JP6751284B2 - 肌触りの良い伸縮複合材料 - Google Patents
肌触りの良い伸縮複合材料 Download PDFInfo
- Publication number
- JP6751284B2 JP6751284B2 JP2015114015A JP2015114015A JP6751284B2 JP 6751284 B2 JP6751284 B2 JP 6751284B2 JP 2015114015 A JP2015114015 A JP 2015114015A JP 2015114015 A JP2015114015 A JP 2015114015A JP 6751284 B2 JP6751284 B2 JP 6751284B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- composite material
- nonwoven fabric
- polyurethane elastic
- stretchable composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Absorbent Articles And Supports Therefor (AREA)
- Laminated Bodies (AREA)
Description
下記特許文献1には、複合スパンボンド不織布と伸縮性層からなる複合体を延伸することにより得られた、微細な折り畳み構造を有する複合体が開示されている。
また、下記特許文献2には、伸縮性繊維と伸張性繊維からなる不織布をギア延伸加工することによる伸縮性シートの製造方法が開示されている。
さらに、下記特許文献3には、弾性繊維を含む層の一面に弾性繊維を貼り合せた伸縮可能な不織布が開示されている。
しかしながら、これらの伸縮材料においては、主に不織布を延伸することにより伸縮しない繊維成分を延伸させ、伸縮する繊維成分のキックバックにより伸縮性を発現させている技術である点から、おのずと伸縮材料の伸長率には制限があり、十分なフィット性能とずり落ち防止性能を満たすことができていなかった。
[2]前記ギャザー様凹凸構造のピッチが0.5mm以上10mm以下である、前記[1]に記載の伸縮複合材料。
[3]厚み方向の圧縮仕事量が0.20gf・cm/cm以上であり、かつ、圧縮荷重下での厚み変化が0.5mm以上である、前記[1]又は[2]に記載の伸縮複合材料。
[4]伸長方向に摩擦した時の摩擦係数が0.1以上0.8以下である、前記[1]〜[3]のいずれか一項に記載の伸縮複合材料。
本実施形態の伸縮複合材料は、不織布とポリウレタン弾性繊維が接合された、一方向に伸縮する伸縮材料である。不織布とポリウレタン弾性繊維の接合の形態としては、例えば、一つの不織布の片面にポリウレタン弾性繊維を接合し、その後不織布と接合されたものでもよく、一つの不織布の両面にポリウレタン弾性繊維が接合後、各々の不織布に対向する面に他の不織布を接合されたものでもよく、二つの不織布の間にポリウレタン弾性繊維を挿入し接合されたものでもよい。但し、一対の不織布間に複数本のポリウレタン弾性繊維を挿入したものが好ましい。
不織布とポリウレタン弾性繊維は、ポリウレタン弾性繊維の長手方向に連続して全面が接合されていてもよいし、ポリウレタン弾性繊維の長手方向に断続的に部分的に接合されていてもよい。また、本発明の目的を阻害しない範囲で、不織布とポリウレタン弾性繊維以外の材料が挿入、貼付、コーティングされていてもよい。
不織布とポリウレタン弾性繊維を接合して伸縮複合材料とする方法に特に制限はなく、従来公知の方法が適用できる。例えば、予め伸長させたポリウレタン弾性繊維を不織布と接合した後に、ポリウレタン弾性繊維の伸長を緩めることにより、ギャザー様構造を発現させて伸縮複合材料を得る方法でもよいし、不織布とポリウレタン弾性繊維を接合した後、速度差を付けた二つのロール間や、凹凸を付けたギア上のロール間の噛み合い部分で延伸した後、不織布の伸長を緩めることによりギャザー様構造を発現させる方法でもよい。
伸縮複合材料は目付が50g/m2以上200g/m2以下であることが必要である。目付が50g/m2以上であれば衛生材料等に使用される伸縮材料として十分な強力を有し、目付が200g/m2以下であれば衛生材料等に使用されたときの軽さを満足することができる。衛生材料等に使用された時の十分な強力と軽さのバランスの観点からは、目付は80g/m2以上150g/m2以下であることが好ましい。
また、伸縮複合材料は厚みが0.5mm以上5mm以下であることが必要である。厚みが0.5mm以上あれば衛生材料等に使用される伸縮材料として十分な強力を有し、厚みが5mm以下であれば衛生材料等に使用された時の薄さを満足することができる。
さらに、伸縮複合材料は、無緊張状態(リラックス状態)から不織布が破断するまで伸長したときの「伸び切り伸長率」が50%以上300%以下であることが必要である。伸び切り伸長率が50%以上あれば身体への良好なフィット性能を満足することができ、伸び切り伸長率が300%以下であれば衛生材料等に使用された時にずり落ち防止性能を満足することができる。
ポリウレタン弾性繊維が不織布と接合された伸縮複合材料には、2本以上のポリウレタン弾性繊維を同時に不織布に接合させることが好ましい。このとき、ポリウレタン弾性繊維は平行に並べられた状態で不織布に接合してもよいし、円弧状、放物線状、ジグザグ状、正弦波状など、で並べられてもよいし、これらを組み合わせて並べられてもよい。伸縮複合材料のギャザー様構造のピッチを小さくし、肌触りが良くて肌への刺激性が低い伸縮材料とするためには、ポリウレタン弾性繊維は平行に並べられた状態で不織布に接合することが好ましい。
ポリウレタン弾性繊維が2本以上並べられた状態で不織布と接合する場合には、ポリウレタン弾性繊維は任意の間隔で配置することができる。伸縮複合材料のギャザー様構造の均一性という観点ではポリウレタン弾性繊維は10mm以下の間隔で配置することが好ましく、5mm以下の間隔で配置することがより好ましく、2mm以下の間隔で配置することがさらに好ましい。ポリウレタン弾性繊維は必要に応じて任意の伸長率で伸長された状態で不織布と接合することができる。
伸縮複合材料に使用されるポリウレタン弾性繊維は、ポリウレタンやポリウレタンウレアを主な構成単位とする重合体(以下、ポリウレタン系重合体と称する。)からなる伸縮性を持つ繊維である。
ポリウレタン系重合体は、例えば、数平均分子量が600〜5,000であるポリマーグリコールと有機ジイソシアネートを反応させてソフトセグメントとなるウレタン中間重合体を合成後、多官能性活性水素原子を有する鎖延長剤でハードセグメントを重合し、単官能性活性水素原子を有する末端停止剤で末端封鎖するといった公知の技術を用いることで製造することができる。鎖延長剤として、低分子ジオールを用いるとハードセグメントがウレタン結合からなるポリウレタン重合体となり、また、2官能性アミンを用いるとハードセグメントがウレア結合からなるポリウレタンウレア重合体を得ることができる。
このポリウレタン系重合体には、ポリウレタン弾性繊維に通常用いられる他の化合物、例えば、紫外線吸収剤、酸化防止剤、光安定剤、耐塩素脆化剤、耐ガス安定剤、着色剤、艶消し剤および充填剤等を添加してもよい。
得られたポリウレタン弾性繊維に、ポリジメチルシロキサン、ポリエステル変性シリコーン、ポリエーテル変性シリコーン、アミノ変性シリコーン、鉱物油、鉱物性微粒子、例えば、シリカ、コロイダルアルミナ、タルク等、高級脂肪酸金属塩粉末、例えば、ステアリン酸マグネシウム、ステアリン酸カルシウム等、高級脂肪族カルボン酸、高級脂肪族アルコール、パラフィン、ポリエチレン等の常温で固形状ワックス等の油剤を単独、又は必要に応じて任意に組合せて付与してもよい。
本実施形態の伸縮複合材料に使用される不織布の種類に特に制限はなく、スパンボンド式不織布、メルトブロウン式不織布、フラッシュ紡糸式不織布、静電紡糸式不織布、湿式紡糸式不織布などの長繊維不織布であってもよく、湿式抄造法により得られる短繊維不織布であってもよい。
不織布の目付に制限はないが、目付が50g/m2以上200g/m2以下の伸縮不織布部材を得るためには、例えば、一つの不織布の両面にポリウレタン弾性繊維が接合されている場合や、一つの不織布の片面にポリウレタン弾性繊維が接合されている場合には、不織布の目付としては20g/m2以上100g/m2以下が好ましく、二つの不織布の間にポリウレタン弾性繊維が接合されている場合には、1つの不織布の目付としては10〜50g/m2以下であることが好ましい。
本発明において、外観の審美性に優れ、柔らかくて肌触りが良く、かつ、フィット性に優れた伸縮材料を達成する為には、使用する不織布が弾性繊維の伸縮に追従して形成する、ギャザー状凹凸構造の形状が重要である。不織布が弾性繊維の伸縮によってギャザー状凹凸構造を形成するが、不織布の曲げ剛性が過大であると、弾性繊維の伸縮に追従せずギャザーのピッチが過大となり、伸縮材料の厚みが厚く、凹凸構造の形状が不均一で外観の審美性に劣ったものとなる。更には、摩擦した際にざらざらとした触感となり、摩擦係数が高く、肌触りの悪いものとなる。本実施形態の伸縮複合材料を得るためには、不織布の曲げ剛性は、80mm以下、好ましくは70mm以下、更に好ましくは60mm以下である。不織布の曲げ剛性が上記範囲であると、弾性繊維の伸縮に追従して、ギャザー様の凹凸構造が0.5mm以上10mm以下の、細かい均一な構造となり、肌触りが良く、均一で外観の審美性に優れるものとなる。
圧縮仕事量が0.2gf・cm/cm未満、圧縮荷重下での厚み変化が0.5mm未満であると、着圧によっての凹凸構造が変形しにくく、肌触りが悪くなる。また、着用時の柔らかさにおいて不充分なものとなる。他方、圧縮仕事量は、ギャザー状凹凸構造のフィット性の観点から、3.0gf・cm/cm以下であり、圧縮荷重下での厚み変化は、ギャザー状凹凸構造が着圧下でも保持されるという観点から5.0mm以下である。圧縮仕事量が3.0gf・cm/cmを超えると、ギャザー状凹凸構造は過剰に嵩高となり、着用時にフィット性が悪くなる。また、圧縮荷重下での厚み変化が5.0mmを超えると着用時の圧力で容易にギャザー形状が潰れてしまい、ふっくらとした柔らかさが損なわれる。また、厚み変化が5.0mmを超える凹凸構造は、ギャザー形状となった際の厚みも過大で、着用時にフィット性が悪く、かつ外観の審美性にも劣るものとなる。
更に、伸縮複合材料としてのフィット性と、適切な範囲の着圧を達成する為には、不織布の3%伸長時の応力が2N/5cm以上10N/5cm以下であることが好ましく、更に好ましくは2.5N/cm以上7.5N/5cm以下である。2N/5cm以下であると、伸縮材料として接合する際に、張力によって寸法変化しやすく好ましくない。また、ギャザー状凹凸構造が、不織布が過度に柔らかすぎるために、伸縮複合材料が薄くなってしまい、圧縮時に硬いものとなってしまう。
本実施形態に係る伸縮複合材料は、柔らかさの観点から、不織布とポリウレタン弾性繊維を、熱可塑性材料で接合することが好ましく、望ましくは、ホットメルト接着剤を用いて接合することが好ましい。接合状態としては、不織布とポリウレタン弾性繊維は、ポリウレタン弾性繊維の長手方向に連続して全面が接合されていてもよいし、ポリウレタン弾性繊維の長手方向に断続的に部分的に接合されていてもよい。また、本発明の目的を阻害しない範囲で、不織布とポリウレタン弾性繊維以外の材料が挿入、貼付、コーティングされていてもよい。
不織布と弾性繊維のホットメルト接合に於いては、接合が弱いとギャザー状凹凸構造が不均一となり、肌触りが悪くなる。
また、ホットメルト接着剤の量が過多であると、圧縮時に剛くなり着用時の柔らかさが不十分なものとなる。更に、不織布に接着剤が浸透し、不織布が曲げ剛いものとなり、ギャザー状の凹凸構造のピッチが大きく、肌触りが悪くなる。また、これに伴い、肌へのフィット性も阻害される。
本実施形態においては、熱可塑性エラストマーを主成分とするホットメルト接着剤を用いることが好ましい。熱可塑性エラストマーを主成分とするホットメルト接着剤としては、ビニル芳香族炭化水素と共役ジエン化合物とのブロック共重合体及びその水素添加物からなるスチレン系ブロック共重合体を用いてなるゴム系ホットメルト接着剤、ポリオレフィン共重合体を用いてなるオレフィン系ホットメルト接着剤、エチレンを主鎖とした共重合体(エチレン−酢酸ビニルコポリマー(EVA)、エチレン−アクリル酸メチルコポリマー(EMA)、エチレン−メタアクリル酸メチルコポリマー(EMMA)、エチレン−アクリル酸エチルコポリマー(EEA)、エチレン−n−ブチルコポリマー(EnBA)など)を用いてなるホットメルト接着剤が挙げられる。このうち、不織布とポリウレタン弾性繊維が貼り合わされた伸縮複合材料の肌触りが優れることから、ビニル芳香族炭化水素と共役ジエン化合物とのブロック共重合体及びその水素添加物からなるスチレン系ブロック共重合体を用いてなるゴム系ホットメルト接着剤を用いることが好ましい。
ホットメルト接着剤は、各種被着体に塗工される前に、加熱溶融タンク内で加熱溶融される。加熱溶融させたホットメルト接着剤の塗工方法としては、接触塗工方法、非接触塗工方法がある。接触塗工方法としては、スロットコーター塗工、ロールコーター塗工、コントロールシーム塗工など、加熱溶融されたホットメルト接着剤を基材へ直接塗布する方法が挙げられる。非接触塗工方法としては、スパイラル塗工、オメガ塗工、カーテンスプレー塗工など、噴出機を基材から離した位置に設置し、該噴出機から吐出されるホットメルト接着剤へ、加熱されたエアーを所定の圧力で吹き付けながらホットメルト接着剤を塗布する方法が挙げられる。なかでも、適度な接着性を発現するために必要なホットメルト接着剤の塗布量が比較的少なくなり、伸縮複合材料の肌触りが優れることから、非接触塗工方法を用いることが好ましい。非接触塗工方法を用いると、ホットメルト接着剤は繊維状に基材へ塗布されるため、ホットメルト接着剤によって接合された伸縮複合材料の肌触りも良好となる。
伸縮複合材料の伸縮方向に沿って10cm、それと直交する方向に沿って10cmの大きさを持つ正方形の試験片を10枚採取して質量を測定し、その平均値を単位面積あたりの重量に換算して求めた。
伸縮複合材料の伸縮方向に沿って10cm、それと直交する方向に沿って10cmの大きさを持つ正方形の試験片を10枚採取して、(株)尾崎製作所製DG−257型デジタルゲージとSIS−7型ダイヤルゲージスタンドを使用して、30mmφのプレッサーフートで測定圧0.5kPaで厚みを測定し、試験片10枚の平均値を求めた。
伸縮複合材料の伸縮方向に沿って10cm、それと直交する方向に沿って2.5cmの長さを持つ長方形の試験片を10枚採取し、自然状態で伸縮方向の両端部分から2.5cmの位置に、印の間隔が5cmとなるようにマーカーペンで印をつけた。次いで、この試験片を、チャック間距離5cmに設定した(株)オリエンテック製RTG型テンシロン万能材料試験機に、試験片の印を付けた部分がチャック間距離に一致するように装着し、試験速度50mm/分で伸縮複合材料の不織布が破断するまで伸長し、そのときチャック間距離L(mm)を測定した。伸び切り伸長率は、以下の式(1)に従って計算し、試験片10枚の平均値を求めた。
伸び切り伸長率(%)=(L−50)/50×100 (1)
伸縮複合材料の伸長方向に沿って10cm、それと直交する方向に沿って2.5cmの長さをもつ長方形の試験片を10枚採取して、伸長方向に沿った切断面に観察できる波状の構造の凸部の数C(個)を測定した。ギャザーピッチは以下の式(2)に従って計算し、試験片10枚の平均値を求めた。
ギャザーピッチ(mm)=100/C (2)
伸長方向に沿って10cm、それと直交する方向に沿って2.5cmの長さをもつ長方形の試験片を10枚採取し、カトーテック社製圧縮試験装置(KES−G5)を用いて、下記条件で圧縮試験を実施し、圧縮仕事量と圧縮荷重下の厚み変化を測定し、試験片10枚の平均値を求めた。
・測定条件
硬度50のエラスティック部材の上に試験片を設置し、加圧面積2cm2の金属板にて、圧縮速度は0.067mm/secで圧縮試験を実施した。圧縮荷重下の厚み変化は、以下の式にて求めた。
圧縮荷重下の厚み変化=T0−Tm 式中、T0:圧縮荷重=10gf/cm2の厚み、Tm:圧縮荷重=0.5gf/cm2の厚み
伸長方向に沿って10cm、それと直交する方向に沿って2.5cmの長さをもつ長方形の試験片を10枚採取し、カトーテック社製摩擦試験装置(KES−SE)を用いて、伸長方向の摩擦試験を実施し、試験片10枚の平均値を求めた。
不織布サンプルから、幅10cm、長さ30cmの試験片を任意に10枚採取し、平らな台の上に置き、試験片の中央部に長手方向に直行するようにステンレス製の定規をのせる。定規は幅2.5cm、測定目盛30cmのものが好ましい。次いで、試験片の一方の端を持ち上げてステンレス製の定規を境にした反対側の試験片の上の織目をつけず、ループを形成させた状態でゆっくりと重ねる。次に、ステンレス製の定規を折り重ねて生じたループの方向へ、長手方向に直交した状態でゆっくりとスライドさせ、試料の反発力でループが伸びて折り重ねがなくなったときの状態を終点とし、試験片の端と定規間の距離(L)をスケールで読む。表裏タテ方向、ヨコ方向のn=10の平均値で表す。短いものほど柔軟であることを示す。
伸縮複合材料を伸長方向に沿って伸びきった状態まで伸長させ、その状態で固定する。ポリウレタン弾性繊維伸長方向に沿って25cm幅となるようポリウレタン弾性繊維に切り込みを入れる。切り込みを入れた伸縮複合材料を固定した状態で40℃恒温槽へ入れ、2時間静置する。2時間後、ポリウレタン弾性繊維の端部に印をつけ、切り込みを入れた箇所からポリウレタン弾性繊維端部までの距離を測定し、クリープ性能とした。切り込みを入れた箇所からポリウレタン弾性繊維端部までの距離が短いほどクリープ性能が良いことを示す。
(1)不織布
メルトフローレート(MFR)が60g/10分(JIS−K7210に準じ、温度230℃、荷重2.16kgで測定)のポリプロピレン樹脂をスパンボンド法により、ノズル径0.4mm、単孔吐出量0.56g/分・Hole、紡糸温度255℃で、フィラメント群を移動捕集面に向けて押し出し、長繊維ウェブを得た(紡糸速度5000m/分、平均単糸繊度1.1dtex)。
次いで、得られたウェブを、温度138℃、線圧35kgf/cmでフラットロールとエンボスロール(パターン仕様:直径0.425mm円形、千鳥配列、横ピッチ2.1mm、縦ピッチ1.1mm、圧着率6.3%)で繊維同士を熱接着し、目付17g/m2の長繊維不織布を得た。
得られた長繊維不織布は一旦紙管に巻き取った後、幅300mmとなるようにスリット加工し、不織布巻取体を2つ作製した。
数平均分子量2,000のポリオキシテトラメチレングリコール2,000重量部と、4,4’−ジフェニルメタンジイソシアネート388重量部を乾燥窒素雰囲気下、60℃で3時間攪拌することで反応させて、末端がイソシアネートであるウレタンプレポリマーを得た。これを室温まで冷却した後、N,N−ジメチルアセトアミド2919重量部を追加して室温で攪拌することにより、均一なプレポリマー溶液とした。
鎖延長剤としてのエチレンジアミン30.64重量部、末端停止剤としてのジエチルアミン5.87重量部、N,N−ジメチルアセトアミド2,739重量部に溶解した溶液を、上記プレポリマー溶液に高速攪拌下で一気に加え、さらに室温下で1時間反応させ、30℃で3,500ポイズのポリウレタン溶液を得た。
このポリウレタン溶液に、添加剤としてp−クレゾールとジシクロペンタジエンとイソブチレンの縮合物をポリウレタンポリマー固形分に対して1重量%、2−[2−ヒドロキシ−3,5−ビス(α,α−ジメチルベンジル)フェニル]−2H−ベンゾトリアゾールをポリウレタンポリマー固形分に対して0.2重量%、ハイドロタルサイトをポリウレタンポリマー固形分に対して0.3重量%添加して、均一な溶液とした。添加剤を加えたポリウレタン溶液は室温減圧下で脱泡し、3,000ポイズの紡糸原液を得た。
このようにして得られたポリウレタン弾性繊維のボビン150個を送り出し、ローラー状に並べて同じ速度で解舒し、150本のポリウレタン弾性糸が幅175mmに均等に平行配列するポリウレタン弾性糸ビーム巻取体を作製した。このとき、ポリウレタン弾性糸の解舒糸速度は100m/分とし、ポリウレタン弾性糸ビーム巻取体の巻取糸速度は200m/分とすることで、ポリウレタン弾性糸を伸長率2.0倍で巻き取った。
ポリウレタン弾性繊維ビーム巻取体から、糸速度が66.7m/分となるように150本のポリウレタン弾性繊維を解舒して供給した。二つの不織布巻取体から、不織布の線速度が100m/分となるように解舒して供給した。供給した二つの不織布の間に、2mm間隔に平行に配列するように糸分けガイドで分繊したポリウレタン弾性繊維が供給されるよう配置し、該ポリウレタン弾性繊維を二つの不織布の間に挟みこむ前に、カーテンスプレー法でゴム系ホットメルト接着剤をポリウレタン弾性繊維と一方の不織布へ5g/m2の塗布量で繊維状に塗布した後、該ポリウレタン弾性繊維と不織布を他方の不織布で挟み込むようにして、周速度100m/分の中間ローラーを通過させ、次いで線圧5kgf/cm、周速度100m/分のニップロール間を通過させることにより不織布とポリウレタン弾性繊維を接合した。ポリウレタン弾性繊維が接合された不織布は、100m/分で紙管に巻き取った。ポリウレタン弾性繊維が接合された不織布は、100m/分で紙管に巻き取った。
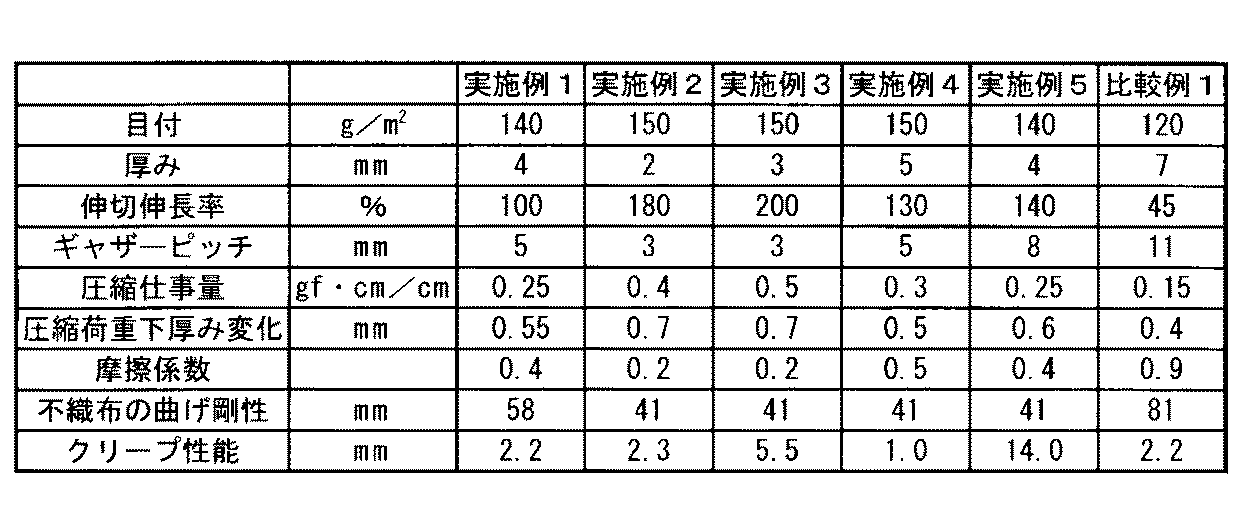
ポリウレタン弾性繊維が接合された不織布を紙管から解舒したところ、3.0倍に伸長されたポリウレタン弾性繊維の収縮応力により、不織布に微細なギャザー様構造が発現し、一方向に伸縮する伸縮材料が得られた。伸縮材料を温度20℃、湿度65%RHの室内に48時間静置し、目付、厚み、伸び切り伸長率、圧縮仕事量、圧縮荷重下の厚み変化、不織布の曲げ剛性、摩擦係数を測定し、以下の表1に示す結果を得た。さらにクリープ性能評価結果も表1に示す。
(1)不織布
MFRが33g/10分のポリプロピレン樹脂に融点が86〜90℃(平均融点88℃)のオクタデカン酸のグリセリド(水添動植物油脂)を純分1.25重量%となる様に混合し、更に融点が104℃でMFRが18g/10分の低融点ポリプロピレン樹脂であるポリプロピレン系エラストマーを20重量%となるように混合し、スパンボンド法により、紡口径0.35mm、単孔吐出量0.56g/分、紡糸温度255℃で、フィラメント群を移動捕集面に向けて押し出し、長繊維ウェブを得た(紡糸速度5,000m/分、平均単糸繊度1.1dtex)。
次いで、得られたウェブを、温度138℃、線圧35kgf/cmでフラットロールとエンボスロール(パターン仕様:直径0.425mm円形、千鳥配列、横ピッチ2.1mm、縦ピッチ1.1mm、圧着率6.3%)で繊維同士を熱接着し、目付17g/m2の長繊維不織布を得た。
得られた長繊維不織布は一旦紙管に巻き取った後、幅300mmとなるようにスリット加工し、不織布巻取体を2つ作製した。
不織布を、実施例2の(1)の不織布とした以外は、実施例1と同様にして伸縮複合部材を作製した。実施例1と同様に測定結果とクリープ性能評価結果を以下の表1に示す。
実施例1の不織布の平均単糸繊度を3.1dtexとした以外は実施例1と同様にして伸縮複合材料を作製し、実施例1と同様の測定と、クリープ性能評価を行った。結果を以下の表1に示す。
ゴム系ホットメルト接着剤の塗布量を3g/m2とした以外は実施例1と同様にして伸縮複合材料を作製し、実施例1と同様の測定と、クリープ性能評価を行った。結果を以下の表1に示す。
ゴム系ホットメルト接着剤の塗布量を10g/m2とした以外は実施例1と同様にして伸縮複合材料を作製し、実施例1と同様の測定と、クリープ性能評価を行った。結果を以下の表1に示す。
ポリウレタン弾性繊維ビーム巻取体から、糸速度が66.7m/分となるように150本のポリウレタン弾性繊維を解舒して供給した。二つの不織布巻取体から、不織布の線速度が100m/分となるように解舒して供給した。供給した二つの不織布の間に、2mm間隔に平行に配列するように糸分けガイドで分繊したポリウレタン弾性繊維が供給されるよう配置し、該ポリウレタン弾性繊維を二つの不織布の間に挟みこむ前に、スロットコーター塗工でゴム系ホットメルト接着剤を不織布へ5g/m2の塗布量で塗布した後、該不織布をポリウレタン弾性繊維と他方の不織布で挟み込むようにして、周速度100m/分の中間ローラーを通過させ、次いで線圧5kgf/cm、周速度100m/分のニップロール間を通過させることにより不織布とポリウレタン弾性繊維を接合した。ポリウレタン弾性繊維が接合された不織布は、100m/分で紙管に巻き取った。ポリウレタン弾性繊維が接合された不織布は、100m/分で紙管に巻き取った。
得られた伸縮複合材料は実施例1と同様の測定と、クリープ性能評価を行った。結果を以下の表1に示す。
Claims (2)
- 一対の不織布間に複数本のポリウレタン弾性繊維が配置され、前記ポリウレタン弾性繊維が、伸長された状態でホットメルト接着剤によって前記不織布と接合されており、伸長方向と垂直に形成されたギャザー様凹凸構造を有する少なくとも一方向に伸縮する伸縮複合材料であって、
前記伸縮複合材料の目付が50g/m2以上200g/m2以下、厚みが0.5mm以上5mm以下、かつ、伸び切り伸長率が50%以上300%以下であり、
圧縮試験装置を用い、硬度50のエラスティック部材の上に試験片を設置し、加圧面積2cm 2 の金属板にて、圧縮速度0.067mm/secで圧縮試験を実施した際の厚み方向の圧縮仕事量が0.25gf・cm/cm以上0.5gf・cm/cm以下、かつ、
前記圧縮試験において、以下の式:
圧縮荷重下の厚み変化=T 0 −T m
(式中、T 0 :圧縮荷重10gf/cm 2 のときの厚み、T m :圧縮荷重0.5gf/cm 2 のときの厚み)
で計算される圧縮荷重下での厚み変化が0.5mm以上0.7mm以下であり、
前記ギャザー様凹凸構造のピッチが0.5mm以上5mm以下であり、
前記ホットメルト接着剤の塗布量が3g/m2以上10g/m2以下であり、
前記不織布の曲げ剛性が80mm以下、平均単糸繊度が2.0dtex以下である
ことを特徴とする前記伸縮複合材料。 - 伸長方向に摩擦した時の摩擦係数が0.1以上0.8以下である、請求項1に記載の伸縮複合材料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015114015A JP6751284B2 (ja) | 2014-06-09 | 2015-06-04 | 肌触りの良い伸縮複合材料 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014118584 | 2014-06-09 | ||
| JP2014118584 | 2014-06-09 | ||
| JP2015114015A JP6751284B2 (ja) | 2014-06-09 | 2015-06-04 | 肌触りの良い伸縮複合材料 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016013687A JP2016013687A (ja) | 2016-01-28 |
| JP6751284B2 true JP6751284B2 (ja) | 2020-09-02 |
Family
ID=55230286
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015114015A Active JP6751284B2 (ja) | 2014-06-09 | 2015-06-04 | 肌触りの良い伸縮複合材料 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6751284B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4458336A4 (en) * | 2021-12-27 | 2025-04-23 | Asahi Kasei Kabushiki Kaisha | Gather member and hygiene product including same |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016016536A (ja) * | 2014-07-04 | 2016-02-01 | 旭化成せんい株式会社 | フィット性の良い伸縮材料 |
| JP6782155B2 (ja) * | 2016-12-15 | 2020-11-11 | 花王株式会社 | 複合伸縮部材の製造方法 |
| EP3558189B1 (en) | 2016-12-20 | 2021-06-23 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands provided with a spin finish |
| US11925537B2 (en) | 2017-09-01 | 2024-03-12 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11147718B2 (en) | 2017-09-01 | 2021-10-19 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11129753B2 (en) | 2017-09-01 | 2021-09-28 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| JP7025172B2 (ja) | 2017-10-12 | 2022-02-24 | ユニ・チャーム株式会社 | 吸収性物品用伸縮性シート及びそれを使用した吸収性物品 |
| US11547613B2 (en) | 2017-12-05 | 2023-01-10 | The Procter & Gamble Company | Stretch laminate with beamed elastics and formed nonwoven layer |
| US10765565B2 (en) | 2018-01-25 | 2020-09-08 | The Procter & Gamble Company | Method for manufacturing topsheets for absorbent articles |
| MX2020008640A (es) * | 2018-02-23 | 2020-12-10 | The Lycra Company Uk Ltd | Material no tejido o tela elastizada con una multiplicidad de hilos de fibra en una proximidad cercana. |
| CN115737288A (zh) | 2018-06-19 | 2023-03-07 | 宝洁公司 | 具有功能成形的顶片的吸收制品及制造方法 |
| US12053357B2 (en) | 2019-06-19 | 2024-08-06 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| US11819393B2 (en) | 2019-06-19 | 2023-11-21 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| JP2023516476A (ja) | 2020-03-13 | 2023-04-19 | ザ プロクター アンド ギャンブル カンパニー | ビーム式エラストマー積層体の性能及びゾーン |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2613303B2 (ja) * | 1990-03-14 | 1997-05-28 | ユニ・チャーム株式会社 | 伸縮性の衛生用品表面シートの製造方法 |
| JP5052428B2 (ja) * | 2008-06-27 | 2012-10-17 | 花王株式会社 | 伸縮シート |
| JP5948537B2 (ja) * | 2010-08-30 | 2016-07-06 | 旭化成株式会社 | 柔軟性のある長繊維不織布 |
| JP6043054B2 (ja) * | 2011-08-26 | 2016-12-14 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| JP5836880B2 (ja) * | 2012-05-09 | 2015-12-24 | ユニ・チャーム株式会社 | 複合伸縮性材料 |
-
2015
- 2015-06-04 JP JP2015114015A patent/JP6751284B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4458336A4 (en) * | 2021-12-27 | 2025-04-23 | Asahi Kasei Kabushiki Kaisha | Gather member and hygiene product including same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016013687A (ja) | 2016-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6751284B2 (ja) | 肌触りの良い伸縮複合材料 | |
| JP6026742B2 (ja) | 使い捨て衛生用製品および衣料品の構成材に有用な、弾性の複合構造物の製造方法 | |
| JP2016016536A (ja) | フィット性の良い伸縮材料 | |
| JP6873931B2 (ja) | 柔軟な不織布ウェブを備える物品 | |
| RU2629522C2 (ru) | Изделие(я) с мягким нетканым полотном | |
| EP1983082B1 (en) | Spunbonded nonwoven fabric | |
| RU2609878C2 (ru) | Изделие(я) с мягким нетканым полотном | |
| BRPI0406571B1 (pt) | Pano elástico não tecido ligado por fiação e método de produção do mesmo | |
| WO2018084145A1 (ja) | 複合積層体 | |
| JP2019081304A (ja) | 複合積層体 | |
| TWI822865B (zh) | 紡黏不織布 | |
| JP7143109B2 (ja) | 複合積層体および紙おむつ | |
| JP5853065B1 (ja) | ギャザー部材 | |
| KR20220156065A (ko) | 탄성화된 부직 라미네이트 | |
| JPH02264057A (ja) | 不織布およびその製造方法 | |
| JP7345055B2 (ja) | 積層シート、衛生材料、医療材料および積層シートの製造方法 | |
| JP4449011B2 (ja) | サニタリー用品 | |
| TWI794412B (zh) | 以緊密相鄰之多重纖維束彈性化之非織物或織物、其製造方法及纖維製品 | |
| JP2009530506A (ja) | 医療品用の弾性不織シート | |
| JP2025100806A (ja) | ギャザー及びそれを含む衛生材料 | |
| CN109562000B (zh) | 防止体液渗漏的防护服装 | |
| JPH02242959A (ja) | 不織布製繃帯およびその製造方法 | |
| JP2002129428A (ja) | 衛材製品用弾性糸 | |
| HK1161144B (en) | An article and a process for making an elastic composite structure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AA64 | Notification of invalidation of claim of internal priority (with term) |
Free format text: JAPANESE INTERMEDIATE CODE: A241764 Effective date: 20150630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150717 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20160404 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190806 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191002 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200428 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200804 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200814 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6751284 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |