JP2023068337A - Elastic sheet and its manufacturing method - Google Patents
Elastic sheet and its manufacturing method Download PDFInfo
- Publication number
- JP2023068337A JP2023068337A JP2021179343A JP2021179343A JP2023068337A JP 2023068337 A JP2023068337 A JP 2023068337A JP 2021179343 A JP2021179343 A JP 2021179343A JP 2021179343 A JP2021179343 A JP 2021179343A JP 2023068337 A JP2023068337 A JP 2023068337A
- Authority
- JP
- Japan
- Prior art keywords
- nonwoven fabric
- stretch
- less
- elastic filaments
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Absorbent Articles And Supports Therefor (AREA)
- Laminated Bodies (AREA)
- Nonwoven Fabrics (AREA)
Abstract
Description
本発明は伸縮シート及びその製造方法に関する。 TECHNICAL FIELD The present invention relates to a stretch sheet and a manufacturing method thereof.
弾性繊維と不織布とを複合化してなる伸縮シートに関する従来の技術として、本出願人は先に、互いに交差せずに一方向に延びるように配列した多数の弾性フィラメントが、実質的に非伸長状態で、それらの全長にわたり、伸長可能な不織布に接合されている伸縮シートを提案した(特許文献1参照)。この伸縮シートは、弾性フィラメントが不織布に融着した複合体に延伸加工を施して、該複合体に伸縮性を付与することで製造される。 As a conventional technique related to stretch sheets made by combining elastic fibers and nonwoven fabrics, the present applicant previously disclosed that a large number of elastic filaments arranged so as to extend in one direction without proposed a stretch sheet bonded to a stretchable nonwoven fabric over the entire length thereof (see Patent Document 1). This stretch sheet is produced by stretching a composite in which elastic filaments are fused to a nonwoven fabric to impart stretchability to the composite.
特許文献1に記載の方法で製造された伸縮シートは、通気性を維持しつつ、伸縮特性に優れ、実用上十分な強度を有するものである。
ところで、この種の伸縮シートには一層高い通気性が要求されているところ、同文献に記載の伸縮シートの通気性を向上させる目的で前記の延伸加工における延伸倍率を高く設定したり、加工速度を高めたりしようとすると、弾性フィラメントの切断が生じやすい。弾性フィラメントに切断が生じることは、伸縮シートの伸縮性の低下や、外観の良さの低下の一因となる。
したがって本発明の課題は、前述した従来技術が有する欠点を解消し得る伸縮シート及びその製造方法を提供することにある。
The stretch sheet produced by the method described in Patent Literature 1 has excellent stretchability and sufficient strength for practical use while maintaining air permeability.
By the way, this kind of stretch sheet is required to have higher air permeability. Attempting to increase the elastic filament tends to break. The occurrence of breakage in the elastic filaments contributes to a reduction in stretchability of the stretch sheet and a reduction in appearance.
Accordingly, an object of the present invention is to provide a stretch sheet and a method for producing the stretch sheet that can overcome the drawbacks of the prior art described above.
本発明は、融着可能な状態の弾性フィラメントと不織布とを接触させて、該弾性フィラメントが該不織布に融着してなる積層体を形成する工程と、
前記積層体を伸長させて弾性発現処理を施す工程とを有する吸収性物品用伸縮シートの製造方法であって、
前記不織布として、歪み速度3.3s-1の条件下における最大強度が40N/50mm以下のものを用い、
前記弾性発現処理工程において30s-1以上200s-1以下の歪み速度で前記積層体を伸長させる、吸収性物品用伸縮シートの製造方法を提供するものである。
The present invention comprises a step of contacting elastic filaments in a fusible state with a nonwoven fabric to form a laminate in which the elastic filaments are fused to the nonwoven fabric;
A method for producing a stretchable sheet for absorbent articles, comprising a step of stretching the laminate and subjecting it to elasticity development treatment,
The nonwoven fabric used has a maximum strength of 40 N/50 mm or less under conditions of a strain rate of 3.3 s -1 ,
The present invention provides a method for producing a stretch sheet for absorbent articles, wherein the laminate is stretched at a strain rate of 30 s -1 or more and 200 s -1 or less in the elasticity development treatment step.
また本発明は、融着可能な状態の弾性フィラメントと不織布とを接触させて、該弾性フィラメントが該不織布に融着してなる積層体を形成する工程と、
前記積層体を伸長させて弾性発現処理を施す工程とを有する吸収性物品用伸縮シートの製造方法であって、
前記不織布として、5%伸長時の強度が12N/50mm未満のものを用い、
前記弾性発現処理工程において30s-1以上200s-1以下の歪み速度で前記積層体を伸長させる、吸収性物品用伸縮シートの製造方法を提供するものである。
The present invention also includes a step of contacting elastic filaments in a fusible state with a nonwoven fabric to form a laminate in which the elastic filaments are fused to the nonwoven fabric;
A method for producing a stretchable sheet for absorbent articles, comprising a step of stretching the laminate and subjecting it to elasticity development treatment,
Using a nonwoven fabric having a strength of less than 12 N/50 mm at 5% elongation,
The present invention provides a method for producing a stretch sheet for absorbent articles, wherein the laminate is stretched at a strain rate of 30 s -1 or more and 200 s -1 or less in the elasticity development treatment step.
更に本発明は、互いに交差せず一方向に延びるように配列した複数の弾性フィラメントが、実質的に非伸長状態で、それらの全長にわたり、伸長可能な不織布に接合されている吸収性物品用伸縮シートであって、
前記伸縮シートは、3N/50mm荷重時の伸長率が120%以上であり、
前記伸縮シートにおいては、前記弾性フィラメントの切断箇所が、該伸縮シートの非伸長状態で2.0箇所/cm2以下であり、
前記伸縮シートの伸縮方向に対して直交する方向に延びる高伸長領域と低伸長領域とが、該伸縮方向に沿って交互に配置されており、2.2倍伸長時における該伸縮方向に沿う該低伸長領域の幅WLに対する、該伸縮方向に沿う該高伸長領域の幅WHの比WH/WLが10以下である、吸収性物品用伸縮シートを提供するものである。
Further, the present invention provides a stretchable absorbent article in which a plurality of elastic filaments arranged so as to extend in one direction without intersecting each other are joined to an extensible nonwoven fabric over their entire lengths in a substantially unstretched state. a sheet,
The stretchable sheet has an elongation rate of 120% or more at a load of 3N/50mm,
In the stretch sheet, the number of cut points of the elastic filaments is 2.0 points/cm 2 or less in a non-stretched state of the stretch sheet,
High-stretch regions and low-stretch regions extending in a direction orthogonal to the stretch direction of the stretch sheet are alternately arranged along the stretch direction, and the stretch direction along the stretch direction when stretched 2.2 times. Provided is a stretch sheet for absorbent articles, wherein the ratio W H /W L of the width W H of the high elongation region along the stretch direction to the width W L of the low elongation region is 10 or less.
本発明によれば、良好な外観を呈し、高い伸縮性及び高い通気性を兼ね備えた伸縮シート及びその製造方法が提供される。 INDUSTRIAL APPLICABILITY According to the present invention, a stretch sheet exhibiting a good appearance and having both high stretchability and high breathability and a method for producing the same are provided.
以下本発明を、その好ましい実施形態に基づき説明する。
本発明は吸収性物品用の伸縮シートに関する。本明細書において吸収性物品とは、人体から排泄される体液を吸収し保持するために用いられる物品を広く包含する。例えば尿や便を吸収し保持するために用いられるおむつ、失禁パッドや、経血を吸収し保持するために用いられる生理用ナプキン、母乳を吸収し保持するために用いられる母乳パッドなどが挙げられるが、これらに限られない。
The present invention will be described below based on its preferred embodiments.
The present invention relates to stretch sheets for absorbent articles. As used herein, the absorbent article broadly includes articles used to absorb and retain bodily fluids excreted from the human body. Examples include diapers and incontinence pads used to absorb and retain urine and feces, sanitary napkins used to absorb and retain menstrual blood, and breast pads used to absorb and retain breast milk. However, it is not limited to these.
本発明の伸縮シートは、吸収性物品において伸縮性が要求される様々な部位に適用される。例えば吸収性物品の外面を構成する外装体、吸収体の両側部に配置される防漏用のカフ、吸収性物品のウエスト開口域を構成するウエストギャザー、吸収性物品のレッグ開口域を構成するレッグギャザーなどに本発明の伸縮シートを適用することができる。これらの部位に本発明の伸縮シートが適用された吸収性物品は、該伸縮シートの伸縮性に起因して、着用者の身体へのフィット性が良好となり、また該伸縮シートの通気性に起因して、着用状態で蒸れが生じにくくなる。 The stretch sheet of the present invention is applied to various parts of absorbent articles that require stretchability. For example, the outer body constituting the outer surface of the absorbent article, the leakage-preventing cuffs arranged on both sides of the absorbent article, the waist gathers constituting the waist opening area of the absorbent article, and the leg opening area of the absorbent article. The stretch sheet of the present invention can be applied to leg gathers and the like. An absorbent article in which the stretch sheet of the present invention is applied to these parts has a good fit to the wearer's body due to the stretchability of the stretch sheet, and the breathability of the stretch sheet. As a result, it becomes difficult for stuffiness to occur in the wearing state.
本発明の伸縮シートは弾性フィラメントと不織布とを備えている。本明細書において、弾性及び伸縮性とは、伸ばすことができ、且つ元の長さに対して100%伸ばした状態(元の長さの200%の長さになる)から力を解放したときに、元の長さの125%以下の長さまで戻る性質のことである。 The stretch sheet of the present invention comprises elastic filaments and nonwoven fabric. In this specification, elasticity and stretchability are stretchable and when the force is released from a state of being stretched 100% with respect to the original length (becomes 200% of the original length) In addition, it is the property of returning to a length of 125% or less of the original length.
本発明の伸縮シートは、例えば、一枚の不織布と、該不織布の一面に配された複数の弾性フィラメントとを有することができる。あるいは本発明の伸縮シートは、二枚の不織布と、両不織布の間に配された複数の弾性フィラメントを有することができる。各弾性フィラメントは不織布と接合している。弾性フィラメントが二枚の不織布間に配されている場合には、各弾性フィラメントは少なくとも一方の不織布と接合されているか、又は両方の不織布に接合されている。また、弾性フィラメントが二枚の不織布間に配されている場合には、二枚の不織布は、同種のものでもよく、あるいは異種のものでもよい。本明細書において、同種の不織布とは、不織布の製造プロセス、不織布の構成繊維の種類、構成繊維の繊維径や長さ、不織布の厚みや坪量等がすべて同じである不織布どうしを意味する。これらのうちの少なくとも一つが異なる場合には異種の不織布であるという。 The stretch sheet of the present invention can have, for example, one nonwoven fabric and a plurality of elastic filaments arranged on one surface of the nonwoven fabric. Alternatively, the stretch sheet of the present invention can have two nonwoven fabrics and a plurality of elastic filaments disposed between the two nonwoven fabrics. Each elastic filament is bonded with a nonwoven. If the elastic filaments are arranged between two nonwovens, each elastic filament is bonded to at least one nonwoven, or to both nonwovens. Also, when the elastic filaments are arranged between two nonwoven fabrics, the two nonwoven fabrics may be of the same type or of different types. In this specification, nonwoven fabrics of the same kind mean nonwoven fabrics having the same manufacturing process, the same type of constituent fibers of the nonwoven fabric, the fiber diameter and length of the constituent fibers, the thickness and basis weight of the nonwoven fabric, and the like. If at least one of these is different, it is said to be a heterogeneous nonwoven fabric.
弾性フィラメントと不織布との接合態様としては融着を採用することが好ましい。両者を融着によって接合することで、伸縮シートを柔軟且つ高伸縮性のものにすることができる。両者の接合に例えば接着剤を用いると、接着剤の固化に起因して伸縮シートが硬い感触を呈しやすくなる。また、接着剤によって弾性フィラメントの伸縮が阻害されやすくなる。 It is preferable to employ fusion bonding as a mode of joining the elastic filaments and the nonwoven fabric. By joining the two by fusion bonding, the stretch sheet can be made flexible and highly stretchable. If, for example, an adhesive is used to join the two, the stretch sheet tends to feel hard due to the solidification of the adhesive. In addition, the adhesive tends to inhibit the expansion and contraction of the elastic filaments.
伸縮シートは、弾性フィラメントの延びる方向と同方向に伸縮可能になっている。伸縮シートの伸縮性は、弾性フィラメントの弾性に起因して発現する。伸縮シートを、弾性フィラメントの延びる方向と同方向に引き伸ばすと、弾性フィラメント及び不織布が伸長する。そして伸縮シートの引き伸ばしを解除すると、弾性フィラメントが収縮し、その収縮に連れて不織布が引き伸ばし前の状態に復帰する。 The stretchable sheet is stretchable in the same direction as the direction in which the elastic filaments extend. The stretchability of the stretch sheet is developed due to the elasticity of the elastic filaments. When the stretchable sheet is stretched in the same direction as the direction in which the elastic filaments extend, the elastic filaments and the nonwoven fabric are stretched. When the stretching of the stretchable sheet is released, the elastic filaments contract, and the nonwoven fabric returns to its original state before being stretched along with the shrinkage.
弾性フィラメントは、太さ及び長さを有する糸状の形態を有する。弾性フィラメントの長さは太さに対して極めて大きく、例えば弾性フィラメントの長さは太さに対して500倍以上、特に1000倍以上であり得る。 An elastic filament has a filamentous form with thickness and length. The length of the elastic filaments is very large relative to the thickness, for example the length of the elastic filaments can be 500 times or more, in particular 1000 times or more, the thickness.
各弾性フィラメントは、伸縮シートの全長にわたって実質的に連続して存在していることが好ましい。弾性フィラメントは弾性樹脂を含んでいる。各弾性フィラメントは、一方向に延びるように配列している。各弾性フィラメントは、直線状に延びていてもよく、あるいは蛇行しながら延びていてもよい。各弾性フィラメントは、好ましくは互いに交差せずに一方向に延びるように配列している。尤も、弾性フィラメントどうしが交差することは妨げられない。例えば、伸縮シートの製造条件の不可避的な変動に起因して、意図せず弾性フィラメントどうしが交差することは許容される。 Each elastic filament preferably exists substantially continuously over the entire length of the stretch sheet. The elastic filaments contain elastic resin. Each elastic filament is arranged so as to extend in one direction. Each elastic filament may extend linearly or meanderingly. Each elastic filament is preferably arranged so as to extend in one direction without intersecting each other. However, crossing of the elastic filaments is not prevented. For example, unintentional crossing of elastic filaments due to unavoidable variations in stretch sheet manufacturing conditions is acceptable.
弾性フィラメントの延びる方向は、不織布の製造時の機械方向と一致していてもよく、あるいは不織布の製造時の機械方向と直交していてもよい。後述する好適な製造方法に従い伸縮シートを製造すると、弾性フィラメントの延びる方向は不織布の製造時の機械方向と一致する。 The direction in which the elastic filaments extend may coincide with the machine direction during manufacture of the nonwoven fabric, or may be perpendicular to the machine direction during manufacture of the nonwoven fabric. When the stretch sheet is manufactured according to the preferred manufacturing method described below, the direction in which the elastic filaments extend coincides with the machine direction during manufacture of the nonwoven fabric.
弾性フィラメントの坪量は、伸縮特性、風合い、厚み、コストの観点から、4g/m2以上30g/m2以下、特に6g/m2以上15g/m2以下であることが好ましい。弾性フィラメントの太さ、配置本数及び配置間隔等は、弾性フィラメントの坪量に応じて適宜設定すればよい。例えば弾性フィラメントの直径は、30μm以上200μm以下、特に50μm以上130μm以下に設定することができる。弾性フィラメントが、後述する図1に示すとおり、一方向に引き揃えられた状態で配されている場合には、隣り合う弾性フィラメントのピッチ(隣り合う弾性フィラメントの中心間の距離)は、0.1mm以上5mm以下、特に0.3mm以上1.8mm以下に設定することができる。 The basis weight of the elastic filaments is preferably 4 g/m 2 or more and 30 g/m 2 or less, particularly 6 g/m 2 or more and 15 g/m 2 or less, from the viewpoint of stretchability, texture, thickness, and cost. The thickness of the elastic filaments, the number of arranged filaments, the arrangement intervals, etc. may be appropriately set according to the basis weight of the elastic filaments. For example, the diameter of the elastic filament can be set to 30 μm or more and 200 μm or less, particularly 50 μm or more and 130 μm or less. As shown in FIG. 1, which will be described later, when the elastic filaments are aligned in one direction, the pitch of adjacent elastic filaments (the distance between the centers of adjacent elastic filaments) is 0.5. It can be set to 1 mm or more and 5 mm or less, particularly 0.3 mm or more and 1.8 mm or less.
弾性フィラメントは、実質的に非伸長状態で不織布に接合されていることが好ましい。弾性フィラメントが伸長していない状態で不織布に接合されると、伸長による緩和(クリープ)が起こらず、伸縮性が低下しにくいという利点がある。更に、例えば弾性フィラメントを2倍に伸長させて不織布と接合した場合、初期の1.3倍まで仮に収縮したとすると、この状態からは1.54倍までしか伸ばすことができないが、非伸長状態で弾性フィラメントと不織布とを接合した場合には、伸縮シートを伸長させたときの初期原点が異なることから、不織布の伸長可能な長さまで又は弾性フィラメントの最大伸度まで伸ばすことが可能となるという利点がある。 Preferably, the elastic filaments are bonded to the nonwoven in a substantially non-stretched state. When the elastic filaments are joined to the nonwoven fabric in an unstretched state, there is an advantage that relaxation (creep) due to stretching does not occur and stretchability is less likely to decrease. Furthermore, for example, when an elastic filament is stretched twice and bonded to a non-woven fabric, if it shrinks to 1.3 times the initial size, it can only be stretched to 1.54 times from this state, but in the non-stretched state. When the elastic filament and the nonwoven fabric are joined by , the initial origin when the elastic sheet is stretched is different, so it is possible to stretch it to the stretchable length of the nonwoven fabric or the maximum elongation of the elastic filament. There are advantages.
弾性フィラメントを構成する弾性樹脂としては、例えば天然ゴム、EVAゴム、スチレン-ブタジエンゴム、ブタジエンゴム、イソプレンゴム及びネオプレンゴム等の合成ゴム、ポリウレタン並びに熱可塑性エラストマーが挙げられる。これらの弾性樹脂は、一種を単独で又は二種以上を組み合わせて用いることができる。 Examples of elastic resins constituting the elastic filaments include synthetic rubbers such as natural rubber, EVA rubber, styrene-butadiene rubber, butadiene rubber, isoprene rubber and neoprene rubber, polyurethanes and thermoplastic elastomers. These elastic resins can be used singly or in combination of two or more.
特に、弾性樹脂として熱可塑性エラストマーを用いると、所望の弾性を発現させやすいので好ましい。また熱可塑性エラストマーは、通常の熱可塑性樹脂と同様に押出機を用いた溶融紡糸が可能であり、またそのようにして得られた弾性フィラメントは融着させやすいので、後述する製造方法に好適である。 In particular, it is preferable to use a thermoplastic elastomer as the elastic resin because it is easy to develop desired elasticity. Thermoplastic elastomers can be melt-spun using an extruder in the same manner as ordinary thermoplastic resins, and the elastic filaments thus obtained are easy to fuse, making them suitable for the manufacturing method described below. be.
熱可塑性エラストマーとしては、例えば、SBS(スチレン-ブタジエン-スチレン)、SIS(スチレン-イソプレン-スチレン)、SEBS(スチレン-エチレン-ブタジエン-スチレン)、及びSEPS(スチレン-エチレン-プロピレン-スチレン)等のスチレン系エラストマー、エチレン系α-オレフィンエラストマー及びエチレン・ブテン・オクテン等を共重合したプロピレン系エラストマー等のオレフィン系エラストマー、ポリエステル系エラストマー、並びにポリウレタン系エラストマーを挙げることができる。 Examples of thermoplastic elastomers include SBS (styrene-butadiene-styrene), SIS (styrene-isoprene-styrene), SEBS (styrene-ethylene-butadiene-styrene), and SEPS (styrene-ethylene-propylene-styrene). Olefin-based elastomers such as styrene-based elastomers, ethylene-based α-olefin elastomers, and propylene-based elastomers obtained by copolymerizing ethylene/butene/octene, etc., polyester-based elastomers, and polyurethane-based elastomers can be mentioned.
弾性フィラメントが接合される対象である不織布は伸長可能なものである。詳細には、不織布は、弾性フィラメントの延びる方向と同方向に伸長可能になっている。伸長可能とは、(イ)不織布の構成繊維自体が伸長する場合と、(ロ)構成繊維自体は伸長しなくても、交点において結合していた繊維どうしが離れたり、繊維どうしの結合等により複数本の繊維で形成された立体構造が構造的に変化したり、構成繊維がちぎれたり、繊維のたるみが引き伸ばされたりして、不織布全体として伸長する場合とを包含する。 The nonwoven fabric to which the elastic filaments are joined is extensible. Specifically, the nonwoven fabric can be stretched in the same direction as the direction in which the elastic filaments extend. Extensible means (a) when the constituent fibers of the nonwoven fabric themselves are elongated, and (b) even if the constituent fibers themselves are not elongated, the fibers bonded at the intersection point are separated or the fibers are bonded together. It includes the case where the three-dimensional structure formed by a plurality of fibers is structurally changed, the constituent fibers are torn, or the slackness of the fibers is stretched, so that the nonwoven fabric as a whole is elongated.
不織布は、弾性フィラメントと接合される前の原反の状態で既に伸長可能になっていてもよい。あるいは不織布は、弾性フィラメントと接合される前の原反の状態では伸長可能ではないが、弾性フィラメントと接合された後に伸長可能となるように加工が施されて、伸長可能になるものであってもよい。不織布を伸長可能にするための具体的な方法としては、熱処理、ロール間延伸、歯溝やギアによるかみ込み延伸、テンターによる引張延伸などが挙げられる。後述する伸縮シートの好適な製造方法を考慮すると、弾性フィラメントを不織布に融着させるときの該不織布の搬送性が良好になる点から、不織布はその原反の状態では伸長可能でないことが好ましい。 The nonwoven fabric may already be extensible in the raw state before being joined with the elastic filaments. Alternatively, the nonwoven fabric is not extensible in the original state before being joined to the elastic filaments, but is made extensible by being processed so as to be extensible after being joined to the elastic filaments. good too. Specific methods for making the nonwoven fabric stretchable include heat treatment, stretching between rolls, bite stretching by tooth grooves or gears, tensile stretching by a tenter, and the like. Considering the suitable manufacturing method of the elastic sheet described later, it is preferable that the nonwoven fabric is not stretchable in its raw state, in order to improve the transportability of the nonwoven fabric when the elastic filaments are fused to the nonwoven fabric.
不織布は、上述のとおり伸長可能なものであることに加えて実質的に非弾性であることが好ましい。この目的のために、不織布は非弾性の繊維を含んでなり、弾性繊維を含んでいないことが好ましい。本明細書において非弾性とは、先に述べた弾性の定義に合致しない性質のことである。 In addition to being extensible as described above, the nonwoven is preferably substantially inelastic. For this purpose, the nonwoven preferably comprises non-elastic fibers and no elastic fibres. Inelastic, as used herein, refers to properties that do not meet the definition of elasticity set forth above.
不織布を構成する非弾性の繊維としては、ポリエチレン(PE)、ポリプロピレン(PP)、ポリエステル(PETやPBT)、ポリアミド等からなる繊維等が挙げられる。不織布を構成する繊維は、短繊維でも長繊維でもよく、親水性でも撥水性でもよい。また、芯鞘型又はサイド・バイ・サイドの複合繊維、分割繊維、異形断面繊維、捲縮繊維、熱収縮繊維等を用いることもできる。これらの繊維は、一種を単独で又は二種以上を組み合わせて用いることができる。不織布は、連続フィラメント又は短繊維の不織布であり得る。
不織布の坪量は、風合い、厚み及び意匠性等の観点から、3g/m2以上100g/m2以下、特に5g/m2以上30g/m2以下であることが好ましい。
Examples of non-elastic fibers constituting the non-woven fabric include fibers made of polyethylene (PE), polypropylene (PP), polyester (PET or PBT), polyamide, and the like. The fibers constituting the nonwoven fabric may be short fibers or long fibers, and may be hydrophilic or water-repellent. In addition, core-sheath or side-by-side conjugate fibers, split fibers, modified cross-section fibers, crimped fibers, heat-shrinkable fibers, and the like can also be used. These fibers can be used singly or in combination of two or more. The nonwoven can be a continuous filament or staple fiber nonwoven.
The basis weight of the nonwoven fabric is preferably 3 g/m 2 or more and 100 g/m 2 or less, more preferably 5 g/m 2 or more and 30 g/m 2 or less, from the viewpoint of texture, thickness, design properties, and the like.
図1には伸縮シートの一実施形態が示されている。また、図2(a)及び(b)には図1に示す伸縮シートの厚み方向断面図が示されている。図2(a)及び(b)は、伸縮シートにおける弾性フィラメントの延びる方向に沿う断面図である。
図1に示す実施形態の伸縮シート10は、第1の不織布11及び第2の不織布12の計2枚の不織布と、両不織布間に挟持された複数の弾性フィラメント13とから構成されている。各弾性フィラメント13は、互いに交差せずに一方向に延びるように配列している。
One embodiment of the elastic sheet is shown in FIG. 2(a) and 2(b) show cross-sectional views in the thickness direction of the stretch sheet shown in FIG. 2(a) and 2(b) are cross-sectional views along the direction in which the elastic filaments extend in the stretch sheet.
The
図2(a)は、自然状態(弛緩状態)における伸縮シート10の断面図であり、図2(b)は、伸長状態における伸縮シート10の断面図である。自然状態においては、伸縮シート10は、頂部14’及び谷部14”が交互に配列した波形形状になっている。頂部14’と谷部14”とは稜線部15’を介して連なっている。伸縮シート10を平面視したとき、頂部14’、稜線部15’及び谷部14”は、伸縮シート10の伸縮方向に対して直交する方向へ延びている。
FIG. 2(a) is a cross-sectional view of the
一方、伸長状態においては、伸縮シート10は、弾性フィラメント13の延びる方向に沿って、低密度領域14と高密度領域15とが交互に配列している。各領域14,15は、弾性フィラメント13の延びる方向、つまり伸縮シート10の伸縮方向に対して直交する方向にそれぞれ帯状に延びている。低密度領域14と高密度領域15とは、一定の周期で交互に配列している。低密度領域14については、伸縮シート10の上側に突出しているものと、伸縮シート10の下側に突出しているものとが交互に配置されている。伸縮シート10の上側に突出している低密度領域14は、図2(a)に示す自然状態の伸縮シート10における頂部14’に由来している。一方、伸縮シート10の下側に突出している低密度領域14は、図2(a)に示す自然状態の伸縮シート10における谷部14”に由来している。また、高密度領域15は図2(a)に示す自然状態の伸縮シート10における稜線部15’に由来している。
On the other hand, in the stretched state, the
図2(a)と図2(b)との対比から明らかなとおり、伸縮シート10を伸長させたときに主として伸長する部位は、図2(a)における頂部14’及び谷部14”であり、図2(b)における低密度領域14である。換言すれば、図2(a)における稜線部15’(つまり図2(b)における高密度領域15)は、伸縮シート10を伸長させても伸長の程度は大きくない。このように伸縮シート10には、伸縮方向に対して直交する方向に延びる高伸長領域と低伸長領域とが、該伸縮方向に沿って交互に配置されている。高伸長領域とは、図2(a)における頂部14’及び谷部14”であり、図2(b)における低密度領域14である。低伸長領域とは、図2(a)における稜線部15’であり、図2(b)における高密度領域15である。伸縮シート10に高伸長領域及び低伸長領域を形成するには、例えば後述する方法によって伸縮シート10を製造すればよい。
As is clear from the comparison between FIG. 2(a) and FIG. 2(b), the portions that are mainly stretched when the
上述のとおり、伸縮シート10における高伸長領域とは低密度領域14のことであり、低伸長領域とは高密度領域15のことである。したがって、伸縮シート10が伸長した状態においては、低密度領域14である高伸長領域の通気性が、高密度領域15である低伸長領域の通気性よりも高くなる。通気性をより高める方法として、延伸加工の速度を大きくすることも有効である。延伸加工の速度が大きいと不織布は局所的に大きな延伸量が加わるため、通気性が高くなる。逆に、延伸加工速度が小さいと不織布は全体で延伸されるようになり、局所的な延伸量としては小さくなる。つまり、高伸長領域の幅WHと低伸長領域の幅WLの幅の比は、延伸加工の速度が大きいほど小さくなる。この観点から、伸縮シート10の2.2倍伸長時における伸縮方向に沿う低伸長領域の幅WLに対する、該伸縮方向に沿う高伸長領域の幅WHの比であるWH/WLの値を10以下とすることが、伸縮シート10の通気性と伸縮性とを両立させる観点から好ましい。この利点を一層顕著なものとする観点から、WH/WLの値は6.5以下であることが更に好ましく、6.3以下であることが一層好ましい。また、WH/WLの値は、伸縮シート10に十分な伸縮性を付与する観点から、1以上であることが好ましく、2以上であることが更に好ましく、3以上であることが一層好ましい。
低伸長領域の幅WL及び高伸長領域の幅WHの測定方法については、後述する実施例で説明する。
As described above, the high elongation region in the
A method for measuring the width WL of the low-stretch region and the width WH of the high-stretch region will be described later in Examples.
本明細書において低伸長領域とは、伸縮シートをその伸縮方向に沿って50%伸長させたときに、伸長前後での歪みの変化率が10%未満である領域のことである。高伸長領域とは、前記歪みの変化率が10%以上である領域のことである。 As used herein, the term "low elongation region" refers to a region in which the rate of strain change before and after elongation is less than 10% when the stretch sheet is stretched by 50% along its stretch direction. The high elongation region is a region where the rate of change in strain is 10% or more.
低伸長領域の幅WL及び高伸長領域の幅WHを適切に選択することで伸縮シート10はその通気性が高くなる。具体的には、JIS P8117に準じて測定された通気度の値が900cc/(cm2・sec)以上であることが好ましく、1000cc/(cm2・sec)以上であることが更に好ましく、1100cc/(cm2・sec)以上であることが一層好ましい。
By appropriately selecting the width W L of the low elongation region and the width W H of the high elongation region, the
次に、本発明の伸縮シートの好適な製造方法について、図2(a)及び図2(b)に示す伸縮シート10の製造方法を例に挙げ、図3を参照しながら説明する。
本製造方法においては、図3に示すとおり、紡糸ノズル16から紡出された融着可能な状態の複数の弾性フィラメント13を所定速度で引き取って延伸しつつ、該弾性フィラメント13の固化前に、該弾性フィラメント13が互いに交差せず一方向に配列するように該弾性フィラメント13と両原反不織布11’,12’とを接触させて、弾性フィラメント13が両原反不織布11’,12’に融着してなる積層体19を形成する。次いで弾性フィラメント13が延びる方向に沿って伸長させる弾性発現処理を積層体19に施して、該積層体19に伸縮性を付与する。
Next, a preferred method for manufacturing the stretch sheet of the present invention will be described with reference to FIG. 3, taking as an example the method for manufacturing the
In this manufacturing method, as shown in FIG. 3, a plurality of fusible
紡糸ノズル16は、紡糸ヘッド17に設けられている。紡糸ヘッド17は、押出機に接続されている。押出機によって溶融混練された弾性樹脂は、紡糸ヘッド17に供給される。紡糸ヘッド17には、多数の紡糸ノズル16が直線状に一列に配置されている。紡糸ノズル16は、第1及び第2の原反不織布11’,12’の幅方向に沿って配置されている。隣り合う紡糸ノズル16の間隔は、目的とする伸縮シート10における弾性フィラメント13の間隔に相当する。紡糸ノズル16は通常円形であり、その直径は弾性フィラメント13の直径及び延伸倍率に影響を及ぼす。この観点から、紡糸ノズル16の直径は0.1mm以上2mm以下、特に0.2mm以上0.6mm以下であることが好ましい。両原反不織布11’,12’との接合強度を高める目的、弾性フィラメント13の紡糸性を上げる目的、及び伸縮シート10の伸縮特性を向上させる目的で、弾性フィラメント13を複合の形態(サイドバイサイド、芯鞘、海島構造)とすることもできる。
A spinning
紡出された溶融状態の弾性フィラメント13は、それぞれ原反から互いに同速度で繰り出された第1の原反不織布11’及び第2の原反不織布12’と合流し、両原反不織布11’,12’間に挟持されて所定速度で引き取られる。弾性フィラメント13の引き取り速度は、両原反不織布11’,12’の繰り出し速度と一致している。第1の原反不織布11’及び第2の原反不織布12’は、後述する弾性発現処理装置22によって延伸処理され、目的とする伸縮シート10における第1の不織布11及び第2の不織布12となる。第1の原反不織布11’及び第2の原反不織布12’の搬送方向は、これら両原反不織布11’,12’の製造時における機械方向と一致している。
The spun
弾性フィラメント13は、その固化前に、すなわち融着可能な状態で第1及び第2の原反不織布11’,12’と合流する。その結果、弾性フィラメント13は、第1及び第2の原反不織布11’,12’に挟持された状態で、これらの両原反不織布11’,12’に融着する。つまり、搬送される両原反不織布11’,12’に固化前の弾性フィラメント13を融着させながら、該弾性フィラメント13は引き取られて延伸される。弾性フィラメント13の融着に際しては第1及び第2の原反不織布11’,12’には、外部から熱は付与されていない。つまり、融着可能になっている弾性フィラメント13に起因する溶融熱によってのみ、該弾性フィラメント13と両原反不織布11’,12’とが融着する。その結果、両原反不織布11’,12’の構成繊維のうち、弾性フィラメント13の周囲に存在する繊維のみが該弾性フィラメントと融着し、それよりも離れた位置に存在する繊維は融着しない。その結果、両原反不織布11’,12’に加わる熱は最小限にとどまるので、該不織布自身が本来的に有する良好な風合いが維持される。それによって、得られる伸縮シート10の風合いが良好になる。
The
弾性フィラメント13と両原反不織布11’,12’との接合時には、弾性フィラメント13は実質的に非伸長状態(外力を取り除いたときに縮まない状態)である。両者の接合状態においては、両原反不織布11’,12’を構成する繊維と弾性フィラメント13とが少なくとも一部で融着している。前記状態においては、両原反不織布11’,12’が弾性フィラメント13を挟持しながら互いに融着していることが好ましい。
When the
このようにして2枚の両原反不織布11’,12’間に弾性フィラメント13が挟持された積層体19が得られる。両原反不織布11’,12’として本来的に伸長性を有するものを用いた場合には、この積層体19が伸縮シート10そのものとなる。一方、両原反不織布11’,12’として本来的に伸長性を有しないものを用いた場合には、該両原反不織布11’,12’を含む積層体19を、弾性フィラメント13の延びる方向に沿って弾性発現処理して、該積層体19に伸縮性を付与する操作を行う。本製造方法においては、この操作を、それぞれ歯と歯底が周方向に交互に形成された一対の歯溝ロール20,21を備えた弾性発現処理装置22を用い、積層体19をその搬送方向、すなわち弾性フィラメント13の延びる方向に沿って弾性発現処理させることで行う。
Thus, a laminate 19 is obtained in which the
弾性発現処理装置22は、一方又は双方の歯溝ロール20,21の枢支部を上下に変位させる公知の昇降機構(図示せず)を有し、歯溝ロール20,21間の間隔が調節可能になっている。本製造方法においては、各歯溝ロール20,21を、一方の歯溝ロール20の歯が他方の歯溝ロール21の歯間に遊挿され、他方の歯溝ロール21の歯が一方の歯溝ロール20の歯間に遊挿されるように組み合わせ、その状態の両歯溝ロール20,21間に、積層体19を挿入してこれを弾性発現処理させる。
The
積層体19が一対の歯溝ロール20,21によって弾性発現処理されることで、目的とする伸縮シート10が得られる。得られた伸縮シート10は、歯溝ロール20,21を通過した後、自身の収縮復元力により速やかに搬送方向への延伸状態が解放される。その結果、伸縮シート10は、搬送方向へ長さが概ね復元する。それによって、伸長した状態では高伸長領域と低伸長領域とが、弾性フィラメント13の延びる方向に交互に配列するようになる。
The target
本発明者が弾性発現処理について種々検討した結果、該弾性発現処理の条件によっては、積層体19が延伸されている間に、弾性フィラメント13が意図せず切断される場合があることを見出した。弾性フィラメント13の切断は、目的とする伸縮シート10の伸縮性や外観を損なう一因となることから極力避けるべき事象である。この不都合を回避すべく本発明者が検討した結果、弾性フィラメント13の意図しない切断を伴わずに積層体19を首尾よく伸長させるには、弾性発現処理工程における積層体19の歪み速度を制御することが有効であることが判明した。歪み速度は単位時間当たりの変形量を元の長さで除した値であり、その単位はs-1である。本発明者の検討の結果、弾性発現処理工程においては、積層体19の歪み速度を200s-1以下に設定することが、弾性フィラメント13の意図しない切断を効果的に抑制し得る点から好ましい。この観点から積層体19の歪み速度を180s-1以下に設定することが更に好ましく、150s-1以下に設定することが一層好ましい。歪み速度はその値を小さく設定するほど、弾性フィラメント13の切断防止の観点から望ましいが、一方、通気性を更に高めるためには歪み速度を大きくし、不織布に局所的な大きな延伸を加える必要がある。不織布に局所的な大きな延伸量を加えるためには、30s-1以上に歪み速度を設定する必要がある。この観点から、弾性発現処理工程における積層体19の歪み速度は30s-1以上200s-1以下であることが好ましく、50s-1以上180s-1以下であることが更に好ましく、80s-1以上150s-1以下であることが一層好ましい。
As a result of various studies on the elasticity development treatment, the inventors of the present invention have found that depending on the conditions of the elasticity development treatment, the
一対の歯溝ロール20,21を用いた弾性発現処理における歪み速度の算出は、特開2016-151076号公報の段落〔0051〕及び図3に記載の方法にて行う。すなわち、不織布とロール凸部が接しはじめた点からロールとロールの中心間を結んだ仮想直線と不織布とが交わる点までの円弧長さをLとする。変形時間Tは円弧長さLをロールの周速度Vcで割った値で求められる。次に歯溝ロール20と歯溝ロール21が噛み合い状態において、図4に示すように、凸部20Aのトップランド面端辺20Dと、それと対向する凸部21Aのトップランド面端辺21D間の不織布の部分的な延伸倍率を最大延伸倍率とする。最大延伸倍率は不織布の滑りがないと仮定し、また、凸部21Aが凹部20Bの中心LCに位置すると仮定して、凸部20Aのトップランド面端辺20Dと凸部21Aのトップランド面端辺21Dの間の距離を元の不織布長さで割ることによって求める。歪み速度は変形率/T=Vc/Vi・最大延伸倍率(倍)/Tとして求められる。Viは不織布の送り速度である。なお、図4では、各端辺20D、20E、21D、21Eはいずれも歯幅方向の辺であり、その位置を分かりやすくするために黒丸で示した。
Calculation of the strain rate in the elasticity development treatment using the pair of tooth groove rolls 20 and 21 is performed by the method described in paragraph [0051] and FIG. 3 of JP-A-2016-151076. That is, let L be the length of the arc from the point where the nonwoven fabric and roll projections begin to contact to the point where the imaginary straight line connecting the centers of the rolls intersects the nonwoven fabric. The deformation time T is obtained by dividing the arc length L by the peripheral velocity Vc of the roll. Next, in a state where the
積層体19に弾性発現処理を施すときに弾性フィラメント13が切断される現象を本発明者が更に詳細に検討したところ、積層体19の伸長時に両原反不織布11’,12’に加わる応力が、弾性フィラメント13と両原反不織布11’,12’との融着点を介して弾性フィラメント13に伝達されることが判明した。したがって、積層体19の伸長時に両原反不織布11’,12’に加わる応力を低くすることで、弾性フィラメント13に伝達される応力を低減させることができる。この観点から、両原反不織布11’,12’として、破断に至るまでの最大強度が低いものを用いることが有利である。この観点から、両原反不織布11’,12’として、最大強度が40N/50mm以下であるものを用いることが好ましく、35N/50mm以下であるものを用いることが更に好ましく、30N/50mm以下であるものを用いることが一層好ましい。最大強度の値は低ければ低いほど、弾性フィラメント13の切断防止に有効であるが、5N/50mm程度に最大強度が低ければ、弾性フィラメント13の切断を効果的に防止できる。この観点から、両原反不織布11’,12’として、最大強度が5N/50mm以上40N/50mm以下であるものを用いることが好ましく、10N/50mm以上35N/50mm以下であるものを用いることが更に好ましく、15N/50mm以上30N/50mm以下であるものを用いることが一層好ましい。
前記の最大強度は、歪み速度3.3s-1の条件下に測定されたものである。この歪み速度で最大強度を測定する理由は、歪み速度が高くなると、弾性フィラメント13の切断が生じやすくなることを本発明者が見出したことによるものである。最大強度は、伸縮シート10の伸縮方向に沿う長さが50mmであり、該方向と直交する長さが50mmである矩形の試験片を対象として測定する。引張試験機のチャック間距離は5mmに設定し、歪み速度は3.3s-1に設定して測定する。
When the inventors of the present invention investigated in more detail the phenomenon in which the
The maximum strength mentioned above was measured under conditions of a strain rate of 3.3 s −1 . The reason why the maximum strength is measured at this strain rate is that the present inventor found that the
積層体19に弾性発現処理を施すときに弾性フィラメント13が切断されることを効果的に防止するためには、上述したとおり、両原反不織布11’,12’として、破断に至るまでの最大強度が低いものを用いることが有利である。換言すれば、両原反不織布11’,12’として、伸長性の高いものを用いることが有利である。この観点から、両原反不織布11’,12’として、機械方向の最大伸度が100%以上であるものを用いることが好ましく、120%以上であるものを用いることが更に好ましく、130%以上であるものを用いることが一層好ましい。最大伸度の値は高ければ高いほど、不織布の切断防止に有効であるが、250%程度に最大伸度が高ければ、不織布の切断を効果的に防止できる。この観点から、両原反不織布11’,12’として、最大伸度が100%以上250%以下であるものを用いることが好ましく、120%以上250%以下であるものを用いることが更に好ましく、130%以上250%以下であるものを用いることが一層好ましい。
前記の最大伸度は、歪み速度0.03s-1の条件下に測定されたものである。最大伸度は、伸縮シート10の伸縮方向に沿う長さが200mmであり、該方向と直交する長さが50mmである矩形の試験片を対象として測定する。引張試験機のチャック間距離は150mmに設定し、歪み速度は0.03s-1に設定して測定する。
In order to effectively prevent the
The maximum elongation mentioned above was measured under the condition of a strain rate of 0.03 s -1 . The maximum elongation is measured with a rectangular test piece having a length of 200 mm along the stretch direction of the
積層体19に弾性発現処理を施すときに弾性フィラメント13が切断されることを効果的に防止するためには、両原反不織布11’,12’として、引っ張りの初期強度が低いものを用いることも有効であることが本発明者の検討の結果判明した。この観点から、両原反不織布11’,12’として、5%伸長時の強度が12N/50mm未満であるものを用いることが好ましく、11N/50mm以下であるものを用いることが更に好ましく、10N/50mm以下であるものを用いることが一層好ましい。5%伸長時の強度の値は低ければ低いほど、弾性フィラメント13の切断防止に有効であるが、3N/50mm程度に強度が低ければ、弾性フィラメント13の切断を効果的に防止できる。この観点から、両原反不織布11’,12’として、5%伸長時の強度が3N/50mm以上12N/50mm未満であるものを用いることが好ましく、3N/50mm以上11N/50mm以下であるものを用いることが更に好ましく、3N/50mm以上10N/50mm以下であるものを用いることが一層好ましい。
前記の5%伸長時の強度は、歪み速度0.03s-1の条件下に測定されたものである。5%伸長時の強度は、伸縮シート10の伸縮方向に沿う長さが200mmであり、該方向と直交する長さが50mmである矩形の試験片を対象として測定する。引張試験機のチャック間距離は150mmに設定し、歪み速度は0.03s-1に設定して測定する。
In order to effectively prevent the
The strength at 5% elongation was measured under a strain rate of 0.03 s −1 . The strength at 5% elongation is measured using a rectangular test piece having a length of 200 mm along the stretch direction of the
以上のとおり、積層体19に弾性発現処理を施すときに弾性フィラメント13が切断されることを効果的に防止するためには、両原反不織布11’,12’として、伸長性の高い繊維から構成されるものを用いることが有利である。そのような不織布としては、例えば未延伸繊維又は延伸倍率の低い繊維から構成される不織布を用いればよい。不織布の種類に特に制限はなく公知の方法で製造されたものを用いることができる。例えばエアスルー不織布、スパンボンド不織布、スパンレース不織布、メルトブローン不織布、ニードルパンチ不織布などを用いることができる。
As described above, in order to effectively prevent the
このようにして得られた本発明の伸縮シートは、弾性発現処理中に弾性フィラメントの切断が抑制されたものであることが、該伸縮シートにおける弾性フィラメントの切断箇所が少ないものとなっている。詳細には、伸縮シートの非伸長状態、すなわち伸縮シートに外力を加えていない自然状態において、弾性フィラメントの切断箇所が、好ましくは2.0箇所/cm2以下、更に好ましくは1.0箇所/cm2以下、一層好ましくは0.8箇所/cm2以下という少なさになっている。 In the stretch sheet of the present invention thus obtained, cutting of the elastic filaments is suppressed during the elasticity-developing treatment, so that the elastic filaments in the stretch sheet have fewer cut points. Specifically, in a non-stretched state of the stretch sheet, that is, in a natural state where no external force is applied to the stretch sheet, the number of cut points of the elastic filaments is preferably 2.0 points/cm or less , more preferably 1.0 points/cm2 or less. cm 2 or less, more preferably 0.8 points/cm 2 or less.
本発明の伸縮シートは、上述のとおり弾性フィラメントの切断箇所が少ないものとなっていることに起因して良好な伸縮性を有する。詳細には、本発明の伸縮シートは、好ましくは120%以上、更に好ましくは130%以上、一層好ましくは150%以上という高い伸長率を示しながらも、伸長状態から戻した際の戻り強度が高い値を示す。この伸長率は3N/50mm荷重時の値である。具体的な測定方法は次のとおりである。伸縮シート10の伸縮方向に沿う長さが200mmであり、該方向と直交する長さが50mmである矩形の試験片を対象として測定する。引張試験機のチャック間距離は150mmに設定し、歪み速度は0.03s-1に設定する。試験片の強度が3N/50mmとなったときの伸度を伸長率とする。
The stretchable sheet of the present invention has good stretchability due to the fact that the elastic filaments are cut at fewer places as described above. Specifically, the stretch sheet of the present invention exhibits a high elongation rate of preferably 120% or more, more preferably 130% or more, and still more preferably 150% or more, and also has high return strength when returned from the stretched state. indicate a value. This elongation rate is a value at the time of 3N/50mm load. A specific measuring method is as follows. A rectangular test piece having a length of 200 mm along the stretch direction of the
以下、実施例により本発明を更に詳細に説明する。しかしながら本発明の範囲は、かかる実施例に制限されない。特に断らない限り、「%」は「質量%」を意味する。 EXAMPLES The present invention will be described in more detail below with reference to examples. However, the scope of the invention is not limited to such examples. "%" means "% by mass" unless otherwise specified.
〔実施例1〕
(1)弾性フィラメントの準備
弾性フィラメントとしてSEPSを用いた。
[Example 1]
(1) Preparation of elastic filament SEPS was used as an elastic filament.
(2)原反不織布の準備
坪量が18g/m2であり、ポリプロピレン繊維からなるスパンボンド不織布を2枚用意した。原反不織布の諸元を以下の表1に示す。
(2) Preparation of raw nonwoven fabric Two spunbond nonwoven fabrics having a basis weight of 18 g/m 2 and made of polypropylene fibers were prepared. The specifications of the raw nonwoven fabric are shown in Table 1 below.
(3)伸縮シートの製造
図3に示す装置を用いて図1並びに図2(a)及び図2(b)に示す構造の伸縮シートを製造した。弾性フィラメント13の直径は120μmであった。
弾性発現処理は、歯と歯底が軸長方向に交互に形成された一対の歯溝ロール20,21を備えた弾性発現処理装置22を用いて行った。上下の歯溝ロールの押し込み量を調整し、延伸倍率6.6倍にて積層体19を、弾性フィラメント13の延びる方向に弾性発現処理させた。このときの歪み速度は表1に示すとおりであった。これにより弾性フィラメント13の延びる方向に伸縮する伸縮シート10が得られた。
(3) Manufacture of stretch sheet The stretch sheet having the structure shown in Fig. 1 and Figs. 2(a) and 2(b) was manufactured using the apparatus shown in Fig. 3 . The
The elasticity development treatment was performed using an elasticity
〔実施例2及び3〕
原反不織布として表1に示すものを用いた。これ以外は実施例1と同様にして伸縮シートを得た。
[Examples 2 and 3]
The raw nonwoven fabric shown in Table 1 was used. A stretch sheet was obtained in the same manner as in Example 1 except for this.
〔比較例1〕
原反不織布として表1に示すものを用いた。また、歪み速度を同表に示すとおりとした。これら以外は実施例1と同様にして伸縮シートを得た。
[Comparative Example 1]
The raw nonwoven fabric shown in Table 1 was used. Also, the strain rate was set as shown in the same table. A stretch sheet was obtained in the same manner as in Example 1 except for these.
〔比較例2〕
比較例1において、歪み速度を表1に示すとおりとした。これ以外は比較例1と同様にして伸縮シートを得た。
[Comparative Example 2]
In Comparative Example 1, the strain rate was set as shown in Table 1. A stretch sheet was obtained in the same manner as in Comparative Example 1 except for this.
〔評価〕
実施例及び比較例で得られた伸縮シートについて、弾性フィラメントの切断箇所の測定、並びに高伸長領域の幅WH及び低伸長領域の幅WLの測定を以下の方法で行った。更に、通気度を上述の方法で測定した。それらの結果を表1に示す。
〔evaluation〕
With respect to the stretch sheets obtained in Examples and Comparative Examples, measurement of elastic filament cut points, and width WH of the high elongation region and width WL of the low elongation region were performed by the following methods. Furthermore, air permeability was measured by the method described above. Those results are shown in Table 1.
〔弾性フィラメントの切断箇所〕
伸縮シートを2.2倍伸長させた状態で幅5cm×長さ15cmの領域すべてにおいて、拡大鏡を用いながら弾性フィラメントを観察し、弾性フィラメントの切断箇所の数をカウントした。切断箇所の総数を測定面積(5×15cm2)で除した値を算出した。
[Cut portion of elastic filament]
With the stretch sheet stretched 2.2 times, the elastic filaments were observed using a magnifying glass in the entire area of 5 cm width×15 cm length, and the number of cut points of the elastic filaments was counted. A value was calculated by dividing the total number of cut points by the measured area (5×15 cm 2 ).
〔高伸長領域の幅WH及び低伸長領域の幅WL〕
伸縮シートを、その伸縮方向に2.2倍伸長させ、撮影倍率30倍で写真撮影した。高伸長領域及び低伸長領域を任意にそれぞれ10箇所選出し、伸長方向に沿う幅を測定した。10点の測定結果の算術平均値を、高伸長領域の幅WH及び低伸長領域の幅WLとした。
[Width W H of high elongation region and width W L of low elongation region]
The stretchable sheet was stretched 2.2 times in the stretching direction and photographed at a magnification of 30 times. Ten high elongation regions and ten low elongation regions were arbitrarily selected, and the width along the elongation direction was measured. The arithmetic mean value of the measurement results of 10 points was used as the width WH of the high elongation region and the width WL of the low elongation region.
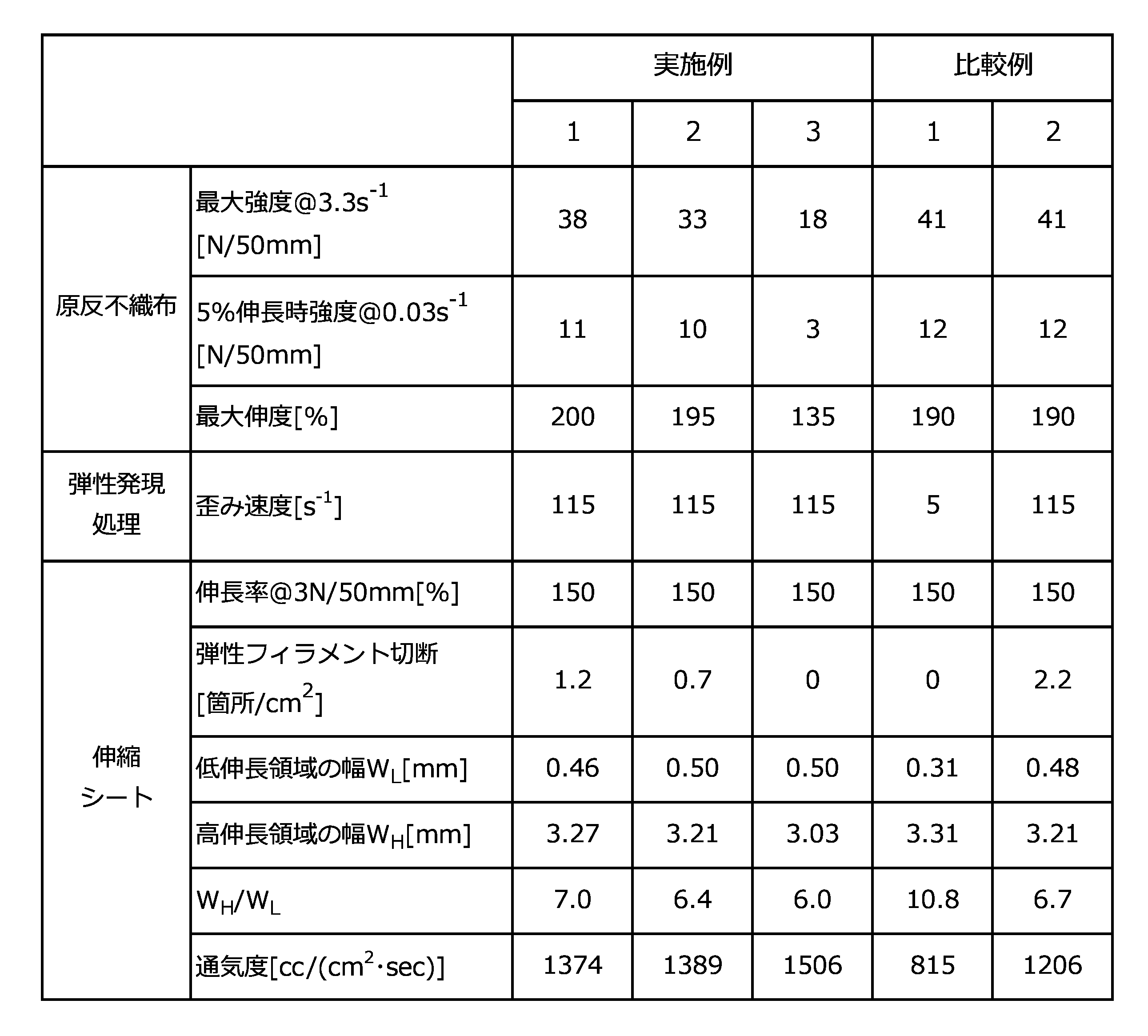
表1に示す結果から明らかなとおり、各実施例で得られた伸縮シートは、比較例で得られた伸縮シートに比べて、弾性フィラメントの切断が少なく、高い伸縮性を有するものであることが分かる。また、実施例で得られた伸縮シートは、比較例で得られた伸縮シートに比べて、通気性に優れるものであることが分かる。 As is clear from the results shown in Table 1, the stretch sheets obtained in each example had less elastic filament breakage and had higher stretchability than the stretch sheets obtained in the comparative examples. I understand. In addition, it can be seen that the stretch sheets obtained in Examples are superior in breathability to the stretch sheets obtained in Comparative Examples.
10 伸縮シート
11 第1の不織布
11’ 第1の原反不織布
12 第2の不織布
12’ 第2の原反不織布
13 弾性フィラメント
14 低密度領域
14' 頂部
14” 谷部
15 高密度領域
15' 稜線部
10
Claims (11)
前記積層体を伸長させて弾性発現処理を施す工程とを有する吸収性物品用伸縮シートの製造方法であって、
前記不織布として、歪み速度3.3s-1の条件下における最大強度が40N/50mm以下のものを用い、
前記弾性発現処理工程において30s-1以上200s-1以下の歪み速度で前記積層体を伸長させる、吸収性物品用伸縮シートの製造方法。 contacting elastic filaments in a fusible state with a nonwoven fabric to form a laminate in which the elastic filaments are fused to the nonwoven fabric;
A method for producing a stretchable sheet for absorbent articles, comprising a step of stretching the laminate and subjecting it to elasticity development treatment,
The nonwoven fabric used has a maximum strength of 40 N/50 mm or less under conditions of a strain rate of 3.3 s -1 ,
A method for producing a stretchable sheet for absorbent articles, wherein the laminate is stretched at a strain rate of 30 s −1 or more and 200 s −1 or less in the elasticity development treatment step.
前記積層体を伸長させて弾性発現処理を施す工程とを有する吸収性物品用伸縮シートの製造方法であって、
前記不織布として、5%伸長時の強度が12N/50mm未満のものを用い、
前記弾性発現処理工程において30s-1以上200s-1以下の歪み速度で前記積層体を伸長させる、吸収性物品用伸縮シートの製造方法。 contacting elastic filaments in a fusible state with a nonwoven fabric to form a laminate in which the elastic filaments are fused to the nonwoven fabric;
A method for producing a stretchable sheet for absorbent articles, comprising a step of stretching the laminate and subjecting it to elasticity development treatment,
Using a nonwoven fabric having a strength of less than 12 N/50 mm at 5% elongation,
A method for producing a stretchable sheet for absorbent articles, wherein the laminate is stretched at a strain rate of 30 s −1 or more and 200 s −1 or less in the elasticity development treatment step.
前記伸縮シートは、3N/50mm荷重時の伸長率が120%以上であり、
前記伸縮シートにおいては、前記弾性フィラメントの切断箇所が、該伸縮シートの非伸長状態で2.0箇所/cm2以下であり、
前記伸縮シートの伸縮方向に対して直交する方向に延びる高伸長領域と低伸長領域とが、該伸縮方向に沿って交互に配置されており、2.2倍伸長時における該伸縮方向に沿う該低伸長領域の幅WLに対する、該伸縮方向に沿う該高伸長領域の幅WHの比WH/WLが10以下である、吸収性物品用伸縮シート。 A stretch sheet for absorbent articles, wherein a plurality of elastic filaments arranged so as to extend in one direction without intersecting each other are joined to an extensible nonwoven fabric over their entire lengths in a substantially unstretched state,
The stretchable sheet has an elongation rate of 120% or more at a load of 3N/50mm,
In the stretch sheet, the number of cut points of the elastic filaments is 2.0 points/cm 2 or less in a non-stretched state of the stretch sheet,
High-stretch regions and low-stretch regions extending in a direction orthogonal to the stretch direction of the stretch sheet are alternately arranged along the stretch direction, and the stretch direction along the stretch direction when stretched 2.2 times. A stretch sheet for absorbent articles, wherein the ratio W H /W L of the width W H of the high elongation region along the stretch direction to the width W L of the low elongation region is 10 or less.
弾性フィラメントと接合されて伸縮シートを製造するために用いられる、原反不織布。
A nonwoven fabric having a maximum strength of 40 N/50 mm or less under conditions of a strain rate of 3.3 s -1 ,
A raw nonwoven fabric that is joined with elastic filaments and used to produce stretch sheets.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021179343A JP2023068337A (en) | 2021-11-02 | 2021-11-02 | Elastic sheet and its manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021179343A JP2023068337A (en) | 2021-11-02 | 2021-11-02 | Elastic sheet and its manufacturing method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2023068337A true JP2023068337A (en) | 2023-05-17 |
Family
ID=86327031
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021179343A Pending JP2023068337A (en) | 2021-11-02 | 2021-11-02 | Elastic sheet and its manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2023068337A (en) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008179128A (en) * | 2006-12-28 | 2008-08-07 | Kao Corp | Telescopic sheet |
| JP2009228145A (en) * | 2008-03-19 | 2009-10-08 | Uni Charm Corp | Method for producing elastic sheet |
| US20100075103A1 (en) * | 2006-12-28 | 2010-03-25 | Kao Corporation | Stretch sheet and process of producing the same |
| JP2015204977A (en) * | 2014-04-18 | 2015-11-19 | 日本製紙クレシア株式会社 | Underpants type absorbent article |
| JP2016151076A (en) * | 2015-02-18 | 2016-08-22 | 花王株式会社 | Manufacturing method of elasticized non-woven fabric |
| WO2017006972A1 (en) * | 2015-07-06 | 2017-01-12 | 三井化学株式会社 | Spun-bonded nonwoven fabric and sanitary supplies |
| JP2020015993A (en) * | 2018-07-24 | 2020-01-30 | 花王株式会社 | Stretchable sheet and its manufacturing method |
| WO2020158875A1 (en) * | 2019-01-30 | 2020-08-06 | 三井化学株式会社 | Spunbond nonwoven fabric, hygienic material, and spunbond nonwoven fabric production method |
-
2021
- 2021-11-02 JP JP2021179343A patent/JP2023068337A/en active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008179128A (en) * | 2006-12-28 | 2008-08-07 | Kao Corp | Telescopic sheet |
| US20100075103A1 (en) * | 2006-12-28 | 2010-03-25 | Kao Corporation | Stretch sheet and process of producing the same |
| JP2009228145A (en) * | 2008-03-19 | 2009-10-08 | Uni Charm Corp | Method for producing elastic sheet |
| US20110042849A1 (en) * | 2008-03-19 | 2011-02-24 | Kenichi Akaki | Method of manufacturing stretchable sheet |
| JP2015204977A (en) * | 2014-04-18 | 2015-11-19 | 日本製紙クレシア株式会社 | Underpants type absorbent article |
| JP2016151076A (en) * | 2015-02-18 | 2016-08-22 | 花王株式会社 | Manufacturing method of elasticized non-woven fabric |
| WO2017006972A1 (en) * | 2015-07-06 | 2017-01-12 | 三井化学株式会社 | Spun-bonded nonwoven fabric and sanitary supplies |
| JP2020015993A (en) * | 2018-07-24 | 2020-01-30 | 花王株式会社 | Stretchable sheet and its manufacturing method |
| WO2020158875A1 (en) * | 2019-01-30 | 2020-08-06 | 三井化学株式会社 | Spunbond nonwoven fabric, hygienic material, and spunbond nonwoven fabric production method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5604041B2 (en) | Elastic composite sheet | |
| JP5342751B2 (en) | Elastic nonwoven fabric | |
| JP5374242B2 (en) | Absorbent articles | |
| RU2734204C1 (en) | Elastic laminar materials with curved elastic bands and production methods | |
| JP2008179128A (en) | Telescopic sheet | |
| JP4772973B2 (en) | Disposable pants | |
| GB2559705A (en) | Absorbent article | |
| JP5336154B2 (en) | Elastic composite sheet | |
| CN105283160A (en) | Pant type disposable diaper, and production method for pant type disposable diaper | |
| JP2011255120A (en) | Disposable wearing article | |
| JP2008228760A (en) | Manufacturing method of pant-type absorbent article | |
| JP2020116894A (en) | Stretchable composite sheet and manufacturing method thereof | |
| JP5308242B2 (en) | Absorbent articles | |
| JP2008106378A (en) | Elastic nonwoven fabric | |
| CN110831557B (en) | Disposable wearing article | |
| JP6245644B2 (en) | Pants-type disposable diaper and method for manufacturing the same | |
| JP5775906B2 (en) | Absorbent articles | |
| JP2023068337A (en) | Elastic sheet and its manufacturing method | |
| JP2015104607A (en) | Disposable pants-type diaper | |
| JP3196084U (en) | Elastic sheet | |
| JP3240733U (en) | worn article | |
| CN105283159A (en) | Pants-type disposable diaper and manufacturing method thereof | |
| JP5655116B2 (en) | Elastic nonwoven fabric | |
| JP3238442U (en) | Elastic sheet for absorbent articles | |
| JP2021019717A (en) | Stretchable sheet for absorbent article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240905 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20250523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250624 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20250822 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20251021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20251223 |