JP3688179B2 - Thermoplastic polyester resin foamed particles for in-mold foam molding and method for producing in-mold foam molded article using the same - Google Patents
Thermoplastic polyester resin foamed particles for in-mold foam molding and method for producing in-mold foam molded article using the same Download PDFInfo
- Publication number
- JP3688179B2 JP3688179B2 JP2000067302A JP2000067302A JP3688179B2 JP 3688179 B2 JP3688179 B2 JP 3688179B2 JP 2000067302 A JP2000067302 A JP 2000067302A JP 2000067302 A JP2000067302 A JP 2000067302A JP 3688179 B2 JP3688179 B2 JP 3688179B2
- Authority
- JP
- Japan
- Prior art keywords
- thermoplastic polyester
- polyester resin
- mold foam
- particles
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Molding Of Porous Articles (AREA)
Description
【0001】
【産業上の利用分野】
本発明は、工業用部品容器、食品容器、土木・建築用資材、農業用資材等に好適な低密度で機械的強度、断熱性等の諸物性に優れた熱可塑性ポリエステル系樹脂型内発泡成形体を製造するための結晶性熱可塑性ポリエステル系樹脂発泡粒子とこれを用いた型内発泡成形体の製造方法に関する。
【0002】
【従来の技術】
熱可塑性ポリエステル系樹脂は剛性が大きく、形状安定性がよく、耐熱性や耐薬品性などにも優れるという点で、ポリスチレンやポリオレフィンには見られない優れた性質を有している。
そこで熱可塑性ポリエステル系樹脂を発泡させて、軽量で、しかも耐熱性、断熱性、緩衝性、耐薬品性などに優れた型内発泡成形体を製造することが企図されている。
発明者のうち平井らは先に、汎用PETを、押出機での高圧溶融下で発泡剤と混合して大気圧中に押し出して発泡し、次いでこの発泡体を切断して製造した、結晶化度が25%以下に抑えられた発泡粒子を予備発泡粒子として用い、これをキャビティ内に充てんして型内発泡成形する方法を提案した(特開平8−174590号公報)。
【0003】
この方法によれば、予備発泡粒子の結晶化度を25%以下に抑えることができる。したがって、この予備発泡粒子は型内発泡成形することが可能となり、軽量で耐熱性に優れた型内発泡成形体を得ることが可能である。
しかし、上記の方法で型内発泡成形するに際して、型内発泡成形用発泡粒子として発泡シートを裁断機でチップ状に裁断したものを使用した場合には、チップ状の予備発泡粒子を型内発泡成形機へ金型内へ均一に充填するためには、振動機構等の特殊な機構のついた充填機を使用する必要があった。
【0004】
このため、略円柱状の型内発泡成形用発泡粒子が好ましいことを知見した。すなわち、このような発泡粒子を製造する方法として、熱可塑性ポリエステル系樹脂と発泡剤とを押出機において溶融混合し、1つもしくは複数のノズルを有する(マルチ)ノズル金型から前記樹脂を押出発泡させ、押出されたストランド状の発泡体を発泡完了前あるいは発泡完了後に冷却、切断して、略円柱状の予備発泡粒子を製造するのである。また、押出発泡体の冷却には、冷却効果が高く、取り扱い性及び経済性の点から冷却水を用いた水冷が好適である。また、前述のノズル金型から押出した発泡体を水冷、切断することによって得た略円柱状の型内発泡成形用発泡粒子は、良好な型内発泡体を得ることができる。
【0005】
【発明が解決しようとする課題】
しかしながら、これらの型内発泡成形用発泡粒子を使用して型内発泡成形した際に、時として発泡成形品に発泡バラツキを生じることを経験した。このバラツキについて研究したところ、型内発泡成型用発泡粒子をトランスバッグやタフクロス等の容器に入れて型内発泡成形を行うまで保管庫等で保管する間に、これらの容器を積み重ねた時にその上か下かによって型内発泡成形性に差が生じていたことが判明した。
【0006】
さらに、鋭意検討した結果、型内発泡成形用発泡粒子に含まれる水分量と連続気泡率が型内発泡成形性に大きな影響を与えていることを突き止めた。
本発明は、上記問題を解決するためになされたものであって、型内発泡成形性に影響を与える要因、すなわち予備発泡粒子の含有水分量と連続気泡率が型内発泡成形性に与える影響について検討した結果、予備発泡粒子の含有水分量と連続気泡率を特定の範囲に調整することで、型内発泡成形性のバラツキを減少することができるだけでなく、汎用PETを用いた予備発泡粒子であっても融着性および機械的強度に優れた型内発泡成形体が得られることを見出し完成させたものである。
【0007】
本発明は、発泡成形品に発泡バラツキを生じることなく、かつ型内発泡成形時に粒子間の融着性を向上させるとともに、機械的強度などに優れた良好な型内発泡成形体を、容易にかつ効率的に製造することができる型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子と熱可塑性ポリエステル系樹脂型内発泡成形体を製造する方法とを提供することを目的とする。
【0008】
【課題を解決するための手段】
本発明は、請求項1に記載したようにストランド形状を有する押出発泡体を所定の長さに切断して略円柱状に形成された結晶性熱可塑性ポリエステル系樹脂発泡粒子であって、前記粒子には水分が6,000〜30,000ppm含有されるとともに、連続気泡率が5〜35%である型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子と、請求項4に記載したようにストランド形状を有する押出発泡体を所定の長さに切断した略円柱状に形成された連続気泡率が5〜35%である結晶性熱可塑性ポリエステル系樹脂発泡粒子に含まれる水分を6,000〜30,000ppmに調整した後、型内発泡成形することを特徴とする熱可塑性ポリエステル系樹脂型内発泡成形体の製造方法である。
【0009】
上記のように連続気泡率が5〜35%とし、水分の含有量を6,000〜30,000ppmとした発泡成形用熱可塑性ポリエステル系樹脂発泡粒子は、型内発泡成形時の発泡性および成形性が良く、結果として融着性及び機械的強度に優れた型内発泡成形体を製造することができる。
【0010】
本発明で使用できる熱可塑性ポリエステル系樹脂は、芳香族のジカルボン酸にジオールを反応させて得た、結晶性の高分子量の鎖状エステルである。ジカルボン酸としては、テレフタル酸を用いたものや、イソフタル酸、2、6−ナフタレンジカルボン酸などもテレフタル酸と混合して使用することができる。その他、ジカルボン酸としては、ジフェニルエーテルジカルボン酸、ジフェニルスルホンジカルボン酸や、ジフェノキシジカルボン酸を使用することができる。
また、熱可塑性ポリエステル系樹脂を構成するジオールとしては、脂肪族アルコール、フェノール類、さらには脂肪族環を含んだアルコールを使用することができる。この脂肪族のジオールとしては、エチレングリコール、トリメチレングリコール、テトラメチレングリコール、ネオぺンチレングリコール、へキサメチレングリコールを使用することができる。フェノール類としては、カテコール、レゾルシン、ヒドロキノン、オルシン等を使用することができる。脂肪族環を含んだジオールとしては、p−ジメトキシシクロへキサンを使用することができる。これらの中でも、好ましい熱可塑性ポリエステル系樹脂としては、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリシクロヘキサンテレフタレート等が挙げられる。
【0011】
その他、使用済みのペットボトルなどから回収、再生した再生ポリエチレンテレフタレート樹脂を使用することができる。この再生ポリエチレンテレフタレート樹脂は熱可塑性ポリエステル系樹脂の全部あるいは一部に使用することで再生資源の有効な再利用化を図ることが可能となるという利点がある。
熱可塑性ポリエステル系樹脂の原料には、上記の各成分に加えて、たとえば酸成分として、トリメリット酸、あるいはピロメリット酸などの三価以上の多価カルボン酸やその無水物、あるいはジオール成分として、グリセリンなどのトリオール、ペンタエリスリトールなどのテトラオールなどの、三価以上の多価アルコールなどを、前述の熱可塑性ポリエステル系樹脂に少量、含有させてもよい。
【0012】
本発明の型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子は、熱可塑性ポリエステル系樹脂を押出機を用いた押出発泡法によって、高圧溶融下、発泡剤と混合して製造することができる。使用できる押出機は特に限定されず、通常この種の押出発泡成形に使用される単軸押出機、二軸押出機などが使用可能であり、さらにはこれらを連結したタンデム型であっても良いが、十分な溶融、混合能力を有する押出機が好ましい。
ストランド形状を有する押出発泡体を押出発泡するには、押出機の口金として、ノズル口金、さらには複数のノズルが配置されたマルチノズル口金などが好ましい。このストランド形状を有する押出発泡体を所定の長さに切断して略円柱状に形成した型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子は、充填性に優れる。この充填性に優れた型内発泡成形用発泡粒子を、最も効率よく製造するには複数のノズルが配置されたマルチノズル口金が最も適している。
【0013】
このように押出発泡したストランド形状を有する押出発泡体を冷却する方法として、空冷や水冷の他、温度調整された冷却装置に接触させるなど、いろいろな方法を用いることができる。
上記発泡体の冷却と切断は、例えば、口金より押し出された発泡体を、ぺレタイザーなどを用いて所定の形状、大きさに切断する。また、その平均粒径はおよそ0.5〜5mm程度の大きさに切断するのが好ましい。
【0014】
前記の発泡体の冷却はできる限り速やかに行い、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の結晶化が過度に進行するのを抑制することが重要であり、その結晶化度は、およそ1〜10%程度であるのが好ましい。
型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の結晶化度が10%を超えると、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子同士の融着性を悪くするために、機械的強度の弱い発泡成形体となってしまうおそれがある。また結晶化度が1%より低くなると、発泡粒子同士が合着しやすくなるので好ましくない。なおこの発泡粒子の結晶化度は、上記の範囲内でもとくに1〜9%程度であるのが好ましい。
【0015】
結晶化度は、先に述べた結晶化ピーク温度の測定と同様に、示差走査熱量計(DSC)を使用して、日本工業規格JIS K7121所載の測定方法に準じて測定した冷結晶化熱量と、融解熱量とから、次式によって求められる。
【0016】
【数1】
なお式中の、完全結晶PETのモルあたりの融解熱量は、高分子データハンドブック〔培風館発行〕の記載から26.9kJとする。
具体的には、測定試料としての所定量の型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子をDSCの測定容器に充てんして、10℃/分の昇温速度で昇温しながら冷結晶化熱量と融解熱量とを測定し、その測定結果から、上記式に基づいて型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の結晶化度が求められる。
【0018】
本発明の型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の連続気泡率は、押出発泡する際に、樹脂の溶融張力や、ノズルダイから押し出す際のせん断速度を調整することによってコントロールすることができる。例えば、せん断速度が5,000sec−1で押し出された発泡ストランドは表皮の状態が滑らかで、型内発泡成形時の融着性を改善し、型内発泡成形体の機械的物性に好影響を与える。ただし、せん断速度があまりに速すぎると、溶融樹脂に溶融フラクチャーが生じるとともにノズル内の溶融樹脂の溶融粘度を低下させることになり、連続気泡率が高くなりやすいので好ましくない。したがって、連続気泡率を前記の好適な範囲に調整するには、請求項3に記載したようにせん断速度を5,000〜20,000sec−1、好ましくは7,000〜18,000sec−1、さらに好ましくは9,000〜16,000sec−1に調整するのがよい。
【0019】
このように高せん断でストランド状に押出発泡する際には、請求項3に記載したように熱可塑性ポリエステル系樹脂の溶融張力を約0.7〜3.0g程度とするのが最も好適である。従来、結晶性熱可塑性ボリエステル系樹脂をシート状、もしくは板状に押出発泡するには、その溶融張力を18.21g程度まで上昇させる必要あるとされていることから〔”DEVEL0PMENT 0F P0LY−ETHYLENETEREPHTHALATE F0AM(ポリエチレンテレフタレート発泡体の開発)”、ANTEC’93要旨集II、第1257頁〕、この事項も本発明者が見出した新規な技術の一つである。
【0020】
なお、熱可塑性ポリエステル系樹脂の溶融張力は0.9〜2.5g程度がより好ましく、1.0〜2.0g程度がさらに好ましい。
熱可塑性ボリエステル系樹脂の溶融張力を上記の範囲に調整するには、溶融張力改質剤を添加する方法を採用できる。この溶融張力改質剤としては、グリシジルフタレートのようなエポキシ化合物、ピロメリット酸二無水物のような酸二無水物、炭酸ナトリウムのようなIa、IIa族の金属化合物、炭酸エステル化合物などを単体で、もしくは二種以上混合して使用することができる。溶融張力改質剤の添加量は、使用する改質剤の種類などによっても異なるが概ね、芳香族ボリエステル系樹脂100重量部に対して0.05〜1.0重量部程度、好ましくは0.06〜0.5重量部、特に好ましくは0.08〜0.3重量部程度である。溶融張力改質剤をこの範囲で添加することによって、結晶性熱可塑性ポリエステル系樹脂の溶融張力を前記の範囲に調整することができる。
【0021】
熱可塑性ポリエステル系樹脂と溶融張力改質剤とは、この両者をあらかじめ所定の割合で溶融、混練して、溶融張力を前記所定の範囲に調整しておいたものを製造原料として、押出機に投入してもよい。また、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の製造状態を確認しながらその溶融張力を微調整できることから、上記両者をあらかじめ溶融、混練せずに別々に、押出機に投入してもよい。
以上のように、押出発泡体を製造する際のせん断速度と溶融張力を適切な範囲に調整することで型内発泡成形に適した発泡粒子を製造することができる。
【0022】
本発明では、この他に発泡剤、気泡調整剤、難燃剤、帯電防止剤、着色剤など添加剤を添加してもよい。
発泡剤としては、熱可塑性ポリエステル系樹脂の軟化点以上の温度で分解してガスを発生する化学発泡剤、物理発泡剤、不活性気体などが挙げられ、これらを単独でもしくは2種以上組み合わせて使用することができる。
化学発泡剤は、具体的にはアゾジカルボンアミド、ジニトロソぺンタメチレンテトラミン、ヒドラゾルジカルボンアミド、重炭酸ナトリウムなどが挙げられる。 物理発泡剤は、具体的にはプロパン、ブタン、ぺンタン、へキサンのような炭化水素や、塩化メチル、フレオン(登録商標)のようなハロゲン化炭化水素、さらにはジメチルエーテル、メチルターシャルブチルエーテルのようなエーテル化合物などが挙げられる。
【0023】
不活性な気体としては、具体的には二酸化炭素、窒素などが挙げられるが、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の発泡性及び環境への影響を考えると炭化水素、ハロゲン化炭化水素、不活性な気体を単独でもしくは2種以上組み合わせて用いるのが好ましい。その際、発泡粒子中には発泡剤の残存量が0.2重量%以上、より好ましくは0.3%以上がするのが好ましい。
【0024】
なお、本発明の型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子は、熱可塑性ポリエステル系樹脂単独であるのはもちろん、50重量%を超えない範囲内で、例えば、ポリプロピレン系樹脂等のポリオレフィン系樹脂、ポリエステル系などの熱可塑性エラストマー、ポリカーボネート、アイオノマー等を添加してもよい。
【0025】
良好な型内発泡成形体を製造するためには、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の連続気泡率を5〜35%とする必要がある。型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の連続気泡率が35%を超えた場合には、型内発泡成形時の発泡性が低く、良好な型内発泡成形体を製造できない場合がある。一方、連続気泡率が5%以下の場合、発泡成形型から成形体を取出した時の収縮が大きくなりやすい。
これに対し、連続気泡率が5〜35%の範囲内である発泡粒子は、型内発泡成形時に発泡粒子の発泡性、融着性が良く、かつ製造した成形体の収縮も少ないという特性を有する。連続気泡率は上記の範囲の中でも、特に7〜30%であることが好ましい。
【0026】
また、良好な型内発泡成形体を製造するためには、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の含有水分量の範囲を6,000〜30,000ppmでする必要がある。この範囲を外れた含有水分量の型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子は発泡粒子の発泡性が低くなり、型内発泡成形時に発泡粒子同士の融着性が低下する。また、このような範囲を外れた含有水分量の型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子が多量に含まれると部分的に発泡倍率の異なった型内発泡成形体となりやすく、良好な型内発泡成形体が得られない。より好ましい含有水分量の範囲は8,000〜28,000ppmであり、更に含有水分量の範囲が10,000〜26,000ppmであることが好ましい。
【0027】
型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の含有水分量を6,000〜30,000ppmに調整する方法としては以下の方法が挙げられる。
水分量が少ない場合は、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子を水中に浸漬、あるいは水面と接触させて水分付与する。また、水分量が多い場合は、乾燥機で型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子を乾燥させて水分量調整する。このように、発泡粒子に多量の水分を含有させた後、乾燥機で乾燥させて水分量を調整しても良い。また、湿度が一定にコントロールされた雰囲気中に発泡粒子を一定時間置いて水分量を調整しても良い。
【0028】
本発明の型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の密度は、発泡成形して製造される発泡成形体の密度に応じて適宜、調整すればよい。例えば、嵩密度で表して0.01〜0.5g/cm3程度であるのが好ましく、0.02〜0.4g/cm3程度であるのがさらに好ましく、0.03〜0.3g/cm3程度であるのがより一層、好ましい。
【0029】
本発明の型内発泡成形体の製造方法は、上述した略円柱状を有する水分が6,000〜30,000ppm含有されるとともに、連続気泡率が5〜35%であることを特徴とする型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子を使用して、発泡成形用の雄型と雌型とを閉鎖して形成された、密閉し得ないキャビティ内に、この発泡粒子を充てんし、さらに加熱媒体としてスチームを導入して型内発泡成形するものである。
このときの加熱媒体としては、スチーム以外にも熱風などを使用することができるが、効率的に成形を行う上ではスチームが最も有効である。
【0030】
スチームで型内発泡成形する場合には、汎用の型内発泡成形機を使用して、発泡成形すればよい。具体的には、前記特徴を有する発泡粒子をキャビティ内へ充てんした後、まず一方の金型から低圧(例えばゲージ圧0.01〜0.15MPa程度)で一定時間、スチームをキャビティ内へ吹き込んで、粒子間のエアーを外部へ排出するとともに、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子を発泡させつつある程度型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子を融着させる(この際に他方の金型から真空引き操作を行ってもよい)。次いで、両方の金型からスチーム(例えばゲージ圧0.02〜0.15MPa程度)を吹き込み発泡成形する、すなわち発泡粒子を発泡させるとともに発泡粒子同士の融着を促進して型内発泡成形体を製造する。
【0031】
したがって、本発明の型内発泡成形体を製造方法では、型内発泡成形体の粒子同士の融着率は40%以上とすることができ、また、型内発泡成形体内での発泡バラツキが少なく外観および機械的強度に特に優れた成形体を効率よく製造することができる。
さらに、型内発泡成形体の結晶化度を15%以上、特に20〜40%にまで向上させた型内発泡成形体は優れた耐熱性をも備えた型内発泡成形体とすることができ、寸法安定性にも優れている。
本発明の製造方法で得た型内発泡成形体は、前述したような各種の用途で使用した後、リサイクルして再利用することが可能である。使用済みの型内発泡成形体を再利用することにより、資源の有効な再利用化とゴミの減量化にも貢献することができる。
【0032】
【発明の実施の形態】
以下、実施例、比較例をあげて、この発明の優れている点を具体的に説明する。なお、使用した熱可塑性ポリエステル系樹脂における結晶化ピーク温度、および製造された型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の結晶化度は、前述したようにJIS K7121所載の測定方法に準じて測定した結果より求めた。また、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の含有水分量、融着率は、それぞれ下記の方法で測定した。
【0033】
<型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の水分量の測定>
型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子約0.3gを水分気化装置にセットした後、以下の条件で測定を開始し、カールフィッシャー法により含有水分量を測定した。
<溶融張力の測定>
溶融張力は、押出機において型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子をつくる条件をそのまま維持しつつ、発泡剤の注入を止めた条件で非発泡のペレットを作製し、そのペレットについて測定した。また非発泡ペレットは測定前に110℃の真空乾燥機に入れ、24時間の減圧乾燥し、非発泡ペレットの含有水分を除去した。
装置:キャピログラフ PMD−C((株)東洋精機製作所)
温度:270℃
予熱時間:5分
キャピラリー形状:(直径)1.0mm、(長さ)20mm、(流入角度)90度
押出速度:30mm/min(剪断速度364.8sec−1)
引取速度:100m/min
【0035】
<連続気泡率の測定>
下記(1)〜(3)の各試験を行って、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の連続気泡率(%)を求めた。
(1)型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の重量および体積測定
空気比較式比重計(東京サイエンス社製1000型)の試料カッフ°に約80%程度入る型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の重量をあらかじめ測定した〔型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子重量A(g)〕。
次ぎに、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子をカッフ°に入れ、そのカッフ°を上記の比重計にセットし、1−1/2−1気圧法によって体積を測定した〔型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の体積B(cm3)〕。
【0036】
(2)型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の見かけ体積測定
電子天秤(大和製衡社製 HB3000)の計量皿を取り外して、その取り付け金具に金網製の容器を吊した状態で、上記容器を水中に浸漬して、水中での容器の重量を測定した〔水中での容器重量C(g)〕。
次ぎに、同容器に上記(1)で測定した型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の全量を入れ、同様にして水中に浸漬した状態で、容器と型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の合計の重量を測定した〔水中での合計重量D(g)〕。
そして、次式により、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の見かけ体積E(cm3)を求めた。なお水1gは体積1cm3として換算した。
【0037】
E=A+(C−D)
【0038】
(3)連続気泡率
上記(1)(2)の結果から、次式により連続気泡率〔%〕を求めた。
【0039】
連続気泡率(%)=(E−B)×100/E
【0040】
<融着率の測定>
各実施例、比較例の型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子から製造した発泡成形品を折り曲げて厚み方向に破断させたのち、破断面に存在する全ての発泡粒子の個数と、そのうち粒子自体が材料破壊した発泡粒子の個数とを計数した。そして次式により、粒子同士の融着性の基準となる融着率(%)を求めた。
【0041】
【数2】
<曲げ強度およびたわみ量の測定>
型内発泡成形体を、50mm×100×13mmの大きさに切り出したものを試験片として、下記の条件で曲げ試験を行い、最大曲げ強度(MPa)と、そのときのたわみ量(mm)を求めた。
装置:テンシロン万能試験機
曲げ速度:50mm/分
先端治具:加圧くさび3.2R
支持台:3.2R
スパン間距離:50mm
【0043】
【実施例1】
ペットボトルをリサイクルした回収ポリエチレンテレフタレート樹脂ペレット100重量部と、ポリ四沸化エチレン樹脂2%含有ポリエチレンテレフタレート樹脂マスターバッチ1重量部と、改質剤としてのピロメリット酸二無水物0.23重量部と、改質助剤としての炭酸ナトリウム0.03重量部とを押出機〔口径:65mm、L/D比:35〕に投入し、バレル温度270〜290℃の条件で溶融、混合しながら、バレルの途中に接続した圧入管から、発泡剤としてイソブタンを、混合物に対して1.1重量%の割合で圧入した。
次ぎに、溶融状態の混合物を、バレルの先端に接統したマルチノズル金型〔直線上に、孔径0.8mmのノズルが15個、配置されたもの〕の、各ノズルを通して押し出して(せん断速度10,438sec−1)発泡させた後、冷却水槽で冷却した。
【0044】
そして、冷却されたストランド状の発泡体を十分に水切りしたのち、ぺレタイザーを用いて略円柱状の小粒状体に切断して型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子を製造した。
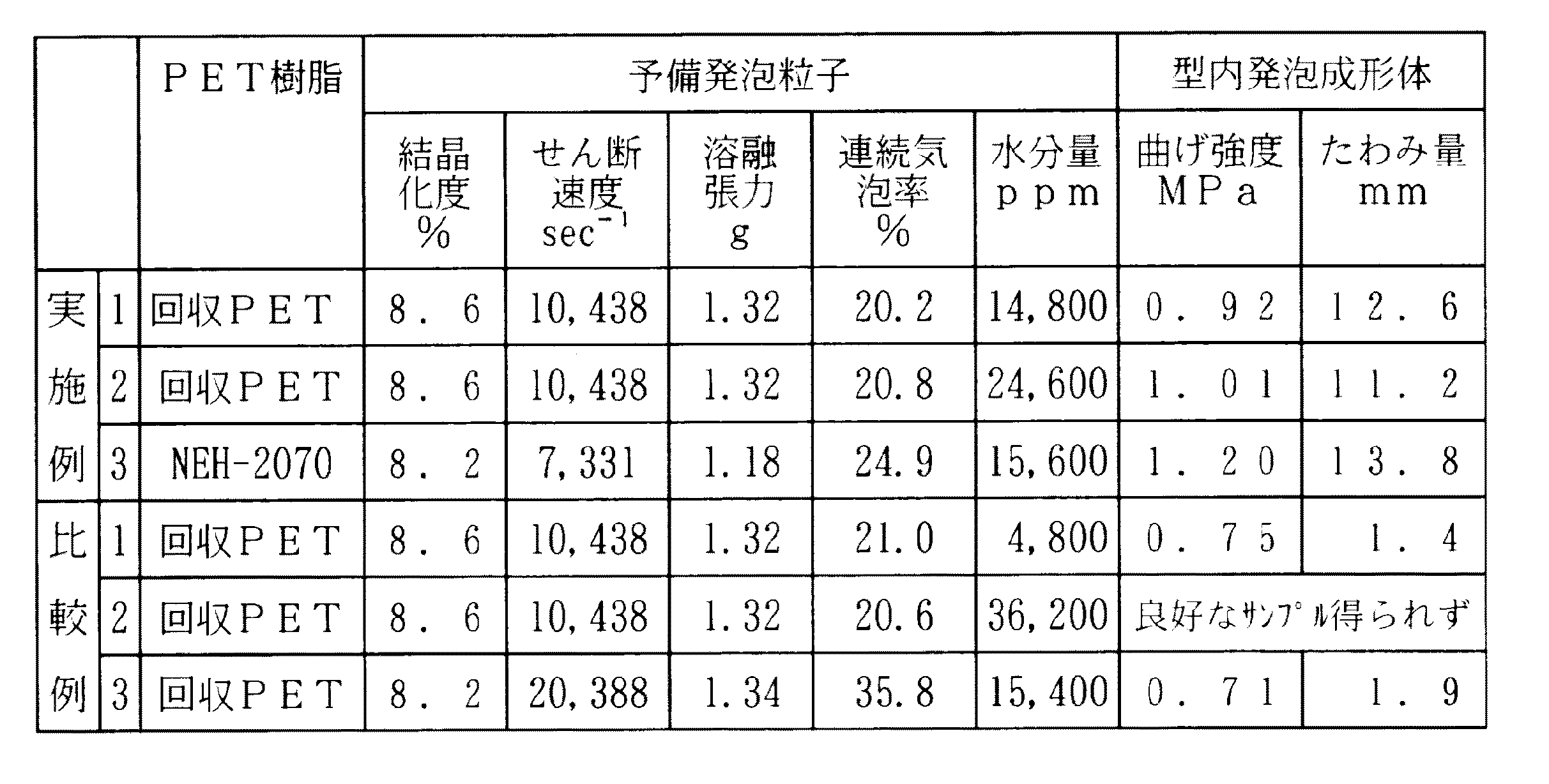
得られた発泡粒子の嵩密度は0.13g/cm3、粒径は1.8〜2.4mm、結晶化度は8.6%、連続気泡率は20.2%、溶融張力は1.32gであった。
【0045】
この発泡粒子を5時間水没させた後、40℃に設定した熱風乾燥機で10分間乾燥し、水分調整をした。型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の水分量は14,800ppmであった。
この発泡粒子を、内法寸法300mm×400mm×20mmの発泡成形型内に充てんし、この型内に、1.2MPaのスチームを20秒間、ついで0.6MPaのスチームを10秒間、導入して型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子を加熱膨張させると同時に融着させた。
そして、この状態で120秒間、保熱した後水冷して、上記型の内法寸法と同じ300mm×400mm×20mmの外形寸法を有する発泡成形体を製造した。得られた発泡成形品は美麗な外観を有し、その密度は0.13g/cm3で、融着率は55%と良好な融着性を示した。また、この発泡成形体の曲げ強度は0.92MPa、たわみ量は12.6mmであった。
【0046】
【実施例2】
熱風乾燥機の乾燥温度を5分間とした以外は実施例1と同様にして、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子、および発泡成形体を製造した。
得られた型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の嵩密度は0.13g/cm3、粒径は1.5〜2.4mm、結晶化度は8.6%、連続気泡率は20.8%、溶融張力は1.32g、含有水分量は24,600ppmであった。
また実施例1と同様の方法で型内発泡成形した発泡成形体は美麗な外観を有し、その密度は0.13g/cm3で、融着率は60%と良好な融着性を示した。また、この発泡成形体の曲げ強度は1.01MPa、たわみ量は11.2mmであった。
【0047】
【実施例3】
熱可塑性ポリエステル系樹脂として、ユニチカ社製のNEH−2070を100重量部使用し、無水ピロメリット酸の量を0.15重量部、マルチノズル金型の孔径を0.9mm(孔数15個)、押出時のせん断速度を7,331sec−1とした以外は実施例1と同様にして、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子を製造した。
得られた発泡粒子の嵩密度は0.13g/cm3、粒径は1.8〜2.4mm、結晶化度は8.2%、連続気泡率は24.9%、溶融張力は1.18g、含有水分量は15,600ppmであった。
また、実施例1と同様の方法で型内発泡性された発泡成形品は美麗な外観を有し、その密度は0.13g/cm3で、融着率は55%と良好な融着性を示した。またこの型内発泡成形体の曲げ強度は1.20MPa、たわみ量は13.8mmだった。
【0048】
【比較例1】
実施例1と同じ方法でマルチノズル金型の、各ノズル使用して押出発泡し、その後冷却したストランド状発泡体を十分に水切りした。次いで、ぺレタイザーを用いて小粒状に切断して、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子を製造した。得られた発泡粒子を約45℃に温調された保管庫で2週間静置した後、実施例1と同じ方法でこの発泡粒子を用いて型内発泡成形を行った。特に、発泡成形の悪い型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子について調べた。
【0049】
この型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子の嵩密度は0.14g/cm3、粒径は1.4〜2.4mm、結晶化度は8.6%、連続気泡率は21.0%、含有水分量は4,800ppmであり、含有水分量が少ない発泡粒子が多量に混在していることが判った。また、型内発泡性された発泡成形品の密度は0.13g/cm3、融着率は35%と低くかった。またこの型内発泡成形体の曲げ強度は0.75MPa、たわみ量は1.4mmと曲げ物性が劣っていた。
【0050】
【比較例2】
熱風乾燥機で乾燥する時間を3分間とした以外は実施例1と同様にして、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子を製造した。
得られた発泡粒子の嵩密度は0.13g/cm3、粒径は1.4〜2.4mm、結晶化度は8.6%、連続気泡率は20.6%、溶融張力は1.32g、含有水分量は36,200ppmであった。
型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子は型内発泡成形機への充填性が悪く、融着率、及び外観バラツキの大きいサンプルしか得られなかった。
【0051】
【比較例3】
マルチノズル金型の孔径を0.64mm(孔数15個)、押出時のせん断速度を20,388sec−1とした以外は実施例1と同様にして、型内発泡成形用熱可塑性ポリエステル系樹脂発泡粒子を製造した。
得られた発泡粒子の嵩密度は0.13g/cm3、粒径は1.4〜2.4mm、結晶化度は8.2%、溶融張力は1.34g、連続気泡率は35.8%、含有水分量は15,400ppmであった。
【0052】
この発泡粒子は型内発泡成形機への充填性が悪く、融着率、及び外観バラツキの大きいサンプルしか得られなかった。
また、実施例1と同様の方法で型内発泡性された発泡成形品の密度は0.13g/cm3、融着率は37%と低くかった。またこの型内発泡成形体の曲げ強度は0.71MPa、たわみ量は1.9mmと曲げ物性が劣っていた。
【0053】
【表1】
【発明の効果】
本発明は、ストランド形状を有する押出発泡体を所定の長さに切断して略円柱状に形成された水分が6,000〜30,000ppm含有されるとともに、連続気泡率が5〜35%とした結晶性熱可塑性ポリエステル系樹脂発泡粒子であって、発泡成形品に発泡バラツキを生じることなく、かつ型内発泡成形時に粒子間の融着性を向上させるとともに、機械的強度などに優れた良好な型内発泡成形体を、容易にかつ効率的に製造することができる。
また、本発明の熱可塑性ポリエステル系樹脂型内発泡成形体の製造方法は型内発泡成形時の発泡性および成形性が良く、結果として融着性及び機械的強度に優れた型内発泡成形体を製造することができる。[0001]
[Industrial application fields]
The present invention is a thermoplastic polyester resin in-mold foam molding excellent in various physical properties such as mechanical strength and heat insulation suitable for industrial parts containers, food containers, civil engineering / building materials, agricultural materials, etc. The present invention relates to a foamed crystalline thermoplastic polyester resin particle for producing a body and a method for producing an in-mold foam molded body using the same.
[0002]
[Prior art]
Thermoplastic polyester resins have excellent properties not found in polystyrene and polyolefins in that they have high rigidity, good shape stability, and excellent heat resistance and chemical resistance.
Therefore, it is intended to produce an in-mold foam molded article that is foamed with a thermoplastic polyester-based resin and that is lightweight and excellent in heat resistance, heat insulation, buffering, chemical resistance, and the like.
Among the inventors, Hirai et al. First produced a general-purpose PET by mixing it with a foaming agent under high pressure melting in an extruder, extruding it into atmospheric pressure, foaming, and then cutting this foam. A method has been proposed in which foamed particles with a degree of 25% or less are used as pre-foamed particles, which are filled into cavities and subjected to in-mold foam molding (Japanese Patent Laid-Open No. 8-174590).
[0003]
According to this method, the crystallinity of the pre-expanded particles can be suppressed to 25% or less. Therefore, the pre-expanded particles can be subjected to in-mold foam molding, and it is possible to obtain an in-mold foam-molded article that is lightweight and excellent in heat resistance.
However, when foamed in-mold foam molding is performed by the above method, if foamed sheets are cut into chips with a cutting machine as foamed particles for in-mold foam molding, chip-shaped pre-foamed particles are foamed in-mold. In order to uniformly fill the molding machine into the mold, it is necessary to use a filling machine having a special mechanism such as a vibration mechanism.
[0004]
For this reason, it discovered that the substantially cylindrical foaming particle for in-mold foam molding was preferable. That is, as a method for producing such expanded particles, a thermoplastic polyester resin and a foaming agent are melt-mixed in an extruder, and the resin is extruded and foamed from a (multi) nozzle mold having one or a plurality of nozzles. The extruded strand-shaped foam is cooled and cut before completion of foaming or after completion of foaming to produce substantially cylindrical pre-expanded particles. Moreover, the cooling of the extruded foam has a high cooling effect, and water cooling using cooling water is preferable from the viewpoint of handleability and economy. In addition, the substantially cylindrical foam particles for in-mold foam molding obtained by water-cooling and cutting the foam extruded from the nozzle mold described above can provide a good in-mold foam.
[0005]
[Problems to be solved by the invention]
However, when in-mold foam molding was performed using these foam particles for in-mold foam molding, it was sometimes experienced that foam variation occurred in the foam molded product. As a result of research on this variation, the foam particles for in-mold foam molding were placed in a container such as a transformer bag or a tough cloth and stored in a storage container until the in-mold foam molding was performed. It was found that there was a difference in in-mold foam moldability depending on whether it was lower or lower.
[0006]
Furthermore, as a result of intensive studies, it has been found that the amount of water and the open cell ratio contained in the foam particles for in-mold foam molding have a great influence on the in-mold foam moldability.
The present invention has been made to solve the above-mentioned problems, and is a factor affecting the in-mold foam moldability, that is, the influence of the moisture content of the pre-expanded particles and the open cell ratio on the in-mold foam moldability. As a result of studying, the pre-expanded particles using general-purpose PET can be reduced not only by reducing the variation in the in-mold foam moldability by adjusting the moisture content and open cell ratio of the pre-expanded particles to a specific range. However, the inventors have found out that an in-mold foam molded article having excellent fusion property and mechanical strength can be obtained and completed.
[0007]
The present invention makes it possible to easily produce a good in-mold foam molded article having excellent mechanical strength and the like while improving the fusion property between the particles without foaming variation in the foam molded article and in-mold foam molding. Another object of the present invention is to provide a thermoplastic polyester resin foamed particle for in-mold foam molding that can be produced efficiently and a method for producing a thermoplastic polyester resin in-mold foam molded article.
[0008]
[Means for Solving the Problems]
The present invention relates to a crystalline thermoplastic polyester resin foamed particle formed by cutting an extruded foam having a strand shape into a predetermined length as described in claim 1 and having a substantially cylindrical shape. The thermoplastic polyester resin expanded particles for in-mold foam molding having a water content of 6,000 to 30,000 ppm and an open cell ratio of 5 to 35%, and a strand shape as described in claim 4 Moisture contained in the crystalline thermoplastic polyester resin foamed particles having an open cell ratio of 5 to 35% formed in a substantially cylindrical shape obtained by cutting an extruded foam having a predetermined length into 6,000 to 30, A method for producing an in-mold foam molded article of a thermoplastic polyester-based resin, characterized by performing in-mold foam molding after adjusting to 000 ppm.
[0009]
As described above, the foamed thermoplastic polyester resin foam particles having an open cell ratio of 5 to 35% and a water content of 6,000 to 30,000 ppm have foamability and molding during in-mold foam molding. As a result, it is possible to produce an in-mold foam-molded article excellent in fusibility and mechanical strength.
[0010]
The thermoplastic polyester resin that can be used in the present invention is a crystalline high molecular weight chain ester obtained by reacting an aromatic dicarboxylic acid with a diol. As the dicarboxylic acid, those using terephthalic acid, isophthalic acid, 2,6-naphthalenedicarboxylic acid and the like can be used by mixing with terephthalic acid. In addition, as dicarboxylic acid, diphenyl ether dicarboxylic acid, diphenyl sulfone dicarboxylic acid, and diphenoxy dicarboxylic acid can be used.
Moreover, as a diol which comprises a thermoplastic polyester-type resin, the alcohol containing aliphatic alcohol, phenols, and also an aliphatic ring can be used. As the aliphatic diol, ethylene glycol, trimethylene glycol, tetramethylene glycol, neopentylene glycol, and hexamethylene glycol can be used. As phenols, catechol, resorcin, hydroquinone, orcine can be used. As the diol containing an aliphatic ring, p-dimethoxycyclohexane can be used. Among these, preferable thermoplastic polyester resins include polyethylene terephthalate, polyethylene naphthalate, polycyclohexane terephthalate, and the like.
[0011]
In addition, recycled polyethylene terephthalate resin collected and regenerated from used PET bottles can be used. This recycled polyethylene terephthalate resin has the advantage that it can be effectively reused by using all or part of the thermoplastic polyester resin.
In addition to the above components, the raw material for the thermoplastic polyester resin includes, for example, an acid component, a trivalent or higher polyvalent carboxylic acid such as trimellitic acid or pyromellitic acid, its anhydride, or a diol component. Further, trivalent or higher polyhydric alcohols such as triols such as glycerin and tetraols such as pentaerythritol may be contained in a small amount in the above-mentioned thermoplastic polyester resin.
[0012]
The thermoplastic polyester resin foam particles for in-mold foam molding of the present invention can be produced by mixing a thermoplastic polyester resin with a foaming agent under high pressure melting by an extrusion foaming method using an extruder. The extruder that can be used is not particularly limited, and a single-screw extruder, a twin-screw extruder, and the like that are usually used for this type of extrusion foaming can be used, and a tandem type in which these are connected may be used. However, an extruder having sufficient melting and mixing ability is preferable.
In order to extrude and foam an extruded foam having a strand shape, as a die of an extruder, a nozzle die, a multi-nozzle die in which a plurality of nozzles are arranged, and the like are preferable. The foamed thermoplastic polyester resin particles for in-mold foam molding, which are obtained by cutting the extruded foam having the strand shape into a predetermined column shape, have excellent filling properties. A multi-nozzle base having a plurality of nozzles is most suitable for producing the foam particles for in-mold foam molding excellent in filling property most efficiently.
[0013]
As a method for cooling the extruded foam having the strand shape thus extruded and foamed, various methods such as contact with a temperature-controlled cooling device in addition to air cooling and water cooling can be used.
The foam is cooled and cut, for example, by cutting the foam extruded from the die into a predetermined shape and size using a pelletizer or the like. The average particle size is preferably cut to a size of about 0.5 to 5 mm.
[0014]
It is important to cool the foam as quickly as possible, and to suppress excessive crystallization of the thermoplastic polyester resin foam particles for in-mold foam molding, and the crystallinity is approximately It is preferably about 1 to 10%.
If the crystallinity of the thermoplastic polyester resin foam particles for in-mold foam molding exceeds 10%, the mechanical strength of the thermoplastic polyester resin foam particles for in-mold foam molding is deteriorated. There is a risk of forming a weak foamed molded product. On the other hand, when the crystallinity is lower than 1%, it is not preferable because the expanded particles are easily bonded to each other. The crystallinity of the expanded particles is preferably about 1 to 9% even within the above range.
[0015]
The degree of crystallinity is the amount of cold crystallization heat measured according to the measurement method described in Japanese Industrial Standard JIS K7121, using a differential scanning calorimeter (DSC), similarly to the measurement of the crystallization peak temperature described above. And the amount of heat of fusion.
[0016]
[Expression 1]
The heat of fusion per mole of perfect crystal PET in the formula is 26.9 kJ from the description in the Polymer Data Handbook (issued by Baifukan).
Specifically, a predetermined amount of foamed thermoplastic polyester resin particles for in-mold foam molding as a measurement sample is filled into a DSC measurement container, and cold crystallization is performed while the temperature is raised at a rate of 10 ° C./min. The amount of heat and the amount of heat of fusion are measured, and the crystallinity of the foamed thermoplastic polyester resin particles for in-mold foam molding is determined from the measurement result based on the above formula.
[0018]
The open cell ratio of the foamed thermoplastic polyester resin particles for in-mold foam molding of the present invention can be controlled by adjusting the melt tension of the resin and the shear rate when extruding from the nozzle die when extrusion foaming. . For example, the shear rate is 5,000 sec -1 The foamed strands extruded in (1) have a smooth skin, improve the fusion property during in-mold foam molding, and have a positive effect on the mechanical properties of the in-mold foam molded product. However, if the shear rate is too high, melt fracture occurs in the molten resin and the melt viscosity of the molten resin in the nozzle is lowered, which is not preferable because the open cell ratio tends to increase. Therefore, in order to adjust the open cell ratio to the preferred range, the shear rate is set to 5,000 to 20,000 sec as described in claim 3. -1 , Preferably 7,000 to 18,000 sec -1 More preferably, 9,000-16,000 sec -1 It is good to adjust to.
[0019]
Thus, when extruding and foaming in a strand shape with high shear, it is most preferable that the melt tension of the thermoplastic polyester resin is about 0.7 to 3.0 g as described in claim 3. . Conventionally, in order to extrude and foam a crystalline thermoplastic polyester resin into a sheet or plate, it has been necessary to increase its melt tension to about 18.21 g. (Development of polyethylene terephthalate foam) ", ANTEC '93 Abstract II, page 1257], this matter is also one of the new techniques found by the present inventors.
[0020]
The melt tension of the thermoplastic polyester resin is more preferably about 0.9 to 2.5 g, and further preferably about 1.0 to 2.0 g.
In order to adjust the melt tension of the thermoplastic polyester resin to the above range, a method of adding a melt tension modifier can be employed. As the melt tension modifier, an epoxy compound such as glycidyl phthalate, an acid dianhydride such as pyromellitic dianhydride, a group Ia such as sodium carbonate, a group IIa metal compound, a carbonate ester compound, etc. Or a mixture of two or more. The amount of the melt tension modifier added varies depending on the type of modifier used, but is generally about 0.05 to 1.0 part by weight, preferably about 0.1 to 100 parts by weight with respect to 100 parts by weight of the aromatic polyester resin. The amount is from about 06 to 0.5 parts by weight, particularly preferably from about 0.08 to 0.3 parts by weight. By adding the melt tension modifier in this range, the melt tension of the crystalline thermoplastic polyester resin can be adjusted to the above range.
[0021]
The thermoplastic polyester resin and the melt tension modifier are melted and kneaded in advance at a predetermined ratio, and the melt tension adjusted to the predetermined range is used as a manufacturing raw material for an extruder. You may throw it in. In addition, since the melt tension can be fine-adjusted while confirming the production state of the thermoplastic polyester resin foam particles for in-mold foam molding, both of the above may be separately introduced into the extruder without being melted and kneaded in advance. Good.
As described above, foamed particles suitable for in-mold foam molding can be produced by adjusting the shear rate and melt tension when producing an extruded foam to an appropriate range.
[0022]
In the present invention, additives such as a foaming agent, a bubble adjusting agent, a flame retardant, an antistatic agent, and a coloring agent may be added.
Examples of the foaming agent include chemical foaming agents, physical foaming agents, inert gases, etc. that decompose at a temperature equal to or higher than the softening point of the thermoplastic polyester resin to generate gas. These may be used alone or in combination of two or more. Can be used.
Specific examples of the chemical foaming agent include azodicarbonamide, dinitrosopentamethylenetetramine, hydrazole dicarbonamide, and sodium bicarbonate. Specific examples of physical blowing agents include hydrocarbons such as propane, butane, pentane, and hexane, halogenated hydrocarbons such as methyl chloride and freon (registered trademark), and dimethyl ether and methyl tertiary butyl ether. Such ether compounds.
[0023]
Specific examples of the inert gas include carbon dioxide, nitrogen, and the like, but considering the foaming properties of thermoplastic polyester resin foam particles for in-mold foam molding and the environmental impact, hydrocarbons, halogenated carbonization It is preferable to use hydrogen or an inert gas alone or in combination of two or more. In that case, it is preferable that the remaining amount of the foaming agent in the expanded particles is 0.2% by weight or more, more preferably 0.3% or more.
[0024]
The foamed thermoplastic polyester resin particles for in-mold foam molding of the present invention are not only thermoplastic polyester resins alone, but also within a range not exceeding 50% by weight, for example, polyolefin resins such as polypropylene resins. Resins, polyester-based thermoplastic elastomers, polycarbonate, ionomers, and the like may be added.
[0025]
In order to produce a good in-mold foam molded article, the open cell ratio of the thermoplastic polyester resin foamed particles for in-mold foam molding needs to be 5 to 35%. If the open cell ratio of the thermoplastic polyester resin foam particles for in-mold foam molding exceeds 35%, foamability at the time of in-mold foam molding is low, and a good in-mold foam molded article may not be manufactured. . On the other hand, when the open cell ratio is 5% or less, shrinkage tends to increase when the molded body is taken out from the foaming mold.
On the other hand, foamed particles having an open cell ratio in the range of 5 to 35% have the characteristics that the foamed particles have good foamability and fusing property during in-mold foam molding, and the molded article produced has little shrinkage. Have. The open cell ratio is particularly preferably 7 to 30% in the above range.
[0026]
Further, in order to produce a good in-mold foam molded article, it is necessary to set the range of the moisture content of the thermoplastic polyester resin expanded particles for in-mold foam molding to 6,000 to 30,000 ppm. The foamed thermoplastic polyester resin particles for in-mold foam molding having a moisture content outside this range have a low foamability of the foamed particles, and the meltability of the foamed particles is lowered during in-mold foam molding. In addition, if a large amount of foamed thermoplastic polyester resin particles for in-mold foam molding with a moisture content outside the above range is included, it is easy to form an in-mold foam molded article with partially different expansion ratios, and a good mold An inner foamed molded article cannot be obtained. A more preferable range of water content is 8,000 to 28,000 ppm, and a range of water content is preferably 10,000 to 26,000 ppm.
[0027]
Examples of the method for adjusting the moisture content of the foamed thermoplastic polyester resin particles for in-mold foam molding to 6,000 to 30,000 ppm include the following methods.
When the amount of water is small, the thermoplastic polyester resin foam particles for in-mold foam molding are immersed in water or brought into contact with the water surface to give water. When the amount of water is large, the moisture content is adjusted by drying the foamed thermoplastic polyester resin particles for in-mold foam molding with a dryer. In this way, after the foamed particles contain a large amount of moisture, the moisture content may be adjusted by drying with a dryer. Alternatively, the amount of moisture may be adjusted by placing the foamed particles in a constant humidity controlled atmosphere for a certain period of time.
[0028]
The density of the foamed thermoplastic polyester resin particles for in-mold foam molding of the present invention may be adjusted as appropriate according to the density of the foam molded article produced by foam molding. For example, the bulk density is 0.01 to 0.5 g / cm. 3 Preferably about 0.02 to 0.4 g / cm 3 More preferably, it is about 0.03 to 0.3 g / cm. 3 The degree is even more preferable.
[0029]
The method for producing an in-mold foam-molded article of the present invention is characterized in that the above-mentioned substantially cylindrical water is contained in an amount of 6,000 to 30,000 ppm and the open cell ratio is 5 to 35%. The foamed particles are filled into a cavity that cannot be sealed, which is formed by closing the male and female molds for foam molding, using the thermoplastic polyester resin foam particles for inner foam molding. In-mold foam molding is performed by introducing steam as a heating medium.
As the heating medium at this time, hot air or the like can be used in addition to steam, but steam is most effective for efficient molding.
[0030]
When in-mold foam molding is performed with steam, a general-purpose in-mold foam molding machine may be used for foam molding. Specifically, after filling the foamed particles having the above characteristics into the cavity, first, steam is blown into the cavity from one mold at a low pressure (for example, a gauge pressure of about 0.01 to 0.15 MPa) for a certain period of time. The air between the particles is discharged to the outside, and the thermoplastic polyester resin foam particles for in-mold foam molding are fused to some extent while foaming the thermoplastic polyester resin foam particles for in-mold foam molding. The vacuuming operation may be carried out from the mold. Next, steam (for example, a gauge pressure of about 0.02 to 0.15 MPa) is blown from both molds and foam-molded. To manufacture.
[0031]
Therefore, in the method for producing an in-mold foam molded article of the present invention, the fusion rate between the particles of the in-mold foam molded article can be 40% or more, and there is little foam variation in the in-mold foam molded article. A molded body particularly excellent in appearance and mechanical strength can be efficiently produced.
Furthermore, an in-mold foam molded article in which the crystallinity of the in-mold foam molded article is improved to 15% or more, particularly 20 to 40%, can be made into an in-mold foam molded article having excellent heat resistance. Also, it has excellent dimensional stability.
The in-mold foam molded article obtained by the production method of the present invention can be recycled and reused after being used in various applications as described above. By reusing a used in-mold foam molded product, it is possible to contribute to the effective reuse of resources and the reduction of waste.
[0032]
DETAILED DESCRIPTION OF THE INVENTION
Examples of the present invention will be specifically described below with reference to examples and comparative examples. The crystallization peak temperature in the used thermoplastic polyester resin and the crystallinity of the produced foamed thermoplastic polyester resin particles for in-mold foam molding are in accordance with the measurement method described in JIS K7121 as described above. It was obtained from the measurement results. Moreover, the moisture content and the fusion rate of the thermoplastic polyester resin foamed particles for in-mold foam molding were measured by the following methods, respectively.
[0033]
<Measurement of moisture content of foamed thermoplastic polyester resin particles for in-mold foam molding>
After setting about 0.3 g of foamed thermoplastic polyester resin particles for in-mold foam molding to a moisture vaporizer, measurement was started under the following conditions, and the moisture content was measured by the Karl Fischer method.
<Measurement of melt tension>
The melt tension was measured for the non-foamed pellets produced under the condition that the injection of the foaming agent was stopped while maintaining the conditions for producing the foamed thermoplastic polyester resin particles for in-mold foam molding in the extruder. . Further, the non-foamed pellets were placed in a vacuum dryer at 110 ° C. before measurement and dried under reduced pressure for 24 hours to remove moisture contained in the non-foamed pellets.
Equipment: Capillograph PMD-C (Toyo Seiki Seisakusho Co., Ltd.)
Temperature: 270 ° C
Preheating time: 5 minutes
Capillary shape: (Diameter) 1.0 mm, (Length) 20 mm, (Inflow angle) 90 degrees
Extrusion speed: 30 mm / min (shear speed 364.8 sec -1 )
Take-off speed: 100 m / min
[0035]
<Measurement of open cell ratio>
The following tests (1) to (3) were conducted to determine the open cell ratio (%) of the foamed thermoplastic polyester resin particles for in-mold foam molding.
(1) Measurement of weight and volume of thermoplastic polyester resin foam particles for in-mold foam molding
The weight of the thermoplastic polyester resin foam particles for in-mold foam molding, which is about 80% into the sample cuff of an air comparison type hydrometer (Tokyo Science Co., Ltd. Model 1000), was measured in advance. Based resin foam particle weight A (g)].
Next, the foamed thermoplastic polyester resin particles for in-mold foam molding were put into a cuff, the cuff was set in the above specific gravity meter, and the volume was measured by the 1-1 / 2-1 atmospheric pressure method [in-mold Volume B (cm of thermoplastic polyester resin foam particles for foam molding 3 )]].
[0036]
(2) Apparent volume measurement of foamed thermoplastic polyester resin particles for in-mold foam molding
The weighing pan of the electronic balance (HB3000 manufactured by Yamato Seikaku Co., Ltd.) was removed, and the container was immersed in water with the wire mesh container hung on the mounting bracket, and the weight of the container in water was measured. Container weight C (g) in water].
Next, the container and the thermoplastic polyester for in-mold foam molding are put in the same container, with the entire amount of the foamed thermoplastic polyester resin particles for in-mold foam molding measured in the above (1) being immersed in water in the same manner. The total weight of the resin-based resin expanded particles was measured [total weight D (g) in water].
Then, according to the following formula, the apparent volume E (cm 3 ) 1g of water has a volume of 1cm. 3 As converted.
[0037]
E = A + (CD)
[0038]
(3) Open cell ratio
From the results of (1) and (2) above, the open cell ratio [%] was determined by the following equation.
[0039]
Open cell ratio (%) = (EB) × 100 / E
[0040]
<Measurement of fusion rate>
Each example, after the foam molded product produced from the thermoplastic polyester resin foam particles for in-mold foam molding of the comparative example was bent and broken in the thickness direction, the number of all the foam particles present on the fracture surface, The number of foam particles in which the particles themselves broke the material was counted. And the fusion rate (%) used as the reference | standard of the meltability between particle | grains was calculated | required by following Formula.
[0041]
[Expression 2]
<Measurement of bending strength and deflection>
Bending test was performed under the following conditions using a cut sample of an in-mold foam molded body of 50 mm × 100 × 13 mm as a test piece. The maximum bending strength (MPa) and the amount of deflection (mm) at that time were determined. Asked.
Equipment: Tensilon universal testing machine
Bending speed: 50 mm / min
Tip jig: Pressurized wedge 3.2R
Support base: 3.2R
Distance between spans: 50mm
[0043]
[Example 1]
100 parts by weight of recovered polyethylene terephthalate resin pellets recycled from PET bottles, 1 part by weight of a polyethylene terephthalate resin masterbatch containing 2% polytetrafluoroethylene resin, and 0.23 parts by weight of pyromellitic dianhydride as a modifier And 0.03 parts by weight of sodium carbonate as a modification aid are charged into an extruder (caliber: 65 mm, L / D ratio: 35), while melting and mixing under conditions of a barrel temperature of 270 to 290 ° C., Isobutane as a blowing agent was injected from a press-fit tube connected in the middle of the barrel at a ratio of 1.1% by weight with respect to the mixture.
Next, the molten mixture was extruded through each nozzle of a multi-nozzle mold (15 nozzles with a hole diameter of 0.8 mm arranged on a straight line) connected to the tip of the barrel (shear rate). 10,438sec -1 ) After foaming, it was cooled in a cooling water bath.
[0044]
The cooled strand-shaped foam was sufficiently drained and then cut into substantially cylindrical small granules using a pelletizer to produce foamed thermoplastic polyester resin particles for in-mold foam molding.
The resulting expanded particles have a bulk density of 0.13 g / cm. 3 The particle size was 1.8 to 2.4 mm, the crystallinity was 8.6%, the open cell ratio was 20.2%, and the melt tension was 1.32 g.
[0045]
The foamed particles were submerged for 5 hours and then dried for 10 minutes with a hot air dryer set at 40 ° C. to adjust the water content. The moisture content of the foamed thermoplastic polyester resin particles for in-mold foam molding was 14,800 ppm.
The foam particles are filled into a foam mold having an internal dimension of 300 mm × 400 mm × 20 mm, and 1.2 MPa steam is introduced into the mold for 20 seconds, followed by 0.6 MPa steam for 10 seconds. The foamed thermoplastic polyester resin particles for inner foam molding were heated and expanded at the same time.
And in this state, after heat-retaining for 120 seconds, it cooled with water, and the foaming molding which has the external dimensions of 300 mm x 400 mm x 20 mm same as the internal dimension of the said type | mold was manufactured. The obtained foamed molded article has a beautiful appearance, and its density is 0.13 g / cm. 3 The fusion rate was 55%, indicating good fusion properties. Moreover, the bending strength of this foaming molding was 0.92 MPa, and the deflection amount was 12.6 mm.
[0046]
[Example 2]
In the same manner as in Example 1 except that the drying temperature of the hot air drier was changed to 5 minutes, foamed thermoplastic polyester resin particles for in-mold foam molding and foamed molded articles were produced.
The bulk density of the obtained foamed thermoplastic polyester resin particles for in-mold foam molding is 0.13 g / cm. 3 The particle size was 1.5 to 2.4 mm, the crystallinity was 8.6%, the open cell ratio was 20.8%, the melt tension was 1.32 g, and the water content was 24,600 ppm.
In addition, the foam molded product obtained by in-mold foam molding by the same method as in Example 1 has a beautiful appearance, and its density is 0.13 g / cm. 3 The fusion rate was 60%, indicating good fusion properties. Moreover, the bending strength of this foaming molding was 1.01 MPa, and the deflection amount was 11.2 mm.
[0047]
[Example 3]
As thermoplastic polyester resin, 100 parts by weight of NEH-2070 manufactured by Unitika Co., Ltd. is used, the amount of pyromellitic anhydride is 0.15 parts by weight, and the hole diameter of the multi-nozzle mold is 0.9 mm (15 holes). , Shear rate during extrusion is 7,331 sec -1 Except that, thermoplastic polyester resin foam particles for in-mold foam molding were produced in the same manner as in Example 1.
The resulting expanded particles have a bulk density of 0.13 g / cm. 3 The particle size was 1.8 to 2.4 mm, the crystallinity was 8.2%, the open cell ratio was 24.9%, the melt tension was 1.18 g, and the water content was 15,600 ppm.
Further, the foamed molded product foamed in-mold by the same method as in Example 1 has a beautiful appearance, and its density is 0.13 g / cm. 3 The fusion rate was 55%, indicating good fusion properties. Moreover, the bending strength of this in-mold foam molded product was 1.20 MPa, and the amount of deflection was 13.8 mm.
[0048]
[Comparative Example 1]
The multi-nozzle mold was extruded and foamed using each nozzle in the same manner as in Example 1, and then the cooled strand-like foam was sufficiently drained. Subsequently, it was cut into small particles using a pelletizer to produce foamed thermoplastic polyester resin particles for in-mold foam molding. The obtained expanded particles were allowed to stand for 2 weeks in a storage room adjusted to about 45 ° C., and then subjected to in-mold expansion molding using the expanded particles in the same manner as in Example 1. In particular, the foamed thermoplastic polyester resin particles for in-mold foam molding with poor foam molding were examined.
[0049]
The bulk density of the foamed thermoplastic polyester resin particles for in-mold foam molding is 0.14 g / cm. 3 The particle size is 1.4 to 2.4 mm, the degree of crystallinity is 8.6%, the open cell ratio is 21.0%, the water content is 4,800 ppm, and there are a lot of expanded particles with low water content. It turned out to be mixed. Further, the density of the foam-molded product that has been foamed in the mold is 0.13 g / cm 3 The fusion rate was as low as 35%. Further, this in-mold foam molded article had inferior bending properties with a bending strength of 0.75 MPa and a deflection amount of 1.4 mm.
[0050]
[Comparative Example 2]
Thermoplastic polyester resin foamed particles for in-mold foam molding were produced in the same manner as in Example 1 except that the time for drying with a hot air dryer was 3 minutes.
The resulting expanded particles have a bulk density of 0.13 g / cm. 3 The particle size was 1.4 to 2.4 mm, the crystallinity was 8.6%, the open cell ratio was 20.6%, the melt tension was 1.32 g, and the water content was 36,200 ppm.
The foamed thermoplastic polyester resin particles for in-mold foam molding have poor filling properties in the in-mold foam molding machine, and only samples with a high fusion rate and large variation in appearance were obtained.
[0051]
[Comparative Example 3]
The hole diameter of the multi-nozzle mold is 0.64 mm (15 holes), and the shear rate during extrusion is 20,388 sec. -1 Except that, thermoplastic polyester resin foam particles for in-mold foam molding were produced in the same manner as in Example 1.
The resulting expanded particles have a bulk density of 0.13 g / cm. 3 The particle size was 1.4 to 2.4 mm, the crystallinity was 8.2%, the melt tension was 1.34 g, the open cell ratio was 35.8%, and the water content was 15,400 ppm.
[0052]
The foamed particles were poorly filled into the in-mold foam molding machine, and only samples with a high fusion rate and large external appearance were obtained.
Further, the density of the foamed molded product foamed in the mold by the same method as in Example 1 was 0.13 g / cm. 3 The fusion rate was as low as 37%. Further, the in-mold foam molded article had a bending strength of 0.71 MPa and a deflection amount of 1.9 mm, which was inferior in bending properties.
[0053]
[Table 1]
【The invention's effect】
In the present invention, the extruded foam having a strand shape is cut into a predetermined length to contain 6,000 to 30,000 ppm of water formed in a substantially cylindrical shape, and the open cell ratio is 5 to 35%. Crystalline thermoplastic polyester resin foamed particles that do not cause foaming variation in foamed molded products, improve fusion between particles during foam molding, and have excellent mechanical strength In-mold foam moldings can be manufactured easily and efficiently.
The method for producing a thermoplastic polyester resin in-mold foam molded article of the present invention has good foamability and moldability at the time of in-mold foam molding, and as a result, in-mold foam molded article having excellent fusion and mechanical strength. Can be manufactured.
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000067302A JP3688179B2 (en) | 2000-03-10 | 2000-03-10 | Thermoplastic polyester resin foamed particles for in-mold foam molding and method for producing in-mold foam molded article using the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000067302A JP3688179B2 (en) | 2000-03-10 | 2000-03-10 | Thermoplastic polyester resin foamed particles for in-mold foam molding and method for producing in-mold foam molded article using the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001253965A JP2001253965A (en) | 2001-09-18 |
| JP3688179B2 true JP3688179B2 (en) | 2005-08-24 |
Family
ID=18586518
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000067302A Expired - Lifetime JP3688179B2 (en) | 2000-03-10 | 2000-03-10 | Thermoplastic polyester resin foamed particles for in-mold foam molding and method for producing in-mold foam molded article using the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3688179B2 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004080678A1 (en) | 2003-03-12 | 2004-09-23 | Sekisui Plastics Co., Ltd. | Granulation die, granulation apparatus and process for producing expandable thermoplastic resin granule |
| FR2856950B1 (en) * | 2003-07-04 | 2007-03-02 | Rhodia Polyamide Intermediates | PROCESS FOR PREPARING PEARL BASED OF EXPANDED POLYMER |
| CN1852797B (en) * | 2003-09-17 | 2010-04-28 | 积水化成品工业株式会社 | Method for producing thermoplastic resin expandable particles |
| JP4928920B2 (en) * | 2006-11-29 | 2012-05-09 | 積水化成品工業株式会社 | Method for producing foamed polylactic acid resin particles for in-mold foam molding |
| US20140227506A1 (en) * | 2011-08-29 | 2014-08-14 | Yusuke Kuwabara | Foamed aromatic polyester-based resin particles for in-mold foam molding and method of producing the same, in-mold foam molded product, composite structural component, and component for automobile |
| DE102014216992A1 (en) | 2014-08-26 | 2016-03-03 | Adidas Ag | Expanded polymer pellets |
-
2000
- 2000-03-10 JP JP2000067302A patent/JP3688179B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001253965A (en) | 2001-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1810877B (en) | Expandable polylactic acid resin particles, expanded polylactic acid particles, and expanded polylactic acid particle molded products | |
| JP3538594B2 (en) | Method for producing an aromatic polyester-based in-mold foam molding | |
| JP3619154B2 (en) | Crystalline aromatic polyester resin pre-foamed particles, in-mold foam molded article and foam laminate using the same | |
| JPH11504671A (en) | Expandable branched polyester | |
| CN102933647B (en) | Method for producing polycarbonate resin foam molded body | |
| JPWO2000036000A1 (en) | Crystalline aromatic polyester resin pre-expanded particles, and in-mold foamed articles and foam laminates using the same | |
| US20070293593A1 (en) | Low density polylactic acid polymeric foam and articles made thereof | |
| JPWO2000035650A1 (en) | Method for producing in-mold foamed aromatic polyester resin products | |
| JP3688179B2 (en) | Thermoplastic polyester resin foamed particles for in-mold foam molding and method for producing in-mold foam molded article using the same | |
| JP2007100025A (en) | Polylactic acid resin foam molding | |
| JP3777338B2 (en) | Non-crosslinked biodegradable polyester resin pre-expanded particles, molded product thereof and method for producing the pre-expanded particles | |
| JP3213871B2 (en) | Thermoplastic polyester resin foam molded article, thermoplastic polyester resin pre-expanded particles, and method for producing thermoplastic polyester resin foam molded article from the pre-expanded particles | |
| JP3722727B2 (en) | In-mold foam molded article of thermoplastic polyester resin, its production method and its use | |
| JP4295971B2 (en) | Thermoplastic resin foamed particles, molded product thereof, and method for producing foamed particles | |
| ES2976634T3 (en) | Process for producing expandable or at least partially expanded polymer particles based on polylactide and polymer particles produced accordingly | |
| JP3704047B2 (en) | Pre-expanded particles of thermoplastic polyester resin and method for producing the same | |
| JP2001269960A (en) | Method for producing in-mold foam molded article using aromatic polyester resin | |
| JP3640596B2 (en) | Aromatic polyester resin pre-expanded particles for in-mold foam molding | |
| JP2004035694A (en) | Foamed polyester sheet | |
| JP3631940B2 (en) | Aromatic polyester resin pre-expanded particles and foamed moldings using the same | |
| JP2003082150A (en) | Polylactic acid-based expandable resin particles | |
| JP2001329100A (en) | Pre-expanded aromatic polyester resin particles and expanded molded articles using the same | |
| JP2001018247A (en) | Core material for bumper and bumper using it | |
| JP2001026217A (en) | Sun visor | |
| JP2002053693A (en) | Method for producing foam molded article and foam molded article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041221 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050524 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050607 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3688179 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080617 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090617 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100617 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110617 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110617 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120617 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120617 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130617 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130617 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140617 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term |