JP4575778B2 - 二成分交絡糸およびその製造方法 - Google Patents
二成分交絡糸およびその製造方法 Download PDFInfo
- Publication number
- JP4575778B2 JP4575778B2 JP2004551421A JP2004551421A JP4575778B2 JP 4575778 B2 JP4575778 B2 JP 4575778B2 JP 2004551421 A JP2004551421 A JP 2004551421A JP 2004551421 A JP2004551421 A JP 2004551421A JP 4575778 B2 JP4575778 B2 JP 4575778B2
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- poly
- filament
- jet
- entangled
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 5
- 238000000034 method Methods 0.000 claims description 33
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 17
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 17
- 229920002215 polytrimethylene terephthalate Polymers 0.000 claims description 17
- 239000012530 fluid Substances 0.000 claims description 16
- 239000004744 fabric Substances 0.000 claims description 4
- 239000000835 fiber Substances 0.000 description 9
- 238000010438 heat treatment Methods 0.000 description 6
- 229920001634 Copolyester Polymers 0.000 description 5
- 238000009941 weaving Methods 0.000 description 5
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 4
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 4
- -1 aliphatic dicarboxylic acids Chemical class 0.000 description 4
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 4
- 125000004432 carbon atom Chemical group C* 0.000 description 4
- 239000013256 coordination polymer Substances 0.000 description 4
- 238000002788 crimping Methods 0.000 description 4
- JFCQEDHGNNZCLN-UHFFFAOYSA-N glutaric acid Chemical compound OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 4
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 238000009987 spinning Methods 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 3
- 238000010791 quenching Methods 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 2
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 2
- 229920013627 Sorona Polymers 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- 229960000250 adipic acid Drugs 0.000 description 2
- 235000011037 adipic acid Nutrition 0.000 description 2
- 229920001577 copolymer Chemical compound 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- TVIDDXQYHWJXFK-UHFFFAOYSA-N dodecanedioic acid Chemical compound OC(=O)CCCCCCCCCCC(O)=O TVIDDXQYHWJXFK-UHFFFAOYSA-N 0.000 description 2
- 238000011143 downstream manufacturing Methods 0.000 description 2
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 2
- 238000009940 knitting Methods 0.000 description 2
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- KDYFGRWQOYBRFD-UHFFFAOYSA-N succinic acid Chemical compound OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- ARCGXLSVLAOJQL-UHFFFAOYSA-N trimellitic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 2
- DNIAPMSPPWPWGF-GSVOUGTGSA-N (R)-(-)-Propylene glycol Chemical compound C[C@@H](O)CO DNIAPMSPPWPWGF-GSVOUGTGSA-N 0.000 description 1
- RYHBNJHYFVUHQT-UHFFFAOYSA-N 1,4-Dioxane Chemical compound C1COCCO1 RYHBNJHYFVUHQT-UHFFFAOYSA-N 0.000 description 1
- PXGZQGDTEZPERC-UHFFFAOYSA-N 1,4-cyclohexanedicarboxylic acid Chemical compound OC(=O)C1CCC(C(O)=O)CC1 PXGZQGDTEZPERC-UHFFFAOYSA-N 0.000 description 1
- WTPYFJNYAMXZJG-UHFFFAOYSA-N 2-[4-(2-hydroxyethoxy)phenoxy]ethanol Chemical compound OCCOC1=CC=C(OCCO)C=C1 WTPYFJNYAMXZJG-UHFFFAOYSA-N 0.000 description 1
- QWGRWMMWNDWRQN-UHFFFAOYSA-N 2-methylpropane-1,3-diol Chemical compound OCC(C)CO QWGRWMMWNDWRQN-UHFFFAOYSA-N 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- PMMYEEVYMWASQN-IMJSIDKUSA-N cis-4-Hydroxy-L-proline Chemical compound O[C@@H]1CN[C@H](C(O)=O)C1 PMMYEEVYMWASQN-IMJSIDKUSA-N 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- DNIAPMSPPWPWGF-UHFFFAOYSA-N monopropylene glycol Natural products CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 1
- RXOHFPCZGPKIRD-UHFFFAOYSA-N naphthalene-2,6-dicarboxylic acid Chemical compound C1=C(C(O)=O)C=CC2=CC(C(=O)O)=CC=C21 RXOHFPCZGPKIRD-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 235000013772 propylene glycol Nutrition 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- YXTFRJVQOWZDPP-UHFFFAOYSA-M sodium;3,5-dicarboxybenzenesulfonate Chemical compound [Na+].OC(=O)C1=CC(C(O)=O)=CC(S([O-])(=O)=O)=C1 YXTFRJVQOWZDPP-UHFFFAOYSA-M 0.000 description 1
- 229960005137 succinic acid Drugs 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/14—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyester as constituent
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/04—Blended or other yarns or threads containing components made from different materials
- D02G3/045—Blended or other yarns or threads containing components made from different materials all components being made from artificial or synthetic material
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02J—FINISHING OR DRESSING OF FILAMENTS, YARNS, THREADS, CORDS, ROPES OR THE LIKE
- D02J1/00—Modifying the structure or properties resulting from a particular structure; Modifying, retaining, or restoring the physical form or cross-sectional shape, e.g. by use of dies or squeeze rollers
- D02J1/08—Interlacing constituent filaments without breakage thereof, e.g. by use of turbulent air streams
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/56—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads elastic
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Multicomponent Fibers (AREA)
- Woven Fabrics (AREA)
Description
それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含み、かつ、少なくとも40%の捲縮ポテンシャルを有する少なくとも2つの二成分連続フィラメントであって、十分に延伸されたものおよび十分に配向されたものよりなる群から選択されるフィラメントを提供する工程と、
2〜6%供給過剰で前記フィラメントを流体と向流接触させて糸を交絡させる工程であって、前記流体が直列の少なくとも2つのジェットによって供給される工程と
を含む交絡糸の製造方法を提供する。

(3) CP=CC×L3/L2
により、そして経験的に
(4) CP=2.8×CC−43.9
によって捲縮縮小と関係づけられる。
39%の捲縮ポテンシャル値は30%の捲縮縮小値と同等である。
連続フィラメント二成分糸をポリ(エチレンテレフタレート)(0.54dl/gIV、クライスター(Crystar)(登録商標)4415、イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.du Pont de Nemours and Company)の登録商標)とポリ(トリメチレンテレフタレート)(1.02dl/gIV、ソロナ(Sorona)(登録商標)、イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニーの登録商標)とから溶融紡糸し、クロスフロー急冷にさらし、353ypm(322m/分)で取り出し、5.1倍延伸し、170℃で熱処理し、約0.1〜0.2gpd(0.09〜0.18dN/テックス)の巻取張力で1720ヤード/分(1575m/分)で巻き取った。2G−T対3G−Tの重量比は60:40であった。糸は68フィラメント、333のトータルデシテックス、および「雪だるま」断面を有した。
連続フィラメント二成分フィラメントをポリ(エチレンテレフタレート)(0.54dl/gIV、クライスター(登録商標)4415、イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニーの登録商標)とポリ(トリメチレンテレフタレート)(1.02dl/gIV、ソロナ(登録商標)、イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニーの登録商標)とから溶融紡糸し、クロスフロー急冷にさらし、360ypm(329m/分)で取り出し、170℃で同時に延伸および熱処理した。2G−T対3G−Tの重量比は60:40であった。糸は68フィラメント、333のトータルデシテックス、および「雪だるま」断面を有した。
本出願は、特許請求の範囲に記載の発明を含め、以下の発明を包含する。
(1) それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含む少なくとも2つの二成分フィラメントを含む交絡した連続フィラメント糸であって、該交絡糸が、約40〜50結節点/mの結節点頻度、少なくとも約40%の捲縮ポテンシャルを有し、実質的に撚りがなく、さらに約1.1cm以下の結節点間間隔の標準偏差を有することを特徴とする交絡した連続フィラメント糸。
(2) 前記捲縮ポテンシャルが約55〜160%であることを特徴とする(1)に記載の糸。
(3) 相当する交絡していない糸中のフィラメントと比較して、前記捲縮ポテンシャルが約25%相対以下だけ減らされていることを特徴とする(1)に記載の糸。
(4) それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含み、かつ、少なくとも約40%の捲縮ポテンシャルを有する少なくとも2つの二成分連続フィラメントであって、十分に延伸されたものおよび十分に配向されたものよりなる群から選択されるフィラメントを提供する工程と、
約2〜6%供給過剰で前記フィラメントを流体と向流接触させて糸を交絡させる工程と
を含むことを特徴とする交絡糸の製造方法。
(5) それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含み、かつ、少なくとも約40%の捲縮ポテンシャルを有する少なくとも2つの二成分連続フィラメントであって、十分に延伸されたものおよび十分に配向されたものよりなる群から選択されるフィラメントを提供する工程と、
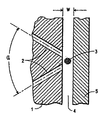
それぞれのジェットが糸スロットと空気をフィラメントに導くための2つのチャネルとを含む少なくとも2つのジェットであって、前記チャネルの縦軸が第1虚面を画定し、第1虚面と前記糸スロットに垂直の第2虚面との間の角度γが約−5°〜−30°である少なくとも2つのジェットを提供する工程と、
前記フィラメントを約2〜6%供給過剰で連続的に前記ジェットを通過させて糸を交絡させる工程と
を含むことを特徴とする交絡糸の製造方法。
(6) 前記フィラメントが約1200〜3000m/分の速度で前記ジェットを通過させられ、かつ、各ジェットが約310〜860kPaの圧力で空気を提供されることを特徴とする(5)に記載の方法。
(7) 相当する交絡していない糸中のフィラメントと比較して、前記フィラメントの前記捲縮ポテンシャルが約25%相対以下だけ減らされていることを特徴とする(5)に記載の方法。
(8) 前記ジェットが約1.2〜2.5mmの糸スロット幅を有することを特徴とする(5)に記載の方法。
(9) 前記ジェットが約80〜100°のチャネル間角度α、約2.5〜3.5mmのチャネルのオリフィス間距離、および約1.4〜1.7mmのチャネル直径を有することを特徴とする(8)に記載の方法。
(10) (4)に記載の方法によって製造された(1)に記載の糸を含むことを特徴とする布。
Claims (5)
- それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含む少なくとも2つの二成分フィラメントを含む交絡した連続フィラメント糸であって、該交絡糸が、40〜50結節点/mの結節点頻度、少なくとも40%の捲縮ポテンシャルを有し、実質的に撚りがなく、さらに1.1cm以下の結節点間間隔の標準偏差を有することを特徴とする交絡した連続フィラメント糸。
- それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含み、かつ、少なくとも40%の捲縮ポテンシャルを有する少なくとも2つの二成分連続フィラメントであって、十分に延伸されたものおよび十分に配向されたものよりなる群から選択されるフィラメントを提供する工程と、
2〜6%供給過剰で前記フィラメントを流体と向流接触させて糸を交絡させる工程であって、前記流体が直列の少なくとも2つのジェットによって供給される工程と
を含むことを特徴とする交絡糸の製造方法。 - それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含み、かつ、少なくとも40%の捲縮ポテンシャルを有する少なくとも2つの二成分連続フィラメントであって、十分に延伸されたものおよび十分に配向されたものよりなる群から選択されるフィラメントを提供する工程と、
それぞれのジェットが糸スロットと空気をフィラメントに導くための2つのチャネルとを含む少なくとも2つのジェットであって、前記チャネルの縦軸が第1虚面を画定し、第1虚面と前記糸スロットに垂直の第2虚面との間の角度γが−5°〜−30°である少なくとも2つのジェットを提供する工程と、
前記フィラメントを2〜6%供給過剰で連続的に前記ジェットを通過させて糸を交絡させる工程と
を含むことを特徴とする交絡糸の製造方法。 - 請求項2または3に記載の方法によって製造された請求項1に記載の糸を含むことを特徴とする布。
- 請求項2または3に記載の方法によって製造されることを特徴とする請求項1に記載の交絡した連続フィラメント糸。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/294,345 US6868662B2 (en) | 2002-11-14 | 2002-11-14 | Entangled bicomponent yarn and process to make the same |
| PCT/US2003/021615 WO2004044293A1 (en) | 2002-11-14 | 2003-07-09 | Entangled bicomponent yarn and process for making same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006506540A JP2006506540A (ja) | 2006-02-23 |
| JP2006506540A5 JP2006506540A5 (ja) | 2006-08-03 |
| JP4575778B2 true JP4575778B2 (ja) | 2010-11-04 |
Family
ID=32296962
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004551421A Expired - Fee Related JP4575778B2 (ja) | 2002-11-14 | 2003-07-09 | 二成分交絡糸およびその製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6868662B2 (ja) |
| EP (1) | EP1560963A1 (ja) |
| JP (1) | JP4575778B2 (ja) |
| KR (1) | KR20050075003A (ja) |
| CN (1) | CN1694982A (ja) |
| AU (1) | AU2003253869A1 (ja) |
| BR (1) | BR0315717A (ja) |
| TW (1) | TW200407472A (ja) |
| WO (1) | WO2004044293A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006099465A (ja) * | 2004-09-29 | 2006-04-13 | Toshiba Corp | 電子機器の支持装置 |
| US7357985B2 (en) * | 2005-09-19 | 2008-04-15 | E.I. Du Pont De Nemours And Company | High crimp bicomponent fibers |
| US7666274B2 (en) * | 2006-08-01 | 2010-02-23 | International Paper Company | Durable paper |
| EP2844790B1 (en) * | 2012-05-01 | 2018-03-21 | Continental Structural Plastics, Inc. | Process of debundling a carbon fiber tow into chopped carbon fibers |
| SE544982C2 (en) * | 2020-07-02 | 2023-02-14 | Ikea Supply Ag | A carpet, a carpet pile yarn, and a method for producing the same |
| WO2024211874A1 (en) | 2023-04-07 | 2024-10-10 | The Lycra Company Llc | Bicomponent yarn with improved bulk and hand-feel and elastic fabrics including the bicomponent yarn |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2985995A (en) | 1960-11-08 | 1961-05-30 | Du Pont | Compact interlaced yarn |
| US3115691A (en) | 1961-05-31 | 1963-12-31 | Du Pont | Apparatus for interlacing multifilament yarn |
| US3671379A (en) | 1971-03-09 | 1972-06-20 | Du Pont | Composite polyester textile fibers |
| GB1454521A (en) | 1973-02-23 | 1976-11-03 | Ici Ltd | Bulked polyester heteroyarns |
| NL7608225A (nl) | 1975-07-25 | 1977-01-27 | Du Pont | In hoofdzaak twistvrije garens alsmede werkwijze voor het vervaardigen daarvan. |
| US5195313A (en) * | 1990-11-28 | 1993-03-23 | Basf Corporation | Method for evaluating entangled yarn |
| US5184381A (en) * | 1990-11-28 | 1993-02-09 | Basf Corporation | Apparatus for producing soft node air entangled yarn |
| TW584680B (en) * | 1999-05-28 | 2004-04-21 | Inventa Fischer Ag | Device for intermingling, relaxing, and/or thermosetting of filament yarn in a melt spinning process, as well as associated processes and the filament yarn manufactured therewith |
| US6052878A (en) * | 1999-05-28 | 2000-04-25 | E. I. Du Pont De Nemours And Company | Methods and apparatus for interlacing filaments and methods of making the apparatus |
| KR100629813B1 (ko) * | 1999-06-08 | 2006-09-29 | 도레이 가부시끼가이샤 | 소프트 스트레치사 및 제조 방법 |
| US6692687B2 (en) | 2000-01-20 | 2004-02-17 | E. I. Du Pont De Nemours And Company | Method for high-speed spinning of bicomponent fibers |
| US6648926B1 (en) | 2000-11-08 | 2003-11-18 | E. I. Du Pont De Nemours And Company | Process for treating knits containing polyester bicomponent fibers |
| JP3690274B2 (ja) * | 2000-12-11 | 2005-08-31 | 東レ株式会社 | ポリエステル系複合糸およびその製造方法ならびに布帛 |
| MXPA03005962A (es) | 2001-02-02 | 2003-09-05 | Asahi Chemical Ind | Fibra compleja excelente en post-procesabilidad y metodo para su fabricacion. |
| ES2359551T3 (es) * | 2001-04-17 | 2011-05-24 | Teijin Fibers Limited | Hilo de falsa torsión de fibra compuesta de poliéster y su método de producción. |
-
2002
- 2002-11-14 US US10/294,345 patent/US6868662B2/en not_active Expired - Lifetime
-
2003
- 2003-07-09 BR BR0315717-2A patent/BR0315717A/pt not_active Application Discontinuation
- 2003-07-09 WO PCT/US2003/021615 patent/WO2004044293A1/en not_active Application Discontinuation
- 2003-07-09 CN CNA038251639A patent/CN1694982A/zh active Pending
- 2003-07-09 EP EP03811191A patent/EP1560963A1/en not_active Withdrawn
- 2003-07-09 JP JP2004551421A patent/JP4575778B2/ja not_active Expired - Fee Related
- 2003-07-09 AU AU2003253869A patent/AU2003253869A1/en not_active Abandoned
- 2003-07-09 KR KR1020057008583A patent/KR20050075003A/ko not_active Application Discontinuation
- 2003-07-21 TW TW092119819A patent/TW200407472A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004044293A1 (en) | 2004-05-27 |
| AU2003253869A1 (en) | 2004-06-03 |
| JP2006506540A (ja) | 2006-02-23 |
| US20040093845A1 (en) | 2004-05-20 |
| TW200407472A (en) | 2004-05-16 |
| BR0315717A (pt) | 2005-09-06 |
| EP1560963A1 (en) | 2005-08-10 |
| US6868662B2 (en) | 2005-03-22 |
| CN1694982A (zh) | 2005-11-09 |
| KR20050075003A (ko) | 2005-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1922203A2 (en) | Process of producing ultra fine microdenier filaments and fabrics made thereof | |
| JP2005507033A (ja) | 異種複合糸、その布および製造方法 | |
| JP4575778B2 (ja) | 二成分交絡糸およびその製造方法 | |
| EP1500730B1 (en) | Polyester conjugate filament thick-fine yarn fabric and method for production thereof | |
| KR100454304B1 (ko) | 텍스처 콤바인드 폴리에스테르 멀티필라멘트사 및 이의 제조방법 | |
| JP5217068B2 (ja) | ループヤーンおよびその製造方法ならびに織編物 | |
| JP3621293B2 (ja) | 多色部分融着仮撚加工糸及びその製造方法 | |
| JP2004162241A (ja) | ストレッチ糸及びストレッチ織編物 | |
| JP5003632B2 (ja) | 仮ヨリ糸 | |
| JP2591715B2 (ja) | 異収縮混繊ポリエステル糸の製造方法 | |
| JP2001226842A (ja) | ポリエステル異収縮混繊糸 | |
| JP2009138284A (ja) | 交絡加工糸 | |
| JP2024142554A (ja) | 偏心芯鞘複合ポリエステル繊維 | |
| JP2005232610A (ja) | 複合スラブ糸およびその製造方法および織編物 | |
| JPH0299630A (ja) | 絹紡糸調嵩高加工糸の製造方法 | |
| JP2001115344A (ja) | 特殊複合捲縮糸 | |
| RU2283906C2 (ru) | Текстурированная нить с различной усадкой и превосходной имитацией свойств замши и способ ее изготовления, ткань, кругловязаный трикотаж и основовязаное трикотажное полотно из такой текстурированной нити | |
| JPH09316744A (ja) | ポリエステル系低捲縮複合混繊糸とその製造方法 | |
| JP2006348431A (ja) | 複合仮より加工糸 | |
| JP2004003051A (ja) | 異形異繊度異伸度混繊糸 | |
| JPH0350011B2 (ja) | ||
| JP2000226744A (ja) | 特殊ポリエステルマルチフィラメント糸およびその製造方法 | |
| JPS61225336A (ja) | 複合加工糸の製造方法 | |
| JPH11335939A (ja) | ポリエステル複合仮撚糸およびその製造方法 | |
| JPH111836A (ja) | 複合加工糸および複合仮撚加工糸の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060616 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060616 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090116 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090415 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090422 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090518 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100803 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100820 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4575778 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130827 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |