CN1165906A - 电热玻璃窗 - Google Patents
电热玻璃窗 Download PDFInfo
- Publication number
- CN1165906A CN1165906A CN97102377A CN97102377A CN1165906A CN 1165906 A CN1165906 A CN 1165906A CN 97102377 A CN97102377 A CN 97102377A CN 97102377 A CN97102377 A CN 97102377A CN 1165906 A CN1165906 A CN 1165906A
- Authority
- CN
- China
- Prior art keywords
- glass window
- lead
- intermediate layer
- bearing surface
- window
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 claims abstract description 16
- 239000011521 glass Substances 0.000 claims description 208
- 239000010410 layer Substances 0.000 claims description 93
- 239000000463 material Substances 0.000 claims description 69
- 238000000034 method Methods 0.000 claims description 48
- 238000010438 heat treatment Methods 0.000 claims description 43
- 239000004020 conductor Substances 0.000 claims description 33
- 230000033001 locomotion Effects 0.000 claims description 32
- 230000007246 mechanism Effects 0.000 claims description 25
- 230000008569 process Effects 0.000 claims description 25
- 230000008520 organization Effects 0.000 claims description 11
- 239000011229 interlayer Substances 0.000 claims description 9
- 239000005340 laminated glass Substances 0.000 claims description 8
- 230000001914 calming effect Effects 0.000 claims description 7
- 238000003475 lamination Methods 0.000 claims description 5
- 230000001360 synchronised effect Effects 0.000 claims 1
- 238000003491 array Methods 0.000 abstract description 3
- 230000005494 condensation Effects 0.000 abstract 1
- 238000009833 condensation Methods 0.000 abstract 1
- 238000007669 thermal treatment Methods 0.000 description 21
- 230000000694 effects Effects 0.000 description 12
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 6
- 239000010949 copper Substances 0.000 description 6
- 229920003023 plastic Polymers 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 229910000679 solder Inorganic materials 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 230000004907 flux Effects 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005485 electric heating Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 238000007731 hot pressing Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 238000000746 purification Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 206010009866 Cold sweat Diseases 0.000 description 1
- 241001397306 Proales Species 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- DHKHKXVYLBGOIT-UHFFFAOYSA-N acetaldehyde Diethyl Acetal Natural products CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 1
- 125000002777 acetyl group Chemical class [H]C([H])([H])C(*)=O 0.000 description 1
- 230000003321 amplification Effects 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000007767 bonding agent Substances 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 238000005524 ceramic coating Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000007634 remodeling Methods 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000012216 screening Methods 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 230000007306 turnover Effects 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10165—Functional features of the laminated safety glass or glazing
- B32B17/10376—Laminated safety glass or glazing containing metal wires
- B32B17/10385—Laminated safety glass or glazing containing metal wires for ohmic resistance heating
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/84—Heating arrangements specially adapted for transparent or reflecting areas, e.g. for demisting or de-icing windows, mirrors or vehicle windshields
- H05B3/86—Heating arrangements specially adapted for transparent or reflecting areas, e.g. for demisting or de-icing windows, mirrors or vehicle windshields the heating conductors being embedded in the transparent or reflecting material
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/017—Manufacturing methods or apparatus for heaters
Landscapes
- Surface Heating Bodies (AREA)
- Joining Of Glass To Other Materials (AREA)
Abstract
叠层玻璃窗(20,50,60,70)。其中,导线(22,56,62,78)沿着非圆弧形线延展,构成了过去已知构造中没有的导线阵列(21,55,63,81)。电流通过导线以加热玻璃窗并消除其表面冰霜。提供了:一种挡风玻璃窗(20),其中大体上所有的透明部分(49)均可加热;一种弧形后玻璃窗(50,60),其中当该玻璃窗安装在车辆上时,导线(56,62)是水平的;以及一种可对玻璃窗雨刷停放位置(71)进行加热的玻璃窗(70)。此外还提供了制造这种玻璃窗的一种方法和构造上述导线阵列的一种装置(90)。
Description
本发明涉及一种电热玻璃窗,尤其是涉及(但不仅仅是涉及)一种含有数个层片的叠层车用玻璃窗,该玻璃窗含有一排排细密的分布在一个层片上并构成加热文件的导线,电流从导线中通过便产生了加热效应。
这种玻璃窗可以用作为小汽车或其它车辆的挡风玻璃窗、后玻璃窗或其它玻璃窗,或者用作为工业车辆的玻璃窗(尤其是挡风玻璃窗)、火车或飞机以及船用玻璃窗等。电加热用来消除玻璃窗表面上的冰霜从而保持玻璃窗的良好能见度。
最简单地,一个叠层玻璃窗由置于两个外层硬性透明窗用玻璃材料之间的一个中间材料内层(“中间层”)构成,但更复杂的叠层玻璃窗包括更多层的中间层材料和窗用玻璃材料,以增大玻璃窗的抗冲击损坏能力并减小玻璃窗的可穿透性。中间层材料通常为柔性塑料(如聚乙烯醇缩乙醛),而窗用玻璃材料可以是玻璃或硬性塑料。已经有的叠层玻璃窗含有两层或多层,其中柔性塑料层为外露层,这样既可以增加玻璃窗的抗穿透能力又可以减少被冲击时产生的窗用玻璃材料碎片划伤的危险。这种塑料外层通常构成玻璃窗的向内面并且进行表面处理以增加其抗磨损能力。
尽管含有导线阵列的电加热玻璃窗问世已有相当一段时间了,但导线可能排列的不同构形数量仍然受到限制,从而在不同应用场合下产生各种缺陷,主要会引起玻璃窗的加热区域的形状与玻璃窗本身的形状不协调。
例如,在美国专利US3,729616中,导线沿直线配置,该专利文献披露了一种含有波纹形电阻线的叠层玻璃窗,该电阻线的波纹具有非平行的随机形式,从而可以减少该玻璃窗用作为挡风玻璃窗时的导线闪光。加热区域通常是矩形的,当这种加热形式用于大体上为梯形(即只有两个平行侧边的四边形)的挡风玻璃窗中时,通常在靠近挡风玻璃窗每一短边处均有一三角形区域不能被加热。显然,这些不能被加热区域上的冰霜将不能被去除,从而损坏了挡风玻璃窗的视见度,在现代挡风玻璃窗中的这些不能被加热区域的相对尺寸是很大的,这一点可从本发明中图1所示的已有挡风玻璃窗中看出来。
GB1,365,785中涉及了电的不连续性和电阻随流通长度而变化的问题,但事实上没有披露出加热导线的任何不同构形。在所描述的矩形和梯形玻璃窗中,导线从一侧边向另一侧边延展,而不是从上至下。但是,导线仍沿平行直线延展,并且所描述的玻璃窗形状(矩形和直边梯形)在现代车辆的玻璃窗形状中并不是典型的;而实际上,玻璃窗含有弧形边并且弧度愈见增大。
EP32,139与US4,395,622相对应,在它描述的加热玻璃窗中,导线沿着在雨刷运动方向上延展的圆弧上敷没。该专利中指出:加热区应当大体上与刷洗区相对应;象US3,729,616中一样也有相当一部分玻璃窗不能被加热。尽管圆弧形敷线思想显然有所创新,但只是对再刷性能有了一定改进,在很少有玻璃窗含有圆弧形边的情况下,该专利提出的加热区形状不能满足现代玻璃窗的需要。
GB1,566,681与US4,209,687相对应,它论述了光线通过电热玻璃窗中细密导线时产生的衍射问题。该专利提出:每一导线均应具有螺旋线构形以消除这种衍射效应。相邻的螺旋线可以根据需要呈平行、梯形、弯曲式波纹关系。但是,该专利中没有提到螺旋线的构造方法以及上述各种关系的构造方法,也没有提及所需特定构形的原因,因此该专利对于寻求新型构形加热导线的专业人员来说没有多大帮助。
因此需要对电热玻璃窗加以改进,使得加热区的形状与玻璃窗所有透明部分或部分透明部分的形状相匹配。现在对需要这种匹配的部分场合加以详细说明。
如上所述,电热玻璃窗可以用作车辆的后玻璃窗(在工业中称为“后玻璃窗”)。加热元件可用导电涂料印制而成,或者(尤其对叠层后玻璃窗)可以利用一排排细密导线来进行加热。由于汽车驾驶员的眼睛不像靠近挡风玻璃窗那样靠近后玻璃窗,因此导线对视见度的减弱不像在挡风玻璃窗中那样影响严重。所以在对加热后玻璃窗敷线时可以使用较粗的导线和较大的间距(和挡风玻璃窗的敷线相比),从而使成本降低。
在安装好的后玻璃窗中,导线通常沿水平方向延展,即从一侧边到另一侧边,而不是从上至下。在加热后玻璃窗的设计中,由于驾驶员通常不需要透过后玻璃窗的最上端和最下端望出去,因此对玻璃窗的整个透明部分加热也不象在挡风玻璃窗中那么重要。加热区的构形更为重要,以便使玻璃窗上驾驶员确实需要好视见度的部分可被加热,同时还应保证玻璃窗外形的美观。由于加热区的形状是可见的,因此它影响着作为车辆一部分的后玻璃窗的整体外形,例如,在一个具有大弯曲度后玻璃窗的小汽车中,玻璃窗的底边以较深的弧度向四周延伸以与行李箱盖或后挡板交切。这一弧线不是圆形的,而是通常在中心处的半径比两侧的半径大。这时按直线或圆弧线敷设的导线便会显得不相称。直线形敷线还在后玻璃窗的下部留下较大的非加热区。
许多小汽车的后玻璃窗上均装有附加刹车灯或停车灯,在工业上通常称为“高位停车灯”。高位安装是为了提高这种停车灯的可见性,但是如果玻璃窗上装有停车灯的部分被霜或雪遮盖,那么显然不能达到预期效果。因此需要对电加热玻璃窗的加热导线进行延展以覆盖这一部分;不过,采用通常的直线或圆弧线形敷线是满足不了这一要求的。
因此,对于适用作为车辆后玻璃窗的电热叠层玻璃窗来说,需要对加热区的形状、尤其是对加热区边界线能够在更大程度上加以控制。在新的加热区形状上,特别当有发散形导线时,保证加热效应的强度没有大的变化也是十分重要的。另外,在实际情况下也不允许玻璃窗的不同区域上霜雾的消除时间存在差异。
车辆上电热玻璃窗的另一种用途是对在冷天里由于冰冻或积雪造成的挡风玻璃窗上不能推动的雨动刷(即挡风玻璃窗雨刷或后玻璃窗雨刷)进行松脱。在与US4,373,130相对应的EP13,970中提出了这种玻璃窗。在所述玻璃窗中,电热元件采用导电涂料印制而成,或把连续金属或半导体层涂敷在挡风玻璃窗的选定区域上而构成。但是并不是所有的工厂都有这种过程所需的相应设备,因此需要寻找对处于停止状态的雨刷进行加热的其它方法。
由上所述可见,上述提及的已知产品的所有缺陷均可以通过提供这样一种电热玻璃窗来加以消除,在这种玻璃窗中,至少一部分导线沿着不同于以前技术中的直线或圆弧线来敷设。尽管过去曾认为按不同构形配置导线在实际中是不可行的,但是现在却惊奇地发现采用一种相当简单的方法(将在下面描述)对一种用来敷设导线的已知类型装置进行修改从而以实用经济的方式构造导线是可以实现的。此外,还可以把加热区新构形上的加热效应强度控制在合理的变化范围内。
本发明中提出了至少由两层窗用玻璃材料和至少一层分布在窗用玻璃材料层之间的中间层材料叠合而成的一种电热玻璃窗,该玻璃窗还含有:
-一排排支承在一层材料上的细密导线,
-用来把导线阵列连接到电源上以使电流流过导线并加热玻璃窗的电气连接机构,其特征在于:至少一部分导线沿着非圆弧形线延展。
本专业人员都清楚,本发明中的“电气连接机构”通常是指用来连接导线的任何组件,包括导电条;引线;接头;薄片接头以及其对应插座等。导线的延展线是虚设的,只有在玻璃窗制造过程中确定敷设导线时,导线的延展线位置才可以观察到。导线本身是波纹形的,或者局部规则或不规则形的,其目的是为了消除不良光学效应,这一点将在以后详细说明;因此,由于本发明主要涉及导线在整个玻璃窗上的构形和取向并且还涉及导线的更小程度的构形(如波纹形),所以仅仅从非圆弧形导线来理解本发明是不准确的。可以看到把波纹形或非波纹形导线沿本发明所述的线形敷设是可以实现的。
非圆弧形线是指曲率半径沿其长度变化的线;就是说,如果沿线每隔一段距离测量曲率半径,可以发现该曲率半径在不同点处的值是变化的。至少线的某些部分是正弦形、抛物线形或双曲线形。一条线可以包含两段或更多、最好为4段的相连圆弧,相邻段圆弧的半径是不同的。
至少部分导线的延展线大体上平行于玻璃窗的一边。
在本发明的第一个实施例中,玻璃窗含有至少一对对置的非平行边,至少一部分导体沿着分散线延展以使导线阵列大体上分布在玻璃窗的整个透明部分上。由于本实施例中加热区延展到挡风玻璃窗侧边上的车身支柱(在汽车工业中称为A-柱)处,因此本实施例尤其适用作为车辆的挡风玻璃窗。
通常,玻璃窗为梯形,但带有弧形边,并且至少一部分导线在从梯形的两个大体上平行边的较短边到两个大体上平行边的较长边的方向上沿着发散线形延展。
在第二实施例中,针对已安装好的玻璃窗导线从一侧边延展到另一侧边,即平行于玻璃窗的上下边。由于在这种配置中,本发明中的导线构形用来对玻璃窗上驾驶员通常需要看清的区域进行加热(即使在深弧形后玻璃窗上),因此本实施例尤其适用作为后玻璃窗。此外,本发明中避免了对玻璃窗上驾驶员不特别需要高视见度的区域进行加热,因此防止了能源的过多消耗。在大多数后玻璃窗中,玻璃窗上安装后构成底边的边也是玻璃窗的最长边。
大部分车辆的玻璃窗是弧形的(不管是挡风玻璃窗还是后玻璃窗等),并且按一预定倾角安装。当玻璃窗按上述角度安装好时,导线大体上是沿水平方向配置的。
由于当驾驶员透过后视镜观察时加热区的上下边界是水平状态,因此本实施例的上述特点对于后玻璃窗是有利的。它还可以使得玻璃窗的加热区与小汽车的优美外观溶为一体。
在第三实施例中,导线阵列分布在玻璃窗的用作为玻璃窗雨刷停放位置的那一部分上。如上所述,玻璃窗雨刷可以是挡风玻璃窗雨刷或是后玻璃窗雨刷。通过使导线沿非圆弧形线配置可以容易地使加热区形状覆盖雨刷的所有停放位置(通常称为“停放区”)。过去,当导线沿直线配置时,就很难做到这一点。例如,如果雨刷的停放位置靠近挡风玻璃窗的下弧形边,那么由于导线不可避免地与该边的弦相交,所以很难使导线非常靠近该边。
当雨刷停放在玻璃窗的不透明部分、尤其是含有暗带的部分上时,由于该带部分通常靠近并平行于玻璃窗的边从而具有这些边的弧度,因此把导线沿非圆弧形线敷设也是有利的,沿着适当的弧形路线配置导线可以把所有导线敷设在非透明部分上,在这部分上,导线是不可见的。象过去技术一样,当导线只能沿直线配置时,导线就会与暗带弧段上的弦相交;换言之,导线就会令人讨厌地越界进入玻璃窗的透明部分。
为了制造上述本发明的各个实施例,必须对在制造普通电热玻璃窗中使用的已有过程和装置进行改进。尤其是,过去用来装配导线阵列以作为加热元件部分的装置(常称为敷线机)已经不能适用来提供所需的各种导线构形。
在US3,795,472(前述US3,729,616的一个组成部分)中论述了一种已有装置。绕线机含有一个转动安装的圆筒,在圆筒的一侧带有一个供线机构。需要敷线的一片中间层装在圆筒上并转动,同时导线由供线机构供给。该供线机构沿着平行于圆筒转轴的方向逐渐移动,从而在中间层上置入连续导线圈,每一导线圈相距其前一导线圈一定间距从而制做出环绕圆筒的螺旋线形圈。沿圆筒表面上的轴线并在中间层的两个相邻边中间的间隙内切开导线圈,从圆筒上去除中间层片并把该中间层片放置在一层窗用玻璃材料上,以装入叠层玻璃窗中。
该装置生产的产品中,导线是沿平行的直线形排列的,尽管严格地说,由于随机取向一波纹的存在,导线并不是精确平行的。在这种装置上制造不出上述的改进型敷线产品来。
在EP443,691中论述了另一种含有圆筒的敷线机。尽管对US.3,795,472的机器作了多种改进,但并没有涉及到导线排列线的取向问题,在成品玻璃窗中,所用导线仍沿直线和平行线形排列。
在EP32,139中论述了一种不同类型的敷线机。它包含有一个放置中间层片的平台,一个置于平台上方并横跨平台上的滑桥和一个滑动安装在滑桥上并装有一连接杆的敷线部件,而连接杆绕一垂直轴转动。敷线部件在滑桥上作来回的往复运动,但是由于滑桥本身也可作往复运动并且敷线部件被连接杆约束,因此最后的运动轨迹是圆形的。在EP32,139中还论述了机器的二种工作方式,一个方式生产出常半径的圆弧线,而另一种方式生产出连续的同心圆弧。因此该专利文献中并不能帮助专业人员生产所需(见前述)的各种构形的导线阵列。
总之,所有这些已有的敷线机都不适用于制造出前述的改进型敷线产品来。
已经发现,一个简单的改进的过程和装置可以制造出前述的所有改进型敷线产品;其中的改进包括:为供线和调线机构(即“敷线架”)提供一个附加运动自由度并提供相关的控制附加运动的控制机构。
根据本发明所述,首先提供了一个用来制造权利要求1中所述电热玻璃窗的过程,部分制造过程是在这样一种装置上完成的,这种装置包括:一个可绕轴线转动并用来支承中间层材料的环形支承面,一个用来供给导线并把导线敷设在中间层材料上的敷线架;支承面和敷线架可沿着平行于上述轴的方向作相对运动,该过程包括以下步骤:
-把一片中间层定位于支承面上,
-使支承面转动,
-在支承面的转动过程中利用敷线架把导线敷设在中间层材料上,从而可在中间层材料上构成连续的导线圈,
-当已经敷设了所需圈数的导线时便支承面停转,该制造过程的特征在于:
-沿着平行于轴的方向切断导线圈,从而导线圈可以展开成一通常为平坦的导线阵列,
-从支承面上去除已敷线的中间层并且为导线阵列配置电气连接头,以及
-把中间层材料片装入叠层玻璃窗中,其中,敷设导线的过程包括:
-转动支承面并使敷线架在平行于上述轴的方向上相对于支承面做往复运动,并且与支承面的转动相配合,从而在中间层材料上敷设导线阵列,其中至少一部分导线沿着非圆弧形线延展。显然,支承面和敷线架之间的相对运动可以由支承面的单独运动提供,或由敷线架的单独运动提供,或由支承面和敷线架的共同运动提供。
其次还提供了一种电热玻璃窗制造过程中用来把一排排导线构造在一片中间层上的装置,该装置包括:一个可绕轴线转动并用来支承中间层材料的环形支承面以及一个用来供应导线并把导线敷设在中间层材料上的敷线架;支承面和敷线架可在平行于上述轴的方向上作相对运动。
其特征在于:用来使支承面和敷线架在上述方向上作相对往复运动的驱动机构以及用来控制驱动机构使敷线架的往复运动与支承面转动相配合的控制机构,从而敷线架可沿非圆弧形线敷设导线。
尤其是,敷线架可动地安装在沿着平行于上述轴方向延展的细长部件上,并且由驱动机构推动而沿着上述细长部件作往复运动。
下面参照附图对本发明的优选实施例加以说明,其中各图中相同的部件是有相同的参考标号,图中:
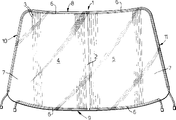
图1为表示一个沿近似垂直于玻璃窗表面方向看到的已有电热玻璃窗的全视图;
图2为表示按照本发明的沿图1中相应方向看到的电热玻璃窗的第一实施例的全视图,该电热玻璃窗适用作为挡风玻璃窗;
图3为表示沿图2中线III-III剖开的玻璃窗边缘部分的放大截面示意图;
图4为表示按照本发明的沿图1或图2中相应方向看到的电热玻璃窗的第二实施例的全视图,该电热玻璃窗适用作为后玻璃窗;
图5为表示装有按照本发明第二实施例的另一种构型的电热玻璃窗的小汽车后部的立体示意图,这种电热玻璃窗与图4中的玻璃窗类似但弯曲弧度更深;
图6为表示配置在图5玻璃窗中层间材料的一排排加热导线的平面示意图;
图7为表示按照本发明的沿图1、2和4中相应方向看到的电热玻璃窗的第三实施例的全视图;
图8为表示用来敷设加热导线以制作本发明玻璃窗的装置的立体示意图,该装置含有一个形如圆柱筒的环形支承表面;
图9a为把图8中圆筒的柱状支承表面表示成一个平直矩形的示意图,这样就同时可以看到整个表面,表示了制作图1中所示类型的两个已有玻璃窗时的导线敷设方法;
图9b与图9a类似,表示了制作按照本发明第一实施例的两个玻璃窗时的导线敷设方法;
图9c与图9a和图9b类似,表示了制作按照本发明第二或第三实施例的一个玻璃窗时的导线敷设方法。
图1表示了一个适用作为机动车挡风玻璃窗的已有电热玻璃窗。它包含有由一排排细密导线3所加热的区域2。导线配置在位于各个导电条6之间的两个加热元件4和5上,电流通过导线分别供入两个加热元件中。
显然当加热导线在所述类型的加热玻璃窗中互相非常接近时,不可能按实际玻璃窗中那样画出所有导线。因此应当注意到在图中只表示出了一部分加热导线并且这些导线间的间距比实际状态中的大一些。此外,为了避免绘图员过多的重复性工作,当导线覆盖区域相对较大时,在该区域部分就不画出导线,而是用点划线来代表覆盖区的范围。
玻璃窗1通常为梯形,有两个平行边8和9和两个非平行边10和11。所有这些边均稍具弧形。
加热区2所含有的平直导线是相互平行的,这样,加热区2为矩形,因而两个三角形区域7便得不到加热。简单地把平直的平行导线延展到区域7上是行不通的,其原因在于:要想得到满意的合理均匀加热性能,每根导线3的电阻(即长度)就必须保持大约一样。
可以使用EP443691中的过去已有的导线敷设装置来制作含有平直的相互平行加热导线(图1所示)的玻璃窗。
图2表示了按照本发明第一实施例的电热玻璃窗。该玻璃窗20适用作为加热的挡风玻璃窗并由大体上沿玻璃窗的整个透明部分延展的加热机构加热。玻璃窗具有长边29和30以及短边31和32,长边大体上相互平行,从而玻璃窗的总体形状为梯形,但各个边均稍有弯曲。当该玻璃窗用作为挡风玻璃窗时,长边29构成上边、长边30构成底边,而短边31,32分别构成挡风玻璃窗的侧边。
图3为表示沿图2中线III-III剖开的玻璃窗20的截面示意图,该玻璃窗20包括两层可以弯曲的窗用玻璃材料,含有玻璃窗20外表面44的那一层被称为外层40,含有玻璃窗内表面47(即上玻璃后对着汽车内部的玻璃窗表面)称为内层41。复层40,41可由任何硬的透明片状窗用玻璃材料(如各种塑料)构成,但优选材料是玻璃。复层还含有表面45,46,这两个表面通过一层中间层材料42(为透明的成品)粘接在一起,中间层材料42分布在复层窗用玻璃材料之间。中间层材料通常由某种塑料构成,这种塑料是有合理的物理化学性能以把复层窗用玻璃材料粘接在一起,同时还具有必要的安全性和光学性能等。聚乙烯醇缩丁醛(“PVb”)是一种合适的层间材料,但也可以使用其它材料。如前所述,还存在着含有更多或更少层片的其它多层玻璃窗结构。
仍参照图3,一个基本上不透光的带43(在汽车玻璃业中称为暗带)配置在一个层片的一个表面的周边上,最好配置在外层40的内表面45上。暗带43可以为由陶瓷涂料(烧结)构成的印制涂层。当挡风玻璃窗在适当位置上玻璃时,暗带用来遮护汽车车体的安放凸缘;而当玻璃窗用粘接法上玻璃时,暗带不仅可以遮蔽而且可以保护粘接剂和/或密封剂不受光线(尤其是光线中的紫外线)的损害。在这种结构形式中,玻璃窗透明部分的起始位置即是没有被暗带遮住部分的起始位置。图3中,虚线I-I把不透明部分48和透明部分49区分开来。
暗带43最好配置在外层40的内表面45上,其原因在于:在这位置处,该暗带能够遮蔽诸如位于中间层42周边上的导电条等部件,为此,在图2中略去了暗带以便使导电条显露出来。如果暗带配置在诸如表面47的不同表面上,就可以在内表面45上涂覆上有机底层涂料,从而也可以遮蔽中间层周边表面上的部件。
仍参照图2可见,尽管完全可以把导线配置在层间材料层的外表面上或配置在层片的中间(复合层片时尤其可以这样配置),但是玻璃窗20最好由含有一排排细密的、配置在层间材料层内表面上的导线22的加热机构加热。的确,本发明还包括导线配置在其它层片之一表面上(只要受到适当保护)的玻璃窗、该导线阵列可由两个或多个加热元件23,24构成,每个部件均有其自己的电源输入源。这种配置非常适用于大型玻璃窗,因为当这种玻璃窗由标称12V汽车电源供电时,输入电流很大。把导线阵列分成两个独立供电的元件可以减少各种为每个元件供电的电气连接装置上的负荷;显然,部件的数量可随挡风玻璃窗的尺寸而定。
在图2的玻璃窗中,两个元件23和24配置在形如导电条的电气连接装置之间。因此,有两个沿至少挡风玻璃窗上边29延展的导电条25,26和两个沿底边30延展的导电条27,28。导电条一般为金属带,如3-6mm宽(最好为6mm宽)且0.04-0.08mm厚的铜带。铜带上最好镀上一层锌材料或锌合金(Sn∶Pb比为60∶40)以保护铜带不受氧化。
在这种挡风玻璃窗中,上导电条25,26环绕上部拐角向下延伸到挡风玻璃窗的侧边31,32。导电条25,26,27,28可以通过小的连接头焊接到浮动引线33上,引线33上含有适用和电压源相接的端子34。另一方面,也可以把普通的薄片连接头焊接到导电条的端部,而引线接到薄片上。这些引线、连接头、端子和薄片也构成了电气连接装置。
导线22最好通过另一片导电条带(未示出)连接到导电条带25,26,27,28上,导线夹在两个导电条带之间,在至少一个导电条带的一个表面上配置有一层低熔点焊剂,从而在热压下焊剂熔化以便为导电条带和导线间提供良好的电气连接。专利EP385791中披露了这一技术。
导线22最好由钨构成,并且对于标称工作电压12V来说,导线22最好为10~30μm厚度;具体说,用于挡风玻璃窗的导线阵列21可以根据挡风玻璃窗尺寸和导线间隔不同而含有300~900根导线。后玻璃窗可以含10~300根导线。导线沿着非圆曲率线延展,在本实施例中,导线分布状态是这样选择的,即导线阵列21大体上在玻璃窗的整个透明部分49(如图3所示)上延展。因此,导线沿着从玻璃窗一个长边(上边29)到另一平行长边(底边30)的方向延展。
这种玻璃窗在距底边30上方很短距离的位置处具有最大宽度,因此导线接近底边时有一个较小的收敛角;但总体来说,导线是向下延伸的。可以说,导线呈扇形扩展,因此靠近短边31和32的导线大体平行于相应的短边。显然,这种导线分布状态也可以认为是沿着从底边30到上边29的向上的总体收敛方向延展的。
这种结构中,除非另有说明,加热导线延展的线形(如,“直线形”或“非圆弧形”)的起始位置就是中间层材料置于平面上时的线形起始位置。当中间层材料装入弧形玻璃窗时,在该材料置入窗用玻璃材料的弧形层片之间的过程中,导线显然会具有窗用玻璃材料的曲率,因此导线会改变其在中间层材料是平坦时的形状。变化程度取决于玻璃窗的弧形深度和半径。
如前所述,图2和图3的玻璃窗尤其适用作为汽车的挡风玻璃窗。本专业技术人员都知道:与来自点光源(如对面驶来车辆的前灯之一)的亮光穿过具有排排细密导线的挡风玻璃窗时,就会产生不良的二次光学效应(可以认为是由于导线反射所致),这种二次光学效应会干扰驾驶员透过挡风玻璃窗的视线。常常采用的有效方法是:玻璃窗20的导线22一般具有波纹以减少这种效应,例如这些导线22可具有正弦波形状。也可以采用其它形状,如锯齿形或螺旋线形或采用自然界的任意形状。
重要的是:所选择的玻璃窗(尤其是挡风玻璃窗)中导线的分布状态能够保证在加热区上获得均匀的加热效果(例如,可以用热功密度来度量)。加热效果的均匀性受导线间距和阻值的影响,因此设计新的导线构形时应当控制这些参数。业已证明:挡风玻璃窗透明部分中的大部分导线的最大间距不应超过10mm,最好小于5mm,并且在重要的视区内,该间距最好为3mm或更小。在后玻璃窗中,导线的最大间距不应大于30mm,最好小于20mm,小于10mm更好。相邻导线不应相互接触,这样最小间距由导线敷设时的定位精度和使用时的弧度来确定。短导线的电阻值最好至少是长导线电阻值的50%,至少是70%更好,在某些要求加热特别均匀的情况下,至少是80%。
控制这些参数能够使玻璃窗(如挡风玻璃窗)上不同位置处测量的最大加热功密度与最小加热功密度的比值小于2.0,最好小于1.5,小于1.3更好。后玻璃窗中的加热功密度可以有类似的变化,或者可以有意把导线配置成密距的两个或三个线组以在每个线组附近的冰霜得到局部快速净化,这样就形成了水平净化“带”,早在后玻璃窗的整个加热区域得到净化之前,通过这种水平净化“带”就可以得到一定后视性。
图4表示了按照本发明的电热玻璃窗的第二实施例,该实施例尤其适用作为汽车的后玻璃窗。这种玻璃窗50的许多部分均与第一实施例(图2和图3)中所述的玻璃窗20的相应部分相同,因此不再作进一步说明,或者在下面的第三实施例中加以说明。这些部分包括玻璃窗的构成,即窗用玻璃材料层和中间材料层;任何暗带的使用和详情;用作为导线、导电条和其间连接的材料。
玻璃窗50近似为梯形,有二个稍具弧度的大致平行的长边51,52(52为最长边)和两个不平行的稍具弧度的短边53,54。一排排细密导线56从第一导电条57延伸到第二导电条58。导线沿着大体上平行玻璃窗长边51和52的非圆弧形线延展。玻璃窗是弧形的并按一定的预置倾角安装,导线的弧度是这样选取的,即当玻璃窗按上述预置角度安装时,导线大体是水平的。事实上,考虑到玻璃窗的弧度,每根导线在一系列的大体上水平的平行平面内延展。为得到这些效果所需要的导线的非圆弧性取决于玻璃窗的弧度。大部分玻璃窗在两边(即图4中边53,54)具有更大的弧度。例如,对某一具体的玻璃窗,导线延展的线形曲率半径R可能从中点的R1=1240mm变化到靠近边部的R3=1090mm,在两者两间点的半径为一中间值R2。对于另一玻璃窗,R1可为4000mm,R2为3800mm,R3为3000mm。R1,R2和R3的位置见图4。
上述构造方式可以使由导线阵列55的加热区得到有效利用,从而提高车辆驾驶员的能见度。同时还可以美化汽车外观;如果导线沿直线分布,那么在装好的玻璃窗中,这些导线就会靠玻璃窗中心的顶边,同时加热区的形状也会与玻璃窗的整体风格不相称。
如上所述,由于后窗远离驾驶员的眼睛,因此导线对驾驶员视觉产生的不良光学效应没有挡风玻璃窗那样严重。这样,后窗50的导线56不必象挡风玻璃窗那样细密分布,同样,也不必使用波纹线,如波形线。
图5表示了本发明第二实施例的一种改型。图5的玻璃窗60也是用来作为车辆后窗(示出的车体61部分),但是玻璃窗具有更深的弧度,并且不是梯形。为了加热这种玻璃窗中的所需区域,导线不仅要沿着圆弧形线配置,并且导线的间距还应沿长度上变化,即导线朝着玻璃窗中心呈发散形。
图6表示了图5中玻璃窗60的导线62阵列63。阵列63在一段中间层材料64上是平直的,即玻璃窗装配前是平直的。之所以这样设计阵列形状,是为了使导线在图5中所示的装好玻璃窗内大体上是水平的。
仍参照图5可见,至少有一部分导线沿着与玻璃窗长边(即底边65)大体上平行的线形延展。须注意到,为简化起见,图5和图6中略去的导电条的暗带。
如果要在后玻璃窗内的较高处安装一个或多个停车灯以使车灯可以透过玻璃窗看见,那么加热区就要作相应延展。通常,这种灯可以安装在后玻璃窗顶部中心或底部中心处,无论在什么位置,加热区的顶部或底部边界在玻璃窗中的位置要么足够高或者要么足够低,以保证玻璃窗上车灯透过的部分没有冰霜存在。
图7表示了本发明的第三实施例,它由含有电热雨刷放置区的玻璃窗70构成,即构成加热元件的导线阵列81分布在玻璃窗70的一部分71上,这部分71用作为雨刷停用时的放置区。玻璃窗的其余部分可以采用另外的加热元件。玻璃窗70具有长边72,73和短边74,75,并且可用作为挡风玻璃窗或后玻璃窗。用作挡风玻璃窗时,用作为雨刷停放区的部分71可位于车辆罩壳下方,从而雨刷停放位置不在视线内。在用作挡风玻璃窗和后玻璃窗的两种情况下,玻璃窗上均含有图2和图3中所述的构成暗带的不透明部分。虚线76表示了暗带内边界的一个可能位置;要显示出作为不透明区的暗带显然会使视图模糊不清。暗带的外边界非常靠近或与玻璃窗的周边77重合。导线78最好配置在由玻璃窗中暗带构成的不透明部分上。
从图7中可以清楚地看到导线沿非圆弧形线延展的优点。导线78在最长边73的中部可以沿着大体上与最长边73平行的相对较大曲率半径的弧线形延展,但是朝向拐角处时,导线的弧度增大以使得导电条79,80很容易靠近玻璃窗的侧边74,75。如果导线沿圆的弧长延展,就不可能在保持导电条非常靠近侧边74,75的同时,又要使导电条靠近长边73(而这通常是有利于与车辆接线室相连的)。在导线沿直线形延展的极端情况下,要么这些导线距离雨刷停放位置太远,要么必须在长边73的中间引入第三导电条,这样,导线可以配置在相对有一定角度的两个接线排中,而第三导电条由两个接线排共用,这种方法既不精致又十分昂贵。
图8表示了用来把上述三个实施例的各种结构中的加热导线沿非圆弧线敷置的一种装置90。该装置90包括基体105,敷线架95和用来支承一片或多片中间层材料92(“中间层”)的环形支承表面91。该支承面91由柱状圆筒93的弧形表面构成,而柱状圆筒93可绕虚线X-X代表的转轴沿箭头Y方向转动。圆筒93由从基体105内的电动机(未示出)传输出动力的皮带106驱动。可以对支承面91进行钻孔,同时减小圆筒93的内部空气压力从而把片状中间层吸触在表面上。例如,圆筒的内部可与一个外部抽气装置相连。
为支承面91和敷线架95之间提供相对运动的最好方法是把敷线架95装在一细长部件上以便沿与圆筒的转轴X-X平行的方向作滑移运动。在图8中,细长部件就是沿平行于轴线X-X方向延展并位于圆筒93一侧的两个导轨94。也可以有许多其它的配置方式来为敷线架95提供平移运动。
敷线架95包括供线机构和把导线敷置在片状中间层92上的机构。导线由卷线筒99通过滑轮或索钩100等机构提供,该卷线筒99上还可以配有开卷导线的机构,由卷线筒99提供的导线利用平定辊96与中间层92触接。卷线筒和导线引导机构的配置状态应使导线具有轻微张力,这样可以有助于正确地对导线进行敷线和控制。
当被敷线的中间层用于挡风玻璃窗时,敷线架还包括用来使导线产生波纹的机构,例如啮合的小齿轮或伞齿轮101,102,导线通过这些齿轮后即产生波纹状。导线引导机构、波纹生成齿轮和平定辊均装在臂杆107上,波纹生成齿轮通过附架108装在臂杆107上,而平定辊通过一个可转动铰接头109与臂杆107相连。
把与中间层触接的导线粘附在中间层上的一个有效方法是加热导线,由于中间层受热时发粘,因此热的导线势必粘附在中间层上。加热导线的一个有效方法是使导线中通过电流,因此敷线架上最好含有用来对导线上靠近与中间层的触接位置的那一段施加电压的机构。为此目的一个有效方法是利用连接在电压源(未示出)上的电接头103、104在平定辊96和波纹齿轮101,102之间施加电压。
平定辊96可绕穿过其中心的轴线110转动,因此当平定辊把导线压入中间层表面时可在中间层上滚动。为了适应导线敷设曲线的方向上的变化,平定辊和部分臂杆107还可绕大体上与平定辊转轴方向垂直的第二轴线转动。该第二轴线由图8中线V-V表示,箭头W表示转动方向,平定辊、铰接头和臂杆绕之转动的轴线V-V最好大体上与平定辊96和支承表面91(或中间层)触接点处的支承表面91的切线方向垂直。此外,作为使平定辊的敷线架95的其它部分旋转的另一种方法,平定辊96和其安装铰接头109也可由其自身旋转。这时,转动轴向平定辊平移,从而穿过平定辊和支承表面上中间层之间的接触点,同时,第二导线引导机构(未示出)可以配置在平定辊附近以便旋转时的平定辊加以定位。
敷线架95还含有驱动机构97(如电动机)以推动敷线架沿导轨94作来回往复运动(由图中箭头U所示)。该往复运动附加在由箭头T表示的向前运动上。换句话说,驱动机构既能够驱动绕线架从圆筒一端向另一端运动,还可以使绕线架在向前运动的过程中作往复运动。驱动机构97可能产生的多种运动由控制机构98来控制,控制机构98最好为NC(数控)控制机构,该控制机构使得敷线架的往复运动与圆筒的转动相配合。这种装置的进一步细节可从EP443,691中查到。
尽管在图8中只能见到一片中间层材料92,但是希望能够一次在两片或更多片的中间层材料上敷线。图8表示了在一片中间层92(用来制作挡风玻璃窗)上敷设的导线(中间层片“敷线”)。但机器90的一个优点是其具有多用性,它可以在一次工作过程为两片或多片中间层材料敷线,也可以用不同构形的导线为不同形状的中间层片敷线从而制造出前述玻璃窗的不同实施例。
图9表示了各种可能的导线构形的一些示例。在图9a中,表示了对两片中间层材料12敷线的配置方式以制造出图1的已有玻璃窗,而在图9b中,表示了制造图2中玻璃窗的一种配置方式。最后,在图9c中,表示了制造图4中玻璃窗的一种配置方式,对其进行稍加修改还可以制造图5和图7中的玻璃窗。在所有示例图中,圆筒93柱状环形支承面91均表示成矩形,就象表面可以切开并展平一样。
把中间层配置在支承面上所要考虑的一个重要因素是节省面积,因此可能的话,在一次工作过程中对两片或多片中间层进行敷线。显然,这里的潜在影响因素是车圆筒尺寸相比较的玻璃窗尺寸。按照图9a所示,中间层片12置于具有大体上与长边8、9平行的弧形表面91上。这使得中间层片叠垒从而相互间十分接近,这样就能够使在给定圆筒上成对敷线的中间层片尺寸达到最大限度。
但是,由于导线需要在两片中间层间为下一片校准用的区域内转过两个尖弯角,因此中间层片的这样配置使得导线沿着通常平行于片的短边31、32的分叉线敷设更加困难。所以可以选用中间层片的不同配置方式以使敷线更快、更可靠地进行。尽管这会使支承表面上的面积使用效率降低,但设计人员也不得不首先加以采用。
图9b表示中间层片92在支承表面91上的一种配置方式,当该中间层片用来制造图2所示的挡风玻璃窗时即可选用这种方式。两个中间层片中的每一个层片的两个平行边的较长边30邻近配置,这样,两片中间层呈具有沿两条较长边间中线大体上镜向对称的对置关系。由图9b可见,导线22敷设线构成了连续曲线,从而使得绕线架95可以直接从中间层的一片转移到另一片上而不用转过任何尖的拐角。显然,如果支承面足够大,中间层片的数量可以增加到4个或更多。
图9c表示了一种适用于制造图4中加热后玻璃窗的一片中间层120的有效配置方式,其中导线56基本上沿着中间层片的较长边方向延展。如果支承面91足够大,那么就可以在一次工作过程并排对两片中间层进行敷线,例如使用两个相互配接并由一个单一控制机构98控制的两个线架即可完成。
现在将对把导线敷设成所需构形的控制机构的一种有效编程方式加以说明。当制造如图4所示的玻璃窗时,采用的方法是限定两条非圆曲线121,122(图9c),上导线和下导线分别沿此线敷设。采用插值法可以计算出中间曲线,从而构成了从上至下的连续变化。如果每根线均由端端相连的三段或四段弧线组成,计算就可以简化。
当然,还可以对控制机构编程使导线按等间距方式敷设,或者在玻璃窗的不同区域内按不同密度敷设导线。
同样,要敷设图6中所示的导线(以制造图5中的玻璃窗),就须限定上下导线敷设线的弧度和编制该玻璃窗的相应程序。由此可以看出图9中所示的绕线构形是如何被修改以适应其它玻璃窗的。
曲线的计算可以由数控(NC)机构本身来完成,也可以由一独立计算机来完成以简化控制机构。
现在将对按照本发明的加热玻璃窗的制造方法(包括绕线装置90的工作过程)中的突出特点加以说明。
一片切割成所要制造玻璃窗形状和大小的中间层放置在清洁环境中的水平表面上。把数个镀锌铜带定位在中间层上以起到导电条的作用,然后把中间层片配置在敷线装置90的环形支承面91上并利用EP443691中的普通机构加以定位。第二片中间层也可以按照前述相同方法定位在圆筒上。
在敷设导线的过程中,如同EP443691中披露的那样,圆筒93转动并且绕线架95沿导轨94前行。此外,敷线架沿导轨94的往复运动与圆筒的转动相配合。敷线架对于圆筒的每一转可以作整数次的往复运动,这样,圆筒每转动一整圈,敷线架几乎返回到其起始位置(但不是完全返回到其起始位置),其差值等于圆筒上导线连续绕圈间的间隙。当圆筒上置有两片制造图9b所示玻璃窗的中间层或一片制造图9c所示后玻璃窗的中间层时,绕线架的运动与圆筒的转动同步,因此对于圆筒的每一圈转动,敷线架作一次往复运动。圆筒转动和敷线架运动的联合作用使得导线可沿非圆弧线敷设。一圈圈导线被敷设在圆筒上,但与以前的技术不同,这一圈圈导线不是螺线形的,其原因在于:敷线架往复运动使得每圈导线产生螺旋失真。
往复运动幅值随着绕线架95在导轨94上的位置而变化。对于从上到下的挡风玻璃窗的敷线,当敷线架到达在导轨上的极限位置时,该幅值最大,而在中间位置处最小。事实上,如果挡风玻璃窗需要沿直线敷设导线(如其中心线,即沿镜面对称的轴线),那么在敷设该导线的过程中,绕线架就完全不做往复运动。
对于一定的圆筒转动速度,敷线架沿导轨的滑动速度(当敷线架在一片中间层的敷线过程中)随着往复运动幅值而变化。当幅值较大时,敷线架在每次往复运动中需要沿导轨运动较大距离,因此滑动的速度相应也较大。
这一过程的优点之一在于可以快速并经济地对多片中间层进行敷线。尽管精确的工作时间随着诸如所需制造玻璃窗中的导线数量,但一片或两片中间层(即配置在支承面上的总片数)的敷线时间少于3小时,或少于2小时,甚至少于1小时。
当敷线完成后,从圆筒上取下中间层片并又放置在一水平面上,在已经定位的配置有导线的镀锌铜带上再敷上镀锌铜带并加以焊接定位,从而导电条在导线与导电条触接的区域内具有双层或“叠层”结构(就象EP385 791中披露的那样)。
再根据已知的实施步骤就可以完成玻璃窗的制做工作,因此以下只加以简述。装上电气连接机构(如浮动引线、连接头等),同时在窗用玻璃材料的互补层片间置入已敷线的中间层片。从中抽出空气并在热压器中施以高温高压以使中间层材料与窗用玻璃材料层粘附在一起。如果在导电条带的长度段上预先涂上低熔点焊剂,那么该焊剂在热压过程中即融化并保证了导线和导电条间的良好电气连接性。
Claims (19)
1.至少有两层窗用玻璃材料叠层并且在窗用玻璃材料叠层间至少有一层中间层材料的电热玻璃窗包括:
敷设在其中一层上的一排细密导线;
用来把导线排与电源相连的电气连接机构从而使电流通过导线并加热玻璃窗,其特征在于:至少一些导线沿非圆弧形线延展。
2.按照权利要求1所述的玻璃窗,其特征在于:导线延展线中的至少一部分线大体上平行于玻璃窗的一边。
3.按照权利要求1或2所述的玻璃窗,其特征在于:含有至少一对对置的非平行侧边,至少一部分导线沿发散线形延展从而导线排大体分布在玻璃窗的整个透明部分上。
4.按照权利要求3所述的玻璃窗,其特征在于:玻璃窗大体上为梯形,但具有弧形边,并且至少一部分导线沿着发散线在从梯形中两个大体上平行边的较短边朝向两个大体上平行边的较长边的方向上延展。
5.按照任何前述权利要求所述的玻璃窗,其特征在于:在玻璃窗上不同位置处测量的最大加热功密度与最小加热功密度之比小于2.0。
6.按照权利要求5所述的玻璃窗,其特征在于:上述比值小于1.5。
7.按照权利要求2所述的玻璃窗,其特征在于:导线延展线中的至少一部分线大体上平行于玻璃窗的最长边。
8.按照权利要求1所述的玻璃窗,其特征在于:玻璃窗是弧形的并适用作为车辆玻璃挡板,该挡板以一预定倾角安装,当玻璃窗以上述预定角度安装时,导线大体上呈水平配置。
9.按照权利要求1所述的玻璃窗,其特征在于:导线排分布在玻璃窗的用作为玻璃窗雨刷停放位置的部分上。
10.按照权利要求9所述的玻璃窗,其特征在于:至少一部分导线配置在玻璃窗的不透明部分上。
11.用来制造按照权利要求1所述的电热玻璃窗的方法,其部分过程是在这样一种装置上完成的,该装置包括一个可绕一轴旋转并用来支承中间层材料的环形支承面,以及一个用来供应导线并把导线敷设在中间层材料上的敷线架,支承面的敷线架可在平行于上述轴的方向上作相对运动,制造方法包括以下步骤:
把一片中间层定位在支承面上并加以固定;
使支承面转动;
在支承面的转动过程中利用敷线架敷设导线,使其与中间层材料接触,从而可在中间层材料上构成连续的导线圈;
当已经敷设了所需圈数的导线时使支承面停转;
该制造方法的特征在于:
沿着平行于轴的方向切断导线圈,从而导线圈可以展开成为一个通常是平坦的导线排,
从支承面上去除已敷线的中间层并且为导线排配置电气连接头,以及
把中间层材料片装入叠层玻璃窗中,其中,敷设导线的过程包括:
使支承面和绕线架在平行于上述轴的方向上互作往复运动,并且与支承面的转动相配合,从而在中间层材料上敷设导线阵列,其中至少一部分导线沿着非圆弧形线延展。
12.按照权利要求11所述的制造方法,其特征在于:敷线架对应于支承面的每一转所进行的往复运动次数是一个整数。
13.按照权利要求12所述的制造过程,其特征在于:敷线架和支承面的相对往复运动是同步的,因此对于支承面的每一次转动,敷线架作一次往复运动。
14.按照权利要求13所述的制造方法,其特征在于:中间层材料片具有近似梯形的形状,因而含有两个大致平行的边,并且当在支承面上配置两片中间层材料时,每一片中间层平行边的长边相邻接,因此两片中间层具有镜像对置关系。
15.按照权利要求11到14所述的制造方法,其特征在于:敷线架的往复运动幅值随着其在平行于上述轴的线上的位置而变化。
16.按照权利要求15所述的制造方法,其特征在于:当敷线架在相对于中间层材料的最大行程处时,其往复运动幅值最大,而当敷线架在相对于中间层材料的行程中点处时,其往复运动幅值最小。
17.在制造电热玻璃窗过程中使用的一种用来把导线排形成在中间层材料片上的装置,该装置包括一个可环绕轴线转动并用来支承中间层材料的环形支承面,以及一个用来供应导线并把导线敷设在中间层材料上的绕线架,支承面和敷线架可在平行于上述轴的方向上作相对运动,
其特征在于:具有用来使支承面和敷线架在上述方向上作相对往复运动的驱动机构,以及用来控制驱动机构使往复运动与支承面转动相配合的控制机构,从而绕线架可沿非圆弧形线敷设导线。
18.按照权利要求17所述的一种装置,其特征在于:敷线架可动地安装在沿着平行于上述轴方向延展的细长部件上,并且由驱动机构推动而沿着上述细长部件作往复运动。
19.按照权利要求17或18所述的一种装置,其特征在于:敷线架包括一个可绕第一轴转动并用来使导线与中间层材料触接的平定辊,该辊还可绕垂直于第一轴的第二轴作旋转运动,因此平定辊可以随着导线敷设弧线作旋转运动。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB9601868.4 | 1996-01-30 | ||
| GBGB9601868.4A GB9601868D0 (en) | 1996-01-30 | 1996-01-30 | Electrically heated window |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1165906A true CN1165906A (zh) | 1997-11-26 |
| CN1270584C CN1270584C (zh) | 2006-08-16 |
Family
ID=10787819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB971023778A Expired - Fee Related CN1270584C (zh) | 1996-01-30 | 1997-01-29 | 制造电热玻璃窗的方法和装置 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0788295B2 (zh) |
| JP (1) | JP4143142B2 (zh) |
| CN (1) | CN1270584C (zh) |
| DE (1) | DE69724851T3 (zh) |
| GB (1) | GB9601868D0 (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102821498A (zh) * | 2011-06-08 | 2012-12-12 | 宜兴市于氏特种玻璃有限公司 | S型绕丝机加热轮翻转装置 |
| CN103098541A (zh) * | 2010-09-14 | 2013-05-08 | Lg化学株式会社 | 加热元件及其制造方法 |
| CN103200718A (zh) * | 2013-04-15 | 2013-07-10 | 福耀玻璃工业集团股份有限公司 | 一种在夹层玻璃的中间层上布设弧形加热丝的装置及方法 |
| CN106101686A (zh) * | 2015-04-27 | 2016-11-09 | 株式会社理光 | 叠层玻璃及其制造方法、立体相机的校准方法和校准系统 |
| CN107404777A (zh) * | 2017-08-18 | 2017-11-28 | 福耀玻璃工业集团股份有限公司 | 一种汽车前挡夹丝加热玻璃 |
| CN107592985A (zh) * | 2015-02-13 | 2018-01-16 | 伊利诺斯工具制品有限公司 | 用于挡风玻璃雨刮器停驻位置的加热器 |
| CN108313012A (zh) * | 2016-12-20 | 2018-07-24 | 旭硝子株式会社 | 车辆用窗玻璃 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29803544U1 (de) * | 1998-02-28 | 1998-04-23 | SEKURIT SAINT-GOBAIN Deutschland GmbH & Co. KG, 52066 Aachen | Elektrisch beheizbare Heckscheibe aus Verbundglas |
| WO2000004748A1 (en) * | 1998-07-14 | 2000-01-27 | T W Woods Construction Pty. Ltd. | Window security device |
| US6995339B2 (en) | 2002-09-18 | 2006-02-07 | Ppg Industries Ohio, Inc. | Heatable wiper rest area for a transparency |
| WO2006010346A1 (de) * | 2004-07-21 | 2006-02-02 | Baeumler Peter | Verfahren und vorrichtung zum herstellen eines heizfeldes mit einer schar von wellenförmigen heizdrähten |
| DE102006025893A1 (de) † | 2006-06-02 | 2007-12-06 | Saint-Gobain Sekurit Deutschland Gmbh & Co. Kg | Vorrichtung zum Ablegen eines dünnen Metalldrahtes auf einer Oberfläche |
| DE102007008833A1 (de) * | 2007-02-23 | 2008-08-28 | Saint-Gobain Sekurit Deutschland Gmbh & Co. Kg | Transparente Scheibe mit einer beheizbaren Beschichtung |
| DE102011054645A1 (de) * | 2011-10-20 | 2013-04-25 | Peter Bäumler | Beheizbare Scheibe |
| CN103096549B (zh) * | 2013-01-17 | 2015-04-08 | 宜兴市于氏特种玻璃有限公司 | 用于s型电阻丝绕丝平台的导丝定位器 |
| JP2017114154A (ja) * | 2015-12-21 | 2017-06-29 | 株式会社デンソー | ヒータ制御装置 |
| DE102016119678A1 (de) * | 2016-10-14 | 2018-04-19 | Hotlineglass Gmbh | Verfahren und Vorrichtung zum Verlegen von Sammelleisten in Folien |
| JP6905831B2 (ja) * | 2017-01-19 | 2021-07-21 | 日本板硝子株式会社 | 合わせガラス |
| US11255508B2 (en) | 2020-06-15 | 2022-02-22 | Grote Industries, Inc. | Deicing system for an automotive lamp |
| WO2021257296A1 (en) * | 2020-06-15 | 2021-12-23 | Ruan Jiabiao | Deicing system for. an automotive lamp |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3409759A (en) * | 1966-07-21 | 1968-11-05 | Libbey Owens Ford Glass Co | Laminated transparent panel incorporating electrical heating wires and method of producing same |
| US3729616A (en) | 1971-07-26 | 1973-04-24 | Gen Electric | Electrically heated window |
| US3795472A (en) | 1971-07-26 | 1974-03-05 | Gen Electric | Apparatus for the production of electrically heated window |
| BE789359A (fr) | 1971-09-28 | 1973-03-27 | Saint Gobain | Vitrage a chauffage electrique |
| CH611478A5 (zh) | 1977-01-27 | 1979-05-31 | Therglas Flaechenheizung | |
| DE2902748C2 (de) | 1979-01-25 | 1983-10-06 | Vereinigte Glaswerke Gmbh, 5100 Aachen | Windschutzscheibe für Kraftfahrzeuge und Verfahren zu ihrer Herstellung |
| FR2473243A1 (fr) | 1980-01-08 | 1981-07-10 | Saint Gobain Vitrage | Vitrage chauffant et dispositif de fabrication |
| GB2228710A (en) | 1989-03-03 | 1990-09-05 | Pilkington Glass Ltd | Production of heated windows |
| FI88782C (fi) | 1990-02-23 | 1993-07-12 | Lamino Oy | Anordning att placera traodet i ett plastfolie |
| FR2674720B1 (fr) * | 1991-03-27 | 1993-05-28 | Saint Gobain Vitrage Int | Vitrage feuillete chauffant. |
| US5182431A (en) * | 1991-12-18 | 1993-01-26 | Ppg Industries, Inc. | Electrically heated window |
| DE19541427A1 (de) * | 1995-11-07 | 1997-05-15 | Sekurit Saint Gobain Deutsch | Verfahren und Vorrichtung zum Ablegen und Fixieren eines dünnen Metalldrahtes auf einer thermoplastischen Folie einer Verbundglasscheibe |
-
1996
- 1996-01-30 GB GBGB9601868.4A patent/GB9601868D0/en active Pending
-
1997
- 1997-01-13 DE DE69724851T patent/DE69724851T3/de not_active Expired - Lifetime
- 1997-01-13 EP EP97300171A patent/EP0788295B2/en not_active Expired - Lifetime
- 1997-01-29 CN CNB971023778A patent/CN1270584C/zh not_active Expired - Fee Related
- 1997-01-30 JP JP01656097A patent/JP4143142B2/ja not_active Expired - Fee Related
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103098541A (zh) * | 2010-09-14 | 2013-05-08 | Lg化学株式会社 | 加热元件及其制造方法 |
| CN103098541B (zh) * | 2010-09-14 | 2015-06-17 | Lg化学株式会社 | 加热元件及其制造方法 |
| CN102821498A (zh) * | 2011-06-08 | 2012-12-12 | 宜兴市于氏特种玻璃有限公司 | S型绕丝机加热轮翻转装置 |
| CN103200718A (zh) * | 2013-04-15 | 2013-07-10 | 福耀玻璃工业集团股份有限公司 | 一种在夹层玻璃的中间层上布设弧形加热丝的装置及方法 |
| CN103200718B (zh) * | 2013-04-15 | 2014-12-03 | 福耀玻璃工业集团股份有限公司 | 一种在夹层玻璃的中间层上布设弧形加热丝的装置及方法 |
| CN107592985A (zh) * | 2015-02-13 | 2018-01-16 | 伊利诺斯工具制品有限公司 | 用于挡风玻璃雨刮器停驻位置的加热器 |
| CN106101686A (zh) * | 2015-04-27 | 2016-11-09 | 株式会社理光 | 叠层玻璃及其制造方法、立体相机的校准方法和校准系统 |
| CN108313012A (zh) * | 2016-12-20 | 2018-07-24 | 旭硝子株式会社 | 车辆用窗玻璃 |
| CN107404777A (zh) * | 2017-08-18 | 2017-11-28 | 福耀玻璃工业集团股份有限公司 | 一种汽车前挡夹丝加热玻璃 |
| CN107404777B (zh) * | 2017-08-18 | 2020-05-19 | 福耀玻璃工业集团股份有限公司 | 一种汽车前挡夹丝加热玻璃 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4143142B2 (ja) | 2008-09-03 |
| CN1270584C (zh) | 2006-08-16 |
| EP0788295A3 (en) | 1998-01-07 |
| EP0788295B1 (en) | 2003-09-17 |
| DE69724851T3 (de) | 2008-01-17 |
| EP0788295B2 (en) | 2007-07-18 |
| DE69724851D1 (de) | 2003-10-23 |
| GB9601868D0 (en) | 1996-04-03 |
| DE69724851T2 (de) | 2004-07-15 |
| JPH106929A (ja) | 1998-01-13 |
| EP0788295A2 (en) | 1997-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1270584C (zh) | 制造电热玻璃窗的方法和装置 | |
| CN1211554C (zh) | 电热玻璃窗 | |
| US8800482B2 (en) | Apparatus and method of dispensing conductive material with active Z-axis control | |
| US4436575A (en) | Device for manufacturing a heating glass plate | |
| US4562093A (en) | Process for the production of glass panes having a glare protection filter and apparatus for carrying out the process | |
| BR112020006289A2 (pt) | painel laminado com parte de anexação elétrica integrada | |
| US6926346B1 (en) | Adjustable vehicular airflow control device | |
| JP5121724B2 (ja) | 透明パネル上に窓用デフロスタを形成する方法 | |
| CN107432059A (zh) | 可加热的嵌装玻璃面板 | |
| CN1806310A (zh) | 局部除去玻璃板涂层的方法及装置 | |
| CN1887030A (zh) | 可加热的玻璃板 | |
| CN1146949A (zh) | 用于切割帘布增强弹性体层压制品的方法和装置 | |
| US10677405B2 (en) | High efficiency daylighting structure | |
| JP2016503364A (ja) | 埋め込み型の不透明エッジ帯を有するポリマー車両ガラス | |
| PL180821B1 (pl) | Urządzenie do układania i mocowania cienkiego drutu metalowego na folii termoplastycznej w szybie warstwowej | |
| CN1125219C (zh) | 声波相位变化装置及隔音壁 | |
| CN107695533A (zh) | 激光切割方法 | |
| CN108797294A (zh) | 一种沥青混凝土路面纵向缩缝切割机 | |
| CN212357927U (zh) | 一种公路伸缩缝切割设备 | |
| EP2314821A2 (en) | Jalousie with slats having a selective light transmissability | |
| CN202551387U (zh) | 一种防雾防霜玻璃 | |
| GB2331780A (en) | Electrically heated window | |
| MXPA97000618A (es) | Ventana calentada electricamente | |
| RU2145997C1 (ru) | Устройство для приклеивания рулонных кровельных материалов со склеивающим слоем | |
| RU7958U1 (ru) | Наружное зеркало заднего вида транспортного средства (варианты) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20060816 Termination date: 20140129 |