wの加工を制御する数値制御装置において、前記リフトデータ、前記工作物の仕上げ形状の許容誤差、平滑化および補正用データ他を記憶する記憶手段1と、前記リフトデータの補正を行う範囲を選択する後述する範囲選択手段と、選択された範囲の前記リフトデータを前記許容誤差内に入るようにスムージングして平滑化する後述するスムージング演算手段と、前記スムージングされた補正リフトデータをプロフィールデータに変換する後述するプロフィールデータ変換手段と、前記変換されたプロフィールデータに基づいて前記主軸の回転角θと前記工具送り軸の位置Xとを数値制御する数値制御装置5とから成る。
【0013】
数値制御装置5によって制御される数値制御研削盤7は、図2に示されるようにベッド70上に螺子送り機構を介してサーボモータ71Mにより駆動され、主軸軸線に平行なZ軸方向に摺動可能に配設されているテーブル71と、このテーブル71上に配設された主軸台72Dに軸架されサーボモータ72Mにより回転される主軸72と、前記テーブル71の右端に配設されセンタ73Cと前記主軸72のセンタ72Cとの間にカムシャフトから成る工作物Wを挟持する心押台73と、前記ベッド70の後方において工作物Wに対して進退可能に配設され、送り螺子を介してサーボモータ74Mにより制御される工具台74D上に載置されたモータ74Nにより回転駆動される砥石車74とから成る。
【0014】
ドライブユニット81、82、83は、図1および図2に示すように数値制御装置5から指令パルスを入力して、前記数値制御研削盤7のサーボモータ71M、72M、74Mを駆動する回路である。
【0015】
数値制御装置5は、図1および図2に示すように主として制御軸を数値制御して、工作物Wの研削加工を制御する装置であり、数値制御研削盤7を制御するためのメインCPU50と、制御プログラムを記憶したROM51と、入力データ等を記憶する第1のRAM52と、前記サーボモータ71M、72M、74Mの駆動系を制御するドライブCPU53と、前記メインCPU50により演算された砥石車74、テーブル71、主軸72の位置決めデータをドライブCPU53に受け渡すために各種データを一時的に記憶する第2のRAM54と、パルス分配器55とから成る。
【0016】
ドライブCPU53は、加工に関する制御軸の送りに関し、スローアップ、スローダウン、目標点の補間等の演算を行い、補間点の位置決めデータを定周期に出力する装置であり、この補間点の位置決めデータに基づいてパルス分配器55は各ドライブユニット81、82、83にパルス分配を行う。
【0017】
前記自動プログラミング装置6は、リフトデータと砥石径からプロフィールデータを自動作成する装置で、RAM61には複数の工作物のリフトデータを記憶するリフトデータ領域611と、リフトデータを極座標変換し記憶する極座標リフトデータ領域612と、予め入力され設定された工作物の仕上げ形状の許容誤差を記憶する許容誤差データ領域613と、極座標リフトデータを許容誤差内においてスムージングされ平滑化された補正リフトデータを記憶するスムージングデータ領域614と、前記スムージングされたリフトデータに基づき生成されるプロフィールデータが記憶されるプロフィールデータ領域615と、前記プロフィールデータを生成するときの砥石径を記憶する砥石径データ領域616とが形成されている。
【0018】
フロントCPU60には、入出力インタフェースを介してリフトデータ等を入力するテープリーダ63と、データの表示を行うCRT表示装置64と、データの入力を行うキーボード65とが接続されている。
【0019】
上記構成より成る第1実施形態の工作物加工用数値制御装置は、入力モードに設定されると、フロントCPU60は入出力インタフェース62を介して、テープリーダ63から加工に必要なリフトデータを読み込みRAM61のリフトデータ領域611に記憶される。
【0020】
次にプロフィールデータ作成モードに設定されると、フロントCPU60が図3に示すプログラムを実行する。
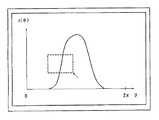
ステップ100において、リフトデータ領域611に記憶されているリフトデータは極座標リフトデータに変換され、そのデータは極座標リフトデータ領域612に記憶されると共に、CRT表示装置64に図4に示すように極座標リフトデータがグラフィック表示される。この極座標リフトデータは、カムの外形線上の点列を中心角θと動径の長さr(θ)で特定したデータである。
【0021】
次に前述した範囲選択手段としてのステップ110に移行し、キーボード65によって前記ステップ100で求めた極座標リフトデータの中で形状誤差を減少させるための補正を行う範囲をキーボード65または図略のマウス等を操作して、図3の点線で示すように選択する。このステップ110の処理が終了すると、CRT表示装置64に選択した範囲の極座標リフトデータが図5の点線Aに示すように表示される。
前述したスムージング演算手段としてのステップ120において、前記ステップ110で選択された範囲のみスムージングを行う処理が実行される。はじめに前記ステップ110で選択された範囲の極座標リフトデータを何点でスムージングの処理を行うか、すなわち、スムージングのなめらかさを決定する点数を入力する。この点数の入力が終了すると、許容誤差データ領域613に記憶された許容誤差を読み出し、前記ステップ110で選択された範囲の極座標リフトデータが許容誤差内に入るようにスムージング演算して平滑化する。
このスムージング演算についてさらに詳述すると、残差平方和にウエイト付けを行い、補正量の変化をおさえるもので、角度xi、リフトyi、許容誤差ei、ウエイトをwiとすると残差平方和Qは数1で示される。
【数1】

数1をakで偏微分すると数2となり、dQ/dak=0を解いて極値を求める。
【数2】
【数3】
数5の補正開始点でs=n、次の点でs=n−1、・・・・・s=1となるまで減少させる。s=1となったら通常のウエイトの無い補正を行う。また終了点では逆の操作を行う。
【数5】
前述したプロフィールデータ変換手段としてのステップ140において、RAM61のスムージングデータ領域614の補正極座標リフトデータを読み出し、部分的にスムージングされた補正極座標リフトデータと前記砥石径データ領域617に記憶されている砥石径とから主軸の回転各θと砥石車74の先端研削位置を表すプロフィールデータを演算し、このプロフィールデータをプロフィールデータ領域615に記憶される。このプロフィールデータは、カムの実際の加工時にフロントCPU60を介してRAM52のNCプロフィールデータ領域へ転送される。
【0022】
作業者が操作盤59より加工開始を指示すると、プロフィールデータ領域615に記憶されたプロフィールデータがCPU60を介してRAM52のNCプロフィールデータ領域へ転送される。するとメインCPU50は、NCプロフィールデータ領域521に記憶されているNCプロフィールデータに従って加工指令を出力することにより、カム研削が実行される。
【0023】
上記作用を奏する第1実施形態の工作物加工用数値制御装置は、部分的にスムージング演算を行うことによって、リフトデータの形状誤差を減少させることにより、カム研削における面性状を向上するとともに、カムの動作特性から要求されるカム形状を実現するという効果を奏する。
【0024】
また第1実施形態の工作物加工用数値制御装置は、前記極座標リフトデータ中で補正が必要な範囲のみを選択してスムージングできるので、演算時間を短縮するという効果を奏する。
【0025】
(第2実施形態)
第2実施形態の工作物加工用数値制御装置は、ハードの基本的構成は前記第1実施形態と同様であるが、極座標リフトデータを部分的にスムージングする前に、極座標リフトデータ全体をスムージングする点が相違点であり、以下相違点を中心に説明する。
【0026】
図6に示すようにステップ200において、前記第1実施態様で用いた図1に示されるリフトデータ領域611に記憶されているリフトデータは極座標リフトデータに変換され、そのデータは極座標リフトデータ領域612に記憶される。極座標リフトデータは、カムの外形線上の点列を中心角θと動径の長さr(θ)で特定したデータである。
【0027】
ステップ210において、ステップで求めた極座標リフトデータ全体をスムージングして平滑化するため、回帰多項式を用いて処理を行う。この詳細は図7に示すようにステップ211においてカムの外形線上の点列を特定した極座標リフトデータから、その点列を最も近似した滑らかな曲線の方程式が回帰多項式により求められる。即ち動作特性上の要請から与えられるリフトデータを極座標変換して得られるデコボコの点列を滑らかに近似した曲線が求められたことになる。
【0028】
次にステップ212に移行し、回帰多項式により求められた曲線と前記点列の極座標リフトデータとの各点における偏差が演算され、その偏差が許容誤差データ領域613に記憶されている許容誤差内に在るか否かが判定され、偏差が許容誤差内に存在しない場合には、ステップ213に移行し、回帰多項式がさらに高次化され、ステップ211へ戻り、許容誤差内になるまでより高次の回帰多項式により曲線が繰り返し演算される。このステップ211で許容誤差内と判定されると次に図6に示すステップ220に移行し、求められた回帰多項式から各回転角毎に動径の長さが演算されることにより平滑化された極座標リフトデータが生成され、RAM61内の平滑データ領域617に記憶される。
【0029】
次のステップ230〜260の処理は前述した第1実施形態の図3に示すステップ110〜140と同様であるので、説明は省略する。
【0030】
スムージングによる極座標リフトデータが生成され、上述と同様にRAM61内のスムージング領域614内に記憶される。
次にステップ250に移行し、砥石径データ領域616に記憶されている砥石径と前記ステップ240で求めたスムージングされた極座標リフトデータとからプロフィールデータが演算され、カムの実際の加工時にフロントCPU60を介してRAM52のプロフィールデータ領域615へ転送される。
【0031】
そして、加工指令信号が操作盤59から付与されると、メインCPU50は、NCプロフィールデータ領域521に記憶されているNCプロフィールデータに従って加工指令を出力することにより、カム研削が実行される。
【0032】
上記作用を奏する第2実施形態の工作物加工用数値制御装置は、極座標リフトデータ全体をスムージングし平滑化した後、選択された範囲についてスムージング演算を行い形状誤差を減少させるので、カムの動作特性から要求されるカム形状を実現するという効果を奏する。
【0033】
また第2実施形態の工作物加工用数値制御装置は、残差平方和に基づき形状誤差を減少させるので、形状誤差を有効且つ理想的に減少させることができるという効果を奏する。
【0034】
(第3実施形態)
第3実施形態の工作物加工用数値制御装置は、ハード構成および基本的ソフト構成は第2実施形態と同様であるが、スムージング演算を第2実施形態の残差平方和に基づき行う代わりに図8に示すように入力リフトデータに対し、平滑化されたリフトデータの偏差が大きいときは、数6に示すようにスムージング開始点より徐々に平滑化されたリフトに近づくようにスムージング補正するものである。
【数6】
【0035】
上記構成より成る第3実施形態の工作物加工用数値制御装置は、入力されたリフトデータ点列yiの線と平滑化されたリフトデータ点列y′iの線との距離を接近区間に含まれる点数nで分割し、開始点から終了点まで分割長さの0倍、1倍、・・・n倍まで徐々に接近させるので、前記第2実施形態と同様に形状誤差を減少させることができるとともに、カムの動作特性から要求されるカム形状を実現することができるという効果を奏する。
なお、この各実施形態においては、極座標リフトデータに補正を行っているが、極座標リフトデータに変換する前のリフトデータに補正を行っても良い。
【0036】
上述の実施形態は、説明のために例示したもので、本発明としてはそれらに限定されるものでは無く、特許請求の範囲、発明の詳細な説明および図面の記載から当業者が認識することができる本発明の技術的思想に反しない限り、変更および付加が可能である。
【図面の簡単な説明】
【図1】本発明の第1実施形態装置の電気的構成を示すブロック図である。
【図2】本第1実施形態装置に係る数値制御研削盤の全体の関係を示す構成図である。
【図3】本第1実施形態の演算処理手順を示すフローチャート図である。
【図4】本第1実施形態装置における極座標リフトデータの補正を行う範囲の選択を説明する図である。
【図5】本第1実施形態装置におけるスムージング演算を説明する図である。
【図6】本発明の第2実施形態の演算処理手順を示すフローチャート図である。
【図7】本第2実施形態の平滑演算手段を示すフローチャート図である。
【図8】本発明の第3実施形態のスムージングの考え方を示す線図である。
【図9】従来装置により平滑化されたリフトデータおよびその形状誤差を示す線図である。
【符号の説明】
1 記憶手段
5 数値制御装置
6 自動プログラミング装置
7 数値制御研削盤
61 RAM
65 CRT表示装置
70 ベッド
71 テーブル
72D 主軸台
73 心押台
74D 工具台
W 工作物
Claims (2)
- 工作物の形状を特定するリフトデータに基づき変換された主軸の回転角と工具送り軸の位置との関係を示すプロフィールデータに応じて工作物の加工を制御する数値制御装置において、
前記リフトデータの補正を行う範囲を選択する範囲選択手段と、
前記リフトデータの許容誤差を記憶する記憶手段と、
選択された前記範囲において前記リフトデータが前記許容誤差内に入るようにスムージングして平滑化するスムージング演算手段と、
スムージングされた補正リフトデータをプロフィールデータに変換するプロフィールデータ変換手段と、
変換された前記プロフィールデータに基づいて前記主軸の回転角と前記工具送り軸の位置とを数値制御する位置制御手段と
から成ることを特徴とする工作物加工用数値制御装置。 - 工作物の形状を特定するリフトデータに基づき変換された主軸の回転角と工具送り軸の位置との関係を示すプロフィールデータに応じて工作物の加工を制御する数値制御装置において、
前記リフトデータの補正を行う範囲を選択する範囲選択手段と、
前記リフトデータの許容誤差を記憶する記憶手段と、
前記リフトデータ全体をスムージングして平滑化する第1のスムージング演算手段と、
前記第1のスムージング演算手段によりスムージングされたリフトデータに基づき、選択された前記範囲において前記スムージングされたリフトデータが前記許容誤差内に入るようにスムージングして平滑化する第2のスムージング演算手段と、
前記第2のスムージング演算手段によりスムージングされた補正リフトデータをプロフィールデータに変換するプロフィールデータ変換手段と、
変換された前記プロフィールデータに基づいて前記主軸の回転角と前記工具送り軸の位置とを数値制御する位置制御手段と
から成ることを特徴とする工作物加工用数値制御装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP34513495A JP3543459B2 (ja) | 1995-12-06 | 1995-12-06 | 工作物加工用数値制御装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP34513495A JP3543459B2 (ja) | 1995-12-06 | 1995-12-06 | 工作物加工用数値制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09160623A JPH09160623A (ja) | 1997-06-20 |
| JP3543459B2 true JP3543459B2 (ja) | 2004-07-14 |
Family
ID=18374517
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP34513495A Expired - Fee Related JP3543459B2 (ja) | 1995-12-06 | 1995-12-06 | 工作物加工用数値制御装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3543459B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3640754B2 (ja) * | 1997-02-21 | 2005-04-20 | 三菱電機株式会社 | 数値制御装置および数値制御方法 |
| JP3958112B2 (ja) * | 2002-05-20 | 2007-08-15 | ファナック株式会社 | 数値制御装置における速度制御方法 |
| JP5151686B2 (ja) | 2008-05-26 | 2013-02-27 | 株式会社ジェイテクト | 非真円形状の工作物を加工するためのプロフィールデータの作成方法 |
| JP5926358B1 (ja) * | 2014-11-28 | 2016-05-25 | ファナック株式会社 | 形状誤差を保証する工具経路の曲線化方法および曲線化装置 |
| JP6823037B2 (ja) * | 2018-11-09 | 2021-01-27 | ファナック株式会社 | 数値制御装置、加工経路設定方法及びプログラム |
| CN118043750A (zh) * | 2021-10-08 | 2024-05-14 | 发那科株式会社 | 控制装置以及记录有程序的计算机可读取的记录介质 |
-
1995
- 1995-12-06 JP JP34513495A patent/JP3543459B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09160623A (ja) | 1997-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR970005561B1 (ko) | 비진원형 공작물 가공용 수치제어장치 | |
| EP0093955B1 (en) | Control apparatus for a grinding machine | |
| US4570386A (en) | Regulating wheel dressing system in centerless grinder | |
| US5060164A (en) | Numerical controller for machining a non-circular workpiece and capable of calculating profile data | |
| US5289660A (en) | Method and apparatus for grinding non-circular workpiece | |
| US5031107A (en) | Numerical control apparatus for machining non-circular workpieces | |
| JP3490534B2 (ja) | 非円形工作物の研削加工方法及び装置 | |
| JP3543459B2 (ja) | 工作物加工用数値制御装置 | |
| JP2805119B2 (ja) | 非円形ワーク加工用数値制御装置 | |
| JP2669641B2 (ja) | 非真円形工作物加工用数値制御装置 | |
| JPH10268921A (ja) | 非真円形工作物加工用データ作成装置及び数値制御装置 | |
| JP2604003B2 (ja) | 非真円形工作物加工用数値制御装置 | |
| KR100315211B1 (ko) | 공작기계의 가공방법 | |
| JP2565789B2 (ja) | カム形状の入力方法及び装置 | |
| JP3205827B2 (ja) | 非円形工作物の加工データ作成装置 | |
| JP3009216B2 (ja) | 数値制御研削盤の砥石自動修正装置 | |
| JP3572842B2 (ja) | Nc制御形ワークレスト装置 | |
| JPH0627322Y2 (ja) | 数値制御研削盤 | |
| JPS63105864A (ja) | Nc加工方法と装置 | |
| JP3185464B2 (ja) | 研削装置 | |
| JPH0760338B2 (ja) | 非真円形工作物加工用数値制御装置 | |
| KR960012908B1 (ko) | 좌표변환을 이용한 컴퓨터 수치제어 공작기계 | |
| JPH07314312A (ja) | データ補正装置 | |
| JPH11102213A (ja) | Ncプログラム作成方法及びncプログラム作成装置 | |
| JPH10283012A (ja) | 非真円形工作物加工用データ作成装置及び数値制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040301 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040316 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040329 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090416 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090416 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100416 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100416 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110416 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120416 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |