WO2025136900A1 - Co-location of cellulose ester processing systems - Google Patents
Co-location of cellulose ester processing systems Download PDFInfo
- Publication number
- WO2025136900A1 WO2025136900A1 PCT/US2024/060451 US2024060451W WO2025136900A1 WO 2025136900 A1 WO2025136900 A1 WO 2025136900A1 US 2024060451 W US2024060451 W US 2024060451W WO 2025136900 A1 WO2025136900 A1 WO 2025136900A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cellulose ester
- cellulose
- plasticizer
- compounded
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L71/00—Compositions of polyethers obtained by reactions forming an ether link in the main chain; Compositions of derivatives of such polymers
- C08L71/02—Polyalkylene oxides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08B—POLYSACCHARIDES; DERIVATIVES THEREOF
- C08B3/00—Preparation of cellulose esters of organic acids
- C08B3/06—Cellulose acetate, e.g. mono-acetate, di-acetate or tri-acetate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L1/00—Compositions of cellulose, modified cellulose or cellulose derivatives
- C08L1/08—Cellulose derivatives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L1/00—Compositions of cellulose, modified cellulose or cellulose derivatives
- C08L1/08—Cellulose derivatives
- C08L1/10—Esters of organic acids, i.e. acylates
- C08L1/12—Cellulose acetate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L3/00—Compositions of starch, amylose or amylopectin or of their derivatives or degradation products
- C08L3/14—Amylose derivatives; Amylopectin derivatives
- C08L3/16—Esters
Definitions
- plastic articles such as rigid cutlery and foamed foodpackaging articles
- plastics such as polystyrene
- polystyrene are neither compostable nor biodegradable.
- some municipalities, states, and countries have enacted, or are considering enacting, bans on the use of polystyrene-based materials.
- a method for processing cellulose ester includes combining, via a compounding system, a cellulose ester feedstock and an additive to form a compounded cellulose ester material.
- the compounded cellulose ester material has a moisture content of no more than 2 wt. %.
- An additional step includes providing the compounded cellulose ester material to a processing system and processing, via the processing system, the compounded cellulose ester material to form a cellulose ester item.
- the providing of the compounded cellulose ester material to the processing system is performed within twenty-four hours of the compounded cellulose ester material being formed.
- a manufacturing system for manufacturing cellulose ester items.
- the system comprises a compounding system configured to combine a cellulose ester feedstock and an additive to form a compounded cellulose ester material.
- the compounding system is configured to form the compounded cellulose ester material to have a moisture content of no more than 2 wt. %.
- the manufacturing system additionally comprises a processing system configured to process the compounded cellulose ester material to form the cellulose ester items.
- the compounding system is co-located with the processing system, such that the compounding system is located within 5 miles of the processing system.
- FIG. 1 is a schematic diagram illustrating a biodegradable article forming process according to embodiments of the present invention, particularly configured to form foam articles;
- FIG. 2 is a schematic diagram illustrating another biodegradable article forming process according to embodiments of the present invention, particularly configured to form foam articles;
- FIG. 3 is a schematic diagram illustrating another biodegradable article forming process according to embodiments of the present invention, particularly configured to form rigid articles;
- FIG. 4 is a schematic diagram illustrating an extrusion section that may be used in the foam article forming processes of FIGS. 1 and/or 2, according to embodiments of the present invention
- FIG. 5 is a schematic diagram illustrating another extrusion section that may be used in the foam article forming process of FIGS. 1 and 2, according to embodiments of the present invention
- FIG. 6 is a schematic diagram illustrating a foam sheet forming section that may be used in the foam article forming processes of FIGS. 1 and/or 2, according to embodiments of the present invention.
- Embodiments are generally directed to methods, systems, and compositions for forming biodegradable items, such as particulate materials (e.g., pellets), fibers, films, foamed sheets, and/or foamed or rigid articles. Exemplary processes including the methods, systems, and compositions are depicted in FIGS. 1 - 7 and are described in greater detail below.
- particulate materials e.g., pellets
- fibers e.g., fibers
- films e.g., foamed sheets, and/or foamed or rigid articles.
- biodegradable polymers may first need to be formed.
- raw materials may be introduced to a biodegradable polymer production process, which produces a biodegradable polymer material.
- the biodegradable polymer material comprises one or more cellulose esters.
- the polymer material may comprise various mixed esters.
- the one or more cellulose esters may comprise cellulose acetates.
- the raw materials may comprise a pulp, such as wood pulp and/or cotton pulp. The pulp may be a dissolving-grade pulp and/or a paper-grade pulp.
- the cellulose in the pulp may esterified, for example with an acetic acid, to form the biodegradable cellulose ester polymer, such as a cellulose acetate polymer.
- the biodegradable polymer material may be obtained by recycling polymer.
- recycled polymers may include industrial scrap, such as trim scrap recovered during the production of polymer items.
- the recycled polymer may come from postconsumer products.
- the polymer material may then be introduced into one or more systems of a compounding process, as further illustrated in FIGS. 1 and 2, in which the biodegradable polymer material may be mixed with plasticizer (or other viscosity reducing additive), and optionally one or more other additives (e.g., stabilizers or processing aids), and formed into a compounded material comprising plasticized biodegradable polymer.
- plasticizer or other viscosity reducing additive
- other additives e.g., stabilizers or processing aids
- Other additives may also be mixed with the polymer and plasticizer. For example, as shown in FIG.
- the other materials may include, but are not limited to, stabilizers, physical blowing agent(s), chemical blowing agent(s) (and/or precursors), nucleating agent(s), surface modifying additive(s), pigment(s), filler(s), and/or other additive(s).
- Mixing can be accomplished by any known mixing technique, including, but not limited to, extrusion, rolling in a cylindrical container, overhead stirring, sigma blade mixing, and tumbling.
- a cellulose ester polymer material or feedstock may be mixed with a plasticizer (or other viscosity reducing additive) via a twin-screw extruder to form a compounded cellulose ester material comprising a composition of cellulose ester and plasticizer (or other viscosity reducing additive).
- the systems of the compounding process may comprise a roll mill, a batch mixer, and/or a single-screw extruder.
- the compounding process may include a particulating process.
- the particulating process may generally comprise mixing the biodegradable polymer material, plasticizer (or other viscosity reducing additive), and other additive(s) to form a mixed composition and forming particulate material from the composition.
- the particulating process may include a pelletization process, and the particulate material may comprise a quantity of pellets.
- the term “compounded CE material” means cellulose ester material formed during the compounding process, which may include a mixture of cellulose ester, plasticizer (or other viscosity reducing additive), and/or other additives.
- compounded CE material may be in the form of particulate material (e.g., pellets, powders, granules, fibers, etc.).
- particulate material e.g., pellets, powders, granules, fibers, etc.
- the phrases “particulating” or “particulating processes” may be the same as, or may at least include, “pelletizing” or “pelletizing processes.”
- the particulating process may include pelletizing into a water bath, pelletizing on an air cooled belt, underwater pelletizing, solvent compounding, etc.
- the plasticizer and other additive(s) may be mixed with cellulose esters in the compounding process by conventional melt compounding techniques, which involve combining the cellulose ester with plasticizer (or other viscosity reducing additive), and optionally the other additives, in a twin-screw extruder with appropriate mixing elements and at appropriate temperatures and pressures to achieve a molten, homogeneously combined, cellulose ester mixture by the time the materials exit the extruder.
- the molten, compounded, cellulose ester mixture may then be extruded through a die with orifices that are about 2-6 mm in diameter so as to extrude a strand.
- This strand may then be cooled by water (e.g., via underwater pelletization) or air and cut at regular intervals to provide a uniform and desirable size and shape, referred to as “pellets” or “granules.”
- pelletized compounded material e.g., pellets, powders, granules, fibers
- the compounded material fed to the foam sheet production process can be in any physical shape (e.g., pellets, powders, granules, fibers) in accordance with some embodiments.
- the compounded CE material which as noted above may comprise pellets of plasticized biodegradable polymer, may then be introduced into one or more processing systems configured to produce various types of cellulose ester-based items, such a fibers, films, pellets, flakes (other shaped material that may include regrind), foamed sheets, foamed articles, rigid articles, etc.
- articles generally refer to end-products (e.g., trays, cutlery, dishware, etc.), whereby films and sheets are sometimes formed into such articles.
- end-products e.g., trays, cutlery, dishware, etc.
- fibers, films, or sheets may themselves be an end-product and, thus, considered an articles.
- compounded CE material may be provided to one or more systems of the foam sheet production process illustrated.
- the foam sheet production process may include one or more systems/zones/steps for producing a foam sheet or film, which are described in greater detail below.
- foam sheet or film may be further processed, e.g., via a thermoforming system, to form foamed articles.
- FIG. 3 illustrates a process by which compounded CE material is provided to one or more systems of a rigid article production process (e.g., an injection molding system) to prepare rigid articles, as described in more detail below.
- the compounding systems use to manufacture the compounded CE material may be co-located with the and/or processing systems used to manufacture the cellulose ester-based items, such a fibers, films, pellets, flakes (other shaped material that may include regrind), foamed sheets, foamed articles, rigid articles, etc.
- the compounding systems may be operably coupled with the processing systems, such that compounded CE material may be provided directly to the processing systems.
- the compounded CE material may be provided to the processing systems immediately after (or soon after) the compounded CE material has been formed.
- additives may be introduced to one or more systems or zones of the foam sheet production process.
- the additives may include, but are not limited to, stabilizers, physical blowing agent(s), chemical blowing agent(s) (and/or precursors), nucleating agent(s), surface modifying additive(s), pigment(s), filler(s), and/or other additive(s).
- the foam sheet production process may generally include systems that form an extrusion section and a sheet forming section.
- An exemplary extrusion section is depicted in FIG. 4.
- the extrusion section may comprise a feed preparation zone, in which solid additives may be combined with the compounded CE material and introduced to the downstream extrusion zone.
- the feed preparation zone may comprise a feed hopper.
- the compounded CE material and the other solid additives may be deposited into the feed hopper, which directs the combined feed composition into the extrusion zone.
- the feed preparation zone may further comprise a mixer, in which the compounded CE material and one or more additive(s) may be mixed before being introduced to the hopper.
- Mixing can be accomplished by any known mixing technique, including, but not limited to, rolling in a cylindrical container, overhead stirring, sigma blade mixing, and tumbling.
- Exemplary solid additive(s) that can be combined with the compounded material may include chemical blowing agent(s), nucleating agent(s), surface modifying additive(s), pigment(s), filler(s), and/or other additive(s).
- the systems of the foam sheet production process may be co-located with the systems of the compounding process, such that the foam sheet production process is directly connected with the compounding process (e.g., via various conveying systems).
- the combined feed composition from the feed preparation zone may then be introduction to the extrusion zone.
- the extrusion zone may generally comprise one or more extruders, which may include single screw and/or twin screw extruders.
- the feed composition may be introduced into an extruder barrel and conveyed, via the screw(s), through a die, which forms an extrudate from the feed composition.
- the composition may be heated, and at least partially melted, as it is conveyed through the extruder barrel toward the die.
- the CE melt resin from the primary extrusion system may then be introduced into the cooling system.
- the cooling system may be a secondary extrusion system, such as a melt cooler, which operates similarly to, but at a lower temperature than, the primary extrusion system.
- the CE melt resin may be further mixed to provide a substantially homogenous mixture of the melted polymer and other additive(s).
- the CE melt resin may then be directed through the die and out of the die head to provide a cellulose ester-based extrudate, which may be further processed in the sheet forming section of the foam sheet production process.
- the CE melt resin exiting the die head of the extrusion section may have a temperature of at least 150° C, at least 160° C, at least 170° C, at least 180° C, at least 190° C, at least 200° C, from about 150° C to about 220° C, and/or from about 170° C to about 200° C.
- the sheet forming section may include any of a variety of systems and processes for shaping the extrudate into sheets of cellulose ester material that may be used in article formation.
- the shape of the extrudate will generally depend on the shape of the die head, while the shape of the sheets formed in the sheet forming section can depend on the shape of the die head and other downstream processes.
- the extrudate may have a generally flat shape, or it may be annular and subjected to further processing to form a flat sheet.
- the die may have a diameter from 1 to 40 cm, from 2 to 20 cm, 2 to 10 cm, and/or 3 to 8 cm.
- the thickness of the opening from which extrudate is ejected which is referred to herein as a “die gap,” may generally be sized from 0.1 to 6.0 mm, from 0.1 to 3.0 mm, and/or from 0.1 to 1 .0 mm.
- Exemplary systems of the sheet forming section are depicted in FIG. 6.
- the CE melt resin is extruded through an annular die and drawn over a forming mandrel.
- a cooling fluid e.g., air
- the cooling fluid may be flowed across the interior and/or exterior of the extrudate to cool the extrudate material as it passes over the mandrel.
- the cooling fluid may be blown from the mandrel toward the die to cool the interior surface of the extrudate between the die and mandrel.
- the cooling fluid may be flowed across the mandrel to cool the exterior surface of the extrudate as it passes over the mandrel.
- a slicer (or slitting device) may be used to open the tubular extrudate, which allows the tubular shape to be formed into a flat sheet.
- the tubular extrudate passing over the mandrel may be slit and drawn to a tensioning station comprising one or more rollers that flatten the extrudate and maintain a necessary amount of tension on the extrudate to continue pulling the extrudate over the mandrel.
- the flattened extrudate will generally be in the form of a sheet, which may then be directed to a winding station where the material may be rolled for packaging and transportation.
- the foam sheets produced by the systems of the sheet production process may be used to form foam articles, which are described in greater detail below.
- the articles may be formed from the sheets via systems of a thermoforming process by which the foam sheets are heated and placed over/in a mold to be shaped in the form of the requisite foam articles.
- foam articles are particularly useful in the food service industry.
- Exemplary articles include foam food trays.
- the articles may have one or more particularly advantageous properties.
- the articles may be biodegradable and/or compostable, and/or the articles may have superior mechanical properties (e.g., strength, density, cell size, water-absorption, etc.).
- rigid articles may be formed from cellulose ester materials using systems and/or according to a process similar to that described above with respect to the foam articles.
- compounded CE material may be mixed with other solids (e.g., plasticizers, blowing agents, and/or other additives, such as colors (e.g., coloring agents and/or pigments) and fillers) and provided to an extrusion section to form a CE melt resin.
- the CE melt resin may be injected into a mold, via injection molding process, to form rigid articles.
- Such rigid articles may include articles of various sizes and shapes, but may, in some embodiments, include single-use cutlery, such as knives, spoons, forks, etc.
- the CE melt resin and/or resulting articles may have one or more particularly advantageous properties.
- the CE melt resin and/or articles may be biodegradable and/or compostable, and/or the articles may have superior mechanical properties (e.g., strength, density, cell size, absorption, etc.).
- the CE melt resin may have beneficial flow and/or density properties to permit efficient manufacture of articles, e.g., via the injection molding process illustrated in FIG. 7.
- the processes described above may comprise the preparation and extrusion of compositions that may be used for downstream processing to form useful articles.
- the extrusion feed material may comprise a particulate material comprising a biodegradable polymer, a plasticizer, and optionally one or more additive(s), such as those described herein.
- the feed material may be combined with one or more additive(s), such as those described herein, to provide a mixed composition comprising the biodegradable polymer, the plasticizer, and the one or more additive(s).
- the biodegradable polymer comprises cellulose ester. Additional details of the composition components, including biodegradable polymers (e.g., cellulose esters), plasticizers, and other additives, are provided below.
- cellulose esters utilized as described herein can be any that is known in the art.
- Cellulose ester that can be used for embodiments herein generally comprise repeating units of the structure:
- R , R , and R are selected independently from the group consisting of hydrogen acetyl, propyl or butyl.
- the substitution level of the cellulose ester is usually expressed in terms of degree of substitution (DS), which is the average number of non-OH substituents per anhydroglucose unit (AGU).
- AGU anhydroglucose unit
- conventional cellulose contains three hydroxyl groups in each AGU unit that can be substituted; therefore, DS can have a value between zero and three.
- Native cellulose is a large polysaccharide with a degree of polymerization from 250 - 5,000 even after pulping and purification, and thus the assumption that the maximum DS is 3.0 is approximately correct.
- DS is a statistical mean value, a value of 1 does not assure that every AGU has a single substitutent. In some cases, there can be unsubstituted anhydroglucose units, some with two and some with three substitutents, and typically the value will be a non-integer.
- Total DS is defined as the average number of all of substituents per anhydroglucose unit.
- the degree of substitution per AGU can also refer to a particular substitutent, such as, for example, hydroxyl or acetyl. In one embodiment or in combination with any other embodiment, n is an integer in a range from 25 to 250, or 25 to 200, or 25 to 150, or 25 to 100, or 25 to 75.
- the cellulose esters have at least 2 anhydroglucose rings and can have between at least 50 and up to 5,000 anhydroglucose rings, or at least 50 and less than 150 anhydroglucose rings.
- the number of anhydroglucose units per molecule is defined as the degree of polymerization (DP) of the cellulose ester.
- cellulose esters can have an inherent viscosity (IV) of about 0.2 to about 3.0 deciliters/gram, or about 0.5 to about 1 .8, or about 1 to about 1 .5, as measured at a temperature of 25°C for a 0.25 gram sample in 100 ml of a 60/40 by weight solution of phenol/tetrachloroethane.
- cellulose esters useful herein can have a DS/AGU of about 1 to about 3.0 of about 2.2 to about 2.8, or 1 to less than 2.2, or 1 to less than 1 .5, and the substituting ester is acetyl.
- Cellulose esters can be produced by any method known in the art. Examples of processes for producing cellulose esters are taught in Kirk- Othmer, Encyclopedia of Chemical Technology, 5 th Edition, Vol. 5, Wiley- Interscience, New York (2004), pp. 394-444. Cellulose, the starting material for producing cellulose esters, can be obtained in different grades and sources such as from cotton linters, softwood pulp, hardwood pulp, corn fiber and other agricultural sources, and bacterial cellulose, among others.
- cellulose esters are esterification of the cellulose by mixing cellulose with the appropriate organic acids, acid anhydrides, and catalysts. Cellulose is then converted to a cellulose triester. Ester hydrolysis is then performed by adding a water-acid mixture to the cellulose triester, which can then be filtered to remove any gel particles or fibers. Water is then added to the mixture to precipitate the cellulose ester. The cellulose ester can then be washed with water to remove reaction by-products followed by dewatering and drying. [0037] The cellulose triesters to be hydrolyzed can have three acetyl substituents. These cellulose esters can be prepared by a number of methods known to those skilled in the art.
- cellulose esters can be prepared by heterogeneous acylation of cellulose in a mixture of carboxylic acid and anhydride in the presence of a catalyst such as H2SO4.
- Cellulose triesters can also be prepared by the homogeneous acylation of cellulose dissolved in an appropriate solvent such as acetic acid, acetic anhydride, and acid catalyst, or alternatively, LiCI/DMAc or LiCI/NMP.
- cellulose triesters also encompasses cellulose esters that are not completely substituted with acyl groups.
- cellulose triacetate commercially available from Eastman Chemical Company, Kingsport, TN, U.S.A., typically has a DS from about 2.85 to about 2.99.
- part of the acyl substituents can be removed by hydrolysis or by alcoholysis to give a secondary cellulose ester.
- the distribution of the acyl substituents can be random or non-random.
- Secondary cellulose esters can also be prepared directly with no hydrolysis by using a limiting amount of acylating reagent. This process is particularly useful when the reaction is conducted in a solvent that will dissolve cellulose. All of these methods yield cellulose esters that are useful in this invention.
- the cellulose acetates are cellulose diacetates that have a polystyrene equivalent number average molecular weight (Mn) from about 10,000 to about 100,000 as measured by gel permeation chromatography (GPC) using NMP as solvent and polystyrene equivalent Mn according to ASTM D6474.
- Mn polystyrene equivalent number average molecular weight
- the cellulose acetate composition comprises cellulose diacetate having a polystyrene equivalent number average molecular weights (Mn) from 10,000 to 90,000; or 10,000 to 80,000; or 10,000 to 70,000; or 10,000 to 60,000; or 10,000 to less than 60,000; or 10,000 to less than 55,000; or 10,000 to 50,000; or 10,000 to less than 50,000; or 10,000 to less than 45,000; or 10,000 to 40,000; or 10,000 to 30,000; or 20,000 to less than 60,000; or 20,000 to less than 55,000; or 20,000 to 50,000; or 20,000 to less than 50,000; or 20,000 to less than 45,000; or 20,000 to 40,000; or 20,000 to 35,000; or 20,000 to 30,000; or 30,000 to less than 60,000; or 30,000 to less than 55,000; or 30,000 to 50,000; or 30,000 to less than 50,000; or 30,000 to less than 45,000; or 30,000 to 40,000; or 30,000 to 35,000; as measured by gel permeation chromatography (GPC)
- the most common commercial secondary cellulose esters are prepared by initial acid catalyzed heterogeneous acylation of cellulose to form the cellulose triester. After a homogeneous solution in the corresponding carboxylic acid of the cellulose triester is obtained, the cellulose triester is then subjected to hydrolysis until the desired degree of substitution is obtained. After isolation, a random secondary cellulose ester is obtained. That is, the relative degree of substitution (RDS) at each hydroxyl is roughly equal.
- RDS relative degree of substitution
- the cellulose esters useful in the present invention can be prepared using techniques known in the art, and can be chosen from various types of cellulose esters, such as for example the cellulose esters that can be obtained from Eastman Chemical Company, Kingsport, TN, U.S.A., e.g., EastmanTM Cellulose Acetate CA 398-30 and EastmanTM Cellulose Acetate CA 398-10, EastmanTM CAP 485-20 cellulose acetate propionate; EastmanTM CAB 381 -2 cellulose acetate butyrate.
- cellulose esters used in embodiments of the present invention may include cellulose acetate (“CA”), cellulose acetate propionate (“CAP”), cellulose acetate butyrate (“CAB”), or combinations thereof.
- Such mixed cellulose esters may comprise various acetyl, propyl, and butyryl ratios; types; viscosities; and hydroxyl contents.
- the cellulose ester can be prepared by converting cellulose to a cellulose ester with reactants that are obtained from recycled materials, e.g., a recycled plastic content syngas source.
- reactants can be cellulose reactants that include organic acids and/or acid anhydrides used in the esterification or acylation reactions of the cellulose, e.g., as discussed herein.
- a cellulose ester composition comprising at least one recycle cellulose ester is provided, wherein the cellulose ester has at least one substituent on an anhydroglucose unit (AU) derived from recycled content material, e.g., recycled plastic content syngas.
- AU anhydroglucose unit
- the cellulose ester composition comprises cellulose ester in an amount from 50 to 99 wt. %, or 60 to 99 wt. %, or 70 to 99 wt. %, or 80 to 99 wt. %, or 90 to 99 wt. %, 50 to 90 wt. %, or 60 to 90 wt. %, or 70 to 90 wt. %, or 80 to 90 wt. %, or 90 to 99 wt. %, or 50 to 80 wt. %, or 60 to 80 wt. %, or 70 to 80 wt. %, or 50 to 70 wt. %, or 60 to 70 wt. %.
- the cellulose ester used herein may comprise a combination, blend, or mixture of two or more different types of cellulose esters.
- the cellulose esters used herein may be comprised of a blend of two or cellulose esters having differing DSACs; however, the blend may have a total DSAC of between 2.2 and 2.8.
- the cellulose ester (forming the virgin or recycled cellulose ester polymers) may have a metals-to- sulfur molar ratio (M/S) of at least 1 .35, or 1 .35 to 10.0, or 1 .35 to 8.0, or 1 .35 to 6.0, or 1 .35 to 5.0, or 1 .4 to 10.0, or 1 .4 to 8.0, or 1 .4 to 6.0, or 1 .4 to 5.0, or 1.45 to 10.0, or 1.45 to 8.0, or 1.45 to 6.0, or 1.45 to 5.0, or 1.5 to 10.0, or 1.5 to 8.0, or 1 .5 to 6.0, or 1 .5 to 5.0.
- the cellulose ester used herein such as in the various cellulose ester feedstocks, may include at least some recycled cellulose ester material.
- the cellulose ester compositions described herein can comprise at least one plasticizer.
- the plasticizer reduces the melt temperature, i.e., the Tg, and/or the melt viscosity of the cellulose ester.
- Plasticizers for cellulose esters may include glycerol triacetate (Triacetin), glycerol diacetate (Diacetin), dibutyl terephthalate, dimethyl phthalate, diethyl phthalate, polyethylene glycol) MW 200-600 (e.g., PEG400 or polyethylene glycol 400), dibutyl tartrate, di-2- methoxyethyl phthalate, ethyl o-benzoylbenzoate, triethylene glycol dipropionate, 1 ,2-epoxypropylphenyl ethylene glycol, 1 ,2-epoxypropyl(m- cresyl) ethylene glycol, 1 ,2-epoxypropyl(o-cresyl) ethylene glycol, p-oxyethyl cyclohexenecarboxylate, bis(cyclohexanate) diethylene glycol, triethyl citrate, polyethylene glycol, propylene glycol, polysorbate,
- the plasticizer can be present in an amount sufficient to permit the cellulose ester composition to be melt processed (or thermally formed) into useful articles, e.g., single use plastic articles, in conventional melt processing equipment. In one embodiment or in combination with any other embodiment, the plasticizer is present in an amount from 1 to 40 wt. % for most thermoplastics processing; or 5 to 25 wt. %, or 10 to 25 wt. %, or 12 to 20 wt. % based on the weight of the cellulose ester composition.
- profile extrusion, sheet extrusion, thermoforming, and injection molding can be accomplished with plasticizer levels in the 10-30, or 12-25, or 15-20, or 10-25 wt. % range, based on the weight of the cellulose ester composition.
- the plasticizer is a biodegradable plasticizer.
- biodegradable plasticizers include triacetin, triethyl citrate, acetyl triethyl citrate, polyethylene glycol, the benzoate containing plasticizers such as the BenzoflexTM plasticizer series, poly (alkyl succinates) such as poly (butyl succinate), polyethersulfones, adipate based plasticizers, soybean oil epoxides such as the ParaplexTM plasticizer series, sucrose based plasticizers, dibutyl sebacate, tributyrin, the ResoflexTM series of plasticizers, triphenyl phosphate, glycolates, polyethylene glycol, 2,2,4-trimethylpentane-1 ,3-diyl bis(2-methylpropanoate), and polycaprolactones.
- the cellulose ester composition can contain a plasticizer selected from the group consisting of PEG and MPEG (methoxy PEG).
- a plasticizer selected from the group consisting of PEG and MPEG (methoxy PEG).
- the composition comprises polyethylene glycol or methoxy PEG having an average molecular weight of from 300 to 550 Daltons.
- the composition comprises polyethylene glycol having an average molecular weight of from 300 to 500 Daltons.
- the cellulose ester composition comprises at least one plasticizer (as described herein) in an amount from 1 to 40 wt. %, 2 to 40 wt. %, or 5 to 40 wt. %, or 10 to 40 wt. %, or 12 to 40 wt. %, 13 to 40 wt. %, or 15 to 40 wt. %, or greater than 15 to 40 wt. %, or 17 to 40 wt. %, or 20 to 40 wt. %, or 25 to 40 wt. %, or 5 to 35 wt. %, or 10 to 35 wt. %, or 13 to 35 wt.
- plasticizer as described herein
- the at least one plasticizer includes or is a food-compliant or FDA approved plasticizer.
- the food-compliant or FDA approved plasticizer includes or is triacetin or PEG MW 300 to 500.
- the cellulose ester compositions described herein comprise a biodegradable cellulose ester (BCE) component that comprises at least one BCE, which may include one or more of the cellulose esters described herein, and a biodegradable polymer component that comprises at least one other biodegradable polymer (other than the BCE).
- BCE biodegradable cellulose ester
- the other biodegradable polymer can be chosen from polyhydroxyalkanoates (PHAs and PHBs), polylactic acid (PLA), polycaprolactone polymers (PCL), polybutylene adipate terephthalate (PBAT), polyethylene succinate (PES), polyvinyl acetates (PVAs), polybutylene succinate (PBS) and copolymers (such as polybutylene succinate-co-adipate (PBSA)), cellulose esters, cellulose ethers, starch, proteins, derivatives thereof, and combinations thereof.
- the cellulose ester composition comprises two or more biodegradable polymers.
- the cellulose ester composition contains a biodegradable polymer (other than the BCE) in an amount from 0.1 to less than 50 wt. %, or 1 to 40 wt. %, or 1 to 30 wt. %, or 1 to 25 wt. %, or 1 to 20 wt. %, based on the cellulose ester composition. In one embodiment or in combination with any other embodiment, the cellulose ester composition contains a biodegradable polymer (other than the BCE) in an amount from 0.1 to less than 50 wt. %, or 1 to 40 wt. %, or 1 to 30 wt. %, or 1 to 25 wt.
- the at least one biodegradable polymer comprises a PHA having a weight average molecular weight (Mw) in a range from 10,000 to 1 ,000,000, or 50,000 to 1 ,000,000, or 100,000 to 1 ,000,000, or 250,000 to 1 ,000,000, or 500,000 to 1 ,000,000, or 600,000 to 1 ,000,000, or 600,000 to 900,000, or 700,000 to 800,000, or 10,000 to 500,000, or 10,000 to 250,000, or 10,000 to 100,000, or 10,000 to 50,000, measured using gel permeation chromatography (GPC) with a refractive index detector and polystyrene standards employing a solvent of methylene chloride.
- the PHA can include a polyhydroxybutyrate-co-hydroxyhexanoate.
- Nucleating agent means a chemical or physical material that provides sites for cells to form in a molten formulation mixture, such as within a CE melt resin. Such nucleating agents are generally added to aid in the formation of foams. As such, nucleating agents may be added to relevant processes when forming foam articles, but may not be added to relevant processes when forming rigid articles. As will be described in more detail below, nucleating agents may be added to compounded CE material during the compounding process. Alternatively, or in addition, nucleating agents may be added during the foam sheet production process. For example, the nucleating agents may be blended with the formulation that is introduced into the hopper of the extruder of the extruding section.
- nucleating agents may be added to the CE melt resin in the extruder itself.
- Nucleating agents may include physical nucleating agents and chemical nucleating agents.
- Physical nucleating agents are materials that are immiscible with the polymer matrix of the CE melt resin at the extrusion temperature of the extrusion section.
- Chemical nucleating agents are materials that react (e.g., decompose) during extrusion (e.g., at the extrusion temperature within the extruder) to form physical nucleating agents.
- chemical nucleating agents may be considered (and referred to herein as) precursors of in situ formed physical nucleating agents.
- Suitable physical nucleating agents will comprise fine particles having desirable particle sizes and/or shapes to create cell nucleation sites within the CE melt resin.
- physical nucleating agents will have a mean particle size of less than 1000 microns, less than 500 microns, less than 100 microns, less than 50 microns, less than 25 microns, less than 20 microns, less than 10 microns, less than 5 microns, less than 2 microns, less than 1.5 microns, and/or less than 1.0 microns.
- physical nucleating agents will preferably have a high aspect ratio (i.e., width: height).
- physical nucleating agents will have a mean aspect ratio of greater than 1 :1 , greater than 2:1 , greater than 5:1 , greater than 10:1 , greater than 20:1 , greater than 30:1 , greater than 40:1 , greater than 50:1 , greater than 75:1 , and/or greater than 100:1.
- physical nucleating agents should be immiscible with the polymer matrix of the CE melt resin at the extrusion temperature of the extrusion section.
- the physical nucleating agents should have a melting temperature at least 220° C, at least 230° C of at least 240° C, at least 250° C, at least 275° C, at least 300° C, at least 325° C, or at least 350° C. Nevertheless, the physical nucleating agents may be selected such that they have the ability to, after melting, recrystallize upon cooling.
- suitable inorganic physical nucleating agents include, but are not limited to, minerals such as talc, CaCOs, mica, and mixtures of at least two of the foregoing.
- minerals such as talc, CaCOs, mica, and mixtures of at least two of the foregoing.
- One representative example is Heritage Plastics HT6000 Linear Low Density Polyethylene (LLDPE) Based Talc Concentrate.
- Other inorganic physical nucleating agents include wollastonite, silica, silicon oxide, titanium oxide, magnesium oxide, aluminum oxide and calcium silicate, barium sulfate, Kaolin, aluminum tryhydrateATH (AI(OH) 3 ), MDH (Mg(OH) 2 ), Diatomaceous earth, magnetite/hematite, halloysite, zinc oxide, and titanium dioxide.
- the inorganic nucleating agents will comprise oxides, such as metal oxides or mixed metal oxides, such as those selected from one or more of the following: aluminum oxide, antimony oxide, arsenic oxide, bismuth oxide, boron oxide, calcium oxide, gallium oxide, iron oxide, lithium oxide, magnesium oxide, silicon oxide, and titanium oxide.
- the inorganic nucleating agents will comprise silicates, such as silicates selected from one or of the following: magnesium silicate and calcium silicate.
- biodegradable natural, particulate materials derived from renewable organic sources can also serve as effective physical nucleating agents.
- Natural materials that can be physical nucleating agents include material comprised of cellulose fibers and/or cellulose starch.
- Examples include, but are not limited to almond shell flour, animal fiber, apricot shell flour, bamboo flour, tree bark flour, clam shell flour, coconut shell flour, coconut coir, corn flour, corn cob flour, corn cob grit, cottonseed hulls, flock & fiber, hazelnut shell flour, kenaf flour, natural fibers, nutshell hull & flour, oat fiber powder, olive stone flour, peanut hulls flour, pecan shell flour, pine-nut shell powder, pistachio-nut shell flour, plant fiber, rice hull flour, rice hull grit, rice husk, soy bean flour, starch flour (hydrophobic), walnut shell flour, wheat chaff, wheat husk, and wood flour.
- Other organic physical nucleating agents include cellulose powder, chitin, chitosan, stearic acid metal salts, carbon black, and dolomite.
- Examples of chemical nucleating agents include but are not limited to acids, such as citric acid or a citric acid-based material. Other acids may include lauric acid, stearic acid, tartaric acid, ascorbic acid, propionic acid, and hexanoic acid.
- acids may include lauric acid, stearic acid, tartaric acid, ascorbic acid, propionic acid, and hexanoic acid.
- HYDROCEROLTM CF-40E available from Clariant Corporation
- the chemical nucleating agents will include a combination of an acid and a base, such as a carbonate, which may include sodium bicarbonate, zinc bicarbonate, potassium bicarbonate, sodium carbonate, potassium carbonate, etc.
- the nucleating agents are present at from 0.1 to 10 wt. %, from 0.1 to 5.0 wt. %, at least 0.1 wt. %, at least 0.25 wt. %, at least 0.5 wt. % at least 1 .0 wt. %, at least 1 .25 wt. %, at least 1 .5 wt. %, at least 1 .75 wt. %, at least 2.0 wt.
- % at least 2.25 wt. %, at least 2.5 wt. %, at least 2.75 wt. %, or at least 3.0 wt. %, or at least 3.5 wt. %, or at least 4.0 wt. %, or at least 4.5 wt. % and/or less than 7.5 wt. %, less than 5 wt. %, less than 4 wt. %, less than 3 wt. %, less than 2 wt. %, or less than 1 .0 wt. %, all based on the total weight of the cellulose ester composition.
- the nucleating agents used herein may comprise a combination or mixture of two or more different types of nucleating agents, including two or more chemical nucleating agents, two or more physical nucleating agents, and/or a combination of chemical and physical nucleating agents.
- the cellulose ester material whether in the form of compounded CE material or CE melt resin, will generally be able to accept a maximum amount of nucleating agent that can function to form nucleation sites. Any remaining nucleating agent that is added to the cellulose ester material will remain as filler.
- Fillers can provide various properties to the resulting cellulose ester foams and/or articles based on the type of filler used. For example, some fillers can provide increased/decreased density, ductility, Young’s modulus, yield strength, heat deflection temperature, permeability, impact resistance, elongation to break, adhesion properties, biodegradation, etc. of the cellulose ester material. Fillers can also be used to alter the visual characteristics (e.g., color, opacity, etc.) and tactile characteristics (e.g., material continuous, surface roughness, etc.) of the cellulose ester material.
- visual characteristics e.g., color, opacity, etc.
- tactile characteristics e.g., material continuous
- the compounded CE material or CE melt resin may comprises at least one filler (as described herein) in an amount from 1 to 60 wt. %, or 5 to 55 wt. %, or 5 to 50 wt. %, or 5 to 45 wt. %, or 5 to 40 wt. %, or 5 to 35 wt. %, or 5 to 30 wt. %, or 5 to 25 wt. %, or 10 to 55 wt. %, or 10 to 50 wt. %, or 10 to 45 wt. %, or 10 to 40 wt. %, or 10 to 35 wt. %, or 10 to 30 wt.
- filler as described herein
- the fillers may include talc, CaCOs, and/or MgO.
- the fillers may be selected from carbohydrates (sugars and salts), cellulosic and organic fillers (wood flour, wood fibers, hemp, carbon, coal particles, graphite, and starches), mineral and inorganic fillers (calcium carbonate, talc, silica, titanium dioxide, glass fibers, glass spheres, boronitride, aluminum trihydrate, magnesium hydroxide, calcium hydroxide, alumina, and clays), food wastes or byproduct (eggshells, distillers grain, and coffee grounds), desiccants (e.g.
- the cellulose acetate compositions can include at least one filler that also functions as a colorant additive.
- the colorant additive filler can be chosen from: carbon, graphite, titanium dioxide, opacifiers, dyes, pigments, toners and combinations thereof.
- the cellulose acetate compositions can include at least one filler that also functions as a stabilizer or flame retardant.
- Some fillers may comprise substantially spherical particles, while others may comprise high aspect ratio particles. In some embodiments, a combination of spherical particles and high aspect ratio particles may be used together.
- a blowing agent refers to a physical or a chemical material (or combination of materials) that acts to expand nucleation sites. Such blowing agents are generally added to aid in the formation of foams. As such, blowing agents may be added to relevant processes when forming foam articles, but may not be added to relevant processes when forming rigid articles. Blowing agents may include chemical blowing agents, physical blowing agents, combinations thereof, or several types of chemical and physical blowing agents. The blowing agents function to reduce density of a material by expanding cells formed in the molten formulation at the nucleation sites. The blowing agent may be added to the CE melt resin in the extruder.
- biodegradable particulate natural fillers allows them to absorb moisture and carry the absorbed water into the molten resin mixture where the water can act as a physical blowing agent.
- physical blowing agents include H 2 O, N 2 , CO 2 , alkanes, alkenes, ethers, ketones, argon, helium, air or mixtures.
- the hygroscopic nature of biodegradable particulate natural fillers allows them to absorb moisture and carry the absorbed water into the molten resin mixture where the water can act as a physical blowing agent.
- Hygroscopic biodegradable natural fillers can be formulated into a composition and allowed to absorb moisture prior to the foaming process, where the water then is released to act as a physical blowing agent.
- the water may also be used as a plasticizer for the cellulose ester resin.
- physical blowing agents may include hydrocarbons, such as pentane/isopentane or butane/isobutane.
- hydrocarbons may include propane, ethane, methane, hexane, cyclohexane, cyclopentane, cyclobutene, or the like.
- Chemical blowing agents are materials that degrade or react to produce a gas (e.g., CO 2 or N 2 ). Such gasses expand the cells within the molten resin mixture and/or resulting foam mixture to produce a structural material with a plurality of gaseous voids dispersed throughout. Chemical blowing agents may be endothermic or exothermic. Chemical blowing agents typically degrade at a certain temperature to decompose and release gas. Examples of chemical blowing agents include azodicarbonamide, acids (e.g., citric acid), and carbonates, such as sodium bicarbonate, sodium carbonate, ammonium bicarbonate, ammonium carbonate, zinc carbonate, and the like and combinations thereof.
- a gas e.g., CO 2 or N 2
- Such gasses expand the cells within the molten resin mixture and/or resulting foam mixture to produce a structural material with a plurality of gaseous voids dispersed throughout. Chemical blowing agents may be endothermic or exothermic. Chemical blowing agents typically degrade at
- the blowing agent is present at from 0.3 to 1 .5 wt. %, or 0.3 to 2.0 wt. %, or 0.3 to 2.5 wt. %, or 0.3 to 3.0 wt. %, or 0.3 to 3.5 wt. %, or 0.3 to 4.0 wt. %, or 0.3 to 8%, or 1 .3 to 1 .5 wt. %, or 1 .3 to 2.0 wt. %, or 1 .3 to 2.5 wt. %, or 1 .3 to 3.0 wt. %, or 1 .3 to 3.5 wt.
- % or 4.5 to 9.0 wt. %, or 5.0 to 9.0 wt. %, or 5.5 to 9.0 wt. %, or 6.0 to 9.0 wt. %, or 6.5 to 9.0 wt. %, or 7.0 to 9.0 wt. %, or 7.5 to 9.0 wt. %, or 8.0 to 9.0 wt. %, or 8.5 to 9.0 wt. %, all based on the total weight of the cellulose ester composition.
- the blowing agents used herein may comprise a combination or mixture of two or more different types of blowing agents, such as two or more chemical blowing agents, two or more physical blowing agents, and/or a combination of chemical and physical blowing agents.
- the blowing agents used may be biodegradable, such as the biodegradable chemical blowing agents, citric acid and/or sodium bicarbonate.
- the biodegradable chemical blowing agents, citric acid and/or sodium bicarbonate may be dispersed in a biodegradable carrier, such as polybutylene succinate, polycaprolactone, or combinations thereof.
- Surface modifying additives refer to materials, such as processing aids, that can be added to cellulose ester compositions to modify the structure of the compositions (or the resulting foam articles) to improve processing of the cellulose ester compositions.
- processing aids such as processing aids
- the inventors of the present application have found that adding surface modifying additives to the compounded CE material (e.g., to the pellets during the compounding process) or to the CE melt resin (e.g., during the extrusion process) can improve processing by reducing unwanted sticking of the CE melt resin to the die or mandrel (or to other components of the foam sheet or rigid article production process). Such reduction in sticking may be achieved by the surface modifying additives inhibiting the fusing of cellulose esters caused by plasticizers.
- surface modifying additives may also reduce blocking of the cellulose ester foam sheets produced at the sheet forming section or the injection molding section. Furthermore, surface modifying additives may also improve the foam sheet production process or the rigid article production process by allowing the process to be performed at lower temperatures.
- the surface modifying additives may function as anti-static additives, which inhibit electrical sparks or arcing in the CE melt resin.
- the inhibition of electrical sparks or arcing can be particularly important when hydrocarbons are used as blowing agents, so as to reduce the chance of igniting the hydrocarbons and causing fires.
- surface modifying additives may also reduce the diffusion of blowing agents, such as hydrocarbons, out of the foam sheets or resulting articles.
- hydrocarbons themselves may be used as surface modifying additives.
- surface modifying additives that may be used with compounded CE material (e.g., during the compounding process) or to the CE melt resin (e.g., during the foam sheet production process) according to embodiments of the present invention include fatty acids, such as palmitic acid, tallow acid, stearic acid, oleic acid, linoleic and linolenic acids, arachidic/behenic acids, behenic acid, and erucic acid.
- Surface modifying additives may also include fatty acid amides, such as erucamides, oleoamides, stearmides, bhenamides, secondary amides, and bisamides.
- Additional examples of surface modifying additives may include glycerol esters and/or stearate esters, such as monoglycerides, diglycerides, and triglycerides.
- the monoglycerides may include glycerol monostearate or monoglyceride derivatives, such as diacetyl tartaric acid esters of mono- and diglycerides (DATEM), ethoxylated monoglyceride, succinyl monoglyceride, and propylene glycol monoesters (PGME).
- DATEM diacetyl tartaric acid esters of mono- and diglycerides
- PGME propylene glycol monoesters
- Examples of surface modifying additives may also include metallic stearates such as aluminum stearate, calcium stearate, lithium stearate, magnesium stearate, sodium stearate, zinc stearate, and/or combinations thereof (e.g., Calcium/Zinc stearates) .
- metallic stearates such as aluminum stearate, calcium stearate, lithium stearate, magnesium stearate, sodium stearate, zinc stearate, and/or combinations thereof (e.g., Calcium/Zinc stearates) .
- Examples of surface modifying additives may also include waxes, such as polyolefin waxes (polypropylene wax and polyethylene wax), oxidized olefin waxes, ethylene acrylic acid (EAA) copolymer waxes, ethylene methyl acrylate (EMA) copolymer waxes, EAA ionomer axes, acrylic waxes, and/or natural waxes, such as rice bran wax, sunflower wax, sugar cane wax, candelilla wax, soy wax, bees wax, candelilla wax, and carnauba waxes.
- waxes such as polyolefin waxes (polypropylene wax and polyethylene wax), oxidized olefin waxes, ethylene acrylic acid (EAA) copolymer waxes, ethylene methyl acrylate (EMA) copolymer waxes, EAA ionomer axes, acrylic waxes, and/or natural waxes, such as rice bran wax
- surface modifying additives include aliphatic diesters (e.g., dioctyl adipate), polyglycol diesters, alkyl alkyether diesters, aromatic triesters, polyester resins, chlorinated hydrocarbons, halogenated hydrocarbons, alkylether monoesters, and alkyl monoesters.
- various oils may be used as surface modifying additives, such as aromatic oils, napthenic oils, glyceride oils, silicon oils, and epoxidized oils (e.g., soybean oil and linseed oil).
- the surface modifying additives comprise plasticizers, such as aliphatic diester plasticizers, polyester plasticizers, and the like.
- surface modifying additives may comprise a polyhedral oligomeric silsesquioxane (POSS).
- surface modifying additives used in embodiments of the present invention may have a lower polarity than the cellulose ester in compounded CE material (e.g., during the compounding process) or to the CE melt resin (e.g., during the foam sheet production process).
- the surface modifying additives may have (based on Hansen solubility parameters): a total solubility parameter 5 of less than 25 Mpa 1/2 , less than 20 Mpa 1/2 , or less than 19.5 Mpa 1/2 ; a dispersion force solubility parameter bd of less than 18 Mpa 1/2 , less than 16 Mpa 1/2 , or less than 14 Mpa 1/2 ; a dipolar intermolecular force solubility parameter bd of less than 12 Mpa 1/2 , less than 8 Mpa 1/2 , or less than 4 Mpa 1/2 ; and/or a hydrogen bond solubility parameter bh of less than 1 1 Mpa 1/2 , less than 10 Mpa 1/2 , or less than 9 Mpa 1/2 .
- Hansen solubility parameters a total solubility parameter 5 of less than 25 Mpa 1/2 , less than 20 Mpa 1/2 , or less than 19.5 Mpa 1/2 ; a dispersion force solubility parameter bd of less than 18 Mpa
- the surface modifying additives used in embodiments of the present invention may have a higher polarity than the cellulose ester in compounded CE material (e.g., during the compounding process) or to the CE melt resin (e.g., during the foam sheet production process).
- the surface modifying additives may have (based on Hansen solubility parameters): a total solubility parameter 5 of more than 21 .5 Mpa 1/2 , more than 23 Mpa 1/2 , or more than 25 Mpa 1/2 .
- surface modifying additives may have a boiling point greater than 200° C, greater than 220° C, greater than 240° C, greater than 260° C, greater than 280° C, or greater than 300° C.
- the surface modifying additives may have a molecular weight greater than 100 g/mol, greater than 150 g/mol, greater than 220 g/mol, greater than 260 g/mol, greater than 300 g/mol, or greater than 340 g/mol and/or no more than 1000 g/mol, no more than 2500 g/mol, or no more than 5000 g/mol.
- the surface modifying additives may be soluble in the plasticizer(s) used in the cellulose ester compositions.
- the surface modifying additives may be biodegradable and/or food-compliant or FDA approved.
- the surface modifying additives are present at from 0.05 to 0.75 wt. %, or 0.05 to 1 .0 wt. %, or 0.05 to 2.5 wt. %, or 0.05 to 5.0 wt. %, or 0.75 to 1 .0 wt. %, or 0.75 to 2.5 wt. %, or 0.75 to 5.0 wt. %, or 0.1 to 1 .0 wt. %, or 0.1 to 2.5 wt. %, 0.1 to 5.0 wt. %, or 1 .0 to 2.5 wt. %, or 1 .0 to 5.0 wt.
- the surface modifying additives used herein may comprise a combination or mixture of two or more different types of surface modifying additives.
- Extruded sheets of cellulose ester foam may be formed using the extrusion section and/or the sheet forming section described above.
- Such extruded sheets comprise a structural material with a plurality of gaseous voids disposed throughout. Such gaseous voids are formed by expansion of the blowing agent in the form of a gas within the cellulose polymer melt.
- the structural material is cellulose ester based, and in some embodiments with specific amounts of the compositional components of the structural material (e.g., cellulose ester, plasticizer, blowing agents (chemical and/or physical) nucleating agents, surface modifying additives, etc.) having been described above in more detail.
- Foam articles may be formed from the extruded sheets of foam in accordance with embodiments, e.g., via thermoforming.
- Exemplary articles include food trays, claim shells and/or hinged containers (e.g., egg cartons), bowls, cups, pool noodles, pipe insulation, other articles with extrusion profiles, etc.
- the articles may have one or more particularly advantageous properties.
- the articles may be biodegradable, compostable, recyclable and/or the articles may have superior mechanical properties (e.g., strength, density, cell size, water absorption, etc.).
- the foam may be a low density foam having a density less than .20 g/cm 3 , less than 0.18 g/cm 3 , less than 0.15 g/cm 3 , less than 0.12 g/cm 3 , less than less than 0.10 g/cm 3 , less than 0.08 g/cm 3 , less than less than 0.06 g/cm 3 , or less than less than 0.04 g/cm 3 , or from 0.04 to 0.8 g/cm 3 , 0.04 to 0.6 g/cm 3 , 0.04 to 0.5 g/cm 3 , 0.04 to 0.4 g/cm 3 , 0.04 to 0.3 g/cm 3 , 0.04 to 0.2 g/cm 3 , 0.04 to 0.15 g/cm 3 , 0.04 to 0.12 g/cm 3 , 0.04 to 0.10 g/cm 3 , or from 0.04 to 0.8 g/cm 3 , 0.04 to
- the foam may have a medium density, which is used herein to mean a density greater than 0.20 g/cm 3 , greater than 0.30 g/cm 3 , greater than 0.40 g/cm 3 , greater than 0.50 g/cm 3 , greater than 0.60 g/cm 3 , greater than 0.70 g/cm 3 , and/or no more than 0.80 g/cm 3 , no more than 0.70 g/cm 3 , no more than 0.60 g/cm 3 , no more than 0.50 g/cm 3 , no more than 0.40 g/cm 3 , or no more than 0.30 g/cm 3 .
- a medium density which is used herein to mean a density greater than 0.20 g/cm 3 , greater than 0.30 g/cm 3 , greater than 0.40 g/cm 3 , greater than 0.50 g/cm 3 , greater than 0.60 g/cm 3 , greater than 0.70
- the foam will have a density from 0.20 g/cm 3 to 0.80 g/cm 3 , from 0.30 g/cm 3 to 0.80 g/cm 3 , from 0.40 g/cm 3 to 0.80 g/cm 3 , from 0.50 g/cm 3 to 0.80 g/cm 3 , from 0.60 g/cm 3 to 0.80 g/cm 3 , from 0.70 g/cm 3 to 0.80 g/cm 3 , 0.20 g/cm 3 to 0.70 g/cm 3 , from 0.30 g/cm 3 to 0.70 g/cm 3 , from 0.40 g/cm 3 to 0.70 g/cm 3 , from 0.50 g/cm 3 to 0.70 g/cm 3 , from 0.60 g/cm 3 to 0.70 g/cm 3 , 0.20 g/cm 3 to 0.60 g/cm 3 , from 0.30 g/cm 3
- the average foam cell size is less than 600 gm, less than 550 gm, less than 500 gm, less than 450 gm, less than 400 gm, less than 350 gm, less than 300 gm, less than 250 gm, less than 200 gm, less than 150 gm, less than 100 gm, and/or from 40 gm to 600 gm, or 50 gm to 600 gm, or 60 gm to 600 gm, or 70 gm to 600 gm, or 80 gm to 600 gm, or 90 gm to 600 gm, or 100 gm to 600 gm, or 150 gm to 600 gm, or 200 gm to 600 gm, or 250 gm to 600 gm, or 300 gm to 600 gm, or 400 gm to 600 gm, or 500 gm to 600 gm, or 40 gm, or 50 gm to 600 gm, or 50 gm to
- rigid articles may be formed from CE melt resin via injection molding.
- Such CE melt resin may beneficially include one or more chemical blowing agents, which as discussed below, improve the flowability of the resin during injection molding.
- Exemplary articles include straws, cups, lids, trays, bowls, pots, cutlery (e.g., forks, knives, spoons, etc.), and the like.
- the articles may be single-use items, such as cutlery (e.g., forks, knives, spoons, etc.).
- the articles may be multiple-use items, such as cups, bowls, pots, etc.
- the articles may have one or more particularly advantageous properties.
- the articles may be biodegradable, compostable, recyclable and/or the articles may have superior mechanical properties (e.g., strength, density, cell size, absorption, etc.).
- the rigid articles may have a density greater than 0.90 g/cm 3 , greater than 1.0 g/cm 3 , greater than 1.10 g/cm 3 , greater than 1.20 g/cm 3 , greater than 1.30 g/cm 3 , greater than 1.40 g/cm 3 , greater than 1.50 g/cm 3 , and/or no more than 1 .60 g/cm 3 , no more than 1 .50 g/cm 3 , no more than 1 .40 g/cm 3 , no more than 1.30 g/cm 3 , no more than 1.20 g/cm 3 , no more than 1.10 g/cm 3 , or no more than 1 .0 g/cm 3 .
- the rigid articles will have a density from 0.90 g/cm 3 to 1 .60 g/cm 3 , from 1 .00 g/cm 3 to 1 .60 g/cm 3 , from 1.10 g/cm 3 to 1 .60 g/cm 3 , from 1 .20 g/cm 3 to 1 .60 g/cm 3 , from 1 .30 g/cm 3 to 1.60 g/cm 3 , from 1.40 g/cm 3 to 1.60 g/cm 3 , from 1.50 g/cm 3 to 1.60 g/cm 3 , from 0.90 g/cm 3 to 1 .50 g/cm 3 , from 1 .00 g/cm 3 to 1 .50 g/cm 3 , from 1 .10 g/cm 3 to 1 .50 g/cm 3 , from 1 .20 g/cm 3 to 1 .50 g/cm 3 ,
- embodiments of the present invention include systems and methods for forming cellulose ester items, such as fibers, films, pellets, flakes (other shaped material that may include regrind), sheets, articles, etc. It should be understood, however, that in some other embodiments, mixed ester items may also be formed. Regardless, embodiments provide for the compounding systems, which combine the cellulose ester feedstock and one or more additives (e.g., plasticizers or other viscosity reducing additive) to form compounded CE materials, to be co-located with the processing systems that are used to form the compounded CE materials into cellulose ester-based items such as fibers, films, pellets, flakes (other shaped material that may include regrind), sheets, articles, etc.
- additives e.g., plasticizers or other viscosity reducing additive
- co-located refers to the characteristic of at least two objects or systems being situated on a common physical site, and/or within 5, within 3, within 1 , within 0.75, within 0.5, or within 0.25 miles of each other, measured as a straight-line distance between two points associated the objects or systems.
- the systems may be integrated in one or more ways. Examples of integration include, but are not limited to, heat integration, utility integration, waste-water integration, mass flow integration via conduits, and sharing of common equipment and parts, such as seals, gaskets, and the like.
- embodiments of the present invention may include a manufacturing system for manufacturing cellulose ester items.
- the manufacturing system may comprise a compounding system configured to combine a cellulose ester feedstock and an additive to form a compounded cellulose ester material.
- the compounding system may be configured to form the compounded cellulose ester material to have a moisture content of no more than 2 wt. %.
- the manufacturing system may also include a processing system configured to process the compounded cellulose ester material to form the cellulose ester items.
- the compounding system will be co-located with the processing system, such that the compounding system is located within 5 miles of the processing system.
- the compounding system is located within 3, within 1 , within 0.75, within 0.5, or within 0.25 miles of, or situated on a common physical site with, the processing system. Due to the compounding system being co-located with the processing system, the compounded cellulose ester material may be provided from the compounding system to the processing system within 24 hours, within 12 hours, within 6 hours, within 4 hours, within 2 hours, within 1 hour, and/or immediately upon the compounded cellulose ester material being formed by the compounding system. [0086] To begin the manufacture of cellulose ester-based items, cellulose ester feedstock may be provided to the compounding system.
- Such feedstock may comprise virgin polymer (manufactured as described above) or may comprise recycled polymer (e.g., post-industrial (e.g., trim scrap) or postconsumer scrap).
- the cellulose ester feedstock may comprise from 10 to 70% or from 35 to 45% recycled cellulose ester. Regardless, the cellulose ester feedstock may initially have a moisture content of between 1 and 5 wt. % or about 4 wt. %.
- the cellulose ester feedstock may be in the form of pellets, powder, flakes, etc. In embodiments in which the feedstock is powder or flakes, dust and spark mitigation may be necessary to prevent dust contamination of surrounding systems and/or to prevent explosions and fires.
- the cellulose ester feedstock may be provided to the compounding system via a feed system that is particularly configured to mitigate dust and sparks.
- the feed system may be fluidly sealed from the surrounding environment (i.e., external to the feed system and/or the compounding system) to prevent dust contamination of surrounding systems.
- the feed system may be vented to the outside, natural environment (separate from the compounding system and/or the processing systems), such that any dust generated by the feed system will not contaminate the surrounding systems.
- the feed system may include an inert atmosphere through which the feedstock is provided to the compounding system, so as to mitigate sparks, explosions, or fires during the provision of the feedstock to the compounding system. A nitrogen purge may also be used around the feeding inlet of the compounding system.
- the feed system may include other explosion, spark, or fireinhibiting features.
- the compounding system may comprise a twin-screw extruder configured to mix the cellulose ester feedstock and one or more additives to form a compounded cellulose ester material.
- the additives may comprise plasticizers; however, in other embodiments, the additives may comprise toughening aids, impact modifiers, flow enhancers, or other polymer resins.
- the additives may comprise viscosity reducing additives, such as, copolymers (e.g., polybutylene succinate (PBS), polyhydroxyalkanoates (PHAs), polylactic acid (PLA), poly(butylene succinate-co-butylene adipate) (PBSA), polycaprolactone (PCL), polybutylene adipate terephthalate (PBAT), poly(butylenes succinate-co-terephthalate) (PBST), starch copolymers), impact modifiers, plasticizers, flow enhancers, and/or lubricants (e.g., calcium, zinc, stearic acid, long chain acids, oleic acid, and palmitic acid).
- copolymers e.g., polybutylene succinate (PBS), polyhydroxyalkanoates (PHAs), polylactic acid (PLA), poly(butylene succinate-co-butylene adipate) (PBSA), polycaprolactone (PCL), poly
- the compounding system may be configured to form the compounded cellulose ester to have a moisture content of no more than 2 wt. %.
- the compounding system may be configured to form the compounded cellulose ester to have a moisture content of less than 1 .8 wt. %, less than 1 .6 wt. %, less than 1 .5 wt. %, less than 1 .4 wt. %, less than 1 .2 wt. %, less than 1 .0 wt. %, less than 0.8 wt. %, less than 0.6 wt. %, less than 0.5 wt.
- the twin-screw extruder may include a plurality of vents configure to remove moisture from the cellulose ester material.
- the twin-screw extruder may have one, two, or more vents to remove moisture from the cellulose ester material.
- Such vented twin-screw extruders may be particularly useful when the feedstock includes recycled flakes that require densification and/or moisture reduction.
- the compounding system may comprise a roll mill, a batch mixer, and/or a single-screw extruder.
- the resulting compounded cellulose ester material may be in the form of pellets, or may be sufficiently heated so as to be melted in the form of a melt resin.
- the compounding system may be co-located with the processing system (see, e.g., FIGS. 1 -3 in which the compounding systems/processes may be co-located with the foam sheet production systems/processes and/or with the rigid article production systems/processes).
- the compounding system may be directly connected or physically coupled e.g., via one or more belt conveyor systems, one or more pneumatic conveyor systems, one or more gravity conveyors, and/or one or more elevator systems, with the processing system (it is understood that the processing system may include multiple individual processing systems).
- the compounded cellulose ester material may be formed by the processing system and directly provided to the processing systems within a short amount of time (e.g., within 24 hours, within 12 hours, within 6 hours, within 4 hours, within 2 hours, and/or within 1 hour).
- the compounding system need not be directly, physically coupled with the processing system.
- the compounded cellulose ester may be indirectly provided to the processing system from the compounding system, such as by temporarily being stored in one or more storage tanks or bins, where the compounded cellulose ester can be tested for quality control purposes.
- the compounded cellulose ester material will generally be provided to the processing systems within a short amount of time (e.g., within 24 hours, within 12 hours, within 6 hours, within 4 hours, within 2 hours, and/or within 1 hour). As such, the compounded cellulose ester material will generally lose little heat between the time it is formed in the compounding system and the time it is provided to the processing unit. For example, upon exiting the compounding system, the compounded cellulose ester material may have a temperature between 150 and 250 °C, but the compounded cellulose ester material may be provided to the processing system at temperature no less than 100 °C.
- the compounded cellulose ester may lose no more than 10%, no more than 15%, no more than 20%, no more than 25%, no more than 30%, no more than 35%, or no more than 40% of its temperature value between being formed in the compounding system and being provided to the processing system.
- embodiments of the present invention provide cost and energy saving by not requiring separate, additional heating of the compound cellulose ester material before it is provided to the processing system.
- the compounded cellulose ester material will generally gain little moisture between the time it is formed in the compounding system and the time it is provided to the processing unit.
- the compounded cellulose ester material may have a content of less than 1 wt. %, and the compounded cellulose ester material may gain no more than 100%, no more than 50%, no more than 30%, no more than 25%, no more than 20%, no more than 15%, or no more than 10% of its moisture content between being formed in the compounding system and being provided to the processing system.
- embodiments of the present invention provide cost and energy saving by not requiring separate, additional drying of the compound cellulose ester material before it is provided to the processing system.
- the processing system may for the compounded cellulose ester material into cellulose ester-based items.
- cellulose ester-based items include fibers, films, pellets, flakes (other shaped material that may include regrind), sheets, foamed articles, non-foamed rigid articles, and the like.
- the processing system may comprise various devices, including twin-screw extruders, singlescrew extruders, gear pumps, and the like.
- the processing system may include any of the features of those systems described above with respect to FIGS. 1 , 2, and 4-16.
- extruders may additionally include one or more vents for drying the cellulose ester melt formed therein.
- the processing system may be associated with an annular die, a coat-hangar die, sheet dies, slot dies, and/or profile-shaped dies to form cellulose ester-based items.
- Such items may include non-foamed films, fibers, pellets, flakes (other shaped material that may include regrind), or injection molded articles.
- the extruder may be associated with a melt cooler, such that the processing system is configured to form foamed items, such as foamed sheets.
- the foaming agents e.g., chemical blowing agent, physical blowing agents, or combinations thereof
- the extruder may be associated with a melt cooler, such that the processing system is configured to form foamed items, such as foamed sheets.
- the foaming agents e.g., chemical blowing agent, physical blowing agents, or combinations thereof
- the extruder may be associated with a melt cooler, such that the processing system is configured to form foamed items, such as foamed sheets.
- the foaming agents e.g., chemical blowing agent, physical blowing agents, or combinations thereof
- the processing system may include or otherwise be associated with a thermoforming system to thermoform portions of the foamed sheets into thermoformed, foamed articles.
- the thermoforming systems may be used to thermoform non-foamed films formed by the extruder.
- the thermoforming system may not be part of the processing system, but may be separate (e.g., not co-located with the processing system). As such, the foamed sheets may require transportation from the processing systems to the separately located thermoforming system.
- the processing system may comprise a gear pump and may be associated with various types of dies, such as an annular die, a coat-hangar die, sheet dies, slot dies, and/or profile-shaped dies to form cellulose ester-based items.
- dies such as an annular die, a coat-hangar die, sheet dies, slot dies, and/or profile-shaped dies to form cellulose ester-based items.
- Such items may include non-foamed films, fibers, pellets, flakes (other shaped material that may include regrind), or injection molded articles.
- the gear pump may be associated with a melt cooler, such that the processing system is configured to form foamed items, such as foamed sheets.
- the foaming agents e.g., chemical blowing agent, physical blowing agents, or combinations thereof
- the foaming agents may be added to the gear pump to facilitate foaming.
- the processing system may include or otherwise be associated with a thermoforming system to thermoform portions of the foamed sheets into thermoformed, foamed articles.
- the thermoforming systems may be used to thermoform non-foamed films formed by the extruder.
- the thermoforming system may not be part of the processing system, but may be separate (e.g., not co-located with the processing system). As such, the foamed sheets may require transportation from the processing systems to the separately located thermoforming system.
- prior systems generally required compounded cellulose ester material to be re-heated and/or dried after transport from the compounding system, in preparation for being added to the processing systems (e.g., extruders) to form cellulose ester-based items.
- the compounding system and processing system are co-located with each other, according to embodiments of the present invention, the compounded cellulose ester material can be provided directly from the compounding system to the processing system without the need for heating/re-heating, cooling, and drying.
- efficiencies can be increased by the re-capturing of volatiles that are generally lost when the compounding system and the processing systems are separated.
- some plasticizer is commonly lost during processing of compounded cellulose ester material (e.g., when forming foam sheets via an extruder).
- volatiles that are commonly lost can instead be re-captured (e.g., via a re-capture system), such that the recaptured volatiles can be re-used.
- plasticizer that is re-captured can be re-introduced into the compounding system to make compounded cellulose ester material. Such re-capturing and re-use of volatiles is difficult if the compounding system and processing system are not co-located.
- the terms “comprising,” “comprises,” and “comprise” are open-ended transition terms used to transition from a subject recited before the term to one or more elements recited after the term, where the element or elements listed after the transition term are not necessarily the only elements that make up the subject.
- a material must meet the following four criteria: (1 ) the material should pass biodegradation requirement in a test under controlled composting conditions at elevated temperature (58°C) according to ISO 14855-1 (2012) which correspond to an absolute 90% biodegradation or a relative 90% to a control polymer, (2) the material tested under aerobic composting condition according to ISO16929 (2013) must reach a 90% disintegration ; (3) the test material must fulfill all the requirements on volatile solids, heavy metals and fluorine as stipulated by ASTM D6400 (2012), EN 13432 (2000) and ISO 17088 (2012); and (4) the material should not cause negative on plant growth.
- biodegradable generally refers to the biological conversion and consumption of organic molecules. Biodegradability is an intrinsic property of the material itself, and the material can exhibit different degrees of biodegradability, depending on the specific conditions to which it is exposed.
- disintegrable refers to the tendency of a material to physically decompose into smaller fragments when exposed to certain conditions. Disintegration depends both on the material itself, as well as the physical size and configuration of the article being tested. Ecotoxicity measures the impact of the material on plant life, and the heavy metal content of the material is determined according to the procedures laid out in the standard test method.
- a material must exhibit a biodegradation of at least 90 percent in total (e.g., as compared to the initial sample), or a biodegradation of at least 90 percent of the maximum degradation of a suitable reference material after a plateau has been reached for both the reference and test item.
- the maximum test duration for biodegradation under home compositing conditions is 1 year.
- a material In order to be considered “biodegradable,” under soil composting conditions according the OK biodegradable SOIL conformity mark of Vingotte and the DIN Gepruft Biodegradable in soil certification scheme of DIN CERTCO, a material must exhibit a biodegradation of at least 90 percent in total (e.g., as compared to the initial sample), or a biodegradation of at least 90 percent of the maximum degradation of a suitable reference material after a plateau has been reached for both the reference and test item.
- the maximum test duration for biodegradability under soil compositing conditions is 2 years.
- the biodegradable cellulose acetate foam or rigid article is industrial compostable or home compostable.
- the foam or rigid article is industrial compostable.
- the foam or rigid article has a thickness that is less than 6 mm.
- the foam or rigid article has a thickness that is less than 3 mm.
- the foam or rigid article has a thickness that is less than 1.1 mm.
- the foam or rigid article is home compostable.
- the foam or rigid article has a thickness that is less than 6 mm.
- the foam or rigid article has a thickness that is less than 3 mm. In one sub-subclass of this subclass, the foam or rigid article has a thickness that is less than 1.1 mm. In one sub-subclass of this subclass, the foam or rigid article has a thickness that is less than 0.8 mm. In one sub-subclass of this subclass, the foam or rigid article has a thickness that is less than 0.6 mm. In one sub-subclass of this subclass, the foam or rigid article has a thickness that is less than 0.4 mm.
- the thickness of the foam or rigid article is from 1 to 10 mm, from 1 to 8 mm, from 2 to 8 mm, from 3 to 7 mm, from 4 to 6 mm, about 4 mm, about 5 mm, about 6 mm, about 7 mm, or about 8 mm.
- the foam or rigid article may have other, larger sizes.
- the foam or rigid article may have a thickness from 0.5 to 24 inches, from 1 to 15 inches, or 3 to 12 inches.
- the foam or rigid article exhibits greater than 90% disintegration after 12 weeks according to the disintegration test protocol for films, as described in the specification.
- compositions used to prepare the biodegradable cellulose acetate foams can comprise other additives such as fillers, stabilizers, odor modifiers, waxes, compatibilizers, biodegradation promoters, dyes, pigments, colorants, lubricants, anti-oxidants, viscosity modifiers, antifungal agents, heat stabilizers, antibacterial agents, softening agents, mold release agents, UV absorbers, and combinations thereof.
- Each additional additive may be present in the cellulose ester-based material in an amount less than 10 wt. %, less than 5 wt. % less than 4 wt. %, less than 3 wt. %, less than 2 wt. %, or less than 1 .0 wt.
- polyethylene glycol could function as a plasticizer or as an additive that does not function as a plasticizer, such as a hydrophilic polymer or biodegradation promotor, e.g., where a lower molecular weight PEG has a plasticizing effect and a higher molecular weight PEG functions as a hydrophilic polymer but without plasticizing effect.
- the foam, composition, foamable composition, or rigid composition further comprises a photodegradation catalyst.
- the photodegradation catalyst is a titanium dioxide, or an iron oxide.
- the photodegradation catalyst is a titanium dioxide.
- the photodegradation catalyst is an iron oxide.
- the foam, composition, foamable composition, or rigid composition further comprises a pigment.
- the pigment is a titanium dioxide, a carbon black, or an iron oxide.
- the pigment is a titanium dioxide.
- the pigment is a carbon black.
- the pigment is an iron oxide.
- the pigment is a biodegradable particulate natural filler.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Biochemistry (AREA)
- Materials Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
A method for processing cellulose ester. The method includes combining, via a compounding system, a cellulose ester feedstock and an additive to form a compounded cellulose ester material. The compounded cellulose ester material has a moisture content of no more than 2 wt. %. An additional step includes providing the compounded cellulose ester material to a processing system and processing, via the processing system, the compounded cellulose ester material to form a cellulose ester item. The providing of the compounded cellulose ester material to the processing system is performed within twenty-four hours of the compounded cellulose ester material being formed.
Description
CO-LOCATION OF CELLULOSE ESTER PROCESSING SYSTEMS
BACKGROUND OF THE INVENTION
[0001] Many plastic articles, such as rigid cutlery and foamed foodpackaging articles, are single-use items that are intended to be disposed of after use. However, many commonly-used plastics, such as polystyrene, are neither compostable nor biodegradable. Moreover, some municipalities, states, and countries have enacted, or are considering enacting, bans on the use of polystyrene-based materials. Thus, it is desirable to find alternative materials for use in plastic articles, as well as viable compositions, methods, and systems for producing such articles.
[0002] In addition, it is common to prepare a polymer feedstock at a first location and then transport the prepared feedstock to a second location for processing, such as for forming the feedstock into polymer items (e.g., polymer articles). Transporting the feedstock introduces significant inefficiencies into polymer article manufacturing. For example, in addition to the general cost of transportation, it can be costly to re-heat and/or dry polymer feedstock in preparation for processing into polymer articles. As such, it would be desirable to co-locate polymer feedstock preparation systems with polymer processing systems to reduce cost and/or to improve energy efficiency. Similarly, it would be desirable to operate polymer feedstock preparation systems and polymer processing systems on a continuous, or semi-continuous basis, to reduce cost and/or to improve energy efficiencies.
SUMMARY OF THE INVENTION
[0003] In one embodiment or in combination with any other embodiment mentioned herein, there is provided a method for processing cellulose ester. The method includes combining, via a compounding system, a cellulose ester feedstock and an additive to form a compounded cellulose ester material. The compounded cellulose ester material has a moisture content of no more than 2
wt. %. An additional step includes providing the compounded cellulose ester material to a processing system and processing, via the processing system, the compounded cellulose ester material to form a cellulose ester item. The providing of the compounded cellulose ester material to the processing system is performed within twenty-four hours of the compounded cellulose ester material being formed.
[0004] In another embodiment or in combination with any other embodiment mentioned herein, there is provided a manufacturing system for manufacturing cellulose ester items. The system comprises a compounding system configured to combine a cellulose ester feedstock and an additive to form a compounded cellulose ester material. The compounding system is configured to form the compounded cellulose ester material to have a moisture content of no more than 2 wt. %. The manufacturing system additionally comprises a processing system configured to process the compounded cellulose ester material to form the cellulose ester items. The compounding system is co-located with the processing system, such that the compounding system is located within 5 miles of the processing system.
BRIEF DESCRIPTION OF THE DRAWINGS
[0005] Figure (FIG.) 1 is a schematic diagram illustrating a biodegradable article forming process according to embodiments of the present invention, particularly configured to form foam articles;
[0006] FIG. 2 is a schematic diagram illustrating another biodegradable article forming process according to embodiments of the present invention, particularly configured to form foam articles;
[0007] FIG. 3 is a schematic diagram illustrating another biodegradable article forming process according to embodiments of the present invention, particularly configured to form rigid articles;
[0008] FIG. 4 is a schematic diagram illustrating an extrusion section that may be used in the foam article forming processes of FIGS. 1 and/or 2, according to embodiments of the present invention;
[0009] FIG. 5 is a schematic diagram illustrating another extrusion section that may be used in the foam article forming process of FIGS. 1 and 2, according to embodiments of the present invention;
[0010] FIG. 6 is a schematic diagram illustrating a foam sheet forming section that may be used in the foam article forming processes of FIGS. 1 and/or 2, according to embodiments of the present invention; and
[0011] FIG. 7 is a schematic diagram illustrating an extrusion section that may be used in the rigid article forming processes of FIG. 3, according to embodiments of the present invention.
DETAILED DESCRIPTION
[0012] Embodiments are generally directed to methods, systems, and compositions for forming biodegradable items, such as particulate materials (e.g., pellets), fibers, films, foamed sheets, and/or foamed or rigid articles. Exemplary processes including the methods, systems, and compositions are depicted in FIGS. 1 - 7 and are described in greater detail below.
Methods and Systems
[0013] To form biodegradable items, biodegradable polymers may first need to be formed. For example, as shown in FIGS. 1 and 2, raw materials may be introduced to a biodegradable polymer production process, which produces a biodegradable polymer material. In one embodiment or in combination with any other embodiment mentioned herein, the biodegradable polymer material comprises one or more cellulose esters. However, it is contemplated that, in some other embodiments, the polymer material may comprise various mixed esters. Nevertheless, the one or more cellulose esters may comprise cellulose acetates. In such embodiments, the raw materials may comprise a pulp, such as wood pulp and/or cotton pulp. The pulp may be a dissolving-grade pulp and/or a paper-grade pulp. The cellulose in the pulp may esterified, for example with an acetic acid, to form the biodegradable cellulose ester polymer, such as a cellulose acetate polymer. In other embodiments, the biodegradable polymer
material may be obtained by recycling polymer. Such recycled polymers may include industrial scrap, such as trim scrap recovered during the production of polymer items. Alternatively, the recycled polymer may come from postconsumer products.
[0014] Regardless of the origin of the biodegradable polymer material, the polymer material may then be introduced into one or more systems of a compounding process, as further illustrated in FIGS. 1 and 2, in which the biodegradable polymer material may be mixed with plasticizer (or other viscosity reducing additive), and optionally one or more other additives (e.g., stabilizers or processing aids), and formed into a compounded material comprising plasticized biodegradable polymer. Other additives may also be mixed with the polymer and plasticizer. For example, as shown in FIG. 2, the other materials (additives) may include, but are not limited to, stabilizers, physical blowing agent(s), chemical blowing agent(s) (and/or precursors), nucleating agent(s), surface modifying additive(s), pigment(s), filler(s), and/or other additive(s). Mixing can be accomplished by any known mixing technique, including, but not limited to, extrusion, rolling in a cylindrical container, overhead stirring, sigma blade mixing, and tumbling. For example, as will be described in more detail below, a cellulose ester polymer material or feedstock may be mixed with a plasticizer (or other viscosity reducing additive) via a twin-screw extruder to form a compounded cellulose ester material comprising a composition of cellulose ester and plasticizer (or other viscosity reducing additive). Alternatively, as will be discussed in more detail below, the systems of the compounding process may comprise a roll mill, a batch mixer, and/or a single-screw extruder.
[0015] In some embodiments, the compounding process may include a particulating process. The particulating process may generally comprise mixing the biodegradable polymer material, plasticizer (or other viscosity reducing additive), and other additive(s) to form a mixed composition and forming particulate material from the composition. In particular, the particulating process may include a pelletization process, and the particulate material may comprise
a quantity of pellets. The term “compounded CE material” means cellulose ester material formed during the compounding process, which may include a mixture of cellulose ester, plasticizer (or other viscosity reducing additive), and/or other additives. Further such compounded CE material may be in the form of particulate material (e.g., pellets, powders, granules, fibers, etc.). It should be understood that, as used herein, the phrases “particulating” or “particulating processes” may be the same as, or may at least include, “pelletizing” or “pelletizing processes.” In some embodiments, the particulating process may include pelletizing into a water bath, pelletizing on an air cooled belt, underwater pelletizing, solvent compounding, etc.
[0016] In one embodiment or in combination with any other embodiment mentioned herein, the plasticizer and other additive(s) may be mixed with cellulose esters in the compounding process by conventional melt compounding techniques, which involve combining the cellulose ester with plasticizer (or other viscosity reducing additive), and optionally the other additives, in a twin-screw extruder with appropriate mixing elements and at appropriate temperatures and pressures to achieve a molten, homogeneously combined, cellulose ester mixture by the time the materials exit the extruder. The molten, compounded, cellulose ester mixture may then be extruded through a die with orifices that are about 2-6 mm in diameter so as to extrude a strand. This strand may then be cooled by water (e.g., via underwater pelletization) or air and cut at regular intervals to provide a uniform and desirable size and shape, referred to as “pellets” or “granules.” Although a process for forming pelletized compounded material is described herein, it will be understood that the compounded material fed to the foam sheet production process can be in any physical shape (e.g., pellets, powders, granules, fibers) in accordance with some embodiments.
[0017] The compounded CE material, which as noted above may comprise pellets of plasticized biodegradable polymer, may then be introduced into one or more processing systems configured to produce various types of cellulose ester-based items, such a fibers, films, pellets, flakes (other shaped material
that may include regrind), foamed sheets, foamed articles, rigid articles, etc. As used herein, articles generally refer to end-products (e.g., trays, cutlery, dishware, etc.), whereby films and sheets are sometimes formed into such articles. However, in some instances, it is understood that fibers, films, or sheets may themselves be an end-product and, thus, considered an articles. [0018] Nevertheless, returning to FIGS. 1 and 2, compounded CE material may be provided to one or more systems of the foam sheet production process illustrated. The foam sheet production process may include one or more systems/zones/steps for producing a foam sheet or film, which are described in greater detail below. Such foam sheet or film may be further processed, e.g., via a thermoforming system, to form foamed articles. Although an exemplary foam sheet production process is described herein, it should be understood that certain aspects described herein may also be applicable to rigid (i.e., nonfoamed) materials and articles. For example, FIG. 3 illustrates a process by which compounded CE material is provided to one or more systems of a rigid article production process (e.g., an injection molding system) to prepare rigid articles, as described in more detail below.
[0019] Notably, as will be discussed in more detail below, in some embodiments, the compounding systems use to manufacture the compounded CE material may be co-located with the and/or processing systems used to manufacture the cellulose ester-based items, such a fibers, films, pellets, flakes (other shaped material that may include regrind), foamed sheets, foamed articles, rigid articles, etc. For example, the compounding systems may be operably coupled with the processing systems, such that compounded CE material may be provided directly to the processing systems. Alternatively, or in addition, the compounded CE material may be provided to the processing systems immediately after (or soon after) the compounded CE material has been formed. As such, processing costs of the manufacture of cellulose ester- based items can be minimized by reducing transportation costs and/or by reducing energy waste involved with re-heating, re-drying, and/or other reprocessing of the cellulose ester materials.
[0020] Returning to FIGS. 1 and 2, in one embodiment or in combination with any other embodiment mentioned herein, various additives may be introduced to one or more systems or zones of the foam sheet production process. The additives may include, but are not limited to, stabilizers, physical blowing agent(s), chemical blowing agent(s) (and/or precursors), nucleating agent(s), surface modifying additive(s), pigment(s), filler(s), and/or other additive(s).
[0021] The foam sheet production process may generally include systems that form an extrusion section and a sheet forming section. An exemplary extrusion section is depicted in FIG. 4. As shown, the extrusion section may comprise a feed preparation zone, in which solid additives may be combined with the compounded CE material and introduced to the downstream extrusion zone. In one embodiment or in combination with any other embodiment mentioned herein, the feed preparation zone may comprise a feed hopper. Thus, the compounded CE material and the other solid additives may be deposited into the feed hopper, which directs the combined feed composition into the extrusion zone. The feed preparation zone may further comprise a mixer, in which the compounded CE material and one or more additive(s) may be mixed before being introduced to the hopper. Mixing can be accomplished by any known mixing technique, including, but not limited to, rolling in a cylindrical container, overhead stirring, sigma blade mixing, and tumbling. Exemplary solid additive(s) that can be combined with the compounded material may include chemical blowing agent(s), nucleating agent(s), surface modifying additive(s), pigment(s), filler(s), and/or other additive(s). Alternatively, or in addition, the systems of the foam sheet production process may be co-located with the systems of the compounding process, such that the foam sheet production process is directly connected with the compounding process (e.g., via various conveying systems). As a result, compounded CE material may be continuously provided, directly from the systems of the compounding process to the systems of the sheet production process, as will be discussed in more detail below.
[0022] The combined feed composition from the feed preparation zone may then be introduction to the extrusion zone. The extrusion zone may generally comprise one or more extruders, which may include single screw and/or twin screw extruders. Within the extruder(s), the feed composition may be introduced into an extruder barrel and conveyed, via the screw(s), through a die, which forms an extrudate from the feed composition. The composition may be heated, and at least partially melted, as it is conveyed through the extruder barrel toward the die. Thus, the term “CE melt composition” is used herein to mean the cellulose ester-based feed composition that has been melted into a flowable, molten resin (e.g., via the extrusion section). Heating may be supplied by external heaters positioned along the outside of the extruder barrel. The shape of the extrudate will generally depend on the shape and size of the die head. The extrudate may be further shaped by downstream processes, as described below. In addition to extruders, as will be discussed in more detail below, the extrusion section may comprise a gear pump and die (e.g., annular die, coat-hangar die, sheet die, slot die, profile-shape die (pelletizing die), etc.), and perhaps also including a melt cooler.
[0023] In some embodiments, one or more additive(s) may be introduced to the CE melt resin while in the processing systems (e.g., the extruder) of the extrusion section. For example, one or more physical blowing agent(s) may be added to the CE melt resin by injecting the physical blowing agent into the composition being conveyed within the extruder barrel.
[0024] As depicted in FIG. 5, in one embodiment or in combination with any other embodiment mentioned herein, the processing systems of the extrusion zone may comprise a primary extrusion system and a cooling system (e.g., a melt cooler). The primary extrusion system and cooling system may be separate systems or devices or combined as a unitary apparatus/system. Regardless, the feed composition from the feed preparation zone is introduced into the primary extrusion system (e.g., extruder) and at least partially melted as it is conveyed through the extruder barrel, as described above, to thereby produce the CE melt resin. The CE melt resin exiting the primary extrusion
system may have a temperature from about 220° C to about 240° C. One or more additives, such as blowing agent(s), may be added to the CE melt resin as it is conveyed through the primary extrusion system.
[0025] The CE melt resin from the primary extrusion system may then be introduced into the cooling system. The cooling system may be a secondary extrusion system, such as a melt cooler, which operates similarly to, but at a lower temperature than, the primary extrusion system. Within the cooling system, the CE melt resin may be further mixed to provide a substantially homogenous mixture of the melted polymer and other additive(s). The CE melt resin may then be directed through the die and out of the die head to provide a cellulose ester-based extrudate, which may be further processed in the sheet forming section of the foam sheet production process. In one embodiment or in combination with any other embodiment mentioned herein, the CE melt resin exiting the die head of the extrusion section may have a temperature of at least 150° C, at least 160° C, at least 170° C, at least 180° C, at least 190° C, at least 200° C, from about 150° C to about 220° C, and/or from about 170° C to about 200° C.
[0026] As shown in FIG. 5, one or more filtration devices may be installed within the extrusion section to filter and remove particulate matter from the CE melt resin. For example, screen changer filtration devices may be installed at the downstream end of the primary and secondary extrusion systems, which may remove solid components from the CE melt resin before directing the CE melt resin through the die head to the sheet forming section.
[0027] The sheet forming section may include any of a variety of systems and processes for shaping the extrudate into sheets of cellulose ester material that may be used in article formation. The shape of the extrudate will generally depend on the shape of the die head, while the shape of the sheets formed in the sheet forming section can depend on the shape of the die head and other downstream processes. For example, the extrudate may have a generally flat shape, or it may be annular and subjected to further processing to form a flat sheet. In embodiments in which the die has an annular shape, the die may have
a diameter from 1 to 40 cm, from 2 to 20 cm, 2 to 10 cm, and/or 3 to 8 cm. Furthermore, the thickness of the opening from which extrudate is ejected, which is referred to herein as a “die gap,” may generally be sized from 0.1 to 6.0 mm, from 0.1 to 3.0 mm, and/or from 0.1 to 1 .0 mm.
[0028] Exemplary systems of the sheet forming section are depicted in FIG. 6. As shown, the CE melt resin is extruded through an annular die and drawn over a forming mandrel. A cooling fluid (e.g., air) may be flowed across the interior and/or exterior of the extrudate to cool the extrudate material as it passes over the mandrel. For example, the cooling fluid may be blown from the mandrel toward the die to cool the interior surface of the extrudate between the die and mandrel. Additionally or alternative, the cooling fluid may be flowed across the mandrel to cool the exterior surface of the extrudate as it passes over the mandrel.
[0029] A slicer (or slitting device) may be used to open the tubular extrudate, which allows the tubular shape to be formed into a flat sheet. For example, the tubular extrudate passing over the mandrel may be slit and drawn to a tensioning station comprising one or more rollers that flatten the extrudate and maintain a necessary amount of tension on the extrudate to continue pulling the extrudate over the mandrel. The flattened extrudate will generally be in the form of a sheet, which may then be directed to a winding station where the material may be rolled for packaging and transportation.
[0030] Referring again to FIG. 1 and FIG. 2, the foam sheets produced by the systems of the sheet production process may be used to form foam articles, which are described in greater detail below. The articles may be formed from the sheets via systems of a thermoforming process by which the foam sheets are heated and placed over/in a mold to be shaped in the form of the requisite foam articles. Such foam articles are particularly useful in the food service industry. Exemplary articles include foam food trays. The articles may have one or more particularly advantageous properties. For example, the articles may be biodegradable and/or compostable, and/or the articles may have superior mechanical properties (e.g., strength, density, cell size, water-absorption, etc.).
[0031] In addition, as was discussed above with respect to FIG. 3, rigid articles (e.g., non-foam articles) may be formed from cellulose ester materials using systems and/or according to a process similar to that described above with respect to the foam articles. Specifically, as shown in FIG. 7, compounded CE material may be mixed with other solids (e.g., plasticizers, blowing agents, and/or other additives, such as colors (e.g., coloring agents and/or pigments) and fillers) and provided to an extrusion section to form a CE melt resin. Instead of passing the CE melt resin through an annular die to form a sheet, the CE melt resin may be injected into a mold, via injection molding process, to form rigid articles. Such rigid articles may include articles of various sizes and shapes, but may, in some embodiments, include single-use cutlery, such as knives, spoons, forks, etc. The CE melt resin and/or resulting articles may have one or more particularly advantageous properties. For example, the CE melt resin and/or articles may be biodegradable and/or compostable, and/or the articles may have superior mechanical properties (e.g., strength, density, cell size, absorption, etc.). Furthermore, the CE melt resin may have beneficial flow and/or density properties to permit efficient manufacture of articles, e.g., via the injection molding process illustrated in FIG. 7.
Compositions
The processes described above may comprise the preparation and extrusion of compositions that may be used for downstream processing to form useful articles. For example, in one embodiment or in combination with any other embodiment mentioned herein, the extrusion feed material may comprise a particulate material comprising a biodegradable polymer, a plasticizer, and optionally one or more additive(s), such as those described herein. In one embodiment or in combination with any other embodiment mentioned herein, the feed material may be combined with one or more additive(s), such as those described herein, to provide a mixed composition comprising the biodegradable polymer, the plasticizer, and the one or more additive(s). In one embodiment or in combination with any other embodiment mentioned herein, the
biodegradable polymer comprises cellulose ester. Additional details of the composition components, including biodegradable polymers (e.g., cellulose esters), plasticizers, and other additives, are provided below.
Cellulose Ester
[0032] The cellulose esters utilized as described herein can be any that is known in the art. Cellulose ester that can be used for embodiments herein generally comprise repeating units of the structure:
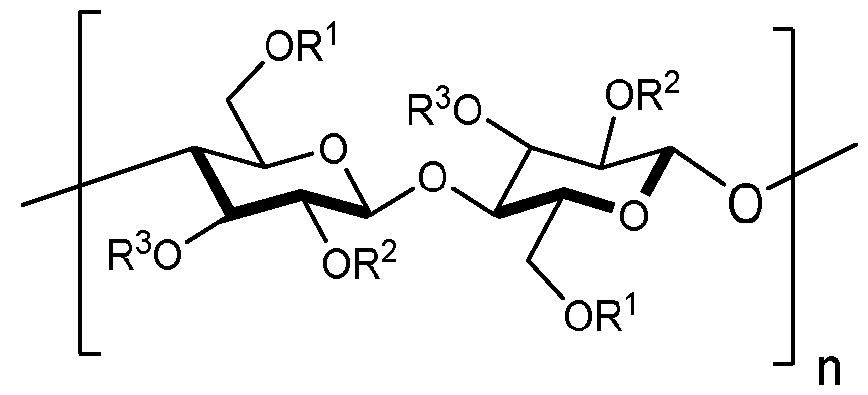
1 2 2
[0033] wherein R , R , and R are selected independently from the group consisting of hydrogen acetyl, propyl or butyl. The substitution level of the cellulose ester is usually expressed in terms of degree of substitution (DS), which is the average number of non-OH substituents per anhydroglucose unit (AGU). Generally, conventional cellulose contains three hydroxyl groups in each AGU unit that can be substituted; therefore, DS can have a value between zero and three. Native cellulose is a large polysaccharide with a degree of polymerization from 250 - 5,000 even after pulping and purification, and thus the assumption that the maximum DS is 3.0 is approximately correct. Because DS is a statistical mean value, a value of 1 does not assure that every AGU has a single substitutent. In some cases, there can be unsubstituted anhydroglucose units, some with two and some with three substitutents, and typically the value will be a non-integer. Total DS is defined as the average number of all of substituents per anhydroglucose unit. The degree of substitution per AGU can also refer to a particular substitutent, such as, for example, hydroxyl or acetyl. In one embodiment or in combination with any
other embodiment, n is an integer in a range from 25 to 250, or 25 to 200, or 25 to 150, or 25 to 100, or 25 to 75.
[0034] In one embodiment or in combination with any other embodiment, the cellulose esters have at least 2 anhydroglucose rings and can have between at least 50 and up to 5,000 anhydroglucose rings, or at least 50 and less than 150 anhydroglucose rings. The number of anhydroglucose units per molecule is defined as the degree of polymerization (DP) of the cellulose ester. In one embodiment or in combination with any other embodiment, cellulose esters can have an inherent viscosity (IV) of about 0.2 to about 3.0 deciliters/gram, or about 0.5 to about 1 .8, or about 1 to about 1 .5, as measured at a temperature of 25°C for a 0.25 gram sample in 100 ml of a 60/40 by weight solution of phenol/tetrachloroethane. In one embodiment or in combination with any other embodiment, cellulose esters useful herein can have a DS/AGU of about 1 to about 3.0 of about 2.2 to about 2.8, or 1 to less than 2.2, or 1 to less than 1 .5, and the substituting ester is acetyl.
[0035] Cellulose esters can be produced by any method known in the art. Examples of processes for producing cellulose esters are taught in Kirk- Othmer, Encyclopedia of Chemical Technology, 5th Edition, Vol. 5, Wiley- Interscience, New York (2004), pp. 394-444. Cellulose, the starting material for producing cellulose esters, can be obtained in different grades and sources such as from cotton linters, softwood pulp, hardwood pulp, corn fiber and other agricultural sources, and bacterial cellulose, among others.
[0036] One method of producing cellulose esters is esterification of the cellulose by mixing cellulose with the appropriate organic acids, acid anhydrides, and catalysts. Cellulose is then converted to a cellulose triester. Ester hydrolysis is then performed by adding a water-acid mixture to the cellulose triester, which can then be filtered to remove any gel particles or fibers. Water is then added to the mixture to precipitate the cellulose ester. The cellulose ester can then be washed with water to remove reaction by-products followed by dewatering and drying.
[0037] The cellulose triesters to be hydrolyzed can have three acetyl substituents. These cellulose esters can be prepared by a number of methods known to those skilled in the art. For example, cellulose esters can be prepared by heterogeneous acylation of cellulose in a mixture of carboxylic acid and anhydride in the presence of a catalyst such as H2SO4. Cellulose triesters can also be prepared by the homogeneous acylation of cellulose dissolved in an appropriate solvent such as acetic acid, acetic anhydride, and acid catalyst, or alternatively, LiCI/DMAc or LiCI/NMP.
[0038] Those skilled in the art will understand that the commercial term of cellulose triesters also encompasses cellulose esters that are not completely substituted with acyl groups. For example, cellulose triacetate commercially available from Eastman Chemical Company, Kingsport, TN, U.S.A., typically has a DS from about 2.85 to about 2.99.
[0039] After esterification of the cellulose to the triester, part of the acyl substituents can be removed by hydrolysis or by alcoholysis to give a secondary cellulose ester. As noted previously, depending on the particular method employed, the distribution of the acyl substituents can be random or non-random. Secondary cellulose esters can also be prepared directly with no hydrolysis by using a limiting amount of acylating reagent. This process is particularly useful when the reaction is conducted in a solvent that will dissolve cellulose. All of these methods yield cellulose esters that are useful in this invention.
[0040] In one embodiment or in combination with any of the mentioned embodiments, the cellulose acetates are cellulose diacetates that have a polystyrene equivalent number average molecular weight (Mn) from about 10,000 to about 100,000 as measured by gel permeation chromatography (GPC) using NMP as solvent and polystyrene equivalent Mn according to ASTM D6474. In one embodiment or in combination with any other embodiment, the cellulose acetate composition comprises cellulose diacetate having a polystyrene equivalent number average molecular weights (Mn) from 10,000 to 90,000; or 10,000 to 80,000; or 10,000 to 70,000; or 10,000 to 60,000;
or 10,000 to less than 60,000; or 10,000 to less than 55,000; or 10,000 to 50,000; or 10,000 to less than 50,000; or 10,000 to less than 45,000; or 10,000 to 40,000; or 10,000 to 30,000; or 20,000 to less than 60,000; or 20,000 to less than 55,000; or 20,000 to 50,000; or 20,000 to less than 50,000; or 20,000 to less than 45,000; or 20,000 to 40,000; or 20,000 to 35,000; or 20,000 to 30,000; or 30,000 to less than 60,000; or 30,000 to less than 55,000; or 30,000 to 50,000; or 30,000 to less than 50,000; or 30,000 to less than 45,000; or 30,000 to 40,000; or 30,000 to 35,000; as measured by gel permeation chromatography (GPC) using NMP as solvent and according to ASTM D6474. [0041] The most common commercial secondary cellulose esters are prepared by initial acid catalyzed heterogeneous acylation of cellulose to form the cellulose triester. After a homogeneous solution in the corresponding carboxylic acid of the cellulose triester is obtained, the cellulose triester is then subjected to hydrolysis until the desired degree of substitution is obtained. After isolation, a random secondary cellulose ester is obtained. That is, the relative degree of substitution (RDS) at each hydroxyl is roughly equal.
[0042] The cellulose esters useful in the present invention can be prepared using techniques known in the art, and can be chosen from various types of cellulose esters, such as for example the cellulose esters that can be obtained from Eastman Chemical Company, Kingsport, TN, U.S.A., e.g., Eastman™ Cellulose Acetate CA 398-30 and Eastman™ Cellulose Acetate CA 398-10, Eastman™ CAP 485-20 cellulose acetate propionate; Eastman™ CAB 381 -2 cellulose acetate butyrate. Thus, cellulose esters used in embodiments of the present invention may include cellulose acetate (“CA”), cellulose acetate propionate (“CAP”), cellulose acetate butyrate (“CAB”), or combinations thereof. Such mixed cellulose esters may comprise various acetyl, propyl, and butyryl ratios; types; viscosities; and hydroxyl contents.
[0043] In one embodiment or in combination with any other embodiment, the cellulose ester can be prepared by converting cellulose to a cellulose ester with reactants that are obtained from recycled materials, e.g., a recycled plastic content syngas source. In one embodiment or in combination with any other
embodiment, such reactants can be cellulose reactants that include organic acids and/or acid anhydrides used in the esterification or acylation reactions of the cellulose, e.g., as discussed herein.
[0044] In one embodiment or in combination with any of the mentioned embodiments, or in combination with any of the mentioned embodiments, of the invention, a cellulose ester composition comprising at least one recycle cellulose ester is provided, wherein the cellulose ester has at least one substituent on an anhydroglucose unit (AU) derived from recycled content material, e.g., recycled plastic content syngas.
[0045] In one embodiment or in combination with any other embodiment, the cellulose ester composition comprises cellulose ester in an amount from 50 to 99 wt. %, or 60 to 99 wt. %, or 70 to 99 wt. %, or 80 to 99 wt. %, or 90 to 99 wt. %, 50 to 90 wt. %, or 60 to 90 wt. %, or 70 to 90 wt. %, or 80 to 90 wt. %, or 90 to 99 wt. %, or 50 to 80 wt. %, or 60 to 80 wt. %, or 70 to 80 wt. %, or 50 to 70 wt. %, or 60 to 70 wt. %, or 50 to 60 wt. %, all based on the total weight of the cellulose ester composition. In some embodiments, the cellulose ester used herein may comprise a combination, blend, or mixture of two or more different types of cellulose esters. For example, in some embodiments, the cellulose esters used herein may be comprised of a blend of two or cellulose esters having differing DSACs; however, the blend may have a total DSAC of between 2.2 and 2.8.
[0046] In some embodiments, the cellulose esters used herein having a preferential metals-to-sulfur molar ratio (M/S). For example, the cellulose ester (forming the virgin or recycled cellulose ester polymers) may have a metals-to- sulfur molar ratio (M/S) of at least 1 .35, or 1 .35 to 10.0, or 1 .35 to 8.0, or 1 .35 to 6.0, or 1 .35 to 5.0, or 1 .4 to 10.0, or 1 .4 to 8.0, or 1 .4 to 6.0, or 1 .4 to 5.0, or 1.45 to 10.0, or 1.45 to 8.0, or 1.45 to 6.0, or 1.45 to 5.0, or 1.5 to 10.0, or 1.5 to 8.0, or 1 .5 to 6.0, or 1 .5 to 5.0. It has been found that materials formed from such cellulose esters can generate resins and resulting articles with reduced polymer degradation. As such, the cellulose ester used herein, such as in the
various cellulose ester feedstocks, may include at least some recycled cellulose ester material.
Plasticizer
[0047] In one embodiment or in combination with any other embodiment, the cellulose ester compositions described herein can comprise at least one plasticizer. The plasticizer reduces the melt temperature, i.e., the Tg, and/or the melt viscosity of the cellulose ester. Plasticizers for cellulose esters may include glycerol triacetate (Triacetin), glycerol diacetate (Diacetin), dibutyl terephthalate, dimethyl phthalate, diethyl phthalate, polyethylene glycol) MW 200-600 (e.g., PEG400 or polyethylene glycol 400), dibutyl tartrate, di-2- methoxyethyl phthalate, ethyl o-benzoylbenzoate, triethylene glycol dipropionate, 1 ,2-epoxypropylphenyl ethylene glycol, 1 ,2-epoxypropyl(m- cresyl) ethylene glycol, 1 ,2-epoxypropyl(o-cresyl) ethylene glycol, p-oxyethyl cyclohexenecarboxylate, bis(cyclohexanate) diethylene glycol, triethyl citrate, polyethylene glycol, propylene glycol, polysorbate, sucrose octaacetate, acetylated triethyl citrate, acetyl tributyl citrate, Admex, tripropionin, Scandiflex, poloxamer copolymers, polyethylene glycol succinate, diisobutyl adipate, polyvinyl pyrollidone, and glycol tribenzoate, the benzoate containing plasticizers such as the Benzoflex™ plasticizer series, poly (alkyl succinates) such as poly (butyl succinate), polyethersulfones, o-Cresyl p-toluenesulfonate, n-ethyltoluenesulfonamides, adipate based plasticizers, soybean oil epoxides such as the Paraplex™ plasticizer series, sucrose based plasticizers, dibutyl sebacate, tributyrin, sucrose acetate isobutyrate, the Resolflex™ series of plasticizers, triphenyl phosphate (TPP), triethyl phosphate (TEP), glycolates (e.g., ethyl phthalyl ethyl glycolate “EPEG” and methyl phthalyl ethyl glycolate “MPEG”), methoxy polyethylene glycol, 2,2,4-trimethylpentane-1 ,3-diyl bis(2- methylpropanoate), and polycaprolactones. In some embodiments, the plasticizer used herein may comprise a combination or mixture of two or more different types of plasticizers. In certain specific embodiments, the plasticizer may not include a phthalate.
[0048] In one embodiment or in combination with any other embodiment, the plasticizer is a food-compliant plasticizer. By food-compliant is meant compliant with applicable food additive and/or food contact regulations where the plasticizer is cleared for use or recognized as safe by at least one (national or regional) food safety regulatory agency (or organization), for example listed in the 21 CFR Food Additive Regulations or otherwise Generally Recognized as Safe (GRAS) by the US FDA. In one embodiment or in combination with any other embodiment, the food-compliant plasticizer is triacetin or polyethylene glycol (PEG) having a molecular weight of about 200 to about 600. In one embodiment or in combination with any other embodiment, examples of food- compliant plasticizers that could be considered can include triacetin, triethyl citrate, polyethylene glycol, Benzoflex, propylene glycol, polysorbate, sucrose octaacetate, acetylated triethyl citrate, acetyl tributyl citrate, Admex, tripropionin, Scandiflex, poloxamer copolymers, polyethylene glycol succinate, diisobutyl adipate, polyvinyl pyrollidone, and glycol tribenzoate.
[0049] In one embodiment or in combination with any other embodiment, the plasticizer can be present in an amount sufficient to permit the cellulose ester composition to be melt processed (or thermally formed) into useful articles, e.g., single use plastic articles, in conventional melt processing equipment. In one embodiment or in combination with any other embodiment, the plasticizer is present in an amount from 1 to 40 wt. % for most thermoplastics processing; or 5 to 25 wt. %, or 10 to 25 wt. %, or 12 to 20 wt. % based on the weight of the cellulose ester composition. In one embodiment or in combination with any other embodiment, profile extrusion, sheet extrusion, thermoforming, and injection molding can be accomplished with plasticizer levels in the 10-30, or 12-25, or 15-20, or 10-25 wt. % range, based on the weight of the cellulose ester composition.
[0050] In one embodiment or in combination with any other embodiment, the plasticizer is a biodegradable plasticizer. Some examples of biodegradable plasticizers include triacetin, triethyl citrate, acetyl triethyl citrate, polyethylene glycol, the benzoate containing plasticizers such as the Benzoflex™ plasticizer
series, poly (alkyl succinates) such as poly (butyl succinate), polyethersulfones, adipate based plasticizers, soybean oil epoxides such as the Paraplex™ plasticizer series, sucrose based plasticizers, dibutyl sebacate, tributyrin, the Resoflex™ series of plasticizers, triphenyl phosphate, glycolates, polyethylene glycol, 2,2,4-trimethylpentane-1 ,3-diyl bis(2-methylpropanoate), and polycaprolactones.
[0051] In one embodiment or in combination with any other embodiment, the cellulose ester composition can contain a plasticizer selected from the group consisting of PEG and MPEG (methoxy PEG). The polyethylene glycol or a methoxy polyethylene glycol composition having an average molecular weight of from 200 Daltons to 600 Daltons, wherein the composition is melt processable, biodegradable, and disintegrable.
[0052] In one embodiment or in combination with any other embodiment, the composition comprises polyethylene glycol or methoxy PEG having an average molecular weight of from 300 to 550 Daltons.
[0053] In one embodiment or in combination with any other embodiment, the composition comprises polyethylene glycol having an average molecular weight of from 300 to 500 Daltons.
[0054] In one embodiment or in combination with any other embodiment, the cellulose ester composition comprises at least one plasticizer (as described herein) in an amount from 1 to 40 wt. %, 2 to 40 wt. %, or 5 to 40 wt. %, or 10 to 40 wt. %, or 12 to 40 wt. %, 13 to 40 wt. %, or 15 to 40 wt. %, or greater than 15 to 40 wt. %, or 17 to 40 wt. %, or 20 to 40 wt. %, or 25 to 40 wt. %, or 5 to 35 wt. %, or 10 to 35 wt. %, or 13 to 35 wt. %, or 15 to 35 wt. %, or greater than 15 to 35 wt. %, or 17 to 35 wt. %, or 20 to 35 wt. %, or 5 to 30 wt. %, or 10 to 30 wt. %, or 13 to 30 wt. %, or 15 to 30 wt. %, or greater than 15 to 30 wt. %, or 17 to 30 wt. %, or 5 to 25 wt. %, or 10 to 25 wt. %, or 13 to 25 wt. %, or 15 to 25 wt. %, or greater than 15 to 25 wt. %, or 17 to 25 wt. %, or 5 to 20 wt. %, or 10 to 20 wt. %, or 13 to 20 wt. %, or 15 to 20 wt. %, or greater than 15 to 20 wt. %, or 17 to 20 wt. %, or 5 to 17 wt. %, or 10 to 17 wt. %, or 13 to 17 wt. %, or 15 to 17 wt. %, or greater than 15 to 17 wt. %, or 5 to less than 17 wt. %, or
10 to less than 17 wt. %, or 13 to less than 17 wt. %, or 15 to less than 17 wt. %, all based on the total weight of the cellulose ester composition.
[0055] In one embodiment or in combination with any other embodiment, the at least one plasticizer includes or is a food-compliant or FDA approved plasticizer. In one embodiment or in combination with any other embodiment, the food-compliant or FDA approved plasticizer includes or is triacetin or PEG MW 300 to 500.
Biodegradable Polymers
[0056] In one embodiment or in combination with any other embodiment, the cellulose ester compositions described herein comprise a biodegradable cellulose ester (BCE) component that comprises at least one BCE, which may include one or more of the cellulose esters described herein, and a biodegradable polymer component that comprises at least one other biodegradable polymer (other than the BCE). In one embodiment or in combination with any other embodiment, the other biodegradable polymer can be chosen from polyhydroxyalkanoates (PHAs and PHBs), polylactic acid (PLA), polycaprolactone polymers (PCL), polybutylene adipate terephthalate (PBAT), polyethylene succinate (PES), polyvinyl acetates (PVAs), polybutylene succinate (PBS) and copolymers (such as polybutylene succinate-co-adipate (PBSA)), cellulose esters, cellulose ethers, starch, proteins, derivatives thereof, and combinations thereof. In one embodiment or in combination with any other embodiment, the cellulose ester composition comprises two or more biodegradable polymers. In one embodiment or in combination with any other embodiment, the cellulose ester composition contains a biodegradable polymer (other than the BCE) in an amount from 0.1 to less than 50 wt. %, or 1 to 40 wt. %, or 1 to 30 wt. %, or 1 to 25 wt. %, or 1 to 20 wt. %, based on the cellulose ester composition. In one embodiment or in combination with any other embodiment, the cellulose ester composition contains a biodegradable polymer (other than the BCE) in an amount from 0.1 to less than 50 wt. %, or 1 to 40 wt. %, or 1 to 30 wt. %, or 1 to 25 wt. %, or 1 to 20 wt. %, based on the total amount
of BCE and biodegradable polymer. In one embodiment or in combination with any other embodiment, the at least one biodegradable polymer comprises a PHA having a weight average molecular weight (Mw) in a range from 10,000 to 1 ,000,000, or 50,000 to 1 ,000,000, or 100,000 to 1 ,000,000, or 250,000 to 1 ,000,000, or 500,000 to 1 ,000,000, or 600,000 to 1 ,000,000, or 600,000 to 900,000, or 700,000 to 800,000, or 10,000 to 500,000, or 10,000 to 250,000, or 10,000 to 100,000, or 10,000 to 50,000, measured using gel permeation chromatography (GPC) with a refractive index detector and polystyrene standards employing a solvent of methylene chloride. In one embodiment or in combination with any other embodiment, the PHA can include a polyhydroxybutyrate-co-hydroxyhexanoate.
Nucleating Agent
[0057] Nucleating agent means a chemical or physical material that provides sites for cells to form in a molten formulation mixture, such as within a CE melt resin. Such nucleating agents are generally added to aid in the formation of foams. As such, nucleating agents may be added to relevant processes when forming foam articles, but may not be added to relevant processes when forming rigid articles. As will be described in more detail below, nucleating agents may be added to compounded CE material during the compounding process. Alternatively, or in addition, nucleating agents may be added during the foam sheet production process. For example, the nucleating agents may be blended with the formulation that is introduced into the hopper of the extruder of the extruding section. Alternatively, the nucleating agents may be added to the CE melt resin in the extruder itself. Nucleating agents may include physical nucleating agents and chemical nucleating agents. Physical nucleating agents are materials that are immiscible with the polymer matrix of the CE melt resin at the extrusion temperature of the extrusion section. Chemical nucleating agents are materials that react (e.g., decompose) during extrusion (e.g., at the extrusion temperature within the extruder) to form physical nucleating agents. Thus, chemical nucleating agents may be
considered (and referred to herein as) precursors of in situ formed physical nucleating agents.
[0058] Suitable physical nucleating agents will comprise fine particles having desirable particle sizes and/or shapes to create cell nucleation sites within the CE melt resin. For example, in some embodiments, physical nucleating agents will have a mean particle size of less than 1000 microns, less than 500 microns, less than 100 microns, less than 50 microns, less than 25 microns, less than 20 microns, less than 10 microns, less than 5 microns, less than 2 microns, less than 1.5 microns, and/or less than 1.0 microns. However, in some other embodiments, it may be preferred to have nanoscale-sized particles. Furthermore, it some embodiments, physical nucleating agents will preferably have a high aspect ratio (i.e., width: height). For example, in some embodiments, physical nucleating agents will have a mean aspect ratio of greater than 1 :1 , greater than 2:1 , greater than 5:1 , greater than 10:1 , greater than 20:1 , greater than 30:1 , greater than 40:1 , greater than 50:1 , greater than 75:1 , and/or greater than 100:1. Furthermore still, as noted above, physical nucleating agents should be immiscible with the polymer matrix of the CE melt resin at the extrusion temperature of the extrusion section. As such, in some embodiments, the physical nucleating agents should have a melting temperature at least 220° C, at least 230° C of at least 240° C, at least 250° C, at least 275° C, at least 300° C, at least 325° C, or at least 350° C. Nevertheless, the physical nucleating agents may be selected such that they have the ability to, after melting, recrystallize upon cooling.
[0059] Examples of suitable inorganic physical nucleating agents include, but are not limited to, minerals such as talc, CaCOs, mica, and mixtures of at least two of the foregoing. One representative example is Heritage Plastics HT6000 Linear Low Density Polyethylene (LLDPE) Based Talc Concentrate. Other inorganic physical nucleating agents include wollastonite, silica, silicon oxide, titanium oxide, magnesium oxide, aluminum oxide and calcium silicate, barium sulfate, Kaolin, aluminum tryhydrateATH (AI(OH)3), MDH (Mg(OH)2), Diatomaceous earth, magnetite/hematite, halloysite, zinc oxide, and titanium
dioxide. In some embodiments, the inorganic nucleating agents will comprise oxides, such as metal oxides or mixed metal oxides, such as those selected from one or more of the following: aluminum oxide, antimony oxide, arsenic oxide, bismuth oxide, boron oxide, calcium oxide, gallium oxide, iron oxide, lithium oxide, magnesium oxide, silicon oxide, and titanium oxide. In other embodiments, the inorganic nucleating agents will comprise silicates, such as silicates selected from one or of the following: magnesium silicate and calcium silicate.
[0060] It has been discovered that biodegradable natural, particulate materials derived from renewable organic sources (e.g., organic nucleating agents) can also serve as effective physical nucleating agents. Natural materials that can be physical nucleating agents include material comprised of cellulose fibers and/or cellulose starch. Examples include, but are not limited to almond shell flour, animal fiber, apricot shell flour, bamboo flour, tree bark flour, clam shell flour, coconut shell flour, coconut coir, corn flour, corn cob flour, corn cob grit, cottonseed hulls, flock & fiber, hazelnut shell flour, kenaf flour, natural fibers, nutshell hull & flour, oat fiber powder, olive stone flour, peanut hulls flour, pecan shell flour, pine-nut shell powder, pistachio-nut shell flour, plant fiber, rice hull flour, rice hull grit, rice husk, soy bean flour, starch flour (hydrophobic), walnut shell flour, wheat chaff, wheat husk, and wood flour. Other organic physical nucleating agents include cellulose powder, chitin, chitosan, stearic acid metal salts, carbon black, and dolomite.
[0061] As noted above, suitable chemical nucleating agents (or precursors of in situ formed physical nucleating agents) are configured to decompose to create cell nucleation sites in the CE melt resin when a threshold chemical reaction temperature is reached. These small cells act as nucleation sites for larger cell growth from a physical or other type of blowing agent. In some embodiments, the precursors are configured to form a gas during extrusion of the particulate material, such as CO2 or N2.
[0062] Examples of chemical nucleating agents include but are not limited to acids, such as citric acid or a citric acid-based material. Other acids may
include lauric acid, stearic acid, tartaric acid, ascorbic acid, propionic acid, and hexanoic acid. One representative example is HYDROCEROL™ CF-40E (available from Clariant Corporation), which contains citric acid and a crystal nucleating agent. In some embodiments ,the chemical nucleating agents will include a combination of an acid and a base, such as a carbonate, which may include sodium bicarbonate, zinc bicarbonate, potassium bicarbonate, sodium carbonate, potassium carbonate, etc. For instance, a representative example of a chemical nucleating agent is a combination of citric acid and sodium bicarbonate. In some embodiments, chemical nucleating agents may include a carrier within which the active components of the nucleating agents are dispersed. For example, yet another representative example of chemical nucleating agents is a combination of citric acid, sodium bicarbonate, and a carrier. In some embodiments, the carrier may comprise polystyrene. However, the carrier may comprise other compositions, such as various biopolymers (e.g., polybutylene succinate, Capa polyesters, etc.), polyolefins, acrylic copolymers (e.g., ethylene methyl acrylate), or the like. In some such embodiments, the citric acid and sodium bicarbonate may comprise about half (in wt. %) of the chemical nucleating agents, while the carrier makes up the remaining half (in wt. %). Furthermore, in some of such embodiments, there may be more sodium bicarbonate than citric acid in the chemical nucleating agent. For instance, there may be about three times as much (in wt. %) sodium bicarbonate than citric acid in the chemical nucleating agent. It should also be understood that in some embodiments, no carrier may be required or used, such as the case with the nucleating agent being Hecofoam or HydroceroL [0063] In one embodiment or in combination with any of the embodiments mentioned herein, the nucleating agents are present at from 0.1 to 10 wt. %, from 0.1 to 5.0 wt. %, at least 0.1 wt. %, at least 0.25 wt. %, at least 0.5 wt. % at least 1 .0 wt. %, at least 1 .25 wt. %, at least 1 .5 wt. %, at least 1 .75 wt. %, at least 2.0 wt. %, at least 2.25 wt. %, at least 2.5 wt. %, at least 2.75 wt. %, or at least 3.0 wt. %, or at least 3.5 wt. %, or at least 4.0 wt. %, or at least 4.5 wt. % and/or less than 7.5 wt. %, less than 5 wt. %, less than 4 wt. %, less than 3 wt.
%, less than 2 wt. %, or less than 1 .0 wt. %, all based on the total weight of the cellulose ester composition. In some embodiments, the nucleating agents used herein may comprise a combination or mixture of two or more different types of nucleating agents, including two or more chemical nucleating agents, two or more physical nucleating agents, and/or a combination of chemical and physical nucleating agents.
[0064] It is noted that the cellulose ester material, whether in the form of compounded CE material or CE melt resin, will generally be able to accept a maximum amount of nucleating agent that can function to form nucleation sites. Any remaining nucleating agent that is added to the cellulose ester material will remain as filler. Fillers can provide various properties to the resulting cellulose ester foams and/or articles based on the type of filler used. For example, some fillers can provide increased/decreased density, ductility, Young’s modulus, yield strength, heat deflection temperature, permeability, impact resistance, elongation to break, adhesion properties, biodegradation, etc. of the cellulose ester material. Fillers can also be used to alter the visual characteristics (e.g., color, opacity, etc.) and tactile characteristics (e.g., material continuous, surface roughness, etc.) of the cellulose ester material.
[0065] In some embodiments, the compounded CE material or CE melt resin may comprises at least one filler (as described herein) in an amount from 1 to 60 wt. %, or 5 to 55 wt. %, or 5 to 50 wt. %, or 5 to 45 wt. %, or 5 to 40 wt. %, or 5 to 35 wt. %, or 5 to 30 wt. %, or 5 to 25 wt. %, or 10 to 55 wt. %, or 10 to 50 wt. %, or 10 to 45 wt. %, or 10 to 40 wt. %, or 10 to 35 wt. %, or 10 to 30 wt. %, or 10 to 25 wt. %, or 15 to 55 wt. %, or 15 to 50 wt. %, or 15 to 45 wt. %, or 15 to 40 wt. %, or 15 to 35 wt. %, or 15 to 30 wt. %, or 15 to 25 wt. %, or 20 to 55 wt. %, or 20 to 50 wt. %, or 20 to 45 wt. %, or 20 to 40 wt. %, or 20 to 35 wt. %, or 20 to 30 wt. %, all based on the total weight of the compounded CE material or CE melt resin. In some specific embodiments, the fillers may include talc, CaCOs, and/or MgO.
[0066] In additional embodiments, the fillers may be selected from carbohydrates (sugars and salts), cellulosic and organic fillers (wood flour,
wood fibers, hemp, carbon, coal particles, graphite, and starches), mineral and inorganic fillers (calcium carbonate, talc, silica, titanium dioxide, glass fibers, glass spheres, boronitride, aluminum trihydrate, magnesium hydroxide, calcium hydroxide, alumina, and clays), food wastes or byproduct (eggshells, distillers grain, and coffee grounds), desiccants (e.g. calcium sulfate, magnesium sulfate, magnesium oxide, calcium oxide), alkaline fillers (e.g., Na2CC>3, MgCC>3), or combinations (e.g., mixtures) of these fillers. In embodiments, the cellulose acetate compositions can include at least one filler that also functions as a colorant additive. In embodiments, the colorant additive filler can be chosen from: carbon, graphite, titanium dioxide, opacifiers, dyes, pigments, toners and combinations thereof. In embodiments, the cellulose acetate compositions can include at least one filler that also functions as a stabilizer or flame retardant. Some fillers may comprise substantially spherical particles, while others may comprise high aspect ratio particles. In some embodiments, a combination of spherical particles and high aspect ratio particles may be used together.
Blowing Agents
[0067] A blowing agent refers to a physical or a chemical material (or combination of materials) that acts to expand nucleation sites. Such blowing agents are generally added to aid in the formation of foams. As such, blowing agents may be added to relevant processes when forming foam articles, but may not be added to relevant processes when forming rigid articles. Blowing agents may include chemical blowing agents, physical blowing agents, combinations thereof, or several types of chemical and physical blowing agents. The blowing agents function to reduce density of a material by expanding cells formed in the molten formulation at the nucleation sites. The blowing agent may be added to the CE melt resin in the extruder. It has been surprisingly discovered that the hygroscopic nature of biodegradable particulate natural fillers allows them to absorb moisture and carry the absorbed water into the molten resin mixture where the water can act as a physical blowing agent.
[0068] Examples of physical blowing agents include H2O, N2, CO2, alkanes, alkenes, ethers, ketones, argon, helium, air or mixtures. In addition, it has been surprisingly discovered that the hygroscopic nature of biodegradable particulate natural fillers allows them to absorb moisture and carry the absorbed water into the molten resin mixture where the water can act as a physical blowing agent. Hygroscopic biodegradable natural fillers can be formulated into a composition and allowed to absorb moisture prior to the foaming process, where the water then is released to act as a physical blowing agent. Beneficially, the water may also be used as a plasticizer for the cellulose ester resin. Furthermore, in some embodiments, physical blowing agents may include hydrocarbons, such as pentane/isopentane or butane/isobutane. Other hydrocarbons may include propane, ethane, methane, hexane, cyclohexane, cyclopentane, cyclobutene, or the like.
[0069] Chemical blowing agents are materials that degrade or react to produce a gas (e.g., CO2 or N2). Such gasses expand the cells within the molten resin mixture and/or resulting foam mixture to produce a structural material with a plurality of gaseous voids dispersed throughout. Chemical blowing agents may be endothermic or exothermic. Chemical blowing agents typically degrade at a certain temperature to decompose and release gas. Examples of chemical blowing agents include azodicarbonamide, acids (e.g., citric acid), and carbonates, such as sodium bicarbonate, sodium carbonate, ammonium bicarbonate, ammonium carbonate, zinc carbonate, and the like and combinations thereof.
[0070] In one embodiment or in combination with any of the embodiments mentioned herein, the blowing agent is present at from 0.3 to 1 .5 wt. %, or 0.3 to 2.0 wt. %, or 0.3 to 2.5 wt. %, or 0.3 to 3.0 wt. %, or 0.3 to 3.5 wt. %, or 0.3 to 4.0 wt. %, or 0.3 to 8%, or 1 .3 to 1 .5 wt. %, or 1 .3 to 2.0 wt. %, or 1 .3 to 2.5 wt. %, or 1 .3 to 3.0 wt. %, or 1 .3 to 3.5 wt. %, or 1 .3 to 4.0 wt. %, or 1 .3 to 4.5 wt. %, or 1 .3 to 5.0 wt. %, or 1 .3 to 5.5 wt. %, or 1 .5 to 3.0 wt. %, or 1 .5 to 4.0 wt. %, or 1 .5 to 5.0 wt. %, or 1 .5 to 6.0 wt. %, or 2.0 to 3.0 wt. %, or 2.0 to 4.0 wt. %, or 2.0 to 5.0 wt. %, or 2.0 to 6.0 wt. %, or 2.5 to 3.0 wt. %, or 2.5 to 4.0
wt. %, or 2.5 to 5.0 wt. %, or 2.5 to 6.0 wt. %, or 3.0 to 4.0 wt. %, or 3.0 to 5.0 wt. %, or 3.0 to 6.0 wt. %, or 0.0 to 9.0 wt. %, or 0.5 to 9.0 wt. %, or 1 .0 to 9.0 wt. %, or 1 .5 to 9.0 wt. %, or 2.0 to 9.0 wt. %, or 2.5 to 9.0 wt. %, or 3.0 to 9.0 wt. %, or 3.5 to 9.0 wt. %, or 4.0 to 9.0 wt. %, or 4.5 to 9.0 wt. %, or 5.0 to 9.0 wt. %, or 5.5 to 9.0 wt. %, or 6.0 to 9.0 wt. %, or 6.5 to 9.0 wt. %, or 7.0 to 9.0 wt. %, or 7.5 to 9.0 wt. %, or 8.0 to 9.0 wt. %, or 8.5 to 9.0 wt. %, all based on the total weight of the cellulose ester composition. In some embodiments, the blowing agents used herein may comprise a combination or mixture of two or more different types of blowing agents, such as two or more chemical blowing agents, two or more physical blowing agents, and/or a combination of chemical and physical blowing agents. Regardless, in some embodiments, the blowing agents used may be biodegradable, such as the biodegradable chemical blowing agents, citric acid and/or sodium bicarbonate. In some embodiments, the biodegradable chemical blowing agents, citric acid and/or sodium bicarbonate, may be dispersed in a biodegradable carrier, such as polybutylene succinate, polycaprolactone, or combinations thereof.
Surface Modifying Additives
[0071] Surface modifying additives refer to materials, such as processing aids, that can be added to cellulose ester compositions to modify the structure of the compositions (or the resulting foam articles) to improve processing of the cellulose ester compositions. For example, the inventors of the present application have found that adding surface modifying additives to the compounded CE material (e.g., to the pellets during the compounding process) or to the CE melt resin (e.g., during the extrusion process) can improve processing by reducing unwanted sticking of the CE melt resin to the die or mandrel (or to other components of the foam sheet or rigid article production process). Such reduction in sticking may be achieved by the surface modifying additives inhibiting the fusing of cellulose esters caused by plasticizers. The addition of surface modifying additives may also reduce blocking of the cellulose ester foam sheets produced at the sheet forming section or the
injection molding section. Furthermore, surface modifying additives may also improve the foam sheet production process or the rigid article production process by allowing the process to be performed at lower temperatures.
[0072] Furthermore still, in some embodiments, the surface modifying additives may function as anti-static additives, which inhibit electrical sparks or arcing in the CE melt resin. The inhibition of electrical sparks or arcing can be particularly important when hydrocarbons are used as blowing agents, so as to reduce the chance of igniting the hydrocarbons and causing fires. Beneficially, surface modifying additives may also reduce the diffusion of blowing agents, such as hydrocarbons, out of the foam sheets or resulting articles. In some embodiments, hydrocarbons themselves may be used as surface modifying additives.
[0073] Nevertheless, more general examples of surface modifying additives that may be used with compounded CE material (e.g., during the compounding process) or to the CE melt resin (e.g., during the foam sheet production process) according to embodiments of the present invention include fatty acids, such as palmitic acid, tallow acid, stearic acid, oleic acid, linoleic and linolenic acids, arachidic/behenic acids, behenic acid, and erucic acid. Surface modifying additives may also include fatty acid amides, such as erucamides, oleoamides, stearmides, bhenamides, secondary amides, and bisamides.
[0074] Additional examples of surface modifying additives may include glycerol esters and/or stearate esters, such as monoglycerides, diglycerides, and triglycerides. The monoglycerides may include glycerol monostearate or monoglyceride derivatives, such as diacetyl tartaric acid esters of mono- and diglycerides (DATEM), ethoxylated monoglyceride, succinyl monoglyceride, and propylene glycol monoesters (PGME). Examples of surface modifying additives may also include metallic stearates such as aluminum stearate, calcium stearate, lithium stearate, magnesium stearate, sodium stearate, zinc stearate, and/or combinations thereof (e.g., Calcium/Zinc stearates) . Examples of surface modifying additives may also include waxes, such as polyolefin waxes (polypropylene wax and polyethylene wax), oxidized olefin waxes,
ethylene acrylic acid (EAA) copolymer waxes, ethylene methyl acrylate (EMA) copolymer waxes, EAA ionomer axes, acrylic waxes, and/or natural waxes, such as rice bran wax, sunflower wax, sugar cane wax, candelilla wax, soy wax, bees wax, candelilla wax, and carnauba waxes.
[0075] Other, non-exclusive examples of surface modifying additives include aliphatic diesters (e.g., dioctyl adipate), polyglycol diesters, alkyl alkyether diesters, aromatic triesters, polyester resins, chlorinated hydrocarbons, halogenated hydrocarbons, alkylether monoesters, and alkyl monoesters. In addition, various oils may be used as surface modifying additives, such as aromatic oils, napthenic oils, glyceride oils, silicon oils, and epoxidized oils (e.g., soybean oil and linseed oil). Thus, in some embodiments, the surface modifying additives comprise plasticizers, such as aliphatic diester plasticizers, polyester plasticizers, and the like. Furthermore, in some embodiments, surface modifying additives may comprise a polyhedral oligomeric silsesquioxane (POSS).
[0076] More generally, surface modifying additives used in embodiments of the present invention may have a lower polarity than the cellulose ester in compounded CE material (e.g., during the compounding process) or to the CE melt resin (e.g., during the foam sheet production process). For example, the surface modifying additives may have (based on Hansen solubility parameters): a total solubility parameter 5 of less than 25 Mpa1/2, less than 20 Mpa1/2, or less than 19.5 Mpa1/2; a dispersion force solubility parameter bd of less than 18 Mpa1/2, less than 16 Mpa1/2, or less than 14 Mpa1/2; a dipolar intermolecular force solubility parameter bd of less than 12 Mpa1/2, less than 8 Mpa1/2, or less than 4 Mpa1/2; and/or a hydrogen bond solubility parameter bh of less than 1 1 Mpa1/2, less than 10 Mpa1/2, or less than 9 Mpa1/2. However, in some other embodiments, the surface modifying additives used in embodiments of the present invention may have a higher polarity than the cellulose ester in compounded CE material (e.g., during the compounding process) or to the CE melt resin (e.g., during the foam sheet production process). For example, the surface modifying additives may have (based on Hansen solubility parameters):
a total solubility parameter 5 of more than 21 .5 Mpa1/2, more than 23 Mpa1/2, or more than 25 Mpa1/2. In addition, in some embodiments, surface modifying additives may have a boiling point greater than 200° C, greater than 220° C, greater than 240° C, greater than 260° C, greater than 280° C, or greater than 300° C. Furthermore, the surface modifying additives may have a molecular weight greater than 100 g/mol, greater than 150 g/mol, greater than 220 g/mol, greater than 260 g/mol, greater than 300 g/mol, or greater than 340 g/mol and/or no more than 1000 g/mol, no more than 2500 g/mol, or no more than 5000 g/mol. Furthermore still, it may be preferable for the surface modifying additives to not be soluble in the plasticizer(s) used in the cellulose ester compositions. For instance, it may be preferable for the surface modifying additives to not be soluble in triacetin. Finally, in some embodiments, the surface modifying additives may be biodegradable and/or food-compliant or FDA approved.
[0077] In one embodiment or in combination with any of the embodiments mentioned herein, the surface modifying additives are present at from 0.05 to 0.75 wt. %, or 0.05 to 1 .0 wt. %, or 0.05 to 2.5 wt. %, or 0.05 to 5.0 wt. %, or 0.75 to 1 .0 wt. %, or 0.75 to 2.5 wt. %, or 0.75 to 5.0 wt. %, or 0.1 to 1 .0 wt. %, or 0.1 to 2.5 wt. %, 0.1 to 5.0 wt. %, or 1 .0 to 2.5 wt. %, or 1 .0 to 5.0 wt. %, or 2.5 to 5.0 wt. %, all based on the total weight of the cellulose ester composition. In some embodiments, the surface modifying additives used herein may comprise a combination or mixture of two or more different types of surface modifying additives.
Articles
[0078] Extruded sheets of cellulose ester foam may be formed using the extrusion section and/or the sheet forming section described above. Such extruded sheets comprise a structural material with a plurality of gaseous voids disposed throughout. Such gaseous voids are formed by expansion of the blowing agent in the form of a gas within the cellulose polymer melt. The structural material is cellulose ester based, and in some embodiments with
specific amounts of the compositional components of the structural material (e.g., cellulose ester, plasticizer, blowing agents (chemical and/or physical) nucleating agents, surface modifying additives, etc.) having been described above in more detail. Foam articles may be formed from the extruded sheets of foam in accordance with embodiments, e.g., via thermoforming. Exemplary articles include food trays, claim shells and/or hinged containers (e.g., egg cartons), bowls, cups, pool noodles, pipe insulation, other articles with extrusion profiles, etc. The articles may have one or more particularly advantageous properties. For example, the articles may be biodegradable, compostable, recyclable and/or the articles may have superior mechanical properties (e.g., strength, density, cell size, water absorption, etc.).
[0079] In one embodiment or in combination with any of the embodiments mentioned herein, the foam may be a low density foam having a density less than .20 g/cm3, less than 0.18 g/cm3, less than 0.15 g/cm3, less than 0.12 g/cm3, less than less than 0.10 g/cm3, less than 0.08 g/cm3, less than less than 0.06 g/cm3, or less than less than 0.04 g/cm3, or from 0.04 to 0.8 g/cm3, 0.04 to 0.6 g/cm3, 0.04 to 0.5 g/cm3, 0.04 to 0.4 g/cm3, 0.04 to 0.3 g/cm3, 0.04 to 0.2 g/cm3, 0.04 to 0.15 g/cm3, 0.04 to 0.12 g/cm3, 0.04 to 0.10 g/cm3, 0.04 to 0.08 g/cm3, 0.04 to 0.06 g/cm3, 0.06 to 0.8 g/cm3, 0.06 to 0.6 g/cm3, 0.06 to 0.5 g/cm3, 0.06 to 0.4 g/cm3, 0.06 to 0.3 g/cm3, 0.06 to 0.2 g/cm3, 0.06 to 0.15 g/cm3, 0.06 to 0.12 g/cm3, 0.06 to 0.10 g/cm3, 0.06 to 0.08 g/cm3, 0.08 to 0.8 g/cm3, 0.08 to 0.6 g/cm3, 0.08 to 0.5 g/cm3, 0.08 to 0.4 g/cm3, 0.08 to 0.3 g/cm3, 0.08 to 0.2 g/cm3, 0.08 to 0.15 g/cm3, 0.08 to 0.12 g/cm3, 0.08 to 0.10 g/cm3, 0.1 to 0.8 g/cm3, 0.1 to 0.6 g/cm3, 0.1 to 0.5 g/cm3, 0.1 to 0.4 g/cm3, 0.1 to 0.3 g/cm3, 0.1 to 0.2 g/cm3, 0.1 to 0.15 g/cm3, 0.1 to 0.12 g/cm3, 0.2 to 0.8 g/cm3, 0.2 to 0.6 g/cm3, 0.2 to 0.5 g/cm3, 0.2 to 0.4 g/cm3, 0.2 to 0.3 g/cm3, 0.3 to 0.6 g/cm3, 0.3 to 0.5 g/cm3, 0.3 to 0.4 g/cm3, 0.4 to 0.6 g/cm3, 0.4 to 0.5 g/cm3, or 0.5 to 0.6 g/cm3.
[0080] In one embodiment or in combination with any of the embodiments mentioned herein, the foam may have a medium density, which is used herein to mean a density greater than 0.20 g/cm3, greater than 0.30 g/cm3, greater
than 0.40 g/cm3, greater than 0.50 g/cm3, greater than 0.60 g/cm3, greater than 0.70 g/cm3, and/or no more than 0.80 g/cm3, no more than 0.70 g/cm3, no more than 0.60 g/cm3, no more than 0.50 g/cm3, no more than 0.40 g/cm3, or no more than 0.30 g/cm3. In some embodiments, the foam will have a density from 0.20 g/cm3 to 0.80 g/cm3, from 0.30 g/cm3 to 0.80 g/cm3, from 0.40 g/cm3 to 0.80 g/cm3, from 0.50 g/cm3 to 0.80 g/cm3, from 0.60 g/cm3 to 0.80 g/cm3, from 0.70 g/cm3 to 0.80 g/cm3, 0.20 g/cm3 to 0.70 g/cm3, from 0.30 g/cm3 to 0.70 g/cm3, from 0.40 g/cm3 to 0.70 g/cm3, from 0.50 g/cm3 to 0.70 g/cm3, from 0.60 g/cm3 to 0.70 g/cm3, 0.20 g/cm3 to 0.60 g/cm3, from 0.30 g/cm3 to 0.60 g/cm3, from 0.40 g/cm3 to 0.60 g/cm3, from 0.50 g/cm3 to 0.60 g/cm3, and/or from 0.20 g/cm3 to 0.50 g/cm3, from 0.30 g/cm3 to 0.50 g/cm3, or from 0.40 g/cm3 to 0.50 g/cm3. [0081] In one embodiment or in combination with any of the embodiments mentioned herein, the average foam cell size is less than 600 gm, less than 550 gm, less than 500 gm, less than 450 gm, less than 400 gm, less than 350 gm, less than 300 gm, less than 250 gm, less than 200 gm, less than 150 gm, less than 100 gm, and/or from 40 gm to 600 gm, or 50 gm to 600 gm, or 60 gm to 600 gm, or 70 gm to 600 gm, or 80 gm to 600 gm, or 90 gm to 600 gm, or 100 gm to 600 gm, or 150 gm to 600 gm, or 200 gm to 600 gm, or 250 gm to 600 gm, or 300 gm to 600 gm, or 400 gm to 600 gm, or 500 gm to 600 gm, or 40 gm to 550 gm, or 40 gm to 500 gm, or 40 gm to 450 gm, or 40 gm to 400 gm, or 40 gm to 350 gm, or 40 gm to 300 gm, or 40 gm to 250 gm, or 40 gm to 200 gm, or 40 gm to 150 gm, or 40 gm to 100 gm.
[0082] Alternatively, or in addition, rigid articles may be formed from CE melt resin via injection molding. Such CE melt resin may beneficially include one or more chemical blowing agents, which as discussed below, improve the flowability of the resin during injection molding. Exemplary articles include straws, cups, lids, trays, bowls, pots, cutlery (e.g., forks, knives, spoons, etc.), and the like. In some embodiments, the articles may be single-use items, such as cutlery (e.g., forks, knives, spoons, etc.). Alternatively, the articles may be multiple-use items, such as cups, bowls, pots, etc. The articles may have one or more particularly advantageous properties. For example, the articles may be
biodegradable, compostable, recyclable and/or the articles may have superior mechanical properties (e.g., strength, density, cell size, absorption, etc.).
[0083] In one embodiment or in combination with any of the embodiments mentioned herein, the rigid articles may have a density greater than 0.90 g/cm3, greater than 1.0 g/cm3, greater than 1.10 g/cm3, greater than 1.20 g/cm3, greater than 1.30 g/cm3, greater than 1.40 g/cm3, greater than 1.50 g/cm3, and/or no more than 1 .60 g/cm3, no more than 1 .50 g/cm3, no more than 1 .40 g/cm3, no more than 1.30 g/cm3, no more than 1.20 g/cm3, no more than 1.10 g/cm3, or no more than 1 .0 g/cm3. In some embodiments, the rigid articles will have a density from 0.90 g/cm3 to 1 .60 g/cm3, from 1 .00 g/cm3 to 1 .60 g/cm3, from 1.10 g/cm3 to 1 .60 g/cm3, from 1 .20 g/cm3 to 1 .60 g/cm3, from 1 .30 g/cm3 to 1.60 g/cm3, from 1.40 g/cm3 to 1.60 g/cm3, from 1.50 g/cm3 to 1.60 g/cm3, from 0.90 g/cm3 to 1 .50 g/cm3, from 1 .00 g/cm3 to 1 .50 g/cm3, from 1 .10 g/cm3 to 1 .50 g/cm3, from 1 .20 g/cm3 to 1 .50 g/cm3, from 1 .30 g/cm3 to 1 .50 g/cm3, from 1 .40 g/cm3 to 1 .50 g/cm3, from 0.90 g/cm3 to 1 .40 g/cm3, from 1 .00 g/cm3 to 1.40 g/cm3, from 1.10 g/cm3 to 1.40 g/cm3, from 1.20 g/cm3 to 1.40 g/cm3, from 1 .30 g/cm3 to 1 .40 g/cm3, from 0.90 g/cm3 to 1 .30 g/cm3, from 1 .00 g/cm3 to 1.30 g/cm3, from 1.10 g/cm3 to 1.30 g/cm3, from 1.20 g/cm3 to 1.30 g/cm3, from 0.90 g/cm3 to 1 .20 g/cm3, from 1 .00 g/cm3 to 1 .20 g/cm3, from 1 .10 g/cm3 to 1.20 g/cm3, from 0.90 g/cm3 to 1.10 g/cm3, from 1.00 g/cm3 to 1.10 g/cm3, and/or from 0.90 g/cm3 to 1 .00 g/cm3.
Further Inventive Concepts Related to Processing Polymer Materials
[0084] As described above, embodiments of the present invention include systems and methods for forming cellulose ester items, such as fibers, films, pellets, flakes (other shaped material that may include regrind), sheets, articles, etc. It should be understood, however, that in some other embodiments, mixed ester items may also be formed. Regardless, embodiments provide for the compounding systems, which combine the cellulose ester feedstock and one or more additives (e.g., plasticizers or other viscosity reducing additive) to form compounded CE materials, to be co-located with the processing systems that
are used to form the compounded CE materials into cellulose ester-based items such as fibers, films, pellets, flakes (other shaped material that may include regrind), sheets, articles, etc. As used herein, the term “co-located” refers to the characteristic of at least two objects or systems being situated on a common physical site, and/or within 5, within 3, within 1 , within 0.75, within 0.5, or within 0.25 miles of each other, measured as a straight-line distance between two points associated the objects or systems. When two or more systems are colocated, the systems may be integrated in one or more ways. Examples of integration include, but are not limited to, heat integration, utility integration, waste-water integration, mass flow integration via conduits, and sharing of common equipment and parts, such as seals, gaskets, and the like.
[0085] Thus, embodiments of the present invention may include a manufacturing system for manufacturing cellulose ester items. The manufacturing system may comprise a compounding system configured to combine a cellulose ester feedstock and an additive to form a compounded cellulose ester material. In certain embodiments, the compounding system may be configured to form the compounded cellulose ester material to have a moisture content of no more than 2 wt. %. The manufacturing system may also include a processing system configured to process the compounded cellulose ester material to form the cellulose ester items. In some embodiments, the compounding system will be co-located with the processing system, such that the compounding system is located within 5 miles of the processing system. However, in some embodiments, the compounding system is located within 3, within 1 , within 0.75, within 0.5, or within 0.25 miles of, or situated on a common physical site with, the processing system. Due to the compounding system being co-located with the processing system, the compounded cellulose ester material may be provided from the compounding system to the processing system within 24 hours, within 12 hours, within 6 hours, within 4 hours, within 2 hours, within 1 hour, and/or immediately upon the compounded cellulose ester material being formed by the compounding system.
[0086] To begin the manufacture of cellulose ester-based items, cellulose ester feedstock may be provided to the compounding system. Such feedstock may comprise virgin polymer (manufactured as described above) or may comprise recycled polymer (e.g., post-industrial (e.g., trim scrap) or postconsumer scrap). In some embodiments, the cellulose ester feedstock may comprise from 10 to 70% or from 35 to 45% recycled cellulose ester. Regardless, the cellulose ester feedstock may initially have a moisture content of between 1 and 5 wt. % or about 4 wt. %. In addition, the cellulose ester feedstock may be in the form of pellets, powder, flakes, etc. In embodiments in which the feedstock is powder or flakes, dust and spark mitigation may be necessary to prevent dust contamination of surrounding systems and/or to prevent explosions and fires.
[0087] Specifically, the cellulose ester feedstock may be provided to the compounding system via a feed system that is particularly configured to mitigate dust and sparks. For example, the feed system may be fluidly sealed from the surrounding environment (i.e., external to the feed system and/or the compounding system) to prevent dust contamination of surrounding systems. In some embodiments, the feed system may be vented to the outside, natural environment (separate from the compounding system and/or the processing systems), such that any dust generated by the feed system will not contaminate the surrounding systems. In some embodiments, the feed system may include an inert atmosphere through which the feedstock is provided to the compounding system, so as to mitigate sparks, explosions, or fires during the provision of the feedstock to the compounding system. A nitrogen purge may also be used around the feeding inlet of the compounding system. In other embodiments, the feed system may include other explosion, spark, or fireinhibiting features.
[0088] As previously described, the compounding system may comprise a twin-screw extruder configured to mix the cellulose ester feedstock and one or more additives to form a compounded cellulose ester material. In some embodiments, the additives may comprise plasticizers; however, in other
embodiments, the additives may comprise toughening aids, impact modifiers, flow enhancers, or other polymer resins. For example, in some specific embodiments, the additives may comprise viscosity reducing additives, such as, copolymers (e.g., polybutylene succinate (PBS), polyhydroxyalkanoates (PHAs), polylactic acid (PLA), poly(butylene succinate-co-butylene adipate) (PBSA), polycaprolactone (PCL), polybutylene adipate terephthalate (PBAT), poly(butylenes succinate-co-terephthalate) (PBST), starch copolymers), impact modifiers, plasticizers, flow enhancers, and/or lubricants (e.g., calcium, zinc, stearic acid, long chain acids, oleic acid, and palmitic acid).
[0089] As noted above, in some embodiments, the compounding system may be configured to form the compounded cellulose ester to have a moisture content of no more than 2 wt. %. However, in other embodiments, the compounding system may be configured to form the compounded cellulose ester to have a moisture content of less than 1 .8 wt. %, less than 1 .6 wt. %, less than 1 .5 wt. %, less than 1 .4 wt. %, less than 1 .2 wt. %, less than 1 .0 wt. %, less than 0.8 wt. %, less than 0.6 wt. %, less than 0.5 wt. %, less than 0.4 wt. %, less than 0.3 wt. %, or less than 0.2 wt. %. To achieve such moisture content (particularly when the feedstock may have a relatively high moisture content of around 4 wt. %), the twin-screw extruder may include a plurality of vents configure to remove moisture from the cellulose ester material. For example, the twin-screw extruder may have one, two, or more vents to remove moisture from the cellulose ester material. Such vented twin-screw extruders may be particularly useful when the feedstock includes recycled flakes that require densification and/or moisture reduction. However, in other embodiments, the compounding system may comprise a roll mill, a batch mixer, and/or a single-screw extruder. Regardless, the resulting compounded cellulose ester material may be in the form of pellets, or may be sufficiently heated so as to be melted in the form of a melt resin.
[0090] Upon the compounded cellulose ester material being formed, it may be provided to the processing system for processing into cellulose ester items. As noted above, the compounding system may be co-located with the
processing system (see, e.g., FIGS. 1 -3 in which the compounding systems/processes may be co-located with the foam sheet production systems/processes and/or with the rigid article production systems/processes). As such, the compounding system may be directly connected or physically coupled e.g., via one or more belt conveyor systems, one or more pneumatic conveyor systems, one or more gravity conveyors, and/or one or more elevator systems, with the processing system (it is understood that the processing system may include multiple individual processing systems). Thus, the compounded cellulose ester material may be formed by the processing system and directly provided to the processing systems within a short amount of time (e.g., within 24 hours, within 12 hours, within 6 hours, within 4 hours, within 2 hours, and/or within 1 hour). However, in other embodiments, the compounding system need not be directly, physically coupled with the processing system. For instance, the compounded cellulose ester may be indirectly provided to the processing system from the compounding system, such as by temporarily being stored in one or more storage tanks or bins, where the compounded cellulose ester can be tested for quality control purposes.
[0091] Regardless, the compounded cellulose ester material will generally be provided to the processing systems within a short amount of time (e.g., within 24 hours, within 12 hours, within 6 hours, within 4 hours, within 2 hours, and/or within 1 hour). As such, the compounded cellulose ester material will generally lose little heat between the time it is formed in the compounding system and the time it is provided to the processing unit. For example, upon exiting the compounding system, the compounded cellulose ester material may have a temperature between 150 and 250 °C, but the compounded cellulose ester material may be provided to the processing system at temperature no less than 100 °C. Thus, in some embodiments, the compounded cellulose ester may lose no more than 10%, no more than 15%, no more than 20%, no more than 25%, no more than 30%, no more than 35%, or no more than 40% of its temperature value between being formed in the compounding system and being provided to the processing system. As such, embodiments of the present
invention provide cost and energy saving by not requiring separate, additional heating of the compound cellulose ester material before it is provided to the processing system.
[0092] Similarly, the compounded cellulose ester material will generally gain little moisture between the time it is formed in the compounding system and the time it is provided to the processing unit. For example, upon exiting the compounding system, the compounded cellulose ester material may have a content of less than 1 wt. %, and the compounded cellulose ester material may gain no more than 100%, no more than 50%, no more than 30%, no more than 25%, no more than 20%, no more than 15%, or no more than 10% of its moisture content between being formed in the compounding system and being provided to the processing system. As such, embodiments of the present invention provide cost and energy saving by not requiring separate, additional drying of the compound cellulose ester material before it is provided to the processing system.
[0093] Once the compound cellulose ester material has been provided to the processing system, the processing system may for the compounded cellulose ester material into cellulose ester-based items. Examples of such cellulose ester-based items include fibers, films, pellets, flakes (other shaped material that may include regrind), sheets, foamed articles, non-foamed rigid articles, and the like. To form such cellulose ester-based items, the processing system may comprise various devices, including twin-screw extruders, singlescrew extruders, gear pumps, and the like.
[0094] For example, in the case of the processing system being a single or twin-screw extruder, the processing system may include any of the features of those systems described above with respect to FIGS. 1 , 2, and 4-16. Such extruders may additionally include one or more vents for drying the cellulose ester melt formed therein. In some embodiments, the processing system may be associated with an annular die, a coat-hangar die, sheet dies, slot dies, and/or profile-shaped dies to form cellulose ester-based items. Such items may include non-foamed films, fibers, pellets, flakes (other shaped material that may
include regrind), or injection molded articles. In addition, in some embodiments, the extruder may be associated with a melt cooler, such that the processing system is configured to form foamed items, such as foamed sheets. In such embodiments, the foaming agents (e.g., chemical blowing agent, physical blowing agents, or combinations thereof) may be added to the extruder to facilitate foaming.
[0095] In certain embodiments, when the intent is to form foamed articles, the processing system may include or otherwise be associated with a thermoforming system to thermoform portions of the foamed sheets into thermoformed, foamed articles. Alternatively, the thermoforming systems may be used to thermoform non-foamed films formed by the extruder. In still further embodiments, the thermoforming system may not be part of the processing system, but may be separate (e.g., not co-located with the processing system). As such, the foamed sheets may require transportation from the processing systems to the separately located thermoforming system.
[0096] In contrast to extruders, in some embodiments, the processing system may comprise a gear pump and may be associated with various types of dies, such as an annular die, a coat-hangar die, sheet dies, slot dies, and/or profile-shaped dies to form cellulose ester-based items. Such items may include non-foamed films, fibers, pellets, flakes (other shaped material that may include regrind), or injection molded articles. In addition, in some embodiments, the gear pump may be associated with a melt cooler, such that the processing system is configured to form foamed items, such as foamed sheets. In such embodiments, the foaming agents (e.g., chemical blowing agent, physical blowing agents, or combinations thereof) may be added to the gear pump to facilitate foaming.
[0097] In certain embodiments, when the intent is to form foamed articles, the processing system may include or otherwise be associated with a thermoforming system to thermoform portions of the foamed sheets into thermoformed, foamed articles. Alternatively, the thermoforming systems may be used to thermoform non-foamed films formed by the extruder. In still further
embodiments, the thermoforming system may not be part of the processing system, but may be separate (e.g., not co-located with the processing system). As such, the foamed sheets may require transportation from the processing systems to the separately located thermoforming system.
[0098] Furthermore, it should be noted that various additional additives may be added to the cellulose ester-based material, in either (or both) the compounding system and the processing system. Such additional additives may comprise, for example, viscosity reducing additives, such as, copolymers (e.g., polybutylene succinate (PBS), polyhydroxyalkanoates (PHAs), polylactic acid (PLA), poly(butylene succinate-co-butylene adipate) (PBSA), polycaprolactone (PCL), polybutylene adipate terephthalate (PBAT), poly(butylenes succinate-co-terephthalate) (PBST), starch copolymers),, impact modifiers, plasticizers, flow enhancers, and/or lubricants (e.g., calcium, zinc, stearic acid, long chain acids, oleic acid, and palmitic acid). The additional additives may also include nucleating agents, blowing agents, surfacemodifying agents (viscosity-reducing agents, friction reducing agents, antistatic agents, etc.), fillers (e.g., talc, CaCO3, etc.), stabilizers (e.g., polymer stabilizers, color stabilizers (e.g., citric acid)), acid scavengers, UV absorbers, antioxidants, odor modifiers, colorants (e.g., a color control additive to reduce the yellowness of the cellulose ester material or a target color additive such as a dye or pigment), and/or moisture scavengers. In some embodiments, the additional additives are combined into the cellulose ester material (in the compounding system or the processing system) in an amount less than 10 wt. %, less than 5 wt. % less than 4 wt. %, less than 3 wt. %, less than 2 wt. %, or less than 1 .0 wt. %.
[0099] In view of the above-described configuration of cellulose ester compounding systems and processing systems, cellulose ester items (e.g., fibers, films, pellets, flakes (other shaped material that may include regrind), sheets, foamed articles, non-foamed/rigid articles, etc.) can be formed at high levels of energy efficiency. Specifically, by co-locating the compounding systems with the processing systems, transportation costs normally associated
with transporting compounded material from the compounding system to the processing system can be avoided. In addition, the cellulose ester material processed through such systems can be directly (or indirectly) provided between the systems over relatively short periods of time, which reduces the requirement for heating/re-heating, cooling, and drying the material. For example, prior systems generally required compounded cellulose ester material to be re-heated and/or dried after transport from the compounding system, in preparation for being added to the processing systems (e.g., extruders) to form cellulose ester-based items. In contrast, because the compounding system and processing system are co-located with each other, according to embodiments of the present invention, the compounded cellulose ester material can be provided directly from the compounding system to the processing system without the need for heating/re-heating, cooling, and drying. Similarly, in the case where thermoforming is used to make cellulose ester articles (foamed or non-foamed), the thermoforming systems may be co-located with the other processing systems, such that the films or sheets can be provided directly from the initial processing system to the thermoforming system (which may be considered part of the processing systems) to form the articles without the need for heating/re-heating, cooling, and drying.
[0100] Furthermore, in some embodiments, efficiencies can be increased by the re-capturing of volatiles that are generally lost when the compounding system and the processing systems are separated. For example, some plasticizer is commonly lost during processing of compounded cellulose ester material (e.g., when forming foam sheets via an extruder). Given the close proximity of the processing system and the compounding system according to embodiments of the present invention, such volatiles that are commonly lost can instead be re-captured (e.g., via a re-capture system), such that the recaptured volatiles can be re-used. For example, plasticizer that is re-captured can be re-introduced into the compounding system to make compounded cellulose ester material. Such re-capturing and re-use of volatiles is difficult if the compounding system and processing system are not co-located.
DEFINITIONS
[0101] It should be understood that the following is not intended to be an exclusive list of defined terms. Other definitions may be provided in the foregoing description, such as, for example, when accompanying the use of a defined term in context.
[0102] As used herein, the terms “a,” “an,” and “the” mean one or more.
[0103] As used herein, the terms “comprising,” “comprises,” and “comprise” are open-ended transition terms used to transition from a subject recited before the term to one or more elements recited after the term, where the element or elements listed after the transition term are not necessarily the only elements that make up the subject.
[0104] To be considered “compostable,” a material must meet the following four criteria: (1 ) the material should pass biodegradation requirement in a test under controlled composting conditions at elevated temperature (58°C) according to ISO 14855-1 (2012) which correspond to an absolute 90% biodegradation or a relative 90% to a control polymer, (2) the material tested under aerobic composting condition according to ISO16929 (2013) must reach a 90% disintegration ; (3) the test material must fulfill all the requirements on volatile solids, heavy metals and fluorine as stipulated by ASTM D6400 (2012), EN 13432 (2000) and ISO 17088 (2012); and (4) the material should not cause negative on plant growth.
[0105] As used herein, the term “biodegradable” generally refers to the biological conversion and consumption of organic molecules. Biodegradability is an intrinsic property of the material itself, and the material can exhibit different degrees of biodegradability, depending on the specific conditions to which it is exposed. The term “disintegrable” refers to the tendency of a material to physically decompose into smaller fragments when exposed to certain conditions. Disintegration depends both on the material itself, as well as the physical size and configuration of the article being tested. Ecotoxicity measures the impact of the material on plant life, and the heavy metal content of the
material is determined according to the procedures laid out in the standard test method.
[0106] To be considered “biodegradable,” under home composting conditions according to the French norm NF T 51-800 and the Australian standard AS 5810, a material must exhibit a biodegradation of at least 90 percent in total (e.g., as compared to the initial sample), or a biodegradation of at least 90 percent of the maximum degradation of a suitable reference material after a plateau has been reached for both the reference and test item. The maximum test duration for biodegradation under home compositing conditions is 1 year.
[0107] To be considered “biodegradable,” under industrial composting conditions according to ASTM D6400 and ISO 17088, at least 90 percent of the organic carbon in the whole item (or for each constituent present in an amount of more than 1 % by dry mass) must be converted to carbon dioxide by the end of the test period when compared to the control or in absolute. According to European standard ED 13432 (2000), a material must exhibit a biodegradation of at least 90 percent in total, or a biodegradation of at least 90 percent of the maximum degradation of a suitable reference material after a plateau has been reached for both the reference and test item. The maximum test duration for biodegradability under industrial compositing conditions is 180 days.
[0108] In order to be considered “biodegradable,” under soil composting conditions according the OK biodegradable SOIL conformity mark of Vingotte and the DIN Gepruft Biodegradable in soil certification scheme of DIN CERTCO, a material must exhibit a biodegradation of at least 90 percent in total (e.g., as compared to the initial sample), or a biodegradation of at least 90 percent of the maximum degradation of a suitable reference material after a plateau has been reached for both the reference and test item. The maximum test duration for biodegradability under soil compositing conditions is 2 years.
[0109] In one embodiment or in combination with any of the embodiments mentioned herein, the biodegradable cellulose acetate foam or rigid article is industrial compostable or home compostable. In one subclass of this class, the
foam or rigid article is industrial compostable. In one sub-subclass of this subclass, the foam or rigid article has a thickness that is less than 6 mm. In one sub-subclass of this subclass, the foam or rigid article has a thickness that is less than 3 mm. In one sub-subclass of this subclass, the foam or rigid article has a thickness that is less than 1.1 mm. In one subclass of this class, the foam or rigid article is home compostable. In one sub-subclass of this subclass, the foam or rigid article has a thickness that is less than 6 mm. In one sub-subclass of this subclass, the foam or rigid article has a thickness that is less than 3 mm. In one sub-subclass of this subclass, the foam or rigid article has a thickness that is less than 1.1 mm. In one sub-subclass of this subclass, the foam or rigid article has a thickness that is less than 0.8 mm. In one sub-subclass of this subclass, the foam or rigid article has a thickness that is less than 0.6 mm. In one sub-subclass of this subclass, the foam or rigid article has a thickness that is less than 0.4 mm.
[0110] In one embodiment or in combination with any of the embodiments mentioned herein, the thickness of the foam or rigid article is from 1 to 10 mm, from 1 to 8 mm, from 2 to 8 mm, from 3 to 7 mm, from 4 to 6 mm, about 4 mm, about 5 mm, about 6 mm, about 7 mm, or about 8 mm. However, it should be noted that the foam or rigid article may have other, larger sizes. For example, in some embodiments, the foam or rigid article may have a thickness from 0.5 to 24 inches, from 1 to 15 inches, or 3 to 12 inches.
[0111] In one embodiment or in combination with any of the embodiments mentioned herein, the foam or rigid article exhibits greater than 90% disintegration after 12 weeks according to the disintegration test protocol for films, as described in the specification.
[0112] The compositions used to prepare the biodegradable cellulose acetate foams can comprise other additives such as fillers, stabilizers, odor modifiers, waxes, compatibilizers, biodegradation promoters, dyes, pigments, colorants, lubricants, anti-oxidants, viscosity modifiers, antifungal agents, heat stabilizers, antibacterial agents, softening agents, mold release agents, UV absorbers, and combinations thereof. Each additional additive may be present
in the cellulose ester-based material in an amount less than 10 wt. %, less than 5 wt. % less than 4 wt. %, less than 3 wt. %, less than 2 wt. %, or less than 1 .0 wt. %. It should be noted that the same type of compounds or materials can be identified for or included in multiple categories of components in the cellulose acetate compositions. For example, polyethylene glycol (PEG) could function as a plasticizer or as an additive that does not function as a plasticizer, such as a hydrophilic polymer or biodegradation promotor, e.g., where a lower molecular weight PEG has a plasticizing effect and a higher molecular weight PEG functions as a hydrophilic polymer but without plasticizing effect.
[0113] In one embodiment or in combination with any other embodiment mentioned herein, the foam, composition, foamable composition, or rigid composition further comprises a photodegradation catalyst. In one class of this embodiment, the photodegradation catalyst is a titanium dioxide, or an iron oxide. In one subclass of this class, the photodegradation catalyst is a titanium dioxide. In one subclass of this class, the photodegradation catalyst is an iron oxide.
[0114] In one embodiment or in combination with any other embodiment mentioned herein, the foam, composition, foamable composition, or rigid composition further comprises a pigment. In one class of this embodiment, the pigment is a titanium dioxide, a carbon black, or an iron oxide. In one subclass of this class, the pigment is a titanium dioxide. In one subclass of this class, the pigment is a carbon black. In one subclass of this class, the pigment is an iron oxide. In one subclass of this class, the pigment is a biodegradable particulate natural filler.
CLAIMS NOT LIMITED TO DISCLOSED EMBODIMENTS
[0115] The preferred forms of the invention described above are to be used as illustration only and should not be used in a limiting sense to interpret the scope of the present invention. Modifications to the exemplary embodiments, set forth above, could be readily made by those skilled in the art without departing from the spirit of the present invention.
[0116] The inventors hereby state their intent to rely on the Doctrine of Equivalents to determine and assess the reasonably fair scope of the present invention as it pertains to any apparatus not materially departing from but outside the literal scope of the invention as set forth in the following claims.
Claims
1 . A method for processing cellulose ester, said method comprising the steps of:
(a) combining, via a compounding system, a cellulose ester feedstock and an additive to form a compounded cellulose ester material, wherein the compounded cellulose ester material has a moisture content of no more than 2 wt. %;
(b) providing the compounded cellulose ester material to a processing system; and
(c) processing, via the processing system, the compounded cellulose ester material to form a cellulose ester item, wherein said providing of step (b) is performed within twenty- four hours of completion of said combining of step (a).
2. The method of claim 1 , wherein the cellulose ester feedstock comprises from 10 to 70% or from 35 to 45% recycled cellulose ester.
3. The method of claim 1 , wherein the recycled cellulose ester comprises post-industrial scrap.
4. The method of claim 1 , wherein the cellulose ester feedstock is biodegradable.
5. The method of claim 1 , wherein the cellulose ester feedstock comprises cellulose acetate.
6. The method of claim 1 , wherein the cellulose ester feedstock comprises cellulose acetate butyrate (“CAB”).
7. The method of claim 1 , wherein the cellulose ester feedstock comprises cellulose acetate propionate (“CAP”).
8. The method of claim 1 , wherein the cellulose ester feedstock comprises a combination of cellulose acetate, cellulose acetate butyrate (“CAB”), and/or cellulose acetate propionate (“CAP”).
9. The method of claim 1 , wherein the cellulose ester feedstock has a degree of substitution of acetyl (DSAC) between 2.2 to 2.8.
a. Wherein the cellulose ester feedstock is cellulose diacetate.
10. The method of claim 1 , wherein the additive comprises a plasticizer. a. Wherein plasticizer is present in the compounded cellulose ester material in an amount from 2 to 40 wt. % i. Wherein the plasticizer comprises triacetin;
II. Wherein the plasticizer comprises PEG400; ill. Wherein the plasticizer is FDA approved; iv. Wherein the plasticizer triethyl citrate, sucrose octaacetate, acetylated triethyl citrate, and acetyl tributyl citrate; v. Wherein the plasticizer is not a phthalate; vi. Wherein the plasticizer includes one or more of the following: include glycerol triacetate (Triacetin), glycerol diacetate (Diacetin), dibutyl terephthalate, dimethyl phthalate, diethyl phthalate, polyethylene glycol) MW 200-600 (e.g., PEG400 or polyethylene glycol 400), dibutyl tartrate, di-2-methoxyethyl phthalate, ethyl o-benzoylbenzoate, triethylene glycol dipropionate, 1 ,2-epoxypropylphenyl ethylene glycol, 1 ,2-epoxypropyl(m-cresyl) ethylene glycol, 1 ,2- epoxypropyl(o-cresyl) ethylene glycol, p-oxyethyl cyclohexenecarboxylate, bis(cyclohexanate) diethylene glycol, triethyl citrate, polyethylene glycol, propylene glycol, polysorbate, sucrose octaacetate, acetylated triethyl citrate, acetyl tributyl citrate, Admex, tripropionin, Scandiflex, poloxamer copolymers, polyethylene glycol succinate, diisobutyl adipate, polyvinyl pyrollidone, and glycol tribenzoate, the benzoate containing plasticizers such as the Benzoflex™ plasticizer series, poly (alkyl succinates) such as poly (butyl succinate), polyethersulfones, o-
Cresyl p-toluenesulfonate, n- ethyltoluenesulfonamides, adipate based plasticizers, soybean oil epoxides such as the Paraplex™ plasticizer series, sucrose based plasticizers, dibutyl sebacate, tributyrin, sucrose acetate isobutyrate, the Resolflex™ series of plasticizers, triphenyl phosphate (TPP), triethyl phosphate (TEP), glycolates (e.g., ethyl phthalyl ethyl glycolate “EPEG” and methyl phthalyl ethyl glycolate “MPEG”), methoxy polyethylene glycol, 2,2,4-trimethylpentane-1 ,3-diyl bis(2- methylpropanoate), and polycaprolactones.
1 1 .The method of claim 1 , wherein the additive comprises a toughening aid.
12. The method of claim 1 , wherein the additive comprises a flow enhancer.
13. The method of claim 1 , wherein the additive comprises a polymer resin.
14. The method of claim 1 , wherein the compounded cellulose ester material is biodegradable.
15. The method of claim 1 , wherein the cellulose ester item is biodegradable.
16. The method of claim 1 , wherein the cellulose ester feedstock comprises flakes. a. Wherein the flakes are provided to the compounding system via a feed system, and wherein the feed system is fluidly sealed to prevent dust contamination of surrounding systems. i. Wherein the feed system is vented; b. Wherein the flakes include plasticizer to reduce dust generation;
c. Wherein the flakes are provided to the compounding system via a feed system, and wherein the feed system includes one or more explosion-inhibiting features; i. Wherein the explosion-inhibiting features include providing the flakes to the compounding system in an inert atmosphere;
II. Wherein the explosion-inhibiting features includes a nitrogen purge; ill. Wherein the explosion-inhibiting features include spark mitigation features.
17. The method of claim 1 , wherein the cellulose ester feedstock comprises pellets.
18. The method of claim 1 , wherein the compounding system comprises a twin-screw extruder. a. Wherein the twin-screw extruder includes at least one drying vent. i. Wherein the twin-screw extruder includes at least two drying vents. b. Wherein the cellulose ester feedstock includes recycled scrap, and wherein the twin-screw extruder densifies and reduces a moisture content of the recycled scrap.
19. The method of claim 1 , wherein the compounding system is selected from the following: a roll mill, a batch mixer, and a single-screw extruder.
20. The method of claim 1 , wherein the processing system further comprises a melt cooler.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US202363611341P | 2023-12-18 | 2023-12-18 | |
| US63/611,341 | 2023-12-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025136900A1 true WO2025136900A1 (en) | 2025-06-26 |
Family
ID=96138770
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2024/060451 Pending WO2025136900A1 (en) | 2023-12-18 | 2024-12-17 | Co-location of cellulose ester processing systems |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2025136900A1 (en) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4180536A (en) * | 1978-03-13 | 1979-12-25 | Celanese Corporation | Process for extruding plasticized open cell foamed cellulose acetate filters |
| US5773562A (en) * | 1992-10-02 | 1998-06-30 | Cargill, Incorporated | Melt-stable semi-crystalline lactide polymer film and process for manufacture thereof |
| US20040132168A1 (en) * | 2003-01-06 | 2004-07-08 | Peter Rule | Sample element for reagentless whole blood glucose meter |
| US20050271834A1 (en) * | 2004-06-07 | 2005-12-08 | Konica Minolta Opto, Inc. | Cellulose ester film and its manufacturing method, optical film, polarizing plate and liquid crystal display |
| US20120202398A1 (en) * | 2009-10-23 | 2012-08-09 | Innovia Films Limited | Biodegradable fibre and its process of manufacture |
| US20140026910A1 (en) * | 2012-07-25 | 2014-01-30 | Celanese Acetate Llc | Spinneret Comprising Tri-Arc Holes and Tri-Arc Filaments Produced Therefrom |
| US20150128964A1 (en) * | 2011-11-03 | 2015-05-14 | Celanese Acetate Llc | Products of high denier per filament and low total denier tow bands |
| US20160152819A1 (en) * | 2013-07-24 | 2016-06-02 | Blue Cube Ip Llc | Curable compositions |
| US20160326343A1 (en) * | 2015-05-08 | 2016-11-10 | Celanese Acetate Llc | Densified Cellulose Ester Pellets |
| WO2023003835A1 (en) * | 2021-07-19 | 2023-01-26 | Eastman Chemical Company | Melt-processable, biodegradable cellulose acetates, compositions, melts and melt-formed articles made therefrom |
| WO2023086529A1 (en) * | 2021-11-12 | 2023-05-19 | Eastman Chemical Company | Biodegradable microbeads from mixed cellulose esters |
-
2024
- 2024-12-17 WO PCT/US2024/060451 patent/WO2025136900A1/en active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4180536A (en) * | 1978-03-13 | 1979-12-25 | Celanese Corporation | Process for extruding plasticized open cell foamed cellulose acetate filters |
| US5773562A (en) * | 1992-10-02 | 1998-06-30 | Cargill, Incorporated | Melt-stable semi-crystalline lactide polymer film and process for manufacture thereof |
| US20040132168A1 (en) * | 2003-01-06 | 2004-07-08 | Peter Rule | Sample element for reagentless whole blood glucose meter |
| US20050271834A1 (en) * | 2004-06-07 | 2005-12-08 | Konica Minolta Opto, Inc. | Cellulose ester film and its manufacturing method, optical film, polarizing plate and liquid crystal display |
| US20120202398A1 (en) * | 2009-10-23 | 2012-08-09 | Innovia Films Limited | Biodegradable fibre and its process of manufacture |
| US20150128964A1 (en) * | 2011-11-03 | 2015-05-14 | Celanese Acetate Llc | Products of high denier per filament and low total denier tow bands |
| US20140026910A1 (en) * | 2012-07-25 | 2014-01-30 | Celanese Acetate Llc | Spinneret Comprising Tri-Arc Holes and Tri-Arc Filaments Produced Therefrom |
| US20160152819A1 (en) * | 2013-07-24 | 2016-06-02 | Blue Cube Ip Llc | Curable compositions |
| US20160326343A1 (en) * | 2015-05-08 | 2016-11-10 | Celanese Acetate Llc | Densified Cellulose Ester Pellets |
| WO2023003835A1 (en) * | 2021-07-19 | 2023-01-26 | Eastman Chemical Company | Melt-processable, biodegradable cellulose acetates, compositions, melts and melt-formed articles made therefrom |
| WO2023086529A1 (en) * | 2021-11-12 | 2023-05-19 | Eastman Chemical Company | Biodegradable microbeads from mixed cellulose esters |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1050559B1 (en) | Reclaimed pet resin composition, molded article thereof, and flame-retardant resin composition and molded article thereof | |
| US20240368366A1 (en) | Melt-processable, biodegradable cellulose acetates, compositions, melts and melt-formed articles made therefrom | |
| KR102665935B1 (en) | Polylactic acid resin foam sheet, resin molded article, and method for producing polylactic acid resin foam sheet | |
| WO2021150541A1 (en) | Biodegradable compositions and articles made from cellulose acetate | |
| WO2023220007A1 (en) | Sustainable foam | |
| AU2024228742A1 (en) | Forming mandrel and liquid recovery methods for use in sheet production process | |
| WO2025136900A1 (en) | Co-location of cellulose ester processing systems | |
| WO2025136907A1 (en) | Cellulose ester compositions with nucleating agents | |
| AU2024228038A1 (en) | Methods of thermoforming cellulose ester foamed articles | |
| WO2025136910A1 (en) | Polymer extrusion process using vented extruder | |
| WO2025136902A1 (en) | Cellulose ester compositions with surface modifying additives | |
| WO2025136908A1 (en) | Die lip buildup mitigation | |
| WO2025136909A1 (en) | Cellulose ester compositions with recycled cellulose ester | |
| AU2024228557A1 (en) | Cellulose ester tray | |
| EP4673292A1 (en) | Blow up ratios in foamed sheet production processes | |
| WO2024182337A1 (en) | Cellulose ester foamed articles | |
| WO2024182334A2 (en) | Cellulose ester particulates having reduced moisture content for foam sheet production processes | |
| WO2025136914A9 (en) | Methods for removal of water from particulates | |
| EP4673295A1 (en) | Recovery of vapors and liquids from sheet production process | |
| WO2025136904A1 (en) | Injection molded articles and methods of manufacturing thereof | |
| WO2024215595A1 (en) | Cellulose ester compositions with flow aid | |
| WO2024064799A1 (en) | Melt processable and foamable cellulose acetate formulations containing natural fillers | |
| KR101420823B1 (en) | A biodegradable polystyrene sheet and a manufacturing method thereof | |
| WO2025042935A1 (en) | Biodegradable and composatable cellulose ester compositions comprising surface treated mineral fillers with improved melt-processing color | |
| CN120882792A (en) | A foamable cellulose acetate composition comprising carbon dioxide and a chemical foaming agent, and the foam formed therefrom. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24908725 Country of ref document: EP Kind code of ref document: A1 |