KR20160065112A - Gasket for pre-filled syringe - Google Patents
Gasket for pre-filled syringe Download PDFInfo
- Publication number
- KR20160065112A KR20160065112A KR1020167008825A KR20167008825A KR20160065112A KR 20160065112 A KR20160065112 A KR 20160065112A KR 1020167008825 A KR1020167008825 A KR 1020167008825A KR 20167008825 A KR20167008825 A KR 20167008825A KR 20160065112 A KR20160065112 A KR 20160065112A
- Authority
- KR
- South Korea
- Prior art keywords
- gasket
- syringe
- annular rib
- film
- barrel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/31—Details
- A61M5/315—Pistons; Piston-rods; Guiding, blocking or restricting the movement of the rod or piston; Appliances on the rod for facilitating dosing ; Dosing mechanisms
- A61M5/31511—Piston or piston-rod constructions, e.g. connection of piston with piston-rod
- A61M5/31513—Piston constructions to improve sealing or sliding
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/31—Details
- A61M5/3129—Syringe barrels
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/31—Details
- A61M2005/3101—Leak prevention means for proximal end of syringes, i.e. syringe end opposite to needle mounting end
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/31—Details
- A61M5/3129—Syringe barrels
- A61M2005/3131—Syringe barrels specially adapted for improving sealing or sliding
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M2205/00—General characteristics of the apparatus
- A61M2205/02—General characteristics of the apparatus characterised by a particular materials
- A61M2205/0238—General characteristics of the apparatus characterised by a particular materials the material being a coating or protective layer
Landscapes
- Health & Medical Sciences (AREA)
- Hematology (AREA)
- Animal Behavior & Ethology (AREA)
- Anesthesiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Infusion, Injection, And Reservoir Apparatuses (AREA)
- Sealing Devices (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
Abstract
본 발명은, 기밀성과 조작성을 양립시킨 프리필드 시린지용 개스킷을 제공한다. 본 발명은, 시린지 내벽과 슬라이딩 접촉하는 환상 리브를 복수 갖는 불활성 필름으로 적층된 개스킷으로서, 선단 환상 리브의 후단 모서리부의 곡률 반경 (R2) 이, 선단 모서리부의 곡률 반경 (R1) 에 대해 1 을 초과하는 것을 특징으로 하는 프리필드 시린지용 개스킷에 관한 것이다.The present invention provides a gasket for a prefilled syringe that combines airtightness and operability. According to the present invention, there is provided a gasket laminated with an inert film having a plurality of annular ribs slidingly contacting with an inner wall of a syringe, wherein a curvature radius R2 of the rear end corner of the front end annular rib is larger than a curvature radius R1 To the gasket for prefilled gasket.
Description
본 발명은, 프리필드 시린지용 개스킷에 관한 것으로, 특히 개스킷 표면에 필름이 라미네이트된 프리필드 시린지용 개스킷에 관한 것이다.The present invention relates to a gasket for a prefilled gasket, and more particularly to a gasket for a prefilled gasket in which a film is laminated on the surface of the gasket.
개스킷에 요구되는 특성으로서, 기밀성과 저슬라이딩성을 들 수 있다. 기밀성이란, 내용액이 외부로 누출되지 않고 사용할 수 있고, 외부로부터의 이물질의 진입을 방지할 수 있는 것이다. 저슬라이딩성이란, 프리필드 시린지 사용시에 사용자가 한 손으로 무리없이, 플런저로 개스킷을 이동시킬 수 있는 것이다.Characteristics required for the gasket include airtightness and low sliding property. The airtightness can be used without leaking the content liquid to the outside, and it is possible to prevent the entry of foreign matter from the outside. The low sliding property means that the user can move the gasket with the plunger with one hand at the time of using the free-field syringe.
개스킷과 배럴 용기의 내주면의 기밀성을 높이면, 내주면과의 슬라이딩 저항이 커지기 때문에 조작성이 악화된다. 그 때문에, 예를 들어 개스킷 외면을 저마찰 재료인 불소 수지로 라미네이트하여 슬라이딩을 향상시키는 방법이 알려져 있다 (특허문헌 1). 그러나, 이와 같은 불소 수지 필름으로 라미네이트된 개스킷을 배럴 용기 내에 삽입하면, 개스킷의 최대 직경의 부분 (피크부) 은 배럴 용기 내면으로부터의 반력을 받아 수축되어, 그 부분의 불소 수지 필름에 주름/늘어짐이 생긴다. 이 주름에 의해, 개스킷의 피크부와 배럴 용기 내면에 간극이 발생하여 개스킷의 기밀성이 저하되어, 액 누출을 유발한다.If the airtightness of the gasket and the inner circumferential surface of the barrel container is increased, the sliding resistance with the inner circumferential surface becomes larger, thereby deteriorating operability. For this reason, for example, a method is known in which the outer surface of a gasket is laminated with a fluororesin as a low friction material to improve sliding (Patent Document 1). However, when the gasket laminated with such a fluororesin film is inserted into the barrel container, the maximum diameter portion (peak portion) of the gasket is contracted due to the reaction force from the inner surface of the barrel container and wrinkles / sagging . This corrugation causes a gap between the peak portion of the gasket and the inner surface of the barrel container to degrade the gas-tightness of the gasket, thereby causing liquid leakage.
본 발명은, 기밀성과 조작성을 양립시킨 프리필드 시린지용 개스킷을 제공하는 것을 목적으로 한다.It is an object of the present invention to provide a gasket for a prefilled syringe that combines airtightness and operability.
배럴 용기와 개스킷의 접촉부의 길이가 짧은 쪽이, 개스킷의 슬라이딩 저항값은 작아진다. 또, 개스킷 직경이 작아, 배럴 용기에 개스킷을 삽입했을 때에 개스킷이 강하게 압축되지 않는 쪽이, 슬라이딩 저항값은 작아진다. 한편, 개스킷의 기밀성은, 개스킷의 슬라이딩 저항과 트레이드 오프의 관계에 있어, 배럴 용기와 개스킷의 접촉 길이가 짧으면 기밀성이 저하된다. 또, 개스킷의 제품 직경이 작으면 개스킷으로부터 배럴 용기에 대한 면압이 작아져, 기밀성도 저하된다.When the length of the contact portion between the barrel container and the gasket is short, the sliding resistance value of the gasket becomes small. In addition, when the gasket is not strongly compressed when the gasket is inserted into the barrel container because the gasket diameter is small, the sliding resistance value becomes small. On the other hand, the airtightness of the gasket is in a trade-off relationship with the sliding resistance of the gasket, and when the contact length between the barrel container and the gasket is short, the airtightness is deteriorated. Also, if the product diameter of the gasket is small, the surface pressure against the gasket is reduced from the gasket to the airtightness.
그래서, 본 발명자들은, 개스킷의 슬라이딩 저항값을 상승시키는 요인이, 피크부와 골부 (谷部) 를 잇는 형상과 피크부의 형상인 것을 알아냈다. 그리고, 개스킷의 형상을 변경함으로써, 개스킷으로부터 배럴 내면에 대한 면압을 저하시키는 것이 가능한 것을 확인하고, 본 발명을 완성하였다.Therefore, the inventors of the present invention have found that the factor of raising the sliding resistance of the gasket is the shape connecting the peak portion and the valley portion and the shape of the peak portion. It has been confirmed that the surface pressure against the inner surface of the barrel can be reduced from the gasket by changing the shape of the gasket, and the present invention has been completed.
즉, 본 발명은, 시린지 내벽과 슬라이딩 접촉하는 환상 (環狀) 리브를 복수 갖는 불활성 필름으로 적층된 개스킷으로서, 선단 환상 리브의 후단 모서리부의 곡률 반경 (R2) 이, 선단 모서리부의 곡률 반경 (R1) 에 대해 1 을 초과하는 것을 특징으로 하는 프리필드 시린지용 개스킷에 관한 것이다.That is, the present invention is a gasket laminated with an inert film having a plurality of annular ribs slidingly contacting with an inner wall of a syringe, wherein a radius of curvature (R2) of a rear end corner portion of the tip end annular rib is smaller than a radius of curvature ) Of the gasket (1).
R2 가, R1 에 대해 1.2 ∼ 4 인 것이 바람직하다.It is preferable that R2 is 1.2 to 4 with respect to R1.
R1 이 0.3 ∼ 1.0 ㎜ 이고, R2 가 0.5 ∼ 3.5 ㎜ 인 것이 바람직하다.It is preferable that R1 is 0.3 to 1.0 mm and R2 is 0.5 to 3.5 mm.
모서리부를 포함한 슬라이딩부의 길이 (H2) 가, 선단 환상 리브의 직선부의 길이 (H1) 에 대해 2 ∼ 5 인 것이 바람직하다.It is preferable that the length H2 of the sliding portion including the corner portion is 2 to 5 with respect to the length H1 of the linear portion of the tip end annular rib.
개스킷 슬라이딩부의 직경 (H4) 이, 삽입되는 시린지의 배럴의 내경 (H3) 에 대해 1.01 ∼ 1.10 인 것이 바람직하다.It is preferable that the diameter H4 of the gasket sliding portion is 1.01 to 1.10 with respect to the inner diameter H3 of the barrel of the syringe to be inserted.
불활성 필름이, 불소 수지 필름, 나일론 수지 필름, 또는 올레핀계 수지 필름인 것이 바람직하다.It is preferable that the inert film is a fluororesin film, a nylon resin film, or an olefin resin film.
본 발명의 프리필드 시린지용 개스킷은, 시린지 내벽과 슬라이딩 접촉하는 환상 리브를 복수 갖는 불활성 필름으로 적층된 개스킷으로서, 선단 환상 리브의 후단 모서리부의 곡률 반경 (R2) 이, 선단 모서리부의 곡률 반경 (R1) 에 대해 1 을 초과하기 때문에 의료 현장에서의 프리필드 시린지 사용시에 시술자가 한 손으로 무리없이 조작하는 것이 가능함에도 불구하고, 기밀성이 우수하다.A gasket for a prefilled syringe of the present invention is a gasket laminated with an inert film having a plurality of annular ribs slidingly contacting with an inner wall of a syringe, wherein a curvature radius R2 of the rear end corner of the front end annular rib is smaller than a curvature radius R1 ), It is excellent in airtightness even though the practitioner can operate with one hand without any difficulty in using a pre-field syringe at a medical field.
도 1 은, 본 발명의 프리필드 시린지용 개스킷의 단면도이다.
도 2 는, 프리필드 시린지의 시린지부의 단면도이다.1 is a sectional view of a gasket for a prefilled gasket of the present invention.
2 is a sectional view of the syringe portion of the pre-field syringe.
본 발명의 프리필드 시린지용 개스킷은, 시린지 내벽과 슬라이딩 접촉하는 환상 리브를 복수 갖는 불활성 필름으로 적층된 개스킷으로서, 선단 환상 리브의 후단 모서리부의 곡률 반경 (R2) 이, 선단 모서리부의 곡률 반경 (R1) 에 대해 1 을 초과하는 것을 특징으로 한다.A gasket for a prefilled syringe of the present invention is a gasket laminated with an inert film having a plurality of annular ribs slidingly contacting with an inner wall of a syringe, wherein a curvature radius R2 of the rear end corner of the front end annular rib is smaller than a curvature radius R1 ) Is greater than 1. < / RTI >
본 발명의 개스킷은, 시린지 내벽 (배럴) 과 슬라이딩 접촉하는 환상 리브를 복수 갖고, 환상 리브는 슬라이딩부를 형성한다. 복수란 2 이상을 의미하고, 2 이상이면 특별히 한정되지 않는다. 예를 들어, 도 1 에 나타내는 프리필드 시린지용 개스킷에서는 환상 리브가 2 개 존재하고, 1 이 선단 환상 리브, 2 가 후단 환상 리브이다. 3 은 배럴과 슬라이딩하지 않는 골부이다.The gasket of the present invention has a plurality of annular ribs slidingly in contact with the syringe inner wall (barrel), and the annular rib forms the sliding portion. The plural number means 2 or more, and is not particularly limited as long as it is 2 or more. For example, in the gasket for a prefilled syringe shown in Fig. 1, there are two annular ribs, 1 is a tip end annular rib, and 2 is a rear end annular rib. 3 is a barrel and a valley not sliding.
환상 리브 중에서, 선단 환상 리브의 후단 모서리부의 곡률 반경 (R2) 이, 선단 모서리부의 곡률 반경 (R1) 에 대해 1 을 초과할 필요가 있는데, 1.2 ∼ 4 가 바람직하고, 1.2 ∼ 3.5 가 보다 바람직하다. 1 미만이 되면, 슬라이딩 저항이 증대된다. 여기서, 선단 환상 리브란, 환상 리브 중에서, 가장 개스킷 천면 (天面) 에 가까운 환상 리브이다.In the annular rib, the radius of curvature (R2) of the trailing edge of the leading end annular rib needs to exceed 1 relative to the radius of curvature (R1) of the trailing edge, preferably 1.2 to 4, more preferably 1.2 to 3.5 . 1, the sliding resistance is increased. Here, the tip end annular rib is an annular rib closest to the gasket ceiling surface among the annular ribs.
R1 의 값은 0.3 ∼ 1.0 ㎜ 가 바람직하고, 0.3 ∼ 0.8 ㎜ 가 보다 바람직하다. 0.3 ㎜ 미만에서는, 필요 이상으로 개스킷으로부터 배럴에 대한 접촉 압력이 높아져 슬라이딩 저항이 증가하는 요인이 되고, 1.0 ㎜ 를 초과하면, 선단 환상 리브의 선단측의 시일성이 저하되어, 액 누출이 발생하는 요인이 되는 경향이 있다. 또, R1 은, 시린지의 크기에 따라서도 상이하고, 1 mL 시린지의 경우에는, 0.3 ∼ 0.5 ㎜ 가 바람직하다.The value of R1 is preferably 0.3 to 1.0 mm, more preferably 0.3 to 0.8 mm. If it is less than 0.3 mm, the contact pressure to the barrel increases from the gasket more than necessary, which increases the sliding resistance. If it exceeds 1.0 mm, the sealing property at the leading end side of the tip end annular rib decreases, There is a tendency to become a factor. Also, R1 is different depending on the size of the syringe, and in the case of a 1 mL syringe, it is preferably 0.3 to 0.5 mm.
R2 의 값은, 0.5 ∼ 3.5 ㎜ 가 바람직하고, 0.6 ∼ 3.0 ㎜ 가 보다 바람직하다. 0.5 ㎜ 미만에서는, 필요 이상으로 개스킷으로부터 배럴에 대한 접촉 압력이 높아져, 슬라이딩 저항이 증가하는 요인이 되고, 3.5 ㎜ 를 초과하면, 환상 리브와 배럴의 접촉 면적을 유지하는 경우, 전체 길이가 증가하여 성형 불량이 증가하는 요인이 되는 경향이 있다. 또, R2 는, 시린지의 크기에 따라서도 상이하고, 1 mL 시린지의 경우에는, 1.5 ∼ 3.0 ㎜ 가 바람직하다.The value of R2 is preferably 0.5 to 3.5 mm, more preferably 0.6 to 3.0 mm. When the contact area between the annular rib and the barrel is maintained, the total length is increased, and when the contact area between the annular rib and the barrel is maintained, There is a tendency that the defective molding is increased. Also, R2 is different depending on the size of the syringe, and in the case of a 1 mL syringe, it is preferably 1.5 to 3.0 mm.
선단 환상 리브의 선단 모서리부를 포함한 개스킷 슬라이딩부의 길이 (H2) 는, 선단 환상 리브의 직선부의 길이 (H1) 에 대해 2 ∼ 5 가 바람직하고, 2 ∼ 4 가 보다 바람직하다. 2 미만에서는, 환상 리브와 배럴의 접촉 면적이 증가하여, 슬라이딩 저항 증가의 요인이 되고, 5 를 초과하면, 환상 리브와 배럴의 접촉 면적이 감소하여, 액 누출 증가의 요인이 되는 경향이 있다. 또한, 선단 환상 리브의 H1 의 영역은, 외경이 거의 일정하다.The length H2 of the gasket sliding portion including the leading edge portion of the tip end annular rib is preferably 2 to 5 and more preferably 2 to 4 with respect to the length H1 of the linear portion of the tip end annular rib. When the ratio is less than 2, the contact area between the annular rib and the barrel increases, which increases the sliding resistance. If the ratio exceeds 5, the contact area between the annular rib and the barrel decreases, and the liquid leakage tends to increase. The region of H1 of the tip end annular rib has an almost constant outer diameter.
개스킷 슬라이딩부의 직경 (H4) 은, 삽입되는 시린지의 배럴의 내경 (H3) 에 대하여, 1.01 ∼ 1.10 이 바람직하고, 1.01 ∼ 1.05 가 보다 바람직하다. 1.01 미만에서는, 환상 리브와 배럴의 접촉 압력이 낮아져 액 누출이 발생하기 쉬워지고, 1.10 을 초과하면, 환상 리브와 배럴의 접촉 압력이 높아져 슬라이딩 저항이 증가하는 경향이 있다.The diameter H4 of the gasket sliding portion is preferably 1.01 to 1.10, more preferably 1.01 to 1.05, with respect to the inner diameter (H3) of the barrel of the syringe to be inserted. If it is less than 1.01, the contact pressure between the annular rib and the barrel is lowered, and liquid leakage tends to occur. If it exceeds 1.10, the contact pressure between the annular rib and the barrel is increased and the sliding resistance tends to increase.
불활성 필름으로 적층되어 있는 부위는, 개스킷의 접액부 (개스킷 천면) 뿐만 아니라, 슬라이딩부도 포함된다. 적층되어 있는 슬라이딩부란, 적어도 후단측의 환상 리브를 덮는 곳까지 적층되어 있는 것이 바람직하다.The portion laminated with the inert film includes not only the liquid contacting portion (gasket face) of the gasket, but also the sliding portion. It is preferable that the stacked sliding portions are stacked up to at least a portion covering the annular rib on the rear end side.
성형에 사용하는 불활성 수지 필름의 두께는 25 ∼ 150 ㎛ 가 바람직하고, 50 ∼ 100 ㎛ 가 보다 바람직하다. 25 ㎛ 미만에서는, 성형시의 필름 파괴가 많이 발생하는 경향이 있고, 150 ㎛ 를 초과하면, 성형품의 치수 안정성 및 비용 상승이 되어 경제적이지 않게 되는 경향이 있다.The thickness of the inert resin film used for molding is preferably 25 to 150 占 퐉, more preferably 50 to 100 占 퐉. If it is less than 25 mu m, film breakage tends to occur at the time of molding, and when it exceeds 150 mu m, dimensional stability and cost of the molded article tends to be increased, which is not economical.
불활성 필름은 특별히 한정되지 않지만, 불소 수지 필름, 나일론 수지 필름, 또는 올레핀계 수지 필름인 것이 바람직하다.The inert film is not particularly limited, but is preferably a fluororesin film, a nylon resin film, or an olefin resin film.
불소 수지 필름의 불소 수지로는, 양호한 내약품성이 얻어진다는 점에서, 폴리테트라플루오로에틸렌 (PTFE), 테트라플루오로에틸렌·에틸렌 공중합체 (ETFE), 퍼플루오로알킬비닐에테르 공중합체 (PFA), 테트라플루오로에틸렌헥사플루오로프로필렌 공중합체 (FEP), 폴리클로로테트라플루오로에틸렌 (PCTFE), 폴리비닐리덴플루오라이드 (PVDF), 폴리비닐플루오라이드 (PVF) 등을 들 수 있다. 또, 의료용 용기의 멸균법으로서, 증기 멸균, 에틸렌옥사이드 가스 멸균, 감마선 멸균이 실시되는데, PTFE 는 감마선에 대한 내성이 낮다. 따라서, 감마선 멸균에 대한 내성이 높은 ETFE, 변성 ETFE, PCTFE 가 특히 바람직하다.(PTFE), tetrafluoroethylene-ethylene copolymer (ETFE), perfluoroalkyl vinyl ether copolymer (PFA), and the like are preferable as the fluororesin of the fluororesin film because good chemical resistance can be obtained. , Tetrafluoroethylene hexafluoropropylene copolymer (FEP), polychlorotetrafluoroethylene (PCTFE), polyvinylidene fluoride (PVDF), and polyvinyl fluoride (PVF). As a sterilization method for medical containers, steam sterilization, ethylene oxide gas sterilization, and gamma sterilization are performed. PTFE has low resistance to gamma rays. Therefore, ETFE, modified ETFE and PCTFE, which are highly resistant to gamma-ray sterilization, are particularly preferred.
여기서, ETFE 란, 에틸렌과 테트라플루오로에틸렌을 30/70 ∼ 70/30 몰비로 공중합한 것이고, 개질 목적에서 추가로 그 밖의 성분을 공중합한 변성 ETFE 가 있다. 그 밖의 성분으로는, 불소 함유 올레핀이나 탄화수소계 올레핀을 들 수 있다. 구체적으로는, 프로필렌, 부텐 등의 α-올레핀, 헥사플루오로프로필렌, 불화비닐리덴, 퍼플루오로부틸에틸렌, 트리플루오로클로로에틸렌 등의 함불소올레핀, 에틸렌비닐에테르, 퍼플루오로메틸비닐에테르, 퍼플루오로프로필비닐에테르 등의 비닐에테르류, 함불소아크릴레이트류 등이 있고, 2 ∼ 10 몰% 정도 공중합되어, ETFE 를 개질한다.Here, ETFE is a copolymer of ethylene and tetrafluoroethylene in a molar ratio of 30/70 to 70/30, and further modified ETFE obtained by copolymerizing other components for the purpose of modification. Other components include fluorine-containing olefins and hydrocarbon-based olefins. Specific examples thereof include? -Olefins such as propylene and butene, fluorinated olefins such as hexafluoropropylene, vinylidene fluoride, perfluorobutyl ethylene and trifluorochloroethylene, ethylene vinyl ether, perfluoromethyl vinyl ether, Vinyl ethers such as perfluoro propyl vinyl ether, fluorinated acrylates and the like, and they are copolymerized at about 2 to 10 mol% to modify ETFE.
변성 ETFE 로는, 접착성을 부여하는 관능기를 갖는 ETFE 를 바람직하게 사용할 수 있고, 그 관능기로는, 카르복실기, 무수 카르복실기, 에폭시기, 수산기, 이소시아네이트기, 에스테르기, 아미드기, 알데히드기, 아미노기, 시아노기, 탄소-탄소 이중 결합, 술폰산기, 에테르기 등을 들 수 있다. 또, 변성 ETFE 의 시판품으로는, 아사히 가라스 (주) 제조의 풀온 AH-2000 등을 들 수 있다.As the modified ETFE, ETFE having a functional group for imparting adhesiveness can be preferably used. Examples of the functional group include a carboxyl group, anhydrous carboxyl group, epoxy group, hydroxyl group, isocyanate group, ester group, amide group, aldehyde group, amino group, A carbon-carbon double bond, a sulfonic acid group, and an ether group. As a commercially available product of the modified ETFE, a pull-on AH-2000 manufactured by Asahi Glass Co., Ltd. and the like can be mentioned.
나일론 수지 필름의 나일론 수지로는, 특별히 한정되지 않지만, 나일론 6, 나일론 11, 나일론 12, 나일론 66, 나일론 610, 나일론 6T, 나일론 6I, 나일론 9T, 나일론 M5T 등을 들 수 있다.The nylon resin of the nylon resin film is not particularly limited, and examples thereof include nylon 6, nylon 11, nylon 12, nylon 66, nylon 610, nylon 6T, nylon 6I, nylon 9T and nylon M5T.
올레핀계 수지 필름의 올레핀 수지로는, 폴리에틸렌, 에틸렌-프로필렌 공중합체, 에틸렌-프로필렌-비공액 디엔 공중합체, 에틸렌-부텐 공중합체, 에틸렌-헥센 공중합체, 에틸렌-옥텐 공중합체, 에틸렌-아세트산비닐 공중합체, 에틸렌-비닐알코올 공중합체, 에틸렌-에틸아크릴레이트 공중합체, 염소화폴리에틸렌 등의 폴리에틸렌계 수지, 폴리프로필렌, 프로필렌-에틸렌 랜덤 공중합체, 프로필렌-에틸렌 블록 공중합체, 염소화폴리프로필렌 등의 폴리프로필렌계 수지, 폴리부텐, 폴리이소부틸렌, 폴리메틸펜텐, 환상 올레핀의 공중합체 등을 들 수 있고, 폴리에틸렌 (특히 초고분자량 폴리에틸렌 (UHMWPE)) 이 바람직하다. 또, 올레핀계 수지는, 불소를 함유하고 있어도 된다.Examples of the olefin resin of the olefinic resin film include polyethylene, an ethylene-propylene copolymer, an ethylene-propylene-nonconjugated diene copolymer, an ethylene-butene copolymer, an ethylene-hexene copolymer, an ethylene-octene copolymer, A polypropylene such as a polypropylene, a propylene-ethylene random copolymer, a propylene-ethylene block copolymer, or a chlorinated polypropylene, or a polypropylene such as a polypropylene such as an ethylene-vinyl acetate copolymer, Based resins, polybutenes, polyisobutylenes, polymethylpentenes, and copolymers of cyclic olefins. Of these, polyethylene (particularly ultra high molecular weight polyethylene (UHMWPE)) is preferred. The olefin resin may contain fluorine.
불활성 필름은, 고무 등과의 접착성을 높이는 처리를 실시하는 것이 바람직하다. 접착성을 높이는 처리로는, 화학 처리법, 필름의 표면을 조면화하는 처리나, 이것들을 조합한 것을 들 수 있고, 구체예로는, 나트륨 처리, 그로 방전 처리, 대기압 하 또는 진공 하에서의 플라즈마 처리 (방전 처리), 엑시머 레이져 처리 (방전 처리), 이온 빔 처리를 들 수 있다.The inert film is preferably subjected to a treatment for enhancing the adhesion with the rubber or the like. Examples of the treatment for increasing the adhesiveness include a chemical treatment method, a treatment of roughening the surface of the film, and a combination thereof. Specific examples thereof include a sodium treatment, a discharge treatment, a plasma treatment under atmospheric pressure or vacuum Discharge treatment), an excimer laser treatment (discharge treatment), and an ion beam treatment.
개스킷 기재의 탄성 재료로는 특별히 한정되지 않고, 예를 들어, 천연 고무, 부틸 고무, 이소프렌 고무, 부타디엔 고무, 스티렌-부타디엔 고무, 실리콘 고무, 에피클로르하이드린 고무, 에틸렌프로필렌 고무, 니트릴 고무와 같은 각종 고무 재료나, 폴리우레탄계, 폴리에스테르계, 폴리아미드계, 올레핀계, 스티렌계 등의 각종 열가소성 엘라스토머 등을 들 수 있다. 이들 탄성 재료는, 단독으로도 복수의 성분을 블랜드하여 사용할 수도 있다. 그 중에서도, 가황에 의해, 탄성이 얻어지는 재료가 바람직하다. 또, 가황 재료의 경우, 황 등의 가황제, 가황 촉진제 등, 고무 공업의 공지된 배합제를 적절히 첨가할 수 있다.The elastic material on the gasket is not particularly limited, and examples thereof include natural rubber, butyl rubber, isoprene rubber, butadiene rubber, styrene-butadiene rubber, silicone rubber, epichlorohydrin rubber, ethylene propylene rubber, Various rubber materials, and various thermoplastic elastomers such as polyurethane, polyester, polyamide, olefin, styrene and the like. These elastic materials may be used alone or in combination of a plurality of components. Among them, a material capable of obtaining elasticity by vulcanization is preferable. In the case of a vulcanizing material, a known vulcanizing agent such as sulfur, a vulcanizing accelerator and the like can be appropriately added.
본 발명의 개스킷은, 밀봉식 혼련기, 오픈 롤 혼련기 등을 사용하여, 소정 배합비로 배합 재료를 혼련한 혼련물을, 캘린더 또는 시트 성형기로 미가황 고무 시트를 제작하고, 다음으로, 일정 중량, 사이즈의 미가황 고무 시트와 불활성 필름을 중첩하여 금형에 두고, 진공 프레스로 성형함으로써, 적층 개스킷의 성형 시트를 얻을 수 있다.The gasket of the present invention can be obtained by preparing an unvulcanized rubber sheet by using a calender or a sheet molding machine by kneading a kneaded material obtained by kneading a compounding material at a predetermined blending ratio by using a sealed kneader or an open roll kneader, , An unvulcanized rubber sheet of a size and an inert film are superimposed on each other, placed in a mold, and formed into a vacuum press to obtain a molded sheet of a laminated gasket.
성형 조건은 특별히 한정되지 않고, 적절히 설정하면 되는데, 성형 온도는, 바람직하게는 155 ∼ 200 ℃, 보다 바람직하게는 165 ∼ 180 ℃ 이고, 성형 시간은, 바람직하게는 1 ∼ 20 분간, 보다 바람직하게는 3 ∼ 15 분간, 더욱 바람직하게는 5 ∼ 10 분간이다.The molding conditions are not particularly limited and may be appropriately set. The molding temperature is preferably 155 to 200 占 폚, more preferably 165 to 180 占 폚, the molding time is preferably 1 to 20 minutes, Is 3 to 15 minutes, and more preferably 5 to 10 minutes.
이 후, 개스킷의 성형품으로부터 불필요 부분을, 절단·제거한 후, 세정, 멸균, 건조 및 외관 검사를 실시하여 개스킷의 완성품을 얻는다. 얻어진 불활성 필름으로 적층된 개스킷을, 프리필드 시린지의 배럴에 삽입하여 프리필드 시린지를 제작한다.Thereafter, unnecessary portions are cut and removed from the molded product of the gasket, followed by washing, sterilization, drying and appearance inspection to obtain a finished product of the gasket. The gasket stacked with the obtained inert film is inserted into a barrel of a pre-field syringe to prepare a pre-field syringe.
실시예Example
이하, 실시예에 기초하여, 본 발명을 구체적으로 설명하지만, 본 발명은 이것들에만 한정되는 것은 아니다.Hereinafter, the present invention will be described in detail based on examples, but the present invention is not limited thereto.
실시예 1 ∼ 5 및 비교예 1Examples 1 to 5 and Comparative Example 1
염소화부틸 고무 (Exxon Mobil Chemical 사 제조) 제 미가황 고무 시트에, PTFE 필름 (닛폰 바루카 공업 주식회사 제조, 상품명 「뉴바루플론」 (필름 두께 70 ㎛) 을 중첩하여 성형 금형 위에 두고, 진공 프레스로 175 ℃ 10 분 성형하여 가황 접착시켰다. 성형 시트를 펀칭, 세정하여 개스킷 (1 mL 용 COP 수지 시린지, 배럴 내경 6.3 ㎜) 을 얻었다. 이하에 나타내는 슬라이딩 저항과 액 누출을 n = 20 으로 실시하여 평가하였다.A polyethylene terephthalate film (Nippon Bharu Kogyo K.K., trade name " New Baruflon " (film thickness 70 mu m)) was superimposed on a microgranular rubber sheet made of chlorinated butyl rubber (Exxon Mobil Chemical) The molded sheet was punched and washed to obtain a gasket (COP resin syringe for 1 mL, barrel inner diameter: 6.3 mm). The sliding resistance and liquid leakage shown below were evaluated at n = 20 Respectively.
(슬라이딩 저항)(Sliding resistance)
(주) 시마즈 제작소 제조 탁상형 오토 그래프를 사용하고, 측정 스트로크는 20 ㎜, 측정 속도는 100 ㎜/분의 조건에서 측정을 실시하였다. 슬라이딩 저항값을 측정함과 함께, 이하의 기준에 기초하여, 슬라이딩 특성을 평가하였다.The measurement was carried out under the conditions of a measurement stroke of 20 mm and a measurement speed of 100 mm / min using an autograph of a tabletop type manufactured by Shimadzu Corporation. The sliding resistance was measured, and the sliding characteristics were evaluated based on the following criteria.
○:노킹하지 않고 슬라이딩○: Sliding without knocking
×:슬라이딩 중에 노킹이 발생X: Knocking occurs during sliding
(액 누출)(Liquid leakage)
「멸균이 완료된 주사통 기준」1998년 12월 11일 의약발 1079호 후생성 의약 안전국장 통지에 준한다. 1 ㎖ 용 개스킷 샘플, 노즐 캡, 1 ㎖ 용 주사통, 플런저를 준비하고, 개스킷 나사부에 나사보다 긴 지그를 끼운 상태에서, 접액면을 위로 해 두고, 시린지를 곧게 삽입하여 구멍을 막았다. 다음으로 노즐로부터, 메틸렌 블루로 착색한 물을 공칭 용량 눈금의 3/4 의 위치까지 충전하였다. 노즐 캡, 플런저를 장착하고, 주사통을 아래를 향하게 하여 플런저에 392 Kpa 의 압력을 10 초간 가한다. n = 20 으로 평가하였다. 그리고, 현미경으로 10 배로 확대하여, 개스킷 골부 (선단 환상 리브와 후단 환상의 골부) 에 대한 누출을 관찰하였다."Sterilized standard of sterilization completed" On Dec. 11, 1998 Followed by notification from the Ministry of Health, A gasket sample for 1 ml, a nozzle cap, a syringe for 1 ml, and a plunger were prepared. The contact surface was set up with the jig longer than the screw in the gasket thread, and the syringe was inserted straightly to close the hole. Next, from the nozzle, water colored with methylene blue was charged to the position of 3/4 of the nominal capacity scale. The nozzle cap and the plunger are mounted and the pressure of 392 Kpa is applied to the plunger for 10 seconds with the syringe facing downward. n = 20. Then, the gasket was enlarged by a factor of 10 with a microscope to observe a leakage to the gasket bone portion (the tip end annular rib and the tail portion annular valley).
○:누출을 확인할 수 없다.○: The leakage can not be confirmed.
△:줄무늬 모양의 미소한 누출을 확인할 수 있다.△: Small leakage of stripe pattern can be confirmed.
×:분명하게 누출을 확인할 수 있다.X: The leakage can be confirmed clearly.
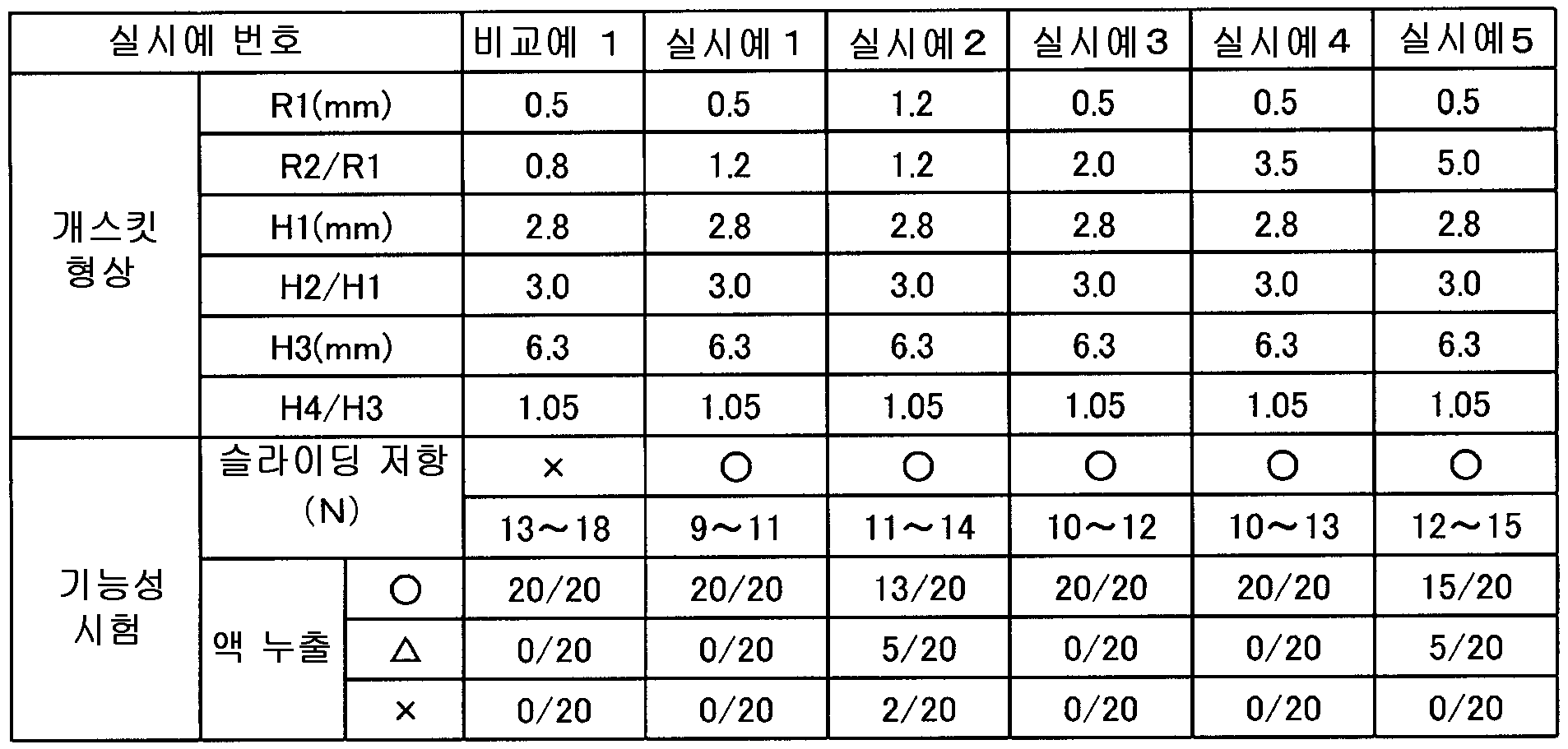
선단 환상 리브의 선단 모서리부의 곡률 반경 (R1) 이 후단 모서리부의 곡률 반경 (R2) 보다 큰 비교예 1 의 개스킷에서는, 개스킷 슬라이딩부의 배럴에 대한 접촉이 강하여 슬라이딩 저항이 상승된다. 한편, 선단 환상 리브의 선단 모서리부의 곡률 반경 (R1) 이 후단 모서리부의 곡률 반경 (R2) 보다 작은 본 발명의 개스킷에서는, 액 누출을 방지할 정도의 개스킷 슬라이딩부와 배럴의 접촉을 유지하면서, 슬라이딩 저항의 상승을 막고 있다.In the gasket of Comparative Example 1 in which the curvature radius R1 of the tip end corner of the tip end annular rib is larger than the curvature radius R2 of the rear end corner portion, the contact with the barrel of the gasket sliding portion is strong and the sliding resistance is increased. On the other hand, in the gasket of the present invention in which the radius of curvature R1 of the tip end corner of the tip end annular rib is smaller than the radius of curvature R2 of the rear end corner, while maintaining contact between the gasket sliding portion and the barrel, It prevents the rise of resistance.
1 : 선단 환상 리브
2 : 후단 환상 리브
3 : 골부
R1 : 선단 환상 리브의 선단 모서리부의 곡률 반경
R2 : 선단 환상 리브의 후단 모서리부의 곡률 반경
H1 : 선단 환상 리브의 직선부의 길이
H2 : 모서리부를 포함한 슬라이딩부의 길이
H3 : 시린지의 배럴의 내경
H4 : 개스킷 슬라이딩부의 직경1: end annular rib
2: rear end annular rib
3: valley
R1: radius of curvature of the tip corner of the tip end annular rib
R2: radius of curvature of the trailing edge of the distal annular rib
H1: length of straight portion of tip end annular rib
H2: Length of the sliding part including the corner part
H3: Inner diameter of barrel of syringe
H4: Diameter of the gasket sliding portion
Claims (6)
선단 환상 리브의 후단 모서리부의 곡률 반경 (R2) 이, 선단 모서리부의 곡률 반경 (R1) 에 대해 1 을 초과하는 것을 특징으로 하는 프리필드 시린지용 개스킷.A gasket laminated with an inert film having a plurality of annular ribs slidingly contacting with an inner wall of a syringe,
Characterized in that the curvature radius (R2) of the rear end edge of the tip end annular rib is greater than 1 with respect to the radius of curvature (R1) of the tip end edge.
R2 가, R1 에 대해 1.2 ∼ 4 인 것을 특징으로 하는 프리필드 시린지용 개스킷.The method according to claim 1,
Wherein R2 is 1.2 to 4 with respect to R1.
R1 이 0.3 ∼ 1.0 ㎜ 이고, R2 가 0.5 ∼ 3.5 ㎜ 인 것을 특징으로 하는 프리필드 시린지용 개스킷.3. The method according to claim 1 or 2,
Wherein R1 is 0.3 to 1.0 mm and R2 is 0.5 to 3.5 mm.
모서리부를 포함한 슬라이딩부의 길이 (H2) 가, 선단 환상 리브의 직선부의 길이 (H1) 에 대해 2 ∼ 5 인 것을 특징으로 하는 프리필드 시린지용 개스킷.4. The method according to any one of claims 1 to 3,
And the length (H2) of the sliding portion including the corner portion is 2 to 5 with respect to the length (H1) of the straight portion of the tip end annular rib.
개스킷 슬라이딩부의 직경 (H4) 이, 삽입되는 시린지의 배럴의 내경 (H3) 에 대해 1.01 ∼ 1.10 인 것을 특징으로 하는 프리필드 시린지용 개스킷.5. The method according to any one of claims 1 to 4,
Wherein the diameter (H4) of the gasket sliding portion is 1.01 to 1.10 with respect to the inner diameter (H3) of the barrel of the syringe to be inserted.
불활성 필름이, 불소 수지 필름, 나일론 수지 필름, 또는 올레핀계 수지 필름인 프리필드 시린지용 개스킷.6. The method according to any one of claims 1 to 5,
Wherein the inert film is a fluororesin film, a nylon resin film, or an olefin resin film.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013207511A JP6317086B2 (en) | 2013-10-02 | 2013-10-02 | Gasket for prefilled syringe |
| JPJP-P-2013-207511 | 2013-10-02 | ||
| PCT/JP2014/074265 WO2015049972A1 (en) | 2013-10-02 | 2014-09-12 | Gasket for pre-filled syringe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160065112A true KR20160065112A (en) | 2016-06-08 |
| KR102365811B1 KR102365811B1 (en) | 2022-02-21 |
Family
ID=52778567
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167008825A Active KR102365811B1 (en) | 2013-10-02 | 2014-09-12 | Gasket for pre-filled syringe |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9981089B2 (en) |
| EP (1) | EP3045192B1 (en) |
| JP (1) | JP6317086B2 (en) |
| KR (1) | KR102365811B1 (en) |
| CN (1) | CN105555341B (en) |
| WO (1) | WO2015049972A1 (en) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PT2251454E (en) | 2009-05-13 | 2014-10-01 | Sio2 Medical Products Inc | Vessel coating and inspection |
| US11624115B2 (en) | 2010-05-12 | 2023-04-11 | Sio2 Medical Products, Inc. | Syringe with PECVD lubrication |
| US9878101B2 (en) | 2010-11-12 | 2018-01-30 | Sio2 Medical Products, Inc. | Cyclic olefin polymer vessels and vessel coating methods |
| WO2013071138A1 (en) | 2011-11-11 | 2013-05-16 | Sio2 Medical Products, Inc. | PASSIVATION, pH PROTECTIVE OR LUBRICITY COATING FOR PHARMACEUTICAL PACKAGE, COATING PROCESS AND APPARATUS |
| US11116695B2 (en) | 2011-11-11 | 2021-09-14 | Sio2 Medical Products, Inc. | Blood sample collection tube |
| US20150297800A1 (en) | 2012-07-03 | 2015-10-22 | Sio2 Medical Products, Inc. | SiOx BARRIER FOR PHARMACEUTICAL PACKAGE AND COATING PROCESS |
| US9764093B2 (en) | 2012-11-30 | 2017-09-19 | Sio2 Medical Products, Inc. | Controlling the uniformity of PECVD deposition |
| US9937099B2 (en) | 2013-03-11 | 2018-04-10 | Sio2 Medical Products, Inc. | Trilayer coated pharmaceutical packaging with low oxygen transmission rate |
| KR102167557B1 (en) | 2013-03-11 | 2020-10-20 | 에스아이오2 메디컬 프로덕츠, 인크. | Coated Packaging |
| CN105517604B (en) * | 2013-09-06 | 2019-11-08 | 泰尔茂株式会社 | Syringe outer cylinder, prefilled syringe and die injection moulding |
| EP3122917B1 (en) | 2014-03-28 | 2020-05-06 | SiO2 Medical Products, Inc. | Antistatic coatings for plastic vessels |
| IL295010B2 (en) | 2015-03-10 | 2025-10-01 | Regeneron Pharma | Aseptic piercing system and method |
| CA2992275A1 (en) * | 2015-07-14 | 2017-01-19 | Sio2 Medical Products, Inc. | Convertible plungers and methods for assembling the same in a medical barrel |
| CA2995225C (en) | 2015-08-18 | 2023-08-29 | Sio2 Medical Products, Inc. | Pharmaceutical and other packaging with low oxygen transmission rate |
| USD788296S1 (en) * | 2015-10-14 | 2017-05-30 | Sumitomo Rubber Industries, Ltd. | Gasket for syringe |
| USD787668S1 (en) * | 2015-10-14 | 2017-05-23 | Sumitomo Rubber Industries, Ltd. | Gasket for syringe |
| USD788912S1 (en) * | 2015-10-14 | 2017-06-06 | Sumitomo Rubber Industries, Ltd. | Gasket for syringe |
| USD788297S1 (en) * | 2015-10-14 | 2017-05-30 | Sumitomo Rubber Industries, Ltd. | Gasket for syringe |
| US10918800B2 (en) | 2016-05-31 | 2021-02-16 | Sio2 Medical Products, Inc. | Convertible plungers and methods for assembling the same in a medical barrel |
| US11547801B2 (en) | 2017-05-05 | 2023-01-10 | Regeneron Pharmaceuticals, Inc. | Auto-injector |
| WO2021056020A1 (en) | 2019-09-16 | 2021-03-25 | Amgen Inc. | Method for external sterilization of drug delivery device |
| EP4302800A4 (en) | 2021-03-25 | 2024-08-21 | TERUMO Kabushiki Kaisha | CONTINUOUS ADMINISTRATION DEVICE |
| USD1007676S1 (en) | 2021-11-16 | 2023-12-12 | Regeneron Pharmaceuticals, Inc. | Wearable autoinjector |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001190667A (en) * | 2000-01-11 | 2001-07-17 | Nipro Corp | Gasket for syringe and manufacturing method thereof |
| JP2002086481A (en) | 2000-09-14 | 2002-03-26 | Terumo Corp | Method for manufacturing gasket |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2178826B1 (en) * | 1972-04-04 | 1977-04-01 | Sedat Etu Applic Tech | |
| US6511459B1 (en) * | 2000-09-29 | 2003-01-28 | Mallinckrodt Inc. | Syringe plunger having an improved sealing ability |
| US20050010175A1 (en) | 2003-02-27 | 2005-01-13 | Beedon Daniel E. | Piston assembly for syringe |
| CN200960338Y (en) * | 2006-09-30 | 2007-10-17 | 林作钱 | Syringe rubber plug |
| WO2008078467A1 (en) * | 2006-12-27 | 2008-07-03 | Daikyo Seiko, Ltd. | Piston for syringe |
| CN201505343U (en) * | 2009-08-28 | 2010-06-16 | 沈立秋 | rubber piston |
| CN201558383U (en) * | 2009-10-16 | 2010-08-25 | 黄文林 | Piston for low-resistance portable type injector |
| AU2010349627B2 (en) * | 2010-03-29 | 2014-10-30 | Terumo Kabushiki Kaisha | Prefilled syringe |
| JP5853289B2 (en) * | 2011-04-26 | 2016-02-09 | 大成化工株式会社 | Elastic seal body for prefilled syringe |
| JP5922404B2 (en) * | 2011-12-28 | 2016-05-24 | 住友ゴム工業株式会社 | Laminated gasket |
-
2013
- 2013-10-02 JP JP2013207511A patent/JP6317086B2/en active Active
-
2014
- 2014-09-12 US US15/021,365 patent/US9981089B2/en active Active
- 2014-09-12 CN CN201480051329.9A patent/CN105555341B/en active Active
- 2014-09-12 WO PCT/JP2014/074265 patent/WO2015049972A1/en not_active Ceased
- 2014-09-12 KR KR1020167008825A patent/KR102365811B1/en active Active
- 2014-09-12 EP EP14850549.8A patent/EP3045192B1/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001190667A (en) * | 2000-01-11 | 2001-07-17 | Nipro Corp | Gasket for syringe and manufacturing method thereof |
| JP2002086481A (en) | 2000-09-14 | 2002-03-26 | Terumo Corp | Method for manufacturing gasket |
Also Published As
| Publication number | Publication date |
|---|---|
| US9981089B2 (en) | 2018-05-29 |
| WO2015049972A1 (en) | 2015-04-09 |
| EP3045192A1 (en) | 2016-07-20 |
| JP2015070914A (en) | 2015-04-16 |
| US20160220758A1 (en) | 2016-08-04 |
| CN105555341B (en) | 2019-12-31 |
| JP6317086B2 (en) | 2018-04-25 |
| KR102365811B1 (en) | 2022-02-21 |
| EP3045192A4 (en) | 2017-03-29 |
| CN105555341A (en) | 2016-05-04 |
| EP3045192B1 (en) | 2020-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20160065112A (en) | Gasket for pre-filled syringe | |
| JP6215546B2 (en) | Gasket for prefilled syringe | |
| JP5960554B2 (en) | Laminated gasket | |
| EP2926851B1 (en) | Gasket for prefilled syringe, and production method therefor | |
| EP2957310B1 (en) | Gasket to be used for medical syringe, and medical syringe | |
| EP2803378A1 (en) | Gasket for syringe | |
| JP5922404B2 (en) | Laminated gasket | |
| US20140339776A1 (en) | Medical gasket | |
| JP2012147859A (en) | Gasket for prefilled syringe, method of manufacturing the same, and prefilled syringe | |
| JP2021080370A (en) | Medical rubber composition and medical rubber component | |
| EP4197518B1 (en) | Medical rubber plug | |
| JP2015226841A (en) | Gasket for prefilled syringe, production method thereof and prefilled syringe | |
| JP2025105084A (en) | Method for manufacturing medical rubber articles | |
| JP2024061493A (en) | Sterilization method for medical rubber parts | |
| JP2015167677A (en) | Glass syringe and prefilled syringe | |
| JP2016077355A (en) | Prefilled syringe gasket and prefilled syringe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 5 |