EP2427384B1 - Réceptacle à fermeture sertie, procédé et appareil de fabrication - Google Patents
Réceptacle à fermeture sertie, procédé et appareil de fabrication Download PDFInfo
- Publication number
- EP2427384B1 EP2427384B1 EP10717175.3A EP10717175A EP2427384B1 EP 2427384 B1 EP2427384 B1 EP 2427384B1 EP 10717175 A EP10717175 A EP 10717175A EP 2427384 B1 EP2427384 B1 EP 2427384B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bead
- diaphragm
- outwardly
- collapsed
- sidewall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D7/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal
- B65D7/12—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal characterised by wall construction or by connections between walls
- B65D7/34—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal characterised by wall construction or by connections between walls with permanent connections between walls
- B65D7/36—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal characterised by wall construction or by connections between walls with permanent connections between walls formed by rolling, or by rolling and pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D41/00—Application of procedures in order to alter the diameter of tube ends
- B21D41/02—Enlarging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/30—Folding the circumferential seam
- B21D51/34—Folding the circumferential seam by pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D17/00—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions
- B65D17/06—Integral, or permanently secured, end or side closures
- B65D17/08—Closures secured by folding or rolling and pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D17/00—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions
- B65D17/28—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions at lines or points of weakness
- B65D17/401—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions at lines or points of weakness characterised by having the line of weakness provided in an end wall
- B65D17/4011—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions at lines or points of weakness characterised by having the line of weakness provided in an end wall for opening completely by means of a tearing tab
Definitions
- This invention relates to a container in the form of a metal can body having an access opening closed with a flexible diaphragm, the container provided with an improved means of securing the diaphragm to the can body.
- the invention relates to a method and apparatus suitable for manufacturing such a container.
- GB 2237259 A CMB FOODCAN PLC 01.05.1991 .
- GB 2237259 discloses a diaphragm in the form of peelable foil lidding, the diaphragm peelably bonded to a surface of an intermediate ring component, which is then seamed to the sidewall of a can body.
- any positive pressure within the container acts to cause the diaphragm to progressively peel itself away from the surface to which it is bonded.
- This progressive peeling initiates and propagates from inside the container and is therefore invisible to the can manufacturer, the filler and end-consumer. In the case of containers for food products requiring sterilisation, this positive pressure can arise during processing in a retort.
- GB 350359 (HUGH WAGSTAFF; READS LIMITED) 11.06.1931 discloses a container body formed with an inwardly extending bead, a diaphragm of thin sheet metal positioned on the upper exterior surface of the bead and the upstanding free edge of the container body being folded over to clamp a peripheral annular portion of the diaphragm against the upper exterior surface of the inwardly extending bead.
- GB 1361415 TEE METAL BOX COMPANY LIMITED
- 24.07.1974 discloses a container along similar lines to that of GB 350359 .
- a method, in accordance with claim 1, of forming a can comprising the following steps:
- axial load is meant a load applied generally parallel to the longitudinal axis of the can body.
- the invention takes advantage of the fact that on application of a sufficient (first) axial load to the can body, the sidewall of the can body will buckle (or collapse). Formation of the circumferential radially-expanded region in the sidewall provides a region that is highly susceptible to buckling or collapse on application of sufficient axial load. Therefore, the radially-expanded region serves the function of preferentially controlling where buckling or collapse of the sidewall will occur.
- US 2003/0113416A1 which uses a complex sequence of forming operations to clamp its diaphragm in place (see figures 8a-c of US 2003/0113416A1 )
- the present invention provides a manufacturing route having fewer process steps and therefore enables higher manufacturing speeds to be achieved.
- the use of the metal of the can body - via the opposing surfaces of the collapsed annular bead - to secure the diaphragm overcomes the tendency of peelable lidding (for example, that of GB 2237259 A ) to progressively peel away from its sealing surface when subjected to positive pressures.
- the clamping mechanism used by the invention to secure the diaphragm to the can body ensures that the diaphragm can sustain both negative and positive pressures in a better manner than conventional peelable lidding. Therefore, considering the case of containers for food products requiring sterilisation, the container resulting from the method of the invention may be processed within a larger range of retorts with a reduced need for pressure balancing.
- clamping to secure the diaphragm also avoids the use of adhesive, heat sealing or other sealing compounds, and therefore simplifies the manufacturing route for the container of the invention compared to containers provided with conventional peelable lidding.
- the invention can deliver good seal integrity without the use of sealing compound, improved sealability is provided when using a sealing compound at the interface between the diaphragm and the opposing surfaces of the collapsed bead.
- the invention does not require the use of the intermediate ring component commonly used in the manufacture of containers closed with peelable lidding (see GB 2237259 A ), and therefore results in material cost savings and a simplified manufacturing route.
- the can body is conveniently made of aluminium or steel; however, other metals may also be used.
- Steel tinplate has been found to be a particularly suitable material, with trials performed using tinplate of 0.13 mm, 0.15 mm and 0.17 mm wall thickness.
- the diaphragm is conveniently made from foil sheet metal, thereby providing flexibility and reduced weight relative to conventional generally rigid sheet metal can ends that are seamed onto can bodies.
- the diaphragm may also include one or more polymer coatings/films on either or both faces of a metal substrate. The use of such polymer coatings/films may provide a suitable surface for printing of text/graphics and protect the metal substrate from corrosion.
- the polymer coating/film material would act like a gasket when clamped between the opposing surfaces of the collapsed bead, with its resilience enabling it to deform and adapt to the profile of the opposing bead surfaces, thereby helping to develop and maintain a hermetic seal between the diaphragm and the can body.
- the diaphragm may also be made from:
- Trials have been performed using diaphragms of 40-90 microns total thickness.
- a diaphragm has been used of 20 microns polypropylene coated onto a 20 micron aluminium substrate.
- paragraph 5 outlines the method of the invention in its broadest form, the method may be refined in various ways as detailed in the following paragraph...
- steps i & ii are performed substantially simultaneously.
- the invention may be enabled by steps i and ii comprising inserting a flared die within the end of the can body to apply both radial and axial loads to the can body.
- the flared die preferably terminates in a generally radially-extending end face, a limit ring situated adjacent the end face, the limit ring having a generally axially-extending wall to thereby limit radial growth of the end of the can body.
- the limit ring is formed integral with the flared die to thereby minimise the number of moving parts.
- radially-extending is meant having a component which extends radially - it is not limited to being purely perpendicular to the longitudinal axis of the can body.
- the radially-extending end face may be curved in profile, progressively deviating radially-outwardly from the longitudinal axis of the can body.
- axially-extending is meant having a component which extends axially.
- the end of the can body is preferably formed with a curl.
- the curl may be formed either before the radial expansion step which forms the circumferential radially-expanded region or subsequently to this step.
- the curl is formed in consequence of steps i and ii comprising inserting a flared die within the end of the can body to apply both radial and axial loads to the can body, the flared die and/or the limit defining an outwardly-curled end face, such that insertion of the flared die into the can body causes the free edge at the end of the can body to propagate along the surface of the outwardly-curled end face to form the curl, formation of the curl limiting further propagation of the free edge such that further insertion of the flared die induces the partial axial collapse of all or part of the circumferential radially-expanded region to form the outwardly-directed open annular bead.
- the curl is flattened against the external surface of the collapsed bead to define a double thickness of metal above and adjacent the external surface of the collapsed bead.
- This flattening (or crushing) of the curl has the benefit of reducing the likelihood of corrosion of the raw edge of metal on the free edge of the can body.
- the method is conveniently adapted during step ii to leave a portion of the sidewall of the can body extending between the partly collapsed outwardly-directed open annular bead and the free edge at the end of the can body, wherein simultaneously with or subsequent to step iv the portion is deformed to lie adjacent the exterior surface of the collapsed bead such that the free edge is outwardly-directed.
- the deformed portion does not extend radially-outward of the collapsed bead.
- the flattening described above may be achieved by using a flat plate as referred to above (or other conventional mechanical means).
- the method may be adapted during step ii to leave a portion of the sidewall of the can body extending between the partly collapsed outwardly-directed open annular bead and the free edge at the end of the can body, wherein simultaneously with or subsequent to step iv the portion is wrapped around the periphery of the exterior surface of the collapsed bead so that the free edge is directed inwardly towards the can body sidewall.
- the method may be adapted during step ii to leave a portion of the sidewall of the can body extending between the partly collapsed outwardly-directed open annular bead and the free edge at the end of the can body, the portion comprising an inner region and an outer region, the inner region extending between the bead and the outer region, the outer region terminating at the free edge, wherein simultaneously with or subsequent to step iv the outer region is folded over the inner region, the combination of inner and outer regions then deformed such that the outer region is sandwiched between the inner region and the exterior surface of the collapsed bead to form a double thickness of metal above and adjacent the external surface of the collapsed bead.
- the portion may be folded back and forth in a succession of folds (for example, in a concertina-like manner), these folds then substantially flattened.
- the method of the invention further comprises applying an upwards load to the underside of the fully collapsed bead to compress and tighten the clamped seal.
- the sidewall of the can body is radially supported at the end of the can body during application of the upwards load to the underside of the fully collapsed bead.
- the diaphragm used in the method of the invention is typically planar
- improved sealability may be obtained by the peripheral annular portion of the diaphragm as located between the opposing surfaces of the open annular bead during step iii comprising an upturned peripheral annular region, with the application of the second axial load during step iv acting to fold over the upturned peripheral annular region to thereby clamp a double thickness of diaphragm material between the opposing surfaces of the collapsed bead.
- the diaphragm includes such an upturned peripheral annular region, it is possible to form the diaphragm profile by starting from a planar metal blank and inclining the periphery of the diaphragm to form the upturned peripheral annular region.
- an apparatus for forming a can in accordance with claim 12, the apparatus having:
- the function of the radial load member and the first axial load member is performed by a flared die terminating in a generally radially-extending end face.
- a flared die has the advantage of enabling the radial expansion of the sidewall and application of the first axial load to be performed virtually simultaneously.
- the limit ring is situated adjacent the radially-extending end face, the limit ring having a generally axially-extending wall to thereby limit radial growth of the end of the can body.
- the flared die and limit ring may be separate components; however, it has been found preferable to combine the flared die and the limit ring into an integrally formed single component.
- the apparatus comprises a flared die, the flared die acting as both the radial load member and first axial load member (in common with the paragraph above).
- the flared die and/or the limit ring define an outwardly-curled end face, such that insertion of the flared die into the can body causes the free edge at the end of the can body to propagate along the surface of the outwardly-curled end face of the die to form a curl.
- a tubular metal can body 1 of uniform diameter is initially located with one end co-axial with a flared die 2 and limit ring 3.
- the flared die 2 terminates in a generally radially-extending end face 21 (see figure 2 ) which is curved in profile and progressively deviates radially-outwardly from the longitudinal axis 11 of the can body 1.
- the flared die 2 locates within a recess provided in the limit ring 3, the recess defined by a generally axially-extending wall 31 extending upwardly from the base 32 of the limit ring (see figures 1 & 2 ).
- the periphery of the radially-extending end face 21 has a diameter corresponding in size to that of the axially-extending wall 31, so that the limit ring 3 is situated adjacent the end face (see figure 2 ). Therefore, there is little or no gap between the periphery of the radially-extending end face 21 and the axially-extending wall 31.
- the flared die and the limit ring would be integrally formed.
- the flared die 2 and can body 1 are driven towards each other along the longitudinal axis 11 of the can body (indicated by arrows A), so that the die enters one end of the can body.
- the die 2 and the can body 1 it is within the scope of the invention, as defined by the claims, for either or both of the die 2 and the can body 1 to be driven towards each other; for example, in an alternative embodiment to that shown in the drawings, only one of the die 2 and the can body 1 are moved, the other entity remaining stationary.
- a forming operation is performed on the opposite end of the can body 1 (by means not shown), to provide a flare 12 (as indicated in figure 3 ).
- the flare 12 enables a conventional sheet metal can end to be seamed to that opposite end of the can body 1.
- the flared walls 22 (see figure 2 ) of the die act against the sidewall 13 of the can body, thereby progressively radially-expanding the sidewall adjacent the end of the can body to define a circumferential radially-expanded region 14 in the sidewall.
- the die 2 is able to simultaneously apply both axial and radial loads to the can body 1.
- the free edge 15 of the can body contacts the radially-extending end face 21 of the die (see figures 2 & 4 ), with further insertion of the die leading to radial growth of the free edge until constrained by the axially-extending wall 31 of the limit ring 3.
- the constraint provided by the axially-extending wall 31 of the limit ring 3 means that further insertion of the die 2 causes the circumferential radially-expanded region 14 of the sidewall 13 to partially axially collapse (or buckle), resulting in formation of an outwardly-directed open annular bead 16a.
- a portion 17 of the sidewall 13 extends generally axially between the partly collapsed outwardly-directed open annular bead 16a and the free edge 15.
- the can body after formation of the outwardly-directed open annular bead 16a is shown in figures 3 & 4 .
- the diaphragm 40 is formed from a 20 micron thick aluminium sheet metal substrate coated with a 20 micron thick layer of polypropylene. However, as indicated in the general description of the invention, other materials and thicknesses may be used for the diaphragm 40.
- a second axial load is applied to the end of the can body 1 by an axial load member in the form of a flat plate 50 (indicated in figure 5 ).
- the plate 50 and the can body 1 are moved towards each other (indicated by arrows B in figure 5 ).
- Sufficient axial load is applied via the plate 50 to fully axially collapse (or buckle) the outwardly-directed open annular bead 16a.
- the bead in its fully collapsed state 16b is shown in figure 6 .
- an annular peripheral portion of the diaphragm 40 is clamped between the opposing surfaces of the fully collapsed bead 16b to seal the end of the can body 1.
- the force exerted by the plate 50 also results in the portion 17 of the sidewall being flattened 18 to lie adjacent the exterior surface of the collapsed bead 16b (see figure 6 ).
- the flattened portion 17, 18 does not extend radially-outward of the collapsed bead 16b, thereby reducing the risk of individuals cutting their fingers on the free edge 15.
- the flattening of the portion 17 against the exterior surface of the collapsed bead 16b also results in the clamped diaphragm 40 being recessed a distance 'h' beneath the uppermost plane of the can body (see figure 6 ).
- This recessing of the diaphragm provides some protection against impact damage to the diaphragm of the resulting container. Furthermore, the flattening also results in a triple thickness of can body sidewall material at that end of the can body 1, with consequent benefits to container rigidity.
- the container that results from the above process steps is shown in figure 7 , showing the can body 1 with the diaphragm 40 clamped in position to close one end of the can body.
- the diaphragm is formed with a score line 41 to define a prearranged opening area for dispensing of the container's contents, with a tab 42 for opening of the prearranged opening area by severing of the score line.
- the tab shown in figure 7 is adhered to the diaphragm by an adhesive.
- the tab may be riveted to the diaphragm.
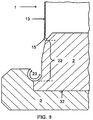
- the portion 17 is greater in length than that of the embodiment of figures 1 to 7 . This additional length is necessary to enable the portion 17 to be wrapped around and under 19 the periphery of the exterior surface of the collapsed bead 16b (as shown in figure 8 ), so that the free edge 15 is directed inwardly towards the can body sidewall, thereby providing enhanced rigidity and protection to an individual against cuts from the free edge.
- the design of the flared die 2 and limit ring 3 is adapted to together define an outwardly curled end face 23 (see figure 9 ).
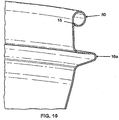
- the flared die 2 is driven into the end of the can body 1 to apply both radial and axial loads to the can body to first define the circumferential radially-expanded region 14. Further insertion of the die 2 into the can body 1 causes the free edge 15 at the end of the can body to propagate along the surface of the outwardly-curled end face 23 to form curl 50 (see figure 10 ).
- the curl 50 forms to such an extent that the free edge 15 opposes and contacts the outside of the sidewall 13, which thereby inhibits further movement of the free edge.
- FIG. 10 shows the curt 50 and outwardly-directed open annular bead 16a that results from use of the flared die 2 and limit ring 3 of figure 9 .
- Figure 11 shows the diaphragm 40 located between the opposing surfaces of the outwardly-directed open annular bead 16a before full collapse of the bead.
- the can body 1 is then rotatably mounted on a seaming chuck 60 (see figures 12 & 13 ).
- the seaming chuck 60 includes a circumferential axial wall section 61 and a circumferential tapered wall section 62.
- the axial wall section 61 of the chuck is inserted into the end of the can body 1 to radially support the sidewall 13, with the tapered wall section 62 nestling against the top of the curl 50.
- the opposite end of the can body 1 is supported on a table 63 (see figure 12 ).
- the table 63 is driven upwards (indicated by arrows C on figures 12 & 13 ) to urge the end of the can body 1 against the tapered wall section 62 of the chuck 60.
- the curl 50 may be flattened against the external surface of the collapsed bead 16b to define a double thickness of metal above and adjacent the external surface of the collapsed bead.
- this flattening (or crushing) of the curl would be achieved through the table 63 being urged further upwards to deform the curl 50 between the opposing surfaces of the tapered wall section 62 of the chuck 60 and the tapered surface 65 of the seaming roll 64.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
- Making Paper Articles (AREA)
Claims (16)
- Procédé de formation d'une boîte, le procédé comprenant les étapes suivantes consistant à :i. provoquer l'expansion radiale de la paroi latérale d'un corps de boîte métallique tubulaire (1) en introduisant une matrice conique (2) à une extrémité du corps de boîte afin de définir une région circonférentielle à expansion radiale dans la paroi latérale adjacente à l'extrémité du corps de boîte ;ii. appliquer une première charge axiale sur le corps de boîte tout en utilisant une bague de limitation (3) afin de limiter l'élargissement radial de l'extrémité du corps de boîte de manière que tout ou partie de la région circonférentielle à expansion radiale s'affaisse axialement de manière partielle afin de former un bourrelet annulaire ouvert dirigé vers l'extérieur (16a) ;iii. retirer la matrice conique (2) et introduire un diaphragme (40) en rapport au corps de boîte de manière qu'une partie annulaire périphérique du diaphragme (40) se situe entre les surfaces opposées du bourrelet annulaire ouvert (16a) ; etiv. appliquer une seconde charge axiale sur le corps de boîte pour provoquer un affaissement axial total du bourrelet (16b) pour ainsi serrer la partie annulaire périphérique du diaphragme (40) entre les surfaces opposées du bourrelet et obturer l'extrémité du corps de boîte.
- Procédé selon la revendication 1, dans lequel les étapes i et ii sont réalisées sensiblement simultanément.
- Procédé selon la revendication 2, dans lequel les étapes i et ii comprennent l'introduction de la matrice conique (2) à l'intérieur de l'extrémité du corps de boîte (1) afin d'appliquer à la fois la charge radiale et la charge axiale sur le corps de boîte (1), la matrice conique (2) se terminant par une face terminale s'étendant globalement radialement (21), la bague de limitation (3) étant située adjacente à la face terminale (21), la bague de limitation présentant une paroi s'étendant globalement axialement (31) pour ainsi limiter l'élargissement radial de l'extrémité du corps de boîte.
- Procédé selon la revendication 1 ou 2, dans lequel les étapes i et ii comprennent l'introduction de la matrice conique (2) à l'intérieur de l'extrémité du corps de boîte afin d'appliquer à la fois la charge radiale et la charge axiale sur le corps de boîte, la matrice conique et/ou la bague de limitation (3) définissant une face terminale recourbée vers l'extérieur (23), de manière que l'introduction de la matrice conique dans le corps de boîte amène le bord libre (15), à l'extrémité du corps de boîte à se propager le long de la surface de la face terminale recourbée vers l'extérieur pour former un bord roulé (50), la formation du bord roulé limitant la plus ample propagation du bord libre de manière qu'une plus ample introduction de la matrice conique induise l'affaissement axial partiel de tout ou partie de la région circonférentielle à expansion radiale pour former le bourrelet annulaire ouvert dirigé vers l'extérieur (16a).
- Procédé selon la revendication 4, dans lequel, pendant ou à la suite de l'étape iv, le bord roulé (50) est sensiblement aplati contre la surface externe du bourrelet affaissé afin de définir une double épaisseur de métal située au-dessus et de manière adjacente à la surface externe du bourrelet affaissé.
- Procédé selon l'une quelconque des revendications 1 à 3, le procédé étant conçu, dans l'étape ii, pour laisser s'étendre une partie de la paroi latérale du corps de boîte entre bourrelet annulaire ouvert dirigé vers l'extérieur partiellement affaissé et le bord libre de l'extrémité du corps de boîte, dans lequel, simultanément ou subséquemment à l'étape iv, la partie est déformée pour être adjacente à la surface extérieure du bourrelet affaissé, si bien que le bord libre est dirigé vers l'extérieur.
- Procédé selon l'une quelconque des revendications 1 à 3, le procédé étant conçu, dans l'étape ii, pour laisser s'étendre une partie de la paroi latérale du corps de boîte entre le bourrelet annulaire ouvert dirigé vers l'extérieur partiellement affaissé (16a) et le bord libre de l'extrémité du corps de boîte, dans lequel, simultanément ou subséquemment à l'étape iv, la partie est amenée à envelopper la périphérie de la surface extérieure du bourrelet affaissé, si bien que le bord libre (15) est dirigé vers l'intérieur, vers la paroi latérale du corps de boîte.
- Procédé selon l'une quelconque des revendications 1 à 3, le procédé étant conçu, dans l'étape ii, pour laisser s'étendre une partie de la paroi latérale du corps de boîte entre le bourrelet annulaire ouvert dirigé vers l'extérieur partiellement affaissé (16a) et le bord libre de l'extrémité du corps de boîte, la partie comprenant une région intérieure et une région extérieure, la région intérieure s'étendant entre le bourrelet et la région extérieure, la région extérieure se terminant par le bord libre, dans lequel, simultanément ou subséquemment à l'étape iv, la région extérieure est repliée sur la région intérieure, l'ensemble constitué par les régions intérieure et extérieure étant ensuite déformé, si bien que la région extérieure est enserrée entre la région intérieure et la surface extérieure du bourrelet affaissé pour former une double épaisseur de métal située au-dessus et de manière adjacente à la surface externe du bourrelet affaissé.
- Procédé selon l'une quelconque des revendications précédentes, comprenant en outre l'application d'une charge ascendante sur le dessous du bourrelet totalement affaissé (16b) pour comprimer et resserrer le joint serré.
- Procédé selon la revendication 9, dans lequel la paroi latérale (13) du corps de boîte est supportée radialement à l'extrémité du corps de boîte pendant l'application de la charge ascendante sur le dessous du bourrelet totalement affaissé (16b).
- Procédé selon l'une quelconque des revendications précédentes, dans lequel la partie annulaire périphérique du diaphragme (40), située entre les surfaces opposées du bourrelet annulaire ouvert (16a) au cours de l'étape iii, comprend une région annulaire périphérique relevée, l'application de la seconde charge axiale au cours de l'étape iv ayant pour effet de replier la région annulaire périphérique relevée pour ainsi serrer une double épaisseur de matériau constitutif du diaphragme entre les surfaces opposées du bourrelet affaissé.
- Appareil de formation d'une boîte suivant le procédé selon la revendication 1, l'appareil présentant :i. un élément de charge radiale, comprenant une matrice conique (2), destiné à produire l'expansion radiale de la paroi latérale à une extrémité d'un corps de boîte métallique tubulaire afin de définir une région circonférentielle à expansion radiale dans la paroi latérale adjacente à l'extrémité du corps de boîte ;ii. un élément de première charge axiale destiné à appliquer une première charge axiale sur le corps de boîte, plus une bague de limitation (3) conçue pour limiter l'élargissement radial de l'extrémité du corps de boîte de manière que, au cours de l'application de la première charge axiale, la région circonférentielle à expansion radiale s'affaisse axialement de manière partielle pour former un bourrelet annulaire ouvert dirigé vers l'extérieur (16a) ;iii. un moyen d'introduction d'une partie annulaire périphérique d'un diaphragme (40) entre les surfaces opposées du bourrelet annulaire ouvert ;iv. un élément de seconde charge axiale destiné à appliquer une seconde charge axiale sur le corps de boîte pour entraîner l'affaissement axial total du bourrelet pour ainsi serrer la partie annulaire périphérique du diaphragme entre les surfaces opposées du bourrelet (16b) et obturer l'extrémité du corps de boîte.
- Appareil selon la revendication 12, dans lequel la matrice conique a fonction, à la fois, d'élément de charge radiale et d'élément de première charge axiale, la matrice conique se terminant par une face terminale s'étendant globalement radialement (21), la bague de limitation étant située adjacente à la face terminale, la bague de limitation (3) présentant une paroi s'étendant globalement axialement (31) pour ainsi limiter l'élargissement radial de l'extrémité du corps de boîte.
- Appareil selon la revendication 12, dans lequel la matrice conique a fonction, à la fois, d'élément de charge radiale et d'élément de première charge axiale, la matrice conique (2) et/ou la bague de limitation (3) définissant une face terminale recourbée vers l'extérieur, si bien que l'introduction de la matrice conique dans le corps de boîte amène le bord libre de l'extrémité du corps de boîte à se propager le long de la surface de la face terminale recourbée vers l'extérieur pour former un bord roulé.
- Appareil selon la revendication 13 ou 14, dans lequel la matrice conique et la bague de limitation sont formées d'un seul tenant.
- Boîte produite suivant le procédé selon l'une quelconque des revendications 1 à 11 ou au moyen de l'appareil selon l'une quelconque des revendications 12 à 15 suivant le procédé selon l'une quelconque des revendications 1 à 11.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10717175.3A EP2427384B1 (fr) | 2009-05-07 | 2010-05-07 | Réceptacle à fermeture sertie, procédé et appareil de fabrication |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09159611A EP2248731A1 (fr) | 2009-05-07 | 2009-05-07 | Conteneur avec couvercle serti |
| EP10717175.3A EP2427384B1 (fr) | 2009-05-07 | 2010-05-07 | Réceptacle à fermeture sertie, procédé et appareil de fabrication |
| PCT/EP2010/056301 WO2010128161A1 (fr) | 2009-05-07 | 2010-05-07 | Réceptacle à fermeture sertie, procédé et appareil de fabrication |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2427384A1 EP2427384A1 (fr) | 2012-03-14 |
| EP2427384B1 true EP2427384B1 (fr) | 2016-02-17 |
Family
ID=40848259
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09159611A Withdrawn EP2248731A1 (fr) | 2009-05-07 | 2009-05-07 | Conteneur avec couvercle serti |
| EP10717175.3A Not-in-force EP2427384B1 (fr) | 2009-05-07 | 2010-05-07 | Réceptacle à fermeture sertie, procédé et appareil de fabrication |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09159611A Withdrawn EP2248731A1 (fr) | 2009-05-07 | 2009-05-07 | Conteneur avec couvercle serti |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20120043340A1 (fr) |
| EP (2) | EP2248731A1 (fr) |
| ES (1) | ES2567262T3 (fr) |
| WO (1) | WO2010128161A1 (fr) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD678050S1 (en) | 2011-10-05 | 2013-03-19 | Kraft Foods Group Brands Llc | Bowl |
| KR102084544B1 (ko) * | 2012-05-02 | 2020-03-04 | 어드밴스드 테크놀러지 머티리얼즈, 인코포레이티드 | 전반적으로 원통형인 3차원 컨포멀 라이너들을 위한 제조 방법 |
| USD693242S1 (en) | 2013-01-14 | 2013-11-12 | Kraft Foods Group Brands Llc | Sleeve |
| US10010926B2 (en) | 2013-10-28 | 2018-07-03 | Ball Corporation | Method for filling, seaming, distributing and selling a beverage in a metallic container at a single location |
| DE102014104775A1 (de) * | 2014-04-03 | 2015-10-08 | Efs Euro Forming Service Gmbh | Verfahren zum Umformen eines Endes eines Rohrs, zur Durchführung des Verfahrens zugehörige Vorrichtung, Walzkörper sowie ein damit geformter Flansch an einem Ende eines Rohrs |
| US11370579B2 (en) | 2017-02-07 | 2022-06-28 | Ball Corporation | Tapered metal cup and method of forming the same |
| US10875076B2 (en) | 2017-02-07 | 2020-12-29 | Ball Corporation | Tapered metal cup and method of forming the same |
| USD950318S1 (en) | 2018-05-24 | 2022-05-03 | Ball Corporation | Tapered cup |
| USD906056S1 (en) | 2018-12-05 | 2020-12-29 | Ball Corporation | Tapered cup |
| USD968893S1 (en) | 2019-06-24 | 2022-11-08 | Ball Corporation | Tapered cup |
| USD953811S1 (en) | 2020-02-14 | 2022-06-07 | Ball Corporation | Tapered cup |
| USD974845S1 (en) | 2020-07-15 | 2023-01-10 | Ball Corporation | Tapered cup |
| USD1012617S1 (en) | 2021-02-22 | 2024-01-30 | Ball Corporation | Tapered cup |
| USD1035386S1 (en) | 2021-12-08 | 2024-07-16 | Ball Corporation | Tapered cup |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1559096A (en) * | 1924-01-10 | 1925-10-27 | Francis M Hall | Sanitary can and seal |
| GB350359A (en) * | 1930-10-04 | 1931-06-11 | Hugh Wagstaff | Improvements in and relating to tin canisters |
| US2004535A (en) * | 1933-01-09 | 1935-06-11 | Noblitt Sparks Ind Inc | Process of making lock-seams |
| US2182813A (en) * | 1934-05-12 | 1939-12-12 | American Can Co | Container |
| US3079031A (en) * | 1960-02-23 | 1963-02-26 | Continental Can Co | Metal band double seamed to metal can for attaching elastic transparent end thereto |
| US3315839A (en) * | 1962-06-06 | 1967-04-25 | Continental Can Co | Can closure and method of forming same |
| NL6406427A (fr) * | 1964-04-23 | 1965-10-25 | ||
| US3358876A (en) * | 1964-09-14 | 1967-12-19 | American Can Co | Reverse seam can with hermetic drumhead |
| US3385249A (en) * | 1965-10-13 | 1968-05-28 | Sherwin Williams Co | Method of making containers |
| US3782314A (en) * | 1971-04-21 | 1974-01-01 | Metal Box Co Ltd | Making can bodies |
| BE789355A (fr) * | 1971-09-27 | 1973-03-27 | Metal Box Co Ltd | |
| US4361246A (en) * | 1980-12-17 | 1982-11-30 | Alexander Nelson | Container construction |
| US4483456A (en) * | 1982-01-18 | 1984-11-20 | Rheem Manufacturing Company | Salvageable industrial container |
| DE3802000A1 (de) * | 1987-03-04 | 1988-10-13 | Bueco Buedenbender Gmbh & Co | Aus metallblech gefertigter behaelter |
| US4927043A (en) * | 1987-11-13 | 1990-05-22 | Ihly Industries, Inc. | Necked-down can having a false seam and an apparatus to form same |
| US4870847A (en) * | 1988-05-20 | 1989-10-03 | Ihly Industries, Inc. | Method and apparatus for forming outwardly projecting beads on cylindrical objects |
| GB2237259B (en) | 1989-07-10 | 1993-12-08 | Metal Box Plc | Container closure |
| IT229364Y1 (it) * | 1992-09-14 | 1998-07-02 | Ocm Srl | Contenitore metallico con coperchio lacerabile |
| GB2289663A (en) | 1994-05-21 | 1995-11-29 | Metal Box Plc | Containers and lids bonded thereto |
| US5775531A (en) * | 1997-01-09 | 1998-07-07 | Sonoco Products Company | Container for powdered product having a measuring cup device therein |
| US20030113416A1 (en) * | 2001-12-14 | 2003-06-19 | Wycliffe Paul Anthony | Metal container with seam connecting body and top portion |
-
2009
- 2009-05-07 EP EP09159611A patent/EP2248731A1/fr not_active Withdrawn
-
2010
- 2010-05-07 EP EP10717175.3A patent/EP2427384B1/fr not_active Not-in-force
- 2010-05-07 US US13/266,257 patent/US20120043340A1/en not_active Abandoned
- 2010-05-07 WO PCT/EP2010/056301 patent/WO2010128161A1/fr active Application Filing
- 2010-05-07 ES ES10717175.3T patent/ES2567262T3/es active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20120043340A1 (en) | 2012-02-23 |
| WO2010128161A1 (fr) | 2010-11-11 |
| EP2248731A1 (fr) | 2010-11-10 |
| EP2427384A1 (fr) | 2012-03-14 |
| ES2567262T3 (es) | 2016-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2427384B1 (fr) | Réceptacle à fermeture sertie, procédé et appareil de fabrication | |
| EP1855822B1 (fr) | Boite d'emballage | |
| US20090032535A1 (en) | Container | |
| RU2270794C2 (ru) | Крышка банки | |
| AP168A (en) | Supporting ring for container closure. | |
| US6036043A (en) | Easily-opened can lid | |
| US20070272693A1 (en) | Membrane Lid with Recessed Tab, and Container Incorporating Same | |
| AU6040894A (en) | Container end closure | |
| EP0599583B1 (fr) | Procédé de fabrication d'un récipient et d'un couvercle pour le récipient | |
| WO2007071682A1 (fr) | Corps de boite dote d’un rebord ou d’un gradin sur lequel est depose un produit d’etancheite, et son procede de fabrication | |
| US20130105499A1 (en) | Three-Piece Can and Method of Making Same | |
| JP2001170730A (ja) | 金属容器用の口金蓋および金属容器ならびに金属容器の製造方法 | |
| WO2010034822A1 (fr) | Fermeture | |
| US20240124189A1 (en) | Can end | |
| JPWO2018062432A1 (ja) | 缶体、缶体の製造方法および缶体の製造装置 | |
| WO2012152608A1 (fr) | Élément pelable |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20111024 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602010030676 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B65D0008200000 Ipc: B65D0017000000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65D 17/00 20060101AFI20150618BHEP Ipc: B65D 6/30 20060101ALI20150618BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150810 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 775523 Country of ref document: AT Kind code of ref document: T Effective date: 20160315 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602010030676 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2567262 Country of ref document: ES Kind code of ref document: T3 Effective date: 20160421 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160217 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 775523 Country of ref document: AT Kind code of ref document: T Effective date: 20160217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160517 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160518 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160617 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602010030676 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160507 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20161118 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160531 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160531 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160517 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160507 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170523 Year of fee payment: 8 Ref country code: GB Payment date: 20170519 Year of fee payment: 8 Ref country code: FR Payment date: 20170523 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170525 Year of fee payment: 8 Ref country code: ES Payment date: 20170628 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100507 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 Ref country code: MT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160217 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602010030676 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180507 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180507 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181201 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180507 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180508 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230517 |