WO2022071570A1 - Smoking composition sheet - Google Patents
Smoking composition sheet Download PDFInfo
- Publication number
- WO2022071570A1 WO2022071570A1 PCT/JP2021/036396 JP2021036396W WO2022071570A1 WO 2022071570 A1 WO2022071570 A1 WO 2022071570A1 JP 2021036396 W JP2021036396 W JP 2021036396W WO 2022071570 A1 WO2022071570 A1 WO 2022071570A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- smoking
- segment
- composition sheet
- cellulose
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/14—Forming reconstituted tobacco products, e.g. wrapper materials, sheets, imitation leaves, rods, cakes; Forms of such products
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/12—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco
- A24B15/14—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco made of tobacco and a binding agent not derived from tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/18—Treatment of tobacco products or tobacco substitutes
- A24B15/28—Treatment of tobacco products or tobacco substitutes by chemical substances
- A24B15/285—Treatment of tobacco products or tobacco substitutes by chemical substances characterised by structural features, e.g. particle shape or size
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
Definitions
- the present invention relates to a smoking composition sheet.
- the air permeability of the conventional smoking composition sheet is zero or very low.
- the sheet has been rolled into a roll to change the filling amount of the composition, or the density of the composition has been changed.
- these conventional methods have a drawback that there are limits on the filling amount and density in order to maintain the winding shape, and the applicable range in product design is narrow. In view of such circumstances, it is an object of the present invention to provide a smoking composition sheet capable of achieving an excellent profile.
- the inventors have solved the above-mentioned problems by setting the air permeability of the smoking composition sheet within a specific range. That is, the above problem is solved by the following invention.
- the flavoring agent is selected from the group consisting of tobacco, flavoring agents, and combinations thereof.
- the molding aid is a pulp or a non-woven fabric of vegetable fiber or synthetic fiber.
- composition sheet for smoking that can achieve an excellent profile.
- FIG. 1 Schematic diagram showing an example of a smoking segment using a smoking composition sheet
- FIG. 1 Schematic cross-sectional view showing an example of a non-combustion heating type smoking system
- X to Y includes X and Y which are fractional values thereof.
- X to Y includes X and Y which are fractional values thereof.
- a smoking composition sheet is a sheet used for smoking articles and includes a moisturizer, a binder, and one or both of a flavoring agent and a molding aid.
- the smoking composition sheet contains a moisturizer.
- a moisturizer is a material for moisturizing a smoking composition sheet, but it is also a material that is vaporized and cooled by heating to produce an aerosol or atomized to produce an aerosol.
- Known moisturizers can be used, for example, polyhydric alcohols such as glycerin or propylene glycol (PG); and triethylcitrate (TEC) or triacetin having a boiling point of more than 100 ° C. Things can be mentioned.
- the amount of the moisturizer in the smoking composition sheet is a dry weight (weight excluding mixed water, the same applies hereinafter), preferably 1 to 40% by weight, and more preferably 10 to 20% by weight. If the amount of the moisturizer exceeds the upper limit, it may be difficult to manufacture the smoking composition sheet, and if it is less than the lower limit, the amount of smoke sensation may decrease.
- Binder is an adhesive for binding the components constituting the smoking composition sheet.
- known binders can be used.
- binders include polysaccharides such as guar gum or xanthan gum; and cellulose derivatives such as CMC (carboxymethyl cellulose), CMC-Na (sodium salt of carboxymethyl cellulose), or HPC (hydroxypropyl cellulose).
- the upper limit of the content of the binder is the dry weight (weight excluding mixed water, the same applies hereinafter) with respect to the dry weight of the smoking composition sheet, preferably 6% by weight or less, and the lower limit is It is preferably 1% by weight or more, more preferably 3% by weight or more. If the amount of the binder exceeds the upper limit value or is less than the lower limit value, the above effect may not be sufficiently achieved.
- Binders include polysaccharides, proteins, and synthetic polymers. Specific examples of these are shown below. In the present invention, these binders can also be used in combination.
- Cellulose derivatives [Cellulose ethers] Methyl cellulose, ethyl cellulose, hydroxyethyl cellulose, hydroxymethyl ethyl cellulose, hydroxypropyl cellulose, hydroxypropylmethyl cellulose, benzyl cellulose, trityl cellulose, cyanoethyl cellulose, carboxymethyl cellulose, carboxyethyl cellulose, aminoethyl cellulose [cellulose esters] Organic acid esters: cellulose acetate, cellulose formate, propionate cellulose, butyrate cellulose, benzoate cellulose, phthalate cellulose, tosyl cellulose Inorganic acid esters: cellulose nitrate, cellulose sulfate, cellulose phosphate, cellulose xanthogenate
- Naturally-derived polysaccharides [plant-derived] Guar gum, tara gum, roasted bean gum, tamarind seed gum, pectin, gum arabic, tragant gum, karaya gum, gutti gum, arabinogalactan, ama seed gum, cassha gum, psyllium seed gum, savaku yomogi seed gum [derived from algae] Carrageenan, agar, alginate, propylene glycol alginate, farcerelan, fuchronoli extract [derived from microorganisms] Xanthan gum, gellan gum, curdlan, pullulan, agrobacterium succinoglycan, welan gum, macrohomopsis gum, lambzan gum [derived from crustaceans] Chitin, chitosan, glucosamine [starches] Starch, sodium starch glycolate, pregelatinized starch, dextrin
- Flavoring agent is a material that gives a flavor, and is preferably selected from the group consisting of tobacco, a flavoring agent, and a combination thereof.
- tobacco include chopped dried tobacco leaves, crushed leaf tobacco, and the like.
- a crushed leaf tobacco product is a particle obtained by crushing a leaf tobacco.
- the pulverized leaf tobacco product can have, for example, a particle size D90 of 20 to 1000 ⁇ m, preferably 50 to 500 ⁇ m. Further, the average particle size D50 can be preferably 20 to 1000 ⁇ m, more preferably 50 to 500 ⁇ m.
- the pulverization can be performed using a known pulverizer, and may be either dry pulverization or wet pulverization.
- the crushed leaf tobacco is also referred to as leaf tobacco particles.
- the particle size is determined by a laser diffraction / scattering method, and specifically, it is measured using a laser diffraction type particle size distribution measuring device (for example, LA-950 manufactured by HORIBA, Ltd.).
- the type of tobacco is not limited, and yellow varieties, Burley varieties, Orient varieties, native varieties, and other Nicotiana-Tabacam varieties, Nicotiana rustica varieties, and the like can be used.
- the amount of tobacco in the smoking composition sheet is not particularly limited, but is preferably 50 to 95% by weight, more preferably 60 to 90% by weight in terms of dry weight.
- the smoking composition sheet may not contain the molding aid described later.
- a fragrance is a substance that provides a scent and flavor.
- the fragrance may be a natural fragrance, a synthetic fragrance, or a solid or a liquid.
- One kind of fragrance may be used as a fragrance, or a mixture of a plurality of kinds of fragrances may be used.
- As the fragrance any fragrance generally used in smoking articles can be used, and specific examples thereof will be described later.
- the fragrance can be contained in the smoking article sheet in an amount such that the smoking article can provide a favorable scent and flavor, for example, the amount thereof is preferably 1 to 30% by weight in the smoking composition sheet. , More preferably 2 to 20% by weight.
- the type of the fragrance is not particularly limited, and from the viewpoint of imparting a good fragrance feeling, acetoanisol, acetophenone, acetylpyrazine, 2-acetylthiazole, alfalfa extract, amyl alcohol, amyl butyrate, trans-annetol, star anis Oil, apple juice, peruvian balsam oil, beeswax absolute, benzaldehyde, benzoin resinoid, benzyl alcohol, benzyl benzoate, benzyl phenylacetate, benzyl propionate, 2,3-butandione, 2-butanol, butyl butyrate, butyric acid, caramel, cardamon Oil, Carobu Absolute, ⁇ -Carotene, Carrot Juice, L-Carbon, ⁇ -Cariophyllene, Cassia Bark Oil, Cedarwood Oil, Cellory Seed Oil, Chamomile Oil, Cinnamaldehyde, Cayhide Acid, Cinnam
- the smoking composition sheet contains a molding aid.
- the molding aid is a material added to facilitate molding of the smoking composition sheet.
- the molding aid include pulp or non-woven fabric of vegetable fiber or synthetic fiber, and more specifically, fiber derived from tobacco or fiber derived from a material other than tobacco.
- the amount of the molding aid added is preferably 0.5 to 2.0% by weight in the smoking composition sheet.
- the smoking composition sheet may contain either a flavoring agent or a molding aid, but when the molding aid is contained, the strength of the sheet can be specifically guaranteed, the adhesiveness of the sheet can be reduced, and the like.
- the fragrance or the like can be supported on the molding aid, so that the effect of improving the carrying force of the fragrance or the like on the sheet can be achieved.
- the smoking composition sheet may contain an emulsifier.
- the emulsifier enhances the affinity between the lipophilic moisturizer and the hydrophilic flavoring agent. Therefore, the addition of an emulsifier is particularly effective when a lipophilic moisturizer is used.
- Known emulsifiers can be used, and examples thereof include emulsifiers having an HLB value of 8 to 18.
- the amount of the emulsifier is not particularly limited, but is preferably 0.1 to 3 parts by weight, more preferably 1 to 2 parts by weight, based on 100 parts by weight of the smoking composition sheet.
- the air permeability of the smoking composition sheet is more than 0 cholesta unit, preferably 50 cholesta unit or more, 100 cholesta unit or more, and 200 cholesta. It is a unit or more, a 300 cholesta unit or more, or a 400 cholesta unit or more, and more preferably a 500 cholesta unit or more.
- the upper limit is not limited, but is preferably 20,000 or less, and more preferably 15,000 or less.
- the cholesterol unit is an air passage flow rate (cm 3 ) in 1 minute per 1 cm 2 under a differential pressure of 1 kPa.
- the air permeability can be measured using an air permeability meter PPM1000M manufactured by Cerulean.
- the air permeability is preferably measured by the following procedure. 1) Leave the sheet at room temperature of 22 ° C. and relative humidity of 60% for 48 hours to adjust the condition. 2) Next, this sheet is cut into a size of 40 mm ⁇ 240 mm, and the air passage amount from the front surface to the back surface is measured using an air permeability measuring device (PPM1000M manufactured by Cerulean) with a differential pressure of 1 kPa and a measuring head of circular 2 cm 2 . do. 3) The measurement environment is room temperature (for example, 22 ° C.) and relative humidity of 60%.
- the initial profile can be achieved. Specifically, it is possible to achieve a higher delivery in the initial puff than in the conventional sheet, and in the latter half of the puff, it is possible to achieve a profile in which the delivery amount is unlikely to decrease as in the conventional sheet.
- the reason for this is not limited, but it is presumed that the high air permeability of the sheet increases the release efficiency of the moisturizer from the sheet, thereby increasing the amount of aerosol formed from the moisturizer.
- the thickness of the composition sheet for smoking is not limited, but in one embodiment, it is preferably 20 to 2000 ⁇ m, more preferably 100 to 1500 ⁇ m, and further preferably 100 to 1000 ⁇ m.
- the smoking composition sheet preferably has a density of 0.5 to 2.0 g / cm 3 , and more preferably has a density of 0.5 to 1.0 g / cm 3 .
- the smoking composition sheet preferably has holes physically or chemically provided, but the density here is not the density of the portion other than the holes, but the density of the entire sheet including the holes. Density. Further, when the smoking composition sheet has a density of 1.0 g / cm 3 or less, more sufficient delivery of flavor components can be achieved at the initial stage of suction.
- the smoking composition sheet preferably has holes provided by processing.
- the holes can be made by physical or chemical processing. Examples of the former include laser processing, cutting processing using a needle or the like, electric opening for local discharge, and the like. Further, as the latter, etching can be mentioned.
- the shape of the hole is not limited, and may be a circle, an ellipse, a polygon, or the like, and the hole is preferably a through hole.
- the size, number and arrangement of the holes are appropriately adjusted to achieve the desired air permeability.
- the size of the hole is such that the diameter of its circumscribed circle is 0.1 to 0.8 mm.
- the holes are arranged in a grid pattern on the sheet, and the shortest distance between the adjacent holes is about 0.2 to 0.8 mm.
- Smoking segment A smoking segment used for a smoking article can be produced from a smoking composition sheet.
- the smoking segment comprises, in one aspect, a tubular wrapper and a smoking composition sheet that is spirally packed within the wrapper (see FIG. 1A).
- 20A is a smoking segment
- 1 is a smoking composition sheet
- 22 is a wrapper, and is usually paper.
- the segment is preferably rod-shaped, having a length of 15 to 80 mm and a diameter of about 5 to 10 mm.
- the smoking segment 20A shown in FIG. 1 (A) can be cut to have an aspect ratio (length / diameter) of about 0.5 to 1.2 (see FIG. 1 (B)).
- the smoking segment 20A includes a tubular wrapper 22 in another embodiment, and includes a smoking composition sheet 1 folded and filled in the wrapper.
- the ridges created by folding are substantially parallel to the longitudinal direction of the segment (see FIG. 1 (C)).
- the smoking segment 20A is preferably rod-shaped, has a length of 15 to 80 mm and a diameter of about 5 to 10 mm.
- it is preferable that the smoking composition sheet 1 is previously subjected to surface wrinkling processing such as pleating or crimping.
- the smoking segment 20A is provided with a tubular wrapper 22 in another embodiment, and is provided with a cut fragment 1c of a smoking composition sheet filled in the wrapper (see FIG. 1 (D)).
- the smoking segment 20A is preferably rod-shaped, has a length of 15 to 80 mm and a diameter of about 5 to 10 mm.
- the size of the cut piece is not limited, but for example, the length of the longest side can be about 2 to 20 mm and the width can be about 0.5 to 1.5 mm.
- the smoking segment 20A is provided with a tubular wrapper 22 in another embodiment, and is provided with a strand type engraving filled in the wrapper (see FIG. 1 (E)).
- the strand type engraving is filled so that its longitudinal direction is substantially parallel to the longitudinal direction of the wrapper 22.
- the width of the strand type engraving can be about 0.5 to 1.5 mm.
- the smoking segment 20A is provided with a tubular wrapper 22 in another embodiment, and includes a tobacco engraved filling randomly filled in the wrapper.
- Tobacco carving is a cut piece and is different from strand type carving.
- the smoking composition sheet can be produced by any method, but is preferably produced by a method including the following steps. 1. A step of kneading a medium with at least one or both of a moisturizer, a binder, a flavoring agent or a molding aid, and preparing a mixture. Step 2 to prepare a wet sheet by squeezing or extruding the mixture from a die. Step 3 of drying the wet sheet.
- a sheet formed by applying pressure in this way is referred to as a "pressure molded sheet", and as will be described later, the "pressure molded sheet” includes a "laminated sheet” and an "extruded sheet”.
- the laminated sheet is a sheet obtained by compressing the mixture with a roller at least once to a target thickness and then drying it to a target water content.
- the extruded sheet is a sheet obtained by extruding a mixture from a T-die or the like to a target thickness and then drying it to a target water content. Compression and extrusion may be combined in a pressure molded sheet. For example, the mixture may be extruded and then further compressed to form a sheet.
- Step 1 In this step, at least the moisturizer, the binder, one or both of the flavoring agent and the molding aid, and the medium are kneaded. If necessary, an emulsifier can be added. The blending amount of each component is adjusted so that the above-mentioned amount can be achieved.
- the medium is preferably water or a water-soluble organic solvent having a boiling point of less than 100 ° C. such as ethanol as a main component, and more preferably water or ethanol.
- This step can be carried out by kneading each component, but is preferably carried out through 1) pulverization of a raw material (for example, a single leaf), 2) preparation of wet powder, and 3) kneading.
- 1) Grinding It is preferable to roughly grind the raw material and then finely grind it using a grinder (for example, manufactured by Hosokawa Micron, ACM-5).
- the particle size D90 after fine grinding is preferably 20 to 1000 ⁇ m.
- the particle size is measured using a laser diffraction type particle size meter such as a master sizer (manufactured by Malvern).
- wet powder Preparation of wet powder Mix the binder with one or both of the flavoring agent and the molding aid, and if necessary, add an additive such as a lipid. Since this mixing is preferably a dry blend, it is preferable to use a mixer as a mixer. It is preferable to use a crushed tobacco raw material (for example, leaf tobacco particles) as a flavoring agent.
- a medium such as water and a moisturizer are added to the dry blend and mixed with a mixer to prepare a wet powder (wet powder).
- the amount of the medium in the wet powder can be 20 to 80% by weight, preferably 20 to 40% by weight, and is appropriately prepared by the step 2. For example, when compression is performed in step 2, the amount of the medium can be 20 to 50% by weight, and when extrusion is performed, it can be 20 to 80% by weight.
- the solid content concentration of the wet powder is preferably 50 to 90% by weight.
- the wet powder is kneaded using a kneader (for example, DG-1 manufactured by Dalton).
- a kneader for example, DG-1 manufactured by Dalton.
- the kneading is preferably carried out until the medium is completely spread, for example, it is preferable to knead until the color of the mixture becomes uniform visually.
- Step 2 the mixture (wet powder) is squeezed or extruded from a die to prepare a wet sheet.
- a calendar device for example, manufactured by Yuri Roll Machinery Co., Ltd.
- a predetermined thickness more than 100 ⁇ m
- pressurize the mixture It can be expanded to obtain a laminate in which a wet sheet is present between two base films.
- a non-adhesive film such as a fluoropolymer film is preferable.
- the pressure expansion by the rollers can be performed multiple times.
- the mixture (wet powder) from a die (preferably a T die) provided with a predetermined gap to form a wet sheet on the substrate.
- a die preferably a T die
- known materials such as a glass plate, a metal plate, and a plastic plate can be used.
- a known extruder can be used for extrusion.
- Step 3 the wet sheet is dried.
- this step can be carried out by the following procedure. 1) Peel off one of the base films. 2) Dry the laminate using a ventilation dryer. The drying temperature may be room temperature, but is preferably 50 to 100 ° C., and the drying time can be 1 to 2 minutes. 3) Next, the remaining base film is peeled off and further dried under the above conditions to obtain a smoking composition sheet. By performing the drying in this way, it is possible to prevent the smoking composition sheet from adhering to other substrates.
- the smoking composition sheet thus obtained is also referred to as a "laminate sheet".
- the laminated sheet has a smooth surface and is preferable because it can suppress the occurrence of spillage when it comes into contact with other members. Further, this method is suitable for producing a sheet having a thickness of 300 ⁇ m or less.
- the wet sheet on the base material is air-dried or heated to dry.
- the drying conditions are as described above.
- the smoking composition sheet thus obtained is also referred to as an "extruded sheet".
- the extruded sheet is preferable because it has a smooth surface and can suppress the occurrence of spillage when it comes into contact with other members. This method is suitable for producing a sheet having a thickness of 200 ⁇ m or more.
- the smoking composition sheet can also be manufactured by a papermaking method, a casting method, a non-woven fabric coating method, or the like.
- the papermaking method is a method in which a mixture containing a moisturizer, a binder, one or both of a flavoring agent or a molding aid, and water is made into paper and dried to produce a sheet.
- the tobacco raw material as a flavoring agent is a fibrous tobacco raw material or contains pulp as a molding aid.
- the water extract extracted before the tobacco material is fiberized can later be concentrated and reapplied to the papermaking sheet.
- the sheet manufactured by this method is called a papermaking sheet.
- the casting method is a method in which a mixture containing a moisturizer, a binder, and one or both of a flavoring agent and a molding aid is developed (cast) on a substrate and dried to produce a sheet. ..
- the mixture preferably contains a pulverized tobacco raw material as a flavoring agent, and may contain a molding aid and a medium such as water, if necessary.
- the sheet manufactured by this method is called a cast sheet.
- the non-woven fabric coating method is a method for producing a sheet by applying a mixture containing a moisturizer, a binder, and one or both of a flavoring agent and a molding aid to a non-woven fabric.
- the sheet produced by this method is called a non-woven fabric sheet.
- smoking articles examples include flavor-sucking articles in which the user tastes the flavor by suction, and smokeless tobacco (smokeless smoking articles) in which the user tastes the flavor by directly including the product in the nasal cavity and oral cavity.
- the flavor suction article can be roughly classified into a combustion type smoking article typified by a conventional cigarette and a non-combustion type smoking article.
- the smoking composition sheet of the present invention is suitable for a flavor-sucking article.
- combustion-type flavor suction article examples include cigarettes, pipes, pipes, cigars, cigarillos, and the like.
- the non-combustion heating type flavor suction article may be heated by a heating device separate from the article, or may be heated by a heating device integrated with the article.
- the non-combustion heating type flavor suction article and the heating device are collectively referred to as a "non-combustion heating type smoking system".
- An example of a non-combustion heating type smoking system will be described below with reference to FIGS. 2 and 3.
- FIG. 2 is a schematic cross-sectional view showing an example of a non-combustion heating type smoking system, and shows a state before the heater 12 is inserted into the smoking segment 20A of the non-combustion heating type flavor suction article 20. At the time of use, the heater 12 is inserted into the smoking segment 20A.
- FIG. 3 is a cross-sectional view of the non-combustion heating type flavor suction article 20.
- the non-combustion heating type smoking system includes a non-combustion heating type flavor suction article 20 and a heating device 10 for heating the smoking segment 20A from the inside.
- the non-combustion heating type smoking system is not limited to the configuration shown in FIG.
- the heating device 10 shown in FIG. 2 includes a body 11 and a heater 12.
- the body 11 may include a battery unit and a control unit.
- the heater 12 can be a heater due to electrical resistance and is inserted into the smoking segment 20A to heat the smoking segment 20A.
- the smoking composition sheet of the present invention is highly effective when the smoking segment 20A is heated from the inside as shown in FIG.
- the smoking composition sheet and the heater are in direct contact with each other, the release efficiency of the moisturizer from the sheet is further increased, and an excellent profile can be obtained.
- the non-combustion heating type flavor suction article 20 The aspect is not limited to this, and in another aspect, the smoking segment 20A is heated from the outside.
- the heating temperature by the heating device 10 is not particularly limited, but is preferably 400 ° C. or lower, more preferably 50 to 400 ° C., and even more preferably 150 to 350 ° C.
- the heating temperature refers to the temperature of the heater 12 of the heating device 10.
- the non-combustion heating type flavor suction article 20 (hereinafter, simply referred to as “flavor suction article 20”) has a cylindrical shape.
- the circumference of the flavor suction article 20 is preferably 16 mm to 27 mm, more preferably 20 mm to 26 mm, and even more preferably 21 mm to 25 mm.
- the total length (horizontal length) of the flavor suction article 20 is not particularly limited, but is preferably 40 mm to 90 mm, more preferably 50 mm to 75 mm, and even more preferably 50 mm to 60 mm.
- the flavor suction article 20 is composed of a smoking segment 20A, a filter portion 20C constituting a mouthpiece, and a connecting portion 20B connecting these.
- the smoking segment 20A is columnar, and its total length (length in the axial direction) is preferably, for example, 5 to 100 mm, more preferably 10 to 50 mm, and 10 to 25 mm. More preferred.
- the shape of the cross section of the smoking segment 20A is not particularly limited, but may be, for example, a circular shape, an elliptical shape, a polygonal shape, or the like.
- the smoking segment 20A has a smoking composition sheet or a material 21 derived from the same, and a wrapper 22 wrapped around the same. Further, the wrapper 22 may be the smoking composition sheet 1 of the present invention.
- the filter unit 20C has a cylindrical shape.
- the filter unit 20C has a rod-shaped first segment 25 filled with cellulose acetate acetate fiber and a rod-shaped second segment 26 also filled with cellulose acetate acetate fiber.
- the first segment 25 is located on the smoking segment 20A side.
- the first segment 25 may have a hollow portion.
- the second segment 26 is located on the mouthpiece side.
- the second segment 26 is solid.
- the first segment 25 is composed of a first packed layer (cellulose acetate acetate fiber) 25a and an inner plug wrapper 25b wound around the first packed layer 25a.
- the second segment 26 is composed of a second packed layer (cellulose acetate acetate fiber) 26a and an inner plug wrapper 26b wound around the second packed layer 26a.
- the first segment 25 and the second segment 26 are connected by an outer plug wrapper 27.
- the outer plug wrapper 27 is adhered to the first segment 25 and the second segment 26 with a vinyl acetate emulsion-based adhesive
- the length of the filter portion 20C is, for example, 10 to 30 mm
- the length of the connecting portion 20B is, for example, 10 to 30 mm
- the length of the first segment 25 is, for example, 5 to 15 mm
- the length of the second segment 26 is, for example, 5 to 15 mm. can do.
- the length of each of these individual segments is an example, and can be appropriately changed depending on the manufacturing aptitude, the required quality, the length of the smoking segment 20A, and the like.
- the first segment 25 (center hole segment) is composed of a first packed layer 25a having one or more hollow portions and an inner plug wrapper 25b covering the first packed layer 25a.
- the first segment 25 has a function of increasing the strength of the second segment 26.
- the first packed layer 25a of the first segment 25 is filled with, for example, cellulose acetate fibers at a high density.
- a plasticizer containing triacetin is added to the cellulose acetate fiber in an amount of, for example, 6 to 20% by mass based on the mass of cellulose acetate and cured.
- the hollow portion of the first segment 25 has, for example, an inner diameter of ⁇ 1.0 to ⁇ 5.0 mm.
- the first packed layer 25a of the first segment 25 may be composed of, for example, a relatively high fiber filling density, or may be equivalent to the fiber filling density of the second packed layer 26a of the second segment 26 described later. May be good. Therefore, at the time of suction, air or aerosol flows only in the hollow portion, and almost no air or aerosol flows in the first packed bed 25a.
- the length of the second segment 26 can be shortened and the first segment 25 can be lengthened by that amount.
- Replacing the shortened second segment 26 with the first segment 25 is effective for increasing the delivery amount of the aerosol component. Since the first packed layer 25a of the first segment 25 is a fiber packed layer, the feeling of touch from the outside during use does not cause a sense of discomfort to the user.
- the second segment 26 is composed of a second packed layer 26a and an inner plug wrapper 26b that covers the second packed layer 26a.
- the second segment 26 (filter segment) is filled with cellulose acetate fibers at a general density and has the filtering performance of a general aerosol component.
- the filtration performance for filtering the aerosol (mainstream smoke) emitted from the smoking segment 20A may be different between the first segment 25 and the second segment 26. At least one of the first segment 25 and the second segment 26 may contain a fragrance.
- the structure of the filter unit 20C is arbitrary, and may be a structure having a plurality of segments as described above, or may be composed of a single segment. Further, the filter unit 20C may be composed of one segment. In this case, the filter unit 20C may be composed of either the first segment or the second segment.
- the connecting portion 20B has a cylindrical shape.
- the connecting portion 20B has a paper tube 23 formed in a cylindrical shape by, for example, thick paper.
- the connecting portion 20B may be filled with a cooling member for cooling the aerosol.
- the cooling member include a sheet of a polymer such as polylactic acid, and the sheet can be folded and filled.
- a support portion for suppressing the position of the smoking segment 20A from changing may be provided between the smoking segment 20A and the connecting portion 20B.
- the support portion can be made of a known material such as a center hole filter such as the first segment 25.
- the wrapper 28 is wound in a cylindrical shape on the outside of the smoking segment 20A, the connecting portion 20B, and the filter portion 20C, and these are integrally connected.
- a vinyl acetate emulsion-based adhesive is applied to one surface (inner surface) of the wrapper 28 on the entire surface or substantially the entire surface except the vicinity of the ventilation hole portion 24.
- the plurality of ventilation holes 24 are formed by laser processing from the outside after the smoking segment 20A, the connecting portion 20B, and the filter portion 20C are integrated by the wrapper 28.
- the ventilation hole portion 24 has two or more through holes so as to penetrate the connecting portion 20B in the thickness direction.
- the two or more through holes are formed so as to be arranged radially when viewed from the extension line of the central axis of the flavor suction article 20.
- the ventilation hole portion 24 is provided in the connecting portion 20B, but may be provided in the filter portion 20C.
- the two or more through holes of the ventilation hole portion 24 are provided side by side in a row at regular intervals on one ring, but at regular intervals on the two rings.
- the vent holes 24 in one row or two rows may be provided side by side in two rows, or the ventilation holes 24 in one row or two rows may be provided side by side in a discontinuous or irregular manner.
- Example 1 Tobacco leaves were pulverized using a pulverizer (ACM-5 manufactured by Hosokawa Micron) so that D90 was 70 ⁇ m to obtain leaf tobacco particles. D90 was measured with a master sizer (manufactured by malvern). Carboxymethyl cellulose (manufactured by Nippon Paper Industries, Ltd., trade name: Sunrose F30MC) as a binder was dry-blended with leaf tobacco particles using a mixer. Next, glycerin as a moisturizer and water as a medium were added to the dry blend and mixed with a mixer to prepare a wet powder. The composition of each component is as shown in Table 1.
- the wet powder was kneaded 6 times at room temperature to obtain a mixture.
- a T-die was used as the die, and the screw rotation speed was 38.5 rpm.
- Teflon (registered trademark) film was peeled off from the laminate and dried at 80 ° C. for 1 to 2 minutes using a ventilation dryer. Then, another film was peeled off and the wet sheet was dried under the same conditions to produce the smoking composition sheet of the present invention.
- the smoking composition sheet thus obtained was allowed to stand for 48 hours under the conditions of room temperature 22 ° C. and relative humidity 60%.
- a plurality of openings having a hole size of 0.2 mm ⁇ 0.2 mm were provided on the sheet using a laser processing device (manufactured by TROTEC).
- the opening intervals were set to 0.4 mm at equal intervals.
- Table 2 The air permeability and release profile of the processed smoking composition sheet thus obtained were evaluated by the method described later. The results are shown in Table 2 and FIG.
- the vertical axis of FIG. 4 shows the amount of nicotine normalized by the amount of nicotine per flavored smoking article.
- ⁇ Draftness> The sheet after opening was allowed to stand for 48 hours under the conditions of room temperature 22 ° C. and relative humidity 60%. Then, this sheet was cut into a size of 40 mm ⁇ 240 mm, and measured using an air permeability measuring device (PPM1000M manufactured by Cerulean) with a differential pressure of 1 kPa and a measuring head of 2 cm 2 in a circle. The measurement environment was room temperature 22 ° C. and relative humidity 60%. The air permeability was calculated as the air passage flow rate (cm 3 ) in 1 minute per 1 cm 2 under the condition of a differential pressure of 1 kPa.
- ⁇ Ingredient release profile> 1 The sheet after opening was allowed to stand for 48 hours under the conditions of room temperature 22 ° C. and relative humidity 60%. 2) The thickness and basis weight were measured, and the sheet density was calculated. 3) The sheet was cut into a size of 55 mm ⁇ 0.8 mm. 4) The sheath paper of ⁇ 7.1 was cut and filled with a sheet so as to have a predetermined volume filling rate, and cut into a length of 12 mm. 5) A smoking test roll (flavor suction article) was manufactured by connecting a 12 mm long smoking segment (cigarette segment), a filter, and a paper tube. 6) The non-combustion internal heating type smoking system shown in FIG. 2 was prepared. Next, a Cambridge filter was connected to the mouthpiece end.
- the sheets prepared in each example were cut to prepare chopped pieces.
- the engraving was filled in a wrapper 22 having a length of 12 mm and a diameter of 7 mm in an amount of 70% by volume to prepare a smoking segment 20A.
- the system was subjected to a smoking test using a smoking machine. Specifically, using an automatic smoker (R-26 manufactured by Borgwaldt KC Inc.), the sample was sampled under the conditions of a smoke absorption capacity of 27.5 ml / sec, a smoke absorption time of 2 seconds / puff, a smoke absorption frequency of 2 puffs / minute, and 14 puffs.
- the particulate matter in cigarette smoke per puff was collected by a Cambridge filter (Borgwaldt KC Inc., CM-133).
- the Cambridge filter after the smoking test was shaken in 10 mL of methanol (manufactured by Wako Pure Chemical Industries, Ltd., special grade reagent) to obtain an analysis sample. 1 ⁇ L of the obtained analytical sample was collected in a microsyringe and analyzed by gas chromatograph mass spectrometry (GC-MSD manufactured by Agilent, GC: 7890A, MS: 5975C).
- GC-MSD gas chromatograph mass spectrometry
- Examples 2 to 4 Comparative Example 1
- the laser processing conditions were changed to prepare a sheet having the air permeability as shown in Table 2.
- a smoking test roll was prepared and evaluated by the same method as in Example 1 except that each sheet was used and the filling rate was changed. The results are shown in FIG.
- the smoking article using the smoking composition sheet of the present invention can achieve an excellent profile that the delivery of the initial puff is high and the delivery equivalent to that of the conventional sheet can be ensured even in the latter half.
- Smoking composition sheet 1c Cutting fragment of smoking composition sheet 10 Heating device 11 Body 12 Heater 20 Non-combustion heating type flavor suction article 20A Smoking segment 20B Connecting part 20C Filter part 21 Smoking composition sheet or material derived from it 22 Wrapper 23 Paper tube 24 Vent 25 1st segment 25a 1st packed layer 25b Inner plug wrapper 26 2nd segment 26a 2nd packed layer 26b Inner plug wrapper 27 Outer plug Wrapper 28 Wrapper
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Manufacture Of Tobacco Products (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Abstract
Description
本発明は、喫煙用組成物シートに関する。 The present invention relates to a smoking composition sheet.
使用者の嗜好に合致した喫煙物品を設計するためには、喫煙用組成物から成分リリースさせる際のプロファイルの制御が重要である。近年、たばこシートを加熱して生成させた成分を吸引する非燃焼型喫煙物品に関する技術が多々提案されているが(例えば特許文献1)、非燃焼型喫煙物品においては、特にそのプロファイルの制御が重要視されている。 In order to design a smoking article that matches the taste of the user, it is important to control the profile when releasing the component from the smoking composition. In recent years, many techniques related to non-combustion type smoking articles that suck the components generated by heating a tobacco sheet have been proposed (for example, Patent Document 1), but in the non-combustion type smoking articles, the control of the profile is particularly controlled. It is regarded as important.
従来の喫煙用組成物シートの通気度は、ゼロであるか非常に低い。これらの組成物シートからの成分リリースをコントロールするために、例えば当該シートを巻状にして組成物の充填量を変更する、あるいは組成物の密度を変更する等が行われてきた。ところがこれらの従来の方法では、巻形状を保持するために充填量および密度に限界値が存在し、製品設計における適用可能範囲が狭いという欠点があった。かかる事情に鑑み、本発明は、優れたプロファイルを達成できる喫煙用組成物シートを提供することを課題とする。 The air permeability of the conventional smoking composition sheet is zero or very low. In order to control the release of components from these composition sheets, for example, the sheet has been rolled into a roll to change the filling amount of the composition, or the density of the composition has been changed. However, these conventional methods have a drawback that there are limits on the filling amount and density in order to maintain the winding shape, and the applicable range in product design is narrow. In view of such circumstances, it is an object of the present invention to provide a smoking composition sheet capable of achieving an excellent profile.
発明者らは、喫煙用組成物シートの通気度を特定の範囲とすることで前記課題を解決した。すなわち、前記課題は以下の本発明によって解決される。
(1)保湿剤と、
バインダーと、
香味剤または成型助剤のいずれか一方または双方と、を含み、
通気度が0コレスタユニット超である、喫煙用組成物シート。
(2)前記通気度が、500コレスタユニット以上である、(1)に記載のシート。
(3)前記香味剤が、たばこ、香料、およびこれらの組合せからなる群より選択される、(1)または(2)に記載のシート。
(4)前記保湿剤が多価アルコールである、(1)~(3)のいずれかに記載のシート。
(5)前記バインダーが、多糖類、たんぱく質、合成ポリマー、およびこれらの組合せからなる群より選択される、(1)~(4)のいずれかに記載のシート。
(6)前記成型助剤が、植物性繊維または合成繊維の、パルプまたは不織布である、(1)~(5)のいずれかに記載のシート。
(7)圧力成形シートである、(1)~(6)のいずれかに記載のシート。
(8)物理的加工により設けられた複数の孔を有する、(1)~(6)のいずれかに記載のシート。
(9)化学的加工により設けられた複数の孔を有する、(1)~(7)のいずれかに記載のシート。
The inventors have solved the above-mentioned problems by setting the air permeability of the smoking composition sheet within a specific range. That is, the above problem is solved by the following invention.
(1) Moisturizer and
With a binder,
Containing, with or both flavoring agents and molding aids,
A composition sheet for smoking with a breathability of more than 0 cholesta unit.
(2) The sheet according to (1), wherein the air permeability is 500 cholesterol units or more.
(3) The sheet according to (1) or (2), wherein the flavoring agent is selected from the group consisting of tobacco, flavoring agents, and combinations thereof.
(4) The sheet according to any one of (1) to (3), wherein the moisturizer is a polyhydric alcohol.
(5) The sheet according to any one of (1) to (4), wherein the binder is selected from the group consisting of polysaccharides, proteins, synthetic polymers, and combinations thereof.
(6) The sheet according to any one of (1) to (5), wherein the molding aid is a pulp or a non-woven fabric of vegetable fiber or synthetic fiber.
(7) The sheet according to any one of (1) to (6), which is a pressure-formed sheet.
(8) The sheet according to any one of (1) to (6), which has a plurality of holes provided by physical processing.
(9) The sheet according to any one of (1) to (7), which has a plurality of holes provided by chemical processing.
本発明によって、優れたプロファイルを達成できる喫煙用組成物シートを提供できる。 INDUSTRIAL APPLICABILITY According to the present invention, it is possible to provide a composition sheet for smoking that can achieve an excellent profile.
以下、本発明を詳細に説明する。本発明において「X~Y」はその端値であるXおよびYを含む。
1.喫煙用組成物シート
喫煙用組成物シートとは喫煙物品に用いられるシートであり、保湿剤と、バインダーと、香味剤または成型助剤のいずれか一方または双方を含む。
Hereinafter, the present invention will be described in detail. In the present invention, "X to Y" includes X and Y which are fractional values thereof.
1. 1. Smoking Composition Sheet A smoking composition sheet is a sheet used for smoking articles and includes a moisturizer, a binder, and one or both of a flavoring agent and a molding aid.
(1)保湿剤
喫煙用組成物シートは保湿剤を含む。保湿剤とは喫煙用組成物シートに湿気を与えるための材料であるが、加熱により気化し冷却されてエアロゾルを生成するあるいは霧化によってエアロゾルを生成する材料でもある。保湿剤としては公知のものを用いることができるが、その例としてはグリセリン、またはプロピレングリコール(PG)等の多価アルコール;およびトリエチルシトレート(TEC)、またはトリアセチン等の沸点が100℃を超えるものが挙げられる。喫煙用組成物シートにおける保湿剤の量は、乾燥重量(混入している水を除いた重量、以下同様)で、好ましくは1~40重量%、より好ましくは10~20重量%である。保湿剤の量が上限値を超えると喫煙用組成物シートの製造が困難となるおそれがあり、下限値未満であると煙感量が低下するおそれがある。
(1) Moisturizer The smoking composition sheet contains a moisturizer. A moisturizer is a material for moisturizing a smoking composition sheet, but it is also a material that is vaporized and cooled by heating to produce an aerosol or atomized to produce an aerosol. Known moisturizers can be used, for example, polyhydric alcohols such as glycerin or propylene glycol (PG); and triethylcitrate (TEC) or triacetin having a boiling point of more than 100 ° C. Things can be mentioned. The amount of the moisturizer in the smoking composition sheet is a dry weight (weight excluding mixed water, the same applies hereinafter), preferably 1 to 40% by weight, and more preferably 10 to 20% by weight. If the amount of the moisturizer exceeds the upper limit, it may be difficult to manufacture the smoking composition sheet, and if it is less than the lower limit, the amount of smoke sensation may decrease.
(2)バインダー
バインダーは喫煙用組成物シートを構成する成分を結合するための接着剤である。本発明においては、公知のバインダーを使用できる。かかるバインダーとしては、例えば、グアーガム、またはキサンタンガム等の多糖類;CMC(カルボキシメチルセルロース)、CMC-Na(カルボキシメチルセルロースのナトリウム塩)、またはHPC(ヒドロキシプロピルセルロース)等のセルロース誘導体を挙げることができる。バインダーの含有量の上限は、喫煙用組成物シートの乾燥重量に対して、乾燥重量(混入している水を除いた重量、以下同様)で、好ましくは6重量%以下、であり、下限は好ましくは1重量%以上、より好ましくは3重量%以上である。バインダーの量が上限値を超えるまたは下限値未満であると、前記効果が十分に奏されない可能性がある。
(2) Binder The binder is an adhesive for binding the components constituting the smoking composition sheet. In the present invention, known binders can be used. Examples of such binders include polysaccharides such as guar gum or xanthan gum; and cellulose derivatives such as CMC (carboxymethyl cellulose), CMC-Na (sodium salt of carboxymethyl cellulose), or HPC (hydroxypropyl cellulose). The upper limit of the content of the binder is the dry weight (weight excluding mixed water, the same applies hereinafter) with respect to the dry weight of the smoking composition sheet, preferably 6% by weight or less, and the lower limit is It is preferably 1% by weight or more, more preferably 3% by weight or more. If the amount of the binder exceeds the upper limit value or is less than the lower limit value, the above effect may not be sufficiently achieved.
バインダーとしては、多糖類、たんぱく質、および合成ポリマーが挙げられる。以下に、これらの具体例を示す。本発明においては、これらのバインダーを組合せて使用することもできる。 Binders include polysaccharides, proteins, and synthetic polymers. Specific examples of these are shown below. In the present invention, these binders can also be used in combination.
1)多糖類
1-1)セルロース誘導体
[セルロースエーテル類]
メチルセルロース、エチルセルロース、ヒドロキシエチルセルロース、ヒドロキシメチルエチルセルロース、ヒドロキシプロピルセルロース、ヒドロキシプロピルメチルセルロース、ベンジルセルロース、トリチルセルロース、シアノエチルセルロース、カルボキシメチルセルロース、カルボキシエチルセルロース、アミノエチルセルロース
[セルロースエステル類]
有機酸エステル:酢酸セルロース、ギ酸セルロース、プロピオン酸セルロース、酪酸セルロース、安息香酸セルロース、フタル酸セルロース、トシルセルロース
無機酸エステル:硝酸セルロース、硫酸セルロース、リン酸セルロース、セルロースキサントゲン酸塩
1) Polysaccharides 1-1) Cellulose derivatives [Cellulose ethers]
Methyl cellulose, ethyl cellulose, hydroxyethyl cellulose, hydroxymethyl ethyl cellulose, hydroxypropyl cellulose, hydroxypropylmethyl cellulose, benzyl cellulose, trityl cellulose, cyanoethyl cellulose, carboxymethyl cellulose, carboxyethyl cellulose, aminoethyl cellulose [cellulose esters]
Organic acid esters: cellulose acetate, cellulose formate, propionate cellulose, butyrate cellulose, benzoate cellulose, phthalate cellulose, tosyl cellulose Inorganic acid esters: cellulose nitrate, cellulose sulfate, cellulose phosphate, cellulose xanthogenate
1-2)天然由来の多糖類
[植物由来]
グアーガム、タラガム、ローストビーンガム、タマリンド種子ガム、ペクチン、アラビアガム、トラガントガム、カラヤガム、ガッティガム、アラビノガラクタン、アマシードガム、カッシャガム、サイリウムシードガム、サバクヨモギシードガム
[藻類由来]
カラギーナン、寒天、アルギン酸、アルギン酸プロピレングリコールエステル、ファーセレラン、フクロノリ抽出物
[微生物由来]
キサンタンガム、ジェランガム、カードラン、プルラン、アグロバクテリウムスクシノグリカン、ウェランガム、マクロホモプシスガム、ラムザンガム
[甲殻類由来]
キチン、キトサン、グルコサミン
[デンプン類]
デンプン、デンプングリコール酸ナトリウム、α化デンプン、デキストリン
1-2) Naturally-derived polysaccharides [plant-derived]
Guar gum, tara gum, roasted bean gum, tamarind seed gum, pectin, gum arabic, tragant gum, karaya gum, gutti gum, arabinogalactan, ama seed gum, cassha gum, psyllium seed gum, savaku yomogi seed gum [derived from algae]
Carrageenan, agar, alginate, propylene glycol alginate, farcerelan, fuchronoli extract [derived from microorganisms]
Xanthan gum, gellan gum, curdlan, pullulan, agrobacterium succinoglycan, welan gum, macrohomopsis gum, lambzan gum [derived from crustaceans]
Chitin, chitosan, glucosamine [starches]
Starch, sodium starch glycolate, pregelatinized starch, dextrin
2)たんぱく質
小麦グルテン、ライ麦グルテン
2) Protein Wheat gluten, rye gluten
3)合成ポリマー
ポリリン酸、ポリアクリル酸ナトリウム、ポリビニルピロリドン
3) Synthetic polymer Polyphosphoric acid, sodium polyacrylate, polyvinylpyrrolidone
(3)香味剤
香味剤とは香味を与える材料であり、好ましくは、たばこ、香料、およびこれらの組合せからなる群より選択される。たばことしては、例えば乾燥したたばこ葉を刻んだもの、または葉たばこ粉砕物等が挙げられる。葉たばこ粉砕物は、葉たばこを粉砕することにより得られる粒子である。葉たばこ粉砕物は、例えば、その粒径D90を20~1000μm、好ましくは50~500μmとすることができる。またその平均粒径D50を好ましくは20~1000μm、より好ましくは50~500μmとすることができる。粉砕は、公知の粉砕機を用いて行うことができ、乾式粉砕、湿式粉砕のいずれであってもよい。したがって、葉たばこ粉砕物は葉たばこ粒子とも称される。本発明において粒径は、レーザ回折・散乱法により求められ、具体的にはレーザ回折式粒子径分布測定装置(例えば、堀場製作所 LA-950)を用いて測定される。また、たばこの種類は限定されず、黄色種、バーレー種、オリエント種、在来種、および、その他のニコチアナ・タバカム系品種やニコチアナ・ルスチカ系品種等を用いることができる。喫煙用組成物シートにおけるたばこの量は、特に限定されないが、乾燥重量で、好ましくは50~95重量%、より好ましくは60~90重量%である。喫煙用組成物シートが香味剤を含む場合、喫煙用組成物シートは後述する成型助剤を含まなくてもよい。
(3) Flavoring agent A flavoring agent is a material that gives a flavor, and is preferably selected from the group consisting of tobacco, a flavoring agent, and a combination thereof. Examples of tobacco include chopped dried tobacco leaves, crushed leaf tobacco, and the like. A crushed leaf tobacco product is a particle obtained by crushing a leaf tobacco. The pulverized leaf tobacco product can have, for example, a particle size D90 of 20 to 1000 μm, preferably 50 to 500 μm. Further, the average particle size D50 can be preferably 20 to 1000 μm, more preferably 50 to 500 μm. The pulverization can be performed using a known pulverizer, and may be either dry pulverization or wet pulverization. Therefore, the crushed leaf tobacco is also referred to as leaf tobacco particles. In the present invention, the particle size is determined by a laser diffraction / scattering method, and specifically, it is measured using a laser diffraction type particle size distribution measuring device (for example, LA-950 manufactured by HORIBA, Ltd.). Further, the type of tobacco is not limited, and yellow varieties, Burley varieties, Orient varieties, native varieties, and other Nicotiana-Tabacam varieties, Nicotiana rustica varieties, and the like can be used. The amount of tobacco in the smoking composition sheet is not particularly limited, but is preferably 50 to 95% by weight, more preferably 60 to 90% by weight in terms of dry weight. When the smoking composition sheet contains a flavoring agent, the smoking composition sheet may not contain the molding aid described later.
香料とは、香りや風味を提供する物質である。香料は天然香料であってもよいし合成香料であってもよいし、また、固体であっても液体であってもよい。香料として1種類の香料を用いてもよいし複数種類の香料の混合物を用いてもよい。香料として、喫煙物品において一般に使用される任意の香料を使用することができるが、その具体例は後述する。香料は、喫煙物品が好ましい香りや風味を提供することができるような量で、喫煙物品用シートに含むことができ、例えば、その量は喫煙用組成物シート中、好ましくは1~30重量%、より好ましくは2~20重量%である。 A fragrance is a substance that provides a scent and flavor. The fragrance may be a natural fragrance, a synthetic fragrance, or a solid or a liquid. One kind of fragrance may be used as a fragrance, or a mixture of a plurality of kinds of fragrances may be used. As the fragrance, any fragrance generally used in smoking articles can be used, and specific examples thereof will be described later. The fragrance can be contained in the smoking article sheet in an amount such that the smoking article can provide a favorable scent and flavor, for example, the amount thereof is preferably 1 to 30% by weight in the smoking composition sheet. , More preferably 2 to 20% by weight.
当該香料の種類は、特に限定されず、良好な香料感の付与の観点から、アセトアニソール、アセトフェノン、アセチルピラジン、2-アセチルチアゾール、アルファルファエキストラクト、アミルアルコール、酪酸アミル、トランス-アネトール、スターアニス油、リンゴ果汁、ペルーバルサム油、ミツロウアブソリュート、ベンズアルデヒド、ベンゾインレジノイド、ベンジルアルコール、安息香酸ベンジル、フェニル酢酸ベンジル、プロピオン酸ベンジル、2,3-ブタンジオン、2-ブタノール、酪酸ブチル、酪酸、カラメル、カルダモン油、キャロブアブソリュート、β-カロテン、ニンジンジュース、L-カルボン、β-カリオフィレン、カシア樹皮油、シダーウッド油、セロリーシード油、カモミール油、シンナムアルデヒド、ケイ皮酸、シンナミルアルコール、ケイ皮酸シンナミル、シトロネラ油、DL-シトロネロール、クラリセージエキストラクト、ココア、コーヒー、コニャック油、コリアンダー油、クミンアルデヒド、ダバナ油、δ-デカラクトン、γ-デカラクトン、デカン酸、ディルハーブ油、3,4-ジメチル-1,2-シクロペンタンジオン、4,5-ジメチル-3-ヒドロキシ-2,5-ジヒドロフラン-2-オン、3,7-ジメチル-6-オクテン酸、2,3-ジメチルピラジン、2,5-ジメチルピラジン、2,6-ジメチルピラジン、2-メチル酪酸エチル、酢酸エチル、酪酸エチル、ヘキサン酸エチル、イソ吉草酸エチル、乳酸エチル、ラウリン酸エチル、レブリン酸エチル、エチルマルトール、オクタン酸エチル、オレイン酸エチル、パルミチン酸エチル、フェニル酢酸エチル、プロピオン酸エチル、ステアリン酸エチル、吉草酸エチル、エチルバニリン、エチルバニリングルコシド、2-エチル-3,(5または6)-ジメチルピラジン、5-エチル-3-ヒドロキシ-4-メチル-2(5H)-フラノン、2-エチル-3-メチルピラジン、ユーカリプトール、フェネグリークアブソリュート、ジェネアブソリュート、リンドウ根インフュージョン、ゲラニオール、酢酸ゲラニル、ブドウ果汁、グアヤコール、グァバエキストラクト、γ-ヘプタラクトン、γ-ヘキサラクトン、ヘキサン酸、シス-3-ヘキセン-1-オール、酢酸ヘキシル、ヘキシルアルコール、フェニル酢酸ヘキシル、ハチミツ、4-ヒドロキシ-3-ペンテン酸ラクトン、4-ヒドロキシ-4-(3-ヒドロキシ-1-ブテニル)-3,5,5-トリメチル-2-シクロヘキセン-1-オン、4-(パラ-ヒドロキシフェニル)-2-ブタノン、4-ヒドロキシウンデカン酸ナトリウム、インモルテルアブソリュート、β-イオノン、酢酸イソアミル、酪酸イソアミル、フェニル酢酸イソアミル、酢酸イソブチル、フェニル酢酸イソブチル、ジャスミンアブソリュート、コーラナッツティンクチャー、ラブダナム油、レモンテルペンレス油、カンゾウエキストラクト、リナロール、酢酸リナリル、ロベージ根油、マルトール、メープルシロップ、メンソール、メントン、酢酸L-メンチル、パラメトキシベンズアルデヒド、メチル-2-ピロリルケトン、アントラニル酸メチル、フェニル酢酸メチル、サリチル酸メチル、4’-メチルアセトフェノン、メチルシクロペンテノロン、3-メチル吉草酸、ミモザアブソリュート、トウミツ、ミリスチン酸、ネロール、ネロリドール、γ-ノナラクトン、ナツメグ油、δ-オクタラクトン、オクタナール、オクタン酸、オレンジフラワー油、オレンジ油、オリス根油、パルミチン酸、ω-ペンタデカラクトン、ペパーミント油、プチグレインパラグアイ油、フェネチルアルコール、フェニル酢酸フェネチル、フェニル酢酸、ピペロナール、プラムエキストラクト、プロペニルグアエトール、酢酸プロピル、3-プロピリデンフタリド、プルーン果汁、ピルビン酸、レーズンエキストラクト、ローズ油、ラム酒、セージ油、サンダルウッド油、スペアミント油、スチラックスアブソリュート、マリーゴールド油、ティーディスティレート、α-テルピネオール、酢酸テルピニル、5,6,7,8-テトラヒドロキノキサリン、1,5,5,9-テトラメチル-13-オキサシクロ(8.3.0.0(4.9))トリデカン、2,3,5,6-テトラメチルピラジン、タイム油、トマトエキストラクト、2-トリデカノン、クエン酸トリエチル、4-(2,6,6-トリメチル-1-シクロヘキセニル)2-ブテン-4-オン、2,6,6-トリメチル-2-シクロヘキセン-1,4-ジオン、4-(2,6,6-トリメチル-1,3-シクロヘキサジエニル)2-ブテン-4-オン、2,3,5-トリメチルピラジン、γ-ウンデカラクトン、γ-バレロラクトン、バニラエキストラクト、バニリン、ベラトルアルデヒド、バイオレットリーフアブソリュート、N-エチル-p-メンタン-3-カルボアミド(WS-3)、エチル-2-(p-メンタン-3-カルボキサミド)アセテート(WS-5)、糖(スクロース、フルクトース等)、ココア粉、キャロブ粉、コリアンダー粉、リコリス粉、オレンジピール粉、ローズピップ粉、カモミールフラワー(flower)粉、レモンバーベナ粉、ペパーミント粉、リーフ粉、スペアミント粉、紅茶粉、天然植物性香料(例えば、ジャスミン油、レモン油、ベチバー油、ロベージ油)、エステル類(例えば、酢酸メンチル、プロピオン酸イソアミル、等)、およびアルコール類(例えば、フェニルエチルアルコール、シス-6-ノネン-1-オール、等)、が挙げられる。これらの香料は1種を単独で、または2種以上を併用してもよい。 The type of the fragrance is not particularly limited, and from the viewpoint of imparting a good fragrance feeling, acetoanisol, acetophenone, acetylpyrazine, 2-acetylthiazole, alfalfa extract, amyl alcohol, amyl butyrate, trans-annetol, star anis Oil, apple juice, peruvian balsam oil, beeswax absolute, benzaldehyde, benzoin resinoid, benzyl alcohol, benzyl benzoate, benzyl phenylacetate, benzyl propionate, 2,3-butandione, 2-butanol, butyl butyrate, butyric acid, caramel, cardamon Oil, Carobu Absolute, β-Carotene, Carrot Juice, L-Carbon, β-Cariophyllene, Cassia Bark Oil, Cedarwood Oil, Cellory Seed Oil, Chamomile Oil, Cinnamaldehyde, Cayhide Acid, Cinnamyl Alcohol, Cinnamyl Acid Cinnamyl, Citronella oil, DL-citronolol, clarisage extract, cocoa, coffee, cognac oil, coriander oil, cuminaldehyde, davana oil, δ-decalactone, γ-decalactone, decanoic acid, dillherb oil, 3,4-dimethyl-1, 2-Cyclopentandione, 4,5-dimethyl-3-hydroxy-2,5-dihydrofuran-2-one, 3,7-dimethyl-6-octenoic acid, 2,3-dimethylpyrazine, 2,5-dimethyl Pyrazine, 2,6-dimethylpyrazine, ethyl 2-methylbutyrate, ethyl acetate, ethyl butyrate, ethyl hexanoate, ethyl isovalerate, ethyl lactate, ethyl laurate, ethyl levulinate, ethyl maltol, ethyl octanate, oleic acid Ethyl, ethyl palmitate, ethyl phenylacetate, ethyl propionate, ethyl stearate, ethyl valerate, ethyl vanillin, ethyl vanillin glucoside, 2-ethyl-3, (5 or 6) -dimethylpyrazine, 5-ethyl-3- Hydroxy-4-methyl-2 (5H) -Franone, 2-Ethyl-3-methylpyrazine, Eucalyptor, Fenegrik Absolute, Gene Absolute, Lindou Root Infusion, Geraniol, Geranyl Acetate, Grape Juice, Guayacol, Guava Extract , Γ-Heptalactone, γ-Hexalactone, Hexanoic acid, cis-3-hexene-1-ol, hexyl acetate, hexyl alcohol, phenylacetate hexyl, honey, 4-hydroxy-3-pentenoic acid lactone, 4-hydroxy- 4- ( 3-Hydroxy-1-butenyl) -3,5,5-trimethyl-2-cyclohexene-1-one, 4- (para-hydroxyphenyl) -2-butanone, sodium 4-hydroxyundecanoate, immortel absolute, β-ionone, isoamyl acetate, isoamyl butyrate, isoamyl phenylacetate, isobutyl acetate, isobutyl phenylacetate, jasmine absolute, cola nut tincture, rabdanum oil, lemon terpenless oil, kanzo extract, linalol, linaryl acetate, lobage root oil, Martor, Maple Syrup, Mensole, Menton, L-Mentyl Acetate, Paramethoxybenzaldehyde, Methyl-2-pyrrylketone, Methyl Anthranilate, Methyl Phenylacetate, Methyl Salicylate, 4'-Methylacetophenone, Methylcyclopentenolone, 3-Methylkichi Herb acid, mimosa absolute, toumitsu, myristic acid, nerol, nerolidol, γ-nonalactone, nutmeg oil, δ-octalactone, octanal, octanic acid, orange flower oil, orange oil, oris root oil, palmitic acid, ω-pentadeca Lactone, peppermint oil, petitgrain paraguay oil, phenethyl alcohol, phenylacetate phenethyl, phenylacetic acid, piperonal, plum extract, propenylguaetol, propyl acetate, 3-propylidenephthalide, prune juice, pyruvate, raisin extract , Rose oil, lamb liquor, sage oil, sandalwood oil, spearmint oil, stylux absolute, marigold oil, tea distillate, α-terpineol, terpinyl acetate, 5,6,7,8-tetrahydroquinoxaline, 1,5 , 5,9-Tetramethyl-13-oxacyclo (8.3.0.0 (4.9)) tridecane, 2,3,5,6-tetramethylpyrazine, thyme oil, tomato extract, 2-tridecanone, Triethyl citrate, 4- (2,6,6-trimethyl-1-cyclohexenyl) 2-butene-4-one, 2,6,6-trimethyl-2-cyclohexene-1,4-dione, 4- (2) , 6,6-trimethyl-1,3-cyclohexadienyl) 2-buten-4-one, 2,3,5-trimethylpyrazine, γ-undecalactone, γ-valerolactone, vanilla extract, vanillin, vera Toraldehyde, Violet Leaf Absolute, N-Ethyl-p -Mentan-3-carbamide (WS-3), ethyl-2- (p-mentan-3-carboxamide) acetate (WS-5), sugar (sucrose, fructose, etc.), cocoa powder, carob powder, coriander powder, licorice Powder, orange peel powder, rose pip powder, chamomile flower powder, lemon verbena powder, peppermint powder, leaf powder, spearmint powder, black tea powder, natural vegetable fragrances (eg jasmine oil, lemon oil, vetiver oil, lobage) Oils), esters (eg, menthyl acetate, isoamyl propionate, etc.), and alcohols (eg, phenylethyl alcohol, cis-6-nonen-1-ol, etc.). These fragrances may be used alone or in combination of two or more.
(4)成型助剤
喫煙用組成物シートは成型助剤を含む。成型助剤とは喫煙用組成物シートを成型しやすくするために添加される材料である。成型助剤としては、植物性繊維または合成繊維の、パルプまたは不織布が挙げられ、より具体的にはたばこ由来の繊維またはたばこ以外の材料に由来する繊維が挙げられる。成型助剤の添加量は、喫煙用組成物シート中、好ましくは0.5~2.0重量%である。喫煙用組成物シートは香味剤と成型助剤のいずれか一方を含んでいればよいが、成型助剤含む場合、具体的に、シートの強度担保ができる、シートの粘着性の低減ができる等の効果が奏され、また双方を含む場合は成形助剤に香料等を担持させることができるのでシートの香料等の担持力を向上できる等の効果が奏される。
(4) Molding aid The smoking composition sheet contains a molding aid. The molding aid is a material added to facilitate molding of the smoking composition sheet. Examples of the molding aid include pulp or non-woven fabric of vegetable fiber or synthetic fiber, and more specifically, fiber derived from tobacco or fiber derived from a material other than tobacco. The amount of the molding aid added is preferably 0.5 to 2.0% by weight in the smoking composition sheet. The smoking composition sheet may contain either a flavoring agent or a molding aid, but when the molding aid is contained, the strength of the sheet can be specifically guaranteed, the adhesiveness of the sheet can be reduced, and the like. In addition, when both are included, the fragrance or the like can be supported on the molding aid, so that the effect of improving the carrying force of the fragrance or the like on the sheet can be achieved.
(5)乳化剤
喫煙用組成物シートは乳化剤を含んでいてもよい。乳化剤は親油性である保湿剤と親水性である香味剤との親和性を高める。よって、特に親油性の保湿剤を用いる場合に乳化剤の添加は効果的である。乳化剤としては公知のものを用いることができるが、その例としては8~18のHLB値を有する乳化剤が挙げられる。乳化剤の量は、特に限定されないが喫煙用組成物シート100重量部に対して、乾燥重量で、好ましくは0.1~3重量部、より好ましくは1~2重量部である。
(5) Emulsifier The smoking composition sheet may contain an emulsifier. The emulsifier enhances the affinity between the lipophilic moisturizer and the hydrophilic flavoring agent. Therefore, the addition of an emulsifier is particularly effective when a lipophilic moisturizer is used. Known emulsifiers can be used, and examples thereof include emulsifiers having an HLB value of 8 to 18. The amount of the emulsifier is not particularly limited, but is preferably 0.1 to 3 parts by weight, more preferably 1 to 2 parts by weight, based on 100 parts by weight of the smoking composition sheet.
(6)喫煙用組成物シートの特性および形態
1)通気度
喫煙用組成物シートの通気度は0コレスタユニット超であり、好ましくは50コレスタユニット以上、100コレスタユニット以上、200コレスタユニット以上、300コレスタユニット以上、または400コレスタユニット以上であり、さらに好ましくは500コレスタユニット以上である。その上限は限定されないが、好ましくは20,000コレスタユニット以下であり、より好ましくは15,000コレスタユニット以下である。コレスタユニットとは差圧1kPa条件下、1cm2当たり1分間での空気通過流量(cm3)である。通気度はCerulean社製通気度計PPM1000Mを用いて測定することができる。本発明において、通気度は、以下の手順で測定されることが好ましい。1)シートを室温22℃、相対湿度60%の条件で48時間静置し状態調整する。2)次いでこのシートを40mm×240mmの大きさに切り出し、通気度測定装置(Cerulean製PPM1000M)を用いて、差圧1kPa、測定ヘッドを円形2cm2として、表面から裏面への空気通過量を測定する。3)測定環境は室温(例えば22℃)、相対湿度60%とする。
(6) Characteristics and Form of Smoking Composition Sheet 1) Air permeability The air permeability of the smoking composition sheet is more than 0 cholesta unit, preferably 50 cholesta unit or more, 100 cholesta unit or more, and 200 cholesta. It is a unit or more, a 300 cholesta unit or more, or a 400 cholesta unit or more, and more preferably a 500 cholesta unit or more. The upper limit is not limited, but is preferably 20,000 or less, and more preferably 15,000 or less. The cholesterol unit is an air passage flow rate (cm 3 ) in 1 minute per 1 cm 2 under a differential pressure of 1 kPa. The air permeability can be measured using an air permeability meter PPM1000M manufactured by Cerulean. In the present invention, the air permeability is preferably measured by the following procedure. 1) Leave the sheet at room temperature of 22 ° C. and relative humidity of 60% for 48 hours to adjust the condition. 2) Next, this sheet is cut into a size of 40 mm × 240 mm, and the air passage amount from the front surface to the back surface is measured using an air permeability measuring device (PPM1000M manufactured by Cerulean) with a differential pressure of 1 kPa and a measuring head of circular 2 cm 2 . do. 3) The measurement environment is room temperature (for example, 22 ° C.) and relative humidity of 60%.
本発明では特定の通気度を有する喫煙用組成物シートを用いるので初期のプロファイルを達成できる。具体的に、従来のシートよりも初期パフにおいて高いデリバリーを達成でき、パフ後半においては従来シートと同様にデリバリー量が低下しにくいというプロファイルを達成できる。この理由は限定されないが、シートの通気度が高いのでシートからの保湿剤のリリース効率が高まることで、保湿剤から形成されるエアロゾル量が増大するためであると推察される。 Since the present invention uses a smoking composition sheet having a specific air permeability, the initial profile can be achieved. Specifically, it is possible to achieve a higher delivery in the initial puff than in the conventional sheet, and in the latter half of the puff, it is possible to achieve a profile in which the delivery amount is unlikely to decrease as in the conventional sheet. The reason for this is not limited, but it is presumed that the high air permeability of the sheet increases the release efficiency of the moisturizer from the sheet, thereby increasing the amount of aerosol formed from the moisturizer.
2)厚さ
喫煙用組成物シートの厚さは限定されないが、一態様において好ましくは20~2000μm、より好ましくは100~1500μm、さらに好ましくは100~1000μmである。
2) Thickness The thickness of the composition sheet for smoking is not limited, but in one embodiment, it is preferably 20 to 2000 μm, more preferably 100 to 1500 μm, and further preferably 100 to 1000 μm.
3)密度
喫煙用組成物シートは、好ましくは0.5~2.0g/cm3の密度を有し、より好ましくは0.5~1.0g/cm3の密度を有する。後述するとおり、喫煙用組成物シートは物理的または化学的に設けられた孔を有することが好ましいが、ここでの密度とは孔部を除く部分の密度ではなく、孔も含めたシート全体の密度である。また、喫煙用組成物シートが、1.0g/cm3以下の密度を有すると、吸引初期においてより十分な香味成分のデリバリーを達成できる。
3) Density The smoking composition sheet preferably has a density of 0.5 to 2.0 g / cm 3 , and more preferably has a density of 0.5 to 1.0 g / cm 3 . As will be described later, the smoking composition sheet preferably has holes physically or chemically provided, but the density here is not the density of the portion other than the holes, but the density of the entire sheet including the holes. Density. Further, when the smoking composition sheet has a density of 1.0 g / cm 3 or less, more sufficient delivery of flavor components can be achieved at the initial stage of suction.
4)孔
前述のとおり喫煙用組成物シートは、加工によって設けられた孔を有することが好ましい。孔は、物理的加工または化学的加工によって設けることができる。前者としては、レーザ加工、ニードル等を用いた切削加工、局所的に放電させる電気開孔等を挙げることができる。また後者としては、エッチングを挙げることができる。孔の形状は限定されず、円、楕円、多角形等であってよく、また孔は貫通孔であること好ましい。孔の大きさ、数、配置は、所望の通気度を達成できるように適宜調製される。一態様において孔の大きさは、その外接円の直径が0.1~0.8mmである。また、一態様において孔の配置は、シート上に格子状に配置され、その隣接する孔同士の最短距離は0.2~0.8mm程度である。
4) Holes As described above, the smoking composition sheet preferably has holes provided by processing. The holes can be made by physical or chemical processing. Examples of the former include laser processing, cutting processing using a needle or the like, electric opening for local discharge, and the like. Further, as the latter, etching can be mentioned. The shape of the hole is not limited, and may be a circle, an ellipse, a polygon, or the like, and the hole is preferably a through hole. The size, number and arrangement of the holes are appropriately adjusted to achieve the desired air permeability. In one embodiment, the size of the hole is such that the diameter of its circumscribed circle is 0.1 to 0.8 mm. Further, in one embodiment, the holes are arranged in a grid pattern on the sheet, and the shortest distance between the adjacent holes is about 0.2 to 0.8 mm.
(7)喫煙用セグメント
喫煙用組成物シートから、喫煙物品に用いる喫煙用セグメントを製造できる。喫煙用セグメントは、一態様において筒状のラッパーを備え、当該ラッパー内に渦巻き状に充填された喫煙用組成物シートを備える(図1(A)参照)。図中、20Aは喫煙用セグメント、1は喫煙用組成物シート、22はラッパーであり、通常は紙である。当該セグメントは好ましくはロッド状であり、その長さは15~80mm、直径は5~10mm程度とすることができる。さらに図1(A)に記載の喫煙用セグメント20Aを切断して、アスペクト比(長さ/直径)が0.5~1.2程度とすることもできる(図1(B)参照)。
(7) Smoking segment A smoking segment used for a smoking article can be produced from a smoking composition sheet. The smoking segment comprises, in one aspect, a tubular wrapper and a smoking composition sheet that is spirally packed within the wrapper (see FIG. 1A). In the figure, 20A is a smoking segment, 1 is a smoking composition sheet, 22 is a wrapper, and is usually paper. The segment is preferably rod-shaped, having a length of 15 to 80 mm and a diameter of about 5 to 10 mm. Further, the
喫煙用セグメント20Aは、別態様において筒状のラッパー22を備え、当該ラッパー内に折畳んで充填された喫煙用組成物シート1を備える。折り畳みによって生じた稜線はセグメントの長手方向に略平行である(図1(C)参照)。当該喫煙用セグメント20Aは好ましくはロッド状であり、その長さは15~80mm、直径は5~10mm程度とすることができる。この態様においては、喫煙用組成物シート1に予めプリーツ加工またはクリンプ加工等の表面しわ加工が施されていることが好ましい。
The
喫煙用セグメント20Aは、別態様において筒状のラッパー22を備え、当該ラッパー内に充填された喫煙用組成物シートの裁断片1cを備える(図1(D)参照)。当該喫煙用セグメント20Aは好ましくはロッド状であり、その長さは15~80mm、直径は5~10mm程度とすることができる。裁断片のサイズは限定されないが、例えば最長辺の長さを2~20mm程度、幅を0.5~1.5mm程度とすることができる。
The
喫煙用セグメント20Aは、別態様において筒状のラッパー22を備え、当該ラッパー内に充填されたストランドタイプ刻を備える(図1(E)参照)。ストランドタイプ刻は、その長手方向がラッパー22の長手方向と略平行となるように充填される。ストランドタイプ刻の幅は0.5~1.5mm程度とすることができる。
The
喫煙用セグメント20Aは、別態様において筒状のラッパー22を備え、当該ラッパー内にランダムに充填された、たばこ刻充填物を備える。たばこ刻は裁刻物でありストランドタイプ刻とは異なる。
The
2.製造方法
喫煙用組成物シートは任意の方法で製造されうるが、好ましくは以下の工程を備える方法で製造される。
少なくとも、保湿剤と、バインダーと、香味剤または成型助剤のいずれか一方または双方と、媒体を混練して混合物を調製する工程1。
前記混合物を圧展またはダイから押出してウェットシートを調製する工程2。
前記ウェットシートを乾燥する工程3。
このように圧力をかけて成形されたシートを「圧力成形シート」といい、後述するとおり「圧力成形シート」は「ラミネートシート」と「押出シート」を含む。ラミネートシートとは、混合物を1回以上ローラで目標厚さまで圧展した後に、目標水分量まで乾燥して得たシートである。押出シートとは、混合物をTダイ等から目標厚さで押出した後に、目標水分量まで乾燥して得たシートである。圧力成形シートにおいて圧展と押出は組み合わせてもよい。例えば、混合物を押出した後にさらに圧展してシートとしてもよい。
2. 2. Production Method The smoking composition sheet can be produced by any method, but is preferably produced by a method including the following steps.
1. A step of kneading a medium with at least one or both of a moisturizer, a binder, a flavoring agent or a molding aid, and preparing a mixture.
Step 3 of drying the wet sheet.
A sheet formed by applying pressure in this way is referred to as a "pressure molded sheet", and as will be described later, the "pressure molded sheet" includes a "laminated sheet" and an "extruded sheet". The laminated sheet is a sheet obtained by compressing the mixture with a roller at least once to a target thickness and then drying it to a target water content. The extruded sheet is a sheet obtained by extruding a mixture from a T-die or the like to a target thickness and then drying it to a target water content. Compression and extrusion may be combined in a pressure molded sheet. For example, the mixture may be extruded and then further compressed to form a sheet.
(1)工程1
本工程は、少なくとも、保湿剤と、バインダーと、香味剤または成型助剤のいずれか一方または双方と、媒体とを混練する。必要に応じて、乳化剤を添加することもできる。各成分の配合量は、前述の量を達成できるように調整される。媒体は、好ましくは例えば水や、エタノール等の沸点が100℃未満である水溶性有機溶媒を主成分とし、より好ましくは水またはエタノールである。
(1)
In this step, at least the moisturizer, the binder, one or both of the flavoring agent and the molding aid, and the medium are kneaded. If necessary, an emulsifier can be added. The blending amount of each component is adjusted so that the above-mentioned amount can be achieved. The medium is preferably water or a water-soluble organic solvent having a boiling point of less than 100 ° C. such as ethanol as a main component, and more preferably water or ethanol.
本工程は、各成分を混練することで実施できるが、好ましくは、1)原料(例えば、単葉)の粉砕、2)湿粉の調製、3)混練を経て実施される。
1)粉砕
原料を粗砕し、次いで粉砕機(例えばホソカワミクロン製、ACM-5)を用いて、微粉砕を行うことが好ましい。微粉砕後の粒径D90は好ましくは20~1000μmである。粒径は、マスターサイザー(malvern社製)等のレーザ回折型粒度計を用いて測定される。
This step can be carried out by kneading each component, but is preferably carried out through 1) pulverization of a raw material (for example, a single leaf), 2) preparation of wet powder, and 3) kneading.
1) Grinding It is preferable to roughly grind the raw material and then finely grind it using a grinder (for example, manufactured by Hosokawa Micron, ACM-5). The particle size D90 after fine grinding is preferably 20 to 1000 μm. The particle size is measured using a laser diffraction type particle size meter such as a master sizer (manufactured by Malvern).
2)湿粉の調製
バインダーと、香味剤または成型助剤のいずれか一方または双方と、必要に応じて脂質等の添加剤を加えて混合する。この混合はドライブレンドであることが好ましいので、混合機としてミキサーを用いることが好ましい。香味剤として粉砕されたたばこ原料(例えば、葉たばこ粒子)を用いることが好ましい。次いで、ドライブレンド物に、水等の媒体および保湿剤を添加し、ミキサーで混合し、湿粉(湿潤状態の粉)を調製する。当該湿粉中の媒体の量は、20~80重量%、好ましくは20~40重量%とすることができるが、工程2によって適宜調製される。例えば、工程2で圧展を行う場合、前記媒体の量は20~50重量%とすることができ、押出しを行う場合は、20~80重量%とすることができる。湿粉の固形分濃度は50~90重量%であることが好ましい。
2) Preparation of wet powder Mix the binder with one or both of the flavoring agent and the molding aid, and if necessary, add an additive such as a lipid. Since this mixing is preferably a dry blend, it is preferable to use a mixer as a mixer. It is preferable to use a crushed tobacco raw material (for example, leaf tobacco particles) as a flavoring agent. Next, a medium such as water and a moisturizer are added to the dry blend and mixed with a mixer to prepare a wet powder (wet powder). The amount of the medium in the wet powder can be 20 to 80% by weight, preferably 20 to 40% by weight, and is appropriately prepared by the
3)混練
前記湿粉を、ニーダー(例えば、ダルトン社製DG-1)を用いて混練する。混練は、全体に媒体がいきわたるまで実施することが好ましい、例えば、目視にて混合物の色が均一になるまで混練りすることが好ましい。
3) Kneading The wet powder is kneaded using a kneader (for example, DG-1 manufactured by Dalton). The kneading is preferably carried out until the medium is completely spread, for example, it is preferable to knead until the color of the mixture becomes uniform visually.
(2)工程2
本工程では、前記混合物(湿粉)を圧展またはダイから押出してウェットシートを調製する。例えば、混合物を、2枚の基材フィルムに挟み込みながら、カレンダー装置(例えば、由利ロール機械社製)を用いて、所定の厚さ(100μm超)になるまで1対のローラ間に通し、圧展して2枚の基材フィルム間にウェットシートが存在するラミネートを得ることができる。基材フィルムとしてはフッ素系ポリマーフィルム等の非粘着性フィルムが好ましい。ローラによる圧展は複数回実施することができる。また、前記混合物(湿粉)を所定のギャップを設けたダイ(好ましくはTダイ)から押出して、基材上にウェットシート形成することもできる。基材としては、ガラス板、金属板、プラスチック板などの公知のものを使用できる。押出しには公知の押出機を使用できる。
(2)
In this step, the mixture (wet powder) is squeezed or extruded from a die to prepare a wet sheet. For example, while sandwiching the mixture between two base films, a calendar device (for example, manufactured by Yuri Roll Machinery Co., Ltd.) is used to pass the mixture between a pair of rollers until it reaches a predetermined thickness (more than 100 μm), and pressurize the mixture. It can be expanded to obtain a laminate in which a wet sheet is present between two base films. As the base film, a non-adhesive film such as a fluoropolymer film is preferable. The pressure expansion by the rollers can be performed multiple times. It is also possible to extrude the mixture (wet powder) from a die (preferably a T die) provided with a predetermined gap to form a wet sheet on the substrate. As the base material, known materials such as a glass plate, a metal plate, and a plastic plate can be used. A known extruder can be used for extrusion.
(3)工程3
本工程ではウェットシートを乾燥する。例えば、ラミネートにおいては以下の手順で本工程を実施できる。1)一方の基材フィルムを剥離する。2)当該ラミネートを、通風乾燥機を用いて乾燥する。乾燥温度は室温でもよいが、好ましくは50~100℃であり、乾燥時間は1~2分とすることができる。3)次いで、残りの基材フィルムを剥離し、さらに前記条件で乾燥して喫煙用組成物シートを得る。このように乾燥を行うことで、喫煙用組成物シートが他の基材に接着することを回避できる。このようにして得た喫煙用組成物シートを「ラミネートシート」ともいう。ラミネートシートは表面が滑らかであり、他の部材と接触した場合に刻こぼれの発生を抑制できるので好ましい。また、本方法は300μm以下のシートの製造に適している。
(3) Step 3
In this step, the wet sheet is dried. For example, in laminating, this step can be carried out by the following procedure. 1) Peel off one of the base films. 2) Dry the laminate using a ventilation dryer. The drying temperature may be room temperature, but is preferably 50 to 100 ° C., and the drying time can be 1 to 2 minutes. 3) Next, the remaining base film is peeled off and further dried under the above conditions to obtain a smoking composition sheet. By performing the drying in this way, it is possible to prevent the smoking composition sheet from adhering to other substrates. The smoking composition sheet thus obtained is also referred to as a "laminate sheet". The laminated sheet has a smooth surface and is preferable because it can suppress the occurrence of spillage when it comes into contact with other members. Further, this method is suitable for producing a sheet having a thickness of 300 μm or less.
また、押出成形の場合は、基材上のウェットシートを、風乾または加熱して乾燥する。乾燥条件は前述のとおりである。このようにして得た喫煙用組成物シートを「押出シート」ともいう。押出シートは表面が滑らかであり、他の部材と接触した場合に刻こぼれの発生を抑制できるので好ましい。本方法は200μm以上のシートの製造に適している。 In the case of extrusion molding, the wet sheet on the base material is air-dried or heated to dry. The drying conditions are as described above. The smoking composition sheet thus obtained is also referred to as an "extruded sheet". The extruded sheet is preferable because it has a smooth surface and can suppress the occurrence of spillage when it comes into contact with other members. This method is suitable for producing a sheet having a thickness of 200 μm or more.
この他、喫煙用組成物シートは、抄造法、キャスト法、不織布コート法等によっても製造できる。抄造法は、保湿剤と、バインダーと、香味剤または成型助剤のいずれか一方または双方と、水とを含む混合物を抄紙し、乾燥してシートを製造する方法である。ただし、混合物は繊維状物質を含む必要があるので、香味剤であるたばこ原料は繊維化されたたばこ原料であるか、成型助剤としてパルプを含む。たばこ原料が繊維化される前に抽出された水抽出物は、後で濃縮し、抄紙したシートにかけ戻すことができる。この方法によって製造されたシートを抄造シートという。 In addition, the smoking composition sheet can also be manufactured by a papermaking method, a casting method, a non-woven fabric coating method, or the like. The papermaking method is a method in which a mixture containing a moisturizer, a binder, one or both of a flavoring agent or a molding aid, and water is made into paper and dried to produce a sheet. However, since the mixture needs to contain a fibrous substance, the tobacco raw material as a flavoring agent is a fibrous tobacco raw material or contains pulp as a molding aid. The water extract extracted before the tobacco material is fiberized can later be concentrated and reapplied to the papermaking sheet. The sheet manufactured by this method is called a papermaking sheet.
キャスト法は、保湿剤と、バインダーと、香味剤または成型助剤のいずれか一方または双方を含む混合物を、基材の上に展開(キャストして)、乾燥してシートを製造する方法である。混合物は、香味剤として粉砕されたたばこ原料を含むことが好ましく、必要に応じて成型助剤、および水等の媒体を含んでいてもよい。この方法によって製造されたシートをキャストシートという。 The casting method is a method in which a mixture containing a moisturizer, a binder, and one or both of a flavoring agent and a molding aid is developed (cast) on a substrate and dried to produce a sheet. .. The mixture preferably contains a pulverized tobacco raw material as a flavoring agent, and may contain a molding aid and a medium such as water, if necessary. The sheet manufactured by this method is called a cast sheet.
不織布コート法は、不織布に、保湿剤と、バインダーと、香味剤または成型助剤のいずれか一方または双方を含む混合物を塗布してシートを製造する方法である。この方法によって製造されたシートを不織布シートという。 The non-woven fabric coating method is a method for producing a sheet by applying a mixture containing a moisturizer, a binder, and one or both of a flavoring agent and a molding aid to a non-woven fabric. The sheet produced by this method is called a non-woven fabric sheet.
3.喫煙物品
喫煙物品としては、ユーザが吸引により香味を味わう香味吸引物品や、ユーザが鼻腔や口腔に直接製品を含んで香味を味わう無煙たばこ(無煙喫煙物品)が挙げられる。香味吸引物品は、従来のシガレットを代表とする燃焼型喫煙物品と非燃焼型喫煙物品とに大別できる。本発明の喫煙用組成物シートは、香味吸引物品に好適である。
3. 3. Smoking articles Examples of smoking articles include flavor-sucking articles in which the user tastes the flavor by suction, and smokeless tobacco (smokeless smoking articles) in which the user tastes the flavor by directly including the product in the nasal cavity and oral cavity. The flavor suction article can be roughly classified into a combustion type smoking article typified by a conventional cigarette and a non-combustion type smoking article. The smoking composition sheet of the present invention is suitable for a flavor-sucking article.
燃焼型香味吸引物品としては、例えば、シガレット、パイプ、キセル、葉巻、またはシガリロなどが挙げられる。 Examples of the combustion-type flavor suction article include cigarettes, pipes, pipes, cigars, cigarillos, and the like.
非燃焼加熱型香味吸引物品は、当該物品と別体型の加熱装置により加熱されてもよいし、当該物品と一体型の加熱装置により加熱されてもよい。前者の香味吸引物品(別体型)において、非燃焼加熱型香味吸引物品と加熱装置とをまとめて、「非燃焼加熱型喫煙システム」とも称する。以下に非燃焼加熱型喫煙システムの一例を、図2および図3を参照して説明する。 The non-combustion heating type flavor suction article may be heated by a heating device separate from the article, or may be heated by a heating device integrated with the article. In the former flavor suction article (separate type), the non-combustion heating type flavor suction article and the heating device are collectively referred to as a "non-combustion heating type smoking system". An example of a non-combustion heating type smoking system will be described below with reference to FIGS. 2 and 3.
図2は、非燃焼加熱型喫煙システムの一例を示す断面模式図であり、非燃焼加熱型香味吸引物品20の喫煙用セグメント20A内に、ヒータ12を挿入する前の状態を示す。使用時には、喫煙用セグメント20A内に、ヒータ12が挿入される。図3は、非燃焼加熱型香味吸引物品20の断面図である。
FIG. 2 is a schematic cross-sectional view showing an example of a non-combustion heating type smoking system, and shows a state before the
図2に示すとおり、非燃焼加熱型喫煙システムは、非燃焼加熱型香味吸引物品20と、喫煙用セグメント20Aを内側から加熱する加熱装置10とを備える。ただし非燃焼加熱型喫煙システムは、図2の構成に限定されない。
As shown in FIG. 2, the non-combustion heating type smoking system includes a non-combustion heating type
図2に示される加熱装置10は、ボディ11と、ヒータ12とを備える。図示していないが、ボディ11は電池ユニットと制御ユニットを備えていてもよい。ヒータ12は電気抵抗によるヒータであることができ、喫煙用セグメント20A内に挿入されて、喫煙用セグメント20Aを加熱する。
The
本発明の喫煙用組成物シートは、図2に示すように喫煙用セグメント20Aが内側から加熱される場合に高い効果を奏する。このような加熱方式では、喫煙用組成物シートとヒータが直接接触するので、シートからの保湿剤のリリース効率がより高まり、優れたプロファイルを得ることができるしかしながら、非燃焼加熱型香味吸引物品20の態様はこれに限定されず、別態様において喫煙用セグメント20Aは外側から加熱される。
The smoking composition sheet of the present invention is highly effective when the
加熱装置10による加熱温度は特に限定されないが、400℃以下であることが好ましく、50~400℃であることがより好ましく、150~350℃であることがさらに好ましい。加熱温度とは加熱装置10のヒータ12の温度を指す。
The heating temperature by the
図3に示すとおり、非燃焼加熱型香味吸引物品20(以下、単に「香味吸引物品20」と称する)は、円柱形状を有する。香味吸引物品20の円周の長さは、16mm~27mmであることが好ましく、20mm~26mmであることがより好ましく、21mm~25mmであることがさらに好ましい。香味吸引物品20の全長(水平方向の長さ)は特に限定されないが、40mm~90mmであることが好ましく、50mm~75mmであることがより好ましく、50mm~60mmであることがさらに好ましい。
As shown in FIG. 3, the non-combustion heating type flavor suction article 20 (hereinafter, simply referred to as “
香味吸引物品20は、喫煙用セグメント20Aと、吸口を構成するフィルター部20Cと、これらを連結する連結部20Bとから構成される。
The
喫煙用セグメント20Aは、円柱状であり、その全長(軸方向の長さ)は、例えば、5~100mmであることが好ましく、10~50mmであることがより好ましく、10~25mmであることがさらに好ましい。喫煙用セグメント20Aの断面の形状は特に限定されないが、例えば円形、楕円形、多角形等とすることができる。
The
喫煙用セグメント20Aは、喫煙用組成物シートまたはこれに由来する材料21と、その周囲に巻かれたラッパー22とを有する。また、ラッパー22は、本発明の喫煙用組成物シート1であってもよい。
The
フィルター部20Cは、円柱形をなしている。フィルター部20Cは、酢酸セルロースアセテート繊維が充填されて構成されたロッド状の第1セグメント25と、同じく酢酸セルロースアセテート繊維が充填されて構成されたロッド状の第2セグメント26とを有する。第1セグメント25は、喫煙用セグメント20A側に位置している。第1セグメント25は、中空部を有していてもよい。第2セグメント26は、吸口側に位置している。第2セグメント26は、中実である。第1セグメント25は、第1充填層(酢酸セルロースアセテート繊維)25aと、第1充填層25aの周囲に巻かれたインナープラグラッパー25bとにより構成される。第2セグメント26は、第2充填層(酢酸セルロースアセテート繊維)26aと、第2充填層26aの周囲に巻かれたインナープラグラッパー26bとにより構成される。第1セグメント25および第2セグメント26は、アウタープラグラッパー27によって連結されている。アウタープラグラッパー27は、酢酸ビニルエマルジョン系接着剤等によって第1セグメント25および第2セグメント26に接着されている。
The
フィルター部20Cの長さを例えば10~30mm、連結部20Bの長さを例えば10~30mm、第1セグメント25の長さを例えば5~15mm、第2セグメント26の長さを例えば5~15mmとすることができる。これら個々のセグメントの長さは、一例であり、製造適性、要求品質、喫煙用セグメント20Aの長さ等に応じて、適宜変更できる。
The length of the
例えば、第1セグメント25(センターホールセグメント)は、1つまたは複数の中空部を有する第1充填層25aと、第1充填層25aを覆うインナープラグラッパー25bとで構成される。第1セグメント25は、第2セグメント26の強度を高める機能を有する。第1セグメント25の第1充填層25aは、例えば酢酸セルロース繊維が高密度で充填されている。この酢酸セルロース繊維には、トリアセチンを含む可塑剤が酢酸セルロースの質量に対して、例えば6~20質量%添加されて硬化されている。第1セグメント25の中空部は、例えば内径φ1.0~φ5.0mmである。
For example, the first segment 25 (center hole segment) is composed of a first packed
第1セグメント25の第1充填層25aは、例えば、比較的に高い繊維充填密度で構成されてもよく、あるいは後述する第2セグメント26の第2充填層26aの繊維充填密度と同等であってもよい。このため、吸引時には、空気やエアロゾルが中空部のみを流れることになり、第1充填層25aには空気やエアロゾルがほとんど流れない。例えば、第2セグメント26において、エアロゾル成分の濾過による減少を少なくしたい場合には、例えば第2セグメント26の長さを短くして、その分だけ第1セグメント25を長くすることもできる。
The first packed
短縮した第2セグメント26を第1セグメント25で置き換えることは、エアロゾル成分のデリバリー量を増大させるために有効である。第1セグメント25の第1充填層25aが繊維充填層であることから、使用時の外側からの触り心地は、使用者に違和感を生じさせることがない。
Replacing the shortened
第2セグメント26は、第2充填層26aと、第2充填層26aを覆うインナープラグラッパー26bとで構成される。第2セグメント26(フィルターセグメント)は、酢酸セルロース繊維が一般的な密度で充填されており、一般的なエアロゾル成分の濾過性能を有する。
The
第1セグメント25と第2セグメント26との間で、喫煙用セグメント20Aから放出されるエアロゾル(主流煙)をろ過するろ過性能を異ならせてもよい。第1セグメント25および第2セグメント26の少なくとも一方に、香料を含ませてもよい。フィルター部20Cの構造は任意であり、上記のような複数のセグメントを有する構造であってもよいし、単一のセグメントによって構成されていてもよい。またフィルター部20Cは、1つのセグメントで構成されてもよい。この場合、フィルター部20Cは、第1セグメントまたは第2セグメントのいずれで構成されていてもよい。
The filtration performance for filtering the aerosol (mainstream smoke) emitted from the
連結部20Bは、円筒形をなしている。連結部20Bは、例えば厚紙等によって円筒形に形成された紙管23を有する。連結部20Bには、エアロゾルを冷却するための冷却部材が充填されていてもよい。冷却部材としては、ポリ乳酸等のポリマーのシートが挙げられ、当該シートを折り畳んで充填することができる。さらに、喫煙用セグメント20Aと連結部20Bの間には、喫煙用セグメント20Aの位置が変動することを抑制する支持部が設けられていてもよい。支持部は、第1セグメント25のようなセンタホールフィルター等の公知の材料で構成できる。
The connecting
ラッパー28は、喫煙用セグメント20A、連結部20B、およびフィルター部20Cの外側に円筒形に巻かれて、これらを一体的に連結している。ラッパー28の一方の面(内面)には、通気孔部24の付近を除く全面または略全面に酢酸ビニルエマルジョン系接着剤が塗布されている。複数の通気孔部24は、ラッパー28によって、喫煙用セグメント20A、連結部20B、およびフィルター部20Cが一体にされた後に、外側からレーザ加工を施して形成される。
The
通気孔部24は、連結部20Bを厚み方向に貫通するように2以上の貫通孔を有する。2以上の貫通孔は、香味吸引物品20の中心軸の延長線上から見て、放射状に配置するように形成される。本実施形態では、通気孔部24は、連結部20Bに設けられているが、フィルター部20Cに設けられていてもよい。また、本実施形態では、通気孔部24の2以上の貫通孔は、1つの円環上に一定間隔を空けて1列に並んで設けられるが、2つの円環上に一定の間隔を空けて2列に並んで設けられていてもよいし、1列または2列の通気孔部24が不連続または不規則に並んで設けられていてもよい。ユーザが吸口を咥えて吸引する際に、通気孔部24を介して主流煙中に外気が取り込まれる。ただし、通気孔部24は設けられていなくてもよい。
The
[実施例1]
たばこ葉を、粉砕機(ホソカワミクロン製ACM-5)を用いてD90が70μmとなるように粉砕して葉たばこ粒子を得た。D90はマスターサイザー(malvern社製)にて測定した。葉たばこ粒子とバインダーとしてカルボキシメチルセルロース(日本製紙株式会社製、商品名サンローズ F30MC)とをミキサーを用いてドライブレンドした。次いで、当該ドライブレンド物に、保湿剤としてグリセリンと、媒体として水を添加し、ミキサーで混合して湿粉を調製した。各成分の配合は表1に示すとおりである。
[Example 1]
Tobacco leaves were pulverized using a pulverizer (ACM-5 manufactured by Hosokawa Micron) so that D90 was 70 μm to obtain leaf tobacco particles. D90 was measured with a master sizer (manufactured by malvern). Carboxymethyl cellulose (manufactured by Nippon Paper Industries, Ltd., trade name: Sunrose F30MC) as a binder was dry-blended with leaf tobacco particles using a mixer. Next, glycerin as a moisturizer and water as a medium were added to the dry blend and mixed with a mixer to prepare a wet powder. The composition of each component is as shown in Table 1.
混練機(ダルトン社製、DG-1)を用いて、室温にて湿粉を6回混練して混合物を得た。ダイとしてTダイを用い、スクリュー回転数は38.5rpmとした。 Using a kneader (manufactured by Dalton, DG-1), the wet powder was kneaded 6 times at room temperature to obtain a mixture. A T-die was used as the die, and the screw rotation speed was 38.5 rpm.
湿粉を2枚のテフロン(登録商標)フィルム(日東電工株式会社製NITOFLON(R)No.900UL)に挟み、カレンダー装置(由利ロール機械社製)を用いて、所定の厚さ(100μm超)になるまで4段階で圧延して、フィルム/ウェットシート/フィルムの層構造を有する厚さ105μmのラミネートを調製した。1~4段目のロールギャップは、それぞれ650μm、330μm、180μm、5μmとした。4段目のロールギャップは最終的に得られたシートの厚さよりも厚いが、これはローラ間の圧力から解放されたシートが最終厚さ付近まで膨張したためである。 Wet powder is sandwiched between two Teflon (registered trademark) films (NITOFLON (R) No.900UL manufactured by Nitto Denko Corporation) and a calendar device (manufactured by Yuri Roll Machinery Co., Ltd.) is used to obtain a specified thickness (over 100 μm). Rolled in four steps until a film / wet sheet / film had a layered structure and a thickness of 105 μm was prepared. The roll gaps of the first to fourth stages were set to 650 μm, 330 μm, 180 μm, and 5 μm, respectively. The roll gap of the fourth stage is thicker than the thickness of the finally obtained sheet, because the sheet released from the pressure between the rollers expands to near the final thickness.
ラミネートから1枚のテフロン(登録商標)フィルムを剥離し、通風乾燥機を用いて80℃で1~2分乾燥した。次いで、もう1枚のフィルムを剥離し、同条件でウェットシートを乾燥し、本発明の喫煙用組成物シートを製造した。 One Teflon (registered trademark) film was peeled off from the laminate and dried at 80 ° C. for 1 to 2 minutes using a ventilation dryer. Then, another film was peeled off and the wet sheet was dried under the same conditions to produce the smoking composition sheet of the present invention.
このようにして得た喫煙用組成物シートを、室温22℃、相対湿度60%の条件で48時間静置した。次いで当該シートに、レーザ加工装置(TROTEC社製)を用いて開孔寸法0.2mm×0.2mmの開孔部を複数設けた。開孔間隔は0.4mmの等間隔とした。詳細な条件を表2に示す。このようにして得た加工済み喫煙用組成物シートについて、後述する方法によって、通気度およびリリースプロファイルを評価した。結果を表2と図4に示す。図4の縦軸は、香味喫煙物品1本あたりのニコチン量で規格化したニコチン量を示す。すなわち、1パフで検出されたニコチン量をx(g)、一本当たりのニコチン量(1~14パフ合計でのニコチン量)をy(g)としたとき、縦軸にはx/yの値がプロットしてある。
The smoking composition sheet thus obtained was allowed to stand for 48 hours under the conditions of
<通気度>
開孔後のシートを室温22℃、相対湿度60%の条件で48時間静置した。ついでこのシートを40mm×240mmの大きさに切り出し、通気度測定装置(Cerulean製PPM1000M)を用いて、測定条件は差圧1kPa、測定ヘッドを円形2cm2として測定した。測定環境は室温22℃、相対湿度60%とした。また、通気度は差圧1kPa条件下、1cm2当たり1分間での空気通過流量(cm3)として算出した。
<Draftness>
The sheet after opening was allowed to stand for 48 hours under the conditions of
<成分リリースプロファイル>
1)開孔後のシートを室温22℃、相対湿度60%の条件で48時間静置した。
2)厚み、坪量を測定し、シート密度を算出した。
3)シートを55mm×0.8mmの大きさに裁断した。
4)φ7.1の鞘紙に所定の体積充填率になるよう裁断後シートを充填し、12mm長に切断した。
5)12mm長の喫煙用セグメント(たばこセグメント)、フィルター、紙管を接続し、喫煙試験用巻(香味吸引物品)を製造した。
6)図2に示す非燃焼内部加熱型喫煙システムを準備した。次いで吸口端にケンブリッジフィルターを接続した。各例で調製したシートを裁断して刻を調製した。当該刻を長さ12mm、直径7mmのラッパー22内に70体積%で充填し、喫煙用セグメント20Aを調製した。当該システムを喫煙機による喫煙試験に供した。具体的には、自動喫煙器(Borgwaldt KC Inc.製R-26)を用いて、サンプルを吸煙容量27.5ml/秒、吸煙時間2秒/パフ、吸煙頻度2パフ/分、14パフの条件で自動喫煙し、1パフごとのたばこ煙中粒状物質をケンブリッジフィルター(Borgwaldt KC Inc.製、CM-133)で捕集した。喫煙試験後のケンブリッジフィルターを、メタノール(和光純薬工業株式会社製、試薬特級)10mL中で振盪して分析試料を得た。得られた分析試料1μLをマイクロシリンジに採取し、ガスクロマトグラフ質量分析(Agilent製GC-MSD、GC:7890A、MS:5975C)にて分析した。
<Ingredient release profile>
1) The sheet after opening was allowed to stand for 48 hours under the conditions of
2) The thickness and basis weight were measured, and the sheet density was calculated.
3) The sheet was cut into a size of 55 mm × 0.8 mm.
4) The sheath paper of φ7.1 was cut and filled with a sheet so as to have a predetermined volume filling rate, and cut into a length of 12 mm.
5) A smoking test roll (flavor suction article) was manufactured by connecting a 12 mm long smoking segment (cigarette segment), a filter, and a paper tube.
6) The non-combustion internal heating type smoking system shown in FIG. 2 was prepared. Next, a Cambridge filter was connected to the mouthpiece end. The sheets prepared in each example were cut to prepare chopped pieces. The engraving was filled in a
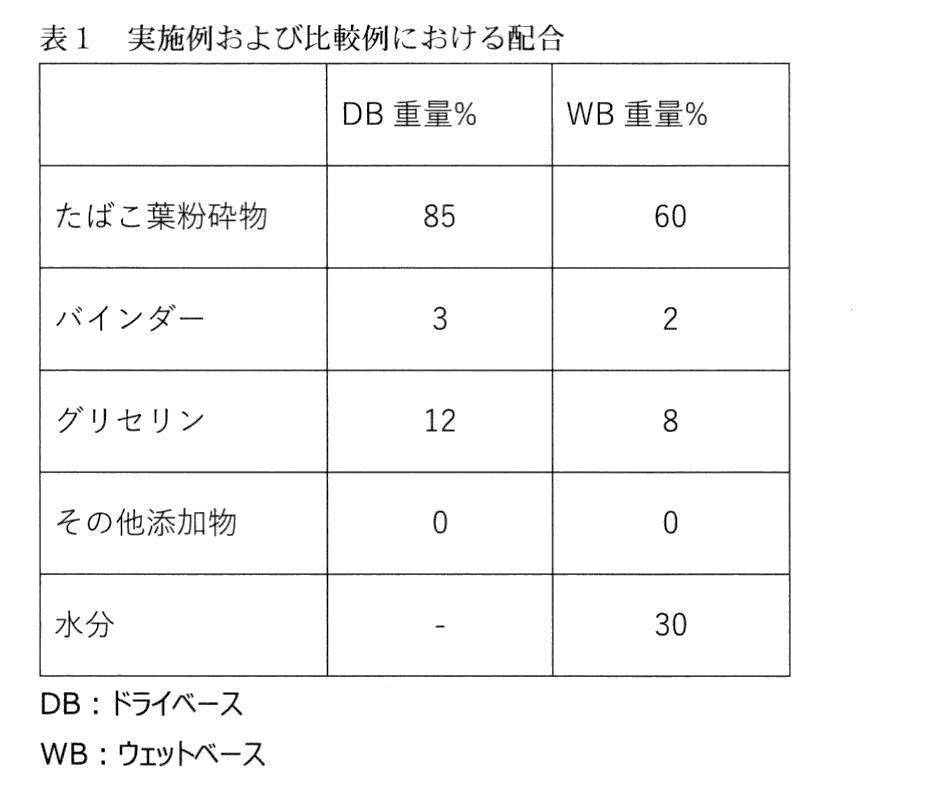
[実施例2~4、比較例1]
レーザ加工条件を変更して表2に示すとおりの通気度を有するシートを調製した。各シートを用い、かつ充填率を変更した以外は、実施例1と同じ方法で喫煙試験用巻を調製して評価した。結果を図4に示す。
[Examples 2 to 4, Comparative Example 1]
The laser processing conditions were changed to prepare a sheet having the air permeability as shown in Table 2. A smoking test roll was prepared and evaluated by the same method as in Example 1 except that each sheet was used and the filling rate was changed. The results are shown in FIG.

図に示すとおり、本発明の喫煙用組成物シートを用いた喫煙物品は、初期パフのデリバリーが高く、後半においても従来のシートと同等のデリバリーを確保できるという、優れたプロファイルを達成できる。 As shown in the figure, the smoking article using the smoking composition sheet of the present invention can achieve an excellent profile that the delivery of the initial puff is high and the delivery equivalent to that of the conventional sheet can be ensured even in the latter half.
1 喫煙用組成物シート
1c 喫煙用組成物シートの裁断片
10 加熱装置
11 ボディ
12 ヒータ
20 非燃焼加熱型香味吸引物品
20A 喫煙用セグメント
20B 連結部
20C フィルター部
21 喫煙用組成物シートまたはこれに由来する材料
22 ラッパー
23 紙管
24 通気孔部
25 第1セグメント
25a 第1充填層
25b インナープラグラッパー
26 第2セグメント
26a 第2充填層
26b インナープラグラッパー
27 アウタープラグラッパー
28 ラッパー
1
10
20 Non-combustion heating type
21 Smoking composition sheet or material derived from it 22
Claims (9)
バインダーと、
香味剤または成型助剤のいずれか一方または双方と、を含み、
通気度が0コレスタユニット超である、喫煙用組成物シート。 Moisturizer and
With a binder,
Containing, with or both flavoring agents and molding aids,
A composition sheet for smoking with a breathability of more than 0 cholesta unit.
Priority Applications (17)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022554140A JP7554842B2 (en) | 2020-10-02 | 2021-10-01 | Smoking composition sheet |
| EP21875866.2A EP4223151A4 (en) | 2020-10-02 | 2021-10-01 | SMOKE COMPOSITION FOIL |
| EP22875514.6A EP4410120A4 (en) | 2021-10-01 | 2022-06-28 | TOBACCO WRAP FOR COMBUSTION-FREE HEATING FLAVOR INHALER, COMBUSTION-FREE HEATING FLAVOR INHALER AND COMBUSTION-FREE HEATING FLAVOR INHALER SYSTEM |
| JP2023550379A JP7678888B2 (en) | 2021-10-01 | 2022-06-28 | Tobacco sheet for non-combustion heating type flavor inhaler and manufacturing method thereof, non-combustion heating type flavor inhaler, and non-combustion heating type flavor inhalation system |
| JP2023550378A JP7690045B2 (en) | 2021-10-01 | 2022-06-28 | Tobacco sheet for non-combustion heating type flavor inhaler, non-combustion heating type flavor inhaler, and non-combustion heating type flavor inhaler system |
| EP22875512.0A EP4410118A4 (en) | 2021-10-01 | 2022-06-28 | TOBACCO WRAP FOR COMBUSTION-FREE AROMATIC HALATOR, COMBUSTION-FREE AROMATIC HALATOR AND COMBUSTION-FREE AROMATIC HALATOR HEATING SYSTEM |
| KR1020247014206A KR20240067127A (en) | 2021-10-01 | 2022-06-28 | Tobacco sheet for non-combustion heating type flavor inhaler and manufacturing method thereof, non-combustion heating type flavor inhaler and non-combustion heating type flavor inhalation system |
| KR1020247014009A KR20240067119A (en) | 2021-10-01 | 2022-06-28 | Tobacco sheet for non-combustion heating type flavor inhaler, non-combustion heating type flavor inhaler, and non-combustion heating type flavor inhalation system |
| PCT/JP2022/025729 WO2023053633A1 (en) | 2021-10-01 | 2022-06-28 | Tobacco sheet for non-combustion heating-type flavor inhaler, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhalation system |
| EP22875513.8A EP4410119A4 (en) | 2021-10-01 | 2022-06-28 | TOBACCO WRAP FOR COMBUSTION-FREE AROMATIC HALATOR AND METHOD FOR MANUFACTURING SAME, COMBUSTION-FREE AROMATIC HALATOR AND COMBUSTION-FREE AROMATIC HALATION SYSTEM |
| PCT/JP2022/025741 WO2023053634A1 (en) | 2021-10-01 | 2022-06-28 | Tobacco sheet for non-combustion heating-type flavor inhaler and method for manufacturing same, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhaling system |
| PCT/JP2022/025758 WO2023053635A1 (en) | 2021-10-01 | 2022-06-28 | Tobacco sheet for non-combustion heating flavor inhaler, non-combustion heating flavor inhaler, and non-combustion heating flavor inhalation system |
| JP2023550380A JPWO2023053635A1 (en) | 2021-10-01 | 2022-06-28 | |
| KR1020247014205A KR20240067126A (en) | 2021-10-01 | 2022-06-28 | Tobacco sheet for non-combustion heating type flavor inhaler, non-combustion heating type flavor inhaler, and non-combustion heating type flavor inhalation system |
| US18/621,155 US20240237696A1 (en) | 2021-10-01 | 2024-03-29 | Tobacco sheet for non-combustion heating-type flavor inhaler, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhalation system |
| US18/623,365 US20240245103A1 (en) | 2021-10-01 | 2024-04-01 | Tobacco sheet for non-combustion heating-type flavor inhaler and method for manufacturing same, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhaling system |
| US18/623,051 US20240245090A1 (en) | 2021-10-01 | 2024-04-01 | Tobacco sheet for non-combustion heating flavor inhaler, non-combustion heating flavor inhaler, and non-combustion heating flavor inhalation system |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-168075 | 2020-10-02 | ||
| JP2020168075 | 2020-10-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022071570A1 true WO2022071570A1 (en) | 2022-04-07 |
Family
ID=80951766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/036396 Ceased WO2022071570A1 (en) | 2020-10-02 | 2021-10-01 | Smoking composition sheet |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP4223151A4 (en) |
| JP (1) | JP7554842B2 (en) |
| WO (1) | WO2022071570A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025158011A1 (en) * | 2024-01-26 | 2025-07-31 | Jt International Sa | Method for producing an aerosol generating sheet with solid plant material |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06220800A (en) * | 1991-01-05 | 1994-08-09 | Rothmans Benson & Hedges Inc | New smoking product |
| JP2000125834A (en) * | 1998-10-19 | 2000-05-09 | Japan Tobacco Inc | Device for forming rolled sheet |
| CN101940362A (en) * | 2010-10-25 | 2011-01-12 | 山东中烟工业有限责任公司 | Reconstituted tobacco and perforating process thereof |
| JP5292410B2 (en) | 2008-10-23 | 2013-09-18 | 日本たばこ産業株式会社 | Non-combustion type flavor suction article |
| CN205492596U (en) * | 2016-03-25 | 2016-08-24 | 河南中烟工业有限责任公司 | Reconstituted tobacoo punches |
| JP2016536008A (en) * | 2013-10-14 | 2016-11-24 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Heated aerosol generating article including improved rod |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017041920A1 (en) * | 2015-09-08 | 2017-03-16 | Philip Morris Products S.A. | Method of producing high tensile strength homogenized tobacco material |
| AU2016347736B2 (en) * | 2015-11-05 | 2020-08-27 | Philip Morris Products S.A. | Homogenized tobacco material with improved volatile transfer |
| PL3731669T3 (en) * | 2017-12-29 | 2023-06-05 | Jt International Sa | Inductively heatable consumable for aerosol generation |
| GB201812502D0 (en) * | 2018-07-31 | 2018-09-12 | Nicoventures Holdings Ltd | Aerosol generation |
-
2021
- 2021-10-01 WO PCT/JP2021/036396 patent/WO2022071570A1/en not_active Ceased
- 2021-10-01 EP EP21875866.2A patent/EP4223151A4/en active Pending
- 2021-10-01 JP JP2022554140A patent/JP7554842B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06220800A (en) * | 1991-01-05 | 1994-08-09 | Rothmans Benson & Hedges Inc | New smoking product |
| JP2000125834A (en) * | 1998-10-19 | 2000-05-09 | Japan Tobacco Inc | Device for forming rolled sheet |
| JP5292410B2 (en) | 2008-10-23 | 2013-09-18 | 日本たばこ産業株式会社 | Non-combustion type flavor suction article |
| CN101940362A (en) * | 2010-10-25 | 2011-01-12 | 山东中烟工业有限责任公司 | Reconstituted tobacco and perforating process thereof |
| JP2016536008A (en) * | 2013-10-14 | 2016-11-24 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Heated aerosol generating article including improved rod |
| CN205492596U (en) * | 2016-03-25 | 2016-08-24 | 河南中烟工业有限责任公司 | Reconstituted tobacoo punches |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4223151A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022071570A1 (en) | 2022-04-07 |
| JP7554842B2 (en) | 2024-09-20 |
| EP4223151A1 (en) | 2023-08-09 |
| EP4223151A4 (en) | 2024-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7659571B2 (en) | Tobacco Sheet | |
| TWI554219B (en) | Tobacco material, smoking article added with the same, and method for manufacturing tobacco material | |
| US20240245103A1 (en) | Tobacco sheet for non-combustion heating-type flavor inhaler and method for manufacturing same, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhaling system | |
| US20240237696A1 (en) | Tobacco sheet for non-combustion heating-type flavor inhaler, non-combustion heating-type flavor inhaler, and non-combustion heating-type flavor inhalation system | |
| EP4268630A1 (en) | Heat-not-burn tobacco product and electrically heated tobacco product | |
| JP7628551B2 (en) | Tobacco Sheet | |
| US20240172788A1 (en) | Smoking article with improved flavor persistence and manufacturing method thereof | |
| JP7554842B2 (en) | Smoking composition sheet | |
| US20240245090A1 (en) | Tobacco sheet for non-combustion heating flavor inhaler, non-combustion heating flavor inhaler, and non-combustion heating flavor inhalation system | |
| JP7653446B2 (en) | Tobacco Sheet | |
| WO2025257963A1 (en) | Method for producing pressure-formed sheet, pressure-formed sheet, tobacco filler, flavor-generating article, and heat-not-burn type flavor generation system | |
| KR20250172949A (en) | Aerosol generating sheets, flavor generating compositions and non-combustion heated smoking articles | |
| WO2023068214A1 (en) | Material for flavor inhalation article, heating-type flavor inhalation article, and production method for material for flavor inhalation article | |
| TW202512959A (en) | Aerosol generating material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21875866 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022554140 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021875866 Country of ref document: EP Effective date: 20230502 |