RU2414875C1 - Absorbing product of underpants type and method of manufacturing adsorbing products of underpants type - Google Patents
Absorbing product of underpants type and method of manufacturing adsorbing products of underpants type Download PDFInfo
- Publication number
- RU2414875C1 RU2414875C1 RU2009128496/12A RU2009128496A RU2414875C1 RU 2414875 C1 RU2414875 C1 RU 2414875C1 RU 2009128496/12 A RU2009128496/12 A RU 2009128496/12A RU 2009128496 A RU2009128496 A RU 2009128496A RU 2414875 C1 RU2414875 C1 RU 2414875C1
- Authority
- RU
- Russia
- Prior art keywords
- web
- blanks
- connecting elements
- panel
- base
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 15
- 239000000463 material Substances 0.000 claims abstract description 79
- 230000002745 absorbent Effects 0.000 claims description 66
- 239000002250 absorbent Substances 0.000 claims description 66
- 238000003466 welding Methods 0.000 claims description 51
- 238000000034 method Methods 0.000 claims description 31
- 229920001169 thermoplastic Polymers 0.000 claims description 26
- 239000000306 component Substances 0.000 claims description 23
- 239000004416 thermosoftening plastic Substances 0.000 claims description 21
- 230000004888 barrier function Effects 0.000 claims description 16
- 239000004744 fabric Substances 0.000 claims description 13
- 238000005520 cutting process Methods 0.000 claims description 9
- 238000005304 joining Methods 0.000 claims description 6
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 239000008358 core component Substances 0.000 claims description 5
- 239000003292 glue Substances 0.000 claims description 5
- 208000018747 cerebellar ataxia with neuropathy and bilateral vestibular areflexia syndrome Diseases 0.000 claims description 4
- 238000005452 bending Methods 0.000 claims description 3
- 239000002861 polymer material Substances 0.000 claims 2
- 241001415849 Strigiformes Species 0.000 claims 1
- 239000003814 drug Substances 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 210000002414 leg Anatomy 0.000 description 18
- 239000000835 fiber Substances 0.000 description 13
- -1 polyethylene Polymers 0.000 description 9
- 238000012360 testing method Methods 0.000 description 9
- 239000000853 adhesive Substances 0.000 description 8
- 230000001070 adhesive effect Effects 0.000 description 8
- 239000007788 liquid Substances 0.000 description 5
- 239000012815 thermoplastic material Substances 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 4
- 230000032798 delamination Effects 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- 206010021639 Incontinence Diseases 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- 239000013013 elastic material Substances 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 239000004816 latex Substances 0.000 description 2
- 229920000126 latex Polymers 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229920006255 plastic film Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000004831 Hot glue Substances 0.000 description 1
- 206010036590 Premature baby Diseases 0.000 description 1
- 210000001015 abdomen Anatomy 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000000017 hydrogel Substances 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- 210000000689 upper leg Anatomy 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images








Landscapes
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Description
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕFIELD OF THE INVENTION
Изобретение относится к поглощающему изделию типа трусов, содержащему базовую структуру, содержащую переднюю панель, имеющую передний концевой край и первый и второй боковые края, заднюю панель, имеющую задний концевой край и первый и второй боковые края, и промежностную панель, расположенную между передней и задней панелями, и компонент с сердцевиной, объединенный в одно целое с базовой структурой, при этом первый и второй боковые края передней панели соединены боковыми швами с соответствующими первым и вторым боковыми краями задней панели.The invention relates to a coward-type absorbent article comprising a base structure comprising a front panel having a front end edge and first and second side edges, a rear panel having a rear end edge and first and second side edges, and a crotch panel located between the front and rear panels, and a core component integrated with the base structure, wherein the first and second side edges of the front panel are connected by side seams to the corresponding first and second side edges of the rear ate.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИBACKGROUND OF THE INVENTION
Поглощающие изделия типа трусов обычно включают в себя имеющую форму трусов базовую структуру и объединенный с базовой структурой компонент с поглощающей сердцевиной. При создании изделий типа трусов главная цель состоит в том, чтобы сделать их похожими на обычный предмет нижнего белья в как можно большей степени. Следовательно, поглощающие изделия, такие как подгузники-трусы, гигиенические трусы и трусы, используемые при недержании, выполнены с возможностью их удобного и плотного прилегания к пользователю. Также желательно, чтобы изделия были выполнены с возможностью натягивания их вверх и стягивания их вниз по бедрам пользователя для того, чтобы дать возможность пользователю или тому, кто осуществляет уход, легко снимать запачканное изделие и заменять его новым чистым изделием. По этим причинам базовую часть изделия обычно изготавливают из материала, который поддается эластичному растягиванию, по меньшей мере, вокруг талии и в зонах, предназначенных для «наложения» поверх бедер пользователя.Panty-type absorbent articles typically include a cowl-shaped base structure and an absorbent core component combined with the base structure. When creating products such as underpants, the main goal is to make them look like ordinary underwear to the greatest extent possible. Therefore, absorbent articles, such as diaper pants, hygiene pants and panties used for incontinence, are made with the possibility of their convenient and tight fit to the user. It is also desirable that the products be configured to pull them up and pull them down the hips of the user in order to enable the user or carer to easily remove the stained product and replace it with a new clean product. For these reasons, the base part of the product is usually made of a material that lends itself to elastic stretching, at least around the waist and in areas intended to be “overlaid” over the user's thighs.
Традиционно базовую часть поглощающих изделий типа трусов изготавливали из слоев неэластичного термопластичного нетканого материала, имеющего эластичные элементы, такие как нити или ленты, размещенные между слоями для придания эластичности выбранным частям базовой части. В данных изделиях волокна и места соединений полотен нетканого материала остаются неразорванными во время изготовления базовой структуры и могут быть использованы для образования прочных и тем не менее поддающихся разъединению сварных соединений и швов между частями базовой части. Однако для удовлетворения спроса на изделия типа трусов, в большей степени похожие на предмет нижнего белья, традиционную эластификацию посредством эластичных элементов заменили ламинатами из эластичных нетканых материалов и пленки.Traditionally, the base part of absorbent articles such as pants was made of layers of inelastic thermoplastic non-woven material having elastic elements, such as threads or tapes, placed between the layers to give elasticity to selected parts of the base part. In these products, the fibers and the joints of the nonwoven webs remain unbroken during the manufacture of the base structure and can be used to form durable and nonetheless separable welds and joints between parts of the base part. However, to meet the demand for products such as underpants, which are more similar to the subject of underwear, traditional elasticization by means of elastic elements was replaced by laminates made of elastic non-woven materials and films.
Один пример эластичного ламината, предназначенного для использования в поглощающих изделиях типа трусов, раскрыт в документе WO 03/047488. Ламинат состоит из эластичной пленки, расположенной между двумя слоями нетканого материала. Во время изготовления эластичного ламината слои нетканого материала были прикреплены к пленке, после чего ламинат был подвергнут активирующей обработке, предусматривающей пошаговое растягивание ламината, которое вызывает разрыв соединений и волокон в полотнах нетканого материала. В результате эластичность активированного ламината в значительной степени будет такой же, как эластичность эластичной пленки. Проблема, связанная с активированными ламинатами данного типа, состоящими из нетканого материала и пленки, состоит в том, что сварные швы, образованные в механически ослабленных материалах, имеют низкую прочность при растяжении. Это означает, что существует опасность того, что швы разорвутся преждевременно, когда изделие типа трусов надевают на пользователя или когда его носят.One example of an elastic laminate for use in absorbent articles such as underpants is disclosed in WO 03/047488. Laminate consists of an elastic film located between two layers of non-woven material. During the manufacture of the elastic laminate, nonwoven layers were attached to the film, after which the laminate was subjected to an activating treatment, which involves stepwise stretching of the laminate, which causes the joints and fibers to break in the nonwoven webs. As a result, the elasticity of the activated laminate will be substantially the same as the elasticity of the elastic film. A problem associated with activated laminates of this type, consisting of a nonwoven material and a film, is that welds formed in mechanically weakened materials have low tensile strength. This means that there is a risk that the seams will burst prematurely when a product such as underpants is worn on the wearer or when worn.
Другие примеры эластичных ламинатов, используемых при создании изделий типа трусов, раскрыты в документах WO 2005/122984 и WO 2005/122985. Материалы в данных заявках отличаются от материалов, которые раскрыты в документе WO 03/041988, тем, что соединения и волокна, по меньшей мере, одного слоя нетканого материала в эластичном ламинате не были полностью разорваны. Вместо этого слой сохраняет некоторую остаточную прочность. В международных заявках согласно РСТ WO 2005/122984 и WO 2005/122985 описаны ламинаты, в которых было обеспечено сочетание эластичности с мягкостью и стойкостью ламинатов к прокалыванию. Тем не менее, сварные боковые швы в изделиях типа трусов, содержащих подобные ламинаты, по-прежнему демонстрируют низкую прочность при растяжении по сравнению со сварными швами традиционных трусов, изготовленных из слоев нетканого материала, которые были эластифицированы посредством эластичных нитей или полосок (лент).Other examples of elastic laminates used in the creation of products such as pants are disclosed in documents WO 2005/122984 and WO 2005/122985. The materials in these applications differ from the materials disclosed in WO 03/041988 in that the compounds and fibers of at least one layer of nonwoven material in the elastic laminate were not completely torn. Instead, the layer retains some residual strength. International applications according to PCT WO 2005/122984 and WO 2005/122985 describe laminates in which a combination of elasticity with the softness and puncture resistance of laminates is provided. However, the welded side seams in pant-like products containing similar laminates still exhibit low tensile strength compared to the welded seams of traditional underpants made from layers of non-woven material that were elasticized with elastic threads or strips.
Поглощающие изделия типа трусов обычно образуют со швами или соединениями на боковых сторонах базовой структуры для присоединения передней части изделия к задней части и для образования трусов, имеющих отверстие для талии и отверстия для ног. Обычно боковые соединения расположены так, что они будут находиться на бедрах пользователя во время использования поглощающих трусов, но также известно размещение боковых соединений в большей степени в передней части изделия.Panty type absorbent articles are typically formed with seams or joints on the sides of the base structure for attaching the front of the article to the back and for forming panties having a waist opening and a leg opening. Typically, the side joints are positioned so that they will be on the hips of the wearer during use of the absorbent pants, but it is also known to place the side joints to a greater extent in the front of the product.
Боковые швы предпочтительно выполняют такими, чтобы они придавали достаточную целостность базовой части при ее надевании и при ее ношении. Это означает, что боковые швы должны выдерживать растягивающие напряжения, которые возникают при натягивании изделия типа трусов вверх по бедрам пользователя, а также любое напряжение, которое может возникнуть в боковых швах в результате движений пользователя во время использования изделия. Тем не менее, было доказано, что обеспечивается значительное преимущество, если существует возможность разъединения боковых швов регулируемым образом после использования изделия с тем, чтобы можно было легко снять запачканное изделие с пользователя без необходимости стягивания его вниз вдоль ног. Поддающиеся разъединению боковые швы наиболее легко образуют посредством технологий сварки, таких как ультразвуковая сварка или термосварка термопластичных компонентов в материале базовой части. Проблема, связанная с эластичными многослойными материалами, используемыми для образования эластичной базовой структуры, заключается в том, что они, как правило, имеют плохую свариваемость, что приводит к непрочным боковым швам, которые будут разрываться при надевании изделия или при ношении изделия.The side seams are preferably made so that they give sufficient integrity to the base part when it is worn and worn. This means that the side seams must withstand the tensile stresses that occur when pulling a product such as shorts up the hips of the user, as well as any tension that may occur in the side seams as a result of movements of the user during use of the product. However, it has been proven that a significant advantage is provided if it is possible to separate the side seams in an adjustable manner after using the product so that the soiled product can be easily removed from the user without having to pull it down along the legs. Disconnectable side seams are most easily formed by welding technologies such as ultrasonic welding or heat welding of thermoplastic components in the base material. A problem associated with elastic laminated materials used to form an elastic base structure is that they generally have poor weldability, which leads to fragile side seams that will break when put on the product or when the product is worn.
Соответственно, цель изобретения заключается в создании поглощающего изделия типа эластичных трусов, содержащего эластичные многослойные материалы и имеющего прочность, достаточную для того, чтобы выдерживать усилия, возникающие при надевании и ношении изделия.Accordingly, an object of the invention is to provide an absorbent article, such as elastic underpants, containing elastic multilayer materials and having a strength sufficient to withstand the forces arising from putting on and wearing the article.
Кроме того, цель изобретения заключается в том, чтобы предложить поглощающее изделие типа эластичных трусов, содержащее эластичные многослойные материалы и имеющее открывающиеся боковые швы.In addition, the aim of the invention is to provide an absorbent article such as elastic underpants containing elastic multilayer materials and having opening side seams.
Дополнительная цель изобретения заключается в разработке простого и эффективного способа изготовления поглощающего изделия типа эластичных трусов, имеющего боковые швы, демонстрирующие прочность, достаточную для того, чтобы выдерживать усилия, возникающие при надевании и ношении изделия.An additional objective of the invention is to develop a simple and effective method of manufacturing an absorbent product such as elastic pants, having side seams that demonstrate strength sufficient to withstand the forces arising from putting on and wearing the product.
СУЩНОСТЬ ИЗОБРЕТЕНИЯSUMMARY OF THE INVENTION
В соответствии с изобретением предложено поглощающее изделие типа трусов, содержащее базовую структуру, содержащую переднюю панель, имеющую передний концевой край и первый и второй боковые края, заднюю панель, имеющую задний концевой край и первый и второй боковые края, и промежностную панель, расположенную между передней и задней панелями, при этом, по меньшей мере, одна из указанных передней и задней панелей содержит эластичный ламинат из нетканого материала и пленки, и сердцевину, объединенную в одно целое с базовой структурой, при этом первый и второй боковые края передней панели соединены боковыми швами с соответствующими первым и вторым боковыми краями задней панели, причем каждый указанный боковой шов образован в поддающемся сварке соединительном элементе, при этом соединительный элемент содержит первую часть, прикрепленную к боковому краю на передней панели, и вторую часть, прикрепленную к соответствующему боковому краю на задней панели, причем указанные первая и вторая части указанного соединительного элемента соединены термосваркой для образования указанного бокового шва.In accordance with the invention, there is provided an underpants-type absorbent article comprising a base structure comprising a front panel having a front end edge and first and second side edges, a rear panel having a rear end edge and first and second side edges, and a crotch panel located between the front and back panels, wherein at least one of said front and back panels comprises an elastic laminate of non-woven material and a film, and a core integrated with the base structure, while the first and second side edges of the front panel are connected by side seams to the corresponding first and second side edges of the rear panel, each specified side seam being formed in a weldable connecting element, the connecting element comprising a first part attached to a side edge on the front panel and a second a part attached to the corresponding side edge on the rear panel, wherein said first and second parts of said connecting element are heat-sealed to form said th side seam.
Для создания обладающего прочностью при сдвиге соединения между соединительным элементом и передней и задней панелями базовой структуры соединительный элемент может быть неразъемно прикреплен к передней и задней панелям. Под неразъемным креплением понимается то, что соединение между материалами настолько прочное, что материал, находящийся снаружи соединения, будет разрываться до разрушения или одновременно с разрушением соединения под действием растягивающего напряжения.To create a shear-tight connection between the connecting element and the front and rear panels of the base structure, the connecting element can be permanently attached to the front and rear panels. One-piece fastening means that the connection between the materials is so strong that the material located outside the connection will rupture before breaking or at the same time as breaking the joint under tensile stress.
Соединительный элемент может быть прикреплен к передней и задней панелям посредством клея. Пригодными клеями являются термопластичные термоплавкие безрастворные клеи или латекс, при этом термоплавкие безрастворные клеи особенно предпочтительны. Клей может быть нанесен в виде сплошного покрытия, в виде рисунка, такого как рисунок в виде точек или рисунок в виде линий, и любым пригодным способом, например посредством распыления, нанесения покрытия с помощью сопла, посредством печати и т.д. Тем не менее, могут быть использованы другие способы крепления, такие как термосварка или ультразвуковая сварка.The connecting element can be attached to the front and rear panels with glue. Suitable adhesives are thermoplastic hot-melt solvent-free adhesives or latex, with hot-melt solvent-free adhesives being particularly preferred. The glue can be applied in the form of a continuous coating, in the form of a pattern, such as a dot pattern or a line pattern, and in any suitable way, for example by spraying, coating with a nozzle, by printing, etc. However, other fixing methods may be used, such as heat sealing or ultrasonic welding.
Соединение между соединительными элементом и каждой из передней и задней панелей выполнено в пределах зоны перекрытия соединительного элемента и панели базовой структуры. Таким образом, соединительный элемент будет служить для соединения передней и задней панелей за счет крепления его к часто сравнительно непрочному эластичному многослойному материалу в данных панелях посредством соединения, занимающего сравнительно большую площадь, составляющую от около 200 мм2 до около 60000 мм2, которое будет подвергаться воздействию только напряжения сдвига, а не вызывающих расслаивание усилий, возникающих в боковых швах во время обычного использования изделия. Соответственно, соединительный элемент служит в качестве элемента, упрочняющего материал панели базовой структуры на боковых краях поглощающего изделия, а также обеспечивает наличие поддающегося сварке материала для образования прочного, предпочтительно поддающегося разъединению, сварного бокового шва.The connection between the connecting element and each of the front and rear panels is made within the overlapping zone of the connecting element and the panel of the base structure. Thus, the connecting element will serve to connect the front and rear panels by attaching it to the often relatively weak elastic multilayer material in these panels by means of a connection occupying a relatively large area of about 200 mm 2 to about 60,000 mm 2 only shear stress, and not causing delamination forces arising in the side seams during normal use of the product. Accordingly, the connecting element serves as an element strengthening the panel material of the base structure at the lateral edges of the absorbent article, and also provides a weldable material to form a durable, preferably separable, weld side seam.
Боковые соединения предпочтительно представляют собой поддающиеся разъединению боковые соединения, что означает, что они являются достаточно прочными для того, чтобы выдерживать напряжения во время надевания и ношения поглощающего изделия типа трусов, но при этом они могут быть расслоены или разорваны регулируемым образом при снятии изделия после использования. Предпочтительно боковые соединения могут быть разъединены в зоне сварных боковых швов. Тем не менее, также можно выполнить соединение между соединительным элементом и передней панелью, которое будет поддаваться разъединению и, возможно, повторному закрытию.The side joints are preferably disconnectable side joints, which means that they are strong enough to withstand stresses when putting on and wearing an absorbent article such as underpants, but they can be delaminated or torn in a controlled manner when removing the article after use . Preferably, the side joints may be disconnected in the area of the welded side seams. However, it is also possible to make a connection between the connecting element and the front panel, which will lend itself to disconnection and possibly re-closure.
Соединительный элемент представляет собой поддающийся термосварке компонент. Следовательно, соединительный элемент может быть сварен посредством любого способа, предусматривающего нагрев и размягчение или расплавление материала, такого как скрепление с помощью нагретых инструментов, скрепление посредством механического сжатия с выделением тепла (скрепление под действием давления) или ультразвуковая сварка. Для того чтобы соединительный элемент поддавался термосварке, он должен содержать достаточное количество термопластичного материала. Примерами термопластичных полимеров, пригодных для использования в соединительном элементе, являются полиэтилен, сложные полиэфиры, полипропилен и другие полиолефиновые гомополимеры и сополимеры и смеси термопластичных полимеров. Соединительный элемент может содержать термопластичную пленку или полотно термопластичного нетканого материала, или ламинат из двух или более слоев пленки или нетканого материала. Особенно хорошо пригодными полотнами нетканого материала являются те, которые содержат термопластичные волокна, которые представляют собой смесь полипропиленовых и полиэтиленовых волокон. Поддающиеся термосварке полотна нетканого материала и пленки имеют высокое содержание термопластичного материала и содержат, по меньшей мере, 50% термопластичного материала и предпочтительно, по меньшей мере, 80% термопластичного материала.The connecting element is a heat sealable component. Consequently, the connecting element can be welded by any method involving heating and softening or melting the material, such as bonding using heated tools, bonding by mechanical compression with heat (bonding by pressure) or ultrasonic welding. In order for the connecting element to be thermally welded, it must contain a sufficient amount of thermoplastic material. Examples of thermoplastic polymers suitable for use in the connecting element are polyethylene, polyesters, polypropylene and other polyolefin homopolymers and copolymers and mixtures of thermoplastic polymers. The connecting element may comprise a thermoplastic film or a web of thermoplastic non-woven material, or a laminate of two or more layers of a film or non-woven material. Particularly suitable nonwoven webs are those that contain thermoplastic fibers, which are a mixture of polypropylene and polyethylene fibers. Heat-sealable nonwoven webs and films have a high content of thermoplastic material and contain at least 50% thermoplastic material and preferably at least 80% thermoplastic material.
В соответствии с предпочтительным вариантом осуществления изобретения соединительный элемент состоит из двух прямоугольных кусков материала, которые соединены вдоль общего края, будучи размещенными так, что они будут расположены «лицом к лицу». В данном варианте осуществления соединительный элемент представляет собой прямоугольный кусок материала, имеющий сварное соединение, простирающееся через кусок материала, предпочтительно параллельно боковым краям передней и задней панелей на базовой структуре, и образующее боковое соединение на поглощающем изделии типа трусов.According to a preferred embodiment of the invention, the connecting element consists of two rectangular pieces of material that are connected along a common edge, being placed so that they will be located "face to face". In this embodiment, the connecting element is a rectangular piece of material having a welded joint extending through the piece of material, preferably parallel to the side edges of the front and rear panels on the base structure, and forming a side connection on an absorbent article such as underpants.
Прямоугольный соединительный элемент может иметь ширину в направлении, перпендикулярном боковому шву, составляющую 20-200 мм. Ширина соединительного элемента определяет перекрытие между соединительным элементом и материалом в передней и задней панелях. Для изделий малого размера, таких как подгузники для недоношенных младенцев, перекрытие величиной 10 мм может быть достаточным для обеспечения достаточной площади для надежного соединения. Однако для изделий большого размера, предназначенных для использования взрослыми, страдающими сильным недержанием, может быть необходимым иметь перекрытие с величиной до 100 мм.The rectangular connecting element may have a width in the direction perpendicular to the side seam, comprising 20-200 mm The width of the connecting element determines the overlap between the connecting element and the material in the front and rear panels. For small products, such as diapers for premature babies, an overlap of 10 mm may be sufficient to provide sufficient area for a reliable connection. However, for large products intended for use by adults with severe incontinence, it may be necessary to have an overlap of up to 100 mm.
Соединительный элемент может иметь длину в направлении, параллельном боковому шву, соответствующую, по меньшей мере, 25% длины бокового шва. Соответственно, соединительный элемент может быть расположен так, что он будет образовывать только часть бокового шва между отверстием для талии и отверстиями для ног. Как правило, соединительный элемент может быть расположен только вдоль тех частей соответствующих боковых краев передней и задней панелей, которые выполнены из материалов, имеющих плохую свариваемость, таких как эластичные ламинаты, представляющие собой часть базовой структуры изделия типа трусов. Если поглощающее изделие типа трусов снабжено эластичной поясной панелью, поясная панель может включать в себя слои поддающегося сварке материала, такого как неэластичный нетканый материал. Тем не менее, для того чтобы извлечь всю пользу от преимуществ, связанных с изготовлением и обеспечиваемых за счет отдельного изготовления соединительных элементов и образования сварных швов, соединительные элементы предпочтительно размещают так, что они образуют боковые швы на всей их длине. Таким образом, операцию сварки можно выполнить независимо от высокоскоростного основного технологического процесса, предназначенного для изготовления изделия типа трусов, и предварительно изготовленные соединительные элементы могут быть введены в высокоскоростной технологический процесс производства трусов, не принимая во внимание сравнительно низкоскоростную операцию сварки.The connecting element may have a length in the direction parallel to the side seam corresponding to at least 25% of the length of the side seam. Accordingly, the connecting element can be positioned so that it will only form part of the side seam between the hole for the waist and the holes for the legs. As a rule, the connecting element can only be located along those parts of the corresponding side edges of the front and rear panels, which are made of materials having poor weldability, such as elastic laminates, which are part of the basic structure of a product such as underpants. If the pant-type absorbent article is provided with an elastic waist panel, the waist panel may include layers of a weldable material, such as an inelastic non-woven material. However, in order to take full advantage of the advantages associated with the manufacture and provided through the separate manufacture of the connecting elements and the formation of welds, the connecting elements are preferably placed so that they form side seams along their entire length. Thus, the welding operation can be performed independently of the high-speed main technological process for manufacturing a product such as underpants, and prefabricated connecting elements can be introduced into the high-speed technological process for the production of underpants, without taking into account the relatively low-speed welding operation.
Поглощающее изделие типа трусов в соответствии с изобретением может быть снабжено эластичной поясной панелью, которая расположена на, по меньшей мере, одной из передней и задней панелей. Эластичная поясная панель может простираться непрерывно на всей протяженности между боковыми соединениями и может полностью окружать отверстие для талии в поглощающем изделии.An underpants type absorbent product according to the invention may be provided with an elastic waist panel that is located on at least one of the front and rear panels. The elastic waist panel may extend continuously over the entire length between the side joints and may completely surround the waist opening in the absorbent article.
Поглощающая сердцевина может представлять собой компонент, который включен в базовую структуру отдельно или в виде части компонента с сердцевиной или «комплекта с сердцевиной», содержащего верхний лист, барьерный лист и поглощающую сердцевину, расположенную между верхним листом и барьерным листом.The absorbent core may be a component that is included in the base structure separately or as part of a core component or “core kit” comprising a top sheet, a barrier sheet and an absorbent core located between the top sheet and the barrier sheet.
В соответствии с изобретением также разработан способ изготовления поглощающего изделия типа трусов, при этом каждое изделие включает в себя базовую структуру, содержащую переднюю панель, имеющую передний концевой край и первый и второй боковые края, заднюю панель, имеющую задний концевой край и первый и второй боковые края, и промежностную панель, расположенную между передней и задней панелями, при этом указанная базовая структура имеет объединенный в одно целое с ней компонент с поглощающей сердцевиной, причем способ включает в себя процесс образования трусов, включающий в себя образование базовой структуры и присоединение первого и второго боковых краев передней панели к соответствующим первому и второму боковым краям задней панели, и объединение компонента с поглощающей сердцевиной с базовой структурой.In accordance with the invention, a method is also developed for manufacturing an absorbent article such as underpants, wherein each article includes a base structure comprising a front panel having a front end edge and first and second side edges, a rear panel having a rear end edge and first and second side edges, and a crotch panel located between the front and rear panels, while the specified basic structure has a component integrated with it with an absorbing core, and the method includes otsess pant-forming comprising forming a base structure and joining the first and second front panel side edges to the respective first and second side edges of the rear panel, and combining the component with an absorbent core to the base structure.
В соответствии с изобретением процесс образования трусов содержит следующие дополнительные операции:In accordance with the invention, the process of forming underpants comprises the following additional steps:
а) изготовление непрерывного полотна из заготовок соединительных элементов посредством соединения двух непрерывных полотен поддающегося сварке материала, расположенных «лицом к лицу», вдоль спаренных линий сварки, проходящих в поперечном направлении через полотно из заготовок соединительных элементов;a) the manufacture of a continuous web from preforms of connecting elements by connecting two continuous canvases of weldable material located “face to face” along paired welding lines extending in the transverse direction through a web of preforms of connecting elements;
b) разрезание полотна из заготовок соединительных элементов между каждыми двумя линиями сварки для образования отдельных заготовок соединительных элементов;b) cutting the web from the workpieces of the connecting elements between each two welding lines to form separate blanks of the connecting elements;
с) прикрепление указанных отдельных заготовок соединительных элементов к базовому полотну в заданных местах вдоль первого края указанного базового полотна, при этом указанные линии сварки расположены в поперечном направлении базового полотна;c) attaching said individual blanks of connecting elements to the base web at predetermined locations along the first edge of said base web, wherein said welding lines are located in the transverse direction of the base web;
d) сгибание указанного базового полотна по продольной линии сгиба для совмещения второго края указанного базового полотна с указанным первым краем указанного базового полотна;d) bending said base web along a longitudinal fold line to align the second edge of said base web with said first edge of said base web;
е) прикрепление указанного базового полотна к указанным заготовкам соединительных элементов вдоль указанного второго края указанного базового полотна;f) attaching said base web to said blanks of connecting elements along said second edge of said base web;
f) разрезание указанного базового полотна между указанными линиями сварки на указанных заготовках соединительных элементов для отделения отдельных изделий типа трусов от указанного базового полотна.f) cutting the specified base fabric between the specified welding lines on the specified blanks of connecting elements to separate individual products such as underpants from the specified base fabric.
Заготовки соединительных элементов могут быть прикреплены к базовому полотну на операции с) и/или на операции е).The blanks of the connecting elements can be attached to the base web in step c) and / or in step e).
Способ в соответствии с изобретением может дополнительно включать в себя любые обычные технологические операции, используемые при образовании трусов, такие как разрезание базового полотна для образования отверстий для ног, прикрепление эластичных элементов у отверстий для ног и для талии и т.д.The method in accordance with the invention may further include any conventional manufacturing operations used in forming the underpants, such as cutting the base web to form leg openings, attaching elastic elements at the leg openings and for the waist, etc.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙBRIEF DESCRIPTION OF THE DRAWINGS
Изобретение будет описано в дальнейшем более подробно со ссылкой на приложенные чертежи, на которых:The invention will be described hereinafter in more detail with reference to the attached drawings, in which:
фиг.1 - вид подгузника типа трусов в соответствии с изобретением в плоском состоянии с разъединенными боковыми соединениями,figure 1 is a view of a diaper-type panties in accordance with the invention in a flat state with disconnected side connections,
фиг.2 - вид подгузника с фиг.1 с закрытыми боковыми соединениями,figure 2 is a view of the diaper of figure 1 with closed side connections,
фиг.3 - вид полотна из заготовок соединительных элементов,figure 3 is a view of the web from blanks of connecting elements,
фиг.4 - вид отдельных заготовок соединительных элементов, прикрепленных к базовому полотну,figure 4 - view of the individual blanks of the connecting elements attached to the base fabric,
фиг.5 - деталь бокового соединения в изделии типа трусов,5 is a detail of the lateral connection in a product such as underpants,
фиг.6 - альтернативный вариант осуществления заготовки соединительного элемента; и6 is an alternative embodiment of the workpiece of the connecting element; and
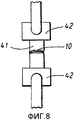
фиг.7-9 - схематические виды, иллюстрирующие способ определения прочности боковых соединений в изделии типа трусов в соответствии с настоящим изобретением.7-9 are schematic views illustrating a method for determining the strength of the side joints in a panty type article in accordance with the present invention.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯMODES FOR CARRYING OUT THE INVENTION
Подгузник-трусы 1, показанный на фиг.1 и 2, предназначен для охватывания нижней части туловища пользователя подобно обычному предмету нижнего белья. На фиг.1 подгузник 1 показан с внутренней стороны, то есть со стороны, обращенной к пользователю при ношении изделия, и на фиг.2 подгузник показан с наружной стороны, или с обращенной к предмету одежды стороны, которая представляет собой сторону, обращенную от пользователя при ношении подгузника.The
Подгузник 1 показан на фиг.1 в плоском состоянии с разъединенными боковыми соединениями и со всеми предварительно растянутыми эластичными компонентами, находящимися в растянутом состоянии. На фиг.2 подгузник показан в трехмерном состоянии так, как он будет выглядеть при ношении его пользователем.The
Подгузник имеет переднюю панель 2, заднюю панель 3 и промежностную панель 4, простирающуюся между передней и задней панелями 2, 3 и имеющую сравнительно небольшую ширину по сравнению с передней и задней панелями 2, 3. Передняя и задняя панели 2, 3 выполнены такими, чтобы они закрывали бедра пользователя и простирались поверх живота и спины пользователя для охватывания нижней части туловища пользователя.The diaper has a
Подгузник 1 дополнительно содержит зону 5 с сердцевиной, простирающуюся от промежностной панели 4 в переднюю панель 2 и заднюю панель 3. Передняя и задняя панели 2, 3 образуют ту часть базовой части 6, которая простирается с обращенной к предмету одежды стороны подгузника 1 и закрывает и окружает зону 5 с сердцевиной. Базовая часть 6 содержит переднюю панель 2, заднюю панель 3, промежностную панель 4 и эластичный пояс 7, прикрепленный к передней и задней панелям 2, 3. Каждая из передней и задней панелей 2, 3 имеет поясной край 8 и соответственно пару боковых краев 9.The
Термин «панель» используется здесь для обозначения функциональной части базовой части подгузника, в то время как термины «зона» и «часть (участок)» используются для обозначения местоположения определенного элемента подгузника, такого как сердцевина, в базовой части или для описания предусмотренного местоположения определенной части подгузника относительно тела пользователя. Панель может представлять собой отдельный компонент или часть, составляющую одно целое с базовой частью. Зона или участок могут полностью или частично включать в себя одну или несколько панелей.The term “panel” is used here to indicate the functional part of the base part of the diaper, while the terms “zone” and “part (section)” are used to indicate the location of a particular element of the diaper, such as the core, in the base part or to describe the intended location of a certain parts of the diaper relative to the user's body. The panel may be a separate component or part integrally with the base part. The zone or section may fully or partially include one or more panels.
Когда компоненты соединены, присоединены или прикреплены друг к другу, они представляют собой отдельные части, которые были скреплены с помощью любого пригодного средства, например с помощью адгезионного сцепления, путем сшивания или посредством ультразвуковой сварки или термосварки. Термин «соединенные» также охватывает разделяемые соединения, такие как разделяемые боковые соединения и поддающиеся повторному закрытию соединения, такие как соединения в виде крючков и петель, соединения из поддающихся повторному скреплению лент, застежки-кнопки и т.д. Компоненты, которые были размещены друг на друге, необязательно должны быть скреплены, хотя в используемом здесь смысле термин «расположенные» следует понимать в широком смысле как также охватывающий скрепленные компоненты.When the components are connected, attached or attached to each other, they are separate parts that have been bonded by any suitable means, for example by adhesive adhesion, by stitching or by ultrasonic welding or heat welding. The term “connected” also encompasses separable connections, such as separable side connections, and re-closable connections, such as hook and loop connections, re-fastenable ribbons, button fasteners, etc. The components that were placed on top of each other need not be bonded, although in the sense used here, the term "located" should be understood in a broad sense as also encompassing bonded components.
Передняя и задняя панели 2, 3 соединены друг с другом вдоль их боковых краев 9 посредством боковых швов 10, как показано на фиг.2. Эластичный пояс 7 состоит из передней поясной панели 7а и задней поясной панели 7b, которые прикреплены соответственно к передней панели 2 и задней панели 3. Передняя и задняя поясные панели 7а, 7b также соединены друг с другом посредством боковых швов 10. Посредством соединения передней и задней панелей 2, 3 и поясных панелей 7а, 7b подгузник-трусы 1 будет образован с отверстием 11 для талии и двумя отверстиями 12 для ног.The front and
Боковые швы 10 выполнены в соответствии с изобретением и включают в себя соединительный элемент 13. Соединительный элемент 13 содержит поддающийся сварке термопластичный материал и имеет первую часть 14, которая постоянно прикреплена вдоль бокового края 9 с внутренней стороны передней панели 2, и вторую часть 15, которая постоянно прикреплена вдоль соответствующего бокового края 9 с внутренней стороны задней панели 3. Первая и вторая части 14, 15 каждого из соединительных элементов 13 соединены в боковых швах 10 посредством термосварки или ультразвуковой сварки.The side seams 10 are made in accordance with the invention and include a connecting
Фиг.1 показывает подгузник 1 в плоском состоянии, при этом боковые швы 10 разъединены и любые эластичные компоненты, которые были прикреплены к базовой части 6 в состоянии, когда они находились под действием растягивающей нагрузки, вытянуты до полных размеров базовой части 6. Фиг.2 показывает подгузник-трусы 1 в том виде, как он выглядит, когда боковые швы 10 не тронуты и была обеспечена возможность релаксации всех растянутых эластичных элементов и собирания в сборки материала базовой части для образования эластифицированных отверстий 11, 12 для ног и талии.Figure 1 shows the
Передняя и задняя панели 2, 3 предпочтительно образованы из эластичного рулонного материала, такого как эластичный ламинат, содержащий слои эластичной пленки и нетканого материала. Эластичный ламинат может быть такого типа, как раскрытый в международной заявке на патент № WO 03/047488. Подобный ламинат получен посредством пошагового растягивания слоя эластичной пленки между двумя неэластичными подобными ткани слоями. Пошаговое растягивание выполняют посредством пропускания ламината между введенными в зацепление зубчатыми роликами.The front and
Активация эластичных ламинатов посредством пошагового растягивания также раскрыта в патентах США № 5143679, 5156793, 5167897, 5422172, 5592690, 5634216 и 5861074. Неэластичные подобные ткани слои полностью или частично разрушаются или разрываются во время процесса активации, так что эластичность ламината после активации главным образом определяется эластичностью слоя эластичной пленки.The activation of elastic laminates through stepwise stretching is also disclosed in US Pat. the elasticity of the layer of elastic film.
Передняя и задняя панели 2, 3 предпочтительно поддаются эластичному растягиванию, по меньшей мере, в направлении поясных краев 8, но также могут поддаваться эластичному растягиванию в направлении, перпендикулярном поясным краям 8, в направлении боковых краев 9.The front and
Эластичная пленка в эластичном ламинате предпочтительно перфорирована для придания воздухопроницаемости ламинату. Это может быть обеспечено непосредственно в процессе ламинирования, если, например, один или два полотна нетканого материала прикрепляют к эластичной пленке посредством нанесения покрытия методом экструзии. Операцию перфорирования можно выполнить посредством пропускания соединенных эластичного слоя и нетканого материала над вакуумным барабаном для ламинирования в то время, когда эластичный слой находится в расплавленном или полурасплавленном состоянии. Подобный способ раскрыт в патенте США № 5733628 и приводит к тому, что эластичная пленка преобразуется в трехмерный слой ламината с отверстиями.The elastic film in the elastic laminate is preferably perforated to impart breathability to the laminate. This can be achieved directly during the lamination process, if, for example, one or two nonwoven webs are attached to the elastic film by extrusion coating. The punching operation can be performed by passing the connected elastic layer and non-woven material over a vacuum lamination drum while the elastic layer is in a molten or semi-molten state. A similar method is disclosed in US patent No. 5733628 and leads to the fact that the elastic film is converted into a three-dimensional layer of the laminate with holes.
Промежностная панель 4 образована из материала 16 промежностной части, который был присоединен к передней и задней панелям 2, 3 в промежностных швах 17. Следовательно, материал 16 промежностной части, который может представлять собой неэластичный материал, такой как неэластичный нетканый материал, расположен в зоне 5 изделия, предусмотренной с сердцевиной, и перекрывает эластичные переднюю и заднюю панели 2, 3 в незначительной степени. Соединение может быть выполнено любым пригодным способом, например посредством ультразвуковой сварки, посредством адгезионного сцепления или аналогичным образом. Альтернативно, наружный нетканый материал может простираться непрерывно по передней и задней панелям 2, 3 и промежностной панели 4, так что не потребуется никаких швов или соединений 17 между панелями 4, 2, 3.The
В показанном примере эластичный пояс 7 содержит первый и второй слои из по существу неэластичного нетканого материала, который эластифицирован посредством одного или нескольких удлиненных эластичных элементов 18, таких как эластичные нити или ленты. Первый и второй слои могут быть образованы из одного слоя материала, который был загнут на него самого, или могут быть образованы из двух отдельных полосок материала. Эластичные элементы 18 размещены в поясе 7 в растянутом состоянии так, что они стягиваются и обеспечивают собирание нетканого материала в складки в поясе 7, когда обеспечивается возможность их релаксации, как показано на фиг.2.In the example shown,
Эластичный пояс 7 прикреплен к передней и задней панелям 2, 3 с эластичными элементами 18, находящимися в растянутом состоянии, и с материалом передней и задней панелей, расположенным между слоями нетканого материала в поясе. Альтернативно, эластичный пояс 7 может представлять собой компонент, который изготовлен предварительно и присоединен к наружной стороне или внутренней стороне соответственно передней и задней панелей 2, 3. Поясное соединение 19 между поясом 7 и передней и задней панелями 2, 3 может быть выполнено любым пригодным способом, например посредством ультразвуковой сварки, термосварки или посредством адгезионного сцепления. Дополнительная опция заключается в образовании пояса 7 из одного или нескольких слоев неэластичного нетканого материала, которые также представляют собой части передней и задней панелей 2, 3 и образуют их непрерывные выступающие части. Также можно образовать эластичный поясной элемент посредством сложения вдвое участков вдоль поясных краев 8 эластичных передней и задней панелей 2, 3 и возможного добавления дополнительных эластичных элементов к сложенным участкам.The
Эластичные элементы 20 также расположены у краев отверстий 12 для ног и служат для придания эластичности зонам отверстий 12 для ног. Эластичные элементы у отверстий 12 для ног могут представлять собой обычные эластичные элементы любого типа, такие как эластичные нити, ленты, полоски из вспененного материала или аналогичные элементы.
Удлинение зоны 5 с сердцевиной в плоскости образовано непроницаемым для жидкостей барьерным листом 21, расположенным между поглощающей сердцевиной 22 и базовой частью 6. Непроницаемый для жидкостей барьерный лист 21 имеет прямоугольную форму, и поглощающая сердцевина 22 имеет форму песочных часов. Проницаемый для жидкостей верхний лист 23 расположен поверх сердцевины 22 и непроницаемого для жидкостей барьерного листа 21. Следовательно, непроницаемый для жидкостей барьерный лист 21 расположен под поглощающей сердцевиной 22 и соседними зонами, расположенными непосредственно снаружи поглощающей сердцевины 22.The extension of the
Проницаемый для жидкостей верхний лист 23 может состоять из любого материала, известного как используемый для данной цели, такого как слой нетканого материала, перфорированная пластиковая пленка, сетчатый материал, жгут или тому подобное. Верхний лист 23, само собой разумеется, также может состоять из ламината из двух или более листов из одного и того же материала или разных материалов.The liquid-
Непроницаемый для жидкостей барьерный лист 21 может состоять из не проницаемой для жидкостей пластиковой пленки, листа нетканого материала, который был покрыт материалом, образующим барьер для жидкостей, или листа какого-либо другого гибкого материала, который обладает способностью препятствовать проникновению жидкостей. Тем не менее, может быть предпочтительным, если непроницаемый для жидкостей барьерный лист 21 является воздухопроницаемым, то есть обеспечивает возможность прохода водяного пара через лист 21.The liquid
Поглощающая сердцевина 22 может быть выполнена из поглощающего материала, такого как вспушенная измельченная целлюлоза, тонкая бумага, поглощающий вспененный материал и т.д. Поглощающая сердцевина также может содержать суперабсорбенты, то есть полимерные материалы, которые способны поглощать выделяемую организмом текучую среду в количестве, во много раз превышающем их собственный вес, и образовывать гидрогель. Подобные суперабсорбенты обычно присутствуют в виде частиц, но также возможны волокна, хлопья, гранулы и пленки. Кроме того, поглощающая сердцевина 22 может содержать непоглощающие компоненты, такие как придающие жесткость элементы, придающие форму элементы, связующие и т.д. Различные типы принимающих жидкости, пористых структур, такие как волокнистая вата, открытопористый вспененный материал или тому подобное, также могут быть включены в сердцевину.The
Верхний лист 23, барьерный лист 21 и поглощающая сердцевина 22 могут быть образованы в виде отдельного компонента или «комплекта с сердцевиной» (“core pack”), который впоследствии был включен в базовую часть подгузника как одно целое. Различные компоненты, включенные в комплект с сердцевиной, могут быть соединены друг с другом любым обычным способом, например посредством адгезионного сцепления, ультразвуковой сварки или термосварки. Само собой разумеется, комплект с сердцевиной может содержать дополнительные компоненты помимо описанных здесь компонентов. Комплект с сердцевиной может содержать, например, транспортирующий жидкости лист, эластичные элементы, элементы для стабилизации формы, элементы для придания формы или тому подобное.The
Помимо компонентов, описанных в связи с подгузником по фиг.1 и 2, поглощающее изделие типа трусов в соответствии с изобретением может содержать любые другие признаки и элементы, известные в данной области техники. Примерами подобных дополнительных признаков (элементов) являются средства для удаления в виде лент для удаления или карманов для удерживания использованного изделия в свернутом или сложенном состоянии, различные виды барьеров, такие как выступающие, эластифицированные боковые барьеры, барьерные листы вдоль поясных краев и т.д., а также дополнительные скрепляющие элементы, которые могут быть использованы для повторного скрепления изделия, которое было раскрыто посредством разрыва боковых швов.In addition to the components described in connection with the diaper of FIGS. 1 and 2, the panty type absorbent article according to the invention may contain any other features and elements known in the art. Examples of such additional features (elements) are means for removal in the form of strips for removal or pockets to hold the used product in a folded or folded state, various types of barriers, such as protruding, elasticated side barriers, barrier sheets along the waist edges, etc. , as well as additional fastening elements that can be used to re-fasten the product, which was opened by tearing the side seams.
Фиг.3 показывает непрерывное полотно 25 из заготовок соединительных элементов и заготовку 26 соединительного элемента, которая была отрезана от непрерывного полотна 25. Непрерывное полотно 25 образовано посредством соединения двух непрерывных полотен 27, 28 поддающихся сварке материала, расположенных «лицом к лицу», вдоль спаренных линий 29, 30 сварки, проходящих в поперечном направлении через полотно из заготовок 26 соединительных элементов. В соответствии с дополнительным альтернативным вариантом осуществления изобретения, показанным на фиг.6, линии сварки могут быть объединены в одну линию 40 сварки, имеющую ширину, соответствующую суммарной ширине отдельных линий 29, 30 сварки и не подвергнутого сварке зазора между отдельными линиями 29, 30 сварки, показанными на фиг.3. Линии 29, 30, 40 сварки могут быть образованы из отдельных, дискретных мест соединения, как показано на фиг.3 и 6. Отдельные места соединения могут быть выполнены в виде пятен, пунктирных линий или других фасонных элементов, расположенных вдоль линий 29, 30, 40 сварки. Как вариант, линии сварки могут представлять собой соединения в виде непрерывных линий.Figure 3 shows a
Отдельные заготовки 26 соединительных элементов отрезают от непрерывного полотна 25 из заготовок соединительных элементов посредством разрезания полотна 25 между каждыми двумя линиями 29, 30 сварки или между каждой широкой линией 40 сварки или в зоне каждой широкой линии 40 сварки для образования отдельных заготовок соединительных элементов, каждая из которых содержит группу из двух отдельных линий 29, 30 сварки или одну широкую линию 40 сварки.The
В варианте осуществления, показанном на фиг.3 и 4, непрерывное полотно 25 из заготовок соединительных элементов было выполнено с возможными соединениями 31 для транспортировки в виде небольших непрочных точечных соединений, расположенных вдоль краев полотна 25. Соединения 31 для транспортировки обеспечивают удерживание не скрепленных в других местах участков слоев 27, 28 с обеих сторон от линий 29, 30 сварки от отделения друг от друга во время последующих технологических операций. Соединения 31 для транспортировки предпочтительно образуют одновременно с соединениями вдоль линий 29, 30 сварки посредством термоскрепления или ультразвуковой сварки.In the embodiment shown in FIGS. 3 and 4, the
Затем отдельные заготовки 26 соединительных элементов вводят в процесс образования трусов для образования поглощающего изделия типа трусов, и один из слоев 28 в каждой заготовке 26 соединительного элемента постоянно или с возможностью отсоединения прикрепляют к базовому полотну 32, как показано на фиг.4. Базовое полотно 32 схематически показано на фиг.4 с вырезами для отверстий 12 для ног и границами между отдельными базовыми структурами 6, показанными пунктирными линиями 37. Компонент с сердцевиной, включающий в себя сердцевину 22, верхний лист 23 и задний лист 21, показан как размещенный между вырезами 12 для ног. Заготовки 26 соединительных элементов прикрепляют в заданных местах вдоль первого края 33 базового полотна 32, соответствующих тем, в которых боковые швы 10 будут расположены в готовом поглощающем изделии типа трусов. Заготовки 26 соединительных элементов прикрепляют так, чтобы линии 29, 30 или 40 были расположены в поперечном направлении базового полотна 32. Заготовки 26 соединительных элементов могут быть прикреплены к базовому полотну 32 или перед образованием вырезов 12 для ног, или после образования вырезов 12 для ног на полотне 32. Кроме того, вырезы 12 для ног могут быть образованы, пока полотно 32 находится в состоянии, показанном на фиг.4, или могут быть образованы позднее в процессе образования трусов после сгибания базового полотна 32 вдоль продольной линии 35 сгиба. Если заготовки 26 соединительных элементов присоединяют к базовому полотну 32 перед образованием вырезов 12 для ног, вырезы для ног могут быть частично образованы на части заготовок 26 соединительных элементов.Then, the
Крепление предпочтительно обеспечивают посредством клея, такого как термопластичный термоплавкий безрастворный клей или латекс. Тем не менее, существует возможность использования других типов крепления, таких как термосварка, ультразвуковая сварка или сшивание. Крепление может быть постоянным или может быть выполнено с возможностью разъединения. Место соединения между базовым полотном 32 и каждой заготовкой 26 соединительного элемента занимает сравнительно большую площадь, что обеспечивает прочное, надежное соединение. Во время обычного использования изделия типа трусов место соединения будет подвергаться только воздействию напряжения сдвига между материалом в базовом полотне и соединительным элементом.The fastening is preferably provided by means of an adhesive, such as a thermoplastic hot-melt adhesive without adhesive or latex. However, it is possible to use other types of fastening, such as heat welding, ultrasonic welding or stitching. The fastening may be permanent or may be removable. The connection between the
После крепления заготовок 26 соединительных элементов к первому краю базового полотна 32 базовое полотно 32 сгибают вдоль продольной линии 35 сгиба для совмещения второго края 34 базового полотна 32 с первым краем 33 базового полотна 32 и для закрытия заготовок 26 соединительных элементов.After attaching the
После этого базовое полотно 32 постоянно или с возможностью разъединения прикрепляют к другому слою 27 заготовок 26 соединительных элементов вдоль второго края 34 базового полотна 32.After that, the
В завершение, сложенное, «скомплектованное» базовое полотно 32 разрезают в поперечном направлении вдоль линии 37 между линиями 29, 30 сварки в заготовках 26 соединительных элементов для отделения отдельных изделий типа трусов от базового полотна 32. В варианте осуществления, в котором каждая из заготовок 26 соединительных элементов содержит одну широкую линию 40 сварки, отдельные изделия типа трусов образуют посредством разрезания полотна по линии 40 сварки, предпочтительно по центру линии 40 сварки, по ее центральной линии 37, как показано на фиг.6.In conclusion, the folded, “bundled”
Само собой разумеется, технологический процесс может содержать дополнительные операции, такие как наложение эластичного элемента для пояса, наложение эластичного элемента для ног, барьерного эластичного элемента и т.д. Для поглощающих изделий типа трусов эластичный элемент для пояса можно непрерывно накладывать на базовое полотно в виде предварительно образованного эластичного пояса или в виде непрерывных или прерывистых эластичных элементов, накладываемых на компонент, представляющий собой базовую часть, у одного или обоих краев 33, 34 базового полотна 32. Эластичный элемент для пояса может быть наложен на базовое полотно 32 перед присоединением или после присоединения заготовок соединительных элементов к полотну.It goes without saying that the technological process may include additional operations, such as applying an elastic element for a belt, applying an elastic element for legs, a barrier elastic element, etc. For absorbent articles such as underpants, the elastic element for the belt can be continuously applied to the base web in the form of a pre-formed elastic belt or in the form of continuous or intermittent elastic elements superimposed on the component representing the base at one or both
В готовом поглощающем изделии типа трусов каждая линия 29, 30 сварки или каждая часть объединенной более широкой линии 40 сварки образует боковой шов 10. Следовательно, в соответствии с изобретением предложен способ предварительного образования боковых швов и включения предварительно образованных боковых швов в поглощающее изделие типа трусов. Это является существенным преимуществом в технологическом процессе образования трусов, поскольку операция сварки представляет собой сравнительно медленную технологическую операцию, которая ограничивает производительность. За счет изготовления заготовок 26 соединительных элементов отдельно, заготовки 26 соединительных элементов впоследствии могут быть введены в процесс образования трусов со значительно более высокой скоростью, чем было бы возможно в противном случае. Каждая заготовка 26 соединительного элемента образует два соединительных элемента 13, которые включают в боковые швы в следующих друг за другом поглощающих изделиях, которые вырезают или отрезают от базового полотна.In a finished pant-type absorbent product, each
Фиг.5 показывает боковой шов 10 с участком бокового края базовой структуры 36 и соединительным элементом 13. Боковой шов 10 образован посредством технологии скрепления, в результате использования которой получают соединение, которое имеет прочность, достаточную для того, чтобы выдерживать любое напряжение, вызываемое обычным использованием поглощающего изделия, и которое предпочтительно может быть разъединено посредством расслаивания или разорвано регулируемым образом, когда изделие снимают с пользователя. За счет выбора материала, имеющего высокое содержание термопласта, для соединительного элемента можно использовать технологии термосварки для получения соединения, имеющего необходимое сопротивление расслаиванию, но в котором сопротивление расслаиванию можно регулировать для обеспечения возможности разъединения соединения вручную.5 shows a
Соединительный элемент может состоять из термопластичной пленки или включать в себя термопластичную пленку, но предпочтительно выполнен из полотна неэластичного волокнистого нетканого материала, содержащего термопластичные волокна. Примерами термопластичных полимеров, пригодных для использования в полотнах нетканого материала и термопластичных пленках, являются полиэтилен, сложные полиэфиры, полипропилен и другие полиолефиновые гомополимеры и сополимеры. Особенно хорошо пригодными полотнами нетканого материала являются те, которые содержат термопластичные волокна, которые представляют собой смесь полипропиленовых и полиэтиленовых волокон. Полотна, поддающиеся сварке, нетканого материала имеют высокое содержание термопластичных волокон и содержат, по меньшей мере, 50% термопластичных волокон и предпочтительно, по меньшей мере, 80% термопластичных волокон.The connecting element may consist of a thermoplastic film or include a thermoplastic film, but is preferably made of a web of inelastic fibrous non-woven material containing thermoplastic fibers. Examples of thermoplastic polymers suitable for use in nonwoven webs and thermoplastic films are polyethylene, polyesters, polypropylene and other polyolefin homopolymers and copolymers. Particularly suitable nonwoven webs are those that contain thermoplastic fibers, which are a mixture of polypropylene and polyethylene fibers. Weldable nonwoven webs have a high content of thermoplastic fibers and contain at least 50% thermoplastic fibers and preferably at least 80% thermoplastic fibers.
ОПИСАНИЕ МЕТОДОВ ИСПЫТАНИЙDESCRIPTION OF TEST METHODS
Испытание на эластичностьElasticity test
Способ позволяет определить то, как эластичный материал ведет себя при неоднократных циклах нагружения и снятия нагрузки. Образец растягивают до заданного относительного удлинения и выполняют циклическое движение от 0 до указанного заданного относительного удлинения. Заданные усилия при нагружении и снятии нагрузки регистрируют. Измеряют остаточное, то есть остающееся, удлинение материала, подвергнутого релаксации.The method allows to determine how the elastic material behaves with repeated loading and unloading cycles. The sample is stretched to a predetermined elongation and a cyclic movement from 0 to the specified predetermined elongation is performed. Target forces during loading and unloading are recorded. The residual, i.e. remaining, elongation of the material subjected to relaxation is measured.
Используется прибор для испытаний на растяжение, Lloyd LRX, обладающий способностью выполнять циклические движения и оснащенный принтером/плоттером или программным обеспечением для представления данных. Образец готовят посредством вырезания его с шириной 25 мм и длиной, которая предпочтительно на 20 мм больше расстояния между зажимами в приборе для испытаний на растяжение.A tensile tester, Lloyd LRX, with the ability to perform cyclic movements and equipped with a printer / plotter or software for presenting data, is used. A sample is prepared by cutting it with a width of 25 mm and a length that is preferably 20 mm greater than the distance between the clamps in the tensile testing apparatus.
Прибор для испытаний на растяжение калибруют в соответствии с инструкциями для устройства. Параметры, необходимые для испытания (усилия при нагружении и снятии нагрузки), отрегулированы до следующих значений:The tensile tester is calibrated in accordance with the instructions for the device. The parameters required for the test (efforts under loading and unloading) are adjusted to the following values:
Скорость ползуна: 500 мм/минSlider Speed: 500mm / min
Расстояние между зажимами: 50 ммClamp distance: 50 mm
Предварительная нагрузка: 0,05 НPreload: 0.05 N
Образец размещают в зажимах в соответствии с метками и обеспечивают то, чтобы образец был сцентрирован и закреплен перпендикулярно в зажимах. Прибор для испытаний на растяжение запускают и выполняют три цикла от 0 до заранее заданного удлинения, соответствующего наибольшей заданной первой нагрузке. Перед последним циклом образец удерживают в ненапряженном состоянии в течение 1 минуты и затем измеряют остаточное удлинение посредством растягивания образца до тех пор, пока не будет определено усилие, составляющее 0,1 Н, и регистрируют удлинение.The sample is placed in the clamps in accordance with the marks and ensure that the sample is centered and fixed perpendicular to the clamps. The tensile tester is started and three cycles are performed from 0 to a predetermined elongation corresponding to the largest given first load. Before the last cycle, the sample is kept in an unstressed state for 1 minute, and then the residual elongation is measured by stretching the sample until a force of 0.1 N is determined, and the elongation is recorded.
Эластичный материал определен как материал, имеющий остаточное удлинение после релаксации, составляющее менее 10%, после подвергания материала относительному удлинению на 30% в вышеописанном испытании. Относительное удлинение, составляющее 30%, означает удлинение до длины, которая на 30% больше исходной длины образца.An elastic material is defined as a material having a residual elongation after relaxation of less than 10% after subjecting the material to an elongation of 30% in the above test. Elongation of 30% means elongation to a length that is 30% more than the original length of the sample.
Неэластичный материал представляет собой материал, который имеет остаточное удлинение после релаксации, составляющее более 10%, после подвергания материала удлинению на 30%.An inelastic material is a material that has a residual elongation after relaxation of more than 10% after subjecting the material to an elongation of 30%.
Прочность при растяжении, боковые соединенияTensile strength, side joints
Прочность боковых соединений при растяжении определяют в соответствии со следующим способом (Ссылка: ASTM D 882 (ASTM - American Society of Testing Materials - Американское общество по испытанию материалов)The tensile strength of the lateral joints is determined in accordance with the following method (Ref: ASTM D 882 (ASTM - American Society of Testing Materials)
УСТРОЙСТВО:DEVICE:
Прибор для испытаний на растяжение, соединенный с компьютеромA tensile tester connected to a computer
Скорость ползуна: 500 м/минSlider Speed: 500 m / min
Расстояние между зажимами: 50 ммClamp distance: 50 mm
Инструмент для вырезания образцов или режущий инструмент, точность ±0,1 ммCutting tool or cutting tool, accuracy ± 0.1 mm
ПОДГОТОВКА ОБРАЗЦАSAMPLE PREPARATION
Образцы 41 для испытаний вырезают из поглощающего изделия 1 типа трусов, как показано на фиг.7, в зонах, которые снабжены соединительным элементом 13 в соответствии с изобретением. Ширина образцов 41 для испытаний составляет 25,4 мм и длина, если это возможно, должна быть на 50 мм больше расстояния между зажимами в приборе Instron 4301 для испытаний на растяжение. Фиг.8 и 9 показывают, как образцы 41 для испытаний закреплены в зажимах 42.
Следует проверить, что лезвие режущего устройства не повреждено, поскольку важно, чтобы края образца были ровными и не имели разрывов и надрезов. Образцы выдерживают в течение, по меньшей мере, 4 часов при относительной влажности 50±5% и температуре 23±1°С перед испытанием.It should be checked that the blade of the cutting device is not damaged, since it is important that the edges of the specimen are even and free from tears and incisions. Samples are incubated for at least 4 hours at a relative humidity of 50 ± 5% and a temperature of 23 ± 1 ° C before testing.
МЕТОДИКАMETHODOLOGY
Прибор для испытаний на растяжение калибруют в соответствии с инструкциями для устройства и устанавливают на ноль. Предотвращают проскальзывание материала посредством использования зажимов, покрытых галуном или аналогичным материалом. Образец закрепляют в зажимах и обеспечивают то, чтобы он не был закреплен наклонно или неровно, и запускают прибор для испытаний на растяжение. Прибор для испытаний на растяжение запускают и останавливают после разрыва материала (в случае отсутствия автоматического регулирования). Образцы для испытаний, которые разрушились преждевременно, например, путем разрыва у зажимов или вследствие повреждения при подготовке образцов, следует игнорировать, если это возможно.The tensile tester is calibrated in accordance with the instructions for the device and set to zero. Prevent slipping of material by using clamps coated with galun or similar material. The specimen is fixed in the clamps and ensured that it is not secured obliquely or unevenly and the tensile testing apparatus is started. The tensile tester is started and stopped after the material ruptures (in the absence of automatic control). Test specimens that fail prematurely, for example, by rupture at the clamps or due to damage during sample preparation, should be ignored if possible.
Нижеприведенные результаты отображаются посредством прибора для испытаний на растяжение/компьютера:The following results are displayed using a tensile tester / computer:
- Максимальное усилие, Н/25,4 мм- Maximum effort, N / 25,4 mm
- Относительное удлинение при максимальном усилии, %- Elongation at maximum effort,%
- Разрывающее усилие, Н/25,4 мм- Tearing force, N / 25.4 mm
- Относительное удлинение при разрывающем усилии, %- Relative elongation at tearing force,%
- Точка загиба характеристики Н/%- Bend point characteristics N /%
Прочность каждого бокового соединения при растяжении регистрируют как усилие, требуемое для разрыва соединения.The tensile strength of each lateral joint is recorded as the force required to break the joint.
Прочность боковых соединений при растяжении в направлении, поперечном к боковым швам 10, предпочтительно должна превышать 5 Н/25,4 мм, более предпочтительно минимальная прочность при растяжении превышает 10 Н/25,4 мм или 12 Н/25,4 мм и может в среднем составлять, по меньшей мере, 15 Н/25,4 мм или 12 Н/25,4 мм, при этом прочность на разрыв покрывающих материалов в поглощающем изделии типа трусов в поперечном направлении предпочтительно превышает прочность при растяжении для боковых швов, образованных в соединительном элементе 10, и соединений между соединительным элементом и материалом в передней и задней панелях изделия.The tensile strength of the lateral joints in the direction transverse to the side seams 10 should preferably exceed 5 N / 25.4 mm, more preferably the minimum tensile strength exceeds 10 N / 25.4 mm or 12 N / 25.4 mm and may the average is at least 15 N / 25.4 mm or 12 N / 25.4 mm, while the tensile strength of the coating materials in an absorbent article such as pants in the transverse direction preferably exceeds the tensile strength for the side joints formed in the
Claims (22)
a) изготавливают непрерывное полотно (25) из заготовок (26) соединительных элементов посредством соединения двух непрерывных полотен (27, 28) поддающегося сварке материала, расположенных «лицом к лицу», вдоль спаренных линий (29, 30) сварки, проходящих в поперечном направлении через полотно (25) из заготовок (26) соединительных элементов;
b) разрезают полотно (25) из заготовок (26) соединительных элементов между каждыми двумя линиями (29, 30) сварки для образования отдельных заготовок (26) соединительных элементов;
c) прикрепляют указанные отдельные заготовки (26) соединительных элементов к базовому полотну (32) в заданных местах вдоль первого края указанного базового полотна (32), при этом указанные линии (29, 30) сварки расположены в поперечном направлении базового полотна (32);
d) сгибают указанное базовое полотно (32) по продольной линии (35) сгиба для совмещения второго края (34) указанного базового полотна (32) с указанным первым краем (33) указанного базового полотна (32);
e) прикрепляют указанное базовое полотно (32) к указанным заготовкам (26) соединительных элементов вдоль указанного второго края (34) указанного базового полотна (32);
f) разрезают указанное базовое полотно (32) между указанными линиями (29, 30) сварки на указанных заготовках (26) соединительных элементов для отделения отдельных изделий (1) типа трусов от указанного базового полотна (32),
при этом указанные заготовки (26) соединительных элементов неразъемно прикрепляют к указанному базовому полотну на операции с) и/или на операции е).1. A method of manufacturing an absorbent product such as underpants, each product comprising a base structure (6) comprising a front panel (2) having a front end edge (8) and first and second side edges (9), a rear panel (3) having a rear end edge (8) and first and second side edges (9), and a crotch panel (4) located between the front and rear panels (2, 3), while the specified base structure (6) is integrated with it component (22) with an absorbent core, the method includes the process of formation of Rus, according to which they form the basic structure (6) and attach the first and second side edges (9) of the front panel (2) to the corresponding first and second side edges (9) of the rear panel (3), and combine the component (22) with an absorbent core with a basic structure (6), characterized in that in the formation of underpants:
a) a continuous web (25) is made from blanks (26) of connecting elements by joining two continuous canvases (27, 28) of the weldable material located “face to face” along the paired welding lines (29, 30) extending in the transverse direction through the web (25) from the blanks (26) of the connecting elements;
b) cutting the web (25) from the workpieces (26) of the connecting elements between each two welding lines (29, 30) to form separate blanks (26) of the connecting elements;
c) attach said individual blanks (26) of connecting elements to the base web (32) at predetermined locations along the first edge of said base web (32), wherein said welding lines (29, 30) are located in the transverse direction of the base web (32);
d) bending said base web (32) along a longitudinal fold line (35) to align the second edge (34) of said base web (32) with said first edge (33) of said base web (32);
e) attach said base web (32) to said blanks (26) of connecting elements along said second edge (34) of said base web (32);
f) cut the specified base fabric (32) between the specified lines (29, 30) of welding on the specified blanks (26) of connecting elements for separating individual products (1) type of underpants from the specified base fabric (32),
wherein said blanks (26) of connecting elements are permanently attached to said base web in steps c) and / or in step e).
a) изготавливают непрерывное полотно (25) из заготовок (26) соединительных элементов посредством соединения двух непрерывных полотен (27, 28), поддающегося сварке материала, расположенных «лицом к лицу», вдоль одной линии (40) сварки, проходящей в поперечном направлении через полотно (25) из заготовок (26) соединительных элементов;
b) разрезают полотно (25) из заготовок (26) соединительных элементов между каждой одной линией (40) сварки для образования отдельных заготовок (26) соединительных элементов;
c) прикрепляют указанные отдельные заготовки (26) соединительных элементов к базовому полотну (32) в заданных местах вдоль первого края указанного базового полотна (32), при этом указанная линия (40) сварки расположена в поперечном направлении базового полотна (32);
d) сгибают указанное базовое полотно (32) по продольной линии (35) сгиба для совмещения второго края (34) указанного базового полотна (32) с указанным первым краем (33) указанного базового полотна (32);
e) прикрепляют указанное базовое полотно (32) к указанным заготовкам (26) соединительных элементов вдоль указанного второго края (34) указанного базового полотна (32);
f) разрезают указанное базовое полотно (32) по указанной линии (40) сварки на указанных заготовках (26) соединительных элементов для отделения отдельных изделий (1) типа трусов от указанного базового полотна (32),
при этом указанные заготовки (26) соединительных элементов неразъемно прикрепляют к указанному базовому полотну на операции с) и/или на операции е).3. A method of manufacturing an absorbent product such as underpants, each product comprising a base structure (6) comprising a front panel (2) having a front end edge (8) and first and second side edges (9), a rear panel (3) having a rear end edge (8) and first and second side edges (9), and a crotch panel (4) located between the front and rear panels (2, 3), while the specified base structure (6) is integrated with it component (22) with an absorbent core, and the method includes the process of formation of tr owls, according to which a basic structure (6) is formed and the first and second side edges (9) of the front panel (2) are attached to the corresponding first and second side edges (9) of the rear panel (3), and the component (22) is combined with the absorbent core with a basic structure (6), characterized in that in the formation of underpants:
a) a continuous web (25) is made from blanks (26) of connecting elements by joining two continuous canvases (27, 28), weldable material, located “face to face”, along one welding line (40), passing in the transverse direction through web (25) from blanks (26) of connecting elements;
b) cutting the web (25) from the blanks (26) of the connecting elements between each one line (40) of welding to form separate blanks (26) of the connecting elements;
c) attach said individual blanks (26) of connecting elements to the base web (32) at predetermined locations along the first edge of said base web (32), wherein said welding line (40) is located in the transverse direction of the base web (32);
d) bending said base web (32) along a longitudinal fold line (35) to align the second edge (34) of said base web (32) with said first edge (33) of said base web (32);
e) attach said base web (32) to said blanks (26) of connecting elements along said second edge (34) of said base web (32);
f) cut the specified base fabric (32) along the specified line (40) of welding on the specified blanks (26) of connecting elements for separating individual products (1) type of underpants from the specified base fabric (32),
wherein said blanks (26) of connecting elements are permanently attached to said base web in steps c) and / or in step e).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2009128496/12A RU2414875C1 (en) | 2006-12-22 | 2006-12-22 | Absorbing product of underpants type and method of manufacturing adsorbing products of underpants type |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2009128496/12A RU2414875C1 (en) | 2006-12-22 | 2006-12-22 | Absorbing product of underpants type and method of manufacturing adsorbing products of underpants type |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2009128496A RU2009128496A (en) | 2011-01-27 |
| RU2414875C1 true RU2414875C1 (en) | 2011-03-27 |
Family
ID=44052709
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2009128496/12A RU2414875C1 (en) | 2006-12-22 | 2006-12-22 | Absorbing product of underpants type and method of manufacturing adsorbing products of underpants type |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2414875C1 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030135184A1 (en) * | 2001-12-28 | 2003-07-17 | Van Gompel Paul T. | Refastenable absorbent garment and method for assembly thereof |
| US20040034327A1 (en) * | 2002-08-16 | 2004-02-19 | Kuen David Arthur | Disposable absorbent pant having refastenable seams |
| US20040102757A1 (en) * | 2002-11-21 | 2004-05-27 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent article with an elastic waistband and easy tear side seams |
| US20060271009A1 (en) * | 2005-03-02 | 2006-11-30 | Sca Hygiene Products Ab | Reinforced side seam |
-
2006
- 2006-12-22 RU RU2009128496/12A patent/RU2414875C1/en not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030135184A1 (en) * | 2001-12-28 | 2003-07-17 | Van Gompel Paul T. | Refastenable absorbent garment and method for assembly thereof |
| US20040034327A1 (en) * | 2002-08-16 | 2004-02-19 | Kuen David Arthur | Disposable absorbent pant having refastenable seams |
| US20040102757A1 (en) * | 2002-11-21 | 2004-05-27 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent article with an elastic waistband and easy tear side seams |
| US20060271009A1 (en) * | 2005-03-02 | 2006-11-30 | Sca Hygiene Products Ab | Reinforced side seam |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2009128496A (en) | 2011-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8282616B2 (en) | Pant-type absorbent article and a method for producing pant-type absorbent articles | |
| US8298205B2 (en) | Elastic laminate and absorbent article comprising the laminate | |
| US8852372B2 (en) | Pant-type absorbent article and a method for producing pant-type absorbent articles | |
| JP5197854B2 (en) | Method for manufacturing a pant-type article having a chassis structure and a pant-type article produced according to the method | |
| CN108024890B (en) | Method of making a base web with waistband features and disposable pant-like articles made from the base web | |
| CN112932795B (en) | Method of manufacturing a chassis web comprising a waistband component and disposable pant article manufactured from the chassis web | |
| MXPA05004836A (en) | Disposable absorbent article with an elastic waistband and easy tear side seams. | |
| US20150080820A1 (en) | Absorbent article having a multi layered side seam, and corresponding manufacturing method | |
| RU2414875C1 (en) | Absorbing product of underpants type and method of manufacturing adsorbing products of underpants type | |
| CN103876897A (en) | Pant-shaped absorbing article and manufacturing method thereof | |
| KR20090015057A (en) | Panty-type absorbent articles and methods of making panty-type absorbent articles | |
| KR20090010063A (en) | Disposable sanitary panties |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20171223 |