WO2019097791A1 - Sliding member and method for manufacturing same - Google Patents
Sliding member and method for manufacturing same Download PDFInfo
- Publication number
- WO2019097791A1 WO2019097791A1 PCT/JP2018/030740 JP2018030740W WO2019097791A1 WO 2019097791 A1 WO2019097791 A1 WO 2019097791A1 JP 2018030740 W JP2018030740 W JP 2018030740W WO 2019097791 A1 WO2019097791 A1 WO 2019097791A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sliding
- sliding layer
- weight polyethylene
- volume
- molecular weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M107/00—Lubricating compositions characterised by the base-material being a macromolecular compound
- C10M107/02—Hydrocarbon polymers; Hydrocarbon polymers modified by oxidation
- C10M107/04—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M169/00—Lubricating compositions characterised by containing as components a mixture of at least two types of ingredient selected from base-materials, thickeners or additives, covered by the preceding groups, each of these compounds being essential
- C10M169/04—Mixtures of base-materials and additives
- C10M169/041—Mixtures of base-materials and additives the additives being macromolecular compounds only
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M103/00—Lubricating compositions characterised by the base-material being an inorganic material
- C10M103/02—Carbon; Graphite
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M103/00—Lubricating compositions characterised by the base-material being an inorganic material
- C10M103/06—Metal compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M125/00—Lubricating compositions characterised by the additive being an inorganic material
- C10M125/02—Carbon; Graphite
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M125/00—Lubricating compositions characterised by the additive being an inorganic material
- C10M125/22—Compounds containing sulfur, selenium or tellurium
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M149/00—Lubricating compositions characterised by the additive being a macromolecular compound containing nitrogen
- C10M149/12—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C10M149/14—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds a condensation reaction being involved
- C10M149/18—Polyamides
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M177/00—Special methods of preparation of lubricating compositions; Chemical modification by after-treatment of components or of the whole of a lubricating composition, not covered by other classes
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/04—Elements
- C10M2201/041—Carbon; Graphite; Carbon black
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/065—Sulfides; Selenides; Tellurides
- C10M2201/066—Molybdenum sulfide
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2205/00—Organic macromolecular hydrocarbon compounds or fractions, whether or not modified by oxidation as ingredients in lubricant compositions
- C10M2205/02—Organic macromolecular hydrocarbon compounds or fractions, whether or not modified by oxidation as ingredients in lubricant compositions containing acyclic monomers
- C10M2205/022—Ethene
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2211/00—Organic non-macromolecular compounds containing halogen as ingredients in lubricant compositions
- C10M2211/06—Perfluorinated compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2213/00—Organic macromolecular compounds containing halogen as ingredients in lubricant compositions
- C10M2213/06—Perfluoro polymers
- C10M2213/062—Polytetrafluoroethylene [PTFE]
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2217/00—Organic macromolecular compounds containing nitrogen as ingredients in lubricant compositions
- C10M2217/04—Macromolecular compounds from nitrogen-containing monomers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C10M2217/044—Polyamides
- C10M2217/0443—Polyamides used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2010/00—Metal present as such or in compounds
- C10N2010/10—Groups 5 or 15
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/011—Cloud point
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/04—Molecular weight; Molecular weight distribution
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/055—Particles related characteristics
- C10N2020/06—Particles of special shape or size
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/06—Oiliness; Film-strength; Anti-wear; Resistance to extreme pressure
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2050/00—Form in which the lubricant is applied to the material being lubricated
- C10N2050/023—Multi-layer lubricant coatings
- C10N2050/025—Multi-layer lubricant coatings in the form of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2050/00—Form in which the lubricant is applied to the material being lubricated
- C10N2050/08—Solids
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2050/00—Form in which the lubricant is applied to the material being lubricated
- C10N2050/14—Composite materials or sliding materials in which lubricants are integrally molded
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2070/00—Specific manufacturing methods for lubricant compositions
Definitions
- the present invention relates to a sliding member and a method of manufacturing the same.
- sliding members disclosed in Patent Literatures 1 and 2 are known. These sliding members include a base material made of steel or aluminum and a sliding layer formed on the base material. An underlayer may be provided between the base material and the sliding layer.
- the sliding layer contains a binder resin and a solid lubricant.
- the binder resin is made of epoxy resin or the like.
- the solid lubricant of Patent Document 1 is composed of particulate molybdenum disulfide (MoS 2 ), particulate polytetrafluoroethylene (PTFE), and particulate polyethylene.
- MoS 2 particulate molybdenum disulfide
- PTFE particulate polytetrafluoroethylene
- particulate polyethylene ultrahigh molecular weight polyethylene has been studied from the characteristics of self-lubricity and wear resistance
- the solid lubricant of Patent Document 2 contains particulate crosslinked ultrahigh molecular weight polyethylene.
- sliding members may be employed as a propeller shaft, a piston or the like in which the sliding layer slides with the mating member.
- polyethylene having a good affinity to the lubricant is contained as a solid lubricant, and therefore, it is intended to realize a low coefficient of friction and high wear resistance.
- crosslinked ultrahigh molecular weight polyethylene is used as a solid lubricant, and in addition to seizure resistance and abrasion resistance, high heat resistance is to be realized.
- crosslinked ultrahigh molecular weight polyethylene is employed as part of a solid lubricant
- crosslinked ultrahigh molecular weight polyethylene is merely simply irradiated with radiation. If this is the case, the sliding layer can not necessarily exhibit high heat resistance. In some cases, the crosslinked ultrahigh molecular weight polyethylene becomes brittle and the lubricating properties of the sliding layer deteriorate.
- the present invention has been made in view of the above-mentioned conventional situation, and provides a sliding member capable of exhibiting sliding characteristics excellent in seizure resistance, abrasion resistance and heat resistance in the sliding layer. The problem is to be solved.
- the method for manufacturing a sliding member according to the present invention is a method for manufacturing a sliding member for manufacturing a sliding member that slides on a mating member, Irradiating the particulate ultra high molecular weight polyethylene in a closed state with radiation to crosslink the ultra high molecular weight polyethylene; A composition preparation step of preparing a composition for a sliding layer containing a solid lubricant containing the ultra-high molecular weight polyethylene crosslinked in the crosslinking step, and a binder resin; And a sliding layer forming step of providing the sliding layer composition on a base material to form a sliding layer sliding on the other member, and obtaining a sliding member.
- the sliding member obtained by the manufacturing method of the present invention it is possible to improve the seizure resistance and the abrasion resistance which are superior to the appropriately crosslinked ultrahigh molecular weight polyethylene.
- the reason for this is that in the production method of the present invention, the ultra-high molecular weight polyethylene is irradiated with radiation in a sealed state in the crosslinking step, so the ultra-high molecular weight polyethylene is not easily oxidized and is appropriately crosslinked It is guessed that it is from.
- the particulate ultra-high molecular weight polyethylene is irradiated with radiation in the open state, the ultra-high molecular weight polyethylene is oxidized and the ultra-high molecular weight polyethylene is less likely to be crosslinked.
- the crosslinking step is preferably performed under the condition that the absorbed dose of electron beam as radiation is 60 kGy or more and less than 500 kGy. Electron beams are convenient for handling. When the electron beam is irradiated with the absorbed dose in this range, the ultrahigh molecular weight polyethylene is appropriately crosslinked, and the sliding layer exhibits excellent heat resistance and abrasion resistance. When the cross-linking step is performed when the absorbed dose of the electron beam is less than 60 kGy, the cross-linking of the ultra high molecular weight polyethylene is insufficient and the abrasion resistance of the sliding layer is not sufficient. When the crosslinking step is performed when the absorbed dose of the electron beam is 500 kGy or more, the crosslinked ultrahigh molecular weight polyethylene becomes brittle and the abrasion resistance of the sliding layer is deteriorated.
- the sliding member according to the present invention comprises a base material and a sliding layer formed on the base material and containing a binder resin and a solid lubricant, wherein the sliding layer slides on a mating material A member,
- the solid lubricant is characterized in that it comprises a crosslinked ultra-high molecular weight polyethylene in particulate form and having a melting point of more than 126.4 ° C. and 132.0 ° C. or less.
- the sliding layer can improve the seizure resistance and the abrasion resistance.
- the ultrahigh molecular weight polyethylene preferably has a gel fraction of 26% or more.
- the friction coefficient of the sliding layer is low, the amount of wear is small, and it is difficult for the ultrahigh molecular weight polyethylene to be eluted from the surface of the sliding layer at high temperatures.
- the ultrahigh molecular weight polyethylene having a gel fraction in this range is presumed to be suitably crosslinked.
- the solid lubricant in the sliding layer, is preferably 25% by volume or more and 100% by volume or less with respect to the binder resin.
- the binder resin can hold the fixed lubricant more.
- the binder resin is preferably polyamideimide.
- the ultrahigh molecular weight polyethylene is 5% by volume or more and 35% by volume or less with respect to the total solid component in the sliding layer. In this case, the sliding layer can further improve the wear resistance under dry environment or under oil environment.
- the solid lubricant preferably further contains molybdenum disulfide.
- a molybdenum disulfide is 26 volume% or less with respect to the total solid component in a sliding layer.
- the sliding layer can improve the abrasion resistance in a dry environment or in an oil environment.
- the ultrahigh molecular weight polyethylene is 23% by volume or more and 35% by volume or less with respect to the total solid component in the sliding layer It is preferable that it is 15 volume% or less with respect to all the solid components.
- the sliding layer can further improve the wear resistance, particularly in a dry environment.
- the solid lubricant preferably further contains graphite.
- the graphite be 5% by volume or more and 30% by volume or less with respect to the total solid component in the sliding layer.
- the sliding layer can further improve the wear resistance under dry environment or under oil environment.
- the manufacturing method of the present invention it is possible to manufacture a sliding member in which the sliding layer can exhibit excellent sliding characteristics in terms of seizure resistance, abrasion resistance and heat resistance. Further, according to the sliding member of the present invention, the sliding layer can exhibit excellent sliding characteristics in terms of self-lubricity, wear resistance and heat resistance.
- FIG. 1 is a schematic perspective view showing a pin-on-disk reciprocation test in Test 1.
- FIG. 2 is a cross-sectional view showing the swash plate ⁇ shoe test in Test 2.
- FIG. 3 is a 500 ⁇ SEM image photograph of the sliding layer of Test 1 in the sliding member of Example 1.
- FIG. 4 is a 500 ⁇ SEM image photograph of the sliding layer of Test 1 in the sliding member of Example 2.
- 5 is a 500 ⁇ SEM image photograph of the sliding layer of Test 1 in the sliding member of Example 3.
- FIG. FIG. 6 is a 500 ⁇ SEM image photograph of the sliding layer of Test 1 in the sliding member of Example 4.
- FIG. 7 is a 500 ⁇ SEM image photograph of the sliding layer of Test 1 in the sliding member of Comparative Example 2.
- FIG. 1 is a schematic perspective view showing a pin-on-disk reciprocation test in Test 1.
- FIG. 2 is a cross-sectional view showing the swash plate ⁇ shoe test in Test 2.
- FIG. 3
- FIG. 8 is a 500 ⁇ SEM image photograph of the sliding layer of Test 1 in the sliding member of Comparative Example 3.
- FIG. 9 is a schematic perspective view showing the ring-on-disk friction and wear test in Test 4.
- FIG. 10 is a schematic perspective view showing the pin-on-disk friction and wear test in Test 5.
- ⁇ Crosslinking step> As means for irradiating radiation in a sealed state to particulate ultrahigh molecular weight polyethylene, (1) a vacuum method of evacuating the inside of a container containing particulate ultrahigh molecular weight polyethylene to reduce the proportion of air; (2) A gas purge method or the like may be employed in which the inside of the container is filled with an inert gas or nitrogen and the air is discharged. As long as it is sealed, an atmosphere containing some oxygen may be used without using a vacuum method or a gas purge method.
- the radiation other than alpha rays, beta rays, gamma rays, X-rays, electron beams, ion beams can be adopted.
- the amount of radiation is expressed as a dose that is proportional to the energy absorbed by the unit mass.
- Gray (Gy) is a unit that represents the amount of energy absorbed by a substance (referred to as absorbed dose) when it strikes a substance.
- Binder resin is the retention of solid lubricant which makes it hard to separate solid lubricant, durability against shear force acting repeatedly under layered film (hardness as base), abrasion resistance which is hard to break, heat resistance etc. Demonstrate.
- a polyimide resin, an epoxy resin, a phenol resin etc. are employable as binder resin.
- Polyamide imide (PAI), a polyimide, etc. are employable as a polyimide-type resin. It is optimal to use PAI as the binder resin in consideration of cost and characteristics.
- Solid lubricant The solid lubricant is held by the binder resin, and exerts a low shear force and a low coefficient of friction at the outermost surface.
- fluorine resin, molybdenum dioxide, graphite, ultrahigh molecular weight polyethylene and the like can be adopted as the solid lubricant.
- the fluorine resin and the ultrahigh molecular weight polyethylene form a film on the sliding surface of the sliding layer, and improve the sliding property by transferring to a mating material.
- Molybdenum dioxide and graphite improve slipperiness due to the low shear crystal structure and achieve low friction at high loads.
- the fluorocarbon resin has sliding properties such as abrasion resistance and seizure resistance, it has oil repellent properties, and the contact angle of the lubricating oil is relatively high. large.
- ultrahigh molecular weight polyethylene is inferior to fluorocarbon resin in sliding characteristics, it has lipophilic properties and the contact angle of lubricating oil is relatively small.
- soft metals such as melamine cyanurate (MCA), calcium fluoride, copper and tin can be adopted.
- MCA melamine cyanurate
- ultra-high-molecular-weight polyethylene which is appropriately crosslinked can not be easily eluted from the surface of the sliding layer at high temperatures, and can improve excellent seizure resistance and abrasion resistance.
- the ultrahigh molecular weight polyethylene before crosslinking preferably has an average molecular weight of 1,000,000 to 7,000,000.
- the specific gravity of the ultrahigh molecular weight polyethylene before crosslinking is preferably 0.92 to 0.96.
- the ultrahigh molecular weight polyethylene before crosslinking preferably has a particle diameter of 30 ⁇ m or less, more preferably 15 ⁇ m or less, from the viewpoint of surface smoothness and abrasion resistance.
- the sliding layer may have additives in addition to the binder resin and the solid lubricant.
- additives those capable of improving the hardness of the sliding layer, such as hard particles such as titanium dioxide, tribasic calcium phosphate, alumina, silica, silicon carbide and silicon nitride, can be employed.
- the sliding layer may contain a sulfur-containing metal compound such as ZnS or Ag 2 S as an extreme pressure agent.
- the sliding layer may also have a surfactant, a coupling agent, a processing stabilizer, an antioxidant, and the like.
- a functional group is an epoxy group.
- 2- (3,4 epoxycyclohexyl) ethyltrimethoxysilane, 3-glycidoxypropyltrimethoxysilane, 3-glycidoxypropylmethyldiethoxysilane, 3-glydoxysilane as a silane coupling agent having an epoxy group as a functional group Preferred is cidoxypropyltriethoxysilane. These are also excellent in storage stability.
- sliding layer formation process In the sliding layer forming step, sliding with a solvent such as n-methyl-2-pyrrolidone, 1,3-dimethyl-2-imidazolidinone, or xylene is optionally performed depending on the type of coating method such as spray coating or roll coating. It is possible to dilute the layer composition and to adjust the viscosity and solid concentration. After the base material is coated with the diluted material for the sliding layer composition, drying and baking can be performed to form the sliding layer.
- a solvent such as n-methyl-2-pyrrolidone, 1,3-dimethyl-2-imidazolidinone, or xylene is optionally performed depending on the type of coating method such as spray coating or roll coating. It is possible to dilute the layer composition and to adjust the viscosity and solid concentration.
- drying and baking can be performed to form the sliding layer.
- Binder resin Polyamideimide resin (PAI) varnish
- Solid lubricant Particulate ultra high molecular weight polyethylene (UHPE particles), particulate fluorine compound (PTFE particles), MoS 2 , graphite
- the UHPE particles in the non-hermetically crosslinked product are in an open air state, that is, those irradiated with an electron beam without being put in a bag.
- Table 1 shows the melting point (° C.), gel fraction (%) and average particle size ( ⁇ m) of each UHPE particle. Further, the melting point (° C.) and the average particle size ( ⁇ m) of the PTFE particles are also shown in Table 1.
- the measurement conditions of the melting point are as follows. Analyzer: DSC Q2000 (TA instrument) Temperature rising rate: 5 ° C./minute (After raising the temperature to 210 ° C., it was cooled to 30 ° C. at ⁇ 20 ° C./minute, and measurement was performed again.) Atmosphere: N 2 Sample weight: 5 mg ⁇ 0.1 mg each Melting point reading conditions: peak temperature of melting at another measurement
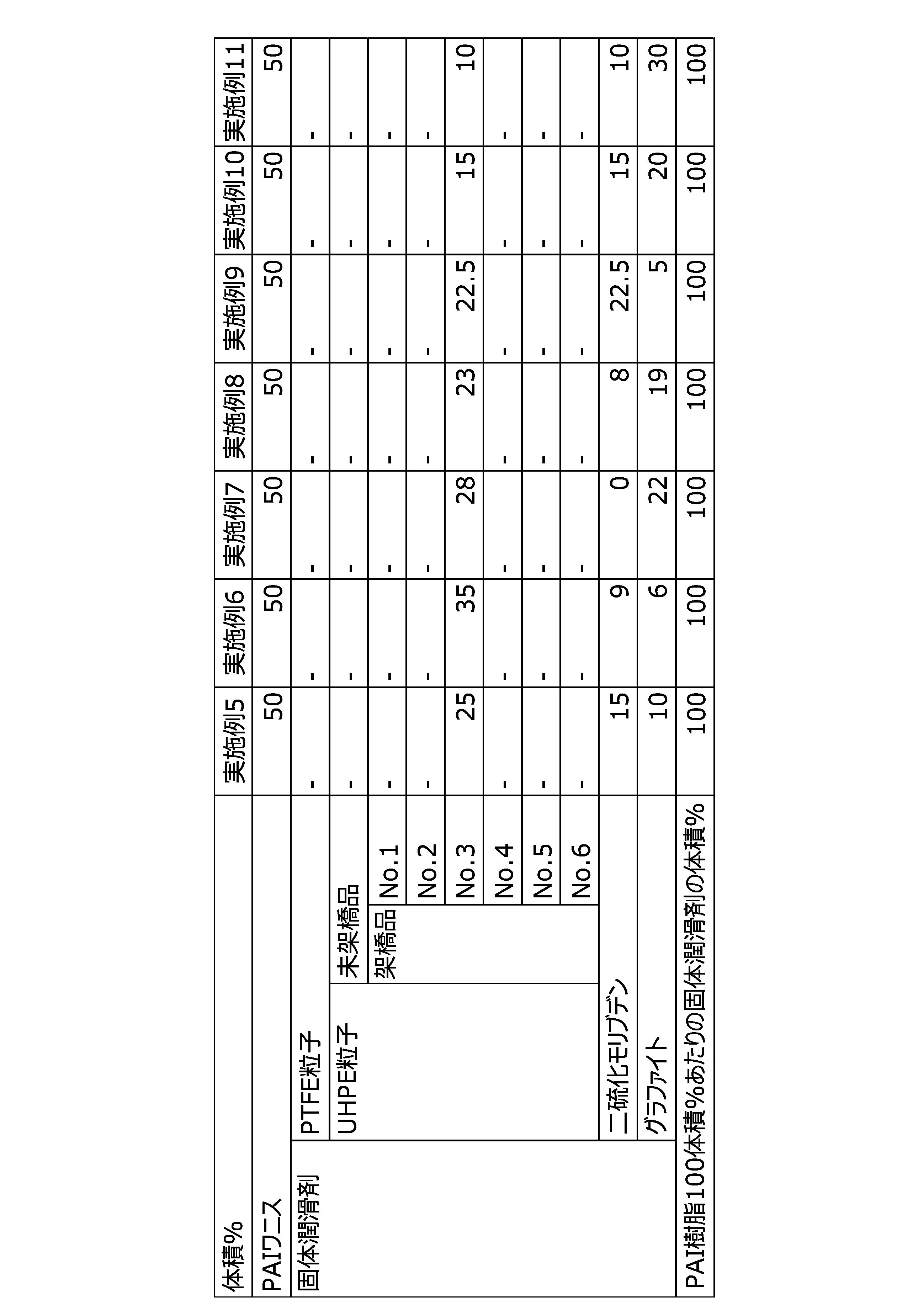
- composition preparation step PAI varnish and each solid lubricant are blended at the blending ratio shown in Table 2 and thoroughly stirred, and then passed through a 3-roll mill to slide in Examples 1-4 and Comparative Examples 1-3.
- a composition for layers was prepared.
- the solid lubricant consists of PTFE particles, UHPE particles, MoS 2 and graphite.
- UHPE particles are non-crosslinked products, cross-linked product no. It is either 1-4 or a non-hermetic crosslinked product.
- each sliding layer composition is diluted with a solvent to be a diluted product, and each diluted product is coated on a base material made of steel material, and then dried and fired at 220 ° C. for 1.5 hours. The Thereafter, surface grinding was performed to make the film thickness the same, and a sliding layer with a film thickness of 15 ⁇ m was formed.
- the sliding members of Examples 1 to 4 and Comparative Examples 1 to 3 were obtained.
- Each sliding member comprises a base material and a sliding layer formed on the base material.
- the sliding layer contains a binder resin and a solid lubricant.
- Each sliding member was subjected to the following tests 1 to 3.
- ⁇ Test 1 (Pin-on-disc reciprocating test)> This test confirms the appearance of elution (residue) of UHPE particles in the sliding layer of each sliding member. That is, as shown in FIG. 1, each sliding member 10 is placed on the plate 1 capable of heating the upper surface. In this state, each sliding member 10 has the sliding layer 10a as the upper surface. On the sliding layer 10a, the pin 2 made of SUJ2 and having a curvature of 10R at its tip is reciprocated under the load 350 gf, the reciprocation distance 20 mm, the speed 2 Hz, and the number of reciprocations 3500 times. At this time, the temperature of the substrate surface is controlled to 80 ° C., and the lubricant 3 containing hydrocarbon oil is dropped onto the sliding layer 10 a. This test was performed on the sliding members of Examples 1 to 4 and Comparative Examples 1 to 3.
- ⁇ Test 2 (swash plate x shoe test 1)> This test is to evaluate the coefficient of friction and the sticking property in a dry environment in a swash plate type compressor. That is, as shown in FIG. 2, the base material 20 was made into the swash plate shape of a compressor, and the sliding layer 20a was formed in each base material 20 similarly to the above, and the swash plate was obtained. On the other hand, the shoe 4 made of SUJ 2 was held in the holder 4. Then, while rotating the swash plate at a sliding speed of 10 m / sec, a load 1960 N was applied between the swash plate and the shoe 5, and the time (seconds) for the swash plate and the shoe 5 to burn was examined. This test was performed on the sliding members of Examples 1 to 4 and Comparative Examples 1 to 3.
- ⁇ Test 3 (swash plate x shoe test 2)> This test is to evaluate the sticking property when applying a step load under lubrication in oil in a swash plate type compressor. That is, as shown in FIG. 2, the base material 20 was made into the swash plate shape of a compressor, and the sliding layer 20a was formed in each base material 20 similarly to the above, and the swash plate was obtained. On the other hand, the shoe 4 made of SUJ 2 was held in the holder 4.
- the sliding members of Examples 1 to 4 can exhibit excellent seizure resistance and abrasion resistance. The reason for this is presumed that the sliding members of Examples 1 to 4 adopt UHPE particles irradiated with radiation in a closed state, so that the UHPE particles are not easily oxidized and are appropriately crosslinked. .
- the sliding layer exhibits excellent seizure resistance and wear resistance.
- the sliding members of Examples 2 to 4 have melting points of 128.2 ° C. or more and 132.0 ° C. because the absorbed dose of the electron beam is 60 kGy or more and 300 kGy or less.
- crosslinked UHPE particles having a C or less and a gel fraction of 26% or more are employed, as shown in FIGS. 4 to 6, the UHPE particles are eluted and dropped from the surface of the sliding layer at high temperatures. It is guessed that it is difficult to do.
- the sliding members of Comparative Examples 2 and 3 have a low seizure load and are inferior in seizure resistance. This is because the sliding member of Comparative Example 2 adopts non-crosslinked UHPE particles, and therefore, as shown in FIG. 7, the UHPE particles are easily eluted and detached from the surface of the sliding layer at high temperatures. It is guessed that there is. Furthermore, since the sliding member of Comparative Example 3 adopts UHPE particles of a non-closed crosslinked product having a gel fraction of 0%, the UHPE particles are not oxidized and are not appropriately crosslinked, as shown in FIG. It is surmised that the reason is that UHPE particles are easily eluted and detached from the surface of the sliding layer at high temperatures.
- the sliding layer can exhibit excellent sliding characteristics in terms of self-lubricity, wear resistance and heat resistance. Recognize. For this reason, it can be understood that a more excellent compressor can be obtained by adopting these sliding members as a swash plate or the like of the compressor.
- ⁇ Test 4 (Ring on disc friction and wear test: under dry environment)> This test is to evaluate the wear resistance under a certain level of dry environment in the sliding layer of each sliding member. That is, as shown in FIG. 9, the sliding layer 30a of each sliding member is formed on the upper surface of the base material 30 made of S45C. The film thickness of the sliding layer 30a is about 20 ⁇ m. In this state, the ring 6 is placed on the upper surface of the sliding layer 30a of each sliding member. The ring 6 made of S45C is rotated under the conditions of a surface pressure of 5.4 MPa, a sliding speed of 0.9 m / sec, and a sliding distance of 500 m. The specific wear amount ( ⁇ 10 ⁇ 6 mm 3 / N ⁇ m) of the sliding layer 30 a during this time was measured. This test was performed on the sliding members of Examples 1 to 18 and Comparative Examples 1, 2 and 4 to 8.
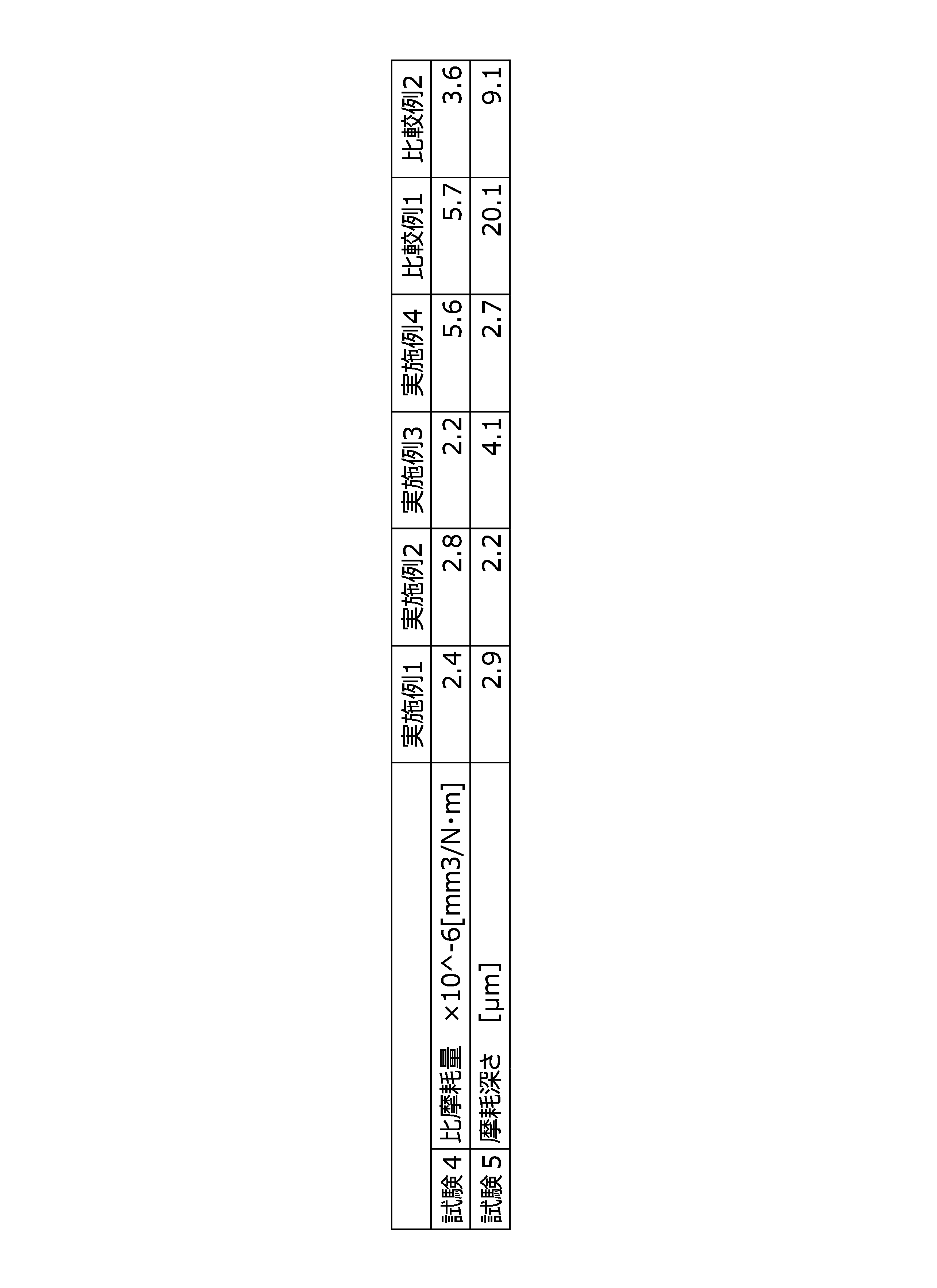
- Table 7 shows the results of Tests 4 and 5 in the sliding members of Examples 1 to 4 and Comparative Examples 1 and 2.
- Tables 8 to 10 show the results of Test 4 and Test 5 in the sliding members of Examples 5 to 18 and Comparative Examples 4 to 8.
- the wear resistance of the sliding member of Comparative Example 2 was used as a criterion. The reason is as can be seen from Tables 2 and 4 to 6. While the sliding members of Examples 1 to 18 have the UHPE particles crosslinked appropriately, the sliding members of the comparative example 2 have the UHPE particles crosslinked. This is because the presence or absence of crosslinking of the UHPE particles is used as a judgment standard because it is not used.
- each sliding member of Examples 1 to 18 had a specific wear amount of 3.6 ( ⁇ , based on the results of Tests 4 and 5 in the sliding member of Comparative Example 2). Less than 10 ⁇ 6 mm 3 / N ⁇ m) or less than the wear depth of 9.1 ( ⁇ m). That is, the sliding members of Examples 1 to 18 can exhibit excellent wear resistance in a dry environment or in an oil environment. It is presumed that this is because the sliding members of Examples 1 to 18 employ UHPE particles irradiated with radiation in a sealed state, so that the UHPE particles are not easily oxidized and are appropriately crosslinked. . In particular, in the sliding members of Examples 1 to 3 and 5 to 12, the sliding layer exhibits excellent abrasion resistance in a dry environment and in an oil environment.
- the sliding members of Examples 1 to 18 have melting points exceeding 126.4 ° C. and 132.0 ° when the absorbed dose of the electron beam is 60 kGy or more and less than 500 kGy. Since crosslinked UHPE particles having a C or less and a gel fraction of 26% or more are employed, it is presumed that the UHPE particles do not easily elute or fall off from the surface of the sliding layer at high temperatures.
- the sliding members of Comparative Examples 1, 2, 4 and 5 have specific wear amounts of 3.6 ( ⁇ 10 ⁇ 6 mm 3 / N) in the results of Tests 4 and 5. ⁇ M) or more, and the wear depth is 9.1 ( ⁇ m) or more.
- the sliding members of Comparative Examples 1, 2, 4, and 5 are inferior in abrasion resistance in either a dry environment or in an oil environment as compared with the sliding members of Examples 1 to 18. ing. Since the sliding member of Comparative Example 1 adopts a fluorine compound (PTFE particles) instead of appropriately crosslinked UHPE particles, it is surmised that the wear resistance is inferior.
- PTFE particles fluorine compound
- the sliding members of Examples 1 to 18 can exhibit excellent abrasion resistance in a dry environment or in an oil environment.
- the sliding layer can exhibit excellent abrasion resistance in a dry environment and in an oil environment.
- the solid lubricant is 25% by volume or more and 100% by volume or less with respect to the binder resin
- the ultra high molecular weight polyethylene is 5% by volume or more and 35% by volume or less with respect to the total solid component in the sliding layer Is preferred.
- the sliding members of Examples 1 to 18 can exhibit excellent abrasion resistance to the sliding members of Comparative Examples 6 to 8 in a dry environment or in an oil environment. That is, in the sliding members of Comparative Examples 6 to 8, the specific wear amount exceeded 3.6 ( ⁇ 10 ⁇ 6 mm 3 / N ⁇ m) in all of the results of Tests 4 and 5, and the wear depth was Is more than 9.1 ( ⁇ m).
- molybdenum disulfide is 26% by volume or less with respect to the total solid component in the sliding layer.
- the sliding layer can further improve the wear resistance in a dry environment or in an oil environment.
- molybdenum dioxide may not be contained in the solid lubricant.
- the ultrahigh molecular weight polyethylene is 23% by volume or more and 35% by volume or less with respect to the total solid component in the sliding layer, and the molybdenum disulfide is 15% by volume or less with respect to the total solid component in the sliding layer Is preferred.
- the sliding layer can further improve the wear resistance, particularly in a dry environment. More specifically, the sliding members of Examples 5 to 8 can exhibit excellent abrasion resistance in a dry environment.
- the sliding members of Examples 5 to 8 have a specific wear amount in the range of 0.5 to 1.3 ( ⁇ 10 ⁇ 6 mm 3 / N ⁇ m) in Test 4 and are compared with the other Examples. And show remarkable effects.
- graphite is preferably 5% by volume or more and 30% by volume or less with respect to the total solid component in the sliding layer.
- the sliding layer can further improve the wear resistance under dry environment or under oil environment.
- graphite may not be contained in the solid lubricant.
- the present invention in order to enhance the adhesion between the base material and the sliding layer, it is possible to carry out a degreasing step in which an alkali or the like is brought into contact with the base material. Moreover, in order to further enhance the adhesion between the base material and the sliding layer, it is possible to form an underlayer comprising a phosphate such as zinc phosphate or manganese phosphate after the degreasing step.
- a phosphate such as zinc phosphate or manganese phosphate
- the present invention is applicable to various sliding members.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Lubricants (AREA)
- Sliding-Contact Bearings (AREA)
Abstract
Description
本発明は摺動部材及びその製造方法に関する。 The present invention relates to a sliding member and a method of manufacturing the same.
従来、特許文献1、2に開示された摺動部材が知られている。これらの摺動部材は、鋼材やアルミ材からなる母材と、母材上に形成された摺動層とを備えている。母材と摺動層との間に下地層が設けられる場合もある。摺動層は、バインダ樹脂と固体潤滑剤とを含有している。バインダ樹脂はエポキシ樹脂等からなる。特許文献1の固体潤滑剤は、粒子状の二硫化モリブデン(MoS2)と、粒子状のポリテトラフルオロエチレン(PTFE)と、粒子状のポリエチレンとからなる。近年、自己潤滑性や耐摩耗性の特徴から超高分子量ポリエチレンが検討されており、特許文献2の固体潤滑剤は、粒子状の架橋された超高分子量ポリエチレンを含む。
Conventionally, sliding members disclosed in
これらの摺動部材は、摺動層が相手材と摺動するプロペラシャフト、ピストン等に採用され得る。特に、特許文献1の摺動層では、潤滑剤との親和性が良いポリエチレンが固体潤滑剤として含まれているため、低摩擦係数化と高い耐摩耗性とを実現しようとしている。また、特許文献2の摺動層では、架橋された超高分子量ポリエチレンを固体潤滑剤とし、耐焼付き性及び耐摩耗性の他、高い耐熱性も実現しようとしている。
These sliding members may be employed as a propeller shaft, a piston or the like in which the sliding layer slides with the mating member. In particular, in the sliding layer of
しかし、摺動部材には、信頼性確保のため、さらなる摺動特性の向上が望まれている。この点、発明者らの試験結果によれば、架橋された超高分子量ポリエチレンを固体潤滑剤の一部として採用したとしても、架橋された超高分子量ポリエチレンが単純に放射線を照射しただけのものであれば、摺動層が必ずしも高い耐熱性を発揮できない。場合によっては、架橋された超高分子量ポリエチレンが脆くなり、かえって摺動層の潤滑特性が悪化してしまう。 However, in order to ensure the reliability of the sliding member, further improvement of the sliding characteristics is desired. In this respect, according to the test results of the inventors, even if crosslinked ultrahigh molecular weight polyethylene is employed as part of a solid lubricant, crosslinked ultrahigh molecular weight polyethylene is merely simply irradiated with radiation. If this is the case, the sliding layer can not necessarily exhibit high heat resistance. In some cases, the crosslinked ultrahigh molecular weight polyethylene becomes brittle and the lubricating properties of the sliding layer deteriorate.
本発明は、上記従来の実情に鑑みてなされたものであって、摺動層が耐焼付き性、耐摩耗性及び耐熱性の点で優れた摺動特性を発揮可能な摺動部材を提供することを解決すべき課題としている。 The present invention has been made in view of the above-mentioned conventional situation, and provides a sliding member capable of exhibiting sliding characteristics excellent in seizure resistance, abrasion resistance and heat resistance in the sliding layer. The problem is to be solved.
本発明の摺動部材の製造方法は、相手材と摺動する摺動部材を製造するための摺動部材の製造方法であって、
粒子状の超高分子量ポリエチレンに対して密閉状態で放射線を照射し、前記超高分子量ポリエチレンを架橋する架橋工程と、
前記架橋工程で架橋された前記超高分子量ポリエチレンを含む固体潤滑剤と、バインダ樹脂とを含有する摺動層用組成物を調製する組成物調製工程と、
母材上に前記摺動層用組成物を設けて前記相手材と摺動する摺動層を形成し、摺動部材を得る摺動層形成工程とを備えていることを特徴とする。
The method for manufacturing a sliding member according to the present invention is a method for manufacturing a sliding member for manufacturing a sliding member that slides on a mating member,
Irradiating the particulate ultra high molecular weight polyethylene in a closed state with radiation to crosslink the ultra high molecular weight polyethylene;
A composition preparation step of preparing a composition for a sliding layer containing a solid lubricant containing the ultra-high molecular weight polyethylene crosslinked in the crosslinking step, and a binder resin;
And a sliding layer forming step of providing the sliding layer composition on a base material to form a sliding layer sliding on the other member, and obtaining a sliding member.
発明者らの試験結果によれば、本発明の製造方法で得られる摺動部材では、適度に架橋された超高分子量ポリエチレンにより優れた耐焼付き性及び耐摩耗性を向上することができる。この理由は、本発明の製造方法では、架橋工程において、粒子状の超高分子量ポリエチレンに対して密閉状態で放射線を照射しているため、超高分子量ポリエチレンが酸化され難く、適度に架橋されるからであると推察される。粒子状の超高分子量ポリエチレンに対して大気開放状態で放射線を照射すると、超高分子量ポリエチレンが酸化され、超高分子量ポリエチレンが架橋され難い。 According to the test results of the inventors, in the sliding member obtained by the manufacturing method of the present invention, it is possible to improve the seizure resistance and the abrasion resistance which are superior to the appropriately crosslinked ultrahigh molecular weight polyethylene. The reason for this is that in the production method of the present invention, the ultra-high molecular weight polyethylene is irradiated with radiation in a sealed state in the crosslinking step, so the ultra-high molecular weight polyethylene is not easily oxidized and is appropriately crosslinked It is guessed that it is from. When the particulate ultra-high molecular weight polyethylene is irradiated with radiation in the open state, the ultra-high molecular weight polyethylene is oxidized and the ultra-high molecular weight polyethylene is less likely to be crosslinked.
発明者らの試験結果によれば、架橋工程は、放射線としての電子線の吸収線量が60kGy以上、500kGy未満の条件で行うことが好ましい。電子線は取り扱いに便宜である。電子線をこの範囲の吸収線量で照射すれば、超高分子量ポリエチレンが適度に架橋され、摺動層が優れた耐熱性と耐摩耗性とを発揮する。電子線の吸収線量が60kGy未満で架橋工程を行うと、超高分子量ポリエチレンの架橋が不足し、摺動層の耐摩耗性が十分でない。電子線の吸収線量が500kGy以上で架橋工程を行うと、架橋された超高分子量ポリエチレンが脆くなり、摺動層の耐摩耗性が悪化する。 According to the test results of the inventors, the crosslinking step is preferably performed under the condition that the absorbed dose of electron beam as radiation is 60 kGy or more and less than 500 kGy. Electron beams are convenient for handling. When the electron beam is irradiated with the absorbed dose in this range, the ultrahigh molecular weight polyethylene is appropriately crosslinked, and the sliding layer exhibits excellent heat resistance and abrasion resistance. When the cross-linking step is performed when the absorbed dose of the electron beam is less than 60 kGy, the cross-linking of the ultra high molecular weight polyethylene is insufficient and the abrasion resistance of the sliding layer is not sufficient. When the crosslinking step is performed when the absorbed dose of the electron beam is 500 kGy or more, the crosslinked ultrahigh molecular weight polyethylene becomes brittle and the abrasion resistance of the sliding layer is deteriorated.
本発明の摺動部材は、母材と、前記母材上に形成され、バインダ樹脂と固体潤滑剤とを含有する摺動層とを備え、前記摺動層が相手材と摺動する摺動部材であって、
前記固体潤滑剤は、粒子状をなし、融点が126.4°Cを超え、132.0°C以下である架橋された超高分子量ポリエチレンを含むことを特徴とする。
The sliding member according to the present invention comprises a base material and a sliding layer formed on the base material and containing a binder resin and a solid lubricant, wherein the sliding layer slides on a mating material A member,
The solid lubricant is characterized in that it comprises a crosslinked ultra-high molecular weight polyethylene in particulate form and having a melting point of more than 126.4 ° C. and 132.0 ° C. or less.
発明者らの試験結果によれば、超高分子量ポリエチレンの融点がこの範囲内にあれば、摺動層の摩擦係数が低く、摩耗量が少なく、かつ高温時に摺動層の表面から超高分子量ポリエチレンが溶出、脱落し難い。超高分子量ポリエチレンが適度に架橋されているからであると推察される。このため、摺動層が優れた耐焼付き性及び耐摩耗性を向上することができる。 According to the test results of the inventors, if the melting point of the ultra high molecular weight polyethylene is within this range, the friction coefficient of the sliding layer is low, the amount of wear is small, and the ultra high molecular weight from the surface of the sliding layer at high temperature It is difficult for polyethylene to leach out and fall off. It is presumed that the reason is that the ultrahigh molecular weight polyethylene is appropriately crosslinked. Therefore, the sliding layer can improve the seizure resistance and the abrasion resistance.
発明者らの試験結果によれば、超高分子量ポリエチレンはゲル分率が26%以上であることが好ましい。この場合、摺動層の摩擦係数が低く、摩耗量が少なく、かつ高温時に摺動層の表面から超高分子量ポリエチレンが溶出し難い。ゲル分率がこの範囲の超高分子量ポリエチレンは適度に架橋されていると推察される。 According to the test results of the inventors, the ultrahigh molecular weight polyethylene preferably has a gel fraction of 26% or more. In this case, the friction coefficient of the sliding layer is low, the amount of wear is small, and it is difficult for the ultrahigh molecular weight polyethylene to be eluted from the surface of the sliding layer at high temperatures. The ultrahigh molecular weight polyethylene having a gel fraction in this range is presumed to be suitably crosslinked.
発明者らの試験結果によれば、摺動層は、固体潤滑剤がバインダ樹脂に対して25体積%以上、100体積%以下であることが好ましい。この場合、バインダ樹脂が固定潤滑剤をより保持することができる。また、摺動層は、バインダ樹脂がポリアミドイミドであることが好ましい。さらに、超高分子量ポリエチレンが摺動層における全固体成分に対して5体積%以上、35体積%以下であることが好ましい。この場合、摺動層は、ドライ環境下又は油中環境下において、耐摩耗性をさらに向上することができる。 According to the test results of the inventors, in the sliding layer, the solid lubricant is preferably 25% by volume or more and 100% by volume or less with respect to the binder resin. In this case, the binder resin can hold the fixed lubricant more. Further, in the sliding layer, the binder resin is preferably polyamideimide. Furthermore, it is preferable that the ultrahigh molecular weight polyethylene is 5% by volume or more and 35% by volume or less with respect to the total solid component in the sliding layer. In this case, the sliding layer can further improve the wear resistance under dry environment or under oil environment.
発明者らの試験結果によれば、固体潤滑剤は、二硫化モリブデンをさらに含んでいることが好ましい。また、摺動層は、二硫化モリブデンが摺動層における全固体成分に対して26体積%以下であることが好ましい。この場合、摺動層は、ドライ環境下又は油中環境下において、耐摩耗性を向上することができる。 According to the inventors' test results, the solid lubricant preferably further contains molybdenum disulfide. Moreover, as for a sliding layer, it is preferable that a molybdenum disulfide is 26 volume% or less with respect to the total solid component in a sliding layer. In this case, the sliding layer can improve the abrasion resistance in a dry environment or in an oil environment.
発明者らの試験結果によれば、摺動層は、超高分子量ポリエチレンが摺動層における全固体成分に対して23体積%以上、35体積%以下であり、二硫化モリブデンが摺動層における全固体成分に対して15体積%以下であることが好ましい。この場合、摺動層は、特にドライ環境下において、耐摩耗性をより向上するができる。 According to the test results of the inventors, in the sliding layer, the ultrahigh molecular weight polyethylene is 23% by volume or more and 35% by volume or less with respect to the total solid component in the sliding layer It is preferable that it is 15 volume% or less with respect to all the solid components. In this case, the sliding layer can further improve the wear resistance, particularly in a dry environment.
発明者らの試験結果によれば、固体潤滑剤は、グラファイトをさらに含んでいることが好ましい。また、摺動層は、グラファイトが摺動層における全固体成分に対して5体積%以上、30体積%以下であることが好ましい。この場合、摺動層は、ドライ環境下又は油中環境下において、耐摩耗性をさらに向上することができる。 According to the inventors' test results, the solid lubricant preferably further contains graphite. In the sliding layer, it is preferable that the graphite be 5% by volume or more and 30% by volume or less with respect to the total solid component in the sliding layer. In this case, the sliding layer can further improve the wear resistance under dry environment or under oil environment.
本発明の製造方法により、摺動層が耐焼付き性、耐摩耗性及び耐熱性の点で優れた摺動特性を発揮可能な摺動部材を製造することができる。また、本発明の摺動部材によれば、摺動層が自己潤滑性、耐摩耗性及び耐熱性の点で優れた摺動特性を発揮することができる。 According to the manufacturing method of the present invention, it is possible to manufacture a sliding member in which the sliding layer can exhibit excellent sliding characteristics in terms of seizure resistance, abrasion resistance and heat resistance. Further, according to the sliding member of the present invention, the sliding layer can exhibit excellent sliding characteristics in terms of self-lubricity, wear resistance and heat resistance.
<架橋工程>
粒子状の超高分子量ポリエチレンに対して密閉状態で放射線を照射する手段としては、(1)粒子状の超高分子量ポリエチレンを収納した容器内を真空引きし、空気の存在割合を下げる真空法、(2)容器内を不活性ガスや窒素で満たし、空気を排出するガスパージ法等を採用することができる。密閉されていれば、真空法やガスパージ法等を用いずに、多少の酸素を含む雰囲気であってもよい。
<Crosslinking step>
As means for irradiating radiation in a sealed state to particulate ultrahigh molecular weight polyethylene, (1) a vacuum method of evacuating the inside of a container containing particulate ultrahigh molecular weight polyethylene to reduce the proportion of air; (2) A gas purge method or the like may be employed in which the inside of the container is filled with an inert gas or nitrogen and the air is discharged. As long as it is sealed, an atmosphere containing some oxygen may be used without using a vacuum method or a gas purge method.
放射線としては、α線、β線、γ線の他、X線、電子線、イオン線を採用できる。放射線の量は、単位質量に吸収されるエネルギーに比例する線量で表わされる。グレイ(Gy)は、放射線がある物質に当たったとき、その物質に吸収されるエネルギー量(吸収線量という。)を表す単位である。 As the radiation, other than alpha rays, beta rays, gamma rays, X-rays, electron beams, ion beams can be adopted. The amount of radiation is expressed as a dose that is proportional to the energy absorbed by the unit mass. Gray (Gy) is a unit that represents the amount of energy absorbed by a substance (referred to as absorbed dose) when it strikes a substance.
<組成物調製工程>
(バインダ樹脂)
バインダ樹脂は、固体潤滑剤を脱離し難くする固体潤滑剤の保持性、層状の被膜下で繰り返し作用するせん断力に対する耐久性(土台としての硬さ)、破壊されにくい耐摩耗性、耐熱性等を発揮する。バインダ樹脂としては、ポリイミド系樹脂、エポキシ樹脂、フェノール樹脂等を採用できる。ポリイミド系樹脂としては、ポリアミドイミド(PAI)、ポリイミド等を採用することができる。コスト及び特性を考慮すると、PAIをバインダ樹脂とすることが最適である
<Composition preparation process>
(Binder resin)
Binder resin is the retention of solid lubricant which makes it hard to separate solid lubricant, durability against shear force acting repeatedly under layered film (hardness as base), abrasion resistance which is hard to break, heat resistance etc. Demonstrate. A polyimide resin, an epoxy resin, a phenol resin etc. are employable as binder resin. Polyamide imide (PAI), a polyimide, etc. are employable as a polyimide-type resin. It is optimal to use PAI as the binder resin in consideration of cost and characteristics.
(固体潤滑剤)
固体潤滑剤は、バインダ樹脂に保持され、最表面で低せん断力及び低摩擦係数を発揮する。固体潤滑剤としては、フッ素樹脂、二酸化モリブデン、グラファイト、超高分子量ポリエチレン等を採用可能である。フッ素樹脂及び超高分子量ポリエチレンは、摺動層の摺動面に被膜を形成し、かつ相手材へ移着することで滑り性を向上させる。二酸化モリブデン及びグラファイトは、低せん断力をもつ結晶構造により滑り性を向上させ、かつ高荷重で低摩擦を実現する。発明者らの試験結果によれば、フッ素樹脂は、耐摩耗性、耐焼き付き性等の摺動特性を有しているものの、撥油特性を有しており、潤滑油の接触角が比較的大きい。一方、超高分子量ポリエチレンは、摺動特性ではフッ素樹脂より劣るものの、親油特性を有しており、潤滑油の接触角が比較的小さい。また、固体潤滑剤として、メラミンシアヌレート(MCA)やフッ化カルシウム、銅及び錫などの軟質金属を採用することができる。特に、適度に架橋された超高分子量ポリエチレンは、高温時に摺動層の表面から溶出し難く、優れた耐焼付き性及び耐摩耗性を向上することができる。
(Solid lubricant)
The solid lubricant is held by the binder resin, and exerts a low shear force and a low coefficient of friction at the outermost surface. As the solid lubricant, fluorine resin, molybdenum dioxide, graphite, ultrahigh molecular weight polyethylene and the like can be adopted. The fluorine resin and the ultrahigh molecular weight polyethylene form a film on the sliding surface of the sliding layer, and improve the sliding property by transferring to a mating material. Molybdenum dioxide and graphite improve slipperiness due to the low shear crystal structure and achieve low friction at high loads. According to the test results of the inventors, although the fluorocarbon resin has sliding properties such as abrasion resistance and seizure resistance, it has oil repellent properties, and the contact angle of the lubricating oil is relatively high. large. On the other hand, although ultrahigh molecular weight polyethylene is inferior to fluorocarbon resin in sliding characteristics, it has lipophilic properties and the contact angle of lubricating oil is relatively small. Further, as the solid lubricant, soft metals such as melamine cyanurate (MCA), calcium fluoride, copper and tin can be adopted. In particular, ultra-high-molecular-weight polyethylene which is appropriately crosslinked can not be easily eluted from the surface of the sliding layer at high temperatures, and can improve excellent seizure resistance and abrasion resistance.
架橋前の超高分子量ポリエチレンは、平均分子量が100万~700万個であることが好ましい。また、架橋前の超高分子量ポリエチレンの比重は0.92~0.96であることが好ましい。架橋前の超高分子量ポリエチレンは、表面平滑性及び耐摩耗性の点から、粒子径が30μm以下であることが好ましく、15μm以下であることがより好ましい。 The ultrahigh molecular weight polyethylene before crosslinking preferably has an average molecular weight of 1,000,000 to 7,000,000. The specific gravity of the ultrahigh molecular weight polyethylene before crosslinking is preferably 0.92 to 0.96. The ultrahigh molecular weight polyethylene before crosslinking preferably has a particle diameter of 30 μm or less, more preferably 15 μm or less, from the viewpoint of surface smoothness and abrasion resistance.
(添加剤等)
摺動層は、バインダ樹脂及び固体潤滑剤の他、添加剤を有し得る。添加剤としては、二酸化チタン、第3リン酸カルシウム、アルミナ、シリカ、炭化ケイ素、窒化ケイ素等の硬質粒子のように、摺動層の硬さを向上させるものを採用することができる。
(Additives, etc.)
The sliding layer may have additives in addition to the binder resin and the solid lubricant. As the additive, those capable of improving the hardness of the sliding layer, such as hard particles such as titanium dioxide, tribasic calcium phosphate, alumina, silica, silicon carbide and silicon nitride, can be employed.
摺動層は、ZnS、Ag2S等の硫黄含有金属化合物を極圧剤として含有し得る。また、摺動層は、界面活性剤、カップリング剤、加工安定剤、酸化防止剤等を有し得る。 The sliding layer may contain a sulfur-containing metal compound such as ZnS or Ag 2 S as an extreme pressure agent. The sliding layer may also have a surfactant, a coupling agent, a processing stabilizer, an antioxidant, and the like.
シランカップリング処理に用いるシランカップリング剤としては、官能基がエポキシ基であることが好ましい。官能基にエポキシ基をもつシランカップリング剤として2-(3、4エポキシシクロヘキシル)エチルトリメトキシシラン、3-グリシドキシプロピルトリメトキシシラン、3-グリシドキシプロピルメチルジエトキシシラン、3-グリシドキシプロピルトリエトキシシランが好ましい。これらは保存安定性も優れている。 As a silane coupling agent used for a silane coupling process, it is preferable that a functional group is an epoxy group. 2- (3,4 epoxycyclohexyl) ethyltrimethoxysilane, 3-glycidoxypropyltrimethoxysilane, 3-glycidoxypropylmethyldiethoxysilane, 3-glydoxysilane as a silane coupling agent having an epoxy group as a functional group Preferred is cidoxypropyltriethoxysilane. These are also excellent in storage stability.
<摺動層形成工程>
摺動層形成工程としては、スプレーコート、ロールコート等の塗装方法の種類により、任意にn-メチル-2-ピロリドン、1,3-ジメチル-2-イミダゾリジノン、キシレン等の溶剤で摺動層用組成物を希釈し、粘度調整及び固形分の濃度調整を行うことが可能である。母材に摺動層用組成物の希釈物をコーティングした後、乾燥、焼成を行い、摺動層を形成することが可能である。
<Sliding layer formation process>
In the sliding layer forming step, sliding with a solvent such as n-methyl-2-pyrrolidone, 1,3-dimethyl-2-imidazolidinone, or xylene is optionally performed depending on the type of coating method such as spray coating or roll coating. It is possible to dilute the layer composition and to adjust the viscosity and solid concentration. After the base material is coated with the diluted material for the sliding layer composition, drying and baking can be performed to form the sliding layer.
(第1実験)
以下、本発明を具体化した実施例1~4と比較例1~3とを説明する。まず、以下の材料を準備した。
バインダ樹脂:ポリアミドイミド樹脂(PAI)ワニス
固体潤滑剤:粒子状の超高分子量ポリエチレン(UHPE粒子)、粒子状のフッ素化合物(PTFE粒子)、MoS2、グラファイト
(First experiment)
Hereinafter, Examples 1 to 4 and Comparative Examples 1 to 3 in which the present invention is embodied will be described. First, the following materials were prepared.
Binder resin: Polyamideimide resin (PAI) varnish Solid lubricant: Particulate ultra high molecular weight polyethylene (UHPE particles), particulate fluorine compound (PTFE particles), MoS 2 , graphite
気密可能であり、同一の大きさのビニール製の袋を複数個用意し、これらにUHPE粒子を一定量入れ、同一条件下で各袋内を真空引きした。その後、各袋を電子線照射装置内に入れ、表1に示す吸収線量(kGy)でUHPE粒子に放射線としての電子線の照射を行った。こうして、架橋品No.1~4のUHPE粒子を得た。未架橋品のUHPE粒子は電子線の照射を行わなかったものである。非密閉架橋品のUHPE粒子は、大気開放状態、すなわち袋に入れずに電子線の照射を行ったものである。 A plurality of vinyl bags of the same size, which can be air-tight, were prepared, and UHPE particles were put in a fixed amount, and the inside of each bag was vacuumed under the same conditions. Thereafter, each bag was placed in an electron beam irradiation apparatus, and the UHPE particles were irradiated with an electron beam as radiation at the absorbed dose (kGy) shown in Table 1. Thus, the crosslinked product No. One to four UHPE particles were obtained. The uncrosslinked UHPE particles were those which were not irradiated with the electron beam. The UHPE particles in the non-hermetically crosslinked product are in an open air state, that is, those irradiated with an electron beam without being put in a bag.
表1に各UHPE粒子の融点(°C)、ゲル分率(%)及び平均粒径(μm)を示す。また、PTFE粒子の融点(°C)及び平均粒径(μm)も表1に示す。 Table 1 shows the melting point (° C.), gel fraction (%) and average particle size (μm) of each UHPE particle. Further, the melting point (° C.) and the average particle size (μm) of the PTFE particles are also shown in Table 1.

ここで、融点の測定条件は以下のとおりである。
分析装置:DSC Q2000(TA instrument)
昇温速度:5°C/分(210°Cに昇温後、-20°C/分で30°Cまで冷却し、再度の測定を行った。)
雰囲気:N2
試料重量:各々5mg±0.1mg
融点の読み取り条件:再度の測定時における融解のピーク温度
Here, the measurement conditions of the melting point are as follows.
Analyzer: DSC Q2000 (TA instrument)
Temperature rising rate: 5 ° C./minute (After raising the temperature to 210 ° C., it was cooled to 30 ° C. at −20 ° C./minute, and measurement was performed again.)
Atmosphere: N 2
Sample weight: 5 mg ± 0.1 mg each
Melting point reading conditions: peak temperature of melting at another measurement
ゲル分率は以下のように測定した。まず、各粉体を180°C~230°Cで加熱しながら一定圧力で加圧することにより、厚さ0.3mmのシートに成形した。各シートから0.3gの小片を切断した。各小片をフラスコに入れるとともに、フラスコ内にp-キシレンを500ml加えた。各フラスコを130°Cに加熱しながら、4時間攪拌を行い、各小片の溶解を行った。130°Cの高温状態のまま、網目が106μmの金網にて溶液のろ過を行った。金網上の不溶解物を140°C、3時間、真空下の条件で乾燥し、常温後の不溶解物の重量(g)を測定した。そして、ゲル分率(%)=不溶解物の重量(g)×100/0.3(g)の計算式により、ゲル分率を求めた。 The gel fraction was measured as follows. First, each powder was formed into a 0.3 mm-thick sheet by pressurizing each powder at a constant pressure while heating at 180 ° C. to 230 ° C. A 0.3 g piece was cut from each sheet. Each piece was placed in a flask and 500 ml of p-xylene was added to the flask. Stirring was performed for 4 hours while heating each flask to 130 ° C. to dissolve each piece. The solution was filtered with a wire mesh of 106 μm in a high temperature state of 130 ° C. The insoluble matter on the wire mesh was dried at 140 ° C. for 3 hours under vacuum conditions, and the weight (g) of the insoluble matter after ambient temperature was measured. Then, the gel fraction was determined by the following formula: gel fraction (%) = weight of insoluble matter (g) × 100 / 0.3 (g).
組成物調製工程として、表2に示す配合割合でPAIワニスと各固体潤滑剤とを配合し、よく撹拌した後、3本ロールミルを通し、実施例1~4及び比較例1~3の摺動層用組成物を調製した。固体潤滑剤は、PTFE粒子と、UHPE粒子と、MoS2と、グラファイトとからなる。UHPE粒子は、未架橋品、架橋品No.1~4又は非密閉架橋品のいずれかである。 In the composition preparation step, PAI varnish and each solid lubricant are blended at the blending ratio shown in Table 2 and thoroughly stirred, and then passed through a 3-roll mill to slide in Examples 1-4 and Comparative Examples 1-3. A composition for layers was prepared. The solid lubricant consists of PTFE particles, UHPE particles, MoS 2 and graphite. UHPE particles are non-crosslinked products, cross-linked product no. It is either 1-4 or a non-hermetic crosslinked product.

以下の摺動層形成工程を行った。まず、各摺動層用組成物を溶剤によって希釈して希釈物とし、鋼材からなる母材上に各希釈物をコーティングした後、乾燥を行い、220°C×1.5時間で焼成を行った。この後、膜厚を同じにするために表面研削を行い、膜厚15μmの摺動層を形成した。こうして、実施例1~4及び比較例1~3の各摺動部材を得た。 The following slide layer formation process was performed. First, each sliding layer composition is diluted with a solvent to be a diluted product, and each diluted product is coated on a base material made of steel material, and then dried and fired at 220 ° C. for 1.5 hours. The Thereafter, surface grinding was performed to make the film thickness the same, and a sliding layer with a film thickness of 15 μm was formed. Thus, the sliding members of Examples 1 to 4 and Comparative Examples 1 to 3 were obtained.
各摺動部材は、母材と、母材上に形成された摺動層とからなる。摺動層は、バインダ樹脂と固体潤滑剤とを含有する。各摺動部材を以下の試験1~3に供した。
Each sliding member comprises a base material and a sliding layer formed on the base material. The sliding layer contains a binder resin and a solid lubricant. Each sliding member was subjected to the following
<試験1(ピンオンディスク往復試験)>
この試験は、各摺動部材の摺動層におけるUHPE粒子の溶出(残存)の様子を確認するものである。すなわち、図1に示すように、上面を加熱可能なプレート1上に各摺動部材10を載置する。この状態において、各摺動部材10は、摺動層10aが上面とされている。摺動層10a上において、SUJ2製であり、先端の曲率が10Rのピン2を荷重350gf、往復距離20mm、速度2Hz、往復回数3500回の条件で往復動させる。この際、基板表面の温度を80°Cに制御し、炭化水素油を含む潤滑剤3を摺動層10a上に滴下する。この試験を実施例1~4及び比較例1~3の摺動部材に対して行った。
<Test 1 (Pin-on-disc reciprocating test)>
This test confirms the appearance of elution (residue) of UHPE particles in the sliding layer of each sliding member. That is, as shown in FIG. 1, each sliding
<試験2(斜板×シュー試験1)>
この試験は、斜板式圧縮機におけるドライ環境下での摩擦係数及び焼付き性を評価するものである。すなわち、図2に示すように、母材20を圧縮機の斜板形状のものとし、上記と同様、各母材20に摺動層20aを形成し、斜板を得た。一方、保持具4にSUJ2製のシュー5を保持した。そして、滑り速度10m/秒で斜板を回転させるとともに、斜板とシュー5との間に荷重1960Nを加重し、斜板とシュー5とが焼付く時間(秒)を調べた。この試験を実施例1~4及び比較例1~3の摺動部材に対して行った。
<Test 2 (swash plate x shoe test 1)>
This test is to evaluate the coefficient of friction and the sticking property in a dry environment in a swash plate type compressor. That is, as shown in FIG. 2, the
<試験3(斜板×シュー試験2)>
この試験は、斜板式圧縮機における油中潤滑下でのステップ荷重付加時の焼付き性を評価するものである。すなわち、図2に示すように、母材20を圧縮機の斜板形状のものとし、上記と同様、各母材20に摺動層20aを形成し、斜板を得た。一方、保持具4にSUJ2製のシュー5を保持した。そして、斜板の表面に冷凍機油を6g/分の量で付着させながら滑り速度7m/秒で斜板を回転させるとともに、斜板とシュー5との間に5分毎に荷重400Nを加重し、斜板とシュー5とが焼付く荷重(N)を調べた。この試験を実施例1~4及び比較例1~3の摺動部材に対して行った。
<Test 3 (swash plate x shoe test 2)>
This test is to evaluate the sticking property when applying a step load under lubrication in oil in a swash plate type compressor. That is, as shown in FIG. 2, the
これらの結果を表3に示す。また、試験1後の実施例1~4及び比較例2、3の各摺動部材の摺動層におけるUHPE粒子の残存状態をSEM画像により確認した。実施例1の摺動部材において、試験1の摺動層における500倍のSEM画像写真を図3に示す。実施例2の摺動部材において、試験1の摺動層における500倍のSEM画像写真を図4に示す。実施例3の摺動部材において、試験1の摺動層における500倍のSEM画像写真を図5に示す。実施例4の摺動部材において、試験1の摺動層における500倍のSEM画像写真を図6に示す。比較例2の摺動部材において、試験1の摺動層における500倍のSEM画像写真を図7に示す。比較例3の摺動部材において、試験1の摺動層における500倍のSEM画像写真を図8に示す。
The results are shown in Table 3. Further, the remaining state of the UHPE particles in the sliding layer of each sliding member of Examples 1 to 4 and Comparative Examples 2 and 3 after the

表3からわかるように、実施例1~4の摺動部材は、優れた耐焼付き性及び耐摩耗性を発揮できる。この理由は、実施例1~4の摺動部材は、密閉状態で放射線を照射したUHPE粒子を採用しているため、UHPE粒子が酸化され難く、適度に架橋されるからであると推察される。 As can be seen from Table 3, the sliding members of Examples 1 to 4 can exhibit excellent seizure resistance and abrasion resistance. The reason for this is presumed that the sliding members of Examples 1 to 4 adopt UHPE particles irradiated with radiation in a closed state, so that the UHPE particles are not easily oxidized and are appropriately crosslinked. .
特に、実施例2~4の摺動部材は摺動層が優れた耐焼付き性及び耐摩耗性を発揮している。これは、実施例2~4の摺動部材は、表1に示すように、電子線の吸収線量が60kGy以上、300kGy以下であることにより、融点が128.2°C以上、132.0°C以下であり、かつゲル分率が26%以上である架橋されたUHPE粒子を採用しているため、図4~6に示すように、高温時に摺動層の表面からUHPE粒子が溶出、脱落し難いからであると推察される。 In particular, in the sliding members of Examples 2 to 4, the sliding layer exhibits excellent seizure resistance and wear resistance. This is because, as shown in Table 1, the sliding members of Examples 2 to 4 have melting points of 128.2 ° C. or more and 132.0 ° C. because the absorbed dose of the electron beam is 60 kGy or more and 300 kGy or less. Since crosslinked UHPE particles having a C or less and a gel fraction of 26% or more are employed, as shown in FIGS. 4 to 6, the UHPE particles are eluted and dropped from the surface of the sliding layer at high temperatures. It is guessed that it is difficult to do.
一方、表3からわかるように、比較例2、3の摺動部材は、焼付き荷重が低く、耐焼付き性が劣っている。これは、比較例2の摺動部材は、未架橋品のUHPE粒子を採用しているため、図7に示すように、高温時に摺動層の表面からUHPE粒子が溶出、脱落し易いからであると推察される。さらに、比較例3の摺動部材は、ゲル分率が0%の非密閉架橋品のUHPE粒子を採用しているため、UHPE粒子が酸化されて適度に架橋されておらず、図8に示すように、高温時に摺動層の表面からUHPE粒子が溶出、脱落し易いからであると推察される。 On the other hand, as can be seen from Table 3, the sliding members of Comparative Examples 2 and 3 have a low seizure load and are inferior in seizure resistance. This is because the sliding member of Comparative Example 2 adopts non-crosslinked UHPE particles, and therefore, as shown in FIG. 7, the UHPE particles are easily eluted and detached from the surface of the sliding layer at high temperatures. It is guessed that there is. Furthermore, since the sliding member of Comparative Example 3 adopts UHPE particles of a non-closed crosslinked product having a gel fraction of 0%, the UHPE particles are not oxidized and are not appropriately crosslinked, as shown in FIG. It is surmised that the reason is that UHPE particles are easily eluted and detached from the surface of the sliding layer at high temperatures.
したがって、実施例1~4の摺動部材、特に実施例2~4の摺動部材では、摺動層が自己潤滑性、耐摩耗性及び耐熱性の点で優れた摺動特性を発揮できることがわかる。このため、これらの摺動部材を圧縮機の斜板等に採用すれば、より優れた圧縮機が得られることがわかる。 Therefore, in the sliding members of Examples 1 to 4 and particularly the sliding members of Examples 2 to 4, the sliding layer can exhibit excellent sliding characteristics in terms of self-lubricity, wear resistance and heat resistance. Recognize. For this reason, it can be understood that a more excellent compressor can be obtained by adopting these sliding members as a swash plate or the like of the compressor.
(第2実験)
次に、本発明を具体化した実施例5~18及び比較例4~8を説明する。まず、第1実験と同様、組成物調製工程として、表4~6に示す配合割合でPAIワニスと各固体潤滑剤とを配合し、よく撹拌した後、3本ロールミルを通し、実施例5~18及び比較例4~8の摺動層用組成物を調製した。そして、第1実験と同様、摺動層形成工程を行った。こうして、実施例5~18及び比較例4~8の各摺動部材を得た。
(2nd experiment)
Next, Examples 5 to 18 and Comparative Examples 4 to 8 embodying the present invention will be described. First, as in the first experiment, PAI varnish and each solid lubricant were compounded at the mixing ratio shown in Tables 4 to 6 as a composition preparation step, and after thorough stirring, they were passed through a three-roll mill to obtain Examples 5 to The sliding layer compositions of 18 and Comparative Examples 4 to 8 were prepared. And the sliding layer formation process was performed like 1st experiment. Thus, the sliding members of Examples 5 to 18 and Comparative Examples 4 to 8 were obtained.


第1実験で得られた実施例1~4及び比較例1、2の各摺動部材と、第2実験で得られた実施例5~18及び比較例4~8の各修道部材とを以下の試験4、5に供した。
The respective sliding members of Examples 1 to 4 and Comparative Examples 1 and 2 obtained in the first experiment, and the respective members of Examples 5 to 18 and Comparative Examples 4 to 8 obtained in the second experiment are described below. The samples were subjected to
<試験4(リングオンディスク摩擦摩耗試験:ドライ環境下)>
この試験は、各摺動部材の摺動層における一定水準のドライ環境下において、耐摩耗性を評価するものである。すなわち、図9に示すように、S45Cからなる母材30の上面に各摺動部材の摺動層30aが形成されている。摺動層30aの膜厚は約20μmである。この状態において、リング6を各摺動部材の摺動層30aの上面に載置する。S45C製のリング6を面圧5.4MPa、摺動速度0.9m/秒、摺動距離500mの条件下で、回転させる。この間の摺動層30aの比摩耗量(×10-6mm3/N・m)を測定した。この試験を実施例1~18及び比較例1、2、4~8の摺動部材に対して行った。
<Test 4 (Ring on disc friction and wear test: under dry environment)>
This test is to evaluate the wear resistance under a certain level of dry environment in the sliding layer of each sliding member. That is, as shown in FIG. 9, the sliding
<試験5(ピンオンディスク摩擦摩耗試験:油中環境下)>
この試験は、各摺動部材の摺動層における一定水準の油中環境下において、耐摩耗性を評価するものである。すなわち、図10に示すように、S45Cからなる母材40の上面に各摺動部材の摺動層40aが形成されている。摺動層40aの膜厚は約15μmである。この状態において、ピン7を各摺動部材の摺動層40aの上面に載置する。SUJ2製であり、先端の曲率が10Rのピン7を荷重20N、摺動速度0.25m/秒、摺動距離22.6mの条件で、回転させる。この際、冷凍機油8を摺動層40a上に5mg滴下し、この間の摺動層40aの摩耗深さを測定した。この試験を実施例1~18及び比較例1、2、4~8の摺動部材に対して行った。
<Test 5 (Pin-on-disk friction and wear test: in oil environment)>
This test evaluates the abrasion resistance under a constant level of oil environment in the sliding layer of each sliding member. That is, as shown in FIG. 10, the sliding
表7に実施例1~4及び比較例1、2の摺動部材における試験4及び試験5の結果を示す。表8~10に実施例5~18及び比較例4~8の摺動部材における試験4及び試験5の結果を示す。
Table 7 shows the results of



実施例1~18の摺動部材の耐摩耗性を評価するにあたり、比較例2の摺動部材の耐摩耗性を判断基準とした。この理由は、表2、4~6からわかるように、実施例1~18の摺動部材はUHPE粒子が適度に架橋されているのに対し、比較例2の摺動部材はUHPE粒子が架橋されていないため、UHPE粒子の架橋の有無を判断基準としたからである。 In evaluating the wear resistance of the sliding members of Examples 1 to 18, the wear resistance of the sliding member of Comparative Example 2 was used as a criterion. The reason is as can be seen from Tables 2 and 4 to 6. While the sliding members of Examples 1 to 18 have the UHPE particles crosslinked appropriately, the sliding members of the comparative example 2 have the UHPE particles crosslinked. This is because the presence or absence of crosslinking of the UHPE particles is used as a judgment standard because it is not used.
表7~10からわかるように、実施例1~18の各摺動部材は、比較例2の摺動部材における試験4、5の結果を基準とすれば、比摩耗量が3.6(×10-6mm3/N・m)未満、又は、摩耗深さ9.1(μm)未満である。つまり、実施例1~18の摺動部材は、ドライ環境下又は油中環境下において、優れた耐摩耗性を発揮できる。この理由は、実施例1~18の摺動部材は、密閉状態で放射線を照射したUHPE粒子を採用しているため、UHPE粒子が酸化され難く、適度に架橋されるからであると推察される。特に、実施例1~3、5~12の摺動部材は、ドライ環境下及び油中環境下において、摺動層が優れた耐摩耗性を発揮している。
As can be seen from Tables 7 to 10, each sliding member of Examples 1 to 18 had a specific wear amount of 3.6 (×, based on the results of
また、実施例1~18の摺動部材は、表1に示すように、電子線の吸収線量が60kGy以上、500kGy未満であることにより、融点が126.4°Cを超え、132.0°C以下であり、かつゲル分率が26%以上の架橋されたUHPE粒子を採用しているため、高温時に摺動層の表面からUHPE粒子が溶出、脱落し難いからであると推察される。 Further, as shown in Table 1, the sliding members of Examples 1 to 18 have melting points exceeding 126.4 ° C. and 132.0 ° when the absorbed dose of the electron beam is 60 kGy or more and less than 500 kGy. Since crosslinked UHPE particles having a C or less and a gel fraction of 26% or more are employed, it is presumed that the UHPE particles do not easily elute or fall off from the surface of the sliding layer at high temperatures.
一方、表7~10からわかるように、比較例1、2、4、5の摺動部材は、試験4、5の結果において、比摩耗量が3.6(×10-6mm3/N・m)以上、かつ、摩耗深さが9.1(μm)以上である。このため、比較例1、2、4、5の摺動部材は、実施例1~18の摺動部材と比較して、ドライ環境下又は油中環境下のいずれにおいても、耐摩耗性が劣っている。比較例1の摺動部材は、適度に架橋されたUHPE粒子ではなく、フッ素化合物(PTFE粒子)を採用しているため、耐摩耗性が劣るものと推察される。比較例2の摺動部材は、融点が134.6°Cの未架橋のUHPE粒子を採用しているため、高温時に摺動層の表面からUHPE粒子が溶出、脱落し易いからであると推察される。さらに、比較例4、5の摺動部材は、電子線の吸収線量が500kGy以上であるため、架橋されたUHPE粒子が脆くなり、かえって摺動部材の耐摩耗性が悪化したと推察される。
On the other hand, as can be seen from Tables 7 to 10, the sliding members of Comparative Examples 1, 2, 4 and 5 have specific wear amounts of 3.6 (× 10 −6 mm 3 / N) in the results of
したがって、実施例1~18の摺動部材は、ドライ環境下又は油中環境下において、摺動層が優れた耐摩耗性を発揮できることがわかる。特に、実施例1~3、5~12の摺動部材は、ドライ環境下及び油中環境下において、摺動層が優れた耐摩耗性を発揮できる。 Therefore, it can be seen that the sliding members of Examples 1 to 18 can exhibit excellent abrasion resistance in a dry environment or in an oil environment. In particular, in the sliding members of Examples 1 to 3 and 5 to 12, the sliding layer can exhibit excellent abrasion resistance in a dry environment and in an oil environment.
摺動層は、固体潤滑剤がバインダ樹脂に対して25体積%以上、100体積%以下であり、超高分子量ポリエチレンが摺動層における全固体成分に対して5体積%以上、35体積%以下であることが好ましい。より具体的には、実施例1~18の摺動部材は、比較例6~8の摺動部材に対し、ドライ環境下又は油中環境下において、優れた耐摩耗性を発揮できる。つまり、比較例6~8の摺動部材は、試験4、5の結果において、いずれも比摩耗量が3.6(×10-6mm3/N・m)を超えており、摩耗深さが9.1(μm)を超えている。比較例6~8の摺動部材は、固体潤滑剤がバインダ樹脂に対して150体積%であるため、バインダ樹脂が固定潤滑剤を保持できず、高温時に摺動層の表面から固体潤滑剤が脱落したからであると推察される。
In the sliding layer, the solid lubricant is 25% by volume or more and 100% by volume or less with respect to the binder resin, and the ultra high molecular weight polyethylene is 5% by volume or more and 35% by volume or less with respect to the total solid component in the sliding layer Is preferred. More specifically, the sliding members of Examples 1 to 18 can exhibit excellent abrasion resistance to the sliding members of Comparative Examples 6 to 8 in a dry environment or in an oil environment. That is, in the sliding members of Comparative Examples 6 to 8, the specific wear amount exceeded 3.6 (× 10 −6 mm 3 / N · m) in all of the results of
摺動層は、二硫化モリブデンが摺動層における全固体成分に対して26体積%以下であることが好ましい。この場合、摺動層は、ドライ環境下又は油中環境下において、耐摩耗性をより向上することができる。また、実施例7、12の摺動部材のように、二酸化モリブデンが固体潤滑剤に含まれていなくてもよい。 In the sliding layer, it is preferable that molybdenum disulfide is 26% by volume or less with respect to the total solid component in the sliding layer. In this case, the sliding layer can further improve the wear resistance in a dry environment or in an oil environment. Further, as in the sliding members of Examples 7 and 12, molybdenum dioxide may not be contained in the solid lubricant.
摺動層は、超高分子量ポリエチレンが摺動層における全固体成分に対して23体積%以上、35体積%以下であり、二硫化モリブデンが摺動層における全固体成分に対して15体積%以下であることが好ましい。この場合、摺動層は、特にドライ環境下において、耐摩耗性をより向上するができる。より具体的には、実施例5~8の摺動部材は、ドライ環境下において、優れた耐摩耗性を発揮できる。実施例5~8の摺動部材は、試験4において、比摩耗量が0.5~1.3(×10-6mm3/N・m)の範囲内にあり、他の実施例と比較して顕著な効果を示している。
In the sliding layer, the ultrahigh molecular weight polyethylene is 23% by volume or more and 35% by volume or less with respect to the total solid component in the sliding layer, and the molybdenum disulfide is 15% by volume or less with respect to the total solid component in the sliding layer Is preferred. In this case, the sliding layer can further improve the wear resistance, particularly in a dry environment. More specifically, the sliding members of Examples 5 to 8 can exhibit excellent abrasion resistance in a dry environment. The sliding members of Examples 5 to 8 have a specific wear amount in the range of 0.5 to 1.3 (× 10 −6 mm 3 / N · m) in
摺動層は、グラファイトが摺動層における全固体成分に対して5体積%以上、30体積%以下であることが好ましい。この場合、摺動層は、ドライ環境下又は油中環境下において、耐摩耗性をさらに向上することができる。また、実施例16、18の摺動部材のように、グラファイトが固体潤滑剤に含まれていなくてもよい。 In the sliding layer, graphite is preferably 5% by volume or more and 30% by volume or less with respect to the total solid component in the sliding layer. In this case, the sliding layer can further improve the wear resistance under dry environment or under oil environment. Also, as in the sliding members of Examples 16 and 18, graphite may not be contained in the solid lubricant.
以上において、本発明を実施例1~18に即して説明したが、本発明は上記実施例1~18に制限されるものではなく、その趣旨を逸脱しない範囲で適宜変更して適用できることはいうまでもない。 Although the present invention has been described above in connection with the first to eighteenth embodiments, the present invention is not limited to the first to eighteenth embodiments, and can be appropriately modified and applied without departing from the scope of the present invention. Needless to say.
例えば、本発明において、母材と摺動層との密着性を高めるため、母材に対してアルカリ等を接触させる脱脂工程を行うことが可能である。また、母材と摺動層との密着性をさらに高めるため、脱脂工程後、リン酸亜鉛、リン酸マンガン等のリン酸塩からなる下地層を形成することも可能である。 For example, in the present invention, in order to enhance the adhesion between the base material and the sliding layer, it is possible to carry out a degreasing step in which an alkali or the like is brought into contact with the base material. Moreover, in order to further enhance the adhesion between the base material and the sliding layer, it is possible to form an underlayer comprising a phosphate such as zinc phosphate or manganese phosphate after the degreasing step.
本発明は種々の摺動部材に利用可能である。 The present invention is applicable to various sliding members.
2、5、6、7…相手材(2、7…ピン、5…シュー、6…リング)
10…摺動部材
20、30、40…母材
10a、30a、40a…摺動層
2, 5, 6, 7 ... partner material (2, 7 ... pin, 5 ... shoe, 6 ... ring)
DESCRIPTION OF
Claims (8)
粒子状の超高分子量ポリエチレンに対して密閉状態で放射線を照射し、前記超高分子量ポリエチレンを架橋する架橋工程と、
前記架橋工程で架橋された前記超高分子量ポリエチレンを含む固体潤滑剤と、バインダ樹脂とを含有する摺動層用組成物を調製する組成物調製工程と、
母材上に前記摺動層用組成物を設けて前記相手材と摺動する摺動層を形成し、摺動部材を得る摺動層形成工程とを備えていることを特徴とする摺動部材の製造方法。 A manufacturing method of a sliding member for manufacturing a sliding member sliding with a mating member,
Irradiating the particulate ultra high molecular weight polyethylene in a closed state with radiation to crosslink the ultra high molecular weight polyethylene;
A composition preparation step of preparing a composition for a sliding layer containing a solid lubricant containing the ultra-high molecular weight polyethylene crosslinked in the crosslinking step, and a binder resin;
And a sliding layer forming step of providing the sliding layer composition on a base material to form a sliding layer sliding on the other member, and obtaining a sliding member. Method of manufacturing a member
前記固体潤滑剤は、粒子状をなし、融点が126.4°Cを超え、132.0°C以下である超高分子量ポリエチレンを含むことを特徴とする摺動部材。 A sliding member comprising: a base material; and a sliding layer formed on the base material and containing a binder resin and a solid lubricant, wherein the sliding layer slides on a mating material,
The sliding member characterized in that the solid lubricant is in the form of particles and has a melting point of higher than 126.4 ° C. and 132.0 ° C. or less.
前記摺動層は、前記バインダ樹脂がポリアミドイミドであり、
前記超高分子量ポリエチレンが前記摺動層における全固体成分に対して5体積%以上、35体積%以下である請求項3又は4記載の摺動部材。 In the sliding layer, the solid lubricant is 25% by volume or more and 100% by volume or less with respect to the binder resin,
In the sliding layer, the binder resin is polyamide imide,
The sliding member according to claim 3 or 4, wherein the ultra high molecular weight polyethylene is 5% by volume or more and 35% by volume or less with respect to the total solid component in the sliding layer.
前記摺動層は、前記二硫化モリブデンが前記摺動層における全固体成分に対して26体積%以下である請求項5記載の摺動部材。 The solid lubricant further comprises molybdenum disulfide,
The sliding member according to claim 5, wherein in the sliding layer, the molybdenum disulfide is 26% by volume or less with respect to the total solid component in the sliding layer.
前記摺動層は、前記グラファイトが前記摺動層における全固体成分に対して5体積%以上、30体積%以下である請求項5乃至7記載の摺動部材。 The solid lubricant further comprises graphite,
The sliding member according to any one of claims 5 to 7, wherein the content of the graphite in the sliding layer is 5% by volume or more and 30% by volume or less with respect to the total solid component in the sliding layer.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BR112020009350-5A BR112020009350A2 (en) | 2017-11-14 | 2018-08-21 | sliding member and method for manufacturing it |
| EP18878631.3A EP3712234B1 (en) | 2017-11-14 | 2018-08-21 | Sliding member and method for manufacturing same |
| CN201880073555.5A CN111356753B (en) | 2017-11-14 | 2018-08-21 | Sliding member and method of manufacturing the same |
| KR1020207016637A KR102400422B1 (en) | 2017-11-14 | 2018-08-21 | Sliding member and manufacturing method thereof |
| US16/763,383 US20210317379A1 (en) | 2017-11-14 | 2018-08-21 | Sliding member and method for manufacturing same |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-218843 | 2017-11-14 | ||
| JP2017218843 | 2017-11-14 | ||
| JP2018-080500 | 2018-04-19 | ||
| JP2018080500A JP7010127B2 (en) | 2017-11-14 | 2018-04-19 | Sliding member and its manufacturing method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019097791A1 true WO2019097791A1 (en) | 2019-05-23 |
Family
ID=66539504
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/030740 Ceased WO2019097791A1 (en) | 2017-11-14 | 2018-08-21 | Sliding member and method for manufacturing same |
Country Status (3)
| Country | Link |
|---|---|
| KR (1) | KR102400422B1 (en) |
| CN (1) | CN111356753B (en) |
| WO (1) | WO2019097791A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022113554A (en) * | 2021-01-25 | 2022-08-04 | 三井化学株式会社 | Olefin polymer composition and film |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116606682B (en) * | 2023-04-14 | 2024-09-13 | 中国石油化工股份有限公司 | Lubricant for new energy automobile power battery cooling system controller valve |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000033117A (en) * | 1998-06-10 | 2000-02-02 | Depuy Orthopaedics Inc | Crosslinked molded plastic bearing |
| JP2001061954A (en) * | 1999-07-29 | 2001-03-13 | Bristol Myers Squibb Co | Method of manufacturing an articulating bearing surface for use in orthopedic implants |
| JP2008025727A (en) * | 2006-07-21 | 2008-02-07 | Nsk Ltd | Plastic molded product and rolling device |
| JP2013189569A (en) | 2012-03-14 | 2013-09-26 | Jtekt Corp | Sliding member |
| JP2016069508A (en) | 2014-09-30 | 2016-05-09 | トヨタ自動車株式会社 | Sliding member, piston ad coated composition |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2674807B2 (en) * | 1987-11-05 | 1997-11-12 | 三井石油化学工業株式会社 | Sliding material |
| KR970006964B1 (en) * | 1988-09-28 | 1997-05-01 | 다이닛뽄 인사쯔 가부시끼가이샤 | Sliding members |
| US6017975A (en) * | 1996-10-02 | 2000-01-25 | Saum; Kenneth Ashley | Process for medical implant of cross-linked ultrahigh molecular weight polyethylene having improved balance of wear properties and oxidation resistance |
| KR100307799B1 (en) * | 1998-12-31 | 2001-11-30 | 장인순 | Abrasion Resistance Improvement Method of Ultra-high Molecular Weight Polyethylene for Artificial Joints |
| US6414086B1 (en) * | 2000-02-29 | 2002-07-02 | Howmedica Osteonics Corp. | Compositions, processes and methods of improving the wear resistance of prosthetic medical devices |
| JP3725018B2 (en) * | 2000-11-21 | 2005-12-07 | 住友電工ファインポリマー株式会社 | Cross-linked slidable resin molded product |
| DE102005048434A1 (en) * | 2005-10-07 | 2007-04-26 | Airbus Deutschland Gmbh | Polyurethane coatings as scuff protection coatings |
| DE102008000928A1 (en) * | 2008-04-02 | 2009-10-08 | Robert Bosch Gmbh | Coating for elastomeric strand-shaped profiles, in particular windscreen wiper blades, and process for their preparation |
| JP5685409B2 (en) * | 2010-09-14 | 2015-03-18 | 株式会社ヴァレオジャパン | Polyamideimide coating material |
| RU2596820C1 (en) * | 2015-04-22 | 2016-09-10 | Федеральное государственное бюджетное учреждение науки Институт элементоорганических соединений им. А.Н. Несмеянова Российской академии наук (ИНЭОС РАН) | Lubricant composition |
-
2018
- 2018-08-21 WO PCT/JP2018/030740 patent/WO2019097791A1/en not_active Ceased
- 2018-08-21 CN CN201880073555.5A patent/CN111356753B/en active Active
- 2018-08-21 KR KR1020207016637A patent/KR102400422B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000033117A (en) * | 1998-06-10 | 2000-02-02 | Depuy Orthopaedics Inc | Crosslinked molded plastic bearing |
| JP2001061954A (en) * | 1999-07-29 | 2001-03-13 | Bristol Myers Squibb Co | Method of manufacturing an articulating bearing surface for use in orthopedic implants |
| JP2008025727A (en) * | 2006-07-21 | 2008-02-07 | Nsk Ltd | Plastic molded product and rolling device |
| JP2013189569A (en) | 2012-03-14 | 2013-09-26 | Jtekt Corp | Sliding member |
| JP2016069508A (en) | 2014-09-30 | 2016-05-09 | トヨタ自動車株式会社 | Sliding member, piston ad coated composition |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3712234A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022113554A (en) * | 2021-01-25 | 2022-08-04 | 三井化学株式会社 | Olefin polymer composition and film |
| JP7605640B2 (en) | 2021-01-25 | 2024-12-24 | 三井化学株式会社 | Olefin-based polymer composition and film |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111356753A (en) | 2020-06-30 |
| KR102400422B1 (en) | 2022-05-19 |
| KR20200086705A (en) | 2020-07-17 |
| CN111356753B (en) | 2022-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9243204B2 (en) | Wear resistant lubricious composite | |
| JPS61266451A (en) | Composition for sliding member | |
| CN105986147B (en) | A kind of wide temperature range self-lubricating nickel-based composite and preparation method thereof | |
| CN101903666A (en) | Sliding member for thrust bearing | |
| CN107001630A (en) | Plain bearing elements | |
| WO2019097791A1 (en) | Sliding member and method for manufacturing same | |
| CN112996887B (en) | Composition for sliding member and sliding member | |
| JP7010127B2 (en) | Sliding member and its manufacturing method | |
| CN105368541A (en) | Lubricating coating composition and compressor including the same | |
| JP6863176B2 (en) | Manufacturing method of sliding member | |
| JP7010128B2 (en) | Sliding member and its manufacturing method | |
| JP6650870B2 (en) | Sliding member with coating film and method for forming coating film | |
| JPH06122887A (en) | Composition for sliding member | |
| KR101837116B1 (en) | A solid lubricant for bush | |
| JPH09169880A (en) | Fluororesin powder composition for sliding member | |
| EP1411109A1 (en) | Solid lubricant on the basis of RBC powder | |
| US20110195879A1 (en) | Inert wear resistant fluoropolymer-based solid lubricants, methods of making and methods of use | |
| JP5546485B2 (en) | Sliding resin composition | |
| JP2011137528A (en) | Multilayer bearing | |
| JP2007269936A (en) | Dry lubrication film composition | |
| JP2015113457A (en) | Lubrication film and slide bearing | |
| JP2009062935A (en) | Sliding material composition and sliding material for swash plate of swash plate compressor | |
| WO2005118730A1 (en) | Aqueous coating material for sliding member and sliding member | |
| JPH0625606A (en) | Wax composition | |
| JP2020109170A (en) | Coating composition and dry lubrication film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18878631 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20207016637 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2018878631 Country of ref document: EP Effective date: 20200615 |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112020009350 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112020009350 Country of ref document: BR Kind code of ref document: A2 Effective date: 20200512 |