JP6648836B2 - Ctod試験片の作製方法および塑性歪調整用治具 - Google Patents
Ctod試験片の作製方法および塑性歪調整用治具 Download PDFInfo
- Publication number
- JP6648836B2 JP6648836B2 JP2018550153A JP2018550153A JP6648836B2 JP 6648836 B2 JP6648836 B2 JP 6648836B2 JP 2018550153 A JP2018550153 A JP 2018550153A JP 2018550153 A JP2018550153 A JP 2018550153A JP 6648836 B2 JP6648836 B2 JP 6648836B2
- Authority
- JP
- Japan
- Prior art keywords
- conductive member
- test piece
- notch
- conductive
- producing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000012360 testing method Methods 0.000 title claims description 92
- 238000004519 manufacturing process Methods 0.000 title claims description 23
- 238000005452 bending Methods 0.000 claims description 51
- 239000000463 material Substances 0.000 claims description 29
- 238000003466 welding Methods 0.000 claims description 10
- 229910000831 Steel Inorganic materials 0.000 claims description 9
- 239000010959 steel Substances 0.000 claims description 9
- 238000010998 test method Methods 0.000 claims description 5
- 238000005520 cutting process Methods 0.000 claims description 4
- 239000004020 conductor Substances 0.000 claims description 3
- 238000000034 method Methods 0.000 description 28
- 238000013001 point bending Methods 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 238000003672 processing method Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000036316 preload Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images








Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N3/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N3/62—Manufacturing, calibrating, or repairing devices used in investigations covered by the preceding subgroups
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N3/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N3/32—Investigating strength properties of solid materials by application of mechanical stress by applying repeated or pulsating forces
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N3/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N3/02—Details
- G01N3/04—Chucks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/002—Resistance welding; Severing by resistance heating specially adapted for particular articles or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/02—Pressure butt welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/36—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K28/00—Welding or cutting not covered by any of the preceding groups, e.g. electrolytic welding
- B23K28/02—Combined welding or cutting procedures or apparatus
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N1/00—Sampling; Preparing specimens for investigation
- G01N1/28—Preparing specimens for investigation including physical details of (bio-)chemical methods covered elsewhere, e.g. G01N33/50, C12Q
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N3/00—Investigating strength properties of solid materials by application of mechanical stress
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N3/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N3/02—Details
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N3/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N3/02—Details
- G01N3/06—Special adaptations of indicating or recording means
- G01N3/066—Special adaptations of indicating or recording means with electrical indicating or recording means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/12—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to investigating the properties, e.g. the weldability, of materials
- B23K31/125—Weld quality monitoring
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2203/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N2203/0014—Type of force applied
- G01N2203/0016—Tensile or compressive
- G01N2203/0019—Compressive
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2203/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N2203/02—Details not specific for a particular testing method
- G01N2203/026—Specifications of the specimen
- G01N2203/0262—Shape of the specimen
- G01N2203/027—Specimens with holes or notches
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2203/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N2203/02—Details not specific for a particular testing method
- G01N2203/026—Specifications of the specimen
- G01N2203/0296—Welds
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2203/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N2203/02—Details not specific for a particular testing method
- G01N2203/04—Chucks, fixtures, jaws, holders or anvils
Landscapes
- Engineering & Computer Science (AREA)
- General Health & Medical Sciences (AREA)
- Immunology (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Pathology (AREA)
- Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Quality & Reliability (AREA)
- Investigating Strength Of Materials By Application Of Mechanical Stress (AREA)
Description
本発明は、CTOD試験片の作製方法および塑性歪調整用治具に関する。
船舶、海洋構造物および液化ガス貯蔵タンク等(以下、船舶等と略記する。)では、一般に複数の溶接継手が用いられている。このため、船舶等を設計する際には、破壊力学的な観点から、溶接継手の信頼性を十分に検討する必要がある。
溶接部の信頼性を評価するために、亀裂先端開口変位(CTOD(Crack Tip Opening Displacement))試験が利用されている(非特許文献1参照)。CTOD試験によって溶接継手の信頼性を評価する場合には、一般に、試験片の溶接部に切欠き部および疲労予亀裂が形成される。そして、切欠き部および疲労予亀裂が形成された試験片に対して3点曲げ試験を行い、限界CTODを求める。限界CTODとは、3点曲げ試験において、荷重の増加を伴わないで不安定破壊を開始する限界の亀裂先端開口変位を意味する。
ところで、試験片の溶接部には溶接残留応力(以下、単に残留応力ともいう。)が生じているので、適切な疲労予亀裂を形成することが難しい場合がある。具体的には、直線状の疲労予亀裂を形成できない場合がある。そこで、従来、試験片に生じている残留応力を除去するための方法が提案されている。
たとえば、特許文献1には、溶接残留応力を除去する処理方法の一つとして、プラテン(local compression)処理が記載されている。
一方、特許文献2には、溶接残留応力を除去する処理方法の一つとして、切欠き部が閉口する方向に圧縮予荷重を付与、除荷する、逆曲げ処理が記載されている。
「日本溶接協会規格 WES1108 き裂先端開口変位(CTOD)試験方法」,社団法人日本溶接協会,1995年
図1は、CTOD試験で使用する3点曲げ試験片の一例を示す側面図である。
図1を参照して、3点曲げ試験片1(以下、試験片1と略記する。)は、略直方体形状を有する。試験片1は、母材1a、母材1bおよび溶接部(溶接金属)1cを有する継手試験片である。試験片1は、溶接部1cが試験片1の長手方向における略中央部に位置するように、継手鋼材(図示せず)から採取される。試験片1の長手方向における中央部かつ下面側には、切欠き部2が形成されている。より具体的には、切欠き部2は、溶接部1cに形成されている。切欠き部2は、V字状の先端部2aを有する。切欠き部2の先端2bは、たとえば、所定の曲率を有する略半円形状に形成される。切欠き部2の先端2bから上方(試験片1の幅方向)に延びるように疲労予亀裂3が形成されている。疲労予亀裂3は、切欠き部2の先端2bの近傍の残留応力を除去した後に形成される。なお、詳細な説明は省略するが、試験片1の寸法は、たとえば、上記非特許文献1に記載された標準三点曲げ試験片の寸法と同様に規定される。
図1を参照して、3点曲げ試験片1(以下、試験片1と略記する。)は、略直方体形状を有する。試験片1は、母材1a、母材1bおよび溶接部(溶接金属)1cを有する継手試験片である。試験片1は、溶接部1cが試験片1の長手方向における略中央部に位置するように、継手鋼材(図示せず)から採取される。試験片1の長手方向における中央部かつ下面側には、切欠き部2が形成されている。より具体的には、切欠き部2は、溶接部1cに形成されている。切欠き部2は、V字状の先端部2aを有する。切欠き部2の先端2bは、たとえば、所定の曲率を有する略半円形状に形成される。切欠き部2の先端2bから上方(試験片1の幅方向)に延びるように疲労予亀裂3が形成されている。疲労予亀裂3は、切欠き部2の先端2bの近傍の残留応力を除去した後に形成される。なお、詳細な説明は省略するが、試験片1の寸法は、たとえば、上記非特許文献1に記載された標準三点曲げ試験片の寸法と同様に規定される。
CTOD試験を行う際には、切欠き部2にクリップゲージ(図示せず)を取り付ける。そして、試験片1の下面の両端部を支持部材4a,4bで支持した状態で、試験片1の上面の中央部を下方に向かって押し込むことによって、試験片1の3点曲げを行う。さらに、クリップゲージを用いて測定した切欠き部2の開口変位に基づいて、限界CTODの値を求める。なお、図1においては、試験片1の幅Wおよび試験片1の長手方向における支持部材4a,4bの距離Sが示されている。
特許文献1および2に記載の処理方法では、試験片のうち疲労予亀裂が形成される部分に予め圧縮方向の荷重が与えられる。これにより、疲労予亀裂が形成される部分に塑性歪が与えられ、残留応力を除去することができる。
しかしながら、プラテン処理では、試験片の板厚は、評価対象となる溶接継手の実際の板厚となる。さらに、試験片に加える荷重および該荷重を加えるためのポンチの直径は、試験片の強度および板厚に従って大きくなる。したがって、たとえば、極厚かつ高強度の鋼板からなる溶接継手の評価を行う場合には、荷重およびポンチの直径を大きくしなければならない。この場合、高容量の試験装置が必要になり、信頼性評価のための試験コストが増加する。
一方、逆曲げ処理は、切欠き部を形成した後の試験片を、CTOD試験における試験片の曲げ(以下、順曲げともいう。)方向とは逆方向に3点曲げして、切欠き部の先端の近傍部分に圧縮塑性歪(以下、単に塑性歪という。)を与えるものである。そして、逆曲げ処理によって残留応力を除去する際に必要となる荷重は、CTOD試験を行う際の荷重と同程度である。このため、高強度の試験片の残留応力を除去する場合であっても、プラテン処理に比べて大きな荷重を加える必要が無いので、残留応力を除去するために高容量の試験装置を用いなくてもよい。このため、逆曲げ処理を利用した場合には、プラテン処理を利用した場合に比べて、試験コストの低減も可能になる。
ここで、逆曲げ時の塑性歪量が変動すると、限界CTODの値も変動するため、塑性歪量の制御は逆曲げ処理を利用したCTOD試験の測定精度を高めるうえで特に重要である。塑性歪量の制御方法としては、例えば、切欠き部に所定厚さのゲージ板を挟み、その状態で、ゲージ板が切欠き部内壁の間で摺動できなくなるまで逆曲げを行う方法、切欠き部に所定厚さのゲージ板を挟んだ状態で逆曲げを行い、荷重計によって検出される逆曲げ荷重をモニターする方法などが考えられる。しかし、いずれも制御精度が低く、所定の塑性歪量となるように逆曲げを精度よく行うことは困難である。
具体的には、上記の2つの方法のうち、1つ目の方法では、ゲージ板が摺動できるかどうかの判断は、作業者の感覚に委ねられる。このため、所定の塑性歪量となるように逆曲げを精度よく行うことは困難である。
一方、2つ目の方法では、ゲージ板と切欠き部内壁とが接触することによって逆曲げ荷重が増加する時点を正確に検出することができれば、所定の逆曲げ量で逆曲げ処理を停止することができると考えられる。しかしながら、ゲージ板と切欠き部内壁とが接触した瞬間における逆曲げ荷重の増加量(ゲージ板と切欠き部内壁とが接触する直前の逆曲げ荷重と接触直後の逆曲げ荷重の変化量)は、ゲージ板と切欠き部内壁とが接触する前の逆曲げ荷重の大きさに比べてかなり小さい。このため、作業者が荷重計の検出値を見て、ゲージ板と切欠き部内壁とが接触したことによって生じる荷重の増加と、荷重のバラツキ(ノイズ等による荷重計の検出値のバラツキ)とを区別することは困難である。それゆえ、ゲージ板と切欠き部内壁とが接触した時点を正確に検出することは困難である。したがって、荷重の変化(荷重計の検出値の変化)から所定の塑性歪量となるように逆曲げを精度よく行うことは困難である。
また、これらの方法では、作業者は、切欠き部にゲージ板を挟みながら逆曲げ処理を進行し、所定の逆曲げ量に達したかどうかを判断しなければならない。そのため、その作業が極めて煩雑である。
本発明は、従来技術の問題を解決するためになされたものであり、CTOD試験方法に供する溶接継手の試験片(以下、「CTOD試験片」という)を高精度かつ低コストで作製する方法およびCTOD試験片の塑性歪調整用治具を提供することを目的とする。
本発明者らは、上述の問題を解決するために、高精度かつ低コストでCTOD試験片を作製するべく、種々の検討を行い、本発明を完成させた。
本発明は、下記のCTOD試験片の作製方法および塑性歪調整用治具を要旨とする。
〔1〕第一母材、溶接部および第二母材を有する継手鋼材からCTOD試験方法に供する試験片を作製する方法であって、
(1)前記継手鋼材を切削して、前記第一母材、前記溶接部および前記第二母材が長手方向に並ぶように配置された直方体の部材を得る工程、
(2)前記部材の前記長手方向の中央部に、前記溶接部の一部を切削して、スリット状の切欠き部を設ける工程、
(3)前記長手方向における前記切欠き部の一方側の縁部を含む前記部材の表面の上方に第一導電性部材を配置し、前記長手方向における前記切欠き部の他方側の縁部を含む前記部材の表面の上方に第二導電性部材を配置し、前記長手方向における前記第一導電性部材と前記第二導電性部材との間隔が所定の間隔となるように前記第一導電性部材および第二導電性部材を前記部材に絶縁した状態で固定する工程、
(4)前記第一導電性部材および前記第二導電性部材をそれぞれ外部電源に電気的に接続する工程、
(5)前記部材に前記切欠き部が閉じる方向に曲げ荷重を与える工程、
(6)前記第一導電性部材および前記第二導電性部材の接触が電気的に確認された時点で前記荷重を除荷する工程、および、
(7)前記切欠き部の先端に疲労予亀裂を形成する工程、
を備える、CTOD試験片の作製方法。
(1)前記継手鋼材を切削して、前記第一母材、前記溶接部および前記第二母材が長手方向に並ぶように配置された直方体の部材を得る工程、
(2)前記部材の前記長手方向の中央部に、前記溶接部の一部を切削して、スリット状の切欠き部を設ける工程、
(3)前記長手方向における前記切欠き部の一方側の縁部を含む前記部材の表面の上方に第一導電性部材を配置し、前記長手方向における前記切欠き部の他方側の縁部を含む前記部材の表面の上方に第二導電性部材を配置し、前記長手方向における前記第一導電性部材と前記第二導電性部材との間隔が所定の間隔となるように前記第一導電性部材および第二導電性部材を前記部材に絶縁した状態で固定する工程、
(4)前記第一導電性部材および前記第二導電性部材をそれぞれ外部電源に電気的に接続する工程、
(5)前記部材に前記切欠き部が閉じる方向に曲げ荷重を与える工程、
(6)前記第一導電性部材および前記第二導電性部材の接触が電気的に確認された時点で前記荷重を除荷する工程、および、
(7)前記切欠き部の先端に疲労予亀裂を形成する工程、
を備える、CTOD試験片の作製方法。
〔2〕 前記(3)の工程において、
前記部材との間に絶縁シートを介在させた状態で、前記第一導電性部材および前記第二導電性部材を前記部材に固定する、
上記〔1〕のCTOD試験片の作製方法。
前記部材との間に絶縁シートを介在させた状態で、前記第一導電性部材および前記第二導電性部材を前記部材に固定する、
上記〔1〕のCTOD試験片の作製方法。
〔3〕 前記(3)および(4)の工程において、
前記絶縁シートと、前記第一導電性部材および前記第二導電性部材とに、外部電極に電気的に接続された導電ケーブルを接触させた状態で、前記第一導電性部材および前記第二導電性部材を前記部材に固定する、
上記〔2〕のCTOD試験片の作製方法。
前記絶縁シートと、前記第一導電性部材および前記第二導電性部材とに、外部電極に電気的に接続された導電ケーブルを接触させた状態で、前記第一導電性部材および前記第二導電性部材を前記部材に固定する、
上記〔2〕のCTOD試験片の作製方法。
〔4〕 前記(3)の工程において、
絶縁ねじによって、前記第一導電性部材および前記第二導電性部材を前記部材に固定する、
上記〔2〕または〔3〕のCTOD試験片の作製方法。
絶縁ねじによって、前記第一導電性部材および前記第二導電性部材を前記部材に固定する、
上記〔2〕または〔3〕のCTOD試験片の作製方法。
〔5〕 前記(3)の工程において、
前記部材に形成されたナイフエッジ固定用ねじのねじ穴を前記絶縁ねじのねじ穴として用いる、
上記〔4〕のCTOD試験片の作製方法。
前記部材に形成されたナイフエッジ固定用ねじのねじ穴を前記絶縁ねじのねじ穴として用いる、
上記〔4〕のCTOD試験片の作製方法。
〔6〕 切欠き部を有する直方体の部材に疲労予亀裂を形成してCTOD試験片を作製するに際し、前記疲労予亀裂の形成前に、前記部材に対して前記切欠き部が閉じる方向に曲げ荷重を与え、その後、その曲げ荷重を除荷することにより溶接残留応力を除去する工程において、前記部材に取り付けられ用いられる、塑性歪調整用治具であって、
導電性材料からなる一対の本体部と、
前記一対の本体部を外部電極に電気的に接続するための導電ケーブルとを備え、
前記一対の本体部はそれぞれ、その中央部に、前記本体部を前記部材に固定するためのねじが挿通される貫通孔を有する、
塑性歪調整用治具。
導電性材料からなる一対の本体部と、
前記一対の本体部を外部電極に電気的に接続するための導電ケーブルとを備え、
前記一対の本体部はそれぞれ、その中央部に、前記本体部を前記部材に固定するためのねじが挿通される貫通孔を有する、
塑性歪調整用治具。
本発明によれば、溶接継手のCTOD試験片を高精度かつ低コストで作製することができる。
1.CTOD試験片の作製方法
本実施形態に係るCTOD試験片の作製方法は、第一母材、溶接部および第二母材を有する継手鋼材からCTOD試験方法に供する試験片を作製する方法である。
本実施形態に係るCTOD試験片の作製方法は、第一母材、溶接部および第二母材を有する継手鋼材からCTOD試験方法に供する試験片を作製する方法である。
図2に示すように、本実施形態に係るCTOD試験片の作製方法においては、まず継手鋼材(溶接継手)を切削して、第一母材1a、溶接部1cおよび第二母材1bが長手方向に並ぶように配置された直方体の部材10を得る。この部材10の外形形状(厚さ、幅、および長さ)は、そのままCTOD試験片の外形形状となる。CTOD試験片の外形形状は、目的に応じて適宜設定すればよいが、典型的には、厚さ(図の奥行方向)B=25mm、幅(図の上下方向)W=50mm(=2B)、長さ(図の左右方向)L=240mm(≧9B)である。なお、本実施形態においては、部材10の幅方向(幅Wの矢印が示す方向)を上下方向とする。より具体的には、部材10の中心を基準として、後述する切欠き部20c(図3参照)が形成される側を上方とし、その反対側を下方とする。また、部材10において、上下方向に直交する2つの側面20,21のうち、後述する切欠き部20cが形成される側面20を上面とし、他方の側面21を下面とする。以下においては、側面20を上面20と記載する。
次に、図3に示すように、部材10の前記長手方向の中央部に、溶接部1cの少なくとも一部を切削して、スリット状の切欠き部20cを設ける。図3に示す例では、溶融線(Fusion Line)を含む位置に切欠き部20cを設けているが、目的に応じて、溶接部1cの前記長手方向における中央部、または溶接HAZ(Heat Affected Zone)を含む位置に切欠き部20cを設けてもよい。なお、図3に示す例では、部材10の上面20は、切欠き部20cによって2つの表面20a,20bに分割されている。表面20aは、切欠き部20cの前記長手方向における一方側の縁部を含み、表面20bは、切欠き部20cの前記長手方向における他方側の縁部を含む。
そして、図4および図5に示すように、切欠き部20cを設けた部材10において、表面20aの上方に第一導電性部材50aを配置し、表面20bの上方に第二導電性部材50bを配置し、第一導電性部材50aおよび第二導電性部材50bを部材10に固定する。本実施形態では、部材10の長手方向における第一導電性部材50aと第二導電性部材50bとの隙間が所定の間隔に設定される。第一導電性部材50aと第二導電性部材50bとの隙間は、例えば、所定厚さのゲージ板を用いることで調整できる。また、第一導電性部材50aおよび第二導電性部材50bはそれぞれ、部材10とは電気的に絶縁された状態で部材10に固定される。このとき、第一導電性部材50aおよび第二導電性部材50bと部材10との絶縁は、例えば、第一導電性部材50aおよび第二導電性部材50bと部材10との間に絶縁材料を介在させることにより確保することができる。本実施形態では、第一導電性部材50aおよび第二導電性部材50bと部材10との間に絶縁シート60a,60bを介在させている。また、予め、第一導電性部材50aおよび第二導電性部材50bの裏面(部材10側を向く面)に絶縁材料を塗装し、絶縁膜を形成してもよい。
なお、本実施形態において、部材10の逆曲げ量を適切に検出するためには、第一導電性部材50aと第二導電性部材50bとの前記隙間を精度良く調整する必要がある。この点に関して、本実施形態では、所定の厚さの第一導電性部材50aおよび第二導電性部材50bを、逆曲げ処理を行う機器(3点曲げ試験機)から取り外された状態の部材10に取り付けることができる。この場合、作業者は、逆曲げ処理中の部材10に対してではなく、静止状態の部材10に対して作業ができるため、前記隙間を容易かつ精度よく調整することができる。
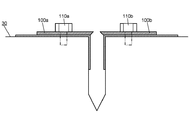
ここで、図6に示すように、CTOD試験を行う際には、例えば、CTOD試験片30上にナイフエッジ100a,100bがナイフエッジ固定用ねじ110a,110bによって固定され、さらに、クリップゲージ(図示省略)がナイフエッジ100a,100bに引っ掛けられる。この状態で、CTOD試験片30に曲げ荷重が与えられて切欠き部20cの開口が広げられていき、その時のナイフエッジ間隔の変化がクリップゲージで確認される。このため、図6に示すタイプのCTOD試験片には、ナイフエッジ固定用ねじ110a,110bのためのねじ穴が設けられる。よって、このねじ穴を、図4および図5に示すように、第一導電性部材50aおよび第二導電性部材50bを部材10に固定するためのボルト(絶縁ねじ)70a,70bのねじ穴として用いることができる。
なお、図4および図5に示す例では、第一導電性部材50aおよび第二導電性部材50bをボルト(絶縁ねじ)70a,70bを用いて、部材10に固定する例を示しているが、例えば、図7に示すように、接着剤90a,90bを用いて、第一導電性部材50aおよび第二導電性部材50bを部材10に固定してもよい。このとき、予め、所定の間隔を保った状態で、第一導電性部材50aおよび第二導電性部材50bの上面(図面の上側の面)をシート状物に貼り付けたものを用意しておくことにより、第一導電性部材50aおよび第二導電性部材50bの部材10への固定作業が容易になる。また、接着剤90a,90bとして絶縁性接着剤を用いれば、絶縁シート60a,60bを省略することができる。例えば、予めナイフエッジを切欠き部内に設けた試験片の場合には、図6に示すようなナイフエッジ固定用ねじ110a,110bのためのねじ穴が設けられない。このため、第一導電性部材50aおよび第二導電性部材50bをボルト(絶縁ねじ)70a,70bによって固定することを前提とすると、ボルト70a,70bのためのねじ穴を別途設ける必要がある。この点、接着剤90a,90bによって第一導電性部材50aおよび第二導電性部材50bを固定する構成であれば、ねじ穴を別途設ける必要がないため、低コストにCTOD試験片を作製することができる。
図4および図5に示すように、第一導電性部材50aおよび第二導電性部材50bは、それぞれ導電ケーブル80a,80bを介して外部電源に電気的に接続される。導電ケーブル80a,80bには、電流計が接続されており、第一導電性部材50aおよび第二導電性部材50bの通電状態(電流値)を常時検知する状態となっている。図4および図5に示す状態では、第一導電性部材50aおよび第二導電性部材50bが接触していないため、電流計によって検出される電流値はゼロである。
なお、導電ケーブル80a,80bは、例えば、第一導電性部材50aおよび第二導電性部材50bに半田などにより接続することが可能である。また、例えば、絶縁シート60a,60bと、第一導電性部材50aおよび第二導電性部材50bとの間に、外部電極に電気的に接続された導電ケーブル80a,80bを、絶縁シート60a,60bと、第一導電性部材50aおよび第二導電性部材50bとに接触するように挿入してもよい。この状態で、ボルト(絶縁ねじ)70a,70bを締め付け、導電ケーブル80a,80bを間に挟むようにして第一導電性部材50aおよび第二導電性部材50bを部材10に固定することによって、第一導電性部材50aおよび第二導電性部材50bと導電ケーブル80a,80bとの導通を確保してもよい。この方法によれば、半田付けの手間が省ける。
この状態で、図8に示すように、逆曲げ処理では、前記長手方向における部材10の中心部に対して、前記長手方向における部材10の両端部(すなわち、第一母材1aおよび第二母材1bそれぞれの端部)が上方向(図面の上方向)に移動するように、部材10に対して曲げ荷重を与える。言い換えると、部材10の切欠き部20cが閉じる方向(つまり、CTOD試験における試験片の曲げ方向とは逆の方向)に、部材10に対して曲げ荷重を与える。これにより、疲労予亀裂を形成する箇所(切欠き部20cの先端より下の部分)に圧縮の塑性歪を付与することができる。そして、切欠き部20cが閉じる方向に部材10が曲がるほど、第一導電性部材50aおよび第二導電性部材50bの間隔が狭くなる。第一導電性部材50aおよび第二導電性部材50bが接触すると、第一導電性部材50a、第二導電性部材50bおよび導電ケーブル80a,80bを含む回路が通電されるため、検知器(電流計)が電流を検知する。すなわち、本実施形態では、第一導電性部材50aと第二導電性部材50bとの間で電流が流れたことを、検知器によって検知することができる。したがって、作業者は、検知器による上記電流の検知に基づいて、第一導電性部材50aおよび第二導電性部材50bが接触したことを把握することが可能となる。このため、作業者は、第一導電性部材50aおよび第二導電性部材50bの接触が検知器によって電気的に確認された時点で、部材10に与えられている逆曲げ荷重を除荷すればよい。このように、本実施形態では、第一導電性部材50aと第二導電性部材50bとが接触したか否かの判断が、作業者の感覚に委ねられることはない。これにより、作業者は、所定の逆曲げ量(逆曲げ前の第一導電性部材50aおよび第二導電性部材50bの間隔に対応する曲げ量)が部材10に付与された時点を精度良く把握することができ、かつ適切なタイミングで逆曲げ処理を止めることができる。その結果、部材10に所定の塑性歪を付与し、溶接による残留応力を適切に除去することができる。
そして、図9に示すように、上記の逆曲げ処理を実施した後に、切欠き部20cの先端に、疲労予亀裂20dを形成して、CTOD試験片30を得る。このため、本実施形態に係るCTOD試験片の作製方法により得られたCTOD試験片は、溶接による残留応力が適切に除去されている。したがって、本実施形態に係る作製方法により得られたCTOD試験片を用いることによって、高精度なCTOD試験を行うことが可能となる。
2.塑性歪調整用治具
本実施形態に係るCTOD試験片の作製方法においては、切欠き部を有する直方体の部材に疲労予亀裂を形成してCTOD試験片を作製するに際し、前記疲労予亀裂の形成前に、前記部材に対して前記切欠き部が閉じる方向に曲げ荷重を与え、その後、その曲げ荷重を除荷することにより溶接残留応力を除去する工程が実施される。つまり、逆曲げ処理工程が実施される。この逆曲げ処理工程において、図4および図5に示す、塑性歪調整用治具200が用いられる。塑性歪調整用治具200は、導電性材料からなる本体部(第一導電性部材、第二導電性部材)50a,50bと、本体部50a,50bを外部電極に電気的に接続するための導電ケーブル80a,80bと、本体部50a,50bを部材10に固定するボルト(絶縁ねじ)70a,70bとを備える。本体部50a,50bの中央部には、ボルト(絶縁ねじ)70a,70bを挿通するための貫通孔51a,51bが形成されている。上記本体部50aは、部材10の切欠き部20cの前記一方側の縁部を含む表面20aの上方に配置された状態で部材10に固定され、本体部50bは、部材10の切欠き部20cの前記他方側の縁部を含む表面20bの上方に配置された状態で部材10に固定される。
本実施形態に係るCTOD試験片の作製方法においては、切欠き部を有する直方体の部材に疲労予亀裂を形成してCTOD試験片を作製するに際し、前記疲労予亀裂の形成前に、前記部材に対して前記切欠き部が閉じる方向に曲げ荷重を与え、その後、その曲げ荷重を除荷することにより溶接残留応力を除去する工程が実施される。つまり、逆曲げ処理工程が実施される。この逆曲げ処理工程において、図4および図5に示す、塑性歪調整用治具200が用いられる。塑性歪調整用治具200は、導電性材料からなる本体部(第一導電性部材、第二導電性部材)50a,50bと、本体部50a,50bを外部電極に電気的に接続するための導電ケーブル80a,80bと、本体部50a,50bを部材10に固定するボルト(絶縁ねじ)70a,70bとを備える。本体部50a,50bの中央部には、ボルト(絶縁ねじ)70a,70bを挿通するための貫通孔51a,51bが形成されている。上記本体部50aは、部材10の切欠き部20cの前記一方側の縁部を含む表面20aの上方に配置された状態で部材10に固定され、本体部50bは、部材10の切欠き部20cの前記他方側の縁部を含む表面20bの上方に配置された状態で部材10に固定される。
そして、図5に示すように、貫通孔51a,51bは、略矩形状を呈している。貫通孔51a,51bそれぞれの短辺の長さ(部材10の厚さ方向(図3において厚さBの矢印が示す方向)の長さ)は、ボルト(絶縁ねじ)70a,70bの頭部の外縁に内接する円の直径より小さく、ねじ部の外径より大きい。このような構成により、本体部50a,50bにおけるボルト(絶縁ねじ)70a,70bの固定位置を変更することができる。このため、第一導電性部材50aおよび第二導電性部材50bの間隔を容易に調整することができる。
本発明によれば、溶接継手のCTOD試験片を高精度かつ低コストで作製することができる。
1 試験片
1a 母材(第一母材)
1b 母材(第二母材)
1c 溶接部
2 切欠き部
2a 先端部
2b 先端
3 疲労予亀裂
4a,4b 支持部材
10 部材(直方体の部材)
20a 切欠き部の一方の縁部を含む部材の表面
20c 切欠き部
20b 切欠き部の他方の縁部を含む部材の表面
20d 疲労予亀裂
30 CTOD試験片
50a 第一導電性部材
50b 第二導電性部材
51a,51b 貫通孔
60a,60b 絶縁シート
70a,70b ボルト(絶縁ねじ)
80a,80b 導電ケーブル
90a,90b 接着剤
100a,100b ナイフエッジ
110a,110b ナイフエッジ固定用ねじ
200 塑性歪調整用治具
1a 母材(第一母材)
1b 母材(第二母材)
1c 溶接部
2 切欠き部
2a 先端部
2b 先端
3 疲労予亀裂
4a,4b 支持部材
10 部材(直方体の部材)
20a 切欠き部の一方の縁部を含む部材の表面
20c 切欠き部
20b 切欠き部の他方の縁部を含む部材の表面
20d 疲労予亀裂
30 CTOD試験片
50a 第一導電性部材
50b 第二導電性部材
51a,51b 貫通孔
60a,60b 絶縁シート
70a,70b ボルト(絶縁ねじ)
80a,80b 導電ケーブル
90a,90b 接着剤
100a,100b ナイフエッジ
110a,110b ナイフエッジ固定用ねじ
200 塑性歪調整用治具
Claims (6)
- 第一母材、溶接部および第二母材を有する継手鋼材からCTOD試験方法に供する試験片を作製する方法であって、
(1)前記継手鋼材を切削して、前記第一母材、前記溶接部および前記第二母材が長手方向に並ぶように配置された直方体の部材を得る工程、
(2)前記部材の前記長手方向の中央部に、前記溶接部の一部を切削して、スリット状の切欠き部を設ける工程、
(3)前記長手方向における前記切欠き部の一方側の縁部を含む前記部材の表面の上方に第一導電性部材を配置し、前記長手方向における前記切欠き部の他方側の縁部を含む前記部材の表面の上方に第二導電性部材を配置し、前記長手方向における前記第一導電性部材と前記第二導電性部材との間隔が所定の間隔となるように前記第一導電性部材および第二導電性部材を前記部材に絶縁した状態で固定する工程、
(4)前記第一導電性部材および前記第二導電性部材をそれぞれ外部電源に電気的に接続する工程、
(5)前記部材に前記切欠き部が閉じる方向に曲げ荷重を与える工程、
(6)前記第一導電性部材および前記第二導電性部材の接触が電気的に確認された時点で前記荷重を除荷する工程、および、
(7)前記切欠き部の先端に疲労予亀裂を形成する工程、
を備える、CTOD試験片の作製方法。 - 前記(3)の工程において、
前記部材との間に絶縁シートを介在させた状態で、前記第一導電性部材および前記第二導電性部材を前記部材に固定する、
請求項1に記載のCTOD試験片の作製方法。 - 前記(3)および(4)の工程において、
前記絶縁シートと、前記第一導電性部材および前記第二導電性部材とに、外部電極に電気的に接続された導電ケーブルを接触させた状態で、前記第一導電性部材および前記第二導電性部材を前記部材に固定する、
請求項2に記載のCTOD試験片の作製方法。 - 前記(3)の工程において、
絶縁ねじによって、前記第一導電性部材および前記第二導電性部材を前記部材に固定する、
請求項2または3に記載のCTOD試験片の作製方法。 - 前記(3)の工程において、
前記部材に形成されたナイフエッジ固定用ねじのねじ穴を前記絶縁ねじのねじ穴として用いる、
請求項4に記載のCTOD試験片の作製方法。 - 切欠き部を有する直方体の部材に疲労予亀裂を形成してCTOD試験片を作製するに際し、前記疲労予亀裂の形成前に、前記部材に対して前記切欠き部が閉じる方向に曲げ荷重を与え、その後、その曲げ荷重を除荷することにより溶接残留応力を除去する工程において、前記部材に取り付けられ用いられる、塑性歪調整用治具であって、
導電性材料からなる一対の本体部と、
前記一対の本体部を外部電極に電気的に接続するための導電ケーブルとを備え、
前記一対の本体部はそれぞれ、その中央部に、前記本体部を前記部材に固定するためのねじが挿通される貫通孔を有する、
塑性歪調整用治具。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016219236 | 2016-11-09 | ||
| JP2016219236 | 2016-11-09 | ||
| PCT/JP2017/039331 WO2018088273A1 (ja) | 2016-11-09 | 2017-10-31 | Ctod試験片の作製方法および塑性歪調整用治具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2018088273A1 JPWO2018088273A1 (ja) | 2019-09-26 |
| JP6648836B2 true JP6648836B2 (ja) | 2020-02-14 |
Family
ID=62109537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018550153A Active JP6648836B2 (ja) | 2016-11-09 | 2017-10-31 | Ctod試験片の作製方法および塑性歪調整用治具 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200072719A1 (ja) |
| EP (1) | EP3540408A1 (ja) |
| JP (1) | JP6648836B2 (ja) |
| KR (1) | KR20190077503A (ja) |
| CN (1) | CN109964110A (ja) |
| WO (1) | WO2018088273A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110726607A (zh) * | 2018-07-17 | 2020-01-24 | 宁国市中英橡胶有限公司 | 一种新型拉力机 |
| WO2024014181A1 (ja) * | 2022-07-11 | 2024-01-18 | Jfeスチール株式会社 | 3点曲げctod試験片の作製方法 |
| JP7371822B1 (ja) * | 2022-07-11 | 2023-10-31 | Jfeスチール株式会社 | 3点曲げctod試験片の作製方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS603449U (ja) * | 1983-06-21 | 1985-01-11 | 三井造船株式会社 | 硬質溶接継手の破壊靭性試験片 |
| JPS60188353U (ja) | 1984-05-24 | 1985-12-13 | 川崎製鉄株式会社 | 試験片プラテン加工用治具 |
| JPH0245800U (ja) | 1988-09-22 | 1990-03-29 | ||
| JPH08297080A (ja) * | 1995-04-26 | 1996-11-12 | Mitsubishi Heavy Ind Ltd | 小型試験片による破壊靭性試験方法 |
| JP5275913B2 (ja) * | 2009-06-16 | 2013-08-28 | 株式会社東海理化電機製作所 | 電子キー |
| JP5304683B2 (ja) | 2010-02-18 | 2013-10-02 | 株式会社Ihi | 脆性き裂停止破壊靱性の測定方法 |
| DE102011076631B4 (de) * | 2011-05-27 | 2016-01-07 | Airbus Operations Gmbh | Verfahren zur detektion eines etwaigen fügefehlers in einer rührreibschweissnaht |
-
2017
- 2017-10-31 US US16/346,994 patent/US20200072719A1/en not_active Abandoned
- 2017-10-31 JP JP2018550153A patent/JP6648836B2/ja active Active
- 2017-10-31 EP EP17870227.0A patent/EP3540408A1/en not_active Withdrawn
- 2017-10-31 KR KR1020197016101A patent/KR20190077503A/ko not_active Application Discontinuation
- 2017-10-31 WO PCT/JP2017/039331 patent/WO2018088273A1/ja unknown
- 2017-10-31 CN CN201780069268.2A patent/CN109964110A/zh not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2018088273A1 (ja) | 2019-09-26 |
| WO2018088273A1 (ja) | 2018-05-17 |
| US20200072719A1 (en) | 2020-03-05 |
| EP3540408A1 (en) | 2019-09-18 |
| KR20190077503A (ko) | 2019-07-03 |
| CN109964110A (zh) | 2019-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6648836B2 (ja) | Ctod試験片の作製方法および塑性歪調整用治具 | |
| EP1139088B1 (en) | Crack-type fatigue detecting sensor, method for fabricating crack-type fatigue detecting sensor, and method for estimating damage using crack-type fatique detecting sensor | |
| RU2600518C2 (ru) | Способ и устройство для измерения остаточных напряжений в детали | |
| JP7367746B2 (ja) | 遅れ破壊評価用の治具、せん断端面の遅れ破壊評価方法、及び試験片 | |
| Weeks et al. | Direct comparison of single-specimen clamped SE (T) test methods on X100 line pipe steel | |
| JP6033978B1 (ja) | 鉄筋ガス圧接部測定用ゲージ | |
| CN106404553B (zh) | 三点弯曲试样延性断裂韧性jic辅助测试装置以及测试方法 | |
| Park et al. | Low-constraint toughness testing of two SE (T) methods in a single specimen | |
| JP2009085856A (ja) | スポット溶接装置を用いた金属板隙間計測方法およびその装置 | |
| JP7520409B2 (ja) | 内部欠陥の検出方法及び内部欠陥の検出装置 | |
| CN106769286A (zh) | 一种板状焊接构件疲劳试样的制备方法和应用 | |
| KR102487305B1 (ko) | 후판 용접부 역변형 측정 장치 | |
| JP2007315810A (ja) | 繰返し応力センサ | |
| JP4000089B2 (ja) | 応力腐食割れ試験方法 | |
| CN111468828B (zh) | 一种焊接设备和焊接检测方法 | |
| JPH1090085A (ja) | 溶接残留応力評価方法 | |
| Kozak et al. | The influence of manufacturing oversizing on postwelding distortions of the fillet welded joint | |
| Viespoli et al. | Fatigue investigation of complex weldments by the means of the local strain energy density approach | |
| JP5868728B2 (ja) | スポット溶接固定強度評価方法およびスポット溶接固定強度評価装置 | |
| CN115235917B (zh) | 一种t型焊缝剪切强度测试工装、设备以及方法 | |
| KR20140047234A (ko) | 소형 시편을 이용한 용접부의 잔류 응력 계측 방법 및 그를 위한 소형 시편 | |
| JP6236610B2 (ja) | 鋼板間の接触寸法測定方法および鋼板間の接触寸法測定装置 | |
| KR102330768B1 (ko) | 무전원 용접 품질 측정 장치 | |
| WO2019101977A1 (en) | Test specimen | |
| JP2006308324A (ja) | 電位差法を用いた深い亀裂に対する亀裂深さ測定手法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190325 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191230 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6648836 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |