WO2024112875A1 - Vacuum insulated panel with ceramic spacers - Google Patents
Vacuum insulated panel with ceramic spacers Download PDFInfo
- Publication number
- WO2024112875A1 WO2024112875A1 PCT/US2023/080891 US2023080891W WO2024112875A1 WO 2024112875 A1 WO2024112875 A1 WO 2024112875A1 US 2023080891 W US2023080891 W US 2023080891W WO 2024112875 A1 WO2024112875 A1 WO 2024112875A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- spacers
- insulating panel
- vacuum insulating
- spacer
- mpa
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66304—Discrete spacing elements, e.g. for evacuated glazing units
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A30/00—Adapting or protecting infrastructure or their operation
- Y02A30/24—Structural elements or technologies for improving thermal insulation
- Y02A30/249—Glazing, e.g. vacuum glazing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B80/00—Architectural or constructional elements improving the thermal performance of buildings
- Y02B80/22—Glazing, e.g. vaccum glazing
Definitions
- Certain example embodiments are generally related to vacuum insulated devices such as vacuum insulating panels that may be used for windows or the like, and/or methods of making same.
- Vacuum insulated panels are known in the art.
- vacuum insulating panels are disclosed in U.S. Patent Nos. 5,124,185, 5,657,607, 5,664,395, 7,045,181, 7,115,308, 8,821,999, 10,153,389, and 11,124,450, the disclosures of which are all hereby incorporated herein by reference in their entireties.
- a vacuum insulating panel typically includes an outboard substrate, an inboard substrate, a hermetic edge seal, a sorption getter, a pump-out port, and spacers (e.g., pillars) sandwiched between at least the two substrates.
- the gap between the substrates may be at a pressure less than atmospheric pressure to provide insulating properties. Providing a vacuum in the space between the substrates reduces conduction and convection heat transport, and thus provides insulating properties.
- a vacuum insulating panel provides thermal insulation resistance by reducing convective energy between the two substrates, reducing conductive energy between the two transparent substrates, and reducing radiative energy with a low-emissivity (low-E) coating provided on one of the substrates.
- Vacuum insulating panels may be used in window applications (e.g., for commercial and/or residential windows), and/or for other applications such as commercial refrigeration and consumer appliance applications.
- Metal spacers such as spacers made of stainless steel, are known in the art. Metal spacers/pillars have been used for their ductility, Mohs hardness, bulk compression under IE-7 torr vacuum loads, and ability to shape the spacers. A common metal spacer/pillar material is annealed or hardened stainless steel with a thermal conductivity of about 14.6 W/mC, versus soda lime glass substrates with a thermal conductivity of about 1.08 W/mC.
- metal spacers/pillars are often cannot support vacuum stress loading beyond a given spacer separation distance, such as a spacer separation distance of about 40 mm for a 0.5 mm diameter spacer/pillar.
- Finite element modeling signals that a stainless steel spacer (e.g., pillar) should have a pillar spacing of about 40 mm and not greater than 50 mm due to the shear modulus, elastic shear stiffness, being about 74 GPa to about 81 GPa, Youngs Modulus, material stiffness, being about 200 GPa, and compressive stress being about 205 MPa to about 310 MPa.
- a stainless steel pillar with a pillar spacing of 40 mm under IE-7 torr vacuum loads can experience 1,286 MPa of induced stress in the pillar, Von Mises stress, and at 60 mm an induced stress of 2,107 MPa.
- the stainless steel pillar will undergo plastic deformation of the pillar thickness and contribute to increased glass deflection between the pillars because of the stress of the stainless pillar and the pillar to glass interface can reach stress levels as high as 975 MPa under wind load and asymmetric thermal shock conditions.
- the modulus of rupture of stainless steel is about 205 MPa to about 310 MPa which is well below the induced tensile and Von Mises stresses induced under vacuum loads.
- a stainless steel pillar array with 60 mm pillar spacing under IE-7 torr vacuum loads can experience micro-cracking at the glass substrate to pillar interface due to a materials mismatch in Youngs Modulus, shear modulus, and tensile strength.
- stainless steel spacers e.g., pillars
- Metal spacers also have a much different CTE compared to opposing glass substrates (e.g., 15xlOE-6 to 20xl0E-6 for metal versus 9.0xl0E-6 for soda lime glass substrates).
- the thermal mismatch between the glass substrates and metal pillars is magnified under asymmetric thermal loading conditions, such as -30 degrees C on the exterior of the window and +25 degree C on the interior of the window.
- the movement of the interior and exterior glass substrates combined with the pillar to glass substrate CTE delta results in the pillar significantly moving in the x, y, and z directions.
- the metal pillar Youngs Modulus is 2.8 times greater than the glass substrates, and the shear modulus is 2 times greater than the glass substrates.
- the diameter of metal spacers/pillars can be increased for example from about 0.5 mm to about 0.75 mm and to about 1.5 mm, but at the expense of being more visible, negatively impacting the u-factor of the vacuum insulating panel due to the increased pillar surface area leading to higher thermal transfer between the glass substrates due to conduction, and increasing unit cost.
- a vacuum insulating unit with 40 mm spacing with 0.5 mm diameter pillars may have a u-factor of 0.40 W/mK
- 0.75 mm diameter pillars may have a u-factor of 0.60 W/mK
- 1.00 mm diameter pillars may have a u-factor of 0.80 W/mK.
- a low u-factor is desirable.
- certain transparent spacer/pillar materials have been developed for vacuum insulated panels.
- a drawback of such materials may be related to the high Mohs hardness of the bulk material.
- such materials may have a Mohs hardness of about 8.0 to about 9.5, compared to from about 5.0 to 5.5 for soda lime silica based float glass.
- the movement of the spacers/pillars can induce hertzian cracks in the glass substrates due to the spacer/pillar hardness being significantly higher than the glass substrates.
- Metal pillar movement is increased due to the large difference in CTE between the pillar and the glass substrate(s).
- the rate of glass cracking and breakage is increased if the high hardness spacer/pillar contains a surface defect or if one of the opposing glass substrates contain a surface or bulk defect.
- a vacuum insulating panel which may comprise: a first glass substrate; a second glass substrate; a plurality of spacers provided in a gap between at least the first and second substrates, wherein the gap is at pressure less than atmospheric pressure; a seal provided at least partially between at least the first and second substrates; and wherein each of the plurality of spacers may comprise ceramic material, and may comprise a compressive stress region and a tension stress region, wherein compressive stress in at least part of the compressive stress region may be at least about 400 MPa (more preferably at least about 600 MPa, more preferably at least about 700 MPa, more preferably at least about 800 MPa, and possibly at least about 900 MPa), and tensile stress in at least part of the tension stress region may be at least about 25 MPa.
- a vacuum insulating panel which may comprise: a first glass substrate; a second glass substrate; plurality of ceramic spacers provided in a gap between at least the first and second substrates, wherein the gap is at pressure less than atmospheric pressure; a seal provided at least partially between at least the first and second substrates; and wherein at least one of the plurality of ceramic spacers may be chemically strengthened (e.g., via at least one ion exchange process).
- a vacuum insulating panel which may comprise: a first glass substrate; a second glass substrate; a plurality of spacers provided in a gap between at least the first and second substrates, wherein the gap is at pressure less than atmospheric pressure; a seal provided at least partially between at least the first and second substrates; wherein at least one of the plurality of spacers may: be chemically strengthened, comprises glass, and have a Mohs hardness of from about 5.0 to 6.0; and wherein spacing between adjacent spacers at at least one location in the panel may be at least about 40 mm, more preferably at least about 45 mm, more preferably at least about 55 mm, and most preferably at least about 60 mm.
- Technical advantage(s), for example, include one or more of: (a) a spacer(s) with sufficient compressive strength to allow for a spacer separation distance, in at least one area of the panel as viewed from above, of at least about 40 mm, more preferably of at least about 45 mm, more preferably of at least about 50 mm, and most preferably of at least about 55 mm or 60 mm, to reduce heat transfer between the substrates and thus improve u-factor and/or aesthetics of the panel; (b) spacer(s) having a Mohs hardness close to that of substrates of the panel, such as from about 4.5 to 6.5, more preferably from about 5.0 to 6.0, to reduce hertzian cracks resulting from asymmetric thermal conditions and/or wind loads, (c) a spacer(s) which is substantially transparent to visible light, such as being transparent to at least about 50%, more preferably at least about 60%, more preferably at least about 70%, of visible light, so as to provide for an aesthetically pleasing panel; (d)
- Fig. 1 is a side cross sectional view of a vacuum insulating unit/panel according to an example embodiment.
- Fig. 2 is a schematic top view of a vacuum insulating unit/panel according to an example embodiment (including a top view of the panel of Fig. 1), showing a laser used in forming the edge seal during manufacturing, which may be used in combination with any embodiment herein.
- Fig. 3 is a lop view of an example spacer that may be used in the embodiment(s) of Figs. 1-2.
- Fig. 4 is a side view of an example spacer of Figs. 1-3.
- Fig. 5 is a side cross-sectional view of an example spacer of Figs. 1-4, with the spacer being turned on its side in this figure relative to its position in Figs. 1 and 4; this spacer may be used for any spacer according to any embodiment herein.
- Fig. 6 is a side cross-sectional view of an example spacer of Figs. 1-5 illustrating a stress profile of the spacer according to an example single ion exchange chemically strengthened embodiment, with the spacer being turned on its side in this figure relative to its position in Figs. 1 and 4; this spacer may be used for any spacer according to any embodiment herein.
- Fig. 7 is a side cross-sectional view of an example spacer of Figs. 1-5 illustrating a stress profile of the spacer according to an example double ion exchange chemically strengthened embodiment, with the spacer being turned on its side in this figure relative to its position in Figs. 1 and 4; this spacer may be used for any spacer according to any embodiment herein.
- Fig. 8 is a side spacer depth (pm) vs. stress magnitude graph for an example spacer of any of Figs. 1-5 or 7, illustrating compressive and tensile stress magnitudes, according to an example double ion exchange chemically strengthened embodiment; this spacer may be used for any spacer according to any embodiment herein.
- Fig. 9 is a side spacer depth (pm) vs. stress magnitude graph for an example spacer of any of Figs. 1-5 or 7, illustrating compressive and tensile stress magnitudes, according to an example triple ion exchange chemically strengthened embodiment; this spacer may be used for any spacer according to any embodiment herein.
- Fig. 1 is a side cross sectional view illustrating a vacuum insulating panel 100 according to various example embodiments
- Fig. 2 is a schematic top view of an example vacuum insulating unit/panel 100 (e.g., the panel of Fig. 1) showing a laser used in sintering/firing the main seal layer 30 when forming the edge seal 3 during manufacturing (which may be used in combination with any embodiment herein).
- Fig. 1 illustrates an embodiment where the edge seal 3 is spaced inwardly from the absolute edge of the panel 100, the width of the main seal layer 30 is less than a width(s) of the primer layers 31 and 32, and a thickness of the main seal layer 30 is greater than a thickness of primer seal layer 31 but less than a thickness of the other primer seal layer 32.
- Fig. 2 is a top view illustrating the laser beam 40 proceeding around the entire periphery of the panel along path 42 over the edge seal layers 30-32 to fire/sinter the main edge seal layer 30 in forming the hermetic edge seal 3.
- the laser beam 40 performs localized heating of the edge seal area, so as to not unduly heat certain other areas of the panel thereby reducing chances of significant de-tempering of the glass substrates.
- Each of these embodiments may be used in combination with any other embodiment described herein, in whole or in part. It should be noted that, in practice, such vacuum insulating panels/units may be oriented upside down or sideways from the orientations illustrated in Figs. 1-2. Vacuum insulating panel 100 may be used in window applications (e.g., for commercial and/or residential windows), and/or for other applications such as commercial refrigeration and consumer appliance applications.
- a vacuum insulating panel 100 may include a first substrate 1 (e.g., glass substrate), a second substrate 2 (e.g., glass substrate), a hermetic edge seal 3 at least partially provided proximate the edge of the panel 100, and a plurality (e.g., an array) of spacers 4 provided between at least the substrates 1 and 2 for spacing the substrates from each other and so as to help provide low-pressure space/gap 5 between at least the substrates.
- Each glass substrate 1, 2 may be flat, or substantially flat, possibly with non-uniform surface features from thermal heat treatment of the glass, in certain example embodiments.
- Support spacers 4 may be of any suitable shape (e.g., round, oval, disc-shaped, puck-shaped, square, rectangular, rodshaped, etc.) and may be of or include a ceramic material such as glass.
- Certain example support spacers 4 shown in the figures are substantially circular as viewed from above (e.g., see Figs. 2-3) and substantially rectangular as viewed in cross section (e.g., see Figs. 1 and 4), and may have rounded edges.
- spacers 4 may be of any suitable shape.
- the hermetic edge seal 3 may include one or more of main seal layer 30, upper primer layer 31, and lower primer layer 32. Each “layer” herein may comprise one or more layers.
- At least one thermal control and/or solar control coating 7, such as a multilayer low-emittance (low-E) coating, may be provided on at least one of the substrates 1 and 2 (e.g., see low-E coating 7 on substrate 2 in Fig. 1) in order to further improve insulating properties of the panel.
- the solar control coating 7 may be provided on substrate 1 or substrate 2.
- a passivation layer (not shown) may be provided on the substrate on which the low-E coaling 7 is not provided, such as on substrate 1 for example between the glass substrate and the spacers 4.
- the low-E coating is provided on substrate 2 whereas the passivation layer may be provided on substrate 1.
- Each substrate 1 and 2 is preferably of or including glass, but may instead be of other material such as plastic or quartz.
- one or both glass substrates 1 and 2 may be soda-lime- silica based glass substrates, borosilicate glass substrates, lithia aluminosilicate glass substrates, or the like, and may be clear, low iron, or otherwise tinted/colored such as green, grey, bronze, or blue tinted.
- Substrates 1 and 2 in certain example embodiments, may each have a visible transmission of at least about 40%, more preferably of at least about 50%, possibly at least about 90%, with an example visible transmission being from about 50-95% or from about 60-95%.
- the vacuum insulating panel 100 may have a visible transmission of at least 40%, more preferably of at least 50%, and most preferably of at least 60%.
- the substrates 1 and 2 may be substantially parallel (parallel plus/minus ten degrees, more preferably plus/minus five degrees) to each other in certain example embodiments.
- Substrates 1 and 2 may or may not have the same thickness, and may or may not be of the same size and/or same material, in various example embodiments.
- each of the glass substrates may be from about 2-12 mm thick, more preferably from about 3-8 mm thick, and most preferably from about 4-6 mm thick.
- the glass may or may not be tempered (e.g., thermally tempered).
- thermally tempered glass substrates are desirable in certain environments, the glass substrate(s) may be heat strengthened.
- thermal tempering of glass typically involves heating the glass to a temperature of at least 585 degrees C, more preferably to at least 600 degrees C, more preferably to at least 620 degrees C (e.g., to a temperature of from about 620-650 degrees C), and then rapidly cooling the heated glass so as to compress surface regions of the glass to make it stronger.
- the glass substrates may be thermally tempered to increase compressive surface stress and/or central tension stress, and to impart safety glass properties including small fragmentation upon breakage.
- the substrate(s) may be tempered (e.g., thermally or chemically tempered) or heat strengthened prior to firing/sintering of main edge seal material 30 (e.g., via laser) to form the edge seal 3.
- the substrate(s) may be tempered (e.g., thermally or chemically tempered) and heat strengthened prior to firing/sintering of the main edge seal material 30 (e.g., via laser) to form the edge seal 3.
- vacuum insulating panel 100 may include at least one sorption getter 8 (e.g., at least one thin film getter) for helping to maintain the vacuum in low pressure space 5 by using reactive material for soaking up and/or bonding to gas molecules that remain in space 5 and/or which outgas from the glass substrate(s), thus providing for sorption of gas molecules in low pressure space 5.
- the getter 8 may be provided directly on either glass substrate 1 or 2, or may be provided on a low-E coating 7 in certain example embodiments.
- the getter 8 may be laser- activated and/or activated using inductive heating techniques, and/or may be positioned in a trough/recess 9 that may be formed in the supporting substrate (e.g., substrate 2) via laser etching, laser ablating, and/or mechanical drilling.
- a vacuum insulating panel 100 may also include a pump-out tube 12 used for evacuating the space 5 to a pressure(s) less than atmospheric pressure, where the elongated pump-out tube 12 may be closed/sealed after evacuation of the space 5.
- Pumpout seal 13 may be provided around tube 12, and a cap 14 may be provided over the top of the tube 12 after it is sealed.
- Tube 12 may extend part way through the substrate 1, for example part way through a double countersink hole drilled in the substrate as shown in Fig. 1. However, tube 12 may extend all the way through the substrate 1 in alternative example embodiments. In certain example embodiments, the hole for the pump-out tube may extend all the way through substrate 1 (or substrate 2), and/or through the passivation layer and/or low-E coating.
- Pump-out tube 12 may be of any suitable material, such as glass, metal, ceramic, or the like. In certain example embodiments, the pump-out tube 12 may be located on the side of the vacuum insulating panel 100 configured to face the interior of the building when the panel is used in a commercial and/or residential window. In certain example embodiments, the pump-out tube 12 may instead be located on the side of the vacuum insulating panel 100 configured to face the exterior of the building. The pump-out tube 12 may be provided in an aperture defined in either substrate 1 or 2 in various example embodiments. Pump-out seal 13 may be of any suitable material.
- the pump-out seal 13 may be provided in the form of a substantially donut-shaped pre-form which may be positioned in a recess 15 formed in a surface of the substrate 1 or 2, so as to surround an upper portion of the tube 12, so that the pre-form can be laser treated/fired/sintered (e.g., after formation of the edge seal 3) to provide a seal around the pump-out tube 12.
- the pump-out seal 13 may be of any suitable material and/or may be dispensed in paste and/or liquid form to surround at least part of the tube 12 and may be sealed before and/or after evacuation of space 5.
- the pump-out seal material 13 may be directly applied to the glass substrate material or to a primer layer applied to the glass substrate surface prior to the pump-out seal material being applied to the substrate, in certain example embodiments.
- the tip of the tube 15 may be melted via laser to seal same, and hermetic sealing of the space 5 in the panel 100 can be provided both by the edge seal 3 and by the sealed upper portion of the pump-out tube 12 together with seal 13 and/or cap 14.
- the elongated pump-out tube 12 may be substantially perpendicular (perpendicular plus/minus ten degrees, more preferably plus/minus five degrees) to the substrates 1 and 2. Any of the elements/components shown in Figs. 1-2 may be omitted in various example embodiments.
- the evacuated gap/space 5 between the substrates 1 and 2, in the vacuum insulating panel 100, is at a pressure less than atmospheric pressure.
- the gap 5 between at least the substrates 1 and 2 may be at a pressure no greater than about 1.0 x IO -2 Torr, more preferably no greater than about 1.0 x 10 3 Torr, more preferably no greater than about 1.0 x IO -4 Torr, and for example may be evacuated to a pressure no greater than about 1.0 x 10’ 6 Torr.
- the evacuated vacuum gap/space 5 may have a thickness (in a direction perpendicular to planes of the substrates 1 and 2) of from about 100-1,000 pm, more preferably from about 200-500 pm, and most preferably from about 230-350 pm.
- Providing a vacuum in the gap/space 5 is advantageous as it reduces conduction and convection heat transport, so as to reduce temperature fluctuations inside buildings and the like, thereby reducing energy costs and needs to heat and/or cool buildings.
- panels 100 can provide high levels of thermal insulation.
- substantially transparent ceramic spacers 4 may be of or include aluminosilicate glass such as lithia aluminosilicate glass, or any other suitable ceramic material. Ceramic spacers 4 may be chemically strengthened, e.g., via ion exchange(s) process(es), in certain example embodiments so as to provide for compressive and tension stress regions in order to improve compressive strength of the spacers. In certain example embodiments, spacers 4 may be configured to have a Mohs hardness close to that of substrates 1, 2 of the panel 100, such as a Mohs hardness of from about 4.5 to 6.5, more preferably from about 5.0 to 6.0, to reduce hertzian cracks and/or other substrate cracking.
- a Mohs hardness close to that of substrates 1, 2 of the panel 100, such as a Mohs hardness of from about 4.5 to 6.5, more preferably from about 5.0 to 6.0, to reduce hertzian cracks and/or other substrate cracking.
- spacers 4 may be substantially transparent to visible light, such as at least about 50%, more preferably at least about 60%, more preferably at least about 70%, transmissive of visible light, so as to provide for an aesthetically pleasing panel 100.
- spacers 4 may have a refractive index (n), at 550 nm, of from about 1.40 to 1.65, more preferably from about 1.45 to 1.55, to reduce visibility and/or reflectance and improve aesthetics of the panel 100.
- spacers 4 may each have an extinction coefficient (k), at 550 nm, of no greater than about 0.020, more preferably no greater than about 0.010, to reduce visibility and improve aesthetics of the panel 100.
- spacers 4 may have a Youngs Modulus of about from 65 GPa to about 88 GPa and Shear Modulus from about 20 GPa to about 40 GPa.
- Fig. 3 is a lop view of an example spacer 4 that may be used in the embodiment(s) of Figs. 1-2.
- Fig. 4 is a side view of an example spacer 4 of Figs. 1-3. As with all figures and descriptions herein, this description may apply to all spacers 4 in the panel 100, just some of the spacers 4 in the panel 100, or to a single spacer 4 in the panel 100.
- Figs. 3-4 illustrate that the spacers 4 may be disc-shaped and/or puck-shaped in certain example embodiments. In Figs.
- spacers 4 have and upper surface (e.g., see 1 st surface) and a lower surface (e.g., see 2 nd surface) that are substantially parallel (parallel plus/minus about ten degrees) to each other.
- at least one of the spacers 4 may be configured so that the spacer diameter or width may be at least about 1.8 times larger than a height of the spacer, to allow the spacer(s) to more easily be placed onto the substrate during manufacturing.
- spacers 4 may take any suitable shape (e.g., round, oval, discshaped, puck-shaped, square, rectangular, rod- shaped, etc.) in various example embodiments.
- Fig. 5 is a side cross-sectional view of an example chemically strengthened ceramic spacer 4 of Figs. 1-4, with the spacer being turned on its side in this figure relative to its position in Figs. 1 and 4.
- This spacer may be used for any spacer according to any embodiment herein. As with all figures and descriptions herein, this figure and description may apply to all spacers 4 in the panel, just some of the spacers 4 in the panel, or to a single spacer 4 in the panel.
- the spacer 4 in Fig. 5 has been chemically strengthened, via an ion exchange process, so as to form two compressive stress (CS) regions and a tension stress region (e.g., central tension stress region, CT) in the spacer 4, in order to improve strength thereof.
- CS compressive stress
- CT central tension stress region
- Fig. 5 illustrates that the CS regions are at the left and right portions of the spacer as shown in Fig. 5, indicating that the CS regions are at the top and bottom portions of the spacer 4 as shown in Figs. 1 and 4.
- Fig. 5 illustrates that the tensile stress region CT is sandwiched between the two compressive stress regions CS, when the spacer 4 is viewed cross-sectionally.
- the “1 st surface” labeled in the figure is the surface facing substrate 1
- the “2 nd surface” labeled in the figure is the surface facing the other substrate 2, as shown in Figs. 1 and 4 for example.
- the compressive stress regions CS, and the tensile stress region CT may be formed by chemical strengthening processing, such as via ion exchange(s) processing, in certain example embodiments.
- Fig. 6 is a side cross-sectional view of an example chemically strengthened ceramic spacer 4 of Figs. 1-5, with the spacer being turned on its side in this figure relative to its position in Figs. 1 and 4.
- Fig. 6 is similar to Fig. 5, except that a stress profile curve has been added in Fig. 6 to illustrate the relative magnitudes of compressive and tensile stress in various regions after chemical strengthening via a single ion exchange process.
- the Fig. 6 graph moving from left-to-right in the figure, is moving from the top surface (e.g., 1 st surface) of the spacer to the bottom surface (e.g., 2 nd surface) of the spacer through the thickness “t” of the spacer 4.
- This spacer 4 may be used for any spacer according to any embodiment herein. As with all figures and descriptions herein, this figure and description may apply to all spacers 4 in the panel, just some of the spacers 4 in the panel, or to a single spacer 4 in the panel.
- the spacer 4 in Fig. 6 has been chemically strengthened, via a single ion exchange process, so as to form two compressive stress regions CS and a tension stress region CT in the spacer 4, in order to improve strength thereof.
- Fig. 6 illustrates that the CS regions are at the left and right portions of the spacer as shown in Fig. 5, indicating that the CS regions are at the top and bottom portions of the spacer 4 as shown in Figs. 1 and 4.
- Fig. 6 also illustrates that the tensile stress region CT is sandwiched between the two compressive stress regions CS, when the spacer 4 is viewed cross-sectionally.
- Each of the two compressive stress regions CS in Fig. 6 is bounded by the “stress profile” curve, the 0 stress horizontal axis, and the corresponding surface (1 st or 2 nd ) of the spacer 4. As can be seen in Fig.
- the highest compressive stress in each CS region is adjacent the surface of the spacer (1 st or 2 nd surface), and the lowest compressive stress in each CS region is adjacent the “0 stress” axis.
- the “0 stress” axis represents the transition area in the body of the spacer 4, above where compressive stress ends and tensile stress begins.
- Fig. 6 also illustrates that the lowest tensile stress in the tension stress region CT is adjacent the 0 stress axis, whereas the maximum tensile stress in the tension stress region is proximate the center of the spacer 4 moving through its thickness “t.”
- the tensile stress region CT is bounded by the 0 stress axis and the trough of the “stress profile” curve.
- Stress profile curve in Fig. 6 may be generally smooth in shape, given that a single ion exchange process was used in this example embodiment.
- Fig. 7 is a side cross-sectional view of an example chemically strengthened ceramic spacer 4 of Figs. 1-5, with the spacer being turned on its side in this figure relative to its position in Figs. 1 and 4.
- Fig. 7 is similar to Figs. 5-6, except that a stress profile curve is provided in Fig. 7 to illustrate the relative magnitudes of compressive and tensile stress in various regions after chemical strengthening via a double ion exchange process.
- two ion exchange processes were used in the Fig. 7 embodiment, whereas just one was used in the Fig. 6 embodiment.
- FIG. 7 graph moving from left-to-right in the figure, is moving from the top surface (e.g., 1 st surface) of the spacer to the bottom surface (e.g., 2 nd surface) of the spacer through the thickness “t” of the spacer 4.
- This spacer 4 may be used for any spacer according to any embodiment herein. As with all figures and descriptions herein, this figure and description may apply to all spacers 4 in the panel, just some of the spacers 4 in the panel, or to a single spacer 4 in the panel.
- the two ion exchange processes used for Fig. 7 formed the two compressive stress regions CS and a tension stress region CT in the spacer 4. Each CS region in Fig.
- each of the two compressive stress regions CS in Fig. 7 is bounded by the “stress profile” curve, the 0 stress horizontal axis, and the corresponding adjacent surface (1 st or 2 nd ) of the spacer 4.
- the highest compressive stress in each CS region is adjacent the surface of the spacer (1 st or 2 nd surface), and the lowest compressive stress in each CS region is adjacent the “0 stress” axis.
- FIG. 7 also illustrates that the lowest tensile stress in the tension stress region CT is adjacent the 0 stress axis, whereas the maximum tensile stress (max CT) in the tension stress region CT is proximate the center of the spacer 4 moving through its thickness “t” which is proximate the bottom of the stress profile curve.
- the tensile stress region CT is bounded by the 0 stress axis and the trough of the “stress profile” curve. “Knee” portion is provided between the “stress profile” curve portions for respective compressive stress layers CS1 and CS2 in Fig. 7, due to the first and second ion exchange processes that were used in this example embodiment.
- Fig. 8 is a side spacer depth (pm) vs. stress magnitude graph for an example spacer(s) 4 of any of Figs. 1-5 or 7, illustrating compressive and tensile stress magnitudes, according to an example double ion exchange chemically strengthened embodiment.
- This spacer may be used for any spacer according to any embodiment herein.
- the graph of Fig. 8, for example, is applicable to the double ion exchange cross- sectional drawing in Fig. 7.
- the graph of Fig. 8 illustrates the top half of the spacer 4.
- Fig. 8 represents distance (pm) moving downward into the spacer 4 from the top surface (1 st surface) thereof, and the vertical axis represents stress magnitude where compressive stress magnitude in the upper compressive stress region CS is positive (above the 0 line) and tensile stress in the central region CT of the spacer is negative (below the 0 line).
- Fig. 8 illustrates that compressive stress proximate the upper/lop surface (1 st surface) of the spacer 4 was about 600 MPa, and that compressive stress at a depth of about 10 pm into the spacer 4 at the knee was about 200 MPa.
- FIG. 8 represents the location of the knee (e.g., interface between the first and second CS layers), which is about 10 gm into the spacer from the top thereof and was at an area of about 200 MPa of compressive stress, in this example embodiment.
- compressive stress in the area between the knee and the upper surface of the spacer was from about 200 to 600 MPa in this example embodiment, which is based on example data.
- Compressive stress dropped from about 200 MPa at the knee area about 10 pm into the spacer, down to about 0 around 90 pm into the spacer 4 where the stress transitioned from the compressive stress region CS to the central tension tensile stress region CT.
- the depth of compression (DOC) was about 90 pm into the spacer, measured from the top of the spacer 4, in this example embodiment.
- Fig. 8 illustrates that, in the tension stress region CT, the maximum tensile stress was about 70 or 80 MPa at about 125 pm into the spacer which is about halfway through the 250 pm thick spacer 4.
- Fig. 9 is a side spacer depth (pm) vs. stress magnitude graph for an example spacer of any of Figs. 1-5, illustrating compressive and tensile stress magnitudes, according to an example triple ion exchange chemically strengthened embodiment.
- Fig. 9 is similar to Fig. 8, except that a triple ion exchange process was used to obtain the data for this example embodiment. This spacer may be used for any spacer according to any embodiment herein.
- the graph of Fig. 9 illustrates just a bit more than the top half of the spacer 4.
- Fig. 9 represents distance (pm) moving downward into the spacer 4 from the top surface (1 st surface) thereof, and the vertical axis represents stress magnitude where compressive stress magnitude in the upper compressive stress region CS is positive (above the 0 line) and tensile stress in the central region CT of the spacer is negative (below the 0 line).
- Fig. 9 illustrates that compressive stress proximate the upper/top surface (l sl surface) of the spacer 4 was about 1,000 MPa, and that compressive stress at a depth of about 10 pm into the spacer 4 at the first knee was about 600 MPa, and that compressive stress at a depth of about 20 pm into the spacer 4 at the second knee was about 200 MPa.
- compressive stress in the area between the first knee and the upper surface of the spacer was from about 600 to 1 ,000 MPa in this example embodiment, and compressive stress in the area between the two knees was from about 200 to 600 MPa in this example embodiment, which is based on example data.
- Compressive stress dropped from about 200 MPa at the second knee area about 20 pm into the spacer, down to about 0 around 90 pm into the spacer 4 where the stress transitioned from the compressive stress region CS to the central tension tensile stress region CT.
- the depth of compression (DOC) was about 90 pm into the spacer, measured from the top of the spacer 4, in this example embodiment.
- FIG. 9 illustrates that, in the tension stress region CT, the maximum tensile stress was about 70 or 80 MPa at about 125 pm into the spacer which is about halfway through the 250 pm thick spacer 4.
- the upper compressive stress region CS is bounded by the top surface (1 st surface) of the spacer, the stress profile curve, and the 0 stress magnitude line; and the tension stress region CT is bounded by the 0 stress magnitude line and the stress profile curve below the 0 stress magnitude line.
- the spacer comprises a pair of compressive stress regions CS which sandwich therebetween a tension stress region CT, due to chemical strengthening processing such as ion exchange processing.
- compressive stress in at least part of at least one of the compressive stress region CS is at least about 400 MPa, more preferably at least about 500 MPa, more preferably at least about 600 MPa, more preferably at least about 700 MPa, more preferably at least about 800 MPa, and possibly at least about 900 MPa (e.g., see Figs. 8-9).
- compressive stress in at least part of at least one of the compressive stress region CS may be at least partly in a range of from about 400-1300 MPa, more preferably from about 500-1300 MPa, and most preferably from about 600-1200 MPa, with an example being at least partially being in a range of from about 500-1,000 MPa.
- compressive stress may be at least about 400 MPa, more preferably at least about 500 MPa, more preferably at least about 600 MPa, and possibly at least about 700 MPa (e.g., see Figs. 8-9).
- compressive stress may be at least about 150 MPa, more preferably at least about 175 MPa, more preferably at least about 200 MPa, more preferably at least about 300 MPa, and even more preferably at least about 400 MPa or at least about 500 MPa (e.g., see Figs. 8-9).
- tensile stress in at least part of the tension stress region is at least about 25 MPa, more preferably at least about 40 MPa, more preferably at least about 50 MPa, and most preferably at least about 60 MPa, or at least about 70 MPa.
- tensile stress in at least part of the tension stress region may be from about 40-90 MPa or from about 40-80 MPa.
- spacer(s) may have a depth of compression (DOC) of from about 50-120 pm, more preferably from about 70-110 pm, more preferably from about 80-100 pm.
- DOC depth of compression
- An array of such spacers 4 may be provided in the low pressure space 5 of the vacuum insulating panel 100.
- the spacing or separation of the spacers within the array can vary from about 10 mm to 100 mm depending on the strength of the spacers and ability to maintain the vacuum gap and physical separation of the two glass substrates 1 and 2 without significantly damaging the glass substrate surfaces.
- An example spacer 4, in certain example embodiments, is capable of supporting a spacer array spacing of at least about 40 mm with ceramic (e.g., glass) spacers 4 strengthened using single ion exchange strengthening processes and at least about 50 mm with ceramic (e.g., glass) spacers 4 strengthened using double ion exchange strengthening processes.
- An example spacer array spacing may be from about 60 mm to about 80 mm to reduce the thermal conduction transmitted through the spacer devices placed between the two glass substrates.
- spacer(s) 4 may be disc-shaped device with a diameter of at least about 0.4 mm with a thickness of at least about 0.25 mm.
- the spacers may take different shapes.
- the spacers 4 may be spherical, cylindrical, square, rectangular, rod-like, bead-like, oval, trapezoidal, or the like.
- the spacer diameter or width may be from about 0.20 mm to 1.0 mm and the spacer height may be from about 0.10 mm to 0.5 mm.
- the spacer edges may be rounded or eased to reduce cracking in the opposing glass substrates of the vacuum insulating unit during spacer movement.
- all spacers 4 may be of approximately the same size and/or material. However, in other embodiments, there may be different sizes and/or materials for different spacers in the same vacuum insulating panel.
- the density of spacers 4 may be greater in certain areas than in other areas, or alternatively, the density of the spacers may be approximately uniform throughout the entire panel.
- the first row or column of spacers 4 may be placed at different distances from the hermetic perimeter edge seal 3 depending on the physical dimensions of the vacuum insulating unit and the strength of the spacers. Spacers 4 chemically strengthen via a double ion exchange process may be capable for further spacing that spacers chemically strengthen via a single ion exchange process, in certain example embodiments.
- An example first row or column spacer spacing from the edge of the hermetic perimeter seal 3 may be at least about 40 mm in certain example embodiments to reduce the thermal conduction transmitted through the spacer devices placed between the two glass substrates.
- the spacers 4 may be visibly unobtrusive and aesthetically pleasing due to being substantially transparent to visible light and/or having a refractive index close to that of glass.
- Their translucent properties similar to soda lime silicate glass which may be used for the substrates 1 and/or 2, allows the spectral transmission of a large portion of visible wavelengths of light compared to opaque metal spacers, for example. Background illumination conditions, both day and night, may thus alter the tint of spacers 4 to a shade or tint more closely matched to the background itself (e.g., the background is the area behind a vacuum insulating panel, which a viewer is looking through) so that the spacers 4 may blend into the surrounding environment more easily than highly opaque spacers.
- spacers 4 may have an index of refraction (n) of from about 1.50 (or from about 1.45 to 1.55, or from about 1.50 to 1.55) which closely approximates the index of refraction of soda lime silicate glass which may be used for at least one of the substrates 1 and/or 2.
- chemically strengthened spacers 4 may have low absorption properties due to low iron and/or iron oxide content in the chemically strengthened spacers.
- spacers 4 may have an extinction coefficient of no greater than about 0.010 which may help the spacers to be translucent in the visible light spectrum.
- spacers 4 may be of or include an amorphous glass material comprising the following elements with approximately the following weight percentages: SiO 2 - 62.132%; A1 2 O 3 - 32.340%; P2O5 - 4.780%; ZnO - 0.650%; K 2 O - 0.025%; Fe 2 O3 - 0.021%; CaO - 0.014%; SnO2 -0.013%; and trace amounts of LiO 2 ; ZrO 2 ; Ga 2 O 2 ; MnO; CuO; and/or Rb 2 O.
- the spacers 4 may be of or include a glass composition comprising the following elements in the following ranges in terms of weight percent: SiO 2 - 60.0 to 64.0%; AI 2 O 2 - 29.0 to 36.0%; P 2 0s - 3.0 to 6.0%; ZnO - 0.0 to 2.0%; K 2 O - 0.0 to 1.0%; and Fe 2 O3 - 0.0 to 1.0%.
- Such example amorphous glass spacers may be considered aluminosilicate glass spacers, and may have a coefficient of thermal expansion (CTE) of from about 7.8 to 9.2 x 10’ 6 per degree C; a softening point of from about 750 degrees C to 900 degrees C, glass transition temperature of from about 520 degrees C to 650 degrees C, and/or an annealing point of from about 540 degrees C to 670 degrees C.
- CTE coefficient of thermal expansion
- such an example aluminosilicate spacer elemental composition may be optimized to closely match the coefficient of thermal expansion of the soda lime silicate based glass substrate(s).
- spacer 4 may be of or include an amorphous glass material comprising in terms of weight percentages: SiO 2 - 69.98%; Li 2 O - 7.87%; AI2O3 - 7.41%; MgO - 7.12%; Na2O - 5.22%; ZrO 2 - 1.04%; K 2 O - 0.97%; CaO - 0.250%; and TiO 2 - 0.13%.
- Example ranges for such spacers 4 include, in terms of weight percentage: SiCL - 66.0 to 72.0%; L12O - 5.0 to 9.0%; AI2O3 - 5.0 to 10.0%; MgO - 5.0 to 10.0%; Na 2 O - 3.0 to 7.0%; ZrO 2 - 0.0 to 3.0%; K 2 O - 0.0 to 4.0%; CaO - 0.0 to 2.0%; and T1O2- 0.0 to 3.0%.
- Such example amorphous glass spacers 4 may be considered lithia aluminosilicate (LAS) glass spacers 4 and may have a coefficient of thermal expansion of from about 7.9 to 9.3 x IO -6 per degree C, a softening point of from about 760 degrees C to 900 degrees C, a glass transition temperature of from about 525 degrees C to 650 degrees C, and an annealing point of from about 540 degrees C to 650 degrees C.
- Lithia aluminosilicate based spacers 4 may be optimized to substantially match the coefficient of thermal expansion of the soda lime silicate which may be used for at least one of the glass substrates 1 and/or 2.
- Chemical strengthening of spacers may comprise single ion exchange, double ion exchange, and/or triple ion exchange processing in various example embodiments.
- a first ion exchange process may be configured so that Na can replace some of the Li in the glass
- a subsequent second ion exchange process may be configured so that K can replace some of the Na in the glass
- a subsequent third ion exchange process may be considered so that Rb can replace at least some K in the glass.
- a depth of potassium penetration may be at least about 4 pm from an outer spacer surface
- a deeper depth of sodium penetration may be from about 40-80 pm from the outer spacer surface.
- These ion exchanges may be designed to take place in surface regions of the glass, proximate the top and bottom surfaces of the spacers, to induce stress. This is provided for purposes of example.
- chemical strengthening via at least two ion change processes is desirable, in that compressive stress of at least 600 MPa can be achieved (this is sometimes not possible with a single ion exchange process).
- ceramic (e.g., glass) spacers 4 may be first chemically strengthened using a salt bath ratio of about 55% to 70% potassium nitrate (KNO3) and about 30% to 45% sodium nitrate (NaNC ).
- the salt bath may be pre-heated to between 340 degrees C and 440 degrees C, with an example temperature of about 400 degrees C for about 5 minutes to about 30 minutes with an example salt bath exposure time of about 20 minutes.
- the salt bath temperature setpoint may be increased to from about 370 degrees C to 450 degrees C, with an example setpoint temperature of about 410 degrees C, for from about 120 minutes to about 240 minutes, with an example exposure time of about 150 minutes.
- the spacer may then, for example, be chemically strengthened using a salt bath ratio of from about 90% to about 99% potassium nitrate (KNO3) and from about 1% to 10% sodium nitrate (NaNCh).
- KNO3 potassium nitrate
- NaNCh sodium nitrate
- the salt bath may be preheated to from about 320-420 degrees C with an example temperature of about 375 degrees C, for from about 5 minutes to about 30 minutes with an example salt bath exposure time of about 20 minutes.
- the salt bath temperature may be increased to a setpoint between about 350 and 475 degrees C, with an example setpoint temperature of about 440 degrees C for about 20-100 minutes, with an example exposure time of about 70 minutes.
- the salt bath(s) may incorporate processing acid in the range of from about 1.0 % to about 7.0%, with an example concentration of about 3.5%.
- the processing acid may be added to the salt bath to improve the quality of the glass surface for uniform chemical strengthening for the first chemical strengthening process step in the dual ion exchange process.
- a dual ion exchange process may produce a glass spacer 4 with a compressive surface stress in the range of from about 600-1200 MPa, or from about 750-950 MPa, a depth of layer of from about about 6-10 um, a DOC of from about 50-90 pm, or from about 60-80 pm, a central tension maximum stress of from about 40-100 MPa or from about 40-60 MPa, and compressive stress at a knee area of from about 50-250 MPa.
- the spacers may first be chemically strengthened using a salt bath ratio of from about 0% to 5% potassium nitrate (KNO3) and about 95% to 100% sodium nitrate (NaNCh).
- the salt bath temperature setpoint may be from about 370-430 degrees C, with an example setpoint temperature of about 410 degrees C, for from about 120-180 minutes with an example exposure time of about 150 minutes.
- the spacers may then be chemically strengthened using a salt bath ratio of from about 90- 99% potassium nitrate (KNO3) and from about 1-10% sodium nitrate (NaNCh).
- the salt bath temperature setpoint may be from about 420-500 degrees C with an example setpoint temperature of about 440 degrees C, for from about 40-80 minutes with an example exposure time of about 60 minutes.
- the salt bath may incorporate processing acid in the range of from about 1.0-7.0% with an example concentration of about 3.5%.
- the processing acid may be added to the salt bath to improve the quality of the glass surface for uniform chemical strengthening for the first chemical strengthening process step in the dual ion exchange process.
- the dual ion exchange process may produce a glass spacer 4 with a compressive surface stress of from about 600-1200 MPa, or from about 700-1000 MPa, a depth of layer of about 4-15 pm, a DOC of from about 50-90 pm or from about 40-70 pm, a central tension maximum stress of from about 40-100 MPa or from about 40-70 MPa, and compressive stress at a knee area of from about 70-250 MPa.
- the spacers 4 may be first chemically strengthened using a salt bath ratio of from about 0% to 5% potassium nitrate (KNO3) and from about 95% to 100% sodium nitrate (NaNCh), with an example ratio of 0% KNO3 and 100% NaNCh.
- KNO3 potassium nitrate
- NaNCh sodium nitrate
- the salt bath may be pre-heated to between 360 degrees C and 400 degrees C with an example temperature of about 380 degrees C, for from about 40- 80 minutes with an example salt bath exposure time of about 60 minutes.
- the salt bath temperature setpoint may then be increased to from about 390-420 degrees C, with an example setpoint temperature of about 410 degrees C, for from about 130-170 minutes with an example exposure time of about 150 minutes.
- the spacers may then be chemically strengthened using a salt bath ratio of from about 96-99% potassium nitrate (KNO3) and from about 1-4% sodium nitrate (NaNCh).
- KNO3 potassium nitrate
- NaNCh sodium nitrate
- the salt bath may be pre-heated to between 360 and 400 degrees C with an example temperature of about 380 degrees C, for from about 40-80 minutes with an example salt bath exposure time of about 60 minutes.
- the salt bath temperature may then be increased to a setpoint between about 420 and 460 degrees C with an example setpoint temperature of about 440 degrees C, for from about 60-100 minutes with an example exposure time of about 100 minutes.
- the spacer may be chemically treated using a salt bath ratio of from about 6-18% potassium nitrate (KNO3) and about 82-94% sodium nitrate (NaNCh) with an example ratio of 10% KNO3 and 90% NaNCh.
- KNO3 potassium nitrate
- NaNCh sodium nitrate
- the salt bath may be pre-heated to between 360 and 440 degrees C with an example temperature of about 400 degrees C, for about 2-10 minutes with an example salt bath exposure time of about 5 minutes.
- the salt bath temperature setpoint may be increased to about 380-460 degrees C with an example setpoint temperature of about 440 degrees C, for about 60-200 minutes with an example exposure time of about 90 minutes.
- this dual ion exchange process with an intermediate chemical treatment step may produce a spacer(s) with a compressive surface stress from about 600-1200 MPa or from about 700- 750 MPa, a depth of layer of about 4-8 um, a DOC of from about 50-90 pm or from about 50- 80 pm, a central tension maximum stress of from about 40-100 MPa or from about 60-90 MPa.
- spacers 4 may be chemically in yet another manner.
- the spacers are first chemically strengthened using a salt bath ratio of about 0% to 5% potassium nitrate (KNO3) and about 95% to 100% sodium nitrate (NaNCh) with an example ratio of 0% KNO3 and 100% NaNCh.
- KNO3 potassium nitrate
- NaNCh sodium nitrate
- the salt bath may be pre-heated to between 360 and 400 degrees C with an example temperature of about 380 degrees C, for about 40-80 minutes with an example salt bath exposure time of about 60 minutes.
- the salt bath temperature setpoint can then be increased to from about 390-420 degrees C with an example setpoint temperature of about 410 degrees C, for about 130-170 minutes with an example exposure time of about 150 minutes.
- the spacer may then processed using a chemical treatment step to improve the depth of compression and central tension maximum stress by extending the exposure time for the sodium ions replacing lithium ions in the spacer.
- the spacer may then be chemically treated using a salt bath ratio of about 4% to about 16% potassium nitrate (KNO3) and about 84% to about 96% sodium nitrate (NaNCh) with an example ratio of 11% KNO3 and 89% NaNCh.
- the salt bath may be pre-heated to between 360 and 400 degrees C with an example temperature of 380 degrees C, for about 2-10 minutes with an example salt bath exposure time of about 6 minutes.
- the salt bath temperature setpoint may be increased to about 380-480 degrees C with an example setpoint temperature of about 400 degrees C, for about 2-10 minutes with an example exposure time of about 5 minutes.
- This ion exchange process with may produces a glass spacer with a compressive surface stress of at least about 400 MPa or from about 450-600 MPa, a depth of layer of about 5-15 um, a depth of compression of about 50-70 pm, and/or a central tension maximum stress of from about 50-80 MPa.
- the spacers 4 may be chemically strengthened using a single ion exchange.
- the spacers may be chemically strengthened using a salt bath ratio of about 55% to 70% potassium nitrate (KNO3) and about 30% to 45% sodium nitrate (NaNCh) with an example ratio of 60% KNO3 and 40% NaNCh.
- the salt bath may be pre-heated to between 330 and 400 degrees C with an example temperature of about 370 degrees C, for about 10-20 minutes with an example salt bath exposure time of about 15 minutes.
- the salt bath temperature setpoint may be increased to about 360-440 degrees C, with an example setpoint temperature of about 410 degrees C, for about 100-200 minutes with an example exposure time of about 150 minutes. This, for example, may produce a glass spacer with a compressive surface stress of from about 450-650 MPa, , a DOC of from about 70-110 pm, and/or a central tension maximum stress of from about 40-80 MPa.
- the spacers may be chemically strengthened using at least three salt baths thereby creating three distinct compressive stress zones in each CS region.
- the three compressive stress zones may comprise a very high surface compressive stress zone providing high load strength for the vacuum insulated glass unit, a second intermediate stress zone that would improve the rupture performance of the spacer and a third zone of moderate stress to optimize the CS to CT ratio.
- the third zone could comprise a sodium nitrate salt bath
- the second zone could comprise a potassium nitrate and sodium nitrate salt bath
- the first zone could comprise a potassium nitrate salt bath.
- the third zone could comprise a sodium nitrate salt bath
- the second zone could comprise a potassium nitrate and sodium nitrate salt bath
- the first zone could comprise a rubidium nitrate salt bath.
- the three ion exchange process may provide the highest compressive surface stress, two knee areas to the stress profile, and optimize the CS to CT ratio (e.g., see Fig. 9).
- the three ion exchange steps may reduce the degree of plastic deformation of the spacer to less than about 2.0 or 4.0 pm at a spacer spacing of about 60 mm, and/or increase the rupture strength due to the thicker and/or more compressive compressive layer.
- a spacer disc-shape and sidewall profile may be modified prior to chemical strengthening to reduce chances of glass substrate damage during asymmetric thermal stress conditions, for example by rounding the edges of the disc via mechanical tumbling using metal oxide polishing or milling compounds or agents.
- the radii of curvature of the spacer sidewall may be optimized to reduce the occurrence of hertzian cracks in the glass substrates under IE-7 pressure in certain example embodiments.
- Central tension (CT) and compressive surface stress may be expressed in units of MPa, thickness t may be expressed pm, and depth of layer (DOL) may be expressed in pm.
- the relationship between compressive surface stress and CT may be used to optimize the spacer stress and plastic deformation so that the spacers have sufficient strength to support the mechanical force induced by the opposing substrates at pressures such as IE- 7 cavity pressure.
- the surface compressive stress to CT ratio may be optimized by adjusting one or more of the ratio of sodium nitrate to potassium nitrate, salt bath temperature, salt bath immersion time and use of a pre-heat or pre-treatment step for ion exchange process step(s). The ratio of potassium nitrate to sodium nitrate may impact the rupture strength of the glass spacers 4.
- Example low-emittance (low-E) coatings 7 which may be used in the vacuum insulating panel 100 are described in U.S. Patent Nos. 5,935,702, 6,042,934, 6,322,881, 7,314,668, 7,342,716, 7,632,571, 7,858,193, 7,910,229, 8,951,617, 9,215,760, and 10,759,693, the disclosures of which are all hereby incorporated herein by reference in their entireties.
- Other low-E coatings may also, or instead, be used.
- a low-E coating 7 typically includes at least one IR reflecting layer (e.g., of or including silver, gold, or the like) sandwiched between at least first and second dielectric layer(s) of or including materials such as silicon nitride, zinc oxide, tin oxide, zinc stannate, and/or the like.
- IR reflecting layer e.g., of or including silver, gold, or the like
- first and second dielectric layer(s) of or including materials such as silicon nitride, zinc oxide, tin oxide, zinc stannate, and/or the like.
- a low-E coating 7 may have one or more of: (i) a hemispherical emissivity/emittance of no greater than about 0.20, more preferably no greater than about 0.04, more preferably no greater than about 0.028, and most preferably no greater than about 0.015, and/or (ii) a sheet resistance (R s ) of no greater than about 15 ohms/square, more preferably no greater than about 2 ohms/square, and most preferably no greater than about 0.7 ohms/square, so as to provide for solar control.
- the low-E coating 7 may be provided on the interior surface of the glass substrate to be closest to the building exterior, which is considered surface two, whereas in other example embodiments the low-E coating 7 may be provided on the interior surface of the glass substrate to be closest to the building interior, which is considered surface three.
- Edge seal 3 which may include one or more of ceramic layers 30-32, may be located proximate the periphery or edge of the vacuum insulated panel 100 as shown in Figs. 1-2.
- Edge seal 3 may be a ceramic edge seal in certain example embodiments.
- Layer 30 of the edge seal may be considered a main or primary seal layer, and layers 31 and 32 may be considered primer layers.
- One or more of seal layers 30-32, of the edge seal 3 may be of or include ceramic frit in certain example embodiments, and/or may be lead-free or substantially lead-free (e.g., no more than about 15 ppm Pb, more preferably no more than about 5 ppm Pb, even more preferably no more than about 2 ppm Pb) in certain example embodiments.
- each primer layer 31 and 32 may be of a material having a coefficient of thermal expansion (CTE) that is between that of the main seal layer 30 and the closest glass substrate 1, 2.
- CTE coefficient of thermal expansion
- a primer(s) 31 and/or 32 may be omitted in certain example embodiments.
- primer layers 31 and 32 may be of or include different material(s) compared to the main seal layer 30.
- main seal layer 30 and primers 31 and 32 can be sintered/fired in different heating steps, in a manner which allows thermal tempering of the glass substrates 1 and 2 when sintering/heating the primers on the respective glass substrates, and which allows the main seal layer 30 to thereafter be sintered and bonded to the primers 31 and 32 without significantly detempering the glass substrates 1 and 2.
- This may advantageously result in more efficient processing, reduction in damage (e.g., micro-cracking, adhesive failure, cohesive failure, and/or significant de-tempering), and a more durable and longer lasting vacuum insulating panel with much of its temper strength retained allowing for example compliance with industry safety testing for bag impact and/or point impact fragmentation.
- edge seal 3 which may include one or more of layers 30-32, the getter 8, the pump-out tube and corresponding seal, and example manufacturing techniques for the panel 100, may be found in United States Provisional Application No. 63/540,729, filed September 27, 2023, the disclosure of which is hereby incorporated herein by reference in its entirety.
- the edge seal 3, in certain example embodiments, may be located at an edge- deleted area (e.g., where the solar control coating 7 and/or passivation layer has/have been removed) of the substrate as shown in Fig. 1, so as to reduce chances of corrosion and to allow the seal to directly contact the glass substrates.
- the edge seal 3 may be positioned so that it does not overlap the low-E coating 7 and/or passivation layer in certain example embodiments.
- the edge seal 3 may be located at the absolute edge of the panel 100, or may be spaced inwardly from the absolute edge of the panel 100 as shown in Figs. 1-2, in different example embodiments.
- An outer edge of the hermetic edge seal 3 may be located within about 50 mm, more preferably within about 25 mm, and more preferably within about 15 mm, of an outer edge of at least one of the substrates 1 and/or 2.
- an “edge” seal does not necessarily mean that the edge seal 3 is located at the absolute edge or absolute periphery of a substrate(s) or overall panel 100.
- the low-E coating 7 may be edge deleted around the periphery of the entire unit so as to remove the low-e coating material from the coated glass substrate.
- the low-E coating 7 and/or passivation layer edge deletion width (edge of glass to edge of low-E coating 7), in certain example embodiments, in at least one area may be from about 0-100 mm, with examples being no greater than about 6 mm, no greater than about 10 mm, no greater than about 13 mm, no greater than about 25 mm, with an example being about 16 mm.
- the main seal layer 30 of the edge seal 3 may have an average thickness of from about 30-180 pm, more preferably from about 30-120 pm, more preferably from about 40-100 pm, and most preferably from about 50-85 pm.
- the primer layer 31 of the edge seal 3 may have an average thickness of from about 10-100 pm, more preferably from about 10- 80 pm, more preferably from about 20-70 pm, and most preferably from about 20-55 pm, with an example primer layer 31 average thickness being about 45 pm.
- the primer layer 32 (opposite the side from which the laser beam 40 is directed) of the edge seal 3 may have an average thickness of from about 80-240 pm, more preferably from about 100-220 pm, more preferably from about 120-200 pm, and most preferably from about 120-170 pm, with an example primer layer 32 average thickness being about 145 pm.
- the thickness of the main seal layer 30 may be at least about 30 pm thinner (more preferably at least about 45 pm thinner) than the thickness of the primer seal layer 32, and may be at least about 10 pm thicker (more preferably at least about 20 pm, and more preferably at least about 30 pm thicker) than the thickness of the primer seal layer 31.
- the overall average thickness of the edge seal 3 may be from about 150-330 pm, more preferably from about 200-310 pm, and most preferably from about 220-290 pm, with an example overall edge seal 3 average thickness being about 270 pm.
- the respective thicknesses of each layer 30, 31, and 32 may be substantially the same (the same plus/minus 10%, more preferably plus/minus 5%) along the length of the edge seal 3 around the periphery of the entire panel 100.
- main seal layer 30 discloses example material(s) that may be used for the main seal layer 30 in various example embodiments.
- suitable materials vanadium oxide based ceramic materials with little or no Te oxide, solder glass, or the like
- main seal layer 30 may be of or include a ceramic tellurium (Te) oxide based main seal material in certain example embodiments, which may also include vanadium oxide.
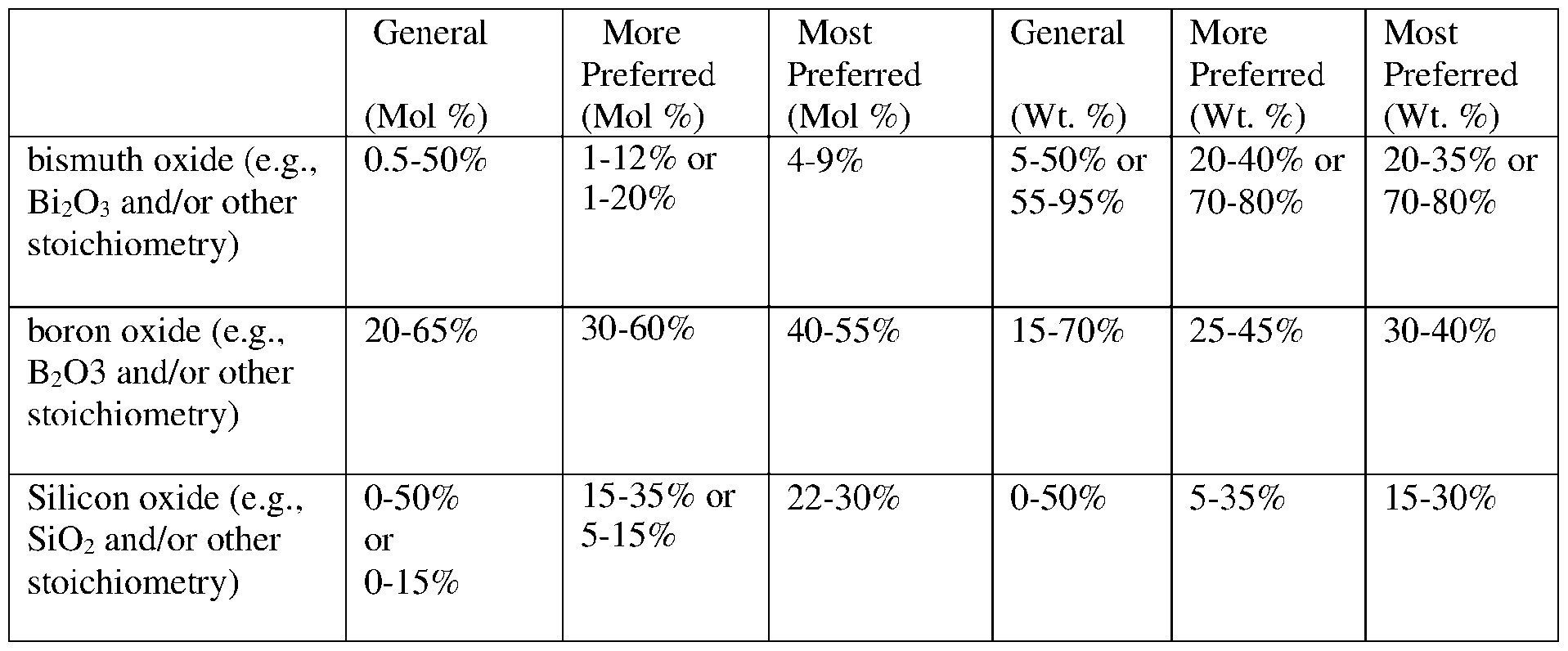
- Table 1 illustrates example ranges for various example elements and/or compounds for an example tellurium oxide-based material for main seal layer 30 according to various example embodiments, for both mol % and weight %, after firing/sintering thereof and thus after hermetic edge seal 3 formation. It will be appreciated that other materials may be used together, or in place of, those shown below, and that the example percentages may be different in alternate embodiments.
- the material for the main seal layer 30 may include filler.
- the filler may, for example, comprise one or more of zirconyl phosphates, dizirconium diorthophosphates, zirconium tungstates, zirconium vanadates, aluminum phosphate, cordierite, eucryptite, ekanite, alkaline earth zirconium phosphates such as (Mg, Ca, Ba, Sr) Zn P5O 24, either alone or in combination. Filler in a range of 20-25 wt. % may be used in layer 30 in certain example embodiments.
- Main seal layer 30, and/or the primer layer(s) 31 and/or 32 is/are lead-free and/or substantially lead- free in certain example embodiments.
- the ceramic sealing glass primer materials for layer(s) 31 and/or 32 are lead-free and/or substantially lead-free in certain example embodiments.
- At least one getter 8 may be provided on either glass substrate 1 or 2.
- the getter may or may not be provided over a low-E coating in certain example embodiments.
- Figs. 1-2 illustrate that an example thin film getter, which may be laser-activated, coil- activated, or otherwise activated, may be positioned in a trough/recess 9 formed in the underlying substrate (e.g., substrate 2) via laser etching, laser ablating, and/or mechanical drilling.
- Getter 8 may be a Ti-based, Ti-inclusive, V-based, V-inclusive, nickel-based, and/or nickel-inclusive getter in certain example embodiments.
- a getter 8 (e.g., thin film getter, pill-type getter, disc-type getter, or any other suitable getter) may be positioned adjacent the edge seal 3 (e.g., see Figs. 1-2). This is advantageous in that it allows the getter 8 to be at least partially hidden by a window sash (not shown) around the edge of the panel in window applications, so as to be aesthetically pleasing, and the getter 8 length can be increased to accommodate vacuum insulating panels 100 with larger vision areas.
- Other getter approaches such as a pill-type or disc-type getter opposing the pump-out tube on the opposite substrate so as to hide the getter behind the evacuation port sealing material and evacuation tube, may be used in certain example embodiments.
- a thin film getter 8 may be more desirable in certain example embodiments.
- a thin film getter can provide increased sorption surface area, which is particularly desirable for vacuum insulating panels, e.g., to deliver a longer up to a 20-year vacuum life due to outgassing or off-gassing of contaminants in the vacuum cavity 5 due to ultraviolet light exposure and/or temperature.
- a vacuum insulating panel (e.g., 100) which may comprise: a first glass substrate (e.g., 1 or 2); a second glass substrate (e.g., the other of 1 or 2); a plurality of spacers (e.g., 4) provided in a gap (e.g., 5) between at least the first and second substrates, wherein the gap (e.g., 5) is at pressure less than atmospheric pressure; a seal (e.g., 3) provided at least partially between at least the first and second substrates; and wherein each of the plurality of spacers (two, three, or more of spacers 4) may comprise ceramic material, and may comprise a compressive stress region (e.g., CS) and a tension stress region (e.g., CT), wherein compressive stress in at least part of the compressive stress region (e.g., CS) may be at least about 600 MPa, and tensile stress in at least part of the tension stress region
- a compressive stress region
- a vacuum insulating panel (e.g., 100) which may comprise: a first glass substrate (e.g., 1 or 2); a second glass substrate (e.g., the other of 1 or 2); plurality of ceramic spacers (e.g., 4) provided in a gap (e.g., 5) between at least the first and second substrates, wherein the gap (e.g., 5) is at pressure less than atmospheric pressure; a seal (e.g., 3) provided at least partially between at least the first and second substrates; and wherein at least one of the plurality of ceramic spacers (e.g., 4) may be chemically strengthened (e.g., via at least one ion exchange process).
- a vacuum insulating panel (e.g., 100) which may comprise: a first glass substrate; a second glass substrate; a plurality of spacers (e.g., 4) provided in a gap (e.g., 5) between at least the first and second substrates, wherein the gap is at pressure less than atmospheric pressure; a seal (e.g., 3) provided at least partially between at least the first and second substrates; wherein at least one of the plurality of spacers (e.g., 4) may: be chemically strengthened, comprises glass, and have a Mohs hardness of from about 5.0 to 6.0; and wherein for at least one location in the panel spacing between adjacent spacers (e.g., 4) is at least about 45 mm, more preferably at least about 55 mm, and most preferably at least about 60 mm.
- compressive stress at a location adjacent an upper and/or lower surface of the spacer may be at least about 600 MPa, more preferably at least about 700 MPa, more preferably at least about 800 MPa, more preferably at least about 900 MPa.
- compressive stress may be al least about 150 MPa, more preferably at least about 200 MPa, more preferably at least about 300 MPa, more preferably at least about 400 MPa.
- compressive stress may be in a range of from about 150-700 MPa.
- compressive stress in at least part of the compressive stress region may be at least about 500 MPa, more preferably at least about 600 MPa, more preferably at least about 700 MPa, more preferably at least about 800 MPa, more preferably at least about 900 MPa.
- compressive stress in at least part of the compressive stress region may be in a range of from about 500-1,000 MPa.
- tensile stress in at least part of the tension stress region may be at least about 40 MPa, more preferably at least about 50 MPa, more preferably at least about 60 MPa.
- tensile stress in at least part of the tension stress region may be in a range of from about 40-120 MPa and/or from about 40-90 MPa.
- vacuum insulating panel of any of the preceding ten paragraphs may have a thickness of from about 120-500 pm, more preferably from about 230-280 pm.
- spacing between adjacent spacers at at least one location in the panel may be at least 40 mm, more preferably at least 45 mm, more preferably at least 55 mm, more preferably at least 60 mm.
- the spacer(s) may comprise aluminosilicate glass, such as lithia aluminosilicate glass.
- the spacer(s) may have a Mohs hardness of from about 4.5 to 6.5, more preferably from about 5.0 to 6.0.
- the spacer(s) may be substantially transparent to visible light.
- the spacer(s) may have a refractive index (n), at 550 nm, of from about 1.40 to 1.65, more preferably from about 1.45 to 1.55, and/or an extinction coefficient (k) of no greater than about 0.020, more preferably no greater than about 0.010.
- the spacer(s) may have a depth of compression (DOC) of from about 50-120 pm.
- Each of the plurality of spacers may have a depth of compression (DOC), for compressive stress, of from about 50-100 pm, and at least one compressive layer with a depth of at least about 10 pm into the spacer.
- DOC depth of compression
- the spacer(s) may be chemically strengthened, such as via one, two, or three ion exchanges.
- each of the first and second glass substrates may comprise soda-lime-silica based float glass.
- the seal may comprise first and second seal layers of different material which overlap each other.
- the seal may further comprise a third seal layer.
- the first and second glass substrates may comprise tempered glass substrates or heat strengthened glass substrates.
- the seal may be a hermetic edge seal of the vacuum insulating panel.
- the panel may be configured for use in a window.
- at least one of the spacers, in at least one location in its thickness may comprise from about 5.0-9.0 wt.% lithium oxide (e.g., LizO or other suitable stoichiometry), from about 5.0- 10.0 wt.% aluminum oxide (e.g., AI2O3 or other suitable stoichiometry), and from about 66.0-72.0 silicon oxide (e.g., SiOz or other suitable stoichiometry).
- lithium oxide e.g., LizO or other suitable stoichiometry
- aluminum oxide e.g., AI2O3 or other suitable stoichiometry
- silicon oxide e.g., SiOz or other suitable stoichiometry
- the compressive stress region may comprise first and second compressive stress regions, and the tension stress region may be sandwiched between the first and second compressive stress regions.
- Compressive stress may be at least about 600 MPa in at least part of each of the first and second compressive stress regions.
- Terms, such as “first”, “second”, and the like, may be used herein to describe various components. Each of these terminologies is not used to define an essence, order or sequence of a corresponding component but used merely to distinguish the corresponding component from other component(s). For example, a “first” component may be referred to as a “second” component, and similarly, the “second” component may be referred to as the "first” component. “Or” as used herein may cover both “and” and “or.”
- On covers both directly on, and indirectly on with intervening element(s) therebetween.
- element A is stated to be “on” element B, this covers element A being directly and/or indirectly on element B.
- supported by as used herein covers both in physical contact with, and indirectly supported by with intervening element(s) therebetween.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Joining Of Glass To Other Materials (AREA)
Abstract
Description


Claims
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA3263282A CA3263282A1 (en) | 2022-11-23 | 2023-11-22 | Vacuum insulated panel with ceramic spacers |
| EP23821844.0A EP4577717B1 (en) | 2022-11-23 | 2023-11-22 | Vacuum insulated panel with ceramic spacers |
| DK23821844.0T DK4577717T3 (en) | 2022-11-23 | 2023-11-22 | VACUUM INSULATED PANEL WITH CERAMIC SPACERS |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US202263427656P | 2022-11-23 | 2022-11-23 | |
| US63/427,656 | 2022-11-23 | ||
| US202363540729P | 2023-09-27 | 2023-09-27 | |
| US63/540,729 | 2023-09-27 | ||
| US18/517,044 US12460469B2 (en) | 2022-11-23 | 2023-11-22 | Vacuum insulated panel with ceramic spacers |
| US18/517,044 | 2023-11-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024112875A1 true WO2024112875A1 (en) | 2024-05-30 |
Family
ID=89168117
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2023/080891 Ceased WO2024112875A1 (en) | 2022-11-23 | 2023-11-22 | Vacuum insulated panel with ceramic spacers |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2024112875A1 (en) |
Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5124185A (en) | 1989-10-03 | 1992-06-23 | Ppg Industries, Inc. | Vacuum insulating unit |
| US5657607A (en) | 1989-08-23 | 1997-08-19 | University Of Sydney | Thermally insulating glass panel and method of construction |
| US5664395A (en) | 1992-01-31 | 1997-09-09 | The University Of Sydney | Thermally insulating glass panels |
| US5935702A (en) | 1994-12-23 | 1999-08-10 | Saint-Gobain Vitrage | Glass substrates coated with a stack of thin layers having reflective properties in the infra-red and/or solar ranges |
| US6042934A (en) | 1993-08-12 | 2000-03-28 | Saint-Gobain Vitrage | Transparent substrate provided with a stack of thin layers |
| US6322881B1 (en) | 1996-12-12 | 2001-11-27 | Saint-Gobain Vitrage | Glazing assembly comprising a substrate provided with a stack of thin layers for solar protection and/or thermal insulation |
| US7045181B2 (en) | 2001-12-25 | 2006-05-16 | Nippon Sheet Glass Co., Ltd. | Double glazing |
| US7115308B2 (en) | 2001-10-25 | 2006-10-03 | Nippon Sheet Glass Co., Ltd. | Glass panel and method of manufacturing the glass panel |
| US7314668B2 (en) | 2000-07-10 | 2008-01-01 | Guardian Industries Corp. | Low-E coated articles having zirconium inclusive dielectric layer |
| US7342716B2 (en) | 2005-10-11 | 2008-03-11 | Cardinal Cg Company | Multiple cavity low-emissivity coatings |
| US7632571B2 (en) | 2005-03-31 | 2009-12-15 | Cardinal Cg Company | Haze-resistant low-emissivity coatings |
| US7858193B2 (en) | 2005-08-23 | 2010-12-28 | Saint Gobain Glass France | Low emissivity (low-E) thin coating stacks with intermediate antidiffusion layers |
| US7910229B2 (en) | 2002-05-03 | 2011-03-22 | Ppg Industries Ohio, Inc. | Substrate having thermal management coating for an insulating glass unit |
| US8821999B2 (en) | 2008-11-05 | 2014-09-02 | Corning Incorporated | Vacuum-insulated glass windows with glass-bump spacers |
| US8951617B2 (en) | 2008-12-22 | 2015-02-10 | Saint-Gobain Glass France | Substrate provided with a multilayer coating having thermal properties and absorbent layers |
| US9215760B2 (en) | 2012-01-10 | 2015-12-15 | Saint-Gobain Glass France | Transparent pane with electrically conductive coating |
| US10153389B2 (en) | 2014-10-01 | 2018-12-11 | Ferro Gmbh | Tellurate joining glass having processing temperatures less than or equal to 420° C |
| US10759693B2 (en) | 2018-07-16 | 2020-09-01 | Guardian Glass, LLC | Low-E matchable coated articles having absorber film and corresponding methods |
| US11124450B2 (en) | 2017-11-10 | 2021-09-21 | Nippon Sheet Glass Company, Limited | Glass panel and glass window |
| US20220127901A1 (en) * | 2019-02-08 | 2022-04-28 | Nippon Sheet Glass Company, Limited | Glass unit |
-
2023
- 2023-11-22 WO PCT/US2023/080891 patent/WO2024112875A1/en not_active Ceased
Patent Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5657607A (en) | 1989-08-23 | 1997-08-19 | University Of Sydney | Thermally insulating glass panel and method of construction |
| US5124185A (en) | 1989-10-03 | 1992-06-23 | Ppg Industries, Inc. | Vacuum insulating unit |
| US5664395A (en) | 1992-01-31 | 1997-09-09 | The University Of Sydney | Thermally insulating glass panels |
| US6042934A (en) | 1993-08-12 | 2000-03-28 | Saint-Gobain Vitrage | Transparent substrate provided with a stack of thin layers |
| US5935702A (en) | 1994-12-23 | 1999-08-10 | Saint-Gobain Vitrage | Glass substrates coated with a stack of thin layers having reflective properties in the infra-red and/or solar ranges |
| US6322881B1 (en) | 1996-12-12 | 2001-11-27 | Saint-Gobain Vitrage | Glazing assembly comprising a substrate provided with a stack of thin layers for solar protection and/or thermal insulation |
| US7314668B2 (en) | 2000-07-10 | 2008-01-01 | Guardian Industries Corp. | Low-E coated articles having zirconium inclusive dielectric layer |
| US7115308B2 (en) | 2001-10-25 | 2006-10-03 | Nippon Sheet Glass Co., Ltd. | Glass panel and method of manufacturing the glass panel |
| US7045181B2 (en) | 2001-12-25 | 2006-05-16 | Nippon Sheet Glass Co., Ltd. | Double glazing |
| US7910229B2 (en) | 2002-05-03 | 2011-03-22 | Ppg Industries Ohio, Inc. | Substrate having thermal management coating for an insulating glass unit |
| US7632571B2 (en) | 2005-03-31 | 2009-12-15 | Cardinal Cg Company | Haze-resistant low-emissivity coatings |
| US7858193B2 (en) | 2005-08-23 | 2010-12-28 | Saint Gobain Glass France | Low emissivity (low-E) thin coating stacks with intermediate antidiffusion layers |
| US7342716B2 (en) | 2005-10-11 | 2008-03-11 | Cardinal Cg Company | Multiple cavity low-emissivity coatings |
| US8821999B2 (en) | 2008-11-05 | 2014-09-02 | Corning Incorporated | Vacuum-insulated glass windows with glass-bump spacers |
| US8951617B2 (en) | 2008-12-22 | 2015-02-10 | Saint-Gobain Glass France | Substrate provided with a multilayer coating having thermal properties and absorbent layers |
| US9215760B2 (en) | 2012-01-10 | 2015-12-15 | Saint-Gobain Glass France | Transparent pane with electrically conductive coating |
| US10153389B2 (en) | 2014-10-01 | 2018-12-11 | Ferro Gmbh | Tellurate joining glass having processing temperatures less than or equal to 420° C |
| US11124450B2 (en) | 2017-11-10 | 2021-09-21 | Nippon Sheet Glass Company, Limited | Glass panel and glass window |
| US10759693B2 (en) | 2018-07-16 | 2020-09-01 | Guardian Glass, LLC | Low-E matchable coated articles having absorber film and corresponding methods |
| US20220127901A1 (en) * | 2019-02-08 | 2022-04-28 | Nippon Sheet Glass Company, Limited | Glass unit |
Non-Patent Citations (1)
| Title |
|---|
| HONG LI ET AL: "Glass forming region and bonding mechanism of low-melting V2O5-TeO2-Bi2O3 glass applied in vacuum glazing sealing", JOURNAL OF THE AMERICAN CERAMIC SOCIETY, BLACKWELL PUBLISHING, MALDEN, MA, US, vol. 104, no. 10, 3 June 2021 (2021-06-03), pages 5050 - 5066, XP071168508, ISSN: 0002-7820, DOI: 10.1111/JACE.17917 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8679599B2 (en) | Light-weight strengthened, low-emittance vacuum insulated glass (VIG) windows | |
| EP3794204B1 (en) | Asymmetrical safe vacuum-insulated glazing unit | |
| US11555345B2 (en) | Vacuum insulated glazing unit with a laser engraved code | |
| EP4577717B1 (en) | Vacuum insulated panel with ceramic spacers | |
| WO2024112875A1 (en) | Vacuum insulated panel with ceramic spacers | |
| US11174669B2 (en) | Asymmetrical vacuum-insulated gazing unit | |
| EP3794201B1 (en) | Asymmetrical vacuum-insulated glazing unit | |
| EP4448911B1 (en) | Vacuum insulated panel with passivation layer | |
| US20250389149A1 (en) | Vacuum insulated panel with passivation layer | |
| EP3803015B1 (en) | High-performance vacuum insulating glazing unit | |
| WO2024112757A1 (en) | Vacuum insulated panel with passivation layer | |
| EP3942143B1 (en) | Asymmetrical vacuum-insulated glazing unit | |
| CA3120163A1 (en) | Laminated vacuum-insulated glazing assembly | |
| EP3942142B1 (en) | Asymmetrical vacuum-insulated glazing unit | |
| EP3942141B1 (en) | Asymmetrical vacuum-insulated glazing unit | |
| EP4623177A1 (en) | Vacuum insulated glass containing high-strength, transmissive pillars and method of making thereof | |
| EP3467144B1 (en) | Vacuum insulated glazing unit | |
| WO2025216766A1 (en) | Vacuum insulated panel with glass removal proximate edge seal |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23821844 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023821844 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2023821844 Country of ref document: EP Effective date: 20250325 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023821844 Country of ref document: EP |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2023821844 Country of ref document: EP |