JP4096391B2 - 複層ガラスの製造方法およびその装置 - Google Patents
複層ガラスの製造方法およびその装置 Download PDFInfo
- Publication number
- JP4096391B2 JP4096391B2 JP01413698A JP1413698A JP4096391B2 JP 4096391 B2 JP4096391 B2 JP 4096391B2 JP 01413698 A JP01413698 A JP 01413698A JP 1413698 A JP1413698 A JP 1413698A JP 4096391 B2 JP4096391 B2 JP 4096391B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- die
- glass plates
- dry gas
- glass plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
















Landscapes
- Joining Of Glass To Other Materials (AREA)
Description
【発明の属する技術分野】
本発明は、中空層に乾燥ガスを封入した樹脂製のスペーサを有する複層ガラスの製造方法およびその装置に関するものである。
【0002】
【従来の技術】
複層ガラスは、2枚のガラス板間の周縁部に金属製のスペーサを一次シール材を介して配置した後に、周縁部におけるガラス板の対向面とスペーサの外側面とで形成された部分に二次シール材を充填して製造されている。この場合、2枚のガラス板間に成形された中空層には、乾燥ガスが封入されてガラス板の曇りを防ぐことができる。
【0003】
従来、複層ガラスの2枚のガラス板の間の中空層に乾燥ガスを封入する第1の方法としては、複層ガラスの製作中、すなわち二次シール材を充填する前に一次シール材が介在しているスペーサとガラス板との間に小さな間隙を開けてそこから中空層に乾燥ガスを流し込んだ後、ガラス板をスペーサに押しつけて二次シールを充填する方法が提案されていた。
【0004】
また第2の方法としては、完成した複層ガラスの対角する各1点のスペーサに細い管を突き刺して貫通させ、この細い管を通して中空層の内部を乾燥ガスに入れ換えた後、細い管を引抜き、細い管を貫通したためにできたスペーサの孔に樹脂材料を充填して塞ぐ方法が提案されていた。
【0005】
ほかに直接乾燥ガスを送り込むのではなく、第3の方法として、複層ガラスを作製する際、2枚のガラス板間の周縁部に配置される金属スペーサを内周面に溝を有する中空状に形成し、この中空部分に乾燥剤を入れて中空層の内部を乾燥状態に保つ方法が提案されていた。
【0006】
さらに第4の方法としては、スペーサを樹脂材料から形成し、この樹脂材料の中に乾燥剤を練り込んでおいて、完成した複層ガラスの周縁部に成形したスペーサに練り込まれている乾燥剤で中空層の内部を乾燥状態に保つ方法が提案されていた。
【0007】
【発明が解決しようとする課題】
しかしながら、上記第1、第2の方法は、個々の複層ガラスに対して中空層の内部に乾燥ガスを入れた後、密封する作業をしなければならないため、作業能率が悪いという問題があった。
【0008】
また上記第3、第4の方法は、溝に乾燥剤を入れたり、或いは樹脂材料に乾燥剤を練り込む等の前処理作業が大変であるという問題があり、更に長期間経過後は乾燥剤の性能が劣化するという問題があった。
【0009】
本発明は、このような問題を除去し、2枚のガラス板間の周縁部に樹脂製のスペーサを成形する際、同時に該2枚のガラス板間の中空層に乾燥ガスを吹き込んで能率よく乾燥ガスを封入する複層ガラスの製造方法およびその装置を提供することを目的とするものである。
【0010】
【課題を解決するための手段】
上記目的を達成するため本発明は、複数のガラス板をその間に中空層が形成されるように隔置して、該複数のガラス板を鉛直状態で保持し、所定の形状で樹脂材料を押出すダイと前記複数のガラス板とを、ダイがガラス板の周縁部に沿うように相対移動させながら、前記複数のガラス板間の周縁部にダイから樹脂材料を押出して樹脂製のスペーサを成形するとともに、該成形の工程中に複数のガラス板間の中空層に乾燥ガスを吹き込む工程を有し、
前記乾燥ガスを吹き込む工程は、ガラス板の上辺または下辺側から乾燥ガスを吹き込むものであり、
前記相対移動は、ガラス板のガラス板面に平行な水平方向の移動とダイの鉛直方向の移動とからなり、ガラス板の1つのコーナー部から樹脂材料の押出しを開始し、ガラス板の一方の鉛直辺に沿ってダイを移動させながら樹脂材料をガラス板間の周縁部に押出す工程(A)と、ダイの移動を停止させ、ガラス板を水平方向へ移動させながら樹脂材料をガラス板間の周縁部に押出す工程(B)とを、前記乾燥ガスが吹き込まれる側の上辺または下辺への樹脂材料の押出しが最後の工程となるように、工程(A)、工程(B)をこの順に2度行うことを特徴とする複層ガラスの製造方法に係るものである。これにより、複数のガラス板間の中空層に乾燥ガスを吹き込むための別工程を必要としなくなる。更に、成形されるスペーサによって乾燥ガスの吹き込みを妨げることなく、スペーサの成形とともに乾燥ガスを吹き込むことができる。
【0013】
さらに本発明は、間に中空層が形成されるように隔置された複数のガラス板間の周縁部に樹脂材料を押出すダイと、前記複数のガラス板を鉛直状態で支持しながら、複数のガラス板をガラス板面に平行に水平方向に移動させるガラス板移動手段と、前記ダイを鉛直方向に移動させるダイ移動手段とを有し、前記ガラス板の周縁部にダイが沿うようにダイとガラス板とを移動させる移動手段と、前記複数のガラス板間の上縁または下縁に沿うように配され前記複数のガラス板間の中空層に乾燥ガスを吹き込む乾燥ガス吹出しスリットを有する乾燥ガス供給源と、を備えたことを特徴とする複層ガラスの製造装置に係るものである。これにより、複数のガラス板間の周縁部にダイから樹脂材料を押出して樹脂製のスペーサを成形するとき、前記複数のガラス板間の中空層の上方または下方からエアーカーテン状にスムースに乾燥ガスを吹き込むことができる。
【0014】
更に本発明は、前記ガラス板移動手段は、複数のガラス板の下縁を支持しながら移動させるものであって、前記乾燥ガス供給源は、前記ガラス板移動手段に沿うように配されていることを特徴とする複層ガラスの製造装置に係るものである。これにより、成形されたスペーサによって乾燥ガスの吹き込みを妨げることなく、スペーサの成形とともに乾燥ガスを吹き込むことができる。
【0015】
【発明の実施の形態】
以下、本発明の実施の形態を、図を参照しつつ説明する。
【0016】
図3は本発明の方法に使用する装置の一例を示す側面図、図4は図3をIV方向から見た正面図であって、ガラス板1,2は、その対向する面とは反対側の面を吸着パッド3によって吸着支持され、ガラス板1,2の間に間隔が保たれるようにしてガラス保持台4に鉛直方向に保持されている。ガラス板1,2の厚みが変わったり、ガラス板1,2の間の間隔が変わったときには、別のガラス保持台4を用意する必要がある。このガラス保持台4の下部には車輪5が設けてあって、駆動モータ等の図示しない駆動機構により車輪5が回転し、ガラス保持台4はガラス板1,2を鉛直に保持したまま水平方向に移動するようになっている。そしてガラス板1,2の縁部には、ダイ6が臨むようになっている。
【0017】
図1は本発明の方法に使用する装置の一例を示す縦断正面図、図2は図1をII方向から見た側面図であって、ダイ6にはガラス板挿入部8が形成されガラス板1,2の縁部が入るようになっており、ガラス板1,2の対向する面とは反対側の面に、ダイ6に設けてあるガラス板押さえ具9が当接するようになっている。
【0018】
ダイ6には、ガラス板1,2の縁部と平行の方向に開口した樹脂吐出口10が設けてあって、この樹脂吐出口10には樹脂流路11が連通している。また図1に示すように、ダイ6の樹脂吐出口10とは反対の側(移動方向前側)には乾燥ガス吐出口12が設けてあって、この乾燥ガス吐出口12には乾燥ガスが供給される空気流路13が連通している。
【0019】
上述したダイ6は、図3に示すようにスイベルジョイント14を備えた樹脂・乾燥ガス供給管15を介して押出機16ならびに図示しない乾燥ガス供給機に接続されていて、図1に示した樹脂流路11には押出機16から樹脂が供給され、空気流路13には図示しない乾燥ガス供給機から乾燥ガスが供給されるようになっている。そしてダイ6は鉛直に設けてあるリニヤレール17に沿って、駆動モータ等により鉛直に上下に移動できるようになっている。さらにダイ6は、図示しない回転モータ等によりダイ6の軸線を中心として90度ずつ回転できるようになっている。
【0020】
次に、上述したダイ6を使用して2枚のガラス板1,2の間の中空層に乾燥ガスを吹き込む方法の工程を説明する。
【0021】
図3、図4において、ガラス板1,2の下辺でダイ6とガラス保持台4とが干渉しあわないように調整または駆動させる必要がある。
【0022】
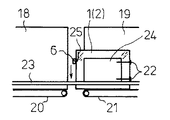
そこで、2枚のガラス板1,2の間の中空層に乾燥ガスを吹き込む方法の工程の一例を示す正面図である図5なしい図12に示すように、ダイ6を間に挟んで鉛直のテーブル18,19を同一の鉛直面に並ぶように設け、さらに、テーブル18,19の下側には、テーブル18,19よりも図の手前側に突出するようにして移動手段20,21を一平面上に並ぶように設ける。移動手段20,21としては、モータ等によって逆転可能に駆動されるベルトコンベヤ、ローラコンベヤ等が好ましい。
【0023】
そして図5に示すようにガラス板1をテーブル18に鉛直に立て掛けるようにして移動手段20の上に載置する。次いで移動手段20を駆動してガラス板1を図5の右方へ移動し、テーブル18に取り付けてあるストッパ22により所定位置に位置決めする。ストッパ22は、例えばテーブル18に穿設してある孔に挿入したピンを使用したり、あるいはガラス板を検知するセンサを使用して、ガラス板1が所定位置に到達したときに移動手段20を停止させるようにしてもよい。
【0024】
次に、図6に示すように水平のリニヤレール23上を移動する鉛直の保持フレーム24をガラス板1の停止位置まで移動させ、図示しないシリンダ等を介して保持フレーム24に設けられている吸着パッドをガラス板1の面に向けて前進させてガラス板1を吸着保持しながら、図の手前に所定距離だけ後退させる。このとき、保持フレーム24に設けてあるバーにストッパ22を連結させることによって、その後の工程においてテーブル18の孔からストッパ22を外す作業の簡便化が図れる。
【0025】
次に、他方のガラス板2をテーブル18に鉛直に立てかけるようにしてストッパ22まで移動させ、ガラス板1と同じ位置に位置決めする。これによって2枚のガラス板1,2は、吸着パッドの後退分の間隔をおいた状態で移動手段20の上に載置され、かつ、ガラス板1は保持フレーム24で、ガラス板2はテーブル18でそれぞれ鉛直に保持される。
【0026】
次に、移動手段20,21を動かす速度と保持フレーム24がリニヤレール23上を移動する速度とを同じ速度に保ちながら2枚のガラス板1,2を図7に示すようにテーブル19、移動手段21の方に移動させ、ガラス板1,2の移動方向後方の垂直縁がダイ6の下に到達したときに、移動手段20,21、保持フレーム24の移動を停止し、ガラス板1,2を止める。
【0027】
ダイ6はテーブル18,19の間の間隙を上下方向に移動可能であり、テーブル18,19の間の間隙の上方に待機している。この位置のダイ6を、図1、図2に示す樹脂吐出口10がガラス板1,2の移動方向後方の垂直縁の方に向くように回転し、ダイ6を下降させながらガラス板1,2の移動方向後方の垂直縁がガラス板挿入部8(図2参照)に入るようにする。そして樹脂吐出口10から樹脂材料を吐出し、乾燥ガス吐出口12(図1参照)から乾燥ガスを吹き出しながら図8に示すようにさらにダイ6を下降させると、ガラス板1,2の間の中空層に乾燥ガスを吹き込みながらガラス板1,2の図における左側の垂直縁の間に均一に樹脂材料を押し出しながらダイ6は下降する。
【0028】
ダイ6がガラス板1,2の下端に到達すると同時にダイ6の下降を停止し、ダイ6を反時計方向に90度回転させる。このとき乾燥ガス吐出口12(図1参照)からは乾燥ガスを吹き出したままで、樹脂吐出口10から吐出される樹脂材料の量を制御することによって樹脂材料の過剰供給を防止し、ガラス板1,2のコーナ部の中空層に均一に樹脂材料を押し出すようにする。
【0029】
ダイ6を反時計方向に90度回転させ終わった後、図9に矢印で示すように移動手段20,21、保持フレーム24を直前の動きとは反対にテーブル18の方へ同じ速度で移動してガラス板1,2を左方へ動かし、樹脂吐出口10から樹脂材料を吐出し、乾燥ガス吐出口12から乾燥ガスを吹き出しておく。
【0030】
上述した図8、図9の工程によって、ガラス板1,2の間の中空層に乾燥ガスを吹き込みながら、図9に示すようにガラス板1,2の図における左側の垂直縁およびこれに連続してガラス板1,2の下縁の間に均一に樹脂材料を押し出すことができる。
【0031】
図9に示すようにガラス板1,2を左方へ動かして、ガラス板1,2の下縁の右端がダイ6の位置に到達すると移動手段20,21、保持フレーム24の左方への移動を停止し、乾燥ガス吐出口12からは乾燥ガスを吹き出したままで、樹脂吐出口10から吐出される樹脂材料の量を制御しながらダイ6を反時計方向に90度回転させる。
【0032】
ダイ6を反時計方向に90度回転させ終わった後、図10に矢印で示すようにダイ6をガラス板1,2の右側の垂直縁に沿って上昇させながら樹脂吐出口10から樹脂材料を吐出し、乾燥ガス吐出口12から乾燥ガスを吹き出しておく。このとき、バーを伸ばしてストッパ22をダイ6の上昇前に退避させることによって、ダイ6の上昇が干渉されなくなり、ガラス板1,2の間の中空層に乾燥ガスを吹き込みながら、ガラス板1,2の右側の垂直縁の間に均一に樹脂材料を押し出すことができる。
【0033】
ダイ6がガラス板1,2の右側の垂直縁の上端に到達するとダイ6の上昇を停止し、乾燥ガス吐出口12からは乾燥ガスを吹き出したままで、樹脂吐出口10から吐出される樹脂材料の量を制御しながらダイ6を反時計方向に90度回転させる。
【0034】
ダイ6を反時計方向に90度回転させ終わった後、移動手段20,21、保持フレーム24を同じ速度で図11に矢印で示すように右方へ移動させてガラス板1,2を右方へ動かし、樹脂吐出口10から樹脂材料を吐出し、乾燥ガス吐出口12から乾燥ガスを吹き出しておく。
【0035】
ガラス板1,2の上縁の左端がダイ6の位置に到達すると、移動手段20,21、保持フレーム24の右への移動を停止し、かつ、樹脂吐出口10からの樹脂材料の吐出と乾燥ガス吐出口12からの乾燥ガスの吹き出しも止める。
【0036】
これによってガラス板1,2の中空層の全周縁には樹脂製のスペーサ25が一体に均一に連続して形成され、しかもガラス板1,2の中空層の全周縁に樹脂材料を充填する作業を行っている間は継続してガラス板1,2の中空層の中に乾燥ガス吐出口12からの乾燥ガスを吹き出していたため、ガラス板1,2の中空層の中は乾燥ガスが充填された複層ガラスが完成する。
【0037】
次に、図12に示すようにダイ6を反時計方向に90度回転させると共に最初の待機位置に戻し、保持フレーム24に設けられている吸着パッドの吸着を解除して保持フレーム24はテーブル18の方へ戻し、完成した複層ガラスは移動手段21で搬出する。
【0038】
図13は本発明の方法を実施する装置の他の例を示す斜視図であって、移動手段20にはベルトコンベヤを使用しており、移動手段21にはローラコンベヤを使用している。そして前述した図5ないし図12に示した工程においては、ダイ6がガラス板1,2の周縁に対し反時計回りに相対移動して乾燥ガスを吹き出しながら樹脂材料を充填する工程であったが、図13の装置の例においては、ダイ6がガラス板1,2の周縁に対し時計回りに相対移動して乾燥ガスを吹き出しながら樹脂材料を充填する工程になっている。
【0039】
図14は本発明の方法を実施する装置の他の例を示す斜視図、図15は図14のXV−XV断面図であって、ダイ6は樹脂吐出口10のみを備えていて、図1、図13に示すような乾燥ガス吐出口12を備えていないものを使用している。そしてローラコンベヤからなる移動手段21の上方で、かつ、移動手段21によって移動されるガラス板1,2の上縁の直上の位置には、所定の寸法の乾燥ガス供給ダクト26が水平に設けてあって、その下面には、移動手段21上に載置されたガラス板1,2の間の中空層に沿うように乾燥ガス吹き出しスリット27が下向きに取り付けられている。
【0040】
図14のダイ6は、図5ないし図12に示した工程または図13で説明した装置の例のように、移動手段21上のガラス板1,2の周縁に対し反時計回り、または時計回りに相対移動しながら樹脂吐出口10から樹脂材料を吐出し、ガラス板1,2の中空層の全周縁にスペーサ25を成形する。
【0041】
ダイ6がガラス板1,2の周縁に樹脂材料を充填している工程中は継続して乾燥ガス供給ダクト26に乾燥ガスを供給し、乾燥ガス吹き出しスリット27からガラス板1,2の中空層の中に乾燥ガスをエアーカーテン状に吹き出しておく。これによって、中空層に乾燥ガスが充填された複層ガラスが完成する。
【0042】
図16は本発明の方法を実施する装置の他の例を示す斜視図であって、ダイ6は樹脂吐出口10のみを備えていて、図1、図13に示すような乾燥ガス吐出口12を備えていないものを使用している。そしてローラコンベヤからなる移動手段21の直下には、所定の寸法の乾燥ガス供給ダクト26が水平に設けてあって、その上面には、移動手段21上に載置されたガラス板1,2の間の中空層に沿うように乾燥ガス吹き出しスリット27が上向きに取り付けられている。
【0043】
ダイ6は、移動手段21上のガラス板1,2の周縁に対し相対移動しながら樹脂吐出口10から樹脂材料を吐出し、ガラス板1,2の中空層の全周縁にスペーサ25を成形する。
【0044】
ダイ6がガラス板1,2の周縁に樹脂材料を充填している工程中は継続して乾燥ガス供給ダクト26に乾燥ガスを供給し、乾燥ガス吹き出しスリット27からローラコンベヤの間を通してガラス板1,2の中空層の中に乾燥ガスをエアーカーテン状に吹き出しておく。これによって、中空層に乾燥ガスが充填された複層ガラスが完成する。
【0045】
図17は本発明の方法を実施する装置の他の例を示す斜視図であって、ダイ6は樹脂吐出口10のみを備えているものを使用している。そして移動手段21としては、多数の孔28が長手方向に連続して穿設されたベルトコンベヤを使用していて、ベルトコンベヤの上面側と下面側との間には、乾燥ガス供給ダクト26が水平に設けてあって、その上面には、移動手段21上に載置されたガラス板1,2の間の中空層に沿うように乾燥ガス吹き出しスリット27が上向きに取り付けられている。
【0046】
ダイ6は、移動手段21上のガラス板1,2の周縁に対し相対移動しながら樹脂吐出口10から樹脂材料を吐出し、ガラス板1,2間の全周縁に樹脂材料を充填し、その工程中は継続して乾燥ガス供給ダクト26に乾燥ガスを供給し、乾燥ガス吹き出しスリット27からベルトコンベヤの上面側の孔28を通してガラス板1,2の中空層の中に乾燥ガスを吹き出すようにする。これによって、中空層に乾燥ガスが充填された複層ガラスが完成する。
【0047】
【発明の効果】
請求項1の発明は、複数のガラス板間の中空層に乾燥ガスを吹き込むための別工程、或いは乾燥剤を用いるための前処理工程を必要としなくなり、作業能率が向上する。更に、成形されるスペーサによって乾燥ガスの吹き込みを妨げることなく、スペーサの成形とともに乾燥ガスを吹き込むことができる。
【0050】
請求項2の発明は、簡単な構造のダイを使用することが可能となり、2枚のガラス板間の中空層の全幅に亘って乾燥ガスをエアーカーテン状に吹き込むことができ、作業能率が向上する。
【0051】
請求項3の発明は、成形されたスペーサによって乾燥ガスの吹き込みを妨げることなく、スペーサの成形とともに乾燥ガスを吹き込むことができる。
【図面の簡単な説明】
【図1】本発明の方法に使用する装置の一例を示す縦断正面図である。
【図2】図1をII方向から見た側面図である。
【図3】本発明の方法に使用する装置の一例を示す側面図である。
【図4】図3をIV方向から見た正面図である。
【図5】本発明の方法を実施する工程の一例を示す正面図である。
【図6】本発明の方法を実施する工程の一例を示す正面図である。
【図7】本発明の方法を実施する工程の一例を示す正面図である。
【図8】本発明の方法を実施する工程の一例を示す正面図である。
【図9】本発明の方法を実施する工程の一例を示す正面図である。
【図10】本発明の方法を実施する工程の一例を示す正面図である。
【図11】本発明の方法を実施する工程の一例を示す正面図である。
【図12】本発明の方法を実施する工程の一例を示す正面図である。
【図13】本発明の方法を実施する装置の他の例を示す斜視図である。
【図14】本発明の方法を実施する装置の他の例を示す斜視図である。
【図15】図14のXV−XV断面図である。
【図16】本発明の方法を実施する装置の他の例を示す斜視図である。
【図17】本発明の方法を実施する装置の他の例を示す斜視図である。
【符号の説明】
1 ガラス板
2 ガラス板
6 ダイ
10 樹脂吐出口
12 乾燥ガス吐出口
25 スペーサ
27 乾燥ガス吹き出しスリット
Claims (3)
- 複数のガラス板をその間に中空層が形成されるように隔置して、該複数のガラス板を鉛直状態で保持し、所定の形状で樹脂材料を押出すダイと前記複数のガラス板とを、ダイがガラス板の周縁部に沿うように相対移動させながら、前記複数のガラス板間の周縁部にダイから樹脂材料を押出して樹脂製のスペーサを成形するとともに、該成形の工程中に複数のガラス板間の中空層に乾燥ガスを吹き込む工程を有し、
前記乾燥ガスを吹き込む工程は、ガラス板の上辺または下辺側から乾燥ガスを吹き込むものであり、
前記相対移動は、ガラス板のガラス板面に平行な水平方向の移動とダイの鉛直方向の移動とからなり、ガラス板の1つのコーナー部から樹脂材料の押出しを開始し、ガラス板の一方の鉛直辺に沿ってダイを移動させながら樹脂材料をガラス板間の周縁部に押出す工程(A)と、ダイの移動を停止させ、ガラス板を水平方向へ移動させながら樹脂材料をガラス板間の周縁部に押出す工程(B)とを、前記乾燥ガスが吹き込まれる側の上辺または下辺への樹脂材料の押出しが最後の工程となるように、工程(A)、工程(B)をこの順に2度行うことを特徴とする複層ガラスの製造方法。 - 間に中空層が形成されるように隔置された複数のガラス板間の周縁部に樹脂材料を押出すダイと、前記複数のガラス板を鉛直状態で支持しながら、複数のガラス板をガラス板面に平行に水平方向に移動させるガラス板移動手段と、前記ダイを鉛直方向に移動させるダイ移動手段とを有し、前記ガラス板の周縁部にダイが沿うようにダイとガラス板とを移動させる移動手段と、前記複数のガラス板間の上縁または下縁に沿うように配され前記複数のガラス板間の中空層に乾燥ガスを吹き込む乾燥ガス吹出しスリットを有する乾燥ガス供給源と、を備えたことを特徴とする複層ガラスの製造装置。
- 前記ガラス板移動手段は、複数のガラス板の下縁を支持しながら移動させるものであって、前記乾燥ガス供給源は、前記ガラス板移動手段に沿うように配されていることを特徴とする請求項2記載の複層ガラスの製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP01413698A JP4096391B2 (ja) | 1998-01-27 | 1998-01-27 | 複層ガラスの製造方法およびその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP01413698A JP4096391B2 (ja) | 1998-01-27 | 1998-01-27 | 複層ガラスの製造方法およびその装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11209148A JPH11209148A (ja) | 1999-08-03 |
| JP4096391B2 true JP4096391B2 (ja) | 2008-06-04 |
Family
ID=11852740
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP01413698A Expired - Fee Related JP4096391B2 (ja) | 1998-01-27 | 1998-01-27 | 複層ガラスの製造方法およびその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4096391B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CZ2002574A3 (cs) * | 1999-08-17 | 2003-11-12 | Asahi Glass Company Ltd. | Způsob přípravy dvojité zasklívací jednotky a zařízení pro provádění způsobu |
| JP2002213670A (ja) * | 2001-01-23 | 2002-07-31 | Asahi Glass Co Ltd | スイベルジョイント |
| FR2830897B1 (fr) * | 2001-10-17 | 2006-11-17 | Saint Gobain | Vitrage isolant et son procede de fabrication |
-
1998
- 1998-01-27 JP JP01413698A patent/JP4096391B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11209148A (ja) | 1999-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5693174A (en) | Apparatus for attaching a molding | |
| JPH0221381B2 (ja) | ||
| EP0689925B1 (en) | Panel with frame | |
| JPWO2005000764A1 (ja) | 複層ガラスの製造方法及びその製造方法に使用するスペーサ形成装置 | |
| JP4096391B2 (ja) | 複層ガラスの製造方法およびその装置 | |
| JP3968807B2 (ja) | 複層ガラスの製造方法および装置 | |
| CN112894280A (zh) | 一种隔热断桥铝合金门窗型材加工工艺 | |
| CN116749257A (zh) | 一种pof交联膜制备洗涤后处理装置 | |
| CN210651924U (zh) | 一种双向中空板封边模具及中空板双向封边机 | |
| CN212373780U (zh) | 高速中药饮片小包包装机 | |
| WO2001012568A1 (fr) | Procede et dispositif pour la production d'une unite a double vitrage | |
| CN113666119B (zh) | 一种夹胶玻璃去气泡装置及方法 | |
| CN112192701B (zh) | 一种板材封边装置及封边方法 | |
| CN112959687B (zh) | 一种连续吸塑成型高阻隔性水囊生产装置及方法 | |
| JP4154746B2 (ja) | 複層ガラスの製造方法および装置 | |
| CN109624056B (zh) | 瓷板坯体自动辊压成型机 | |
| JP2009154526A (ja) | 複層ガラスパネルのグレージングガスケット成形方法及び装置 | |
| JP3885322B2 (ja) | 複層ガラスの製造方法 | |
| CN221339762U (zh) | 一种铝箔袋裁切封边一体机 | |
| CN115649527B (zh) | 一次性护理垫自动包装机 | |
| CN220883371U (zh) | 一种箱包壳体快速成型机 | |
| CN219006945U (zh) | 一种aba板共挤设备 | |
| CN112497787B (zh) | 绿色再生碳纤维热塑性材料建筑板材及制备方法 | |
| JPH11236251A (ja) | 複層ガラスの製造方法および装置 | |
| CN219405635U (zh) | 一种塑料封切机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070809 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070815 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071011 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080303 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |