JP4173546B2 - タブ部材 - Google Patents
タブ部材 Download PDFInfo
- Publication number
- JP4173546B2 JP4173546B2 JP52806797A JP52806797A JP4173546B2 JP 4173546 B2 JP4173546 B2 JP 4173546B2 JP 52806797 A JP52806797 A JP 52806797A JP 52806797 A JP52806797 A JP 52806797A JP 4173546 B2 JP4173546 B2 JP 4173546B2
- Authority
- JP
- Japan
- Prior art keywords
- tab member
- shaped
- flap
- dressing
- tab
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000012790 adhesive layer Substances 0.000 claims abstract description 46
- 239000000853 adhesive Substances 0.000 claims abstract description 28
- 230000001070 adhesive effect Effects 0.000 claims abstract description 28
- 238000005452 bending Methods 0.000 claims abstract description 18
- 239000000463 material Substances 0.000 claims description 54
- 238000010438 heat treatment Methods 0.000 claims description 14
- 238000003825 pressing Methods 0.000 claims description 8
- 238000000034 method Methods 0.000 claims description 7
- 230000008878 coupling Effects 0.000 claims description 3
- 238000010168 coupling process Methods 0.000 claims description 3
- 238000005859 coupling reaction Methods 0.000 claims description 3
- 229920002397 thermoplastic olefin Polymers 0.000 claims description 2
- 230000006835 compression Effects 0.000 claims 1
- 238000007906 compression Methods 0.000 claims 1
- 230000007423 decrease Effects 0.000 abstract description 4
- 239000010410 layer Substances 0.000 description 32
- 206010052428 Wound Diseases 0.000 description 31
- 208000027418 Wounds and injury Diseases 0.000 description 31
- 238000004519 manufacturing process Methods 0.000 description 17
- 238000007789 sealing Methods 0.000 description 13
- 239000010408 film Substances 0.000 description 12
- 239000004698 Polyethylene Substances 0.000 description 8
- 229920000728 polyester Polymers 0.000 description 8
- -1 polyethylene Polymers 0.000 description 8
- 230000009467 reduction Effects 0.000 description 7
- 239000010409 thin film Substances 0.000 description 6
- 238000001816 cooling Methods 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- 239000004809 Teflon Substances 0.000 description 4
- 229920006362 Teflon® Polymers 0.000 description 4
- 229920001903 high density polyethylene Polymers 0.000 description 4
- 239000004700 high-density polyethylene Substances 0.000 description 4
- 239000000017 hydrogel Substances 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 230000001681 protective effect Effects 0.000 description 4
- 239000011241 protective layer Substances 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- 239000005025 cast polypropylene Substances 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 210000000416 exudates and transudate Anatomy 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 241000894006 Bacteria Species 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 235000005824 Zea mays ssp. parviglumis Nutrition 0.000 description 1
- 235000002017 Zea mays subsp mays Nutrition 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000003044 adaptive effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 235000005822 corn Nutrition 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 208000015181 infectious disease Diseases 0.000 description 1
- 230000036512 infertility Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
Images







Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/02—Adhesive bandages or dressings
- A61F13/023—Adhesive bandages or dressings wound covering film layers without a fluid retention layer
Landscapes
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Engineering & Computer Science (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Biomedical Technology (AREA)
- General Health & Medical Sciences (AREA)
- Veterinary Medicine (AREA)
- Materials For Medical Uses (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Electronic Switches (AREA)
- Magnetic Heads (AREA)
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
- Wire Bonding (AREA)
Description
本発明は、接着層と、任意のリリースライナーを具備する手当て材を接着層に触ることなく皮膚へ貼着するための”不接触(non-touch)”つかみ部(grip)に、特に使用するためのタブ部材と、この様なタブ部材を製造する方法と、この様なタブ部材を具備する手当て材と、に関する。
発明の背景
良く知られているように、傷口、特に曲がった部分の傷口に、薄い医療手当て材を、しわをよせたり、それ自身に、あるいは、使用者に、例えば、看護婦や補助員の指に貼着することなく貼着することは難しい。接着力の低減を防ぐためにすべての種類の医療手当て品は接着層に触らないで貼着することが望ましい。傷口へのバクテリアの進入の危険性から、皮膚に接する手当て材の表面に触れることなく患者の皮膚に手当て材を貼着することが望ましい。従来技術は傷口用の手当て材の扱いを簡単にする幾つかの方法を開示している。
英国特許出願2,128,479号は、それぞれ手当て材の半分を覆う2つのリリースシートを有し、また、手当て材の中心でカーブしている自由縁を有する外科用の手当て材について述べている。リリースシートのカーブした縁はめくれ上がっている(peeled back)ので、手当て材の中央がカテーテルの上や傷口に貼着され、端部につながり、それにより、手当て材の接着面に触れることを排除して無菌状態を維持している。
米国特許4,753,232号は、手当て材の一つの縁に沿った”つまみ(handle)”部分を開示している。手当て材が貼着された後、つまみは引き裂いて除去されるか、あるいは、接着コーティングを支持していて、患者の皮膚に接着される可能性がある。
帯具の縁への指または鉗子の接触を防ぐ別の方法が米国特許4,646,731号に開示され、接着材で被覆され、縁が一対の折り重ねられたV字形タブにより保護されている帯具が開示されている。帯具から裏張りシートを除去した後に、一つのタブが除去され、帯具の対応する端部が皮膚に貼着される。帯具が全長にわたり貼着されると2番目のタブはつかまれて除去される。
欧州特許出願EP0168174号は第1の接着接触層と薄いフィルム裏張りの内面を具備する手当て材を開示している。第1の接着層を覆っているリリース層は手当て材を貼着する前に除去され、フィルム裏張りは、好ましくは、接着材の無い縁部分を有し、手当て材の下面を接触汚染することなくリリース層を除去することを容易ならしめる。比較的に固い支持部分は第2の接着層によってフィルム裏張りの外面に固定されていて、支持部分は手当て材を皮膚表面に貼着する間、手当て材を引き延ばしておく固いつまみを含み、手当て材がカールしたり折り重なったりすることを防止する。
米国特許4,744,355号は、リリースライナーを半分に分けて傷口手当て材から裏張りを除去する際の過大な剥離力にまつわる問題の解決法を開示している。開示されている傷口手当て材では、リリースライナーの半体は、それぞれ、リリースライナー主部分とリリースライナー縁細片に分割される。リリースライナー主部分は縁細片の一部と重なっており、柔軟なヒンジにより互いに固定されている。リリースライナーが傷口手当て材から引き剥がされるとヒンジ手段が使われ、かくして剥離力が低減される。
米国特許5,106,629号は透明なフィルム層を有する手当て材と、透明なフィルム層の外面の上の安定した裏張り層と、リリースライナーを有する手当て材を開示している。裏張り層とリリースライナーはそれぞれコーナータブを有し、それらを透明な層から引き剥がすのを容易にしている。
公開された欧州特許出願EP0630629号は、薄いフィルムと、接着層と、穴を有することもある裏張り層と、任意の支持層と、任意のリリースライナーと、接着材を使用していないヒドロゲル(hydrogel)とを含む柔軟な傷口手当て材製品を開示している。該傷口手当て材は、さらに、薄いフィルム層とリリースライナーの間に介装される除去可能なV字形タブを具備し、透明な薄いフィルムからリリースライナーを除去するためのつかむことが可能な表面を提供し、手当て材を傷口に貼着する際の傷口手当て材の取扱いを容易にすることができる。
英国特許出願2224445A号は、片面に感圧接着層を有する裏張り層と、接着層を覆い1つまたはそれ以上の縁で裏張り層を越えて延伸している除去可能な保護材と、裏張り層の非接着性の面に裏返して付着される適応性のある支持層とを具備する接着性の手当て材を開示している。保護材は、第1、第2の部分から成り、第1の部分は接着面から離れながら延伸しV字形を形成するように曲げられている部分を有し、第2の部分は接着面から離れながら延伸しV字形の第1の部分に重なる部分を有している。
公開された国際出願WO94/14393号は、裏張り層と、その上の感圧接着材と、裏張り層の非接着面に取り付けられた支持層とを具備する接着性手当て材を開示している。この手当て材は手当て材を皮膚へ貼着するのを容易にする接着面上の付加的な縁細片要素を有することを特徴としている。除去可能な保護材が接着層を覆い裏張り層を越えて延伸している。除去可能な保護材は2つ、あるいは、それ以上の部分に分割することが可能で、その内の小さい方はV字形のつまみに折り重ねることができる。
欧州特許出願EP0630629号は、薄いフィルム層と、接着層と、裏張り層と、任意の支持層と、任意のリリースライナーと、ヒドロゲル材とを具備するヒドロゲル傷口手当て材製品について述べている。該傷口手当て材製品は、さらに、薄いフィルム層とリリースライナーの間に介装される除去可能なタップを含み、透明な薄いフィルムからリリースライナーを除去するための把持可能な表面を提供し、手当て材を傷口に貼着する際の傷口手当て材の取扱いを容易にすることができる。
接着層とリリースライナーを具備する手当て材を皮膚に貼着するための”不接触”つかみ部を提供するためにV字形のタブ部材を備える手当て材の技術分野における問題は手当て材を横切って配置されるタブ部材の縁の前方に望ましくない空気通路を有する広い領域が形成されるということである。
望ましくない空気通路を有する広い領域は、V字形のタブ部材を有する手当て材の製造する間に部分的に形成され、また、保管している間に部分的に形勢される。V字形のタブ部材を曲げによって製造する時に、曲げ領域は外力にさらされ、それにより当該領域の内部応力状態が高められる。従来技術の曲げられるV字形のタブ部材はある大きさの応力が蓄えられているように見受けられる。折り重ねの外側の先端は引っ張り応力の影響を受け、折り重ねの内側の先端は圧縮応力の影響を受ける。一度、手当て材が製造され保管されると、これらの応力は共働してV字形のタブ部材の2つのフラップを互いから離そうとする。このフラップを拡げようとする作用は、接着層を2つのフラップの曲げの線に沿ってリリースライナーから引き剥がすことを誘起し、2つの層の間に空気が入ることを許してしまい、この領域を望ましくない空気通路の領域に変えてしまう。
一般的なV字形のタブ部材における別の問題は、外側の先端の引っ張り応力と折り重ねの内側の先端の圧縮応力が曲げの領域の厚さを大きくすることである。手当て材を製造する時、特に薄い接着材の層を有する手当て材を製造する時、大きな厚さを有する大きな折り重ねが、接着材の厚さの階段状の変化を生起するが、これは、接着材に2つのフラップの曲げのラインの両側に接着材を流そうとする力がかかり、接着層の厚さが局部的に減少するからである。この傾向は、手当て材が製造の際に外周にそって斜めの縁を得るべく加圧される場合に、さらに顕著である。
空気通路を有する広い領域の存在に伴い多くの不便が生じる。接着層が空気にさらされると接着層の接着性が減少することが一般的に知られている。製造中、手当て材の縁は、加圧、および、任意おこなわれる加熱の工程において斜めにされることが多い。この斜めにする工程を、空気通路を有する広い領域のある一般的な手当て材に実施すると、空気通路を有する領域の接着性は顕著に低下することが知られている。この減少は、おそらく、加熱により促進された酸化によるものであろうが、水蒸気や、周囲に普通に存在する細かい繊維や、塵等の影響も受けているであろう。
さらに、空気通路は、保管中に、さらなる水蒸気や塵、例えば、包装の中にある印刷された説明書からの、が接着層に付着することを許してしまう。傷口の手当て材の技術領域においては、手当て材を使用している間に、液体、例えば、傷口の滲出液が接着層の接着性を低下することは知られており、よくあることである。しかし、新品の手当て材に接着性の低下した広い領域があるということは貼着した時に接着材に問題を起こす。
空気通路を有する広い領域のある手当て材を患者の皮膚に貼着する時に手当て材は剥がれようとする。傷口が感染する危険性の理由により手当て材の不透過性が重要である開存性の傷口の場合には重大な問題を引き起こす可能性がある。空気通路を有する広い領域のある手当て材は化膿性の傷口の場合は滲出液の洩れに対して弱点を有している。
非常に薄い接着層を有する手当て材の場合は、局部的な厚さの減少を起こす厚さの階段状の変化の問題にさらに注意を喚起しなければならない。空気通路を有する領域の問題は、例えば、水疱や、うおのめ用の、小さな手当て材の場合に重大である、というのは、空気通路で覆われる領域の部分の、手当て材の残りの部分に対する割合が、この様な小さな手当て材の場合は大きいからである。このような場合には、手当て材は短期間の間に保持力が弱まる。
発明の簡単な説明
以上より、本発明の目的は、手当て材の扱いを確実に簡単にすることができるタブ部材を提供し、空気の通路による広範な問題を取り除くことである。
本発明は、接着層と任意のリリースライナーとを具備する手当て材を皮膚に接着される接着面に触ることなく皮膚へ貼着するための”不接触”つかみ部として特に使用するためのタブ部材であって、タブ部材が、曲げあるいは結合の線に略垂直なV字形断面を有するタブを形成するように、1つの一体に曲げられたユニットとされた、あるいは、その1つの縁に沿って結合された、少なくとも1つの第1フラップ部材と第2フラップ部材とを具備するタブ部材に関する。
本発明は、さらに、タブ材料の連続した帯を折り重ね、それから、加熱、加圧してV字形のタブ部材を製造する方法に関する。
本発明は、さらにまた、少なくとも2つタブ材料の連続した帯を各々の上部に置き、それから結合される縁を加熱、加圧してV字形のタブ部材を製造する方法に関する。
本発明は、最後に、V字形のタブ部材を組み込んだ手当て材製品に関する。
【図面の簡単な説明】
以下、図面を参照して発明の詳細を説明する。
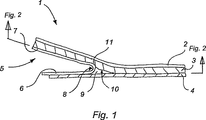
図1は、従来技術の一般的なV字形のタブ部材を有する傷口手当て材の断面図である。
図2は、図1の傷口の手当て材を下面から見た図である。
図3は、本発明のV字形のタブ部材を有する傷口手当て材の断面図である。
図4は、図3の傷口手当て材を下面から見た図であって、リリース層とV字形のタブ部材は除去してある。
図5、図6は、V字形のタブ部材の連続した帯を製造するための方法の一例を示す図である。
図7は、本発明の他の実施の形態による2つのV字形のタブ部材を有する傷口手当て材を下面から見た図である。
図8は、図7の傷口手当て材の断面図である。
発明の詳細な説明
本発明によるタブ部材は、曲げまたは結合の領域における2つのフラップ部材の総合厚さが2つのフラップ部材の曲げられた縁の厚さよりも小さいことを特徴とする。曲げまたは結合の領域の厚さの減少は、曲げまたは結合の領域の前方の、空気にさらされる接着層の領域の減少をもたらすという点で特に有利である。この領域が減少すると、前記の問題は格段に小さくなる。
本発明の好適な実施の形態によれば2つのフラップ部材は一つの一体化された曲げられたシートを構成することができる。実際上、この実施の形態は特に製造が容易である。
本発明の他の実施の形態によれば、2つのフラップ部材は1つの縁に沿って結合することができる。実際上、この実施の形態は2つのフラップ部材に異なる材料を使用することを可能にする。接着層に接するフラップの材料が、リリース層に接するフラップの材料と異なる特性を有さねばならない手当て材において有利である。
2つのフラップ部材の厚さは同じにすることもできるし、随意異なるようにすることもできる。
また、本発明のさらに別の実施の形態によれば、2つのフラップ部材は互いに動くことができる。この方法により、厚さの階段状の変化はさらに小さくされる。
本発明のV字形のタブ部材を1つまたそれ以上の、手当て材およびリリースライナーから剥がしやすい材料、好ましくは熱可塑性オレフィンのグループから選択された1つまたそれ以上の材料で作ることが好ましい。V字形のタブ部材として使用される材料の全部に対して共通なのは、接着材から容易にはがすことが確実にできるようにシリコナイズあるいはその他の処理をすることが好ましいということである。
第2の請求の範囲においては、本発明は、接着層と任意のリリースライナーとを具備する手当て材を皮膚に接着される接着面に触ることなく皮膚へ貼着するための”不接触”つかみ部として特に使用するためのV字形のタブ部材であって、折り重ねの線に略垂直なV字形断面を有するタブを形成するように、その1つの縁に沿って結合された、少なくとも1つの第1フラップ部材と第2フラップ部材とを具備するタブ部材、を製造する方法に関し、タブ材料の連続した帯を折り重ね、それから、2つのフラップ部材の折り重ねられた領域の総合厚さが、加圧しない折り折り重ねられた領域の厚さよりも小さくなるように、折り重ねられた領域を加圧することを特徴とする。
折り重ねられた材料の連続した帯を随意加熱されたローラ対を通過させることによって折り重ねられた領域内の2つのフラップ部材の総合厚さを減少させることが好ましく、その後、連続したV字形の帯はタブ部材を形成する適切な大きさに裁断される。この様なローラの温度は、材料および環境温度によって異なる。折り重ねられた領域を加圧する前に別個に加熱することが良好な温度制御を得るために好ましい。
第3の請求の範囲においては、本発明は、接着層と任意のリリースライナーとを具備する手当て材を皮膚に接着される接着面に触ることなく皮膚へ貼着するための”不接触”つかみ部として特に使用するためのV字形のタブ部材であって、曲げあるいは結合の線に略垂直なV字形断面を有するタブを形成するように、その1つの縁に沿って結合された、少なくとも1つの第1フラップ部材と第2フラップ部材とを具備するタブ部材を製造する方法に関し、少なくとも2つのタブ材料の連続した帯が、結合される縁を整列させて、それぞれの上部に置かれ、その後、縁が加熱と加圧によって結合されることを特徴とする。
シーリングによって縁を結合し、シールされた縁を圧縮するのにローラ対を使用することが望ましく、しかる後に連続したV字形のシート帯を選択的にタブ部材を形成する適切な寸法に裁断することができる。
本発明の別の請求の範囲によれば、縁は加圧される前に接着によって結合される。
1対のローラを使うかわりに、より多くのローラのシステムを使ったり、あるいは、加熱プレスのような別の機械装置を使うことも可能である。
連続した帯の加熱は加圧をする時に同時におこなうことができる。これは加熱ローラの対によっておこなうことができる。
1つまたは2つのフィルム材料の連続した帯は、V字形のタブ部材を製造する別の方法において、スタンプ装置またはシール装置を通過する。直線を形成する結合ではなくて、代わりに周期的な曲線の連続を形成することができ、各手当て材に対して繰り返される。帯は、V字形部材の開かれた縁によって、スタンピングの後も連続していることができる。さらに、本発明のV字形のタブ部材は接着面を含む他の製品、例えば、乳房切除用製品(mastectomy products)のための人口管口製品(ostomy products)と接着細片、並びに、工業用接着細片、にも使用することができる。
別の請求の範囲では、本発明は、手当て材であって、接着層と任意のリリースライナーと手当て材を皮膚上に貼着するための少なくとも1つのV字形のつかみタブ部材とを具備し、タブ部材が、曲げあるいは結合の線に略垂直なV字形断面を有するタブを形成するように1つの一体に曲げられたユニットとされ、あるいは、その1つの縁に沿って結合されている、少なくとも1つの第1フラップ部材と第2フラップ部材とを具備し、2つのフラップ部材の曲げあるいは結合の領域の総合厚さが、2つのフラップ部材の曲げられた縁の厚さ、あるいは、2つのフラップ部材の総合厚さよりも小さい、ことを特徴とする手当て材に関する。
本発明による、この手当て材とV字形のタブ部材の組み合わせは、患者に多くの利点を与える。
さらに別の請求の範囲では、本発明は、手当て材であって、接着層と任意のリリースライナーと手当て材を皮膚上に貼着するための少なくとも2つのV字形のタブ部材とを具備し、タブ部材の各々が、曲げあるいは結合の線に略垂直なV字形断面を有するタブを形成するように1つの一体に曲げられたユニットとされ、あるいは、その1つの縁に沿って結合されている、少なくとも1つの第1フラップ部材と第2フラップ部材とを具備し、2つのフラップ部材の曲げあるいは結合の領域の総合厚さが、2つのフラップ部材の曲げられた縁の厚さ、あるいは、2つのフラップ部材の総合厚さよりも小さい、ことを特徴とする手当て材に関する。
2つのV字形のタブ部材を有し結合領域を密着している実施の形態は、第2のフラップ部材が接着層の全面を覆い、その結果リリースライナーが必ずしも必要ではなく、手当て材を貼着するのが大幅に簡単であるので、実際上、特に有利であることが明らかになっている。
図1は上部フィルム2、接着層3、リリース層としても参照される保護層4と一般的なV字形のタブ部材5を具備する傷口手当て材を示している。一般的に使用されてきたV字形のタブ部材5のフラップ6、7は折り曲げ領域8内の材料の記憶による角度を形成しながら互いに拡がろうとする。この拡がろうとうする傾向は、前述のように、接着層3を手当て材1のリリース層から剥離しようとする。前述のように、この接着層3の剥離は接着層3とリリース層4の間に、図1に示されるように、V字形のタブ部材の2つのフラップ6、7の曲げのライン8に沿った通路9の形成を誘起する。
さらに、接着層3が局部的に11の部分で厚さが減少しているのがわかる。この厚さの階段状の変化は接着層3内の接着材が2つのフラップ6、7の結合8のラインの両側に流れるように力を受けることによって誘起される。これは手当て材製品が外周に沿って斜めの縁を有する時にはさらに悪い。
図1の従来技術の手当て材1を、リリース層4と、V字形のタブ部材5を除去して、下面より見て示している図2に、明確に示されているように、望ましくない通路9が手当て材1を横切って現れている。図2においては、接着層3が厚さの差の影響を受けた領域11、および空気の通路10を伴って示されている。通路9は即座に空気で満たされ、それは領域10内の接着層3の接着性を低下し、上述のように多くの不便を引き起こす。
図3は、上部フィルム22と、接着層23と、リリースライナーとしても参照される保護層24と、本発明によるV字形のタブ部材25を具備する手当て材21を示している。傷口手当て材はさらに上部フィルムの頂面に保護層を備えることもできる。V字形のタブ部材25のフラップ26、27はもはや互いから拡がろうとすることはない。
図5に示されるように連続した帯42から本発明の新しいV字形のタブ部材25を製造する間に、蓄積された応力が解放される。接着層23は手当て材21のリリースライナー24から殆ど剥離せず、図4に示されるように、V字形のタブ部材25の2つのフラップ26、27の結合の線28に沿って、接着層23とリリースライナー24の間に通路は形成されない。タブ部材25の折り曲げ28の領域の厚さは格段に減少し、厚さの階段状の減少を小さくする。製造中、接着層23内の接着材はV字形のタブ部材25の曲げ28の領域から各側に殆ど流れようとしない。
本発明によれば、V字形のタブ部材25は紙、金属、および、または、ポリマーから作られる。例えば、ポリエチレン、ポリプロピレン、ポリブチレンのようなポリウレタン、好ましくは、片側がシリコナイズされた(例えば、HDPE no.1710)、あるいは、シリコーンや、ポリエチレンテレフタレートとポリエチレンで、ラミネートされた((例えば、HDPE no.1800)、(PETP/PE))、高密度ポリエチレン(HDPE)が、異なる材料(PETP/PE)の2つのフラップの組み合わせ内で、(PETP)、流延ポリプロピレンフィルム(例えば、PPno.1015)、シリコナイズした流延ポリプロピレンフィルム(例えば、PPno.1803)、または、(例えば、PETPno.1019)のようなポリエステルや、ポリエステル(例えば、PETPno.1019)や、シリコナイズしたポリエステル(例えば、PETPno.1803)と共に使用される。番号はEurophan Numbersを参照している。
本発明の、好適な実施の形態においては、接着層からタブ部材を剥がすために、材料は、片側、もしくは、両側がシリコナイズされ、または、同様な処理をされる。
材料は、好ましくは、数ミクロンから1mmの範囲の厚さを有する。特に、30乃至60ミクロン、好ましくは、36ミクロンの厚さが有効であることが明らかになっている。
図5、6はV字形のタブ部材25の連続した帯を製造するための装置42を概略的に示している。連続した帯42はロール43の上に巻かれ、曲げられた板44に接触させるためにローラ46上に導かれる。曲げられた板44に接触することにより、帯は長手方向に折り重ねられ、その後、帯は折り重ねに圧力を与える第1のローラ対47を通過する。第1のローラ対47を通過した後、折り重ねの外側端部はさらに加熱装置、例えば、加熱プレート45を通過する。加熱プレート45を通過する間、帯の材料は、材料を柔軟にする温度以上の温度に加熱される。それから、帯の折り重ねられた領域は折り重ねに圧力を加える第2のローラー対48を通過する。さらに、折り重ねられた帯42は、幾つかの巻き取りローラ49、50を越えて導かれる。最終的には連続した、折り重ねられた帯は、随意、ロールに巻き取られ、あるいは、直接に使用される。
図7、8は上部フィルム22、接着層23、および本発明による2つのV字形のタブ部材25、25’を有する、本発明による手当て材21を概略的に示している。手当て材はさらに図示しない保護層を上部フイルムの頂部に備えることもできる。V字形のタブ部材25のフラップ26、26’、27、27’はもはや結合線に近いところで互いに剥離しようとすることはない。
図5に示されるように連続した帯42から本発明の新しいV字形のタブ部材25、25’を製造する間に、蓄積された応力が解放される。
図8に示されるように、V字形のタブ部材25、25’の2つのフラップ26、26’、27、27’の結合の線28、28’に沿って、接着層23とV字形のタブ部材25、25’の間に通路は形成されない。タブ部材25、25’の折り曲げ28、28’の領域の厚さは格段に減少し、厚さの階段状の減少を小さくする。製造中、接着層23内の接着材はV字形のタブ部材25、25’の曲げ28、28’の領域から各側に殆ど流れようとしない。
V字形のタブ部材25、25’は異なる寸法で示されている。それらは、同じ寸法を有するように形成することもできる。図7、8のフラップ26、26’はフラップ27、27’よりも小さい。フラップ26、26’はフラップ27、27’と同じ長さにすることもできるし、本発明の範囲において、フラップ26、26’の一方、または、両方を、フラップ27、27’よりも長くすることができる。
材料と方法
実験的な部分
以下、本発明の実施の形態を開示している例を参照しながら本発明の更なる詳細について説明する。例は、別添の請求の範囲に規定される本発明の請求の範囲を限定しようとするものではない。
例1
折り重ねと、加熱と、ロールによる本発明のV字形のタブ部材の準備。
36ミクロンの厚さのシリコナイズされたポリエチレン(PETP no.1803)の連続した帯のロールが図5、6に示すタイプの装置に置かれ、リールオフする時にシリコナイズされた側が上を向くようにされている。連続した帯は、ステンレス鋼製の曲げられた板に接触する目的でローラを越えてガイドされる。曲げられた板に接触することによって、帯は、シリコナイズされた面を外向きにして、長手方向に折り重ねられ、その後、帯は、折り重ねに圧力を与える最初のローラ対を通過する。帯は、最初のローラ対を通過した後に、折り重ねの外側端部はさらに加熱された、テフロンコーティングされたプレートの上を通過する。テフロンコーティングされたプレートの温度は、120℃から200℃の間である。加熱されたプレートに沿って下がる間に帯の材料は材料を柔軟にする温度以上の温度に加熱される。それから、折り重ねられた帯は折り重ねに圧力を与え、折り重ね領域を変形する第2のローラ対を通過する。さらに、折り重ねられた帯は幾つかの巻き取りローラを越えてガイドされる。最終的には連続した、折り重ねられた帯は、随意、ロールに巻き取られ、あるいは、直接に使用される。
例2
シールと、加圧による本発明のV字形のタブ部材の準備。
36ミクロンの厚さのシリコナイズされたポリエチレン(PETP no.1803)の連続したシートが、別の同じポリエチレン(PETP no.1803)の連続したシートの上に置かれる。2つのシートの1つの縁が、両方のあご(jaw)にシーリング細片を有し、シーリング細片の上にテフロン材料を有するElwis Pack A/S社のElwis衝撃シール装置内に導入される。2つのポリエステルの帯は加熱され、縁にそって一緒にシールされ、3.1に設定されたシーリング時間と4に設定された冷却時間が使用される。装置はシールされた領域にさらに圧力をかけ一対のローラを同時化する。V字形のタブ部材の連続したシートは冷却の後、適切な寸法に裁断される。
例3
シーリングと加圧による2つの異なる部材からの本発明のV字形のタブ部材の準備。
Wihuri Oy Wipack社のWipack(登録商標)がラミネートされた100ミクロンの厚さの無菌包装用紙のシートが36ミクロンの厚さのシリコナイズされたポリエステル(PETP/PEno.1803)の連続したシートの上に置かれる。Wipack(登録商標)の無菌包装用紙の縁はポリエステルの縁よりも0.5mmずらされている。シートの縁はElwis Pack A/S社のElwis衝撃シール装置内に配置される。シール装置は両方のあご(jaw)にシーリング細片を有し、シーリング細片の上にテフロン材料を有する。2つのポリエステルのシートは加熱され、一緒にシールされ、3.2に設定されたシーリング時間と4に設定された冷却時間が使用される。装置はシールされた領域にさらに圧力をかけ一対のローラを同時化する。V字形のタブ部材の連続したシートは冷却の後、適切な寸法に裁断される。
例4
シーリングと加圧による厚さの異なる部材からの本発明のV字形のタブ部材の準備。
47ミクロンの厚さの連続したポリエステル(PETP/PE)のシートが36ミクロンの厚さのシリコナイズされたポリエステル(PETP)の連続したシートの上に置かれる。シートの縁はElwis Pack A/S社のElwis衝撃シール装置内に配置される。2つのポリエステルのシートは加熱され、一緒にシールされ、3に設定されたシーリング時間と4に設定された冷却時間が使用される。
本発明を、特定の実施の形態の例を参照して説明してきた。別添の請求の範囲で規定される範囲を逸脱しない範囲において多数の変形をおこなうことが可能であろう。
Claims (10)
- 接着層(23)と任意のリリースライナー(24)とを具備する手当て材(21)を接着面に触ることなく皮膚へ貼着するための「不接触」つかみ部として特に使用するためのタブ部材(25)であって、少なくとも1つの第1フラップ部材(26)と第2フラップ部材(27)とを具備し、
タブ部材が、曲げあるいは結合の線に略垂直なV字形断面を有するタブ(25)を形成するように、1つの一体に曲げられたユニットとされ、あるいは、その1つの縁に沿って結合されたタブ部材(25)において、
V字形のタブ部材の厚さが30乃至60ミクロンで、
曲げあるいは結合の領域(28)の総合厚さが、曲げあるいは結合を加熱及び加圧することによって減少され、2つのフラップ部材の曲げられた縁の厚さ、あるいは、2つのフラップ部材の総合厚さよりも小さい、
ことを特徴とするタブ部材(25)。 - 2つのフラップ部材(26、27)とから成り、2つのフラップ部材(26、27)が、1つの一体に曲げられたシートを構成していることを特徴とする請求項1に記載のV字形のタブ部材(25)。
- 2つのフラップ部材(26、27)が1つの縁に沿って結合されていることを特徴とする請求項1に記載のV字形のタブ部材(25)。
- 2つのフラップ部材(26、27)の厚さが等しいことを特徴とする請求項3に記載のV字形のタブ部材(25)。
- 手当て材(21)の接着材(23)およびリリースライナー(24)から容易に取り外せるように処理されている1つ以上の部材と、
好ましくは熱可塑性オレフィンのグループから選択され、好ましくはシリコナイズされた1つ以上の部材と、
を具備することを特徴とする請求項1から4のいずれか1項に記載のV字形のタブ部材。 - 接着層(23)と任意のリリースライナー(24)とを具備する手当て材(21)を、例えば、傷口の上に、貼着するための”不接触”つかみ部として特に使用するためのV字形のタブ部材(25)であって、曲げの線に略垂直なV字形断面を有するタブを形成するように、その1つの縁に沿って結合された少なくとも1つの第1フラップ部材(26)と第2フラップ部材(27)とを具備するV字形のタブ部材(25)、を製造する方法であって、
タブ部材の連続した帯(42)を折り重ね、
次いで、折り重ねた領域を加熱及び圧縮し、折り曲げ内の2つのフラップ部材(26、27)の総合厚さを2つのフラップ部材(26、27)の曲げ縁の厚さよりも減少せしめることを特徴とする方法。 - ローラ対(47、48)により厚さが減少され、その後、連続したV字形の帯がタブ部材を形成しながら随意、適切な寸法に裁断されることを特徴とする請求項6に記載の方法。
- 接着層(23)と任意のリリースライナー(24)とを具備する手当て材(21)を、例えば、傷口の上に、貼着するための「不接触」つかみ部として特に使用するためのV字形のタブ部材(25)であって、曲げの線に略垂直なV字形断面を有するタブを形成するように、その1つの縁に沿って結合された少なくとも1つの第1フラップ部材(26)と第2フラップ部材(27)とを具備するV字形のタブ部材(25)、を製造する方法であって、
タブ材料の少なくとも2つの連続した帯が、結合される縁を整列させながら各々の頂部に配置され、その後、縁が加熱と圧縮により結合される、ことを特徴とする方法。 - 縁が例えば、ローラ対によって一緒にシールされ、圧縮され、その後、V字形のシート帯がタブ部材を形成しながら随意、適切な寸法に裁断されることを特徴とする請求項8に記載の方法。
- 手当て材(21)であって、
接着層(23)と任意のリリースライナー(24)と手当て材(21)を皮膚上に貼着するための少なくとも1つのV字形のつかみタブ部材(25)とを具備し、タブ部材(25)が少なくとも1つの第1フラップ部材(26)と第2フラップ部材(27)とを具備していて、
タブ部材が、曲げあるいは結合の線に略垂直なV字形断面を有するタブを形成するように、1つの一体に曲げられたユニットとされ、あるいは、その1つの縁に沿って結合された手当て材(21)において、
V字形のタブ部材の厚さが30乃至60ミクロンで、
曲げあるいは結合の領域の総合厚さが、曲げあるいは結合を加熱及び加圧することによって減少され、2つのフラップ部材の曲げられた縁の厚さ、あるいは、2つのフラップ部材の総合厚さよりも小さい、
ことを特徴とする手当て材。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK13496 | 1996-02-09 | ||
| DK0134/96 | 1996-02-09 | ||
| PCT/DK1997/000048 WO1997028771A1 (en) | 1996-02-09 | 1997-02-07 | A tab member |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000504596A JP2000504596A (ja) | 2000-04-18 |
| JP4173546B2 true JP4173546B2 (ja) | 2008-10-29 |
Family
ID=8090132
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP52806797A Expired - Lifetime JP4173546B2 (ja) | 1996-02-09 | 1997-02-07 | タブ部材 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6140548A (ja) |
| EP (1) | EP0879037B1 (ja) |
| JP (1) | JP4173546B2 (ja) |
| AT (1) | ATE193195T1 (ja) |
| AU (1) | AU715416B2 (ja) |
| DE (1) | DE69702117T2 (ja) |
| DK (1) | DK0879037T3 (ja) |
| ES (1) | ES2147977T3 (ja) |
| WO (1) | WO1997028771A1 (ja) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2794969B1 (fr) | 1999-06-16 | 2002-01-18 | Technosphere Sarl | Pansement adhesif |
| US7078582B2 (en) | 2001-01-17 | 2006-07-18 | 3M Innovative Properties Company | Stretch removable adhesive articles and methods |
| US6706940B2 (en) | 2001-02-22 | 2004-03-16 | George Medical, L.L.C. | Transparent film dressing and a method for applying and making the same |
| US6894204B2 (en) | 2001-05-02 | 2005-05-17 | 3M Innovative Properties Company | Tapered stretch removable adhesive articles and methods |
| US20050182443A1 (en) | 2004-02-18 | 2005-08-18 | Closure Medical Corporation | Adhesive-containing wound closure device and method |
| US20060009099A1 (en) | 2004-07-12 | 2006-01-12 | Closure Medical Corporation | Adhesive-containing wound closure device and method |
| GB2421188A (en) * | 2004-12-14 | 2006-06-21 | Pearson Matthews | Improved adhesive dressing |
| US7812212B2 (en) * | 2005-08-23 | 2010-10-12 | Centurion Medical Products Corporation | Window dressing |
| US7294751B2 (en) * | 2005-08-23 | 2007-11-13 | Tri-State Hospital Supply Corporation | Window dressing |
| US7723561B2 (en) * | 2005-09-09 | 2010-05-25 | Centurion Medical Products Corporation | PIV dressing assembly |
| JP5010829B2 (ja) * | 2005-12-28 | 2012-08-29 | 帝國製薬株式会社 | 貼付剤 |
| DK2117483T3 (da) | 2007-06-25 | 2011-04-04 | Coloplast As | Stomiindretning med flere release linere |
| US8071126B2 (en) * | 2007-06-26 | 2011-12-06 | Lintec Corporation | Percutaneous absorption type patch |
| JP2009161501A (ja) * | 2008-01-10 | 2009-07-23 | Nitto Denko Corp | 貼付剤の使用方法 |
| RU2554798C2 (ru) * | 2009-08-10 | 2015-06-27 | АРКТИК ИЗ, ЭлЭлСи | Охлаждающие изделия и способы |
| WO2012029127A1 (ja) * | 2010-08-31 | 2012-03-08 | ニチバン株式会社 | 貼付体シート、及び、その使用、並びに、貼付体シートの貼付方法 |
| US20160339186A1 (en) * | 2013-12-20 | 2016-11-24 | Soma Access Systems, Llc | Skin adhesive device for use in medical procedures |
| ES2921990T3 (es) | 2014-09-10 | 2022-09-05 | Bard Inc C R | Apósito protector para un dispositivo médico colocado en la piel |
| USD824525S1 (en) | 2014-09-25 | 2018-07-31 | Ethicon Llc | Release paper for wound treament devices |
| US10792024B2 (en) | 2016-09-28 | 2020-10-06 | Ethicon, Inc. | Scaffolds with channels for joining layers of tissue at discrete points |
| USD848624S1 (en) | 2016-09-29 | 2019-05-14 | Ethicon, Inc. | Release paper for wound treatment devices |
| US10687986B2 (en) | 2016-09-29 | 2020-06-23 | Ethicon, Inc. | Methods and devices for skin closure |
| US10470934B2 (en) | 2016-09-29 | 2019-11-12 | Ethicon, Inc. | Methods and devices for skin closure |
| US10470935B2 (en) | 2017-03-23 | 2019-11-12 | Ethicon, Inc. | Skin closure systems and devices of improved flexibility and stretchability for bendable joints |
| US20180271505A1 (en) | 2017-03-23 | 2018-09-27 | Ethicon, Inc. | Scaffolds for Joining Layers of Tissue at Discrete Points |
| US11504446B2 (en) | 2017-04-25 | 2022-11-22 | Ethicon, Inc. | Skin closure devices with self-forming exudate drainage channels |
| US10993708B2 (en) | 2018-07-31 | 2021-05-04 | Ethicon, Inc. | Skin closure devices with interrupted closure |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2128479A (en) * | 1982-10-20 | 1984-05-02 | Smith & Nephew Ass | Application of surgical dressings |
| CA1286177C (en) * | 1984-05-03 | 1991-07-16 | Smith And Nephew Associated Companies Plc | Adhesive wound dressing |
| EP0168174A1 (en) * | 1984-06-13 | 1986-01-15 | Smith & Nephew Inc. | Film dressing |
| US4646731A (en) * | 1985-05-20 | 1987-03-03 | Brower Arthur B | Self adhesive suture and bandage |
| US4744355A (en) * | 1986-05-23 | 1988-05-17 | Faasse Jr Adrian L | Hinged end wound dressing |
| EP0360458B1 (en) * | 1988-09-07 | 1993-08-11 | SMITH & NEPHEW plc | Adhesive dressing, its preparation and use |
| US5106629A (en) * | 1989-10-20 | 1992-04-21 | Ndm Acquisition Corp. | Transparent hydrogel wound dressing |
| GB9226909D0 (en) * | 1992-12-24 | 1993-02-17 | Smith & Nephew | Adhesive dressing |
| AU667766B2 (en) * | 1993-05-27 | 1996-04-04 | Paul Hartmann Ag | Hydrogel wound dressing product |
-
1997
- 1997-02-07 JP JP52806797A patent/JP4173546B2/ja not_active Expired - Lifetime
- 1997-02-07 WO PCT/DK1997/000048 patent/WO1997028771A1/en active IP Right Grant
- 1997-02-07 ES ES97902158T patent/ES2147977T3/es not_active Expired - Lifetime
- 1997-02-07 DK DK97902158T patent/DK0879037T3/da active
- 1997-02-07 US US09/117,946 patent/US6140548A/en not_active Expired - Lifetime
- 1997-02-07 AT AT97902158T patent/ATE193195T1/de not_active IP Right Cessation
- 1997-02-07 DE DE69702117T patent/DE69702117T2/de not_active Expired - Lifetime
- 1997-02-07 EP EP97902158A patent/EP0879037B1/en not_active Expired - Lifetime
- 1997-02-07 AU AU15911/97A patent/AU715416B2/en not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| DK0879037T3 (da) | 2000-10-09 |
| ES2147977T3 (es) | 2000-10-01 |
| AU1591197A (en) | 1997-08-28 |
| DE69702117T2 (de) | 2001-04-05 |
| JP2000504596A (ja) | 2000-04-18 |
| US6140548A (en) | 2000-10-31 |
| EP0879037A1 (en) | 1998-11-25 |
| ATE193195T1 (de) | 2000-06-15 |
| DE69702117D1 (de) | 2000-06-29 |
| EP0879037B1 (en) | 2000-05-24 |
| AU715416B2 (en) | 2000-02-03 |
| WO1997028771A1 (en) | 1997-08-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4173546B2 (ja) | タブ部材 | |
| JP5080384B2 (ja) | 包装された医療用接着複合物 | |
| US5153040A (en) | Wound dressing | |
| JP4169243B2 (ja) | 傷治療のための外科用ドレープ及び吸引ヘッド | |
| US7317134B2 (en) | Medical adhesive dressing | |
| US6297422B1 (en) | Dressing comprising a main part and a handle part | |
| US6607799B1 (en) | Surgical dressing with delivery system and method of manufacture | |
| AU640116B2 (en) | One piece adhesive bandage and package unit | |
| AU754248B2 (en) | Catheter securement dressing and delivery method | |
| KR100355857B1 (ko) | 접착성합성체드레싱및그제조방법 | |
| US6008429A (en) | Wound dressing delivery system | |
| JP5036385B2 (ja) | フィルムドレッシング | |
| TW201026290A (en) | Conformable wound dressing | |
| JPS6363226B2 (ja) | ||
| JPH02262515A (ja) | 傷用包帯 | |
| MXPA01009336A (es) | Banda desprendible con ruptura divisible para retirar facilmente una banda revestida con adhesivo. | |
| EP0612232A1 (en) | Occlusive wound dressing and applicator | |
| JP2007512056A (ja) | ドレッシング物品 | |
| WO2010044152A1 (ja) | フィルムドレッシング | |
| JP2008509712A (ja) | 圧迫帯 | |
| US20070173752A1 (en) | Integrated package | |
| EP2373269B1 (en) | Device for facilitating application of a plastic film to skin | |
| TW200530364A (en) | Closure tape tab for an absorbent article, prelaminated closure tape and method of manufacturing the closure tape tab | |
| RU2250095C2 (ru) | Устройство для наложения накладки на заданную поверхность | |
| JPH09238975A (ja) | 粘着フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070619 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20070918 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20071029 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080715 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080814 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110822 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110822 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120822 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130822 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |