JP2010065343A - Felt with seam for paper manufacture - Google Patents
Felt with seam for paper manufacture Download PDFInfo
- Publication number
- JP2010065343A JP2010065343A JP2008232191A JP2008232191A JP2010065343A JP 2010065343 A JP2010065343 A JP 2010065343A JP 2008232191 A JP2008232191 A JP 2008232191A JP 2008232191 A JP2008232191 A JP 2008232191A JP 2010065343 A JP2010065343 A JP 2010065343A
- Authority
- JP
- Japan
- Prior art keywords
- seam
- felt
- loop
- loops
- seam loop
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title abstract description 3
- 239000004744 fabric Substances 0.000 claims abstract description 30
- 239000000835 fiber Substances 0.000 claims abstract description 24
- 239000002131 composite material Substances 0.000 claims abstract description 6
- 239000000463 material Substances 0.000 claims description 67
- 238000002844 melting Methods 0.000 claims description 8
- 230000008018 melting Effects 0.000 claims description 8
- 239000000853 adhesive Substances 0.000 claims description 3
- 230000001070 adhesive effect Effects 0.000 claims description 3
- 238000004080 punching Methods 0.000 abstract description 3
- 238000004026 adhesive bonding Methods 0.000 abstract 1
- 230000002093 peripheral effect Effects 0.000 description 9
- 238000009941 weaving Methods 0.000 description 6
- 238000009998 heat setting Methods 0.000 description 4
- 238000005304 joining Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 229920002292 Nylon 6 Polymers 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000004677 Nylon Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000004826 seaming Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
Images







Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/08—Felts
- D21F7/10—Seams thereof
Landscapes
- Paper (AREA)
Abstract
Description
本発明は、製紙機械のプレスパートに使用されるフェルトに関し、特に、シームループを有する製紙用シーム付きフェルト(以下、単に「シームフェルト」ということがある。)に関する。 The present invention relates to a felt used in a press part of a papermaking machine, and more particularly, to a felt with a seam for papermaking having a seam loop (hereinafter sometimes simply referred to as “seam felt”).
従来から、製紙工程のプレスパートにおいては、ニードルフェルトと一対のプレスロールにより湿紙の搾水作業を行なっている。
このフェルトとしては、図1に示されるシームループを有する有端状のものが知られている。このフェルトFは有端状に構成されており、それぞれの端部に複数のループLが形成されている。
フェルトFは、例えば、図2に示すように、基布Bと、その表裏に形成された2層のバット繊維層Wとにより構成されている。バット層Wは、基布B上に積層されたウェブ繊維をニードルパンチにて絡合一体化することにより形成される。
基布Bは、MD方向の糸材とCD方向の糸材とを織製することにより構成される。そして、MD方向の糸材により、シーム用ループLが構成される。
Conventionally, in a press part of a papermaking process, wet paper is squeezed by a needle felt and a pair of press rolls.
As this felt, an end piece having a seam loop shown in FIG. 1 is known. The felt F is formed in an end shape, and a plurality of loops L are formed at each end.
For example, as shown in FIG. 2, the felt F includes a base fabric B and two bat fiber layers W formed on the front and back sides thereof. The batt layer W is formed by entanglement and integration of web fibers laminated on the base fabric B with a needle punch.
The base fabric B is configured by weaving a thread material in the MD direction and a thread material in the CD direction. And the loop L for seam is comprised with the thread material of MD direction.
使用に際しては、有端状のフェルトFを製紙機械に掛け入れ、両端部を突合せ、一方の端部のループ間に他方の端部のループを嵌合するようにして、両端部のループ同士を一本ずつ交互に噛み合わせる。
この噛み合わせ作業の際に、直接ループ同士を正面から付き合わせるのではなく、図2(a)のように両端部を山状に付き合わせた後、ループ同士を噛み合わせる。従って、一方のループ間に他方のループを嵌着させる場合、他方のループは、その下側から上側へと一方のループ間へ嵌め込まれることとなる。
なお、噛み合わせ作業においては、専用の治具が使用されることもあるが、その詳細については省略する。
At the time of use, the end felt F is put into a paper machine, both ends are butted together, and the loops at both ends are fitted between the loops at one end, and the loops at both ends are fitted together. Engage one by one alternately.
In this engagement operation, the loops are not directly attached to each other from the front, but the both ends are attached in a mountain shape as shown in FIG. Therefore, when the other loop is fitted between the one loops, the other loop is fitted between the one loops from the lower side to the upper side.
In the meshing operation, a dedicated jig may be used, but details thereof are omitted.
噛み合わせ作業が終了すると、図2(b)に示すように、噛み合わせによって共通孔が形成されるから、この共通孔に芯線Sを挿通させる。そして、山状に付き合わされた端部を平面状とすることにより、無端状の製紙用フェルトFが形成される。
このようなフェルトFは、いわゆる、「シームフェルト」と呼ばれ、掛け入れ作業が非常に楽であるため、近年増加の傾向にある(特許文献1参照)。
When the meshing operation is finished, as shown in FIG. 2B, a common hole is formed by meshing, and the core wire S is inserted into the common hole. And the endless papermaking felt F is formed by making the edge part attached to the mountain shape into a planar shape.
Such a felt F is called a “seam felt”, and has been in an increasing trend in recent years because it is very easy to put in (see Patent Document 1).
なお、有端状のフェルトFは、CD方向に幅を有し、MD方向に長さを有し、且つ、表裏(両表面)を有する。フェルトFが有端状から無端状にされた場合、両表面は、外周面と内周面を構成する。この場合、外周面は湿紙と接触する面となり、内周面はプレスロールと接触する面となる。 The felt-like felt F has a width in the CD direction, a length in the MD direction, and front and back surfaces (both surfaces). When the felt F is changed from endless to endless, both surfaces constitute an outer peripheral surface and an inner peripheral surface. In this case, the outer peripheral surface is a surface in contact with the wet paper, and the inner peripheral surface is a surface in contact with the press roll.
次に、基布Bの構造について、図3で説明する。図3は有端状の基布の一方の端部の概略図である。ここで、MD方向糸材は端部にて折り返すことにより、上下一対の構成を成す。図3は既知の二重織り基布Bの斜視図である。 Next, the structure of the base fabric B will be described with reference to FIG. FIG. 3 is a schematic view of one end of the end-like base fabric. Here, the MD direction yarn material is folded at the end portion to form a pair of upper and lower structures. FIG. 3 is a perspective view of a known double woven base fabric B. FIG.
基布Bは、MD方向の糸材11A〜14BとCD方向糸材21〜24により構成されている。MD方向の糸群11A〜14Bは糸材11Aと11B、12Aと12B、13Aと13B、14Aと14B、とがそれぞれ連続しており、芯線Sにおいて折り返すことにより、有端状の基布の一方の端部のシームループLが形成される。
The base fabric B is composed of MD
このようにして、基布Bを構成し、シームループの形態を安定化するために次の工程で熱セットした後、さらにニードルパンチ工程でバット繊維層を絡合一体化して、フェルト状に完成させたものが図4である(特許文献2参照)。
図4では、シームループを噛み合わせる際に、シームループが交互に噛み合っていることを確認し易くするために、一方のシームループが少し黒く見えるようにしてある。
In this way, after forming the base fabric B and heat-setting in the next step to stabilize the shape of the seam loop, the bat fiber layer is further entangled and integrated in the needle punching step to complete the felt shape. FIG. 4 shows the result (see Patent Document 2).
In FIG. 4, when the seam loops are engaged with each other, one of the seam loops is made to appear a little black so that it can be easily confirmed that the seam loops are engaged alternately.
このようにして完成したシームフェルトは、芯線Sを引き抜き、シームループを外して有端状にしてから梱包する。そして、製紙機械に掛け入れるときは、ロールやロールの支持部材等を取り外すことなく、機械を止めた後で、新しく掛け入れるシームフェルトに、予め取付けられているシームフェルトの誘導帯を介して、使い終わったシームフェルトを連結し、機械に引き入れる(特許文献3参照)。 The seam felt thus completed is pulled out of the core wire S, removed from the seam loop and made into an end shape, and then packed. And when hanging on the papermaking machine, after removing the roll and the support member of the roll, after stopping the machine, to the seam felt to be newly hung, through the seam felt induction band attached in advance, The used seam felt is connected and pulled into the machine (see Patent Document 3).
その後、掛け入れたシームフェルトの両端部を突合わせ、シームループLを交互に噛み合わせて出来る空間に芯線Sを挿入するのであるが、噛み合わせが悪いと、シーミング作業に多くの労力と時間が掛かってしまうことがあった。例えば、シームループが傾斜していたり、ループが根元方向に引き込まれてループの内径が小さくなったりして、噛み合わせて出来る空間が不均一であるときは、芯線の挿入が悪くなってしまうことがあった。
また、シームループLを交互に噛み合わせる作業は煩雑であり、MD方向糸材の繊度(太さ)が小さいほど困難で長時間の作業が強いられる場合があった。
Further, the operation of alternately meshing the seam loops L is complicated, and the smaller the fineness (thickness) of the MD direction thread material, the more difficult and long the operation may be.
従って、本発明の課題は、上記の問題点を解決し、シームループを噛み合わせ行なうフェルトの掛け入れ作業を良好に行うことのできる製紙用シームフェルトを提供することにある。 Accordingly, an object of the present invention is to provide a seam felt for papermaking which can solve the above-mentioned problems and can satisfactorily perform a felt putting operation for meshing a seam loop.
本発明者は、上記課題を解決すべく鋭意研究を重ねる中で、シームフェルトの基布において、シームループを形成するMD方向糸材の2本以上を揃えて一組のシームループ群を形成することで、上記課題を解決することができることを見出し、さらに研究を進めた結果、本発明を完成するに至った。 The present inventor has conducted intensive research to solve the above problems, and in a seam felt base fabric, two or more MD direction yarn materials forming a seam loop are aligned to form a set of seam loop groups. As a result of finding out that the above-mentioned problems can be solved and further researching, the present invention has been completed.
すなわち、本発明は、
有端状の基布のMD方向両端部にシームループを有し、前記基布にバット繊維層をニードルパンチにより絡合一体化させてなる製紙機械用のフェルトであって、
前記シームループの複数本を揃えて一組のシームループ群を形成し、MD方向両端部を付き合わせて前記シームループ群を交互に噛み合わせて形成される共通孔内に、シーム用芯線が挿入されることを特徴とする製紙用シーム付きフェルトである。
That is, the present invention
A felt for a papermaking machine having seam loops at both ends in the MD direction of an end-like base fabric, wherein a bat fiber layer is entangled and integrated with the base fabric by a needle punch,
A plurality of seam loops are aligned to form a set of seam loop groups, and seam core wires are inserted into common holes formed by alternately engaging the seam loop groups with both ends in the MD direction. A felt with a seam for papermaking.
本発明では、前記シームループ群が、2本又は3本のシームループで形成されるのが好適である。本発明のシームループ群は、シームループ同士が相互に接近して形成されることが好ましく、シームループ間隔としては、MD方向糸材の繊維径又はそれより狭い間隔を設けることが好ましい。さらに好ましくは、シームループ同士が接触する程度に近接させて形成する。 In the present invention, the seam loop group is preferably formed by two or three seam loops. The seam loop group of the present invention is preferably formed so that the seam loops are close to each other, and the seam loop interval is preferably a fiber diameter of the MD direction yarn material or an interval narrower than that. More preferably, the seam loops are formed so as to be close to each other.
さらに、本発明では、前記シームループ群を形成するシームループ同士が、接着材で接合されることにより一体化されているのが好適な実施形態である。 Furthermore, in the present invention, it is a preferred embodiment that the seam loops forming the seam loop group are integrated by bonding with an adhesive.
また、本発明では、前記シームループ群を形成するMD方向糸材が、低融点成分を含む鞘部分と高融点成分を含む芯部分とからなる芯鞘複合繊維の糸であり、前記MD方向糸材がMD方向両端部に前記シームループ群を形成し、前記シームループ群が熱接合により一体化されているのも好適な実施形態である。 In the present invention, the MD direction yarn material forming the seam loop group is a core-sheath composite fiber yarn comprising a sheath portion containing a low melting point component and a core portion containing a high melting point component, and the MD direction yarn It is also a preferred embodiment that the material forms the seam loop group at both ends in the MD direction, and the seam loop group is integrated by thermal bonding.
本発明のシームフェルトの基布では、シームループを複数本を揃えて一組のシームループ群が形成されるから、シームループを形成するMD方向糸材が細くても、製紙機械上でシーミング(繋ぎ合わせ)する際のシームループの噛み合わせを安定して行うことができる。
また、本発明では、シームループ群を形成するシームループ同士が接合され一体化されることにより、シームループ群は外側方向やCD方向のいずれにもずれ難くなり、所定の位置に安定して配置できるので、ループの形状が保持されるため、シームループの噛み合わせ作業を良好に行うことができる。
In the seam felt base fabric of the present invention, a set of seam loops are formed by aligning a plurality of seam loops. Therefore, even if the MD direction yarn material forming the seam loops is thin, seam ( The seam loops can be stably meshed when connecting).
Further, in the present invention, since the seam loops forming the seam loop group are joined and integrated, the seam loop group is not easily displaced in either the outer direction or the CD direction, and is stably disposed at a predetermined position. Since the shape of the loop is maintained, the seam loop meshing operation can be performed satisfactorily.
以下、本発明の製紙用シーム付きフェルトについて詳しく説明する。
ここでは、本発明の実施の形態を図面に基づき具体例を用いて説明するが、これらは具体例であって、本発明はこれらに限定されない。
Hereinafter, the felt with a seam for papermaking of the present invention will be described in detail.
Here, embodiments of the present invention will be described using specific examples based on the drawings. However, these are specific examples, and the present invention is not limited thereto.
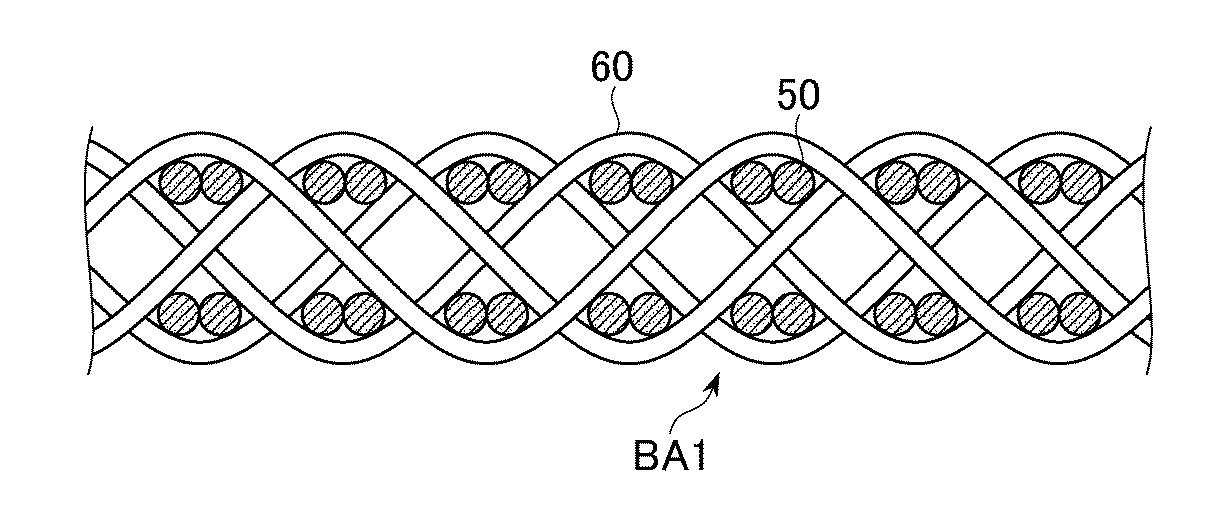
図5は本発明の二重織り基布BAの一方の端部の斜視図である。基布BAは、MD方向糸材50とCD方向糸材60とで織製することにより構成される。そして、MD方向糸材50が端部にて折り返しされてシームループ群LAを構成している。なお、図5では、シームループ群は、シームループ同士がほぼ接触した最良の状態を示しているが、MD方向糸材50の繊維径又はそれよりも狭い間隔でシームループを配置してもよい。
FIG. 5 is a perspective view of one end of the double woven base fabric BA of the present invention. The base fabric BA is configured by weaving with the MD
MD方向糸材50は、モノフィラメント(単糸)の複数本を揃えて織機に供給される。図5では、シームループはモノフィラメント2本一組で1つのシームループ群を形成している。本発明ではシームループが、好ましくは2本一組又は3本一組で1つのシームループ群を形成することを特徴とするもので、4本以上で一組を構成した場合は、一方の端部のシームループ群の間隔(LA1とLA2の間隔)が広がるため、シーム部全体の強度が低下することがある。
The MD
CD方向糸材60は、モノフィラメントを単糸又は撚糸で使用することができる。芯線Sの近傍のCD方向糸材60aにマルチフィラメント又は紡績糸を使用すると、外周面にバット繊維層を絡合一体化したとき、バット繊維とCD方向糸材60aとの絡合が強化できるため好ましい。
As the CD
基布BAを構成した後は、従来と同じ方法によりシームループの形態を安定化するために次の工程で熱セットし、さらに、ニードルパンチ工程でバット繊維層を絡合一体化して、フェルトを完成させる。そして、完成したフェルトの芯線を引き抜き、シームループの噛み合わせを外して有端状にしてから梱包する。そして、製紙機械に掛け入れる方法は従来と同じ、すなわち、掛け入れたシームフェルトの両端部を突合せ、両端部のシームループ群を交互に噛み合わせて出来る空間(共通孔)に芯線Sを挿入することで完成する。 After configuring the base fabric BA, heat setting is performed in the next step in order to stabilize the shape of the seam loop by the same method as before, and the bat fiber layer is entangled and integrated in the needle punching step to Finalize. Then, the core wire of the completed felt is pulled out, the seam loop is disengaged to form an end, and then packed. Then, the method of hanging into the papermaking machine is the same as the conventional method, that is, the core S is inserted into the space (common hole) formed by butting both ends of the loaded seam felt and alternately meshing the seam loop groups at both ends. It will be completed.
本発明のMD方向糸材は、シームループ同士を接着材で接合して一体化するか、又は低融点成分を含む鞘部分と高融点成分を含む芯部分とからなる芯鞘複合繊維の糸を使用して、シームループ同士を熱接合により一体化することが好ましい。このようなシームループ同士の接合、又は熱接合は、ループ形態の安定化のための熱セット工程で実施できる。 The MD direction yarn material of the present invention is obtained by joining and integrating seam loops with an adhesive, or a core-sheath composite fiber consisting of a sheath portion containing a low melting point component and a core portion containing a high melting point component. It is preferable to use and integrate the seam loops by thermal bonding. Such joining between the seam loops or thermal joining can be performed in a heat setting process for stabilizing the loop form.
本発明では、シームループ同士を接合して一体化することによって、シームループ群は外側方向やCD方向のいずれにもずれ難くなり、所定の位置に安定して配置され、ループの形状が保持されるため、製紙機械上でフェルトを掛け入れた後のシームループの噛み合わせ作業を容易に行うことができる。特に、本発明のシームフェルトは、シームループが傾斜したり、ループが根元方向に引き込まれたりすることがなく、噛み合わせて出来る空間が均一で、芯線の挿入が極めて容易となる。 In the present invention, by joining and integrating the seam loops, the seam loop group is not easily displaced in either the outer direction or the CD direction, and is stably disposed at a predetermined position, and the shape of the loop is maintained. Therefore, the seam loop can be easily engaged after the felt has been put on the papermaking machine. In particular, the seam felt of the present invention does not incline the seam loop or pull the loop in the root direction, and the space that can be meshed is uniform and the core wire can be inserted very easily.
以下、本発明の製紙用シーム付きフェルトについて、その実施例を説明するが、これらは、本発明を限定するものではない。 Examples of the felt with a seam for papermaking of the present invention will be described below, but these do not limit the present invention.
本発明の実施例に当たり、MD方向糸材とCD方向糸材を用意した。糸材の詳細な構成は、次のとおりである。
・ 糸材A・・ナイロン6のモノフィラメント(単糸)。繊度1000dtex(繊維径0. 33mm)
・ 糸材B・・ナイロン6のモノフィラメント(単糸)。繊度500dtex(繊維径0.2 3mm)
・ 糸材C・・ナイロン6成分(高融点;250℃)を芯部とし、共重合ナイロン成分を鞘部 (低融点;180℃)とする、芯鞘型複合繊維のモノフィラメント(単糸)。繊度100 0dtex(繊維径0.32mm)
In the embodiment of the present invention, MD direction thread material and CD direction thread material were prepared. The detailed configuration of the yarn material is as follows.
・ Thread material A. ・ Nylon 6 monofilament (single yarn). Fineness 1000dtex (fiber diameter 0.33mm)
-Thread material B-Nylon 6 monofilament (single yarn). Fineness 500dtex (fiber diameter 0.23mm)
Thread material C: A monofilament (single yarn) of a core-sheath type composite fiber having a nylon 6 component (high melting point: 250 ° C.) as a core and a copolymer nylon component as a sheath (low melting point: 180 ° C.). Fineness 1000 dtex (fiber diameter 0.32mm)
(実施例1)
糸材AをMD方向糸材とし、糸材BをCD方向糸材として、3/1 1/3の経二重で織製して、基布BA1を得た。図6に、そのCD方向断面図を示す。なお、MD方向糸材は2本の糸を揃えて織機に供給して織製したので、シームループは2本一組のシームループ群を形成する。
また、この基布BA1は織機上で供給される芯線Sの所でMD方向糸材は折り返され、図7のように無端状に形成される。
図7は、有端状の基布BA1の一方の端部で構成されるシームループ群LA1、LA2,〜、と、他方の端部で構成されるシームループ群LB1、LB2,〜、とが、芯線Sを介して無端状に構成されている状態の斜視図である。
次に、基布BA1を織機から外して、一対のロール間に掛け入れ、ロール及び/又はロール間に設置された加熱装置(図示せず。)を使用して基布BA1を熱セットして、シームループ群LA、LBを安定化させる。その後、シームループ群LA、LBの部分に液状樹脂を塗布し、その後、乾燥固化させてシームループ同士を接合、一体化する。なお、芯線Sをフッ素樹脂等の表面自由エネルギーの低い樹脂からなる糸材で構成すると、シームループ群の部分にのみ液状樹脂が塗布されるので、後述する芯線Sの引き抜き作業がし易く都合がよい。
そして、熱セットした基布BA1をニードルパンチ機械に掛け入れ、両表面(外周面と内周面)に15dtexのステープルファイバーからなるバット繊維を絡合一体化して、フェルトを形成した。なお、バット繊維層は外周面には坪量300g/m2、内周面には坪量100g/m2で積層した。
最後に、前記芯線Sを引き抜き、有端状のフェルト、すなわち、本発明のシームフェルト1を完成させた。
Example 1
The base material BA1 was obtained by weaving 3/1 1/3 warp with the thread material A as the MD direction thread material and the thread material B as the CD direction thread material. FIG. 6 shows a cross-sectional view in the CD direction. Since the MD direction yarn material is woven by aligning two yarns and supplying them to the loom, the seam loop forms a group of two seam loops.
The base fabric BA1 is formed in an endless shape as shown in FIG. 7 by folding back the MD direction yarn material at the core line S supplied on the loom.
FIG. 7 shows that the seam loop groups LA1, LA2,... Constituted by one end of the end-like base fabric BA1 and the seam loop groups LB1, LB2,. It is a perspective view in the state where it was constituted endlessly via core wire S.
Next, the base fabric BA1 is removed from the loom, placed between a pair of rolls, and the base fabric BA1 is heat-set using a roll and / or a heating device (not shown) installed between the rolls. The seam loop groups LA and LB are stabilized. Thereafter, a liquid resin is applied to the seam loop groups LA and LB, and then dried and solidified to join and integrate the seam loops. If the core wire S is made of a thread material made of a resin having a low surface free energy such as a fluororesin, the liquid resin is applied only to the seam loop group, so that the core wire S described later can be easily pulled out. Good.
Then, the heat-set base fabric BA1 was put into a needle punch machine, and bat fibers made of 15 dtex staple fibers were entangled and integrated on both surfaces (outer peripheral surface and inner peripheral surface) to form a felt. Incidentally, batt fiber layer having a basis weight 300 g / m 2 on the outer peripheral surface, the inner peripheral surface was laminated with a basis weight of 100 g / m 2.
Finally, the core wire S was drawn out to complete an end felt, that is, the seam felt 1 of the present invention.
(実施例2)
糸材AをMD方向糸材とし、糸材BをCD方向糸材として、3/1 1/3の経二重で織成するが、シームループ間隔が糸材Aの繊維径に近似するように、織機上でCD方向糸材の供給速度とMD方向糸材の供給速度を調整して、シームループ間隔が0.2mmの基布BA2を得た。その他は、実施例1と同様にして本発明のシームフェルト2を完成させた。
(実施例3)
糸材CをMD方向糸材とし、糸材BをCD方向糸材として、実施例1と同様にして基布BA2を得た。次に、基布BA2を実施例1と同様にして熱セットしてシームループ群を安定化させた。但し、実施例2では、糸材Cの共重合ナイロン成分(鞘部)を溶融させて、シームループ同士を熱接合により一体化するために、熱セット温度を180℃以上に調整した。その他は、実施例1と同様にして本発明のシームフェルト3を完成させた。
(Example 2)
The thread material A is MD direction thread material, the thread material B is CD direction thread material, and weaving is 3/1 1/3 warp double so that the seam loop interval approximates the fiber diameter of the thread material A. Further, the supply speed of the CD direction yarn material and the supply speed of the MD direction yarn material were adjusted on the loom to obtain a base fabric BA2 having a seam loop interval of 0.2 mm. Otherwise, the seam felt 2 of the present invention was completed in the same manner as in Example 1.
(Example 3)
A base fabric BA2 was obtained in the same manner as in Example 1 using the thread material C as the MD direction thread material and the thread material B as the CD direction thread material. Next, the base fabric BA2 was heat-set in the same manner as in Example 1 to stabilize the seam loop group. However, in Example 2, the heat setting temperature was adjusted to 180 ° C. or higher in order to melt the copolymer nylon component (sheath portion) of the thread material C and integrate the seam loops by thermal bonding. Otherwise, the seam felt 3 of the present invention was completed in the same manner as in Example 1.
(実施例4)
糸材AをMD方向糸材とし、糸材BをCD方向糸材として基布BA3を得た。なお、MD方向糸材は3本の糸を揃えて織機に供給して織製したので、シームループは3本一組のシームループ群を形成した。その他は、実施例1と同様にして本発明のシームフェルト4を完成させた。
Example 4
A base fabric BA3 was obtained using the thread material A as the MD direction thread material and the thread material B as the CD direction thread material. Since the MD direction yarn material was woven by supplying three yarns to the weaving machine, the seam loop formed a group of three seam loops. Otherwise, the seam felt 4 of the present invention was completed in the same manner as in Example 1.
(実施例5)
糸材AをMD方向糸材とし、糸材BをCD方向糸材として基布BA4を得た。なお、MD方向糸材は4本の糸を揃えて織機に供給して織製したので、シームループは4本一組のシームループ群を形成した。その他は、実施例1と同様にして本発明のシームフェルト5を完成させた。
(Example 5)
A base fabric BA4 was obtained using the thread material A as the MD direction thread material and the thread material B as the CD direction thread material. In addition, since the MD direction thread material prepared the four yarns and supplied them to the loom and woven them, the seam loops formed a group of four seam loops. Otherwise, the seam felt 5 of the present invention was completed in the same manner as in Example 1.
(比較例)
糸材AをMD方向糸材とし、糸材BをCD方向糸材として、3/1 1/3の経二重で織製して基布Bを得た。MD方向糸材は1本の糸で連続して織製し、MD方向糸材は端部にて折り返すことにより、図3のような上下一対の構成を成すものとした。
以下、実施例1と同様にして、比較例のシームフェルト6を完成させた。
(Comparative example)
The base material B was obtained by weaving 3/1 1/3 warp with the thread material A as the MD direction thread material and the thread material B as the CD direction thread material. The MD direction yarn material was continuously woven with one yarn, and the MD direction yarn material was folded at the end portion to form a pair of upper and lower structures as shown in FIG.
Thereafter, the seam felt 6 of the comparative example was completed in the same manner as in Example 1.
上記実施例及び比較例で作製したシームフェルトのシーム強度と、シームループを噛み合わせた状態、及びフェルトの掛け入れ作業性を評価した。結果を一覧表として、表1に示す。
ここで、
・シーム強度は、シームループを交互に噛み合わせ芯線を挿入したときの切断強度をkg/5cmで示した。
・シームループの噛み合わせ状態については、シームループの傾斜、ループの根元方向への引き込み状態を調べた。シーム部分1m当り傾斜や引き込みが5箇所未満のものを良好とし、5箇所以上10箇所以下をやや良好、10箇所超えを不良とした。
・フェルトの掛け入れ作業性については、製紙機械へシームフェルトを掛け入れた後、シーミングに要した時間(CD方向1m当りの作業時間;分単位)を測定した。
The seam strength of the seam felt produced in the above examples and comparative examples, the state in which the seam loops were engaged, and the felt workability were evaluated. The results are shown in Table 1 as a list.
here,
-The seam strength is expressed by kg / 5 cm when the seam loop is alternately meshed and the core wire is inserted.
-Regarding the meshing state of the seam loop, the inclination of the seam loop and the pulling state toward the root of the loop were examined. A seam portion having a slope or pull-in of less than 5 points per 1 m was good, 5 points or more and 10 points or less were good, and 10 points or less were considered bad.
-Regarding the felt workability, the time required for seaming (working time per meter in the CD direction; in minutes) was measured after placing the seam felt on the papermaking machine.
シーム強度について、シームフェルト1とシームフェルト5を比較すると、シーム強度に差が出ていないことが分かる。シームフェルト1では、シームループ群の間隔がMD糸2本分開いているが、この程度の間隔では、シーム強度に影響せず、従って、シームループの噛み合わせ状態と掛け入れ性の良いシームフェルト1の評価が高いことが分かる。また、シームフェルト2では、シームループ同士は厳密には接触していないが、シームループ間隔が狭いため、本発明のシームループ群として機能し、シームフェルト1と同様、評価が高いことが分かる。
また、シームフェルト3では、芯鞘複合繊維の糸を使用しているから、液体樹脂が塗布されシームループ近傍で固化しているシームフェルト1と比べてシームループの噛み合わせ状態が良い。
さらに、シームフェルト4は、シーム強度がやや下がるものの、シームループの噛み合わせ状態とフェルト掛け入れ性が良くバランスしている。
なお、シームフェルト5は、シームフェルト4と同様に、シームループの噛み合わせ状態とフェルト掛け入れ性が最も良くバランスしている反面、シームループ群の間隔がMD糸4本分開いているため、シーム強度にやや影響が出ていることが分かる。
When the seam felt 1 and the seam felt 5 are compared with each other, it can be seen that there is no difference in the seam strength. In the seam felt 1, the distance between the seam loop groups is two MD yarns open, but this distance does not affect the seam strength. Therefore, the seam loop seam felt and the seam felt have good engagement characteristics. It can be seen that the evaluation of 1 is high. In the seam felt 2, the seam loops are not strictly in contact with each other, but the seam loop interval is narrow, so that the seam loops function as the seam loop group of the present invention, and the evaluation is high as with the seam felt 1.
Further, since the seam felt 3 uses the yarn of the core-sheath composite fiber, the seam loop meshing state is better than the seam felt 1 coated with the liquid resin and solidified in the vicinity of the seam loop.
Further, the seam felt 4 has a good balance between the meshed state of the seam loop and the felt insertion property, although the seam strength is slightly lowered.
As with the seam felt 4, the seam felt 5 has the best balance between the seam loop meshing state and the felt insertion property, but the seam loop group is spaced apart by four MD yarns. It can be seen that the seam strength is slightly affected.
BA:基布
L:ループ
LA:シームループ群
LB:シームループ群
F:フェルト
BA: Base fabric L: Loop LA: Seam loop group LB: Seam loop group F: Felt
Claims (4)
前記シームループの複数本を揃えて一組のシームループ群を形成し、MD方向両端部を付き合わせて前記シームループ群を交互に噛み合わせて形成される共通孔内に、シーム用芯線が挿入されることを特徴とする、
製紙用シーム付きフェルト。 A felt for a papermaking machine having seam loops at both ends in the MD direction of an end-like base fabric, wherein a bat fiber layer is entangled and integrated with the base fabric by a needle punch,
A plurality of seam loops are aligned to form a set of seam loop groups, and seam core wires are inserted into common holes formed by alternately engaging the seam loop groups with both ends in the MD direction. It is characterized by being
Felt with seam for papermaking.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008232191A JP2010065343A (en) | 2008-09-10 | 2008-09-10 | Felt with seam for paper manufacture |
| CN200910169435A CN101671973A (en) | 2008-09-10 | 2009-09-09 | Felt with seam for paper manufacture |
| EP09011551A EP2163684A3 (en) | 2008-09-10 | 2009-09-09 | Felt with seam for paper manufacture |
| US12/556,069 US20100059135A1 (en) | 2008-09-10 | 2009-09-09 | Felt with seam for paper manufacture |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008232191A JP2010065343A (en) | 2008-09-10 | 2008-09-10 | Felt with seam for paper manufacture |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010065343A true JP2010065343A (en) | 2010-03-25 |
Family
ID=41396335
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008232191A Pending JP2010065343A (en) | 2008-09-10 | 2008-09-10 | Felt with seam for paper manufacture |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20100059135A1 (en) |
| EP (1) | EP2163684A3 (en) |
| JP (1) | JP2010065343A (en) |
| CN (1) | CN101671973A (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5148973B2 (en) * | 2007-11-20 | 2013-02-20 | イチカワ株式会社 | Felt for papermaking |
| JP2012122177A (en) | 2010-12-08 | 2012-06-28 | Ichikawa Co Ltd | Papermaking press felt |
| US9011645B2 (en) * | 2012-09-07 | 2015-04-21 | Voith Patent Gmbh | Method for preparing a seam area for a PMC base fabric |
| BR112018016350A2 (en) * | 2016-02-11 | 2019-04-16 | Structured I, Llc | belt or cloth that includes polymeric layer for papermaking machine and method |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0617393A (en) * | 1992-04-24 | 1994-01-25 | Albany Internatl Corp | Improved loop formation in on-machine seamed press fabric with unique threads |
| JP2003522856A (en) * | 2000-02-14 | 2003-07-29 | アルバニー インターナショナル コーポレイション | Industrial cloth to be seamed |
| JP2008007911A (en) * | 2006-06-30 | 2008-01-17 | Shikibo Ltd | Dryer canvas for papermaking |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4103717A (en) * | 1976-06-18 | 1978-08-01 | William Kenyon & Sons, Inc. | Seam webbing |
| US4144911A (en) * | 1976-07-06 | 1979-03-20 | Thomas Taylor And Sons, Inc. | Connector components |
| US4364421A (en) * | 1977-08-30 | 1982-12-21 | Wangner Systems Corporation | Woven textile dryer fabric and seam and weaving method |
| US4438789A (en) * | 1981-06-04 | 1984-03-27 | Jwi Ltd. | Woven pin seam in fabric and method |
| US4695498A (en) * | 1982-07-20 | 1987-09-22 | Asten Group, Inc. | Papermakers flat woven fabric |
| US4938269A (en) * | 1989-02-01 | 1990-07-03 | The Orr Felt Company | Papermaker's felt seam with different loops |
| US5204150A (en) * | 1989-08-17 | 1993-04-20 | Albany International Corp. | Loop formation in on-machine-seamed press fabrics using yarns comprising mxd6 polyamide resin material |
| JP3261005B2 (en) | 1995-04-13 | 2002-02-25 | 市川毛織株式会社 | Seam felt induction zone |
| DE59701883D1 (en) * | 1996-03-19 | 2000-07-20 | Asten S C V | REINFORCED SEAM CONNECTION FOR TENSION-RESISTANT FABRICS |
| JP4193931B2 (en) | 2003-01-30 | 2008-12-10 | イチカワ株式会社 | Felt for papermaking |
| DE102005056618A1 (en) * | 2005-11-25 | 2007-05-31 | Voith Patent Gmbh | tissue structure |
-
2008
- 2008-09-10 JP JP2008232191A patent/JP2010065343A/en active Pending
-
2009
- 2009-09-09 EP EP09011551A patent/EP2163684A3/en not_active Withdrawn
- 2009-09-09 US US12/556,069 patent/US20100059135A1/en not_active Abandoned
- 2009-09-09 CN CN200910169435A patent/CN101671973A/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0617393A (en) * | 1992-04-24 | 1994-01-25 | Albany Internatl Corp | Improved loop formation in on-machine seamed press fabric with unique threads |
| JP2003522856A (en) * | 2000-02-14 | 2003-07-29 | アルバニー インターナショナル コーポレイション | Industrial cloth to be seamed |
| JP2008007911A (en) * | 2006-06-30 | 2008-01-17 | Shikibo Ltd | Dryer canvas for papermaking |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101671973A (en) | 2010-03-17 |
| US20100059135A1 (en) | 2010-03-11 |
| EP2163684A2 (en) | 2010-03-17 |
| EP2163684A3 (en) | 2010-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104520096B (en) | Stitched press felt with elastic carrier layer and method of manufacturing the same | |
| JPS6353319B2 (en) | ||
| JP2010065343A (en) | Felt with seam for paper manufacture | |
| TW200914679A (en) | Subassembly for industrial fabrics | |
| KR101514199B1 (en) | Multilayer fabric and manufacturing method thereof | |
| CN106988148B (en) | Base fabric for papermaking felt having seaming loops and method for manufacturing the same | |
| CN112840079B (en) | Seamed press felt with monofilament seam support yarns | |
| CN1882742B (en) | Industrial textile fabric | |
| TWI406759B (en) | Improved seam for multiaxial papermaking fabrics | |
| JP2003247191A (en) | Opened base member for paper-making press felt and paper-making press felt | |
| JP5227738B2 (en) | Method for producing felt for papermaking | |
| US8388811B2 (en) | Seamable press felt with flat manufactured carrier structure which is not woven | |
| JP4193931B2 (en) | Felt for papermaking | |
| TWI285230B (en) | Method to increase bond strength and minimize non-uniformities of woven two-layer multiaxial fabrics and fabric produced according to same | |
| JP4950766B2 (en) | Felt with seam for papermaking | |
| JP5253960B2 (en) | Papermaking felt | |
| JP6890433B2 (en) | Felt base cloth for papermaking and its manufacturing method | |
| JP4958491B2 (en) | Felt for papermaking | |
| JP6433229B2 (en) | Seam felt for papermaking and method for producing the same | |
| CN101228313A (en) | Sewing felt for papermaking and manufacturing method thereof | |
| JP2791773B2 (en) | Felt base fabric for papermaking and method for producing the same | |
| JP7697179B2 (en) | Press Felt | |
| JP2004036020A (en) | Seamed felt for making paper and method for producing the same | |
| JP6475063B2 (en) | Seam felt for papermaking | |
| JP2010031396A (en) | Felt for papermaking and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110801 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121002 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130416 |