JP6756363B2 - チタン複合材およびその製造方法、ならびに、梱包体 - Google Patents
チタン複合材およびその製造方法、ならびに、梱包体 Download PDFInfo
- Publication number
- JP6756363B2 JP6756363B2 JP2018509689A JP2018509689A JP6756363B2 JP 6756363 B2 JP6756363 B2 JP 6756363B2 JP 2018509689 A JP2018509689 A JP 2018509689A JP 2018509689 A JP2018509689 A JP 2018509689A JP 6756363 B2 JP6756363 B2 JP 6756363B2
- Authority
- JP
- Japan
- Prior art keywords
- titanium
- composite material
- less
- inner layer
- layer portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 title claims description 386
- 239000010936 titanium Substances 0.000 title claims description 379
- 229910052719 titanium Inorganic materials 0.000 title claims description 362
- 239000002131 composite material Substances 0.000 title claims description 114
- 238000004519 manufacturing process Methods 0.000 title claims description 39
- 238000004806 packaging method and process Methods 0.000 title claims description 11
- 239000000463 material Substances 0.000 claims description 150
- 239000010410 layer Substances 0.000 claims description 97
- 150000003609 titanium compounds Chemical class 0.000 claims description 84
- 238000012856 packing Methods 0.000 claims description 80
- 239000000843 powder Substances 0.000 claims description 63
- 239000002344 surface layer Substances 0.000 claims description 38
- 239000000203 mixture Substances 0.000 claims description 30
- 229910052757 nitrogen Inorganic materials 0.000 claims description 30
- 229910052760 oxygen Inorganic materials 0.000 claims description 30
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 26
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 26
- 229910052799 carbon Inorganic materials 0.000 claims description 26
- 239000012535 impurity Substances 0.000 claims description 22
- 150000001875 compounds Chemical class 0.000 claims description 21
- 229910001069 Ti alloy Inorganic materials 0.000 claims description 20
- 238000012545 processing Methods 0.000 claims description 20
- 239000000126 substance Substances 0.000 claims description 20
- 239000000945 filler Substances 0.000 claims description 18
- 150000004767 nitrides Chemical class 0.000 claims description 18
- 238000005096 rolling process Methods 0.000 claims description 18
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 15
- 239000001301 oxygen Substances 0.000 claims description 15
- 239000004484 Briquette Substances 0.000 claims description 12
- 239000000956 alloy Substances 0.000 claims description 11
- 150000001247 metal acetylides Chemical class 0.000 claims description 11
- 238000005482 strain hardening Methods 0.000 claims description 8
- 230000003647 oxidation Effects 0.000 claims description 5
- 238000007254 oxidation reaction Methods 0.000 claims description 5
- 238000000034 method Methods 0.000 description 37
- 239000002245 particle Substances 0.000 description 29
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 25
- 238000009792 diffusion process Methods 0.000 description 25
- 229940125936 compound 42 Drugs 0.000 description 17
- 229910052742 iron Inorganic materials 0.000 description 16
- 229910052739 hydrogen Inorganic materials 0.000 description 15
- 238000003466 welding Methods 0.000 description 15
- 239000000470 constituent Substances 0.000 description 13
- 238000010438 heat treatment Methods 0.000 description 13
- 238000005098 hot rolling Methods 0.000 description 12
- 230000000694 effects Effects 0.000 description 11
- 238000005242 forging Methods 0.000 description 10
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 9
- 238000004458 analytical method Methods 0.000 description 9
- 229910052802 copper Inorganic materials 0.000 description 9
- 239000010949 copper Substances 0.000 description 9
- 239000011162 core material Substances 0.000 description 9
- 238000009864 tensile test Methods 0.000 description 8
- 239000011800 void material Substances 0.000 description 8
- 229910010413 TiO 2 Inorganic materials 0.000 description 7
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 7
- 238000002844 melting Methods 0.000 description 7
- 230000008018 melting Effects 0.000 description 7
- 238000011049 filling Methods 0.000 description 6
- 230000003287 optical effect Effects 0.000 description 6
- 229910000975 Carbon steel Inorganic materials 0.000 description 5
- 239000010962 carbon steel Substances 0.000 description 5
- 238000005097 cold rolling Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 229910003460 diamond Inorganic materials 0.000 description 4
- 239000010432 diamond Substances 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 4
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 3
- 238000000137 annealing Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 229910052763 palladium Inorganic materials 0.000 description 3
- 238000005554 pickling Methods 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 238000003723 Smelting Methods 0.000 description 2
- 239000002775 capsule Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000004453 electron probe microanalysis Methods 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000010309 melting process Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 238000005245 sintering Methods 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910001122 Mischmetal Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910000883 Ti6Al4V Inorganic materials 0.000 description 1
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010273 cold forging Methods 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000001192 hot extrusion Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 238000005121 nitriding Methods 0.000 description 1
- 238000000879 optical micrograph Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 230000010287 polarization Effects 0.000 description 1
- 239000013535 sea water Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 150000003608 titanium Chemical class 0.000 description 1
- XJDNKRIXUMDJCW-UHFFFAOYSA-J titanium tetrachloride Chemical compound Cl[Ti](Cl)(Cl)Cl XJDNKRIXUMDJCW-UHFFFAOYSA-J 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 238000000304 warm extrusion Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/02—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling heavy work, e.g. ingots, slabs, blooms, or billets, in which the cross-sectional form is unimportant ; Rolling combined with forging or pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/02—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers
- B22F7/04—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers with one or more layers not made from powder, e.g. made from solid metal
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Composite Materials (AREA)
- Manufacturing & Machinery (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Metal Rolling (AREA)
- Powder Metallurgy (AREA)
Description
(1)製錬工程:原料である酸化チタンを塩素化して四塩化チタンとした後、マグネシウムあるいはナトリウムで還元することにより、海綿状(塊状)の金属チタン(以下、「スポンジチタン」という)を製造する工程
(2)溶解工程:スポンジチタンをプレス成形して電極とし、真空アーク溶解炉で溶解して鋳塊を製造する工程
(3)鍛造工程:鋳塊を熱間で鍛造してスラブ(熱間圧延素材)やビレット(熱間押出しや熱間圧延などの素材)などを製造する工程
(4)熱間加工工程:スラブやビレットを加熱して熱間で圧延や押出しして板や丸棒などを製造する工程
(5)冷間加工工程:板や丸棒をさらに冷間で圧延加工や押出しして薄板や丸棒、線などを製造する工程
前記表層部は、JIS1種〜4種のいずれかに属する化学組成の工業用純チタン材またはチタン合金材からなり、
前記内層部は、チタンに、炭化物、窒化物および酸化物から選択される1種以上のチタン化合物が分散しており、前記炭化物の周囲に炭素が、前記窒化物の周囲に窒素が、前記酸化物の周囲に酸素が、それぞれが拡散した部分を備え、面積率で、0%超30%以下の空隙を有する、
チタン複合材。
上記(1)のチタン複合材。
C:0.08%以下、
H:0.013%以下、
O:0.4%以下、
N:0.05%以下、
Fe:0.5%以下、
残部:Tiおよび不純物である、
上記(1)または(2)のチタン複合材。
チタン複合材の製造方法。
上記(4)のチタン複合材の製造方法。
前記充填材が、スポンジチタン、チタンブリケットおよびチタンスクラップから選択される1種以上と、炭素、炭化物、窒化物および酸化物から選択される1種以上の粉末とを有し、前記内部の圧力は10Pa以下である、
熱間加工用の梱包体。
図1は、本発明に係るチタン複合材1の構成の一例を示す説明図である。
(a−1)表層部2,3の化学組成
表層部2,3をなす工業用純チタン材としては、JIS1〜4種のいずれかに属する化学組成の工業用純チタン材を用いることができる。例えば、表層部2,3は、C:0.08%以下、H:0.013%以下、O:0.4%以下、N:0.05%以下、Fe:0.5%以下、残部Tiおよび不純物の化学組成を有する。
チタン複合材1は、表層部2,3の厚さが厚過ぎると、内層部4の厚さが薄くなるため、機械的特性向上効果を十分に得られない。このため、表層部2,3の厚さは、好ましくは、チタン複合材1の全厚さに対して片面当たり40%以下であり、さらに好ましくは、片面当たり25%以下である。
内層部4は、チタン41にチタン化合物42が分散しており、前記チタン化合物の周囲にそれぞれの構成元素(すなわち、炭化物の周囲に炭素、窒化物の周囲に窒素、または酸化物の周囲に酸素)が拡散した部分(図示省略)を備え、面積率で、0%超30%以下の空隙43を有する。
チタン複合材1の内層部4を構成するチタンとしては、例えば、JIS1種〜JIS4種の工業用純チタンを用いることができる。すなわち、一般的な不純物として、C:0.08%以下、H:0.013%以下、O:0.4%以下、N:0.05%以下、Fe:0.5%以下、残部がTiである工業用純チタンである。
Cは、その平均濃度が0.001%未満であると、表層部2,3よりも内層部4の強度を高める効果が殆ど認められず、チタン複合材1の機械的特性を向上できない。一方、Cの平均濃度が0.1%を超えると、内層部4の靭性を劣化させ、熱間加工や冷間加工時に割れが多発して、内層部4の板厚方向が分断、剥離して、チタン複合材1としての形状を維持できない可能性がある。このため、内層部4のCの平均濃度は、0.001〜0.1%とするのが好ましい。
Nは、その平均濃度が0.001%未満であると、表層部2,3よりも内層部4の強度を高める効果が殆ど認められず、チタン複合材1の特性を向上できない。一方、Nの平均濃度が0.5%を超えると、内層部4の靭性を劣化させ、熱間加工や冷間加工時に割れが多発して、内層部4の板厚方向が分断、剥離して、チタン複合材1としての形状を維持できない可能性がある。このため、内層部4のNの平均濃度は、0.001〜0.5%とするのが好ましい。
Oは、その平均濃度が0.01%未満であると、表層部2,3よりも内層部4の強度を高める効果を殆ど認められず、チタン複合材1の特性を向上できない。一方、Oの平均濃度が1.0%を超えると、内層部4の靭性を劣化させ、熱間加工や冷間加工時に割れが多発して、内層部4の板厚方向が分断、剥離して、チタン複合材1としての形状を維持できない可能性がある。このため、内層部4のOの平均濃度は、0.01〜1.0%とするのが好ましい。
チタン複合材1の空隙43の空隙率が多過ぎると、バルク金属としての機械的特性(強度や延性)が得られない。一方、空隙43は少ないほど望ましいが、空隙を完全に圧着させるためには、大圧下が必要となる。その結果、製造されるチタン複合材1の形状(厚さ)が制限され、さらには、製造コストが嵩む。
図1に示すように、チタン複合材1中の内層部4には、チタン化合物42が多く含まれている。このチタン化合物42は、チタン複合材1の製造過程における熱間加工などにより、チタン化合物42の周囲にそれぞれの構成元素(すなわち、炭化物の周囲に炭素、窒化物の周囲に窒素、または酸化物の周囲に酸素)がチタン41に拡散するが、チタン41に固溶できないそれぞれの構成元素は、チタン化合物42としてチタン材41に分散した状態で残存する。このとき、チタン化合物42は、加工(圧延)方向に並び、筋状化合物集合体42aを構成している。また、チタン化合物42は、完全に化合物を形成しているもののほか、内部に炭素が存在している化合物を含む。例えば、チタン化合物の素材として炭素を用いた場合、熱間圧延等の製造過程において炭素がチタンと反応してチタン化合物を形成するが、そのチタン化合物の内部にチタンと反応しきれなかった炭素が残存することがある。
図2は、筋状化合物集合体42aを模式的に示す図である。図2に示すように、筋状化合物集合体42aは、チタン化合物42の粒の中心間距離を圧延方向に投影した距離D(以下、「粒子間距離」という。)が20μm以下である複数のチタン化合物42の集合体を意味する。なお、本明細書において、粒子間距離が20μmを超える場合には別の筋状化合物集合体として扱う。
チタン化合物42のそれぞれの粒の周囲には、それぞれの構成元素(すなわち、炭化物の場合は炭素、窒化物の場合は窒素、酸化物の場合は酸素)の拡散層が存在する。拡散層とは、内層部4のチタン41に分散したチタン化合物42において、その構成元素(炭素、窒素または酸素)がチタン化合物42を中心として周辺のチタン41に拡散し、濃度勾配が形成された層をいう。
チタン複合材1の全厚さに対する内層部4の厚さが厚いほど、機械的特性は向上するので、チタン複合材1の全厚さに対して20%超とするのが好ましく、より好ましくは50%超である。一方、厚すぎると、加工性が劣化するので、内層部4の厚さは、チタン複合材1の全厚さに対して95%以下とするのが好ましい。
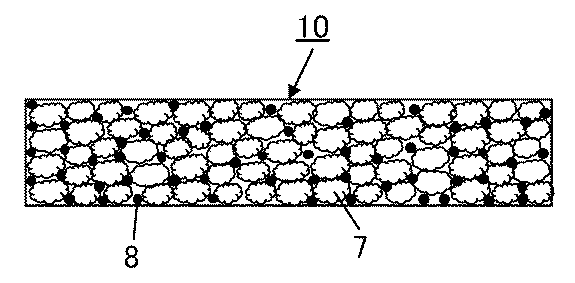
チタン梱包体5は、チタン梱包材6と充填材7,8とを備える。チタン梱包体5の形状は、特定の形状に限られるものではないが、製造されるチタン複合材1の形状によって決められる。板材のチタン複合材1を製造する場合は、直方体形状のチタン梱包体5を用いる。また、丸棒や線材、さらには押出材のチタン複合材1を製造する場合には、円柱形または八角柱等多角柱形状のチタン梱包体5を用いる。チタン梱包体5の大きさは、製品の大きさ(厚さ、幅や長さ)および製造量(質量)により決められる。
(a−1)チタン梱包材6化学組成
チタン梱包材6は、チタン複合材1の表層部2,3と同様、JIS1種〜JIS4種に属する工業用純チタンまたはチタン合金材を用いる。
チタン梱包材6の形状は、熱間加工用素材として用いられるチタン梱包体5の形状に依存するため、特に定形はなく、板材や管材などを用いることができる。
(b−1)チタン材7
充填材としてのチタン材7は、スポンジチタン、チタンブリケットおよびチタンスクラップから選択される1種以上である。
チタン材7の化学組成は、JIS1種〜JIS4種に相当する工業用純チタンを用いることができる。すなわち、C:0.08%以下、H:0.013%以下、O:0.4%以下、N:0.05%以下、Fe:0.5%以下、残部Tiおよび不純物の化学組成を有する。
チタン材7としては、従来のクロール法などの製錬工程により製造された通常のスポンジチタンを用いることができる。その大きさは、平均粒径で20mm以下であることが好ましい。平均粒径が20mmより大きいと、チタン化合物等の粉末8と均一に混合し難く、熱間加工によって製造したチタン複合材1の内層部4内でチタン化合物のむらを生じるおそれがある。一方、平均粒径が小さい場合には、特性面では問題はないが、チタン材7の平均粒径が0.5mm未満では、破砕するのに時間がかかり、微細な粉塵の発生も多く飛散するため、製造効率が悪くなる。このため、チタン材の平均粒径は0.5mm以上であることが好ましい。
(b−2−1)チタン化合物等の粉末8の化学組成
チタン化合物等の粉末8は、例えば、炭化物の場合、炭素粉末、TiC粉末等が例示され、窒化物の場合、TiN粉末のほか、Fe3N粉末、Fe4N粉末等(ただし、内層部4のチタンのFe濃度がJIS規格を超えてはならない。)が例示され、酸化物の場合、TiO粉末、TiO2粉末、Ti2O3粉末のほか、FeO粉末、Fe2O3粉末やFe3O4粉末等(ただし、内層部4のチタンのFe濃度がJIS規格を超えてはならない。)が例示される。これらの粉末8は、市販されているものを用いればよい。
チタン化合物等の粉末8の平均粒径が50μmを超えると、チタン材7と均一に混合し難い。よって、チタン複合材1の内層部4内でチタン化合物を均一に分散させることができなくなる。このため、チタン化合物等の粉末8の平均粒径は、好ましくは50μm以下である。
チタン梱包体5内の空隙43に空気が残存していると、熱間加工前の加熱時にチタン材7が酸化・窒化してしまい、製造されるチタン複合材1の延性が低下する。このため、チタン梱包体5内を減圧して高真空とすることが有効である。
チタン複合材1は、チタン梱包体5に熱間加工、またはさらに冷間加工を行うことにより製造される。
熱間加工の方法は、製品の形状によって選択することができる。板材のチタン複合材1を製造する場合は、直方体形状(スラブ)のチタン梱包体5を加熱して、熱間圧延を行い、チタン板とする。必要に応じて、従来工程と同様に、熱間圧延後に表面の酸化層を酸洗などで除去した後、冷間圧延を行い、さらに薄く加工してもよい。
さらに、押出形材のチタン複合材1を製造する場合は、円柱や多角形形状(ビレット)のチタン梱包体5を加熱して、熱間押出を行い、種々の断面形状のチタン形材とする。熱間加工前の加熱温度としては、通常のチタンスラブやビレットを熱間加工する場合と同様の加熱温度とすればよい。加熱温度は、チタン梱包体5の大きさや熱間加工の度合い(加工率)によって異なるが、600℃以上1200℃以下に加熱することが好ましい。
熱間加工の際の加工の度合い、すなわち加工率は、チタン複合材1の内層部4の空隙率を制御するために選択することができる。ここでいう加工率は、チタン梱包体5の断面積と熱間加工後のチタン複合材1の断面積の差を、チタン梱包体5の断面積で除した割合(百分率)である。
熱間圧延後は、焼鈍、冷間圧延に供してもよい。チタン複合材1は、熱間加工材(例えば熱延板)でも、冷間加工材(例えば冷延板)でも、機械的特性向上効果に大きな違いはない。また、表面状態も圧延まま、酸洗仕上げ、焼鈍仕上げのいずれの状態でも良く、機械的特性向上効果は変わらない。
(a)充填材7,8の混合
チタン材7にチタン化合物等の粉末8を均一かつ高密度で充填する必要がある。このためには、これらのチタン材7およびチタン化合物等の粉末8を容器に充填して回転または振動させて、内部のチタン材7、およびチタン化合物等の粉末8が均一に分散するように混合すればよい。
チタン梱包材6を溶接部11で溶接する方法には、TIG溶接またはMIG溶接等のアーク溶接、ならびに電子ビーム溶接やレーザー溶接等が例示され、特に限定はされない。ただし、溶接雰囲気は、チタン材7、およびチタン梱包材6の面が酸化、または窒化されないように、真空雰囲気あるいは不活性ガス雰囲気で溶接を行うことが好ましい。
高い引張強度と良好な加工性を有するとともに、低コストで製造可能であることから、自動車などの陸上輸送機器の構造部材として用いることができる。
さらに、充填材として使用するチタン化合物等の粉末は、市販のTiO2粉末(平均粒径2μm)、TiC粉末(平均粒径3μm)またはTiN粉末(平均粒径5μm)を用いた。これらのスポンジチタン粒とチタン化合物等の粉末は、V型混合器に所定量を投入して混合した。
2 表層部
3 表層部
4 内層部
41 チタン
42 チタン化合物
42a 筋状化合物集合体
43 空隙
5 チタン梱包体
6 チタン梱包材
7 スポンジチタン
8 チタン化合物等の粉末
9 空隙
10 ブリケット
11 溶接部
12 チタン梱包体
Claims (6)
- 内層部と前記内層部を覆う表層部とを有するチタン複合材であって、
前記表層部は、JIS1種〜4種のいずれかに属する化学組成の工業用純チタン材またはチタン合金材からなり、
前記内層部は、チタンに、炭化物、窒化物および酸化物から選択される1種以上のチタン化合物が分散しており、前記炭化物の周囲に炭素が、前記窒化物の周囲に窒素が、前記酸化物の周囲に酸素が、それぞれが拡散した部分を備え、前記チタン化合物が圧延方向に並んだ筋状化合物集合体として前記チタンに分散しており、面積率で、0%超30%以下の空隙を有し、前記内層部は、炭素、窒素および酸素の平均含有量の合計が0.05〜2.0質量%である、
チタン複合材。 - 前記筋状化合物集合体は、その長さをL(μm)、その厚さをt(μm)とするとき、下記の(1)式を満足する、
請求項1に記載のチタン複合材。
2.0≦L/t≦100 ・・・(1) - 前記工業用純チタン材の化学組成は、質量%で、
C:0.08%以下、
H:0.013%以下、
O:0.4%以下、
N:0.05%以下、
Fe:0.5%以下、
残部:Tiおよび不純物である、
請求項1または2に記載のチタン複合材。 - JIS1〜4種のいずれかに属する工業用純チタン材またはチタン合金材からなるチタン梱包材に、スポンジチタン、チタンブリケットおよびチタンスクラップから選択される1種以上と、炭素、炭化物、窒化物および酸化物から選択される1種以上の粉末と充填し、封入し、内部を10Pa以下に減圧することによりチタン梱包体とし、前記チタン梱包体に熱間加工を行う、
チタン複合材の製造方法。 - 前記熱間加工を行った後に冷間加工を行う、
請求項4に記載のチタン複合材の製造方法。 - JIS1〜4種のいずれかに属する工業用純チタン材またはチタン合金材からなるチタン梱包材と、前記チタン梱包材の内部に充填された充填材とを備える梱包体であって、
前記充填材が、スポンジチタン、チタンブリケットおよびチタンスクラップから選択される1種以上と、炭素、炭化物、窒化物および酸化物から選択される1種以上の粉末とを有し、前記内部の圧力は10Pa以下である、
熱間加工用の梱包体。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016074132 | 2016-04-01 | ||
| JP2016074132 | 2016-04-01 | ||
| JP2017003368 | 2017-01-12 | ||
| JP2017003368 | 2017-01-12 | ||
| PCT/JP2017/013754 WO2017171056A1 (ja) | 2016-04-01 | 2017-03-31 | チタン複合材およびその製造方法、ならびに、梱包体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017171056A1 JPWO2017171056A1 (ja) | 2018-08-16 |
| JP6756363B2 true JP6756363B2 (ja) | 2020-09-16 |
Family
ID=59966114
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018509689A Active JP6756363B2 (ja) | 2016-04-01 | 2017-03-31 | チタン複合材およびその製造方法、ならびに、梱包体 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6756363B2 (ja) |
| TW (1) | TW201812039A (ja) |
| WO (1) | WO2017171056A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118023290B (zh) * | 2024-03-11 | 2025-01-21 | 燕山大学 | 一种海绵钛制备高品质纯钛板的方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH042742A (ja) * | 1990-04-19 | 1992-01-07 | Fuso Off Service:Kk | 複合チタン合金、複層チタン材、チタン刃物とそれらの製造方法 |
| JPH0570805A (ja) * | 1991-09-11 | 1993-03-23 | Osaka Titanium Co Ltd | 高融点活性金属及びその合金の切削屑の成型法 |
| JP4223111B2 (ja) * | 1998-12-11 | 2009-02-12 | 株式会社大阪チタニウムテクノロジーズ | 熱間加工性に優れた粒子分散型チタン基複合材、並びにその製造方法及び熱間加工方法 |
| JP5726457B2 (ja) * | 2010-08-17 | 2015-06-03 | 山陽特殊製鋼株式会社 | チタン製品またはチタン合金製品の製造方法 |
-
2017
- 2017-03-31 WO PCT/JP2017/013754 patent/WO2017171056A1/ja active Application Filing
- 2017-03-31 TW TW106111206A patent/TW201812039A/zh unknown
- 2017-03-31 JP JP2018509689A patent/JP6756363B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017171056A1 (ja) | 2017-10-05 |
| TW201812039A (zh) | 2018-04-01 |
| JPWO2017171056A1 (ja) | 2018-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6835036B2 (ja) | チタン素材 | |
| WO2017018514A1 (ja) | チタン複合材および熱間圧延用チタン材 | |
| JP6756363B2 (ja) | チタン複合材およびその製造方法、ならびに、梱包体 | |
| JP6756364B2 (ja) | チタン複合材および梱包体 | |
| JP6128289B1 (ja) | チタン複合材および熱間圧延用チタン材 | |
| TWI600772B (zh) | Titanium composite material and hot processing titanium material | |
| JP6787428B2 (ja) | 熱間圧延用チタン材 | |
| JP6756362B2 (ja) | チタン複合材および梱包体 | |
| JP6094725B1 (ja) | チタン複合材および熱間加工用チタン材 | |
| JP6137423B1 (ja) | チタン複合材および熱間圧延用チタン材 | |
| TWI603851B (zh) | Hot rolled titanium | |
| JP6086178B1 (ja) | 熱間圧延用チタン材 | |
| JP6137424B1 (ja) | チタン複合材および熱間加工用チタン材 | |
| JP6848991B2 (ja) | 熱間圧延用チタン材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190409 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191105 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200303 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200728 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200810 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6756363 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |