RU2526396C1 - Method for bakery goods baking in moulds moving rectilinearly on conveyer inside tunnel oven - Google Patents
Method for bakery goods baking in moulds moving rectilinearly on conveyer inside tunnel oven Download PDFInfo
- Publication number
- RU2526396C1 RU2526396C1 RU2013109927/13A RU2013109927A RU2526396C1 RU 2526396 C1 RU2526396 C1 RU 2526396C1 RU 2013109927/13 A RU2013109927/13 A RU 2013109927/13A RU 2013109927 A RU2013109927 A RU 2013109927A RU 2526396 C1 RU2526396 C1 RU 2526396C1
- Authority
- RU
- Russia
- Prior art keywords
- tunnel
- lamps
- mesh
- radiation
- conveyor
- Prior art date
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A21—BAKING; EDIBLE DOUGHS
- A21B—BAKERS' OVENS; MACHINES OR EQUIPMENT FOR BAKING
- A21B1/00—Bakers' ovens
- A21B1/42—Bakers' ovens characterised by the baking surfaces moving during the baking
- A21B1/48—Bakers' ovens characterised by the baking surfaces moving during the baking with surfaces in the form of an endless band
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Resistance Heating (AREA)
- Baking, Grill, Roasting (AREA)
Abstract
Description
Предлагаемое изобретение относится к технологии пищевых производств и может быть использовано для непрерывного и/или периодического разогрева, или выпечки, или сушки, или обжаривания, или поджаривания, или запекания пищевых полуфабрикатов в формах, т.е. для их термической обработки. В том числе - до полного приготовления из них готового пищевого продукта. Способ может быть использован для приготовления из полуфабрикатов бифштексов, стейков, котлет, фрикаделек, для выпечки хлебов, булок, печений и пряников, для разогрева первых и вторых блюд в емкостях, для сушки сухарей, круп, трав, ягод, грибов и т.п.The present invention relates to food production technology and can be used for continuous and / or periodic heating, or baking, or drying, or roasting, or roasting, or baking food semi-finished products in forms, i.e. for their heat treatment. Including - until the complete preparation of the finished food product from them. The method can be used for preparing steaks, steaks, meatballs, meatballs from semi-finished products, for baking breads, rolls, cookies and gingerbread cookies, for heating first and second courses in containers, for drying crackers, cereals, herbs, berries, mushrooms, etc. .
Способ может быть использован и для непрерывной термической обработки строительных, машиностроительных, приборостроительных, биологических, полимерных и химических полуфабрикатов и термопластичных материалов в формах.The method can be used for continuous heat treatment of building, engineering, instrument-making, biological, polymer and chemical semi-finished products and thermoplastic materials in molds.
1. Уровень техники1. The prior art
Известен способ нагрева штучных пищевых полуфабрикатов на конвейере, в котором конвейер размещают внутри футерованного корпуса (внутри пода) туннельной печи, в котором создают загрузочное окно для загрузки штучных полуфабрикатов на конвейер. Внутри корпуса (пода) непрерывно сжигают газообразное топливо, поддерживая заданную высокую температуру внутри корпуса (пода), одновременно удаляя продукты сгорания топлива (посредством дымогарных труб). В процессе нагрева полуфабрикатов, сверху корпуса (пода) внутрь периодически подают перегретый пар от парогенератора с целью увлажнения полуфабрикатов, теряющих влагу [1, 2].A known method of heating piece food semi-finished products on a conveyor, in which the conveyor is placed inside the lined body (inside the hearth) of the tunnel furnace, which creates a loading window for loading piece semi-finished products on the conveyor. Inside the casing (hearth), gaseous fuel is continuously burned, maintaining a predetermined high temperature inside the casing (hearth), while simultaneously removing the products of fuel combustion (through smoke tubes). In the process of heating semi-finished products, overheated steam from the steam generator is periodically fed from the top of the casing (hearth) to moisten semi-finished products that lose moisture [1, 2].
Недостатками данного способа являются сложность реализации операций, огромная материалоемкость, высокая энергоемкость операций, загрязнение окружающей среды и продуктами сгорания топлива и ее тепловое загрязнение. Аналогичными недостатками обладают и подобные способы, изложенные в источниках [3-12]. Еще более сложным, является способ по заявке RU [13], в котором для нагрева используется дополнительно (к операции сжигания топлива) операция нагрева электронагревателями (ТЭНами).The disadvantages of this method are the complexity of the operations, huge material consumption, high energy consumption of operations, environmental pollution and fuel combustion products and its thermal pollution. Similar disadvantages have similar methods described in the sources [3-12]. Even more complex is the method according to the application RU [13], in which, for heating, the operation of heating with electric heaters (heating elements) is additionally used (for the operation of burning fuel).
Известны аналогичные способы нагрева полуфабрикатов, в которых высокую температуру внутри корпуса (внутри пода) туннельной печи создают и поддерживают электрическими нагревателями (ТЭНами) [14-16]. Эти способы не загрязняют окружающую среду продуктами сгорания топлива и исключают тепловое загрязнение среды. Их недостатками являются сложность реализации операций, огромная материалоемкость и высокая энергоемкость операций из-за малой наружной поверхности ТЭНов и длительным временем разогрева воздуха (из-за малой его теплопроводности) внутри корпуса (пода) печи.Similar methods for heating semi-finished products are known, in which the high temperature inside the body (inside the hearth) of the tunnel kiln is created and supported by electric heaters (TENs) [14-16]. These methods do not pollute the environment with fuel combustion products and exclude thermal pollution of the environment. Their disadvantages are the complexity of the operations, the huge material consumption and high energy consumption of operations due to the small outer surface of the heating elements and the long heating time of the air (due to its low thermal conductivity) inside the body (hearth) of the furnace.
Известен способ нагрева штучных технических изделий в туннельной печи, движущихся прямолинейно в составе конвейера, изложенный в [17, 18], в котором конвейер выполняют из отдельных, сцепленных между собой тележек, перемещающихся прямолинейно вдоль футерованного корпуса (тоннеля) печи.A known method of heating piece technical products in a tunnel kiln moving rectilinearly as part of a conveyor is described in [17, 18], in which the conveyor is made of separate interlocked bogies moving rectilinearly along a lined furnace body (tunnel).
Тележки перемещают внутри тоннеля по рельсам, а нагрев воздуха внутри него осуществляют электронагревателями (ТЭНами) или излучающими трубками, которые неподвижно размещают рядами и над нагреваемыми изделиями и под тележками.The carts are moved inside the tunnel along the rails, and the air inside it is heated by electric heaters (heating elements) or radiating tubes, which are motionlessly placed in rows both above the heated products and under the carts.
Наиболее существенными недостатками данного способа являются сложность реализации операций, огромная материалоемкость и высокая энергоемкость операций.The most significant disadvantages of this method are the complexity of the operations, the huge material consumption and high energy intensity of operations.
Сложность реализации способа заключается в необходимости создавать футерованный корпус туннельной (или любой другой печи из известных способов нагрева штучных изделий) печи, создавать конвейер, движущийся внутри этого тоннеля в условиях высоких температур, создавать тележки, прокладывать для них рельсы, создавать фундамент для рельсов, обеспечивать смазку колес тележек работающих в условиях высоких температур, а также - необходимость создавать и обслуживать парогенератор и паропровод для подачи пара внутрь тоннеля печи для увлажнения и т.п. Этот же недостаток присущ и для люлечных конвейеров в аналогах [1, 2].The complexity of the method lies in the need to create a lined body of a tunnel (or any other furnace from known methods of heating piece goods) furnaces, create a conveyor moving inside this tunnel at high temperatures, create carts, lay rails for them, create a foundation for rails, provide lubrication of the wheels of carts operating at high temperatures, as well as the need to create and maintain a steam generator and steam line for supplying steam inside the tunnel of the furnace for humidification etc. The same drawback is inherent for cradle conveyors in analogues [1, 2].
Огромная материалоемкость обусловлена массивностью футерованного корпуса-тоннеля печи, элементов конвейера и элементов парового увлажнения.The huge material consumption is due to the massiveness of the lined shell-tunnel of the furnace, conveyor elements and steam humidification elements.
Высокая энергоемкость операций обусловлена большим расходом электрической энергии на нагрев и на привод, учитывая массивность подвижных частей конвейера и большие потери энергии на трение в этих подвижных частях (в звеньях).The high energy intensity of operations is due to the large consumption of electric energy for heating and the drive, given the massiveness of the moving parts of the conveyor and the large energy losses due to friction in these moving parts (in links).
На самом деле, необходимо нагревать только полуфабрикаты, тогда как в прототипе лишь малая часть тепловой (первично-электрической) энергии электрических нагревателей расходуется на нагрев изделий.In fact, it is necessary to heat only semi-finished products, while in the prototype only a small part of the thermal (primary-electric) energy of electric heaters is spent on heating products.
Электронагреватели поз.2 (фиг.1) в аналоге [18] размещены не над изделиями с минимальным зазором с ними, а в верхней части внутренней полости тоннеля. Эти нагреватели (ТЭНы или излучающие трубки) обладают тем свойством, что нагревают окружающий их воздух, создавая его конвекцию, при соприкосновении воздуха с нагретой поверхностью нагревателя и нагретый воздух поднимается вверх. Размещение электрических нагревателей поз.2 (в этом аналоге) приводит к нагреву воздуха конвекцией только под потолком корпуса (пода) печи. Эти нагреватели (ТЭНы или излучающие трубки) обладают тем свойством, что они создают тепловое (электромагнитное) излучение. Но ТЭНы или излучающие трубки из-за малой температуры наружной поверхности (700-900°C) создают излучение с довольно большой длиной волны ≈3,2 мкм и с довольно малой удельной мощностью излучения ≈5*105 Вт/см2 [19, с.29, рис.2-5]. Тогда как известные источники направленного инфракрасного излучения (инфракрасные зеркальные электролампы накаливания, с зеркальным отражателем внутри колбы, который и создает направленное излучение) типа ИКЗ (инфракрасные зеркальные) [20], с номинальной температурой спирали 2350 K создают удельную мощность направленного инфракрасного излучения ≈2*107 Вт/см2 [19, с.29, рис.2-5], т.е. ≈ в 40 раз мощнее при одних и тех же затратах электроэнергии. Электронагреватели (ТЭНы или излучающие трубки) создают равномерно рассеянное тепловое (частично инфракрасное) излучение цилиндрической поверхности. Оно частично нагревает потолок корпуса (пода) печи, частично окружающий воздух и лишь частично изделие (полуфабрикат).Electric heaters pos.2 (figure 1) in the analogue [18] are placed not over products with a minimum clearance with them, but in the upper part of the internal cavity of the tunnel. These heaters (heating elements or radiating tubes) have the property that they heat the air surrounding them, creating its convection, when the air comes into contact with the heated surface of the heater, and the heated air rises. The placement of electric heaters pos.2 (in this analog) leads to air heating by convection only under the ceiling of the furnace body (hearth). These heaters (heating elements or radiating tubes) have the property that they create thermal (electromagnetic) radiation. But TENs or radiating tubes, due to the low temperature of the outer surface (700–900 ° C), generate radiation with a rather large wavelength ≈3.2 μm and a rather small specific radiation power ≈5 * 10 5 W / cm 2 [19, p.29, fig. 2-5]. Whereas the well-known sources of directional infrared radiation (infrared mirror light bulbs, with a mirror reflector inside the bulb that creates the directional radiation) of the type IKZ (infrared mirror) [20], with a nominal spiral temperature of 2350 K create a specific power of directed infrared radiation ≈2 * 10 7 W / cm 2 [19, p.29, fig. 2-5], i.e. ≈ 40 times more powerful at the same energy costs. Electric heaters (heating elements or radiating tubes) create uniformly dispersed thermal (partially infrared) radiation from a cylindrical surface. It partially heats the ceiling of the body (hearth) of the furnace, partially surrounding the air and only partially the product (semi-finished product).
Известно также, что энергия направленного электромагнитного излучения в инфракрасном спектре частично поглощается поверхностью (нагревает поверхность), частично отражается от поверхности (рассеивается) и частично проникает сквозь стенку с поверхностью. Известно при этом, что лучше всего из металлов поглощает энергию ИК спектра хром и железо, а мощность проникающего излучения уменьшается при увеличении толщины облучаемой стенки [21].It is also known that the energy of directed electromagnetic radiation in the infrared spectrum is partially absorbed by the surface (heats the surface), partially reflected from the surface (scattered) and partially penetrates through the wall with the surface. It is known at the same time that chromium and iron absorb the energy of the IR spectrum best of metals, and the power of penetrating radiation decreases with increasing thickness of the irradiated wall [21].
Электронагреватели поз.3 (фиг.1) в аналоге [18] размещены под массивными тележками и аналогично электронагревателям 2) нагревают окружающий их воздух частично конвекцией и частично излучением. На нагрев воздуха расходуется часть энергии излучения. Другие части этой энергии расходуются на нагрев тележек 4 снизу и на нагрев массивного фундамента (основания) вместе с рельсами (с направляющими 6). Таким образом, лишь мизерная часть электроэнергии (тепловой энергии электронагревателей - ТЭНов или излучающих трубок) расходуется на нагрев непосредственно самих полуфабрикатов (изделий).Electric heaters pos. 3 (Fig. 1) in an analogue [18] are placed under massive trolleys and, like electric heaters 2) heat the surrounding air partially with convection and partially with radiation. Part of the radiation energy is spent on heating the air. Other parts of this energy are spent on heating the carts 4 from below and on heating a massive foundation (base) along with rails (with guides 6). Thus, only a tiny fraction of the electric power (thermal energy of electric heaters - heating elements or radiating tubes) is spent on heating the semi-finished products (products) themselves.
С другой стороны, большие массы футерованного корпуса, деталей конвейера, люлек или тележек, фундамента (основания) создают большую инерционность процесса нагрева. Нагрев полуфабрикатов (изделий) может начаться только после того, как прогреется воздух и тележки. На разогрев всего того, что не является полуфабрикатом, по времени расходуется значительно больше энергии, чем нужно для поддержания нужных температур полуфабрикатов.On the other hand, the large masses of the lined body, conveyor parts, cradles or trolleys, foundations (bases) create a greater inertia of the heating process. Heating of semi-finished products (products) can begin only after the air and carts have warmed up. To heat up everything that is not a semi-finished product, much more energy is consumed in time than is necessary to maintain the necessary temperatures of the semi-finished products.
Низкие показатели надежности, долговечности и ремонтопригодности обусловлены также тем, что нагревающие устройства, движущиеся элементы трения конвейера (подвижные соединения) и элементы привода конвейера располагают внутри туннельной печи, т.е. в условиях высоких температур и влажности. Это вызывает ускоренный износ, коррозию и невозможность замены нагревателей при их отказе без остановки всего процесса работы туннельной печи.Low reliability, durability and maintainability are also due to the fact that heating devices, moving friction elements of the conveyor (movable joints) and elements of the conveyor drive are located inside the tunnel furnace, i.e. in conditions of high temperatures and humidity. This causes accelerated wear, corrosion and the inability to replace the heaters when they fail without stopping the entire process of the tunnel furnace.
Известен способ нагрева (в том числе и выпечки) пищевых штучных полуфабрикатов, движущихся прямолинейно на конвейере [22].A known method of heating (including baking) of food piece semi-finished products moving rectilinearly on the conveyor [22].
В этом способе нагрева полуфабрикаты движутся прямолинейно на конвейере и их нагревают, перемещая вместе с конвейером. При этом полуфабрикаты нагревают направленным на них сверху перпендикулярно траектории их движения инфракрасным излучением, размещая излучатели этого излучения над полуфабрикатами равномерно относительно них по длине и ширине с минимальным зазором между излучателями и с регулируемым зазором между излучателями и полуфабрикатами. Конвейер выполнен в виде бесконечной тонкой транспортерной плоской ленты, движущейся прямолинейно, участок которой, вместе с полуфабрикатами, нагревают направленным на ленту снизу, перпендикулярно траектории ее движения, инфракрасным излучением, размещая излучатели этого излучения под лентой, равномерно по ее длине и ширине, с минимальным зазором между излучателями и с регулируемым зазором между излучателями и лентой. Кроме этого, полуфабрикаты нагревают дополнительно проникающим сквозь ленту этим же излучением, а мощность направленного инфракрасного излучения и его плотность вблизи полуфабрикатов регулируют.In this heating method, the semi-finished products move rectilinearly on the conveyor and they are heated, moving together with the conveyor. At the same time, the semi-finished products are heated by infrared radiation directed at them from above perpendicular to the trajectory of their movement, placing the emitters of this radiation over the semi-finished products uniformly relative to them in length and width with a minimum gap between the radiators and with an adjustable gap between the radiators and semi-finished products. The conveyor is made in the form of an endless thin conveyor flat belt moving rectilinearly, a portion of which, together with the semi-finished products, is heated with the infrared radiation directed to the belt from below, perpendicular to the trajectory of its movement, placing emitters of this radiation under the belt uniformly along its length and width, with a minimum the gap between the emitters and with an adjustable gap between the emitters and the tape. In addition, the semi-finished products are additionally heated by the same radiation penetrating through the tape, and the power of the directed infrared radiation and its density near the semi-finished products are regulated.
Данный способ позволяет существенно уменьшить расход энергии на нагрев полуфабрикатов, упростить конструкцию устройства для его осуществления, монтаж, наладки, настройки и обслуживание.This method allows to significantly reduce energy consumption for heating semi-finished products, to simplify the design of the device for its implementation, installation, commissioning, configuration and maintenance.
Наиболее существенным его недостатком является невозможность использования для выпечки хлебобулочных, кондитерских изделий, баранок (сушек) и пряников. Этот способ реализуем с достижением конечной цели (выпечки готового изделия) только для тонкослойных полуфабрикатов типа блинов, оладий или блинчиков. Этот способ обладает слишком ограниченными функциональными возможностями.Its most significant drawback is the inability to use for baking bakery, confectionery, bagels (dryers) and gingerbread cookies. This method is implemented with the achievement of the ultimate goal (baking the finished product) only for thin-layer semi-finished products such as pancakes, pancakes or pancakes. This method has too limited functionality.
На самом деле ([22], фиг.1 и 2), рассматривая способ (технологию) нагрева полуфабрикатов 14 (фиг.2) в поперечном сечении транспортерной ленты 1А или 1Б видно, что лучевой нагрев полуфабрикатов 14 осуществляется, в основном, сверху и, частично, снизу. Снизу, частично, потому, что поток направленно-фокусированного (отражателем ламп ИКЗ) излучения нижними рядами ламп 10 H почти полностью поглощается и отражается материалом сплошной транспортерной ленты 1А или 1Б. Лишь 10% энергии излучения проникает сквозь материал ленты 1А (1Б), нагревая полуфабрикаты непосредственно излучением. Поэтому, снизу, полуфабрикаты нагреваются в основном (90%) теплопроводностью от нагретой излучением поверхности ленты, тогда как сверху эти полуфабрикаты нагреваются исключительно излучением.In fact ([22], FIGS. 1 and 2), considering the method (technology) of heating the semi-finished products 14 (FIG. 2) in the cross section of the conveyor belt 1A or 1B, it is seen that the radiation heating of the semi-finished products 14 is carried out mainly from above and , partially, from below. Below, in part, because the flux of directionally focused (reflector of ICZ lamps) radiation from the lower rows of 10 H lamps is almost completely absorbed and reflected by the material of a continuous conveyor belt 1A or 1B. Only 10% of the radiation energy penetrates through the material of the tape 1A (1B), heating the semi-finished products directly by radiation. Therefore, from below, the semi-finished products are heated mainly (90%) by the thermal conductivity of the surface of the tape heated by radiation, while from above, these semi-finished products are heated exclusively by radiation.
Отличие теплообмена теплопроводностью и излучением заключается в том, что при конвекции и теплопроводности перенос энергии приблизительно пропорционален разности температур в первой степени. При теплообмене излучением, перенос энергии тоже пропорционален разности температур, но - абсолютных и, каждая из них, возводится в 4-ю или 5-ю степень [23]. Из приведенных сведений понятно, что для одинакового температурного воздействия (равномерный прогрев) на полуфабрикаты по стороны нагревателей (излучателей) необходимо, чтобы мощность нижних излучателей была бы, по меньшей мере, в 5 раз больше, чем верхних. Однако, известные в мировой практике номинальные мощности излучателей типа ламп ИКЗ составляют: минимальные - 175 Вт (ИКЗ-175), максимальные - 500 Вт (ИКЗ-500) [20]. Т.е., если верхними излучателями будут лампы ИКЗ-175, а нижними - ИКЗ-500, то соотношение мощностей нижних излучателей к верхним - составит всего (500/175≈2,86). Из этого следует, что если верхними излучателями поставить лампы ИКЗ-175, то на каждую лампу ИКЗ-175 сверху - снизу нужно две лампы ИКЗ-500. Однако, разные по мощности лампы имеют и разные диаметры колб (габариты). Например, диаметр колбы ИКЗ-175 равен 113 мм, а ИКЗ-500 - 137 мм [20]. Поэтому, при наличии, например, 4-х ламп ИКЗ-175 сверху их суммарный размер (длина поперек транспортерной ленты) составит 452 мм, а 8 ламп ИКЗ-500 снизу составит 1096 мм, т.е. в 2 раза больше. При расположении полуфабрикатов на длине ширины 450 мм (поперек ленты, на длине колб 4-х ламп ИКЗ-175) сверху, лишь средние 4 лампы ИКЗ-500 снизу будут излучать на полуфабрикаты (нагревать их). При расположении полуфабрикатов на длине 1000 мм (поперек ленты, на длине колб 8-ми ламп ИКЗ-500) - сверху полуфабрикаты будут нагреваться только посередине 4-мя лампами ИКЗ-175.The difference between heat transfer by heat conduction and radiation is that in convection and heat conduction, the energy transfer is approximately proportional to the temperature difference in the first degree. In heat transfer by radiation, energy transfer is also proportional to the temperature difference, but absolute, and each of them is raised to the 4th or 5th degree [23]. From the above information, it is clear that for the same temperature effect (uniform heating) on the semi-finished products on the side of the heaters (emitters), it is necessary that the power of the lower emitters be at least 5 times that of the upper ones. However, the nominal power of emitters of the type of ICZ lamps known in world practice is: minimum - 175 W (IKZ-175), maximum - 500 W (IKZ-500) [20]. That is, if the upper emitters are IKZ-175 lamps, and the lower - IKZ-500 lamps, then the ratio of the power of the lower emitters to the upper ones will be only (500 / 175≈2.86). From this it follows that if IKZ-175 lamps are placed with the top emitters, then for each IKZ-175 lamp from above - from the bottom two IKZ-500 lamps are needed. However, lamps with different power have different bulb diameters (dimensions). For example, the diameter of the IKZ-175 flask is 113 mm, and the IKZ-500 is 137 mm [20]. Therefore, if, for example, there are 4 IKZ-175 lamps on top, their total size (length across the conveyor belt) will be 452 mm, and 8 IKZ-500 lamps on the bottom will be 1,096 mm, i.e. 2 times more. When the semi-finished products are arranged on a length of 450 mm (across the tape, on the length of the bulbs of 4 IKZ-175 lamps) above, only the middle 4 IKZ-500 lamps from below will emit onto the semi-finished products (heat them). When the semi-finished products are located on a length of 1000 mm (across the tape, on the length of the bulbs of 8 IKZ-500 lamps), from above, the semi-finished products will be heated only in the middle by 4 IKZ-175 lamps.
С другой стороны, хлебобулочные и кондитерские изделия, имеющие длину, ширину и высоту, выпекаются в формах, имеющих толщину стенки, массу, длину, ширину и высоту. Для выпечки этих изделий необходимо нагревать формы не только снизу и сверху, но и с боков. Рассмотренный выше способ не позволяет осуществить нагрев форм (или самих полуфабрикатов) с боков (в направлении излучения, перпендикулярного направлению движения сетки в ее плоскости). Поэтому возможно, что тонкие и плоские полуфабрикаты (для блинов, оладий и блинчиков) будут пропекаться (выпекаться) до готовности. Таким образом, выпечка хлебобулочных изделий в формах этим способом известными техническими средствами неосуществима.On the other hand, bakery and confectionery products having a length, width and height are baked in molds having a wall thickness, weight, length, width and height. For baking these products, it is necessary to heat the molds not only from below and above, but also from the sides. The above method does not allow the heating of the forms (or the semi-finished products themselves) from the sides (in the direction of radiation perpendicular to the direction of movement of the grid in its plane). Therefore, it is possible that thin and flat semi-finished products (for pancakes, pancakes and pancakes) will be baked (baked) until cooked. Thus, the baking of bakery products in molds by this method by known technical means is not feasible.
Известным также является и способ нагрева пищевых штучных полуфабрикатов на конвейере внутри тоннельной печи [24], в котором тоннель печи выполняют в форме тонкостенной прямоугольной, в сечении, трубы. Длина этой трубы больше, чем размеры поперечника. Ее размещают горизонтально и неподвижно, а конвейер выполняют в форме бесконечной, тонкой и термостойкой, плоской транспортерной ленты с приводом. Прямолинейно движущийся участок ленты, вместе с полуфабрикатами, направляют внутри трубы параллельно ей с небольшим зазором относительно ее внутренней нижней поверхности и с равномерными зазорами относительно внутренних боковых поверхностей. При этом, полуфабрикаты нагревают разогретым окружающим их внутри трубы воздухом, разогретой внутри трубы транспортерной лентой и проникающим сквозь стенку трубы направленным инфракрасным излучением одновременно. Поверхность трубы нагревают снаружи, снизу и с боков, вдоль ее длины направленным на нее перпендикулярно инфракрасным излучением, одновременно измеряя в процессе нагрева температуру внутри трубы и поддерживая ее автоматически в заданных пределах, при этом наружную поверхность трубы сверху покрывают слоем термостойкой теплоизоляции.Also known is a method of heating food piece semi-finished products on a conveyor inside a tunnel oven [24], in which the tunnel of the furnace is made in the form of a thin-walled rectangular, sectional pipe. The length of this pipe is greater than the dimensions of the diameter. It is placed horizontally and motionlessly, and the conveyor is made in the form of an endless, thin and heat-resistant, flat conveyor belt with a drive. A rectilinearly moving section of the tape, together with the semi-finished products, is directed inside the pipe parallel to it with a small gap relative to its inner bottom surface and with uniform gaps relative to the inner side surfaces. At the same time, the semi-finished products are heated by the air surrounding them inside the pipe, heated by a conveyor belt inside the pipe and directed infrared radiation penetrating through the pipe wall at the same time. The surface of the pipe is heated from the outside, from the bottom and from the sides, along its length directed perpendicularly to infrared radiation, while simultaneously measuring the temperature inside the pipe and automatically maintaining it within specified limits, while the outer surface of the pipe is covered with a layer of heat-resistant thermal insulation from above.
Данное техническое решение позволяет аккумулировать тепловую энергию и выровнять температуру внутри туннеля.This technical solution allows you to accumulate thermal energy and equalize the temperature inside the tunnel.
2. Наиболее близким техническим решением (прототипом) является способ нагрева штучных изделий в туннельной печи, движущихся прямолинейно в составе конвейера, изложенный в [22, 24] (комбинированный прототип).2. The closest technical solution (prototype) is a method for heating piece products in a tunnel kiln moving rectilinearly in a conveyor, described in [22, 24] (combined prototype).
В этом способе выпечки хлебобулочные изделия в формах перемещают прямолинейно на конвейере внутри туннеля, накрытого сверху теплоизоляцией, туннельной печи, причем изделия перемещают на ведущей ветви движущегося конвейера нагревая туннель, изделия, нагревая эту ветвь и формы посредством направленно-фокусированного излучения в ближней инфракрасной области (посредством НИКИ).In this baking method, bakery products in molds are moved rectilinearly on a conveyor inside a tunnel covered with heat insulation from the tunnel oven, and the products are moved on the leading branch of a moving conveyor to heat the tunnel, products, heating this branch and molds using directionally focused radiation in the near infrared region ( through NIKI).
В основные цели предлагаемого изобретения (по сравнению с прототипом) входит получение следующих технических результатов:The main objectives of the invention (in comparison with the prototype) is to obtain the following technical results:
1) уменьшение затрат электрической энергии на нагрев;1) reducing the cost of electric energy for heating;
2) уменьшение материалоемкости структурных элементов способа;2) a decrease in the material consumption of the structural elements of the method;
3) упрощение реализации способа выпечки хлебобулочных изделий в формах, движущихся прямолинейно на конвейере;3) simplification of the implementation of the method of baking bakery products in molds moving rectilinearly on the conveyor;
4) существенное повышение надежности, долговечности и ремонтопригодности.4) a significant increase in reliability, durability and maintainability.
3. Причины, препятствующие получению технических результатов.3. Reasons that hinder the receipt of technical results.
Наиболее существенными недостатками данного способа (прототипа) являются высокая энергоемкость операции нагрева изделий в формах, избыточная материалоемкость и сложность реализации операций.The most significant disadvantages of this method (prototype) are the high energy intensity of the operation of heating products in forms, excessive material consumption and the complexity of the operations.
3.1. Высокая энергоемкость операций обусловлена большим расходом электрической энергии на нагрев массы туннеля.3.1. The high energy intensity of operations is due to the high consumption of electric energy for heating the mass of the tunnel.
В прототипе инфракрасным излучением от ламп типа ИКЗ нагревается в основном корпус туннеля (снизу и с боков) изделия, например, в формах и ведущая ветвь плоской ленты нагреваются лишь тепловым излучением внутренней поверхности туннеля снизу и с боков, температура которой сравнительно меньше (до 723 K), чем температура спиралей ламп (2350±100 K). Согласно закону Стефана-Больцмана [21] плотность энергии излучения (Вт/м2) пропорциональна абсолютной температуре (T) тела в 4-й степени (T/100)4. Поэтому плотность излучения (723/100)4 внутренней поверхностью туннеля будет равно 7,234≈2732 Вт/м2 (а для спирали лампы 23,54≈304 980 Вт/м2) в 111 раз меньше, чем лампой. Нагрев лампами туннеля в 111 раз уменьшает плотность излучения от ламп, увеличивая расход электрической энергии на нагрев выпекаемых изделий (на поддержание заданной температуры внутри туннеля).In the prototype, infrared radiation from IKZ type lamps mainly heats the tunnel body (bottom and sides) of the product, for example, in the molds and the leading branch of a flat ribbon are heated only by thermal radiation of the tunnel’s inner surface from the bottom and sides, the temperature of which is relatively lower (up to 723 K ) than the temperature of the lamp spirals (2350 ± 100 K). According to the Stefan-Boltzmann law [21], the radiation energy density (W / m 2 ) is proportional to the absolute temperature (T) of the body to the 4th degree (T / 100) 4 . Therefore, the radiation density (723/100) 4 of the inner surface of the tunnel will be equal to 7.23 4 ≈2732 W / m 2 (and for a lamp spiral 23.5 4 ≈304 980 W / m 2 ) is 111 times less than a lamp. Heating with tunnel lamps by a factor of 111 reduces the radiation density from the lamps, increasing the consumption of electrical energy for heating baked goods (to maintain a given temperature inside the tunnel).
Кроме этого, сплошная в поперечном сечении транспортерная лента, также является преградой излучению от нагретой нижней грани туннеля.In addition, a continuous conveyor belt in cross section is also an obstacle to radiation from the heated lower edge of the tunnel.
Повышенный расход энергии на нагрев обусловлен и открытыми концами туннеля. При нагреве туннеля воздух внутри него нагревается, его давление возрастает и он непрерывно вытекает из туннеля, а взамен - внутрь туннеля непрерывно поступает холодный воздух из окружающего туннель пространства. Такая принудительная вентиляция туннеля понижает температуру внутри него и требует увеличения мощности (повышения напряжения питания) излучателей для поддержания заданной температуры внутри туннеля.The increased energy consumption for heating is also due to the open ends of the tunnel. When the tunnel is heated, the air inside it heats up, its pressure increases and it continuously flows out of the tunnel, and instead, cold air continuously enters the tunnel from the space surrounding the tunnel. Such forced ventilation of the tunnel lowers the temperature inside it and requires an increase in the power (increase in supply voltage) of the emitters to maintain a given temperature inside the tunnel.
3.2. Избыточная материалоемкость обусловлена массивностью туннеля, стенка которого в поперечном сечении выполнена сплошной, а также сплошным телом транспортерной ленты.3.2. The excess material consumption is due to the massiveness of the tunnel, the wall of which in the cross section is solid, as well as the solid body of the conveyor belt.
3.3. Сложность реализации способа заключается в трудоемкости размещения транспортера внутри туннеля, его монтажа, демонтажа и ремонта. Сложным является и монтаж боковых нагревателей с откидывающимися влево и вправо полками для замены испорченных излучателей. Сложным является и то, что туннель выполнен сплошным по длине. В этом случае, при вынужденной остановке транспортера, нет возможности доставать выпекаемые изделия из внутренней полости туннеля, учитывая, что длина туннеля составляет не менее 2-х метров.3.3. The complexity of the implementation of the method lies in the complexity of placing the conveyor inside the tunnel, its installation, dismantling and repair. Installation of side heaters with shelves tilting left and right to replace damaged radiators is also difficult. Complex is the fact that the tunnel is made continuous in length. In this case, when the conveyor is forced to stop, it is not possible to get the baked goods from the inner cavity of the tunnel, given that the length of the tunnel is at least 2 meters.
Дополнительную сложность реализации процесса выпечки обеспечивает и устройство для увлажнения выпекаемых изделий. В прототипе - устройство (и операция) увлажнения необходимы по следующим причинам. При открытых концах туннеля (как показано выше в п.3.1) внутри туннеля, вдоль него, при нагреве возникает непрерывный поток воздуха, вызванный конвекцией. Этот поток непрерывной уносит пары испаряющейся с поверхности теста влаги, и после выхода изделий из туннеля (после выпечки) они становятся пересушенными, если их не увлажнять дополнительно в процессе выпечки.An additional complexity of the implementation of the baking process is provided by a device for moistening baked products. In the prototype, a humidification device (and operation) are necessary for the following reasons. With the open ends of the tunnel (as shown above in Section 3.1) inside the tunnel, along it, during heating, a continuous flow of air occurs due to convection. This continuous flow takes away the vapor of moisture evaporating from the surface of the dough, and after the products exit the tunnel (after baking) they become overdried if they are not moistened additionally during the baking process.
Дополнительно известно следующее.Additionally, the following is known.
Д1. Инфракрасные зеркальные лампы накаливания типа ИКЗ излучают не просто инфракрасное излучение, а направленно-фокусированное излучение в ближней инфракрасной области (λ=0,6-1,9 мкм). При этом диапазон λ=0,6-0,75 мкм относится к диапазону видимого света (Приложение 1) [20]. Направленность и фокусировка излучения осуществляется зеркальным отражателем внутри лампы. Максимальной номинальной электрической мощностью и мощностью излучения из существующих ламп ИКЗ-175, ИКЗ-250 и ИКЗ-500 обладают лампы ИКЗ-500 (500 Вт). Колба этой лампы и отражатель в колбе имеют вид полусферы, а спираль размещена в фокусе отражателя (Приложение 2). Далее в тексте это направленно-фокусированное излучение в ближней инфракрасной области будет сокращенно обозначаться НИКИ.D1. Infrared mirror incandescent lamps of the type IKZ emit not just infrared radiation, but directionally focused radiation in the near infrared region (λ = 0.6-1.9 μm). The range λ = 0.6-0.75 μm refers to the range of visible light (Appendix 1) [20]. The directivity and focusing of radiation is carried out by a mirror reflector inside the lamp. The maximum rated electrical and radiation power from existing IKZ-175, IKZ-250 and IKZ-500 lamps is available for IKZ-500 (500 W) lamps. The bulb of this lamp and the reflector in the bulb have the appearance of a hemisphere, and the spiral is placed in the focus of the reflector (Appendix 2). Further in the text, this directionally focused radiation in the near infrared will be abbreviated as NIKI.
Д2. Известно, что максимальными отражающими свойствами в спектре НИКИ обладают алюминий и алюминиевые сплавы. Высокими поглощающими свойствами среди металлов обладает хром, в том числе и в составе сталей [25].
Известна кремнийорганическая термостойкая (до 650°C) краска «ЦЕРТА» черного цвета, производства ЗАО НПП «Спектр» ТУ 2312-001-49248846-2000 с изм. 1, 2, содержащая кремний и углерод [26]. Кремний и углерод максимально поглощают энергию НИКИ [21], при этом металлические поверхности, покрытые этой краской, нагреваются на 25% интенсивнее без увеличения мощности НИКИ [24, 27, 28].Known silicone heat-resistant (up to 650 ° C) paint "CERTA" black, manufactured by NPP "Spectrum" TU 2312-001-49248846-2000 rev. 1, 2, containing silicon and carbon [26]. Silicon and carbon absorb the NIKI energy to the maximum [21], while the metal surfaces coated with this paint heat up 25% more intensively without increasing the NIKI power [24, 27, 28].
4. Признаки прототипа, совпадающие с заявляемым предлагаемым изобретением.4. Signs of the prototype, coinciding with the claimed invention.
Способ выпечки, в котором хлебобулочные изделия в формах двигают прямолинейно на конвейере внутри туннеля, накрытого сверху теплоизоляцией, туннельной печи. Изделия перемещают на ведущей ветви движущегося конвейера, нагревая туннель, изделия, ветвь и формы посредством направленно-фокусированного излучения в ближней инфракрасной области, поддерживая заданную температуру внутри туннеля автоматически.A baking method in which bakery products in molds are moved rectilinearly on a conveyor inside a tunnel covered with heat insulation from a tunnel oven. Products are moved on the leading branch of a moving conveyor, heating the tunnel, products, branch and shapes by means of directionally focused radiation in the near infrared region, maintaining a predetermined temperature inside the tunnel automatically.
5. Задачами предлагаемого изобретения являются следующие технические результаты:5. The objectives of the invention are the following technical results:
1) уменьшение затрат электрической энергии на нагрев;1) reducing the cost of electric energy for heating;
2) уменьшение материалоемкости структурных элементов способа;2) a decrease in the material consumption of the structural elements of the method;
3) упрощение реализации способа выпечки хлебобулочных изделий в формах, движущихся прямолинейно на конвейере;3) simplification of the implementation of the method of baking bakery products in molds moving rectilinearly on the conveyor;
4) существенное повышение надежности, долговечности и ремонтопригодности.4) a significant increase in reliability, durability and maintainability.
6. Эти технические результаты в заявляемом способе выпечки хлебобулочных изделий в формах, движущихся прямолинейно на конвейере внутри туннеля, накрытого сверху теплоизоляцией, туннельной печи, в котором изделия перемещают на ведущей ветви движущегося конвейера, нагревая туннель, изделия, ветвь и формы посредством направленно-фокусированного излучения в ближней инфракрасной области, поддерживая заданную температуру внутри туннеля автоматически, достигаются тем, что формы нагревают этим излучением снизу и с боков, а изделия нагревают сверху этим излучением, отраженным от внутренней поверхности туннеля, который выполняют в форме изогнутого по дуге окружности корыта, выгнутого вверх, из алюминиевого сплава, при этом транспортирующий формы элемент конвейера выполняют в виде сетчатого транспортера со стальной сеткой из нержавеющей стали, содержащей хром, и размерами ячейки не менее 10×10 мм, располагая ведущую ветвь сетки горизонтально вдоль туннеля на уровне его открытых свободных краев с одинаковыми зазорами между сеткой и этими краями туннеля слева и справа, а эти зазоры по ширине туннеля в поперечном сечении на 10 мм превышают диаметр колбы излучателей, в качестве которых используют одинаковые инфракрасные зеркальные лампы ИКЗ-500, располагая их вертикально колбами вверх вдоль туннеля под ведущей ветвью сетки равномерными рядами с равномерными зазорами в ряду на одном уровне так, что под сеткой размещают по меньшей мере два ряда ламп, а в зазорах между сеткой и краями туннеля, по меньшей мере, по одному ряду ламп, выдерживая минимальный зазор между сеткой и колбами ламп и, кроме этого, внутреннюю поверхность туннеля полируют до зеркального блеска, а лампы делят по длине туннеля на три группы с одинаковой электрической мощностью, подключая электрически каждую группу к управляемому выходу трехфазного авторегулятора «напряжение - температура», управляющий вход которого электрически соединяют с измерителем температуры внутри туннеля и, помимо этого, формы снаружи покрывают слоем кремнийорганической термостойкой краски черного цвета, а концы туннеля закрывают упругодеформируемыми занавесями.6. These technical results in the inventive method of baking bakery products in molds that move rectilinearly on a conveyor inside a tunnel covered with heat insulation from the tunnel kiln, in which products are moved on the leading branch of a moving conveyor, heating the tunnel, products, branch and molds using directionally focused radiation in the near infrared region, maintaining a predetermined temperature inside the tunnel automatically, are achieved by the fact that the forms are heated by this radiation from below and from the sides, and the products are heated on top of this radiation, reflected from the inner surface of the tunnel, which is made in the form of a trough curved in an arc of a circle, curved upward, from an aluminum alloy, while the conveyor-transporting element is made in the form of a mesh conveyor with a stainless steel mesh containing chromium and dimensions cells of at least 10 × 10 mm, positioning the leading branch of the grid horizontally along the tunnel at the level of its open free edges with the same gaps between the grid and these edges of the tunnel left and right, and these gaps The width of the tunnel in the cross section is 10 mm greater than the diameter of the bulb of emitters, which use the same infrared reflector lamps IKZ-500, placing them vertically with the bulbs up along the tunnel under the leading branch of the grid in uniform rows with uniform gaps in a row at the same level, that at least two rows of lamps are placed under the grid, and in the gaps between the grid and the edges of the tunnel, at least one row of lamps, maintaining a minimum clearance between the grid and the lamp bulbs and, in addition, the inner surface the tunnels are polished to a mirror shine, and the lamps are divided along the length of the tunnel into three groups with the same electric power, connecting each group electrically to the controlled output of the three-phase voltage-temperature autoregulator, the control input of which is electrically connected to the temperature meter inside the tunnel and, in addition , the forms on the outside are covered with a layer of organosilicon heat-resistant black paint, and the ends of the tunnel are closed with elastically deformable curtains.
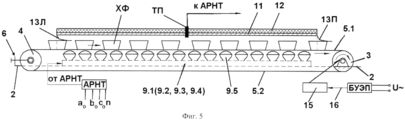
7. Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 представлен общий вид туннельной автоматизированной печи (ТАП), реализующей заявляемый способ; на фиг.2 - схема поперечного (по середине туннеля) разреза туннеля вместе с нагревателем НИКИ и транспортером; на фиг.3 показан вид сверху на нагреватель НИКИ; на фиг.4 - схема конструкции электрического подключения излучателей НИКИ к фазной и нейтральной пластине; на фиг.5 - схема продольного разреза ТАП; на фиг.6 изображено соединение туннеля с теплоизоляцией и с упругодеформируемыми занавесями, а на фиг.8 - электрическая схема автоматического управления мощностью излучателей НИКИ.7. The essence of the invention is illustrated by drawings, where figure 1 shows a General view of a tunnel automated furnace (TAP) that implements the inventive method; figure 2 is a diagram of a transverse (in the middle of the tunnel) section of the tunnel along with the NIKI heater and conveyor; figure 3 shows a top view of the heater NIKI; figure 4 is a design diagram of the electrical connection of the emitters NIKI to the phase and neutral plate; figure 5 - diagram of a longitudinal section of the TAP; Fig.6 shows the connection of the tunnel with thermal insulation and with elastically deformable curtains, and Fig.8 is an electrical circuit for automatically controlling the power of NIKI emitters.
На схемах и в тексте приняты следующие буквенные обозначения:On the diagrams and in the text the following letter designations are accepted:
АРНТ (фиг.1, 8) - авторегулятор «напряжение - температура». Тиристорный, трехфазный, с токовым ограничением в фазах. Включает в себя задатчик температуры и индикатор температуры (на схемах не показаны);ARNT (figure 1, 8) - auto-regulator "voltage - temperature". Thyristor, three-phase, with current limitation in phases. Includes temperature setter and temperature indicator (not shown in the diagrams);
БУЭП (фиг.1) - блок управления электроприводом. Тиристорный, однофазный инвертор. Включает в себя задатчик частоты напряжения питания и индикатор скорости (на схемах не показаны);BUEP (figure 1) - control unit of the electric drive. Thyristor, single-phase inverter. Includes power frequency frequency adjuster and speed indicator (not shown in diagrams);
13Л, 13П (фиг.1, 6, 7) - соответственно левая и правая занавесь на левом и правом конце туннеля 11;13L, 13P (figures 1, 6, 7) - respectively, the left and right curtains on the left and right ends of the
ТП (фиг.1, 2, 5, 8) - термопара;TP (figures 1, 2, 5, 8) - a thermocouple;
ВК (фиг.1) - общий включатель-выключатель;VK (figure 1) is a common switch-on switch;
ТИ (фиг.2) - тепловое излучение нагретого корпуса туннеля;TI (figure 2) - thermal radiation of the heated tunnel body;
НИКИ (фиг.2) - направленно-фокусированное излучение в ближней инфракрасной области от излучателей, т.е. от ламп ИКЗ-500;NIKI (figure 2) - directionally focused radiation in the near infrared from the emitters, i.e. from IKZ-500 lamps;
ОНИКИ (фиг.2) - отраженное (в направлении фокуса F) от внутренней поверхности корпуса туннеля НИКИ;ONIKI (figure 2) - reflected (in the direction of focus F) from the inner surface of the housing of the tunnel NIKI;
ХФ (фиг.2, 5) - хлебные формы (Л7 - для больших буханок по 700 г, Л11 - для маленьких буханок по 350 г);HF (figure 2, 5) - bread forms (L7 - for large loaves of 700 g, L11 - for small loaves of 350 g);
АБ (фиг.2) - часть внутренней поверхности корпуса 11 туннеля (в его поперечном сечении - дуга окружности радиуса R), воспринимающая НИКИ от бокового ряда излучателей НИКИ (лампы ИКЗ-500) и отражающая НИКИ в направлении фокуса F слева;AB (figure 2) is a part of the inner surface of the tunnel body 11 (in its cross section is an arc of a circle of radius R), which receives NIKI from the side row of NIKI emitters (IKZ-500 lamps) and reflects NIKI in the direction of focus F on the left;
ВГ (фиг.2) - часть внутренней поверхности корпуса 11 туннеля (в его поперечном сечении - дуга окружности радиуса R), воспринимающая НИКИ от бокового ряда излучателей НИКИ (лампы ИКЗ-500) и отражающая НИКИ в направлении фокуса F справа;VG (figure 2) is part of the inner surface of the tunnel body 11 (in its cross section is an arc of a circle of radius R), which receives NIKI from the side row of NIKI emitters (IKZ-500 lamps) and reflects NIKI in the direction of focus F on the right;
БГ (фиг.2) - часть внутренней поверхности корпуса 11 туннеля (в его поперечном сечении - дуга окружности радиуса R), нагреваемая теплопроводностью от участков АБ, ВГ и нагретым воздухом, который поднимается вверх. Тепловое излучение ТИ этой нагретой части корпуса 11 направлено к фокусу F;BG (figure 2) is a part of the inner surface of the tunnel body 11 (in its cross section is an arc of a circle of radius R), heated by thermal conductivity from sections AB, VG and heated air, which rises up. Thermal radiation TI of this heated part of the
L (фиг.2) - продольный зазор между ведущей ветвью 5.1 транспортерной сетки 5L (figure 2) is the longitudinal clearance between the leading branch 5.1 of the conveyor grid 5
(фиг.1) и нижними полками продольных уголков рамы 7. Зазор L на 10 мм больше диаметра колб ламп ИКЗ-500 9.5, т.е. L=134 мм + 10 мм = 144 мм с каждой стороны ветви 5.1 сетки 5;(Fig. 1) and the lower shelves of the longitudinal corners of the
f (фиг.2) - фокусное расстояние, f=1/2R;f (figure 2) is the focal length, f = 1 / 2R;
F (фиг.2) - фокус дуги корпуса 11 туннеля;F (figure 2) is the focus of the arc of the
R (фиг.2) - радиус дуги изогнутости корпуса 11 туннеля (корыта);R (figure 2) is the radius of the arc of curvature of the tunnel body 11 (trough);
Ra, Rb, Rc (фиг.8) - эквивалентные (суммарные при параллельном соединии) электрические сопротивления (фазная нагрузка) в каждой из трех секций нагревателя НИКИ, Ra=Rb=Rс;R a , R b , R c (Fig. 8) - equivalent (total in parallel connection) electrical resistances (phase load) in each of the three sections of the NIKI heater, R a = R b = R s ;
a0, b0, c0 и n (фиг.5, 8) - трехфазное (380 В) электрическое питание силового входа АРНТ;a 0 , b 0 , c 0 and n (Figs. 5, 8) - three-phase (380 V) electric power supply of the power input of the ARNT;
a, b, c и n (фиг.1, 2, 3, 8) - обозначения фаз, фазных проводов и нейтрального провода от управляемого выхода АРНТ;a, b, c and n (Figs. 1, 2, 3, 8) - designations of phases, phase wires and neutral wire from the controlled output of the ARNT;
9A, 9B, 9C (фиг.3) - три, одинаковые по мощности, секции нагревателя НИКИ 9 (фиг.1), подключенные соответственно к фазам a, n; b, n; c, n управляемого выхода АРНТ;9A, 9B, 9C (Fig. 3) - three identical in power sections of the
U ~ (фиг.5) переменное напряжение (промышленная сеть 220 В, 50 Гц) питания управляемого электропривода БУЭП + 15 + 16 (обозначено условно).U ~ (figure 5) alternating voltage (industrial network 220 V, 50 Hz) of the supply of a controlled electric drive BUEP + 15 + 16 (indicated conditionally).
7.1. ТАП, реализующая заявляемый способ включает в себя следующие конструктивные элементы.7.1. TAP that implements the inventive method includes the following structural elements.
К неподвижным ножкам 1 из стального уголка (вертикальные) справа и слева неподвижно присоединены (приварены) горизонтально рамы-полки 2 из уголка. На рамах-полках 2, в подшипниковых опорах (на фигурах не показаны) смонтированы, соответственно, ведущий цилиндр 3 справа, ведомый цилиндр 4 слева, охваченные транспортерной сеткой 5 с натяжным устройством 6 (фиг.1, 2, 5). Транспортерная сетка 5 соответственно имеет ведущую ветвь 5.1 и ведомую ветвь 5.2 (фиг.2, 5). Сетка 5 выполнена из стальной 12X18H10T проволоки диаметром, например, 1 мм, с размером ромбической или прямоугольной ячейки 11×11 мм. Элементы 3, 4, 5 и 6 являются сетчатым транспортером с натяжным устройством.To the fixed legs 1 of the steel corner (vertical) to the right and left are motionlessly attached (welded) horizontally to the frame-
К верхним концам ножек 1 горизонтально приварена (неподвижно присоединена) несущая рама 7, выполненная из стального уголка и вытянутая вдоль туннельной автоматизированной печи. К нижним полкам продольных уголков (на фиг.1, 3 - не обозначены) рамы 7 вертикально вниз перпендикулярно продольным уголкам рамы 7 приварены L-образные пластины 8, отогнутыми короткими концами навстречу друг другу. Попарно, эти L-образные пластины 8 делят пространство под рамой 7 на три одинаковые части. На нижних отогнутых концах пластин 8 свободно и неподвижно размещают горизонтально нагреватели НИКИ 9, каждый из которых электрическим соединением 10 (электропроводкой) подключают к управляемому выходу трехфазного (a, n; b, n; c, n) АРНТ (фиг.1, 2, 3, 4).To the upper ends of the legs 1, a supporting
На нижние полки уголков (на фиг.1, 2, 3 - не обозначены) свободно уложен корпус 11 туннеля (фиг.1, 2, 5), который выполнен в виде изогнутого по дуге радиуса R тонкостенного корыта из листа алюминия или алюминиевого сплава толщиной 1,5-3,0 мм. Внутреннюю поверхность корпуса 11 полируют до зеркального блеска. Противоположными краями корпус 11 туннеля оперт во внутренние ребра продольных уголков рамы 7 неподвижно, свободно, но плотно (фиг.2). Радиус гибки R установлен так, что фокус дуги F расположен ниже ведущей ветви 5.1 сетки 5 (фиг.2). Снаружи корпус 11 туннеля укрыт теплоизоляцией 12, например, из базальтового войлока толщиной 50 мм. Посередине длины корпуса 11, внутрь него, сквозь теплоизоляцию 12 вмонтирована термопара ТМ, которую электрически подключают (при монтаже) к управляющему входу АРНТ (фиг.1, 2, 5). Таким образом, туннель печи ТАП ограничен пространством между корпусом 11, ведущей ветвью 5.1 сетки 5 и нижними полками продольных уголков рамы 7. Расстояние между нижними полками продольных и параллельных уголков рамы 7 установлено так, что под ведущей ветвью 5.1 размещается, по меньшей мере, две лампы ИКЗ-500 поперек ветви 5.1 с зазором 40 мм между лампами. Чтобы между ветвью 5.1 и краями полок уголков был зазор больший, чем диаметр (⌀=134 мм) колб ламп ИКЗ-500 - на 10 мм с каждой стороны относительно сетки 5. Ширину сетки 5 устанавливают так, что она (ширина) превышает суммарную ширину по меньшей мере двух ламп ИКЗ-500 с зазором 40 мм, например, на 40 мм или на 20 мм с каждой стороны. В этом случае, расстояние между противоположными краями ламп ИКЗ-500 под ветвью 5.1 будет равен сумме двух диаметров колб (268 мм) и зазора (40 мм) между ними, т.е. 308 мм, а ширина сетки 308 мм + 40 мм = 348 ≈350 мм. На этой ширине сетки 5 свободно размещается кассета из трех ХФ типа Л7, каждая из которых (ХФ) имеет ширину 110 мм.On the lower shelves of the corners (not shown in Figs. 1, 2, 3), the tunnel body 11 (Figs. 1, 2, 5) is freely laid, which is made in the form of a thin-walled trough made of a sheet of aluminum or an aluminum alloy bent along an arc of radius R 1.5-3.0 mm. The inner surface of the
Нагреватель НИКИ 9 (фиг.1, 2, 3, 4 и 5) включает в себя следующие, взаимосвязанные элементы. На диэлектрической пластине 9.1, например, из текстолита неподвижно, например, шурупами закрепляют электропроводную шину (соразмерную пластине 9.1 пластину) 9.2, например, из дюралюминия Д16. Параллельно шине 9.2, посредством одинаковых диэлектрических перегородок 9.4, неподвижно, например шурупами (на чертежах не обозначены) прикрепляют аналогичную шину (пластину) 9.3. В шине 9.3 выполнены с равномерным зазором друг от друга одинаковые сквозные отверстия с резьбой под резьбовой цоколь лампыThe heater NIKI 9 (figures 1, 2, 3, 4 and 5) includes the following, interconnected elements. On a dielectric plate 9.1, for example, from PCB, an electrically conductive bus (for example, a plate commensurate with plate 9.1) 9.2, for example, from duralumin D16, is fixed with screws with screws. Parallel to the bus 9.2, by means of the same dielectric partitions 9.4, a similar bus (plate) 9.3 is fixed, for example with screws (not indicated in the drawings), with screws. In the bus 9.3, identical through holes are made with a uniform gap from each other with a thread under the threaded lamp base
ИКЗ-500 (резьба на цоколе Е40). В эти отверстия вворачивают цоколи (боковые контакты) ламп ИКЗ-500 до упора нижнего контакта ламп в поверхность пластины 9.2, например 16 штук. Диэлектрическую пластину 9.1 укладывают свободно и горизонтально на отогнутые горизонтально полки L-образных пластин 8 лампами 9.5 вверх. Так собирают и укладывают на отогнутые горизонтально полки L-образных пластин 8 три комплекта нагревателей НИКИ по ведущей ветви 5.1 сетки 5. Каждый комплект, в соответствии с фазами, электропроводкой 10 подключают к управляемому выходу АРНТ. При этом нижние шины (пластины) 9.2 подключают к нейтральному проводу, а верхние шины (пластины) - к фазным (фиг.1-5, 8), соответственно к a, b, c.IKZ-500 (thread on the base E40). The bases (side contacts) of the IKZ-500 lamps are screwed into these holes until the lower contact of the lamps stops on the surface of the plate 9.2, for example, 16 pieces. The dielectric plate 9.1 is laid freely and horizontally on horizontally bent shelves of L-shaped plates with 8 lamps 9.5 up. Thus, three sets of NIKI heaters are assembled and stacked on horizontally bent shelves of L-shaped plates 8 along the leading branch 5.1 of grid 5. Each set, in accordance with the phases, by wiring 10, is connected to the controlled output of the ART. In this case, the lower tires (plates) 9.2 are connected to a neutral wire, and the upper tires (plates) are connected to the phase wires (Figs. 1-5, 8), respectively, to a, b, c.
Противоположные концы корпуса 11 туннеля слева Л и справа П закрыты упруго деформируемыми занавесями, соответственно 13Л и 13П (фиг.1, 6, 7). Каждая занавесь 13 выполнена, например, из алюминиевой фольги толщиной 0,1-0,2 мм и своим фигурным отогнутыми по дуге краем 13.1 закреплена на конце корпуса 11, например приклеена термостойким клеем или мастикой, под теплоизоляцией 12. Плоская поверхность занавесей подобна контуру конца корпуса 11, т.е. представляет сегмент окружности радиуса R и высотой, равной высоте поперечного сечения корпуса туннеля 11, и разделена на полосы шириной 30 мм.The opposite ends of the
Ведущий цилиндр 3 сетчатого транспортера цепной передачей (на фиг.1 и 5 - не обозначена), укрытой защитным кожухом 14, кинематически соединен с силовым валом (не показан) мотор-редуктора (с вращающим приводом) 15. Мотор-редуктор 15 с управляемым электродвигателем (на фиг.1 - не обозначен) электрически связан электропроводкой 16 с блоком управления электроприводом БУЭП.The leading cylinder 3 of the mesh conveyor by a chain drive (not shown in FIGS. 1 and 5), covered by a protective casing 14, is kinematically connected to the power shaft (not shown) of the geared motor (with rotary drive) 15. The geared
7.2. Представленная выше туннельная автоматизированная печь (ТАП), реализует заявляемый способ следующим образом.7.2. The above tunnel automated furnace (TAP), implements the inventive method as follows.
При подключенном силовом напряжении a0, b0, c0 и n (к АРНТ) и U ~ (к БУЭП), включение общего включателя-выключателя ВК (фиг.1) обеспечивает подачу силового электрического напряжения (и тока) на АРНТ и БУЭП - одновременно.When the power voltage is connected a 0 , b 0 , c 0 and n (to the ARNT) and U ~ (to the BUEP), the inclusion of a common switch-switch VK (Fig. 1) provides the supply of power electric voltage (and current) to the ARNT and the BUEP - at the same time.
При этом, и излучатели НИКИ поз.9.5 и привод поз.3, 14, 15 + БУЭП полностью подключены и включаются в работу. В момент включения (при не установленной температуре и скорости сетчатого транспортера) излучатели НИКИ 9.5 в нагревателе НИКИ 9 (9A, 9B, 9C) работают в номинальном режиме (максимальная мощность НИКИ), а скорость сетки 5 транспортерной ленты может иметь любые допустимые значения.At the same time, both the NIKI emitters pos.9.5 and the drive pos.3, 14, 15 + BUEP are fully connected and are included in the work. At the moment of switching on (at an unspecified temperature and speed of the mesh conveyor), the NIKI 9.5 emitters in the
Далее, после включения ВК, устанавливают задатчиком температуры АРНТ (фиг.1, 2, 5 и 8) заданную температуру, например, 250°C внутри туннеля и задатчиком скорости БУЭП линейную скорость сетки транспортера, например, 10 см/мин.Next, after turning on the VC, set the ARNT temperature setter (Figs. 1, 2, 5 and 8) to the set temperature, for example, 250 ° C inside the tunnel and the BUEP speed setpoint, the linear speed of the conveyor grid, for example, 10 cm / min.
Предварительно, корпус туннеля 11 изготавливают длиной, например, 2000 мм или 200 см (рабочая длина выпечной камеры туннеля), сетку 5 - шириной 350 мм, а зазоры L - по 145 мм с каждой стороны от сетки (фиг.2). Излучатели НИКИ 9.5 (лампы ИКЗ-500) смонтированы согласно фиг.1, 2, 3, 4. Упруго деформируемые занавеси 13Л и 13П установлены на противоположных концах корпуса 11 туннеля, который (корпус 11) снаружи укрыт теплоизоляцией 12 (фиг.5, 6, 7). Под ведущей ветвью 5.1 сетки 5 на L - образно изогнутых пластинах 8 размещают три, одинаковые по мощности, секции 9A, 9B и 9C (фиг.1-3) нагревателя НИКИ 9. Зазор между ведущей ветвью 5.1 сетки 5 и колбами ламп ИКЗ-500 (излучателями НИКИ 9.5) устанавливают по величине 5 мм. В каждой секции нагревателя НИКИ 9 установлено, например, по 16 ламп ИКЗ-500 9.5. Номинальная электрическая мощность каждой секции 9A, 9B и 9C по 8 кВт. Общая номинальная электрическая мощность нагревателя НИКИ 9 (в электрической нагрузке управляемого силового выхода АРНТ) составляет 24 кВт. При номинальном электрическом напряжении 220 В с управляемого выхода АРНТ, такая электрическая нагрузка обеспечивает нагрев воздуха внутри корпуса 11 туннеля до 450°C за 16 мин.Previously, the
При задании внутри корпуса 11 температуры 250°C - она достигается за 7 мин. Эта температура достаточна для выпечки хлебных изделий (буханок) из ржаного и/или пшеничного теста в формах ХФ (Л7 и/или Л11). При достижении заданной температуры 250°C, заполненные тестом формы ХФ устанавливают на движущуюся ведущую ветвь 5.1 сетчатого 5 транспортера в области ведомого цилиндра 4, перед корпусом 11 туннеля. Формы ХФ устанавливают вдоль ветви 5.1, в ряд (поперек ветви 5.1) по три формы без зазоров между ними (на фиг.2 показаны две ХФ с зазором между ними). По длине ветви 5.1 сетки 5 ряды форм ХФ (например, по три штуки) формы ХФ устанавливают либо без зазоров между рядами, либо с небольшими зазорами (фиг.5).When setting the temperature inside the
На ведущей ветви 5.1 ХФ удерживаются силами трения днища о сетку (весом самой ХФ и весом теста в ней).On the leading branch, 5.1 HFs are held by friction of the bottom on the net (by the weight of the HF itself and the weight of the dough in it).
Ряд форм ХФ (например, из трех штук), перемещаясь внутрь корпуса 11 туннеля, отгибает внутрь корпуса 11 упругодеформируемую занавесь 13Л (фиг.5), при этом левый конец корпуса 11 (фиг.5) остается закрытым от окружающего туннель воздуха. Таким же образом осуществляется операция выхода выпеченного хлеба (изделия) из корпуса 11 туннеля справа (фиг.5) в области ведущего (приводного) цилиндра 3.A number of HF forms (for example, of three pieces), moving inside the
Изделия в формах (например, в ХФ), перемещаясь вместе с ведущей ветвью 5.1 сетки 5 (фиг.1, 2, 5) от левой занавеси 13Л к правой 13П, нагреваются вместе с формами ХФ. В процессе непрерывного движения форм ХФ внутри корпуса 11 туннеля происходит процесс выпечки, например, хлебобулочных изделий.Products in forms (for example, in HF), moving together with the leading branch 5.1 of mesh 5 (Figs. 1, 2, 5) from the left curtain 13L to the right 13P, are heated together with the forms of HF. In the process of continuous movement of HF forms inside the
Нагрев (выпечка) происходит вследствие постоянной температуры нагретого воздуха (например, 250°C), вследствие нагрева форм ХФ снизу и с боков посредством НИКИ от ламп ИКЗ-500 9.5 под ведущей ветвью 5.1 сетки 5, вследствие нагрева форм ХФ сверху и с боков отраженным от боковых рядов ламп 9.5 (ОНИКИ) от внутренней поверхности корпуса 11 туннеля (фиг.2), а изделия в формах ХФ нагреваются снизу и с боков от нагретых корпусов форм ХФ и проникающей сквозь сетку и формы частью НИКИ, а сверху, дополнительно к воздуху, и тепловым излучением ТИ разогретого корпуса 11 туннеля.Heating (baking) occurs due to the constant temperature of the heated air (for example, 250 ° C), due to the heating of the HF forms from below and from the sides by means of NIKI from IKZ-500 9.5 lamps under the leading branch 5.1 of the grid 5, due to the heating of the HF forms from above and from the sides reflected from the side rows of lamps 9.5 (ONIKI) from the inner surface of the tunnel body 11 (Fig. 2), and products in the HF molds are heated from below and from the sides of the heated housings of the HF molds and part of the NIKI that penetrates the mesh and forms, and from above, in addition to air , and thermal radiation TI heated case 1 1 tunnel.
Таким образом, вся энергия НИКИ от нагревателя НИКИ 9 (9A, 9B, 9C), фиг.1, 3 тратится только на нагрев форм ХФ, тестовых изделий в них и на поддержание заданной температуры воздуха в процессе выпечки.Thus, all the NIKI energy from the
При выше указанных параметрах (скорость сетки 5-10 см/мин; длина корпуса 11 туннеля - 200 см; температура внутри корпуса 11 - 250°C; выпекаются буханки хлеба) - каждые 2 мин из правой занавеси 13П корпуса туннеля 11 (фиг.5) выходит ряд (из трех штук) форм ХФ с выпеченным хлебом. Это соответствует (при без зазорной установке рядов ХФ по длине ведущей ветви 5.1 сетки 5) производительности ТАП, реализующей заявляемый способ, 90 буханок в час или 720 за смену. При этом, общий расход электрической энергии на поддержание температуры выпечки 250°C не превышает 7 кВтч. А время холостого хода (бесполезно затраченное) определяется лишь временем разогрева внутри корпуса 11 туннеля. Для максимальной температуры выпечки 250°C - всего за 7 мин. Далее, выпечка происходит непрерывно в течение всех трех смен.With the above parameters (mesh speed 5-10 cm / min; length of the
7.3. Заявляемые технические результаты предлагаемого изобретения достигаются следующим образом.7.3. The claimed technical results of the invention are achieved as follows.
7.3.1. Уменьшение затрат электрической энергии на нагрев обусловлено тем, что энергия излучения не расходуется на нагрев стенки корпуса 11 туннеля или каких-нибудь других корпусных деталей. Энергия НИКИ от излучателей 9.5 (фиг.2) не поглощается материалом корпуса 11 туннеля (фиг.2). Поэтому внутри пространства туннеля под корпусом 11 и над ведущей ветвью 5.1 сетки 5 действует только НИКИ, ОНИКИ и ТИ. Причем мощность этих излучений составляет не 10% (как в прототипе) от номинальной мощности излучения ламп ИКЗ-500, а 95%, учитывая слабое поглощение излучения корпусом 11, т.е. в 9,5 раз больше, чем в прототипе, при одной и той же номинальной мощности ламп ИКЗ-500.7.3.1. The reduction in the cost of electrical energy for heating is due to the fact that radiation energy is not spent on heating the walls of the
Вся энергия, излучаемая лампами ИКЗ-500 НИКИ, расходуется только на нагрев форм (снизу и с боков) и изделий в формах (сверху) за счет отраженного от корпуса туннеля 11 (фиг.2) ОНИКИ и теплового излучения ТИ нагретого корпуса 11.All the energy radiated by the NIKI IKZ-500 lamps is spent only on heating the molds (bottom and sides) and products in the molds (top) due to the ONIKI reflected from the tunnel body 11 (FIG. 2) and the heat radiation of the
Сетка 5 (фиг.1) с размерами ячеек более 10×10 мм и толщиной проволоки 1 мм не препятствует прониканию НИКИ сквозь ячейки сетки на днища и на боковые поверхности форм ХФ (фиг.2, 5). При этом масса сетки 5 (из-за ячеек) существенно меньше, чем масса транспортерных металлических лент, поэтому уменьшается расход энергии электродвигателем на транспортировку (на перемещение) сетки 5.Mesh 5 (FIG. 1) with mesh sizes greater than 10 × 10 mm and a wire thickness of 1 mm does not prevent the penetration of NIKI through mesh cells on the bottoms and on the side surfaces of the HF forms (FIGS. 2, 5). Moreover, the mass of the grid 5 (due to the cells) is significantly less than the mass of the conveyor metal belts, therefore, the energy consumption of the electric motor for transporting (moving) the grid 5 is reduced.
Так, для реализации заявляемого способа туннельной автоматизированной печью (фиг.1) ТАП с длиной корпуса 11 туннеля 2 метра (производительность - 120 буханок в час) для привода сетки 5 достаточен электродвигатель мощностью 250 Вт (0,25 кВт) или в 100 раз меньшей, чем номинальная мощность нагревателя НИКИ 9 (фиг.1), состоящего из трех одинаковых секций 9A, 9B, 9C (фиг.3) по 8 кВт в секции. При этом (скорость сетки - 10 см/мин), для поддержания максимальной температуры выпечки 250°C требуется расход электроэнергии всего 7 кВтч. При номинальной электрической мощности нагревателя 9 в 24 кВт - это в 3,4 раза меньше номинальной мощности. Такая высокая экономичность недостижима другими способами выпечки (нагрева). Избыточная в 3,4 раза мощность нагревателя 9 необходима для быстрого разогрева зоны выпечки - под корпусом 11 туннеля за 7 мин до 250°C. Такая скорость (быстрота) разогрева не достижима во всех известных способах выпечки (нагрева). При достижении заданной 250°C температуры, которая измеряется термопарой ТП (фиг.1, 2 и 8), соединенной с АРНТ (фиг.1, 8), АРНТ уменьшает напряжение питания излучателей НИКИ 9.5 (ламп ИКЗ-500) в 3,4 раза, обеспечивая расход энергии на нагрев 7 кВтч и поддерживая заданную 250°C температуру в процессе выпечки.So, for the implementation of the proposed method, a tunneling automatic furnace (Fig. 1) TAP with a shell length of 11 tunnels of 2 meters (capacity - 120 loaves per hour) for a grid 5 drive, an electric motor with a power of 250 W (0.25 kW) or 100 times less than the rated power of the NIKI heater 9 (Fig. 1), consisting of three
Упругодеформируемые занавеси 13Л и 13П (фиг.1, 5 и 6) на противоположных концах корпуса 11 туннеля препятствуют оттоку нагретого воздуха из области выпечки, препятствуют поступлению в нее охлажденного (снаружи) воздуха, поэтому не требуется увеличения энергии на нагрев внутри корпуса 11 туннеля.The elastic deformable curtains 13L and 13P (Figs. 1, 5 and 6) at the opposite ends of the
7.3.2. Уменьшение материалоемкости структурных элементов способа обусловлено выполнением корпуса туннеля из изогнутой по дуге окружности пластины, в форме корыта. Открытый поперечный профиль корпуса 11 упрощает и совокупность операций по его изготовлению.7.3.2. The decrease in the material consumption of the structural elements of the method is due to the execution of the tunnel body from a plate curved in an arc around the circle, in the form of a trough. The open transverse profile of the
7.3.3. Упрощение реализации способа выпечки хлебобулочных изделий в формах, движущихся прямолинейно на конвейере, достигается, как показано выше, тем, что корпус туннеля 11 (фиг.2) съемный и легко заменяемый, который легко меняется на корпус-отражатель 11 с другим радиусом кривизны, например, для выпечки мелких кондитерских изделий (уменьшается объем зоны выпечки). При этом значительно расширяются функциональные возможности заявляемого способа в части ассортимента (по размерам) выпекаемых изделий.7.3.3. Simplification of the implementation of the method of baking bakery products in molds moving rectilinearly on the conveyor is achieved, as shown above, in that the body of the tunnel 11 (Fig. 2) is removable and easily replaceable, which easily changes to a
Существенным упрощением реализации способа является отсутствие увлажняющих (паровых увлажнителей) устройств в процессе выпечки, поскольку они не нужны. На самом деле, наличие упругодеформируемых занавесей 13Л и 13П на противоположных концах корпуса 11 туннеля препятствует образованию конвекционных потоков воздуха внутри области выпечки. Влага, испаряющаяся из теста, образует слой насыщенного пара вблизи поверхности теста. Это слой насыщенного пара (в отсутствие потоков окружающего воздуха) присутствует внутри форм ХФ над тестом в процессе выпечки вплоть до выхода форм ХФ с изделием из корпуса 11 туннеля. Из-за малой скорости движения сетки 10 см/мин воздушные потоки, уносящие пар, отсутствуют. При выходе из корпуса 11 более холодный воздух конденсирует этот пар, превращая во влагу, которая впитывается разогретым и подсушенным изделиемA significant simplification of the implementation of the method is the absence of moisturizing (steam humidifiers) devices in the baking process, since they are not needed. In fact, the presence of elastically deformable curtains 13L and 13P at opposite ends of the
7.3.4. Существенное повышение надежности, долговечности и ремонтопригодности обусловлены следующим.7.3.4. A significant increase in reliability, durability and maintainability due to the following.
Во-первых, корпус 11 туннеля легкосъемный (вместе с теплоизоляцией 12), поскольку не закреплен прочно на уголках рамы 7 (фиг.2, 6). В случае непредвиденной остановки сеточного транспортера 5 (фиг.1), например, при обрыве сетки 5, корпус 11 снимается и недопеченные изделия в формах ХФ удаляются из области выпечки. После ремонта, формы возвращаются на ведущую ветвь 5.1 сетки 5, устанавливается на место корпус 11, задается нужная температура и скорость сетки 5 и процесс выпечки легко продолжается.Firstly, the
Во-вторых, секции 9A, 9B и 9C нагревателя 9 легко выдвигаются вправо или влево (фиг.1, 2) от длины печи по отогнутым полкам L-образных пластин 8 (фиг.1) без демонтажа фазных соединений (отключается лишь электропитание выключателем ВК). Эта операция необходима для замены перегоревших (испорченных) ламп ИКЗ-500 в нагревателе 9.Secondly,
В-третьих, малые электрические напряжения питания электроламп (в 3,4 раза меньшие, по сравнению с номинальным) в процессе выпечки позволяют увеличить срок работы ламп в (3,4)13 или более чем в 8000000 раз [29], поскольку рабочая долговечность (LP) ламп рассчитывается [29, с.605]:Thirdly, small electric voltages of power supply of electric lamps (3.4 times smaller than the nominal ones) during the baking process can increase the lamp life by (3.4) 13 or more than 8000000 times [29], since the working life (L P ) of the lamps is calculated [29, p. 605]:

где LH - срок службы при номинальном напряжении;where L H is the service life at rated voltage;
UH - величина номинального напряжения - 220 В;U H - the value of the nominal voltage - 220 V;
UP - величина рабочего напряжения - 65 В.U P - the magnitude of the operating voltage - 65 V.
Важным обстоятельством является и то, что устройство для реализации способа - туннельная автоматизированная печь ТАП, обладая малой энергоемкостью, удобством и простотой, имеет также и минимальный собственный вес по сравнению с другими известными устройствами для реализации способов выпечки.An important circumstance is the fact that the device for implementing the method - a tunnel automated furnace TAP, having low energy consumption, convenience and simplicity, also has a minimum dead weight compared to other known devices for implementing baking methods.
Источники информацииInformation sources
1. Остриков А.Н. и др. Практикум по курсу «Технологическое оборудование». - Воронеж: Воронежская государственная технологическая академия, 1999. - 309 с.1. Ostrikov A.N. and others. Workshop on the course "Technological equipment". - Voronezh: Voronezh State Technological Academy, 1999. - 309 p.
2. Хромеенков В.М. Технологическое оборудование хлебозаводов и макаронных фабрик. - СПб: ГИОРД, 2003. - 496 с.2. Khromeenkov V.M. Technological equipment of bakeries and pasta factories. - St. Petersburg: GIORD, 2003 .-- 496 p.
3. Патент RU №2441187, МПК F27B 9/00, опубл. 27.01.2012.3. Patent RU No. 2441187,
4. Патент GB №1281504 A, 12.07.1972.4. GB patent No. 1281504 A, 07/12/1972.
5. Заявка на изобретение RU №20091688 C1, 27.09.1997.5. Application for invention RU No. 20091688 C1, 09/27/1997.
6. Патент SU №832284 A1, 23.05.1981.6. Patent SU No. 832284 A1, 05.23.1981.
7. Патент SU №992976 A1, 30.01.1983.7. Patent SU No. 992976 A1, 01/30/1983.
8. Патент SU №679779 A1, 18.08.1979.8. Patent SU No. 679779 A1, 08/18/1979.
9. Патент SU №1725949 A1, 07.04.1992.9. Patent SU No. 1725949 A1, 04/07/1992.
10. Патент US №4568279 A, 04.02.1986.10. US patent No. 4568279 A, 04/02/1986.
11. Патент US №4573909 A, 04.03.1986.11. US patent No. 4573909 A, 03/04/1986.
12. Патент RU №2313746 C1, МПК F27B 9/00, опубл. 27.12.2007.12. Patent RU No. 2313746 C1,
13. Заявка на изобретение RU №2008121359 A, МПК C03B 19/08, опубл. 27.12.2009.13. Application for invention RU No. 2008121359 A, IPC C03B 19/08, publ. 12/27/2009.
14. Патент RU №2146033 C1, 27.02.2000.14. Patent RU No. 2146033 C1, 02.27.2000.
15. Патент SU №906828 A, 28.02.1982.15. Patent SU No. 906828 A, 02.28.1982.
16. Патент SU №309881 A, 26.12.1971.16. Patent SU No. 309881 A, 12/26/1971.
17. Патент RU №2417960, МПК C03B 25/08, опубл. 10.05.2011.17. Patent RU No. 2417960, IPC C03B 25/08, publ. 05/10/2011.
18. Патент RU №2310616 C2, МПК C03B 19/08, опубл. 20.11.200718. Patent RU No. 2310616 C2, IPC C03B 19/08, publ. 11/20/2007
19. Джемисон Р.X. Физика и техника инфракрасного излучения. - М.: Изд. Советское радио, 1965. - 535 с.19. Jamison R.X. Physics and technology of infrared radiation. - M.: Publishing. Soviet Radio, 1965 .-- 535 p.
20. www.lisma-guprm.ru.20. www.lisma-guprm.ru.
21. Нащекин В.В. Техническая термодинамика и теплопередача. - М.: Высшая школа, 1980. - 469 с.21. Nashchekin V.V. Technical thermodynamics and heat transfer. - M.: Higher School, 1980 .-- 469 p.
22. Патент RU №2430630 C1, Бюл. №28, 10.10.2011.22. Patent RU No. 2430630 C1, Bull. No. 28, 10/10/2011.
23. Зигель Р., Хауэлл Н. Теплообмен излучением. - М.: Изд. Мир, 1975. - 934 с.23. Siegel R., Howell N. Radiation heat transfer. - M.: Publishing. Mir, 1975 .-- 934 p.
24. Патент RU 2457680 C2, A21B 1/48, F27B 9/00, опубл. 10.08.2012.24. Patent RU 2457680 C2, A21B 1/48,
25. Кошкин Н.И., Ширкевич М.Г. Справочник по элементарной физике. Издание седьмое стереотипное. - М.: Наука, 1976. - 256 с.25. Koshkin N.I., Shirkevich M.G. Handbook of elementary physics. The seventh edition is stereotyped. - M .: Nauka, 1976 .-- 256 p.
26. http://spectr.chb.ru/26. http://spectr.chb.ru/
27. Патент RU №2431793 C1, МПК F26B 3/34, Бюл. №29 от 20.10.2011.27. Patent RU No. 2431793 C1, IPC F26B 3/34, Bull. No. 29 dated 10/20/2011.
28. Патент RU №2465526 C2, МПК F26B 3/04, Бюл. №30 от 27.10.2012.28. Patent RU No. 2465526 C2, IPC F26B 3/04, Bull. No. 30 dated 10/27/2012.
29. Ульмишек Л.Г. Производство электрических ламп накаливания. - Л.: Энергия, 1966. - 640 с.29. Ulmishek L.G. Production of electric incandescent lamps. - L.: Energy, 1966. - 640 p.
Claims (1)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2013109927/13A RU2526396C1 (en) | 2013-03-05 | 2013-03-05 | Method for bakery goods baking in moulds moving rectilinearly on conveyer inside tunnel oven |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2013109927/13A RU2526396C1 (en) | 2013-03-05 | 2013-03-05 | Method for bakery goods baking in moulds moving rectilinearly on conveyer inside tunnel oven |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2526396C1 true RU2526396C1 (en) | 2014-08-20 |
| RU2013109927A RU2013109927A (en) | 2014-09-10 |
Family
ID=51384831
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2013109927/13A RU2526396C1 (en) | 2013-03-05 | 2013-03-05 | Method for bakery goods baking in moulds moving rectilinearly on conveyer inside tunnel oven |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2526396C1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2605351C1 (en) * | 2015-07-16 | 2016-12-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Пензенский государственный технологический университет" | Method of bakery goods baking in molds or without molds on grid inside tunnel oven |
| RU2725905C2 (en) * | 2015-10-23 | 2020-07-07 | Ф. Лли Вентурини С.Р.Л. | Method and device for production of panigacci |
| IT201900015968A1 (en) * | 2019-09-10 | 2021-03-10 | Luciano Vastola | INDUSTRIAL OVEN FOR BAKERY |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070264396A1 (en) * | 2000-02-10 | 2007-11-15 | Wegra Beheer B.V.. | Baking apparatus and method for baking edible products |
| RU2430630C1 (en) * | 2010-07-06 | 2011-10-10 | Государственное образовательное учреждение высшего профессионального образования "Пензенская государственная технологическая академия" | Method for heating single food semi-products moving rectilinearly on conveyer |
| RU2457680C2 (en) * | 2010-09-15 | 2012-08-10 | Государственное образовательное учреждение высшего профессионального образования "Пензенская государственная технологическая академия" | Method for heating single food semi-products on conveyor inside tunnel oven |
-
2013
- 2013-03-05 RU RU2013109927/13A patent/RU2526396C1/en not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070264396A1 (en) * | 2000-02-10 | 2007-11-15 | Wegra Beheer B.V.. | Baking apparatus and method for baking edible products |
| RU2430630C1 (en) * | 2010-07-06 | 2011-10-10 | Государственное образовательное учреждение высшего профессионального образования "Пензенская государственная технологическая академия" | Method for heating single food semi-products moving rectilinearly on conveyer |
| RU2457680C2 (en) * | 2010-09-15 | 2012-08-10 | Государственное образовательное учреждение высшего профессионального образования "Пензенская государственная технологическая академия" | Method for heating single food semi-products on conveyor inside tunnel oven |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2605351C1 (en) * | 2015-07-16 | 2016-12-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Пензенский государственный технологический университет" | Method of bakery goods baking in molds or without molds on grid inside tunnel oven |
| RU2725905C2 (en) * | 2015-10-23 | 2020-07-07 | Ф. Лли Вентурини С.Р.Л. | Method and device for production of panigacci |
| IT201900015968A1 (en) * | 2019-09-10 | 2021-03-10 | Luciano Vastola | INDUSTRIAL OVEN FOR BAKERY |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2013109927A (en) | 2014-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3249741A (en) | Apparatus for baking by differential wave lengths | |
| US8637792B2 (en) | Conveyor oven with adjustable air vents | |
| CN106455584B (en) | Baking oven | |
| RU2526396C1 (en) | Method for bakery goods baking in moulds moving rectilinearly on conveyer inside tunnel oven | |
| EP0618420A1 (en) | Radial wall oven and process for generating infrared radiation having a nonuniform emission distribution | |
| US20120294595A1 (en) | Conveyor Oven with Varying Emitted Infrared Profiles | |
| WO2020049314A3 (en) | Oven and method of operating an oven | |
| US4004129A (en) | Food processing oven | |
| WO1996029876A1 (en) | Improvements in and relating to ovens | |
| RU2457680C2 (en) | Method for heating single food semi-products on conveyor inside tunnel oven | |
| EP2221782B1 (en) | Vending machine with integrated circulation infrared oven | |
| RU2430630C1 (en) | Method for heating single food semi-products moving rectilinearly on conveyer | |
| US20120295210A1 (en) | Conveyor Oven with Removable Burner Screens | |
| RU2605351C1 (en) | Method of bakery goods baking in molds or without molds on grid inside tunnel oven | |
| Zareifard et al. | A method for balancing heat fluxes validated for a newly designed pilot plant oven | |
| CN205511887U (en) | Tunnel kiln | |
| CN203940704U (en) | Three-way catalyst continous way electric heating guipure dry kiln for automobile | |
| JP5140743B2 (en) | Electromagnetic induction heating type food baking machine | |
| US2626341A (en) | Baker's oven | |
| US3245356A (en) | Tortilla oven | |
| Awode et al. | Performance assessment of dual-powered baking oven developed from locally sourced materials | |
| JP5566197B2 (en) | Tunnel oven | |
| Ojo et al. | Development of a prototype inverter powered baking oven | |
| RU2301525C2 (en) | Apparatus for baking of national products from dough | |
| CN216088525U (en) | Turning plate type tunnel furnace |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20180306 |