JP5431987B2 - 工作機械の制御装置 - Google Patents
工作機械の制御装置 Download PDFInfo
- Publication number
- JP5431987B2 JP5431987B2 JP2010018246A JP2010018246A JP5431987B2 JP 5431987 B2 JP5431987 B2 JP 5431987B2 JP 2010018246 A JP2010018246 A JP 2010018246A JP 2010018246 A JP2010018246 A JP 2010018246A JP 5431987 B2 JP5431987 B2 JP 5431987B2
- Authority
- JP
- Japan
- Prior art keywords
- accuracy level
- machining
- accuracy
- grade
- parameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images















Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4155—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by programme execution, i.e. part programme or machine function execution, e.g. selection of a programme
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49098—As a function of machine operating speed and tool
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49111—Cutting speed as function of contour, path, curve
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50088—Rough and finish machining simultaneously
Landscapes
- Engineering & Computer Science (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Numerical Control (AREA)
Description
工具及びワークを相対移動させる送り機構部を備えた工作機械に設けられ、固定サイクルに係る加工プログラムを基に前記送り機構部の作動を制御する制御装置であって、
前記固定サイクルに係る加工プログラムを記憶するプログラム記憶手段と、
前記プログラム記憶手段に格納された加工プログラムを解析して固定サイクル指令を抽出するプログラム解析手段と、
前記プログラム解析手段によって抽出された固定サイクル指令を基に、加工時間に比べ、どの程度加工精度を優先して加工をするかにより複数の等級に分けられた精度レベルを決定し、この精度レベルに対応したパラメータであって、前記送り機構部の作動制御に関連したパラメータを設定するパラメータ設定手段と、
前記プログラム解析手段によって抽出された固定サイクル指令と、前記パラメータ設定手段によって設定されたパラメータとを基に前記送り機構部を制御して前記工具を相対移動させる駆動制御手段とを備え、
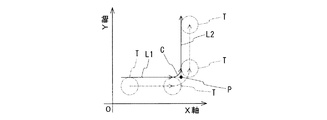
前記駆動制御手段は、2つの直線移動経路の交差部については、前記パラメータ設定手段によって設定されるパラメータに応じた円弧状の移動軌跡であって、前記各直線移動経路と接し、前記精度レベルの等級が低いほど前記交差部から離れる移動軌跡に沿って前記工具を相対移動させるように構成され、
前記パラメータ設定手段は、前記パラメータを設定するに当たり、前記固定サイクル指令を基に加工種別を認識して、認識した加工種別が仕上加工である場合には、最も等級の高い精度レベルに決定して、決定した精度レベルに対応するパラメータを設定する一方、認識した加工種別が荒加工である場合には、2つの直線が交差する角部を仮想的に設定した後、前記工具が前記仮想角部を移動する際の、前記パラメータに応じた円弧状の移動軌跡であって、前記各直線と接し、前記精度レベルの等級が低いほど前記仮想角部から離れる移動軌跡と、前記2つの直線を前記固定サイクル指令から認識される仕上代分だけ内側にオフセットして得られるオフセット直線とが交差しない精度レベルの中で最も低い等級の精度レベルを決定し、決定した精度レベルに対応するパラメータを設定するように構成されてなることを特徴とする工作機械の制御装置に係る。
11 プログラム記憶部
12 プログラム解析部
13 解析結果記憶部
14 パラメータ記憶部
15 パラメータ設定部
16 設定パラメータ記憶部
17 駆動制御部
18 軸移動指令生成部
19 加減速計算部
20 各軸指令位置生成部
21 モータ制御部
30 送り機構部
Claims (7)
- 工具及びワークを相対移動させる送り機構部を備えた工作機械に設けられ、固定サイクルに係る加工プログラムを基に前記送り機構部の作動を制御する制御装置であって、
前記固定サイクルに係る加工プログラムを記憶するプログラム記憶手段と、
前記プログラム記憶手段に格納された加工プログラムを解析して固定サイクル指令を抽出するプログラム解析手段と、
前記プログラム解析手段によって抽出された固定サイクル指令を基に、加工時間に比べ、どの程度加工精度を優先して加工をするかにより複数の等級に分けられた精度レベルを決定し、この精度レベルに対応したパラメータであって、前記送り機構部の作動制御に関連したパラメータを設定するパラメータ設定手段と、
前記プログラム解析手段によって抽出された固定サイクル指令と、前記パラメータ設定手段によって設定されたパラメータとを基に前記送り機構部を制御して前記工具を相対移動させる駆動制御手段とを備え、
前記駆動制御手段は、2つの直線移動経路の交差部については、前記パラメータ設定手段によって設定されるパラメータに応じた円弧状の移動軌跡であって、前記各直線移動経路と接し、前記精度レベルの等級が低いほど前記交差部から離れる移動軌跡に沿って前記工具を相対移動させるように構成され、
前記パラメータ設定手段は、前記固定サイクル指令を基に加工種別を認識して、認識した加工種別が仕上加工である場合には、最も等級の高い精度レベルに決定して、決定した精度レベルに対応するパラメータを設定する一方、認識した加工種別が荒加工である場合には、2つの直線が交差する角部を仮想的に設定した後、前記工具が前記仮想角部を移動する際の、前記パラメータに応じた円弧状の移動軌跡であって、前記各直線と接し、前記精度レベルの等級が低いほど前記仮想角部から離れる移動軌跡と、前記2つの直線を前記固定サイクル指令から認識される仕上代分だけ内側にオフセットして得られるオフセット直線とが交差しない精度レベルの中で最も低い等級の精度レベルを決定し、決定した精度レベルに対応するパラメータを設定するように構成されてなることを特徴とする工作機械の制御装置。 - 前記パラメータ設定手段は、認識した加工種別が荒加工である場合に前記精度レベルを決定するに当たり、最も低い等級の精度レベルから1等級ずつ精度レベルを上げて、前記移動軌跡とオフセット直線とが交差しない精度レベルの中で最も低い等級の精度レベルを決定するように構成されてなることを特徴とする請求項1記載の工作機械の制御装置。
- 前記パラメータ設定手段は、認識した加工種別が荒加工である場合に前記精度レベルを決定するに当たり、まず、前記仕上代が予め設定された値よりも大きいか否かを確認し、大きいと判断したときには、最も低い等級の精度レベルから1等級ずつ精度レベルを上げて、前記移動軌跡とオフセット直線とが交差しない精度レベルの中で最も低い等級の精度レベルを決定する一方、小さいと判断したときには、中間等級の精度レベルから1等級ずつ精度レベルを上げて、前記移動軌跡とオフセット直線とが交差しない精度レベルの中で最も低い等級の精度レベルを決定するように構成されてなることを特徴とする請求項2記載の工作機械の制御装置。
- 前記パラメータ設定手段は、前記固定サイクル指令を基に認識した加工種別が切り込みを複数回行う加工である場合、荒加工に相当する各回の切り込みについては、前記移動軌跡と、各回の加工後に残る加工量たる残加工量分だけ前記2つの直線を内側にオフセットして得られるオフセット直線とが交差しない精度レベルの中で最も低い等級の精度レベルをそれぞれ決定し、決定した精度レベルに対応するパラメータをそれぞれ設定する一方、仕上加工に相当する切り込みについては、最も等級の高い精度レベルに決定して、決定した精度レベルに対応するパラメータを設定するように構成され、
前記駆動制御手段は、2つの直線移動経路の交差部については、前記パラメータ設定手段によって各回の切り込み毎に設定されるパラメータに応じた円弧状の移動軌跡に沿って前記工具を相対移動させるように構成されてなることを特徴とする請求項1記載の工作機械の制御装置。 - 前記パラメータ設定手段は、各回の切り込みについて、前記精度レベルを決定するに当たり、最も低い等級の精度レベルから1等級ずつ精度レベルを上げて、前記移動軌跡とオフセット直線とが交差しない精度レベルの中で最も低い等級の精度レベルを決定するように構成されてなることを特徴とする請求項4記載の工作機械の制御装置。
- 前記パラメータ設定手段は、2回目以降の切り込みについて、前記精度レベルを決定するに当たり、前回の切り込み時における精度レベルから1等級ずつ精度レベルを上げて、前記移動軌跡とオフセット直線とが交差しない精度レベルの中で最も低い等級の精度レベルを決定するように構成されてなることを特徴とする請求項5記載の工作機械の制御装置。
- 前記パラメータ設定手段は、各回の切り込みについて、前記精度レベルを決定するに当たり、まず、前記残加工量が予め設定された値よりも大きいか否かを確認し、大きいと判断したときには、最も低い等級の精度レベルから1等級ずつ精度レベルを上げて、前記移動軌跡とオフセット直線とが交差しない精度レベルの中で最も低い等級の精度レベルを決定する一方、小さいと判断したときには、中間等級の精度レベルから1等級ずつ精度レベルを上げて、前記移動軌跡とオフセット直線とが交差しない精度レベルの中で最も低い等級の精度レベルを決定するように構成されてなることを特徴とする請求項5記載の工作機械の制御装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010018246A JP5431987B2 (ja) | 2010-01-29 | 2010-01-29 | 工作機械の制御装置 |
| US12/971,717 US8406913B2 (en) | 2010-01-29 | 2010-12-17 | Controlling feed operations of a machine tool and work-piece relative to a programmed fixed cycle |
| DE102010064308A DE102010064308A1 (de) | 2010-01-29 | 2010-12-29 | Steuerung für eine Werkzeugmaschine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010018246A JP5431987B2 (ja) | 2010-01-29 | 2010-01-29 | 工作機械の制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011158982A JP2011158982A (ja) | 2011-08-18 |
| JP5431987B2 true JP5431987B2 (ja) | 2014-03-05 |
Family
ID=44316220
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010018246A Expired - Fee Related JP5431987B2 (ja) | 2010-01-29 | 2010-01-29 | 工作機械の制御装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8406913B2 (ja) |
| JP (1) | JP5431987B2 (ja) |
| DE (1) | DE102010064308A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2634655B1 (en) * | 2010-10-27 | 2019-02-20 | Makino Milling Machine Co., Ltd. | Numerical control method of machine tool, and numerical control device |
| JP5897259B2 (ja) * | 2011-02-02 | 2016-03-30 | 東芝機械株式会社 | 工作機械およびその制御方法 |
| JP2013069123A (ja) * | 2011-09-22 | 2013-04-18 | Fanuc Ltd | コーナ部の許容内回り量による速度制御を行う数値制御装置 |
| JP5556971B1 (ja) * | 2013-05-14 | 2014-07-23 | 三菱電機株式会社 | 数値制御装置 |
| JP5873144B2 (ja) * | 2014-07-08 | 2016-03-01 | ファナック株式会社 | 穴あけ加工を制御する数値制御装置 |
| JP6010094B2 (ja) | 2014-11-28 | 2016-10-19 | ファナック株式会社 | サイクルタイムに係るパラメータ設定支援機能を有する数値制御装置 |
| JP6450732B2 (ja) | 2016-11-11 | 2019-01-09 | ファナック株式会社 | 数値制御装置 |
| JP6450734B2 (ja) * | 2016-11-22 | 2019-01-09 | ファナック株式会社 | 数値制御装置 |
| JP6608879B2 (ja) * | 2017-07-21 | 2019-11-20 | ファナック株式会社 | 機械学習装置、数値制御装置、数値制御システム、及び機械学習方法 |
| JP6646027B2 (ja) * | 2017-10-30 | 2020-02-14 | ファナック株式会社 | ポストプロセッサ装置、加工プログラム生成方法、cnc加工システム及び加工プログラム生成用プログラム |
| JP6740199B2 (ja) * | 2017-10-30 | 2020-08-12 | ファナック株式会社 | 数値制御装置、cnc工作機械、数値制御方法及び数値制御用プログラム |
| JP6777692B2 (ja) * | 2018-08-10 | 2020-10-28 | ファナック株式会社 | 加工経路生成装置及び数値制御装置 |
Family Cites Families (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2458514C3 (de) * | 1974-12-11 | 1978-12-07 | Gebr. Eickhoff, Maschinenfabrik U. Eisengiesserei Mbh, 4630 Bochum | Vortriebsmaschine mit einem an einem allseitig schwenkbaren Tragarm gelagerten Lösewerkzeug und Verfahren zu ihrem Betrieb |
| US4092884A (en) * | 1977-05-19 | 1978-06-06 | King Ellwood J | Lathe adapter for non-standard thread machining |
| US4663721A (en) * | 1979-01-24 | 1987-05-05 | Power Engineering And Manufacturing, Ltd. | Gear cutter |
| US4380944A (en) * | 1979-09-10 | 1983-04-26 | Gerber Garment Technology, Inc. | Method for cutting sheet material with variable gain closed loop |
| US4331051A (en) * | 1979-09-10 | 1982-05-25 | Gerber Garment Technology, Inc. | Apparatus for cutting sheet material with variable gain closed loop |
| US4469654A (en) * | 1980-02-06 | 1984-09-04 | Minnesota Mining And Manufacturing Company | EDM Electrodes |
| JPS6179549A (ja) * | 1984-09-28 | 1986-04-23 | Takaaki Nagao | 曲面加工装置 |
| US4777603A (en) * | 1985-03-08 | 1988-10-11 | Cybermation, Inc. | Controller for multiple-axis machine |
| DE3680086D1 (de) * | 1985-12-13 | 1991-08-08 | Oerlikon Buehrle Ag | Verfahren zum schleifen der verzahnung von kegelraedern mit laengsgekruemmten zaehnen sowie werkzeug und vorrichtung zur durchfuehrung des verfahrens. |
| US4790698A (en) * | 1987-05-13 | 1988-12-13 | Cm Systems, Incorporated | Monotonic cutting machine |
| US4941780A (en) * | 1987-11-24 | 1990-07-17 | Sumitomo Electric Industries, Ltd. | Indexable cutting insert |
| US4907164A (en) * | 1988-09-26 | 1990-03-06 | General Electric Company | Automatically optimized NC tool path generation for machining |
| JPH0747256B2 (ja) * | 1989-08-31 | 1995-05-24 | 日立精機株式会社 | 側面領域加工のncデータ作成方法 |
| JPH04177408A (ja) * | 1990-11-08 | 1992-06-24 | Fanuc Ltd | 数値制御装置の精度評価方法 |
| US5288209A (en) * | 1991-12-19 | 1994-02-22 | General Electric Company | Automatic adaptive sculptured machining |
| JPH0643928A (ja) * | 1992-07-22 | 1994-02-18 | Kobe Steel Ltd | ロボットの経路補間方法 |
| JP3702496B2 (ja) * | 1995-07-10 | 2005-10-05 | 三菱電機株式会社 | 数値制御装置を用いた加工方法 |
| EP0803241B1 (en) * | 1996-04-27 | 2006-06-14 | GC Dental Products Corporation | Dental material |
| US6158927A (en) * | 1996-06-17 | 2000-12-12 | Cole Carbide Industries, Inc. | Milling cutter |
| US5782589A (en) * | 1996-06-17 | 1998-07-21 | Cole; John M. | Milling cutter |
| JPH1063329A (ja) | 1996-08-23 | 1998-03-06 | Fanuc Ltd | 加減速制御方法 |
| JP3694323B2 (ja) * | 1996-11-07 | 2005-09-14 | 株式会社森精機製作所 | Nc加工におけるncプログラム解析方法及び装置 |
| US6021695A (en) * | 1996-11-11 | 2000-02-08 | Hitachi Seiki Co., Ltd. | Lathe and a machining system of a lathe |
| US5882786A (en) * | 1996-11-15 | 1999-03-16 | C3, Inc. | Gemstones formed of silicon carbide with diamond coating |
| DE19722454A1 (de) * | 1997-05-28 | 1998-12-10 | Boehringer Werkzeugmaschinen | Verfahren zum Steuern der Bearbeitung eines Werkstückes |
| DE19846426A1 (de) * | 1998-10-08 | 2000-04-13 | Open Mind Software Technologie | Verfahren zum Steuern der Arbeitsbewegung eines Werkzeugs zur materialabtragenden Bearbeitung eines Materialblocks |
| EP1000691A3 (en) * | 1998-11-16 | 2002-07-03 | Johnson & Johnson Professional, Inc. | Super finishing of polymeric implant components |
| US6961628B2 (en) * | 1999-04-16 | 2005-11-01 | Siemens Energy & Automation, Inc. | Method and apparatus for tuning compensation parameters |
| US6782306B2 (en) * | 1999-12-16 | 2004-08-24 | Siemens Energy & Automation | Motion control system and method utilizing spline interpolation |
| JP3662799B2 (ja) * | 2000-03-09 | 2005-06-22 | 三菱電機株式会社 | 数値制御装置及び数値制御方法 |
| US6819974B1 (en) * | 2000-03-29 | 2004-11-16 | The Boeing Company | Process for qualifying accuracy of a numerically controlled machining system |
| CA2405269C (en) * | 2000-04-06 | 2008-09-23 | Solid Terrain Modeling | Hi-accuracy three-dimensional topographic modeling apparatus |
| JP3490962B2 (ja) * | 2000-08-11 | 2004-01-26 | スター精密株式会社 | 工具軌跡作成方法及び加工方法 |
| US6804575B2 (en) * | 2000-10-26 | 2004-10-12 | Citizen Watch Co., Ltd. | Method and device for automatically preparing processing program |
| US20020128742A1 (en) * | 2001-03-12 | 2002-09-12 | Zieverink Robert M. | Accurate portraits |
| WO2003020480A1 (fr) * | 2001-08-21 | 2003-03-13 | Alexander Ivanovich Kryukov | Dispositif d'usinage d'articles sous la forme de corps de rotation |
| US6722826B2 (en) * | 2001-09-11 | 2004-04-20 | Brian M. Cavanaugh | Internal cavity cutting tool with stable support |
| JP2003140717A (ja) * | 2001-11-02 | 2003-05-16 | Mori Seiki Co Ltd | 自動プログラミング装置 |
| US6772039B2 (en) * | 2001-12-04 | 2004-08-03 | Yoshiaki Kakino | NC program generating method, NC program generating apparatus, computer memory product, and computer program product |
| US20040084809A1 (en) * | 2002-11-05 | 2004-05-06 | Vanderploeg James A. | Side shuttle apparatus and method for an injection molding machine |
| JP4833696B2 (ja) * | 2006-03-13 | 2011-12-07 | 日本トムソン株式会社 | ワーク芯出し方法及びその芯出し装置 |
| JP2007257515A (ja) * | 2006-03-24 | 2007-10-04 | Toshiba Mach Co Ltd | サーボモータの制御方法 |
| JP4921115B2 (ja) * | 2006-10-31 | 2012-04-25 | スター精密株式会社 | 移動体の移動制御装置、移動体の移動制御方法及び工作機械の移動制御装置 |
| JP2008046899A (ja) * | 2006-08-17 | 2008-02-28 | Mitsubishi Electric Corp | 数値制御装置 |
| JP2007203457A (ja) * | 2007-03-15 | 2007-08-16 | Nippon Hikyumen Lens Kk | Nc加工方法およびnc加工機 |
| US8177459B2 (en) * | 2008-11-26 | 2012-05-15 | Greenleaf Technology Corporation | Ball nose end mill and insert |
-
2010
- 2010-01-29 JP JP2010018246A patent/JP5431987B2/ja not_active Expired - Fee Related
- 2010-12-17 US US12/971,717 patent/US8406913B2/en not_active Expired - Fee Related
- 2010-12-29 DE DE102010064308A patent/DE102010064308A1/de not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| US8406913B2 (en) | 2013-03-26 |
| US20110190925A1 (en) | 2011-08-04 |
| DE102010064308A1 (de) | 2011-08-04 |
| JP2011158982A (ja) | 2011-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5431987B2 (ja) | 工作機械の制御装置 | |
| US10007254B2 (en) | CAM integrated CNC control of machines | |
| CN109725600B (zh) | 后处理器装置、加工程序生成方法、cnc加工系统及计算机可读信息记录介质 | |
| JP5417392B2 (ja) | 数値制御装置 | |
| CN109725602B (zh) | 数值控制装置及方法、cnc机床、计算机可读信息记录介质 | |
| CN108027604B (zh) | 用于优化地控制机床的方法和控制设备 | |
| CN102467112B (zh) | 工具机的加工法 | |
| JP4802170B2 (ja) | 加工時間算出装置およびそのプログラム | |
| JP2020027410A (ja) | 加工経路生成装置及び数値制御装置 | |
| JP6038331B2 (ja) | 工具経路生成方法および工具経路生成装置 | |
| JP4815907B2 (ja) | 加工時間予測方法および予測装置ならびに加工時間予測機能を備えたncデータ編集装置 | |
| KR20080105691A (ko) | 기계 동작특성에 근거한 5축 밀링가공의 속도향상을 위한 보간길이의 최적화 방법 | |
| JP4995976B1 (ja) | 回転軸のインポジションチェックを行う数値制御装置 | |
| CN106814689B (zh) | 数值控制装置 | |
| JP4945191B2 (ja) | 工作機械の数値制御装置 | |
| JP7754957B2 (ja) | 制御装置、およびコンピュータ読み取り可能な記憶媒体 | |
| US12409522B2 (en) | Device and method for machining a workpiece | |
| JP4982170B2 (ja) | 加工制御装置および加工制御プログラム | |
| KR102860009B1 (ko) | 가공오차 제한 기능을 갖는 수치제어장치 및 이를 이용한 수치제어방법 | |
| JP2001166807A (ja) | 数値制御装置の加工指令方法 | |
| Petrakov et al. | Simulating turning cycles on CNC lathe machines | |
| Kopac et al. | TOOL PAΤΗ ΟΡΤΙΜIZATION BY HS MACHINING |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121105 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131031 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131205 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5431987 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |