CN210733287U - 真空自吸附盒成型设备 - Google Patents
真空自吸附盒成型设备 Download PDFInfo
- Publication number
- CN210733287U CN210733287U CN201921516829.1U CN201921516829U CN210733287U CN 210733287 U CN210733287 U CN 210733287U CN 201921516829 U CN201921516829 U CN 201921516829U CN 210733287 U CN210733287 U CN 210733287U
- Authority
- CN
- China
- Prior art keywords
- frame
- plate
- transverse
- bottom plate
- pressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Landscapes
- Specific Conveyance Elements (AREA)
Abstract
本实用新型涉及一种真空自吸附盒成型设备,包括机架,所述机架上设置有间歇前行的横向传送带机构,所述横向传送带机构上间隔设置有定位托盘,横向传送带机构的一侧设置有沿传送方向依次用于放置底板、网板、矩形压框及矩形压块的置物台,横向传送带机构的进料端上侧设置有底板的吸取机构,所述吸取机构的前侧设置有网板的取料机构,位于取料机构的前侧设置有用于将薄膜覆盖在底板和网板上的覆膜机构,所述取料机构的前侧设置有取框机构,所述取框机构的前侧设置有压块抓取机构,所述压块抓取机构的下侧设置有压块的施压机构,压块抓取机构的前侧设置有薄膜的裁切机构,所述裁切机构的前侧设置有叉送机构。该真空自吸附盒成型设备有利于流水化生产真空自吸附盒,有效提高生产效率。
Description
技术领域
本实用新型涉及一种真空自吸附盒成型设备。
背景技术
真空膜自吸附盒上的部件包括了底部具有抽气孔的底板和叠放在底板上的网板以及用于覆盖在网板上与底板相粘接的薄膜。在生产过程中真空膜自吸附盒通常采用人工制作,人工作业量大,生产效率低,人工成本高。并且由于薄膜的重量轻,位置容易跑偏。所以在覆盖上薄膜后需要用矩形压框来压住薄膜,有利于后续加工,目前没有用于生产真空膜自吸附盒的专用设备,更没有专门用于网板、覆膜和矩形压框的上料设备。为此,需要一种真空自吸附盒成型设备。
发明内容
本实用新型的目的在于提供一种真空自吸附盒成型设备,该真空自吸附盒成型设备有利于流水化生产真空自吸附盒,有效提高生产效率。
本实用新型的技术方案在于:一种真空自吸附盒成型设备,包括机架,所述机架上设置有间歇前行的横向传送带机构,所述横向传送带机构上间隔设置有用于置放真空膜自吸附盒的底板的定位托盘,横向传送带机构的一侧设置有沿传送方向依次用于放置底板、网板、矩形压框及矩形压块的置物台,横向传送带机构的进料端上侧设置有用于吸取置物台上的底板后放置在定位托盘上的吸取机构,所述吸取机构的前侧设置有取料机构,所述取料机构用于抓取置物台上的网板并叠放在定位托盘上的底板上,位于取料机构的前侧设置有用于将薄膜覆盖在定位托盘上的底板和网板上的覆膜机构,所述取料机构的前侧设置有用于抓取置物台上的矩形压框并叠放在定位托盘上且套在底板外周以压住薄膜侧边的取框机构,所述取框机构的前侧设置有用于吸取置物台上的矩形压块并叠放在定位托盘上的底板上以压住薄膜的压块抓取机构,所述压块抓取机构的下侧设置有可横移并使底板上的压块下压的施压机构,压块抓取机构的前侧设置有用于将薄膜沿相邻两定位托盘之间裁断的裁切机构,所述裁切机构的前侧设置有用于将底板、矩形压框及矩形压块从定位托盘上叉起并移送到设置于横向传送带机构一侧的纵向传送带机构上的叉送机构。
进一步地,所述吸取机构包括纵向设置于横向传送带机构和置物台上侧的第一纵向直线滑台,所述第一纵向直线滑台的滑座上安装有第一竖向直线滑台,所述第一竖向直线滑台的滑座上安装有吸取架,所述吸取架下端的横向板下侧面设置有多个吸盘。
进一步地,所述取料机构包括纵向设置于横向传送带机构和置物台上侧的第二纵向直线滑台,所述第二纵向直线滑台的滑座上安装有第二竖向直线滑台,所述第二竖向直线滑台的滑座上安装有取料架,所述取料架的下端安装有夹指端朝下的手指气缸,所述手指气缸的两个夹指上连接有一对用以夹取网板的夹爪。
所述覆膜机构包括位于横向传送带机构上侧的用以套装离型膜卷筒的放卷轴,所述放卷轴的下方设置有离型辊,所述离型辊的下方且靠近横向传送带机构的定位托盘上方的位置设置有导向辊,位于离型辊和导向辊之间的后侧设置有用于卷绕保护膜的卷绕筒。
进一步地,所述取框机构包括纵向设置于横向传送带机构和置物台上侧的第三纵向直线滑台,所述第三纵向直线滑台的滑座上安装有第三竖向直线滑台,所述第三竖向直线滑台的滑座上安装有取框架,所述取框架下端安装有夹指端朝下的手指气缸,所述手指气缸的两个夹指上连接有一对用以夹取矩形压框的夹爪。
进一步地,所述压块抓取机构包括纵向设置于横向传送带机构和置物台上侧的第一无杆气缸,所述第一无杆气缸的滑块上设置有由升降机构驱动升降的吸盘固定板,所述吸盘固定板的下侧面上间隔设置有真空吸盘,所述升降机构包括与第一无杆气缸的滑块固定连接的固定板,所述固定板上竖向设置有由步进电机驱动旋转的丝杆,所述丝杆上螺接有螺母座,所述固定板的两侧部分别设置有竖向导轨,所述螺母座的两侧部分别与竖向导轨滑动配合,螺母座上固定有下端与吸盘固定板相连接的升降板。
进一步地,所述施压机构包括纵向设置于横向传送带机构上侧的压板,所述压板的两端分别设置有伸缩杆与压板固定连接的立式气缸,所述立式气缸的座壳经滑块对应与设置于横向传送带机构侧部的横向导轨配合,所述机架上设置有驱动压板横向移动用于避让压块抓取机构的卧式气缸。
进一步地,所述裁切机构包括纵向设置于横向传送带机构上侧的第二无杆气缸,所述第二无杆气缸的滑块上设置有与其竖向滑动配合的滑板,第二无杆气缸的滑块上还竖向固定有驱动滑板升降的伸缩气缸,所述滑板的下端纵向固定有热切剪刀。
进一步地,所述叉送机构包括纵向设置于横向传送带机构上侧的第三无杆气缸,所述第三无杆气缸的滑块上设置有由升降机构驱动升降的座板,所述座板上设置有由横向气缸驱动横向移动的端板,所述端板的下端横向固定有一对用于叉起底板、矩形压框及矩形压块的叉杆,所述定位托盘上设置有一对用于避让叉杆的横向凹槽。
进一步地,所述横向传送带机构包括横向平行设置由驱动电机驱动旋转的一对横向传送带,位于一对横向传送带之间沿横向间隔固定有连接板,所述连接板上分别固定有定位托盘,所述定位托盘的上端面设置有一对横向凹槽;所述纵向传送带机构包括由驱动电机驱动旋转的纵向传动带,所述纵向传送带上间隔沿传送方向间隔设置有输出托盘,所述输出托盘的上表面对应设置有一对横向凹槽。
与现有技术相比较,本实用新型具有以下优点:该真空自吸附盒成型设备结构新颖,设计合理,使用方便,实现了座板、网板、薄膜覆膜和矩形压框上料的机械化,以及覆盖有薄膜的座板的机械化输出,同时通过压块及施压机构实现了薄膜与座板的粘结更牢固。该真空自吸附盒成型设备使用方便,实用性强,减少人工工作量,降低劳动强度,减少人工成本,提高工作效率,节约企业成本,提高经济效益。
附图说明
图1为本实用新型的结构示意图;
图2为本实用新型的吸取机构和取料机构的放大图;
图3为本实用新型的吸取机构的侧视图;
图4为本实用新型的取料机构的侧视图;
图5为本实用新型的覆膜机构和取框机构的放大图;
图6为本实用新型的取框机构的侧视图;
图7为本实用新型的矩形压框压在底板上的状态示意图;
图8为本实用新型的压块抓取机构、施压机构、裁切机构及叉送机构的俯视示意图;
图9为本实用新型的图8的A-A剖视图;
图10为本实用新型的图9的B-B剖视图;
图11为本实用新型的矩形压块压在薄膜上的结构示意图;
图12为本实用新型的图8的C向视图;
图13为本实用新型的图8的D-D剖视图;
图14为本实用新型的图8的E向视图;
图中:10-横向传送带机构 11-横向传送带 12-连接板 13-支撑板 20-定位托盘 21-横向凹槽 30-底板 40-网板 50-矩形压框 60-矩形压块 70-置物台 80-吸取机构 81-第一纵向直线滑台 82-第一竖向直线滑台 83-吸取架 84-吸盘 90-取料机构 91-第二纵向直线滑台 92-第二竖向直线滑台 93-取料架 94-手指气缸 95-夹爪 96-气缸 97-压板 98-顶轴 100-覆膜机构 101-放卷轴 102-离型辊 103-导向辊 104-卷绕筒 105-安装架 106-离型膜 107-薄膜 108-保护膜 110-取框机构111-第三纵向直线滑台 112-第三竖向直线滑台 113-取框架 114-手指气缸 115-夹爪 130-压块抓取机构 131-第一支撑架 132-第一无杆气缸 133-吸盘固定板 134-真空吸盘 135-固定板 136-步进电机 137-丝杆 138-螺母座 139-竖向导轨 140-升降板 150-施压机构 151-压板 152-立式气缸 153-横向导轨 154-滑块 155-卧式气缸 156-限位槽 160-裁切机构 161-第二支撑架 162-第二无杆气缸 163-滑板164-伸缩气缸 165-热切剪刀 166-竖向导轨 170-纵向传送带机构 171纵向传动带172-输出托盘172 173横向凹槽 174-驱动电机 180-支撑架 190-叉送机构 191-无杆气缸 192-座板 193-端板 194-叉杆 195-横向导轨 196-滑板 197-安装板198-丝杆 199-步进电机 200-螺母座 201-升降板 202-竖向导轨 203-滑块。
具体实施方式
为让本实用新型的上述特征和优点能更明显易懂,下文特举实施例,并配合附图,作详细说明如下,但本实用新型并不限于此。
参考图1至图14
一种真空自吸附盒成型设备,包括机架,所述机架上设置有间歇前行的横向传送带机构10,所述横向传送带机构上间隔设置有用于置放真空膜自吸附盒的底板的定位托盘20,横向传送带机构的一侧设置有沿传送方向依次用于放置底板30、网板40、矩形压框50及矩形压块60的置物台70,横向传送带机构的进料端上侧设置有用于吸取置物台上的底板后放置在定位托盘上的吸取机构80,所述吸取机构的前侧设置有取料机构90,所述取料机构用于抓取置物台上的网板并叠放在定位托盘上的底板上,位于取料机构的前侧设置有用于将薄膜覆盖在定位托盘上的底板和网板上的覆膜机构100,所述取料机构的前侧设置有用于抓取置物台上的矩形压框并叠放在定位托盘上且套在底板外周以压住薄膜侧边的取框机构110,所述取框机构的前侧设置有用于吸取置物台上的矩形压块并叠放在定位托盘上的底板上以压住薄膜的压块抓取机构130,所述压块抓取机构的下侧设置有可横移并使底板上的压块下压的施压机构150,压块抓取机构的前侧设置有用于将薄膜沿相邻两定位托盘之间裁断的裁切机构160,所述裁切机构的前侧设置有用于将底板、矩形压框及矩形压块从定位托盘上叉起并移送到设置于横向传送带机构一侧的纵向传送带机构170上的叉送机构190。
本实施例中,所述吸取机构包括纵向设置于横向传送带机构和置物台上侧的第一纵向直线滑台81,所述第一纵向直线滑台的滑座上安装有第一竖向直线滑台82,所述第一竖向直线滑台的滑座上安装有吸取架83,所述吸取架下端的横向板下侧面设置有多个吸盘84,所述吸盘上端与抽气管相连接,抽气管上设置有电磁阀以控制吸盘将底盘吸住或松开。
吸取机构的吸取过程:吸取架和第一竖向直线滑台随第一纵向直线滑台的滑座移动至置物台的底板正上方,然后吸取架随第一竖向直线滑台的滑座向下运动预定高度使吸盘贴着底板,吸盘吸住底板;然后吸取架随第一竖向直线滑台的滑座向上运动,吸取架和第一竖向直线滑台再随第一纵向直线滑台的滑座移动至输送带装置上的定位托盘正上方,然后吸取架再次随第一竖向直线滑台的滑座向下运动预定高度使底板到达定位托盘上,然后吸盘松开底板,接着吸取架再随第一竖向直线滑台的滑座向上运动复位。
本实施例中,所述取料机构包括纵向设置于横向传送带机构和置物台上侧的第二纵向直线滑台91,所述第二纵向直线滑台的滑座上安装有第二竖向直线滑台92,所述第二竖向直线滑台的滑座上安装有取料架93,取料架330和吸取架230均呈L型,所述取料架的下端安装有夹指端朝下的手指气缸94,所述手指气缸的两个夹指上连接有一对用以夹取网板的夹爪95,所述手指气缸95为平型夹指式。
本实施例中,为了防止夹爪在松开时引起网板位置偏移,所述手指气缸94旁侧安装有驱动端朝下的气缸96,位于两夹爪中间设置有连接于气缸驱动端上的压板97,所述压板下侧固定连接有在压板向下运动时用以向下顶着网板的顶轴98;在夹爪松开之前,气缸先驱动压板向下运动使压板上的顶轴顶着网板上侧,然后夹爪在松开,随后气缸再收回。
取料机构的取料过程:取料架和第二竖向直线滑台随第二纵向直线滑台的滑座移动至置物台的网板正上方,然后取料架随第二竖向直线滑台的滑座向下运动预定高度使至两夹爪到达网板两侧,手指气缸94驱动两夹爪夹住网板;然后取料架随第二竖向直线滑台的滑座向上运动,取料架和第二竖向直线滑台再随第二纵向直线滑台的滑座移动至输送带装置上的定位托盘正上方,然后取料架再次随第二竖向直线滑台的滑座向下运动预定高度使网板贴近定位托盘上的底板,然后气缸驱动压板向下运动使压板上的顶轴顶着网板上侧,使网板紧贴着底板,然后手指气缸驱动两夹爪在松开,随后气缸再收回,接着取料架再随第二竖向直线滑台的滑座向上运动复位。
本实施例中,所述覆膜机构包括位于横向传送带机构上侧的用以套装离型膜106卷筒的放卷轴101,所述放卷轴的下方设置有离型辊102,所述离型辊的下方且靠近横向传送带机构的定位托盘上方的位置设置有导向辊103,位于离型辊和导向辊之间的后侧设置有用于卷绕保护膜的卷绕筒104,所述机架上固定连接有用以转动安装放卷轴、离型辊、导向辊、卷绕筒的安装架105。离型膜从离型辊的前侧绕过,薄膜107和保护膜108分开,薄膜从从导向辊下侧绕过,并随着横向传送带机构的前行拉动放卷轴转动,使从导向辊下方通过的定位托盘上的底板和网板被覆盖上薄膜,而保护膜则通过卷绕筒卷绕。
本实施例中,所述取框机构包括纵向设置于横向传送带机构和置物台上侧的第三纵向直线滑台111,所述第三纵向直线滑台的滑座上安装有第三竖向直线滑台112,所述第三竖向直线滑台的滑座上安装有取框架113,所述取框架下端安装有夹指端朝下的手指气缸114,所述手指气缸的两个夹指上连接有一对用以夹取矩形压框的夹爪115,所述手指气缸115为平型夹指式。
取框机构的工作过程:取框架和竖向直线滑台随第三纵向直线滑台的滑座移动至置物台的矩形压框正上方,然后取框架随第三竖向直线滑台的滑座向下运动预定高度使至两夹爪到达矩形压框两侧,手指气缸114驱动两夹爪夹住矩形压框;然后取框架随第三竖向直线滑台的滑座向上运动,取框架和第三竖向直线滑台再随第三纵向直线滑台的滑座移动至横向输送带机构上的定位托盘正上方,然后取框架再次随第三竖向直线滑台的滑座向下运动预定高度使矩形压框到达定位托盘上的底板上侧,然后手指气缸114驱动两夹爪在松开,矩形压框便压住底板上的薄膜,接着取框架再随第三竖向直线滑台的滑座向上运动复位。
本实施例中,所述压块抓取机构包括纵向设置于横向传送带机构和置物台上侧的第一支撑架131,所述第一支撑架上纵向设置有第一无杆气缸132,所述第一无杆气缸的滑块上设置有由升降机构驱动升降的吸盘固定板133,所述吸盘固定板的下侧面上间隔设置有真空吸盘134,从而通过真空吸盘来吸附压块。
本实施例中,为了更好的驱动真空吸盘,所述升降机构包括与第一无杆气缸的滑块固定连接的固定板135,所述固定板上竖向设置有由步进电机136驱动旋转的丝杆137,所述丝杆上螺接有螺母座138,所述固定板的两侧部分别设置有竖向导轨139,所述螺母座的两侧部分别与竖向导轨滑动配合,螺母座上固定有下端与吸盘固定板相连接的升降板140。
本实施例中,所述施压机构包括纵向设置于横向传送带机构上侧的压板151,所述压板的两端分别设置有伸缩杆与压板固定连接的立式气缸152。为了驱动压板横向移动到压块的上侧,并在真空吸盘移动到压块上侧时避让真空吸盘,所述立式气缸的座壳经滑块对应与设置于横向传送带机构侧部的横向导轨153配合,所述立式气缸的伸缩杆与压板固定连接,立式气缸的座壳经滑块154与横向导轨滑动配合,所述机架上设置有驱动压板横向移动到压块上方的卧式气缸155。所述第一支撑架的立柱上设置有压板后行限位槽156。
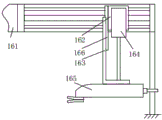
本实施例中,为了将薄膜裁断,所述裁切机构包括纵向跨设在传送机构上侧的第二支撑架161,所述第二支撑架上纵向设置有第二无杆气缸162,所述第二无杆气缸的滑块上设置有与其竖向滑动配合的滑板163,第二无杆气缸的滑块上还竖向固定有驱动滑板升降的伸缩气缸164,所述滑板的下端纵向固定有热切剪刀165,滑板与设置于第二无杆气缸滑块上的竖向导轨166滑动配合,从而通过伸缩气缸驱动滑板升降,并通过第二无杆气缸驱动热切剪刀纵向移动,进而使安装座向前移动到下一工位后将薄膜裁断。
本实施例中,所述叉送机构包括纵向设置于横向传送带机构上侧的支撑架180,所述支撑架上纵向设置有第三无杆气缸191,所述第三无杆气缸的滑块上设置有由升降机构驱动升降的座板192,所述座板上设置有由横向气缸驱动横向移动的端板193,所述端板的下端横向固定有一对用于叉起底板、矩形压框及矩形压块的叉杆194,所述定位托盘上设置有一对用于避让叉杆的横向凹槽21,从而让叉杆可以更好的将底板、矩形压框及矩形压块叉起。
本实施例中,为了端板更好的横向移动,所述横向气缸的上侧设置有一对横向导轨195,所述端板的上端设置有与横向导轨滑动配合的滑板196。
本实施例中,为了更好的驱动安装座升降,所述升降机构包括与无杆气缸的滑块固定连接的安装板197,所述安装板上设置有上下端分别与安装板转动连接的丝杆198,安装板的上端设置有驱动安装板旋转的步进电机199,所述丝杆上螺接有螺母座200,所述螺母座上竖向固定有下端与安装座相连接的升降板201。
本实施例中,为了实现升降板的升降导向,所述安装板的两侧分别设置有竖向导轨202,所述螺母座的两侧部分别经滑块203与竖向导轨滑动配合。
本实施例中,所述横向传送带机构包括横向平行设置由驱动电机驱动旋转的一对横向传送带11,位于一对横向传送带之间沿横向间隔固定有位于横向输送带上侧的连接板12,横向传送带机构的两侧设置有用以支撑两侧横向输送带上输送面的支撑板13,支撑板贴着横向输送带的上输送面下侧。所述连接板上分别固定有定位托盘20,所述定位托盘的上端面设置有一对与叉杆相对应并用于避让叉杆的横向凹槽21;
本实施例中,所述纵向传送带机构包括由驱动电机174驱动旋转的纵向传动带171,所述纵向传送带上间隔沿传送方向间隔设置有输出托盘172,所述输出托盘的上表面对应设置有一对与叉杆相对应并用于避让叉杆的横向凹槽173。
工作原理:通过吸取机构将地板吸取到定位托盘上,底板随着定位托盘前行,底板运行到取料机构的下侧时,定位托盘停止前行,通过取料机构将网板吸附到底板上,之后带着底板和网板的定位托盘继续前行;当装载有底板和网板的定位托盘移动到覆膜机构下侧时,覆膜机构将薄膜覆盖在底板和网板上并随着定位托盘前行,当覆盖有薄膜的定位托盘运行到取框机构下侧时停止前行,此时取框机构将矩形压框夹取到定位托盘上并套在底板外周以压住薄膜侧边;带有矩形押款的定位托盘继续前行,当移动到压块抓取机构下侧时,压块抓取机构将矩形压块吸取到定位托盘上以压住薄膜,压块抓取机构复位,施压机构前行,并让压块使薄膜贴紧底板,同时裁切机构纵向移动将薄膜切断,之后裁切机构和施压机构后行复位(施压机构初始位置与支撑架紧贴,裁切机构初始位于靠近置物台)。定位托盘继续前行,当移动到叉送机构的下侧时停止前行,叉送机构将底板、矩形压框及矩形压块从定位托盘上叉起并移送到设置于横向传送带机构一侧的纵向传送带机构,从而通过纵向传送带机构输出。而输出的底板(带有网板、薄膜、矩形压框、矩形压块)通过人工将矩形压框、矩形压块取下,即可获得真空自吸附盒的毛坯件,之后再在薄膜与底板贴合的部位涂胶,将多余的薄膜裁切即可获得真空自吸附盒产品。
以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
Claims (10)
1.一种真空自吸附盒成型设备,包括机架,其特征在于,所述机架上设置有间歇前行的横向传送带机构,所述横向传送带机构上间隔设置有用于置放真空膜自吸附盒的底板的传送托盘,横向传送带机构的一侧设置有沿传送方向依次用于放置底板、网板、矩形压框及矩形压块的置物台,横向传送带机构的进料端上侧设置有用于吸取置物台上的底板后放置在定位托盘上的吸取机构,所述吸取机构的前侧设置有取料机构,所述取料机构用于抓取置物台上的网板并叠放在定位托盘上的底板上,位于取料机构的前侧设置有用于将薄膜覆盖在定位托盘上的底板和网板上的覆膜机构,所述取料机构的前侧设置有用于抓取置物台上的矩形压框并叠放在定位托盘上且套在底板外周以压住薄膜侧边的取框机构,所述取框机构的前侧设置有用于吸取置物台上的矩形压块并叠放在定位托盘上的底板上以压住薄膜的压块抓取机构,所述压块抓取机构的下侧设置有可横移并使底板上的压块下压的施压机构,压块抓取机构的前侧设置有用于将薄膜沿相邻两定位托盘之间裁断的裁切机构,所述裁切机构的前侧设置有用于将底板、矩形压框及矩形压块从定位托盘上叉起并移送到设置于横向传送带机构一侧的纵向传送带机构上的叉送机构。
2.根据权利要求1所述的真空自吸附盒成型设备,其特征在于,所述吸取机构包括纵向设置于横向传送带机构和置物台上侧的第一纵向直线滑台,所述第一纵向直线滑台的滑座上安装有第一竖向直线滑台,所述第一竖向直线滑台的滑座上安装有吸取架,所述吸取架下端的横向板下侧面设置有多个吸盘。
3.根据权利要求1或2所述的真空自吸附盒成型设备,其特征在于,所述取料机构包括纵向设置于横向传送带机构和置物台上侧的第二纵向直线滑台,所述第二纵向直线滑台的滑座上安装有第二竖向直线滑台,所述第二竖向直线滑台的滑座上安装有取料架,所述取料架的下端安装有夹指端朝下的手指气缸,所述手指气缸的两个夹指上连接有一对用以夹取网板的夹爪。
4.根据权利要求1所述的真空自吸附盒成型设备,其特征在于,所述覆膜机构包括位于横向传送带机构上侧的用以套装离型膜卷筒的放卷轴,所述放卷轴的下方设置有离型辊,所述离型辊的下方且靠近横向传送带机构的定位托盘上方的位置设置有导向辊,位于离型辊和导向辊之间的后侧设置有用于卷绕保护膜的卷绕筒。
5.根据权利要求1、2或4所述的真空自吸附盒成型设备,其特征在于,所述取框机构包括纵向设置于横向传送带机构和置物台上侧的第三纵向直线滑台,所述第三纵向直线滑台的滑座上安装有第三竖向直线滑台,所述第三竖向直线滑台的滑座上安装有取框架,所述取框架下端安装有夹指端朝下的手指气缸,所述手指气缸的两个夹指上连接有一对用以夹取矩形压框的夹爪。
6.根据权利要求1所述的真空自吸附盒成型设备,其特征在于,所述压块抓取机构包括纵向设置于横向传送带机构和置物台上侧的第一无杆气缸,所述第一无杆气缸的滑块上设置有由升降机构驱动升降的吸盘固定板,所述吸盘固定板的下侧面上间隔设置有真空吸盘,所述升降机构包括与第一无杆气缸的滑块固定连接的固定板,所述固定板上竖向设置有由步进电机驱动旋转的丝杆,所述丝杆上螺接有螺母座,所述固定板的两侧部分别设置有竖向导轨,所述螺母座的两侧部分别与竖向导轨滑动配合,螺母座上固定有下端与吸盘固定板相连接的升降板。
7.根据权利要求1、2、4或6所述的真空自吸附盒成型设备,其特征在于,所述施压机构包括纵向设置于横向传送带机构上侧的压板,所述压板的两端分别设置有伸缩杆与压板固定连接的立式气缸,所述立式气缸的座壳经滑块对应与设置于横向传送带机构侧部的横向导轨配合,所述机架上设置有驱动压板横向移动用于避让压块抓取机构的卧式气缸。
8.根据权利要求1所述的真空自吸附盒成型设备,其特征在于,所述裁切机构包括纵向设置于横向传送带机构上侧的第二无杆气缸,所述第二无杆气缸的滑块上设置有与其竖向滑动配合的滑板,第二无杆气缸的滑块上还竖向固定有驱动滑板升降的伸缩气缸,所述滑板的下端纵向固定有热切剪刀。
9.根据权利要求1所述的真空自吸附盒成型设备,其特征在于,所述叉送机构包括纵向设置于横向传送带机构上侧的第三无杆气缸,所述第三无杆气缸的滑块上设置有由升降机构驱动升降的座板,所述座板上设置有由横向气缸驱动横向移动的端板,所述端板的下端横向固定有一对用于叉起底板、矩形压框及矩形压块的叉杆,所述定位托盘上设置有一对用于避让叉杆的横向凹槽。
10.根据权利要求1、2、6、8或9所述的真空自吸附盒成型设备,其特征在于,所述横向传送带机构包括横向平行设置由驱动电机驱动旋转的一对横向传送带,位于一对横向传送带之间沿横向间隔固定有连接板,所述连接板上分别固定有定位托盘,所述定位托盘的上端面设置有一对横向凹槽;所述纵向传送带机构包括由驱动电机驱动旋转的纵向传动带,所述纵向传送带上间隔沿传送方向间隔设置有输出托盘,所述输出托盘的上表面对应设置有一对横向凹槽。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921516829.1U CN210733287U (zh) | 2019-09-12 | 2019-09-12 | 真空自吸附盒成型设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921516829.1U CN210733287U (zh) | 2019-09-12 | 2019-09-12 | 真空自吸附盒成型设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210733287U true CN210733287U (zh) | 2020-06-12 |
Family
ID=71004870
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921516829.1U Active CN210733287U (zh) | 2019-09-12 | 2019-09-12 | 真空自吸附盒成型设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210733287U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112477092A (zh) * | 2019-09-12 | 2021-03-12 | 福州康派克光电科技有限公司 | 真空自吸附盒成型装置及成型方法 |
| CN113830344A (zh) * | 2020-06-23 | 2021-12-24 | 常州科恩威尔自动化科技有限公司 | 仿形压块组件自动覆膜组装设备 |
-
2019
- 2019-09-12 CN CN201921516829.1U patent/CN210733287U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112477092A (zh) * | 2019-09-12 | 2021-03-12 | 福州康派克光电科技有限公司 | 真空自吸附盒成型装置及成型方法 |
| CN113830344A (zh) * | 2020-06-23 | 2021-12-24 | 常州科恩威尔自动化科技有限公司 | 仿形压块组件自动覆膜组装设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112477092A (zh) | 真空自吸附盒成型装置及成型方法 | |
| CN108995932B (zh) | 自动化手机面壳片料贴标设备 | |
| CN108597686B (zh) | 一种能精准贴胶的软排线管加工机 | |
| CN107046145A (zh) | 动力电池自动合芯贴胶机 | |
| CN110803365A (zh) | 一种用于保护片生产加工的自动组装设备 | |
| CN109592157B (zh) | 一种贴装设备 | |
| CN206059531U (zh) | 一种头部绕胶机 | |
| CN106553036B (zh) | 全自动钢片贴合机 | |
| CN210733287U (zh) | 真空自吸附盒成型设备 | |
| CN211544190U (zh) | 一种用于保护片生产加工的自动组装设备 | |
| CN113955501A (zh) | 一种pcb板隔纸收板机 | |
| CN111703625A (zh) | 一种圆形导光板加工覆膜工艺及其覆膜包装设备 | |
| CN211664374U (zh) | 一种纸制品收集装箱装置 | |
| CN210469914U (zh) | 一种线路软板预贴机 | |
| CN216213508U (zh) | 全自动太阳能板叠层焊接设备 | |
| CN115448587A (zh) | 一种手机钢化玻璃膜生产加工用切割机 | |
| CN210191899U (zh) | 一种编带式片状电子元件的全自动贴装系统 | |
| CN215664159U (zh) | 导热垫片覆膜机 | |
| CN218854905U (zh) | 一种铁芯正反检测装置 | |
| CN217229294U (zh) | Pcb隔纸收板机 | |
| CN116441637A (zh) | 铝件料带切割检测设备 | |
| CN114013717B (zh) | 上顶切断、摇废、检测及变距下料双包装一体机 | |
| CN213974577U (zh) | 一种瑜伽球包装机 | |
| CN110839595B (zh) | 一种赤眼蜂蜂卡包装机 | |
| CN214112956U (zh) | 包装定位装置及电芯打包设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |