RU2732026C1 - Method of making a barrel of short-barreled small arms intended for firing with a bullet completely or partially made of rubber or other elastic material - Google Patents
Method of making a barrel of short-barreled small arms intended for firing with a bullet completely or partially made of rubber or other elastic material Download PDFInfo
- Publication number
- RU2732026C1 RU2732026C1 RU2019144097A RU2019144097A RU2732026C1 RU 2732026 C1 RU2732026 C1 RU 2732026C1 RU 2019144097 A RU2019144097 A RU 2019144097A RU 2019144097 A RU2019144097 A RU 2019144097A RU 2732026 C1 RU2732026 C1 RU 2732026C1
- Authority
- RU
- Russia
- Prior art keywords
- barrel
- bore
- hole
- intended
- longitudinal
- Prior art date
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B1/00—Methods for turning or working essentially requiring the use of turning-machines; Use of auxiliary equipment in connection with such methods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F41—WEAPONS
- F41A—FUNCTIONAL FEATURES OR DETAILS COMMON TO BOTH SMALLARMS AND ORDNANCE, e.g. CANNONS; MOUNTINGS FOR SMALLARMS OR ORDNANCE
- F41A21/00—Barrels; Gun tubes; Muzzle attachments; Barrel mounting means
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
Изобретение относится к способам изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, путем преимущественно механической обработки режущими инструментами и может быть использовано при изготовлении стволов короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, содержащих как минимум один паз в канале ствола.The invention relates to methods for manufacturing a barrel of a short-barreled small arms intended for firing a bullet, completely or partially made of an elastic material, including rubber, by mainly mechanical processing with cutting tools and can be used in the manufacture of barrels of short-barreled small arms intended for firing a bullet, wholly or partly made of elastic material containing at least one groove in the bore.
Известен способ изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, путем изготовления в заготовке ствола канала ствола (патент UA 41033 U, опубл. 27.04.2009 [1]).A known method of manufacturing a barrel of short-barreled small arms intended for firing a bullet, fully or partially made of elastic material, including rubber, by making a barrel bore in the barrel blank (patent UA 41033 U, publ. 27.04.2009 [1]).
Недостатком известного способа [1] является то, что он не предусматривает изготовление в канале ствола продольного паза.The disadvantage of the known method [1] is that it does not provide for the manufacture of a longitudinal groove in the bore.
Известен способ изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, путем изготовления в заготовке ствола канала ствола (патент UA 66989 U, опубл. 25.01.2012 [2]).A known method of manufacturing a barrel of short-barreled small arms intended for firing a bullet, fully or partially made of elastic material, including rubber, by manufacturing a barrel bore in the barrel blank (patent UA 66989 U, publ. 01/25/2012 [2]).
Недостатком известного способа [2] является то, что он не предусматривает изготовление в канале ствола продольного паза.The disadvantage of the known method [2] is that it does not provide for the manufacture of a longitudinal groove in the bore.
Продольные пазы в канале ствола выполняются в известных короткоствольных стволах стрелкового оружия, предназначенных для стрельбы пулями, полностью или частично изготовленными из эластичного материала, в том числе резины, например, в полезной модели RU 99606 U1 со стороны дульной части ствола травматического оружия в целях сброса давления пороховых газов для предотвращения возможности стрельбы металлической пулей, заряженной с дульной части оружия.Longitudinal grooves in the barrel bore are made in the well-known short-barreled small arms barrels intended for firing bullets made entirely or partially of elastic material, including rubber, for example, in the utility model RU 99606 U1 from the muzzle of the barrel of a traumatic weapon in order to relieve pressure powder gases to prevent the possibility of firing a metal bullet charged from the muzzle of the weapon.
Указанные пазы выполнены в полезной модели RU 99606 U1 с плоскими боковыми поверхностями, в связи с этим их изготовление путем механической обработки требует применения несколько технологических операций с применением разных видов дорогостоящего металлообрабатывающего оборудования или специального индивидуального режущего инструмента - протяжки, достаточно трудоемкой в изготовлении, требующей, кроме того, специального оборудования, фрезерного, шлифовального, заточного, закалочного для ее изготовления, а также протяжного станка или долбежного станка для изготовления пазов.These grooves are made in the utility model RU 99606 U1 with flat side surfaces; therefore, their manufacture by machining requires the use of several technological operations using different types of expensive metalworking equipment or special individual cutting tools - broaching, which is rather laborious to manufacture, requiring, in addition, special equipment, milling, grinding, sharpening, hardening for its manufacture, as well as a broaching machine or slotting machine for making grooves.
Ближайшим аналогом настоящего изобретения является изобретение по патенту № UA 41033 U [1], содержащему следующие общие существенные признаки с настоящим изобретением: способ изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, включающий выполнение по меньшей мере одного продольного паза в заготовке ствола.The closest analogue of the present invention is the invention according to the patent No. UA 41033 U [1], containing the following general essential features with the present invention: a method for manufacturing a barrel of a short-barreled small arms weapon intended for firing a bullet fully or partially made of an elastic material, comprising at least one longitudinal groove in the barrel blank.
В отличие от способа [1] в предлагаемом изобретении при изготовлении канала ствола короткоствольного стрелкового оружия в заготовке ствола, не имеющей направляющей части канала ствола, предварительно сверлят со смещением относительно предполагаемой оси канала ствола, как минимум, одно продольное отверстие, предназначенное для образования впоследствии в канале ствола, как минимум, одного продольного паза, а затем изготавливают отверстие, образующее полностью или частично направляющую часть канала ствола с перекрытием предварительно изготовленного, как минимум, одного отверстия и образованием, как минимум, одного продольного паза в направляющей части канала ствола, поверхность которого является частью цилиндрической поверхности.Unlike the method [1] in the present invention, in the manufacture of the barrel bore of short-barreled small arms in a barrel blank that does not have a guide part of the barrel bore, at least one longitudinal hole is pre-drilled with an offset relative to the assumed axis of the barrel bore, intended to subsequently form in the bore of at least one longitudinal groove, and then a hole is made that completely or partially forms the guiding part of the bore with the overlap of at least one pre-made hole and the formation of at least one longitudinal groove in the guiding part of the bore, the surface of which is part of a cylindrical surface.
Под направляющей частью канала ствола здесь и далее по тексту описания, включая формулу изобретения, понимается часть канала ствола стрелкового оружия, предназначенная для направления движения метаемого элемента и ограниченная пульным входом и дульным срезом. Автор также имеет в виду, что в случае отсутствия пульного входа, когда такое отсутствие конструктивно может быть связано с эластичностью метаемого элемента или другими причинами, направляющая часть канала ствола со стороны казенного среза будет ограничена не пульным входом, а патронником.Here and hereinafter in the text of the description, including the claims, the guiding part of the barrel bore is understood to mean the part of the barrel of a small arms barrel intended for guiding the movement of the projectile and limited by the bullet inlet and muzzle. The author also means that in the absence of a bullet entrance, when such a lack may be structurally related to the elasticity of the projectile or other reasons, the guiding part of the bore from the breech end will be limited not by the bullet entrance, but by the chamber.
Изготовление в иной последовательности: сначала отверстия, образующего направляющую часть канала ствола, а затем продольного паза или продольных пазов на периферии этого отверстия путем сверления, приведет к тому, что в процессе резания вершина сверла будет отклоняться в сторону оси канала ствола, что приведет либо к поломке сверла, либо к его изгибу.Manufacturing in a different sequence: first, the hole that forms the guide part of the barrel bore, and then the longitudinal groove or longitudinal grooves on the periphery of this hole by drilling, will lead to the fact that during the cutting process the drill tip will deviate towards the axis of the barrel bore, which will either lead to breakage of the drill, or its bending.
К частным существенным признакам относятся следующие признаки, позволяющие при изготовлении отверстия, полностью или частично образующего направляющую часть канала ствола, существенно сбалансировать или полностью уравновесить силы, действующие на инструмент разнонаправленно в радиальном направлении:Particular essential features include the following features, which make it possible to substantially balance or completely balance the forces acting on the tool in different directions in the radial direction when making a hole that completely or partially forms the guiding part of the bore:
1. при предварительном сверлении нескольких продольных смещенных относительно оси канала ствола отверстий, предназначенных для образования нескольких продольных каналу ствола пазов, центры этих отверстий располагают в поперечной каналу ствола плоскости таким образом, что между соседними находящимися в поперечной канале ствола плоскости лучами, исходящими из центра отверстия, образующего полностью или частично направляющую часть канала ствола, и проходящими через центры отверстий, предназначенных для образования продольных пазов в канале ствола, обеспечивается одинаковый угол;1.when pre-drilling several longitudinal holes offset relative to the axis of the barrel bore, intended to form several longitudinal grooves to the barrel bore, the centers of these holes are located in the plane transverse to the barrel bore in such a way that between the adjacent beams located in the transverse bore of the barrel bore emanating from the center of the hole forming a fully or partially guiding part of the barrel bore and passing through the centers of the holes intended to form longitudinal grooves in the barrel bore, the same angle is provided;
2. при предварительном сверлении нескольких продольных смещенных относительно оси канала ствола отверстий, предназначенных для образования нескольких продольных каналу ствола пазов, центры этих отверстий располагают в поперечной каналу ствола плоскости попарно симметрично относительно центра отверстия, образующего полностью или частично направляющую часть канала ствола, т.е. каждая из пар указанных центров отверстий, предназначенных для образования продольных пазов, принадлежит одной прямой, проходящей через центральную точку отверстия, образующего направляющую часть канала ствола;2.when pre-drilling several longitudinal holes offset relative to the axis of the barrel bore intended to form several longitudinal grooves to the barrel bore, the centers of these holes are arranged in a plane transverse to the barrel bore symmetrically in pairs with respect to the center of the hole that forms a fully or partially guiding part of the barrel bore, i.e. ... each of the pairs of said centers of the holes intended to form longitudinal grooves belongs to one straight line passing through the center point of the hole forming the guide part of the bore;
3. при предварительном сверлении нескольких продольных смещенных относительно оси канала ствола отверстий, предназначенных для образования нескольких продольных каналу ствола пазов, центры этих отверстий располагают в поперечной каналу ствола плоскости равноудаленно от центра отверстия, образующего полностью или частично направляющую часть канала ствола;3. when pre-drilling several longitudinal holes offset relative to the axis of the barrel bore, intended to form several longitudinal grooves to the barrel bore, the centers of these holes are located in a plane transverse to the barrel bore equidistant from the center of the hole, which completely or partially forms the guiding part of the barrel bore;
Технический результат заключается в упрощении способа изготовления канала ствола, содержащего, как минимум, один паз в направляющей части канала ствола. Например, позволяет изготавливать как сам канал ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, так и продольные пазы, расположенные в этом канале без переустановки заготовки с одного оборудования на другое и без переналадки оборудования. Экономится время на изготовление ствола. Уменьшается вероятность ошибки при переустановке детали. Уменьшается количество инструментов, необходимых для изготовления канала ствола.The technical result consists in simplifying the method of manufacturing a bore containing at least one groove in the guide part of the bore. For example, it makes it possible to manufacture both the barrel bore of short-barreled small arms intended for firing a bullet, completely or partially made of elastic material, and longitudinal grooves located in this channel without reinstalling the workpiece from one equipment to another and without changing the equipment. Time is saved for making the barrel. Reduces the likelihood of error when reinstalling a part. The number of tools required to make a bore is reduced.
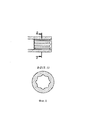
На фигуре 1 представлен фрагмент направляющей части канала ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, содержащий восемь пазов в канале ствола. На разрезе D-D фигуры 1 виден результат предлагаемого способа изготовления ствола, содержащего как общие, так и частные признаки изобретения: пазы изготовлены продольно каналу оси ствола, имеют поверхность, которая является частью цилиндрической поверхности, центры отверстий для пазов располагаются в поперечной оси канала ствола плоскости попарно симметрично относительно центра отверстия, образующего частично направляющую часть канала ствола; они расположены на одинаковом угловом расстоянии и равноудалены относительно центра отверстия, частично образующего направляющую часть канала ствола. При этом отверстия для пазов сверлятся до того, как изготавливается отверстие, частично образующее направляющую часть канала ствола. Это позволяет сделать их достаточно глубокими. Затрачивается относительно немного времени.The figure 1 shows a fragment of the guiding part of the barrel of a short-barreled small arms designed for firing a bullet, completely or partially made of elastic material, including rubber, containing eight grooves in the barrel. The DD section of figure 1 shows the result of the proposed method for manufacturing a barrel, containing both general and particular features of the invention: the grooves are made longitudinally to the bore of the barrel axis, have a surface that is part of the cylindrical surface, the centers of the holes for the grooves are located in the transverse axis of the barrel bore in pairs symmetrically with respect to the center of the hole forming a partially guiding part of the bore; they are located at the same angular distance and are equidistant from the center of the hole, which partially forms the guide part of the bore. In this case, the holes for the grooves are drilled before the hole is made, which partially forms the guide part of the barrel bore. This allows you to make them deep enough. Relatively little time is spent.
Изготовление указанных пазов производится в следующей технологической последовательности.These grooves are manufactured in the following technological sequence.
Сначала в заготовке ствола, не имеющей направляющей части канала ствола, предварительно сверлят со смещением относительно предполагаемой оси канала ствола, как минимум, одно продольное отверстие, предназначенное для образования впоследствии в канале ствола, как минимум, одного продольного паза, а затем изготавливают отверстие, образующее полностью или частично направляющую часть канала ствола, с перекрытием предварительно изготовленного, как минимум, одного отверстия и образованием, как минимум, одного продольного паза в направляющей части канала ствола, поверхность которого является частью цилиндрической поверхности.First, in a barrel blank that does not have a guide part of the barrel bore, at least one longitudinal hole is pre-drilled with an offset relative to the intended axis of the barrel bore, intended to subsequently form at least one longitudinal groove in the barrel bore, and then a hole is made that forms fully or partially guiding part of the bore, with overlapping of at least one pre-made hole and forming at least one longitudinal groove in the guiding part of the bore, the surface of which is part of the cylindrical surface.
В предлагаемой технологической последовательности не исключается возможность дополнительной обработки направляющей части канала ствола после изготовления отверстия, образующего полностью или частично направляющую часть канала ствола, в том числе обработки, изменяющей геометрическую форму направляющей части канала ствола.The proposed technological sequence does not exclude the possibility of additional processing of the guide part of the barrel bore after making a hole that forms completely or partially the guiding part of the barrel bore, including processing that changes the geometric shape of the guide part of the barrel bore.
Изготовление продольных пазов в направляющей части канала ствола путем ковки, электроэрозионной или электроэрозионно-химической обработки (ЭЭХО) является сложной и требующей специального оборудования технологической операцией. При наличии же предварительно изготовленной направляющей части канала ствола на фрезерном станке продольные пазы уже невозможно получить в связи с тем, что размеры ручного стрелкового оружия не позволяют разместить в канале ствола привод для дисковой или профильной фрезы.The production of longitudinal grooves in the guide part of the bore by forging, electroerosive or electroerosive-chemical processing (EECM) is a complex technological operation requiring special equipment. If there is a pre-made guide part of the barrel bore on a milling machine, the longitudinal grooves can no longer be obtained due to the fact that the dimensions of hand-held small arms do not allow placing a drive for a disk or profile cutter in the barrel bore.
Использование же обычной цилиндрической фрезы для изготовления продольных пазов путем осевого ее перемещения с вращением возможно, но нецелесообразно, так как длина паза, как правило, превышает длину режущей части стандартной фрезы, а использование специальной фрезы с удлиненной режущей частью из-за относительно малого диаметра отверстия либо приведет к ее изгибу или поломке, либо займет несоизмеримо много времени по сравнению с предварительным сверлением.The use of a conventional cylindrical cutter for the manufacture of longitudinal grooves by means of its axial movement with rotation is possible, but impractical, since the length of the groove, as a rule, exceeds the length of the cutting part of a standard cutter, and the use of a special cutter with an elongated cutting part due to the relatively small hole diameter will either cause it to bend or break, or take a disproportionately long time compared to pre-drilling.
Изобретение не исключает возможность при изготовлении отверстия, образующего направляющую часть канала ствола, сверлить сначала для его изготовления направляющее отверстие, внешний контур которого не пересекается с контурами предварительно просверленных отверстий, образующих продольные пазы в канале ствола. Имеется в ввиду, что эта стадия может быть технологической операцией одного из вариантов изготовления отверстия, образующего направляющую часть канала ствола.The invention does not exclude the possibility, when making a hole that forms a guide part of the barrel bore, to first drill a guide hole for its production, the outer contour of which does not intersect with the contours of pre-drilled holes that form longitudinal grooves in the barrel bore. It is meant that this stage can be a technological operation of one of the options for making a hole that forms a guide part of the bore.
Изобретение также не исключает того, что просверленное отверстие или просверленные отверстия, образующие продольные пазы, до или после изготовления отверстия, образующего, направляющую часть канала ствола, подвергаются дополнительной механической доработке, в том числе изменяющей их геометрическую форму.The invention also does not exclude that the drilled hole or the drilled holes that form the longitudinal grooves, before or after the production of the hole, which forms the guide part of the bore, is subjected to additional mechanical modification, including changing their geometric shape.
Также при сверлении отверстий, образующих пазы в канале ствола, возможно незначительное угловое отклонение осей сверления этих отверстий от оси канал ствола, что существенно не повлияет на технический результат. Причем отклонение каждой из осей сверления отверстия, образующего паз в канале ствола, возможно как в случае, когда ось сверления отверстия для паза и ость центрального отверстия, полностью или частично образующего направляющую часть канала ствола, могут принадлежать одной плоскости (пересекающиеся прямые), так и в случае, когда ось сверления отверстия для паза и ось центрального отверстия, полностью или частично образующего направляющую часть канала ствола, не принадлежат одной плоскости (скрещивающиеся прямые). Величина углового отклонения оси сверления отверстия для паза от оси центрального отверстия, определяемая либо по правилам пересекающихся прямых, либо по правилам скрещивающихся прямых, может достигать значения до 15 градусов в зависимости от соотношения диаметра сверления отверстия для паза и размера центрального отверстия, от длины отверстия, предназначенного для паза, от конусности канала направляющей части ствола на участке сверления паза, от прочих геометрических параметров канала ствола.Also, when drilling holes that form grooves in the bore, a slight angular deviation of the drilling axes of these holes from the axis of the bore is possible, which will not significantly affect the technical result. Moreover, the deviation of each of the axes of drilling the hole forming a groove in the barrel bore is possible both in the case when the axis of drilling the hole for the groove and the spine of the central hole, which completely or partially forms the guiding part of the barrel bore, can belong to the same plane (intersecting straight lines), and in the case when the axis of drilling the hole for the groove and the axis of the central hole, which completely or partially forms the guiding part of the bore, do not belong to the same plane (intersecting straight lines). The value of the angular deviation of the hole drilling axis for the groove from the axis of the central hole, determined either according to the rules of intersecting straight lines or according to the rules of intersecting straight lines, can reach values up to 15 degrees, depending on the ratio of the hole drilling diameter for the groove and the size of the central hole, on the length of the hole. intended for the groove, from the taper of the channel of the guide part of the barrel in the section of drilling the groove, from other geometric parameters of the barrel.
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2019144097A RU2732026C1 (en) | 2019-12-26 | 2019-12-26 | Method of making a barrel of short-barreled small arms intended for firing with a bullet completely or partially made of rubber or other elastic material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2019144097A RU2732026C1 (en) | 2019-12-26 | 2019-12-26 | Method of making a barrel of short-barreled small arms intended for firing with a bullet completely or partially made of rubber or other elastic material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2732026C1 true RU2732026C1 (en) | 2020-09-10 |
Family
ID=72421894
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2019144097A RU2732026C1 (en) | 2019-12-26 | 2019-12-26 | Method of making a barrel of short-barreled small arms intended for firing with a bullet completely or partially made of rubber or other elastic material |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2732026C1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2798484C2 (en) * | 2022-02-15 | 2023-06-23 | Закрытое акционерное общество "ТЕХНОАРМС" | Method for manufacturing barrel of a short-barreled small arms intended for firing a bullet made wholly or partially from elastic material |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2092764C1 (en) * | 1994-09-09 | 1997-10-10 | Военная академия противовоздушной обороны сухопутных войск РФ | Method of manufacture of artillery gun |
| US20030089014A1 (en) * | 2001-11-13 | 2003-05-15 | Dale Schuerman | Bolt action rifle |
| UA19762U (en) * | 2006-08-11 | 2006-12-15 | Ltd Liability Company Oerma In | Barrel of short-barreled rifle arms for shooting bullets equipped with missiles with non-fatal effect |
| UA41033U (en) * | 2009-01-16 | 2009-04-27 | Владимир Александрович Шейко | Method for making barrel of short-barrelled small arms for shooting ammunition with non-fatal effect |
| RU87508U1 (en) * | 2009-06-25 | 2009-10-10 | ООО Производственно-коммерческое предприятие "Агентство коммерческой безопасности, специзделия" (ООО ПКП "АКБС") | SHOT OF A SHOOT WEAPON |
| RU99606U1 (en) * | 2010-06-28 | 2010-11-20 | Юлия Васильевна Потриденная | POWDER GAS DISCHARGE NODE FROM THE TRAUMATIC WEAPON BARREL WHILE SHOOTING A METAL BULLET CHARGED FROM THE Muzzle |
| RU2652295C1 (en) * | 2017-04-12 | 2018-04-25 | Федеральное государственное автономное образовательное учреждение высшего образования "Северный (Арктический) федеральный университет имени М.В. Ломоносова" (САФУ) | Method for controlling the processing of artillery mount tubes |
-
2019
- 2019-12-26 RU RU2019144097A patent/RU2732026C1/en active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2092764C1 (en) * | 1994-09-09 | 1997-10-10 | Военная академия противовоздушной обороны сухопутных войск РФ | Method of manufacture of artillery gun |
| US20030089014A1 (en) * | 2001-11-13 | 2003-05-15 | Dale Schuerman | Bolt action rifle |
| UA19762U (en) * | 2006-08-11 | 2006-12-15 | Ltd Liability Company Oerma In | Barrel of short-barreled rifle arms for shooting bullets equipped with missiles with non-fatal effect |
| UA41033U (en) * | 2009-01-16 | 2009-04-27 | Владимир Александрович Шейко | Method for making barrel of short-barrelled small arms for shooting ammunition with non-fatal effect |
| RU87508U1 (en) * | 2009-06-25 | 2009-10-10 | ООО Производственно-коммерческое предприятие "Агентство коммерческой безопасности, специзделия" (ООО ПКП "АКБС") | SHOT OF A SHOOT WEAPON |
| RU99606U1 (en) * | 2010-06-28 | 2010-11-20 | Юлия Васильевна Потриденная | POWDER GAS DISCHARGE NODE FROM THE TRAUMATIC WEAPON BARREL WHILE SHOOTING A METAL BULLET CHARGED FROM THE Muzzle |
| RU2652295C1 (en) * | 2017-04-12 | 2018-04-25 | Федеральное государственное автономное образовательное учреждение высшего образования "Северный (Арктический) федеральный университет имени М.В. Ломоносова" (САФУ) | Method for controlling the processing of artillery mount tubes |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2798484C2 (en) * | 2022-02-15 | 2023-06-23 | Закрытое акционерное общество "ТЕХНОАРМС" | Method for manufacturing barrel of a short-barreled small arms intended for firing a bullet made wholly or partially from elastic material |
| RU2805089C1 (en) * | 2023-05-05 | 2023-10-11 | Закрытое акционерное общество "Техкрим" | Barrel for shooting elastic bullets |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2205926B1 (en) | Projectile weapons | |
| US20150007479A1 (en) | Firearm Rifling | |
| US7383656B2 (en) | Process for manufacturing double barrel shotgun barrels, and the resulting double barrels | |
| US10969208B2 (en) | Hybridized fragmenting projectile | |
| US20170074612A1 (en) | Firearm barrel fluting of varied depth and/or width | |
| RU2732026C1 (en) | Method of making a barrel of short-barreled small arms intended for firing with a bullet completely or partially made of rubber or other elastic material | |
| US2383356A (en) | Firearm | |
| EP3159650B1 (en) | Gun barrel manufacturing process | |
| CN111299967B (en) | Processing method of metal spiral rib | |
| JP4316578B2 (en) | Helical broach and broach processing method | |
| RU2798484C2 (en) | Method for manufacturing barrel of a short-barreled small arms intended for firing a bullet made wholly or partially from elastic material | |
| US6817132B1 (en) | Barrel chambering method and apparatus | |
| US20240286209A1 (en) | Method and apparatus for cutting grooves in a bore | |
| EP0892238B1 (en) | Rifled gun barrel | |
| US10197367B1 (en) | Method of machining V-notch grooves for controlled fragmentation of warheads | |
| US20200238469A1 (en) | Method for producing a cutting tool and cutting tool | |
| RU2591824C1 (en) | Method for producing a barrel | |
| RU2176176C2 (en) | Method of drilling deep openings of small diameter, and bladed drill of one-way cutting | |
| RU2539548C2 (en) | Method of barrel production | |
| RU2022103720A (en) | A method for manufacturing a barrel of a short-barreled small arms designed to fire a bullet made entirely or partially of rubber or other elastic material | |
| AU2019343444B2 (en) | Method for producing a highly heat-resistant weapon barrel provided with a twist profile | |
| CN103753135A (en) | Machining method for shaft part | |
| EP4072748B1 (en) | Method for manufacturing gun barrels | |
| RU2151016C1 (en) | Method and tool for manufacture of barrels of fowling-pieces | |
| RU2652924C1 (en) | Method for producing a barrel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| QB4A | Licence on use of patent |
Free format text: LICENCE FORMERLY AGREED ON 20211118 Effective date: 20211118 |