JP2013118923A - Laminated adhesive tape - Google Patents
Laminated adhesive tape Download PDFInfo
- Publication number
- JP2013118923A JP2013118923A JP2011267641A JP2011267641A JP2013118923A JP 2013118923 A JP2013118923 A JP 2013118923A JP 2011267641 A JP2011267641 A JP 2011267641A JP 2011267641 A JP2011267641 A JP 2011267641A JP 2013118923 A JP2013118923 A JP 2013118923A
- Authority
- JP
- Japan
- Prior art keywords
- tape
- tape piece
- piece
- laminated
- laminated adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Description
本発明は、伸展可能な積層粘着テープに関する。 The present invention relates to an extendable laminated adhesive tape.
使い捨ておむつ、生理用ナプキン、失禁パッド等の使い捨て物品には、廃棄の際に小さく丸めたり折り曲げたりして捨てることができるよう、廃棄用のテープが装着されている。このテープは、一枚又は複数枚のテープが折り畳まれた構造を有しており、引き伸ばした後、小さく折り曲げられた使い捨て物品に貼り付けて止着することにより、使い捨て物品が元の形状に戻ることを抑制する(例えば、特許文献1〜6参照)。 Disposable tapes such as disposable diapers, sanitary napkins, and incontinence pads are equipped with a disposal tape so that the disposable articles can be discarded by being rounded or bent. This tape has a structure in which one or a plurality of tapes are folded. After being stretched, the tape is attached to a small folded disposable article and fastened to return the disposable article to its original shape. (For example, refer patent documents 1-6).
かかる廃棄用のテープとしては、使い捨て物品使用中には折り畳まれたテープが開くことがなく、使い捨て物品使用後には丸められ又は折り曲げられた使い捨て物品の形状をそのまま保持できる接着力を有していることが必要である。また、廃棄用テープ伸展時にはテープが使い捨て物品から剥離することなく容易に伸展させることができ、更には、テープ伸展時にテープ粘着面が使い捨て物品の外側表面に露出しないことも求められている。このような要求特性を全て満たす廃棄用テープは未だ提供されておらず、更なる開発が期待されている。 As such a tape for disposal, the folded tape is not opened during the use of the disposable article, and has an adhesive force that can keep the shape of the disposable article that is rolled or folded after the disposable article is used. It is necessary. Further, it is required that the tape can be easily extended without being peeled from the disposable article when the disposable tape is extended, and that the tape adhesive surface is not exposed on the outer surface of the disposable article when the tape is extended. Waste tapes that satisfy all of these required characteristics have not yet been provided, and further development is expected.
本発明は、両端部の一方に自由端部を、他方に第1接合端部を備え、第1接合端部に隣接する第1接合部を有する第1テープ片、
両端部の一方に第1折り返し部を、他方に第2接合端部を備え、第1接合部と第1折り返し部とが接合している第2テープ片、及び
両端部の一方に第2折り返し部を、他方に第3接合端部を備え、第2接合端部と第2折り返し部とが接合していると共に、第1接合端部と第3接合端部の少なくとも一部とが接着している第3テープ片
を有し、第1テープ片、第2テープ片及び第3テープ片がこの順で積層される、伸展可能な積層粘着テープに関し、積層粘着テープは、第1接合端部の領域が第1テープ片全体の3〜25%であり、積層粘着テープの180°ピール剥離仕事が1〜10mJである。
The present invention comprises a first tape piece having a free end portion at one of both ends and a first joint end portion at the other, and having a first joint portion adjacent to the first joint end portion,
A second tape piece having a first folded portion on one of both ends and a second joint end on the other, the first joined portion and the first folded portion being joined, and a second folded portion on one of both ends. The second joint end and the second folded portion are joined, and the first joint end and at least a part of the third joint end are bonded to each other. The first and second tape pieces are laminated in this order, and the laminated adhesive tape has a first joining end portion. Is 3 to 25% of the entire first tape piece, and the 180 ° peel peeling work of the laminated adhesive tape is 1 to 10 mJ.
本発明は、また、上記積層粘着テープが設けられた使い捨て物品に関する。 The present invention also relates to a disposable article provided with the laminated adhesive tape.
本発明の積層粘着テープは、使い捨て物品に適用された場合、使い捨て物品使用中には折り畳まれたテープが開くことがなく、また、使い捨て物品使用後には丸められ又は折り曲げられた使い捨て物品の形状をそのまま保持できる。更に、積層粘着テープ伸展時にはテープが使い捨て物品から剥離することなく容易に伸展させることができる。 When the laminated adhesive tape of the present invention is applied to a disposable article, the folded tape does not open during the use of the disposable article, and the shape of the disposable article that is rolled or folded after the disposable article is used. Can be kept as it is. Furthermore, when the laminated adhesive tape is extended, the tape can be easily extended without peeling from the disposable article.
以下、図面を参照しながら本発明の実施態様について詳細に説明するが、本発明の積層粘着テープは、以下の実施態様に限定されるものではない。なお、以下の説明では、同一又は相当部分には同一符号を付し、重複する説明は省略する。 Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings. However, the laminated adhesive tape of the present invention is not limited to the following embodiments. In the following description, the same or corresponding parts are denoted by the same reference numerals, and redundant description is omitted.
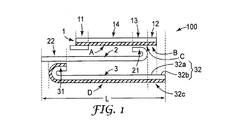
図1は、本発明の一の実施形態に係る積層粘着テープ100の折り畳まれた状態を示す断面図であり、図2は図1の積層粘着テープ100を伸展した状態を示す断面図である。図1及び2において、積層粘着テープ100は、Z形状に折り畳まれた形状を有しており、第1テープ片1、第2テープ片2及び第3テープ片3から成っている。
FIG. 1 is a cross-sectional view showing a folded state of a laminated
積層粘着テープ100は、ある態様において、折り畳まれた状態における全長(L)を30〜70mmとすることができる。30mm以下の場合、積層粘着テープ100をオムツの廃棄用テープとして用いた場合、オムツを丸めて廃棄する際、伸展させた積層粘着テープ100を用いて丸めたオムツに適用しても、積層粘着テープ100の長さが充分ではなく、オムツを丸めた状態に保つことが難しい場合がある。一方、70mm以上の場合は、積層粘着テープ自体が長くなりすぎて、剥離や伸展が困難であったり、また、このような積層粘着テープ100を適用することで、例えばオムツ表面に設けられた印刷絵柄を見えにくくしてしまったりする場合がある。
The laminated
また、積層粘着テープ100における第1テープ片1、第2テープ片2及び第3テープ片3それぞれの長さは、折り畳まれた状態における積層粘着テープ100の全長(L)を1とした場合、積層粘着テープ100の展開しやすさ、及び積層粘着テープ100を伸展する際に生じる力を分散しやすくするという観点から、第1テープ片は0.7〜0.9、第2テープ片は0.9〜2.3、第3テープ片は0.8〜1.3とすることが好ましい。
In addition, the length of each of the
積層粘着テープ100の幅(W)は、積層粘着テープ100を展開する操作性の観点から、8〜20mmの範囲とすることが好ましい。第1テープ片1、第2テープ片2及び第3テープ片3は、全て同一の幅でもよいし、また、それぞれ異なる幅でもよい。
The width (W) of the laminated
第1テープ片1、第2テープ片2及び第3テープ片3の形状については、特に制限はない。第1テープ片1および第3テープ片3に関しては、矩形、楕円、円、平行四辺形等とすることができ、生産性の点から矩形が好ましい。第2テープ片2に関しては、矩形、楕円、円、平行四辺形の他、穴あき、波型、縮れ、格子形状等が挙げられ、生産性の点から矩形であることが好ましい。
The shape of the
第1テープ片1、第2テープ片2、第3テープ片3の材料についても、特に制限はないが、好ましくは、ポリプロピレン等の嵩高の安定な重合体フィルム、弾性あるいは伸縮性のフィルム、フォーム及びスポンジ、紙又は不織布である。また、ある態様においては、後述するように、予め、例えばシリコーン化合物のような低接着性物質で表面を処理したものでもよい。
The material of the
第1テープ片1は、両端部の一方に自由端部11を、他方に第1接合端部12を備え、第1接合端部12に隣接する第1接合部13を有する。また、これら自由端部11、第1接合端部12及び第1接合部13以外の部分14において、第1テープ片は第2テープ片と貼着(すなわち、弱く接着)している。第1テープ片1と第2テープ片2との貼着方法は、制限はなく、積層粘着テープ100が折り畳まれた状態で、第1テープ片1と第2テープ片2とが剥離しない程度に貼り合わされているのであれば、接着、粘着、超音波処理による溶着、積層粘着テープ100の製造時における溶断等のいずれの方法でもよい。ある態様においては、第1テープ片1における部分14の第2テープ片側(内側)表面に粘着層Aが設けられている。かかる粘着層Aは、第1テープ片1と第2テープ片2とを貼着すると共に、積層粘着テープ100を使い捨て物品(図示していない)に取り付けた場合、積層粘着テープ100の伸展後は、使い捨て物品の適当な箇所に貼り付けて、止着し、丸められた又は折り曲げられた使い捨て物品の形状を保持する機能を有する。また、第1テープ片1の第2テープ片側とは反対側の表面(外表面側)には、後述する低接着性物質の塗布面によって、全長部分が覆われて、構成されていてもよい。
The
自由端部11とは、積層粘着テープ100を使い捨て物品に適用した際、使い捨て物品のユーザーが手で握って積層粘着テープ100の第1テープ片1を水平方向に引っ張る、または垂直方向に引き上げる部分である。自由端部11の表面は、ユーザーが手で握って引き上げ易くするため、粘着層等を介して、第2テープ片と貼着していないことが好ましい。このため、自由端部11の表面は、粘着層を設けない態様にするか、又は、この自由端部11に設けられた上記粘着層Aが、他の物質で覆われ又はマスクされている態様とすることが好ましい。また、第1テープ片1を引張りやすくするために、自由端部11には、その先端部分に持ち手部分をつけてもよい。
The
第1接合端部12は、第1テープ片1における自由端部11とは反対側の端部であり、第1テープ片1における第3テープ片側表面で第3テープ片3と剥離可能に接着する。第1テープ片1と第3テープ片3とを接着することにより、伸展する前の積層粘着テープにおける第2テープ片2の浮き上がりを防ぎ、且つ、折り畳まれた積層粘着テープの形状を保持する機能を有する。
The first joining
第1接合端部12は、積層粘着テープ100の伸展性及び伸展前におけるZ字状の折り畳み状態の保持という観点から、第1テープ片1の面積に対し、3〜25%の領域であることが好ましく、より好ましくは6〜20%である。第1接合端部12には第3テープ片3と接合するための粘着層Bが設けられる。
The first joining
第1接合部13は、第1接合端部12に隣接して存在し、第1テープ片1における第2テープ片側表面において、第1テープ片1と第2テープ片2とが接合している領域である。第1接合部13には、第2テープ片2における第1折り返し部21と接合するための粘着層Cが設けられる。かかる構造を有することによって、積層粘着テープ100の伸展時において、第1テープ片と第2テープ片とは互いに剥がれることなく接合されることになる。
The
なお、粘着層A、B及びCに使用される粘着剤は、同じものであっても異なるものでもよい。ある態様においては、粘着剤として、ゴム系又はアクリル系粘着剤が一般的に使用され、好ましくはゴム系の粘着剤が使用される。ゴム系の粘着剤として、具体的には、スチレン−ブタジエンブロック共重合体やその水添スチレン−ブタジエンブロック共重合体の合成ゴム、またはこれら合成ゴムと樹脂とのブレンド等が挙げられる。例えば、30重量部のスチレン−ブタジエン−スチレンの3元ブロック重合体(スチレン−イソプレン−スチレン3元ブロック重合体であって、クレイトンポリマー社製、製品名:クレイトンD1119(商標))、42重量部のC−5炭化水素樹脂(Cray Valley社製、製品名:Wingtack PLUS(商標))及び28重量部のC−5炭化水素樹脂(Cray Valley社製、製品名:Wingtack10(商標))の合成ゴム/樹脂のブレンドが用いられる。粘着剤の塗布パターンとしては、全面、ストライプ、格子、破線、波型を挙げることができ、好ましくは全面塗布である。粘着層A、B及びCに同じ粘着剤を用いた場合、以下に詳述する第2テープの第1テープ片側表面には、第1テープ片1の粘着層から第2テープ片2の剥離を容易にするために剥離層(図示していない)を設けることができる。
The pressure-sensitive adhesives used for the pressure-sensitive adhesive layers A, B, and C may be the same or different. In one embodiment, a rubber-based or acrylic pressure-sensitive adhesive is generally used as the pressure-sensitive adhesive, and preferably a rubber-based pressure-sensitive adhesive is used. Specific examples of the rubber-based pressure-sensitive adhesive include styrene-butadiene block copolymers, synthetic rubbers of hydrogenated styrene-butadiene block copolymers, blends of these synthetic rubbers and resins, and the like. For example, 30 parts by weight of a styrene-butadiene-styrene ternary block polymer (styrene-isoprene-styrene ternary block polymer manufactured by Kraton Polymer, product name: Kraton D1119 (trademark)), 42 parts by weight Synthetic rubber of C-5 hydrocarbon resin (product of Cray Valley, product name: Wingtack PLUS ™) and 28 parts by weight of C-5 hydrocarbon resin (product of Cray Valley, product name: Wingtack 10 ™) A resin blend is used. Examples of the application pattern of the pressure-sensitive adhesive include the entire surface, stripes, lattices, broken lines, and corrugations, and the entire surface is preferably applied. When the same adhesive is used for the adhesive layers A, B and C, the
第1接合部13の面積は、積層粘着テープ100を伸展したときに、剥離による第1テープ片にかかる圧力を分散し、積層粘着テープ100としての第2テープ片との接合強度を保つという観点から、第1テープ片1全体の面積に対し、10〜34%の領域であることが好ましく、より好ましくは12〜25%である。
The area of the
次に、第2テープ片2は、両端部の一方に第1折り返し部21を、他方に第2接合端部22を備えており、第1テープ片1の第1接合部13と第1折り返し部21とが接合している。ある態様においては、第2テープ片2は、第2接合端部のみにおいて第3テープ片3と接合する。第2テープ片2は、いずれの表面にも粘着層が設けられていない態様とすることができる。第2テープ片2のいずれの表面にも粘着層が設けられていない場合、積層粘着テープを水平方向へ引っ張るときに生じる剥離の衝撃を緩和し、またテープ伸展時にテープ粘着面が使い捨て物品の外側表面に露出しないという効果が得られる。ここで、第2テープ片2の表面に「粘着層が設けられていない」とは、第2テープ片2の表面がそのまま(未処理)であるか、粘着層以外の層(例えば、以下に述べる剥離層)が設けられていることを意味する。
Next, the
上述の通り、第2テープ片2は、第1テープ片側の表面に、第1テープ片1の粘着層から第2テープ片2の剥離を容易にするために剥離層(図示していない)を設けることができる。かかる剥離層としては、低接着性物質の塗布層が挙げられ、低接着性物質としてはシリコーン系剥離処理剤、長鎖アルキル系剥離処理剤、フッ素系剥離処理剤を使用することができる。具体的には、シリコーン化合物、例えば、低接着性ポリビニルシロキサン(モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製、商品名:UV9300)若しくは低接着性オルガノポリシロキサン(モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製、商品名:XS56-A2982)等に光反応開始剤を加え、紫外線照射によって硬化させたもの、または、アルキルウレタン化合物、例えば、低接着性ポリウレタン(3M社製)等を使用することができる。なお、このような低接着性物質の塗布は、積層粘着テープ100折り畳み時に、第1テープ片1の部分14と接触する面に限って必要である。また、かかる剥離層の第2テープ片表面への適用は、積層粘着テープ100として折り畳まれる前に行うことが好ましい。
As described above, the
一方、第2テープ片2における第3テープ片側の表面に、上記した剥離層が設けられていてもよい。なお、第2テープ片2における第3テープ片側の表面に上記した剥離層を設ける場合、第1折り返し部21における第1テープ片側には剥離層が存在しないようにすることが好ましい。また、第2テープ片2における第3テープ片側の表面は、未処理のままとすることも可能である。
On the other hand, the release layer described above may be provided on the surface of the
第1折り返し部21は、第2テープ片2における一方の端部を第1テープ片1の方向に折り返すことで形成されており、第1折り返し部21で第2テープ片2と第1テープ片1とが接合している。第1折り返し部21の末端部は、好ましくは多少長く延びていて、接合面を形成し、この部分で第1テープ片1の第1接合部13と接合している。折り返し部分21における第1接合部13と反対側の面(内側の面)も上記した低接着性物質が塗布されていてもよい。
The first folded
第2接合端部22は、第2テープ片2において第1折り返し部21を形成している端部と反端側の端部であり、第2テープ片2における第3テープ片側表面で第3テープ片3における第2折り返し部31と接合している。第2端部22の面積は、第2テープ片2全体の面積に対し、5〜34%の領域であることが好ましく、より好ましくは8〜20%である。第2端部22の面積は、第1接合部13の面積と同一であっても、異なっていてもよい。
The second joining
更に、第2接合端部22は、積層粘着テープが適用された使い捨て物品の表面と直接接合していてもよい。ある態様においては、第2接合端部22を、積層粘着テープが適用された使い捨て物品の表面と接合させることで、使い捨て物品のユーザーが第1テープ片の自由端部11をより持ちやすくしている。
Further, the second joining
第2テープ片2は、第2テープ片2の長手方向に垂直な軸を基準として複数回、ジグザグに折り畳むことで、折り畳まれた形状、すなわち蛇腹状の構造とすることもできる。図3は、本発明の他の実施形態に係る、第2テープ片2が蛇腹状の構造となった積層粘着テープの断面図であり、図4は図3の積層粘着テープ100を伸展した状態を示す断面図である。
The
第2テープ片2を蛇腹状の形状とする場合、伸展前におけるZ字状の折り畳み状態の保持という観点から、第2テープ片2における第3テープ片に面するテープ表面と第3テープ片3の第2テープ片側表面とが粘着剤等によって貼着されていてもよい。また、ジグザグに折り畳む回数には制限はないが、一般的には、2〜4回である。なお、第1折り返し部21と第2接合端部22とが、同一側でなく、それぞれ反対側の端部に位置するようにする必要があるため、折り畳む回数は偶数回とする。折り返し部をそろえて折り畳む必要はなく、階段状、瓢箪状、壷状でもかまわない。また、扇型、縦型、波型、円筒状に折り畳まれていても良い。
When the
なお、伸展後の積層粘着テープ100を長くするために、上述の通り、第2テープ片2を複数回ジグザグに折り返して蛇腹状にすることはできる。ただし、この場合、得られる積層粘着テープ100の厚みが増すため、このような積層粘着テープ100を適用して得られる製品に硬さや盛り上がり部分が生じ、外観の悪化や使用者への負荷(例えば、オムツの場合、背中を圧迫させてしまう)が生じる場合もある。
In addition, in order to lengthen the laminated
したがって、第2テープ片2を蛇腹状の形状とする場合、第2テープ片2の長さは、折り畳まれた状態における積層粘着テープ100の全長(L)を1とすると、伸展前は、使い捨て物品のデザイン性という観点も含め、0.3〜0.8とすることが好ましい。また、伸展後は、使い捨て物品を丸めた形状を維持するための長さの観点から1.3〜2.3の範囲とすることが好ましい。第2テープ片2自体の厚みは、積層粘着テープに歪みが生じることなく成形する(製造時におけるロール状巻き取りの際、及び使い捨て物品への適用の際等)という観点から40〜80μmの範囲とすることが好ましい。第2テープ片2を蛇腹状とした場合には、第2テープ片2自体の厚みをより薄く(例えば、70μm以下)することで、得られる積層粘着テープ100の全体の厚みを抑えることが可能となる。また、蛇腹状とした第2テープ片2の厚みはほぼ均一であり、第1折り返し部21側の端部と第2接合端部22側の端部とがほぼ同じ厚さとなることが好ましい。
Therefore, when the
続いて、第3テープ片3は、両端部の一方に第2折り返し部31を、他方に第3接合端部32を備え、第2接合端部22と第2折り返し部31とが接合していると共に、第1接合端部12と第3接合端部32の少なくとも一部とが接合している。ちなみに、図1に示す態様において、第3接合端部32は、第1接合端部12と接着合している接着領域32aと、第1接合端部12と接着していない非接着領域32bとを有している。第3テープ片3は、一般に、第2テープ片と反対側の面、即ち積層粘着テープにおける第3テープ片の外表面側に粘着層Dを有している。かかる粘着層Dによって積層粘着テープ100は使い捨て物品に取り付けられる。ここで、粘着層Dは、第3テープ片3の全体を覆っていてもよく、第2折り返し部31の末端部まで及んでいてもよい。すなわち、この態様の場合、第2折り返し部31の接合面においては、第3テープ片3に設けられた粘着層Dが、第2折り返し部31の末端部まで及んでいて、第2テープ片2の第2接合端部22と、第3テープ片3の第2折り返し部31とが、接合される。かかる構造を有することによって、積層粘着テープ100の伸展時において、第2テープ片と第3テープ片とは互いに剥がれることなく接合されることになる。
Subsequently, the
このように、第3テープ片3の粘着層Dは、使い捨て物品に貼着されるだけでなく、また第2及び第3テープ片の接合にも使用される。この結果として、この態様においては、第2テープ片2を第3テープ片3に接合させる、接着の工程を更に必要としない。
As described above, the adhesive layer D of the
粘着層Dに用いられる粘着剤は、積層粘着テープ100が適用される被着体(例えば、使い捨て物品)に応じて適宜選択される。第1テープ片1の粘着層A、B、Cで使用される粘着剤と同じであっても良いし、異なるものであっても良い。積層粘着テープ100が適用される被着体が、不織布のような柔らかい素材のものである場合は、タックがある、あるいは柔らかい粘性の高い(いわゆる、「べたべたした」)粘着剤を粘着層Dに用いることが好ましい。
The pressure-sensitive adhesive used for the pressure-sensitive adhesive layer D is appropriately selected according to the adherend (for example, disposable article) to which the laminated pressure-sensitive
折り畳まれた積層粘着テープ100を伸展する際の時間を短くするという観点から、第3テープ片3における粘着剤Dの粘着力は第1テープ片における粘着剤Bの粘着力より大きいことが好ましい。よって、粘着剤Bと粘着剤Dとが同一のものである場合、第3テープ片3の粘着剤塗布量は第1テープ片1の粘着剤塗布量より多い。ある態様においては、第3テープ片3の粘着剤D塗布量は35〜70g/m2、第1テープ片1の粘着剤B塗布量25〜45g/m2とすることができる。
From the viewpoint of shortening the time for extending the folded laminated
また、第3テープ片3は、第2テープ片2に面している側に低接着性物質の塗布面(図示していない)を有していてもよい。低接着性物質としては、上記したものが使用できる。このような塗布面を設けることで、積層粘着テープ100の製造時、第3テープ片3を形成するテープを積層する工程において、テープを供給ロールから引き出しやすくすることができる。
The
なお、上述の通り、第2テープ片2を蛇腹状の形状とする場合、第2テープ片2と第3テープ片3とは、粘着剤による粘着、積層粘着テープ100の製造時における溶断、または第3テープ片3への超音波処理による溶着等の手段によって、互いに貼着(すなわち、弱く接着)していてもかまわない。かかる貼着により、積層粘着テープ100を被着体である使い捨て物品に適用した際、第2テープ片2の浮き上がりや、積層粘着テープ100折り畳み部が摩擦により滑ることと防止することができる。
As described above, when the
第2折り返し部31は、第3テープ片3における一方の端部を第2テープ片2の方向に折り返すことで形成されており、第2折り返し部31で第3テープ片3と第2テープ片2とが接合している。第2折り返し部31は、末端部が、好ましくは多少長く延びていて、接合面を形成し、この部分で第2テープ片1の第2接合端部22と接合することで、第2テープ片2が伸展する際の支点(支持点)となる。上述の通り、かかる第3テープ片3における第2折り返し部31と、第2テープ片における第2接合端部22とは、第3テープ片における第2テープ片と反対側の面に設けられた粘着層によって接合することができる。このように、第2折り返し部31は、第2テープ片2及び第3テープ片3同士を接合すると共に、第3テープ片が使い捨て物品から剥離しないように伸展時の衝撃を和らげる機能を有する。
The second folded
なお、第3テープ片3の第3接合端部32側端部においては、第1テープ片側と反対側の面に粘着層Dを有しない領域32cが存在していてもよい。この場合、領域32cは、例えば、第3テープ片3表面が未処理のまま、または、第3テープ片3表面に上記した低粘着性物質が塗布されている、若しくは別のフィルム(例えば、ポリエステルフィルム等)が貼り付けられた状態となっている。このため、積層粘着テープ100を被着体に固定して、積層粘着テープ100における第1テープ片自由端部を水平に引張ったときに、第1テープ片の第1接合端部13を第3テープ片から剥離しやすくなる。ある態様においては、かかる領域32cは、第3テープ片3の全面積に対して7〜24%の範囲とすることができ、第3接合端部32の領域と同一であっても異なっていても良い。一般的に、領域32cは、第3接合端部32の領域より大きいか、または同一である。また、領域32cが大きくなると、180°ピール剥離仕事の値が小さくなる傾向にある。
In addition, in the 3rd joining
上述の通り、第3接合端部32は、第3テープ片3において第2折り返し部31を形成している端部と反端側の端部であり、第3接合端部32は、その少なくとも一部において、第3テープ片3における第1テープ片側表面で第1接合端部12と剥離可能に接着している。
As described above, the third
本発明の積層粘着テープ100においては、180°ピール剥離仕事が1〜10mJである。剥離仕事がこの範囲にある場合に、積層粘着テープ100を伸展させる際の伸展性が容易となり、かつ使い捨て物品の使用時において第1接合端部12と第3接合端部32が剥離することなく積層粘着テープ100のZ字形状を保持できる。
In the laminated pressure-sensitive
ここで、積層粘着テープ100の180°ピール剥離仕事とは、第1テープ片1における第1接合端部12と第3テープ片3における第3接合端部32との界面に働く接着仕事から換算することができる。本発明においては、具体的に、以下の方法によって180°ピール剥離仕事を求める。
Here, the 180 ° peel peeling work of the laminated pressure-sensitive
積層粘着テープ100サンプルを第3テープ片3を下にしてスチールパネル4上に置き、そのサンプル上を2kgローラーの重りを移動させる(速度:300mm/分)ことで、サンプルにおける第3テープ片側の外表面をスチールパネル4に接着・固定させる。なお、第3テープ片側の外表面(スチールパネル4への接着・固定側)に異物(不織布やゴミ等)がついている場合には、スチールパネル4に固定する前に、コールドスプレー等によりサンプルを低温(0℃以下)に冷やして、異物を取り除き、サンプルが室温に戻ったことを確認した後、スチールパネル4に接着・固定させる。また、図5に示すよう、第1テープ片1と第2テープ片2との間に延長フィルム5を挿入し、第1テープ片1の第2テープ片側表面に取り付ける。
Laminated
その後、スチールパネル4に固定され、延長フィルムが取り付けられたサンプルを、30分放置し、(株) エーアンドデイ社製の引張・圧縮試験機(TENSILON RTG-1225)を用い、図5に示すよう、上方チャック6に延長フィルムを、下方チャック7にスチールパネル4を挟み込むように固定する(チャック間隔:50mm)。上方チャック6を300mm/分の速度にて矢印の方向に引っ張り(下方チャック7は固定したまま)、積層粘着テープの伸展前から第1接合端部と第3接合端部との接着が剥がれるまでの180°ピール力を接着仕事として測定する。得られた接着仕事の値に基づき、以下の変換式を用いて、180°ピール剥離仕事(積層粘着テープ幅15mm換算)を求める。
180°ピール剥離仕事(mJ)=(接着仕事(N)×第1接合端部の長さ方向の距離(mm))×0.101972×(サンプルの幅(mm)/15)
Thereafter, the sample fixed to the
180 ° peel peeling work (mJ) = (adhesion work (N) × distance in the length direction of the first joining end (mm)) × 0.1001972 × (sample width (mm) / 15)
また、第3接合端部32においては、第1接合端部12と接着している接着領域(図1の32a)と、接着していない非接着領域(図1の32b)との面積比は、使い捨て物品から積層粘着テープが剥がれることなく展開できる観点から、接着領域:非接着領域=1:0.1〜2.5(面積比)であることが望ましい。
Moreover, in the 3rd
本発明の積層粘着テープ100は、1〜10mJの180°ピール剥離仕事を有しており、且つ第1接合端部の領域が第1テープ片全体の3〜25%であることにより、折り畳まれた状態を保つことができると共に、第1テープ片1の自由端部11を引張ることで伸展することが可能となる。
The laminated
本発明の積層粘着テープ100を伸展する場合には、第1テープ片1の自由端部11を積層粘着テープ100に対して垂直方向に引張っても、水平に引張ってもよい。
When the laminated
垂直方向に引っ張る場合における積層粘着テープ100の伸展変化を図6に示す。具体的には、まず、図6aにおいて、第1テープ片1における自由端部11が上方へ持ち上がることにより、第1テープ片1が第2テープ片2から剥がれる(図6b)。第1テープ片1が第2テープ片2から剥がれた後、更に、第1テープ片1における自由端部11を垂直方向に持ち上げ、積層粘着テープ100を伸張すると、第1テープ片1における第1接合端部12と第3テープ片3における第3接合端部32との接着が剥がれる(図6c)。第1テープ片1における第1接合端部12と第3テープ片3における第3接合端部32との接着が剥がれることで、第1折り返し部21が第2テープ片2を持ち上げ、第2テープ片2が第3テープ片3から剥離される(図6d)。
FIG. 6 shows the extension change of the laminated
次いで、第2折り返し部31が第3テープ片3から起き上がり、第2テープ片2及び第1テープ片1が第3テープ片3から切断されることなく、図6eのように、積層粘着テープは伸展される。
Next, the second folded
図3及び4に示すように、第2テープ片が蛇腹状の状態である場合も、上記説明と同様に、積層粘着テープ100は伸展されることになる。
As shown in FIGS. 3 and 4, even when the second tape piece is in a bellows-like state, the laminated
なお、第2テープ片2に粘着層が設けられていない場合や、第2テープ片2が蛇腹状になっている場合には、積層粘着テープ100の自由端部11を水平方向に引っ張ることが好ましい。図7に示すよう、まず、図7aにおいて、積層粘着テープ100の自由端部11を持ち第1テープ片に対して水平に引っ張ると、第1接合端部13が第3テープ片3からまず剥離し(図7b)、第2テープ片2はそのまま(第2テープ片2が蛇腹状になっている場合は、蛇腹状の折り畳み部がそのまま)の形状で引き伸ばされていく。次いで、第1テープ片1と第2テープ片2とが接合している部分(第1接合部と第2接合端部との接合部分)が引き剥がされると(図7c)、第2テープ片2に粘着層が設けられていないため、図7dのように、積層粘着テープ100を即引き伸ばした状態にすることができ、第1テープ片1をそのまま、廃棄のため小さく丸められた(折り曲げられた)被着体に接合することができる。この動きにより、引き上げる時間と力を低減させることができる。
In addition, when the adhesive layer is not provided in the
本発明の積層粘着テープの製造方法としては、例えば、以下の方法が挙げられるが、かかる方法に制限されるものではない。図8に示されているように、積層粘着テープ100を製造するために、3つの供給リール40、50及び60を用意する。供給リール40には、第1テープ片1となるフィルム41が巻かれている。同様に、供給リール50には第2テープ片2となるフィルム51が、そして供給リール60には第3テープ片3となるフィルム61が巻かれている。ここで、フィルム41、51及び61は、粘着層A、B、C及びD、並びに低接着性物質の塗布層が、それぞれ設けられた後、各供給リール40、50及び60に供給される。
Examples of the method for producing the laminated pressure-sensitive adhesive tape of the present invention include the following methods, but are not limited to such methods. As shown in FIG. 8, in order to manufacture the laminated
第1テープ片1において、粘着層A、B及びCは、第2テープ片2に面した側であり、また、低接着性物質が塗布される場合、その塗布面は、第2テープ片2との反対側の面(外表面側)である。図8に示されるフィルム41の上側の一部領域には、第1テープ片1の自由端部11に相当する領域が存在しており、この領域には、好ましくは、粘着剤が存在しない面が形成される。また、別の態様として、第1テープ片の自由端部に備えられる持ち手となるフィルムが巻かれている供給リール(図示されていない)を設け、かかるフィルムをテープ41のこの領域部分に貼り合わせ、持ち手とすることもできる。上記したように、第2テープ片2は、第1テープ片1側の面に低接着性物質が塗布されていてもよい。更に、第3テープ片3の第3接合端部側における第1テープ片1とは反対側の面は、粘着層Dが設けられていなくても良い(例えば、低接着性物質が塗布されていてもよい)。
In the
次いで、折り畳み部70において、フィルム51及び61には、積層粘着テープ100の第2テープ片2の第1折り返し部21、第3テープ片3の第2折り返し部31に相当する部分が、それぞれ形成される。第2テープ片2が蛇腹状である場合も、同様にこの工程で折り畳まれる。
Next, in the folded
次いで、フィルム41、51及び61は、図8で示すように、フィルム41における第1テープ片1の第1接合部13に相当する領域及びフィルム42における第2テープ片2の第2接合端部22に相当する領域が、それぞれフィルム42及び43に設けられた折り返し部分と向かい合って存在するように、重ね合わされた後、積層装置80において接合される。すなわち、図1又は3で示されるように、第2テープ片2の第1折り返し部21は、第1テープ片1の第1接合部13と接合され、そして第3テープ片3の第2折り返し部31は、第2テープ片2の第2接合端部22と接合される。
Next, as shown in FIG. 8, the
積層装置80から得られた積層フィルムは、巻き取り部90に送られ、ロールの形体に巻かれる。かかるロール状積層テープは、必要な長さに引き出され、横方向(CD方向)に切断され、積層粘着テープ100となる。なお、巻き取り部90において、フィルム41の上側に長手方向(MD方向)に形成されている領域は、第1テープ片1の自由端部11に相当する。同様に、巻き取り部90において、フィルム61の端部として現れている領域は、第3テープ片の第3接合端部32において、第1接合端部12と接着していない非接着領域32bに相当する。
The laminated film obtained from the
このようにして得られた積層粘着テープ100は、伸展されるまで、Z字状の折り返し状態を保持している。
The laminated pressure-sensitive
本発明の積層粘着テープの用途としては、使い捨ておむつ、生理用ナプキン、失禁パッド等の使い捨て物品を廃棄する際に使用される廃棄テープが挙げられる。具体的には、図9のように、使い捨ておむつの背面に、第1テープ片における自由端部が上側(ウエスト部側)にくるように、取り付けられる。かかる用途において、積層粘着テープは、図10に示すように、丸めたり折り曲げたりした使い捨て物品の形状をそのまま保持するために使用される。かかる用途以外にも、お菓子やパン等の袋に貼付して、食品の保存を可能とする封止テープとしても使用可能である。また、積層粘着テープにおける第2テープ片部分(例えば、蛇腹状の部分)にデザインを施し、飛び出す絵本や問題集等の知育用途や贈答品の封止用テープ用途に適用することも可能である。更に、パック包装等2個以上の製品をまとめるためのテープ(例えば、表示用及び盗難防止用テープ)としても使用することができる。 The use of the laminated pressure-sensitive adhesive tape of the present invention includes a disposal tape used when discarding disposable articles such as disposable diapers, sanitary napkins, and incontinence pads. Specifically, as shown in FIG. 9, it is attached to the back of the disposable diaper so that the free end portion of the first tape piece is on the upper side (waist side). In such an application, the laminated pressure-sensitive adhesive tape is used for maintaining the shape of a disposable article that has been rolled or bent as shown in FIG. In addition to such applications, it can also be used as a sealing tape that can be stored on food bags by pasting it on bags such as sweets and bread. It is also possible to design the second tape piece part (for example, a bellows-like part) of the laminated adhesive tape and apply it to educational use such as a picture book that pops out or a collection of problems, and a tape for sealing gifts. . Furthermore, it can also be used as a tape for packaging two or more products such as pack packaging (for example, a display tape and an antitheft tape).
以下、本発明の実施例について更に詳細に説明するが、本発明はこれらの実施例に限定されるものではない。 Examples of the present invention will be described in detail below, but the present invention is not limited to these examples.
(実施例1)
<第1テープ片>
32mm×300mm寸法(厚さ80μm)のポリプロピレンフィルム(サンアロマー社製、製品名:ジェイアロマー FA462(商標))を準備し、この一方の表面に低粘着性物質A(低接着性ポリビニルシロキサン(モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製、製品名:UV9300(商標)))と低接着性物質Aに対し2.5重量%の光反応開始剤(モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製、製品名:UV-9380C (商標))を加え、厚さ5μmとなるように一面に塗布し、紫外線照射によって100%固体状態に硬化させた。低接着性物質Aが塗布された面と反対側表面に、30重量部のスチレン−ブタジエン−スチレンの3元ブロック重合体(スチレン−イソプレン−スチレン3元ブロック重合体であって、クレイトンポリマー社製、製品名:クレイトンD1119(商標))、42重量部のC−5炭化水素樹脂(Cray Valley社製、製品名: Wingtack PLUS(商標))及び28重量部のC−5炭化水素樹脂(Cray Valley社製、製品名:Wingtack 10(商標))の合成ゴム/樹脂のブレンドを含有する粘着剤Xを厚さ35μm(35g/m2)となるように一面に塗布した。
Example 1
<First tape piece>
A polypropylene film (product name: J-Aroma FA462 (trade name) manufactured by Sun Allomer Co., Ltd.) having a size of 32 mm × 300 mm (thickness 80 μm) was prepared, and a low-adhesive substance A (low-adhesive polyvinyl siloxane (momentive Performance Materials Japan G.K., product name: UV9300 (trademark)) and low-adhesive substance A, 2.5% by weight photoinitiator (Momentive Performance Materials Japan G.K., (Product name: UV-9380C (trademark)) was added, applied to one surface so as to have a thickness of 5 μm, and cured to 100% solid state by ultraviolet irradiation. 30 parts by weight of a styrene-butadiene-styrene ternary block polymer (styrene-isoprene-styrene ternary block polymer, manufactured by Kraton Polymer Co., Ltd.) , Product name: Clayton D1119 ™, 42 parts by weight of C-5 hydrocarbon resin (manufactured by Cray Valley, product name: Wingtack PLUS ™) and 28 parts by weight of C-5 hydrocarbon resin (Cray Valley) A pressure-sensitive adhesive X containing a synthetic rubber / resin blend of product name: Wingtack 10 (trademark) manufactured by the company was applied on one side so as to have a thickness of 35 μm (35 g / m 2 ).
<第2テープ片>
70mm×300mm寸法(厚さ60μm)のポリプロピレンフィルム(サンアロマー社製、製品名:ジェイアロマー FA462(商標))を準備し、この一方の表面に35重量部の低接着性物質A、65重量部の低接着性物質B(オルガノポリシロキサン(モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製、製品名:XS56-A2982(商標)))の混合物に2.5重量%の光反応開始剤を加え厚さ5μmとなるように一面に塗布し、紫外線照射によって100%固体状態に硬化させた。反対側の表面はそのまま(未処理)とした。
<Second tape piece>
A polypropylene film (product name: J-Aroma FA462 (trade name) manufactured by Sun Allomer Co., Ltd.) having a size of 70 mm × 300 mm (
<第3テープ片>
42m×300mm寸法(厚さ70μm)のポリプロピレンフィルム(サンアロマー社製、製品名:ジェイアロマー FA462(商標))を準備し、この一方の表面に第2テープ片で用いたものと同じ低接着性物質AとBの混合物に2.5重量%の光反応開始剤を加え厚さ5μmとなるように一面に塗布し、紫外線照射によって100%固体状態に硬化させた。低接着性物質AとBの混合物が塗布された面と反対側表面に、第1テープ片に塗布したものと同じ粘着剤Xを厚さ50μm(50g/m2)となるように一面に塗布した。
<Third tape piece>
Prepare a polypropylene film (product name: J-Aroma FA462 (trade name) manufactured by Sun Allomer Co., Ltd.) having dimensions of 42 m × 300 mm (
第2テープ片及び第3テープ片については、積層装置に送り込む前に、それぞれテープ片長手方向の端部を折り返して、7mm幅の第1折り返し部及び第2折り返し部を形成した。このことは、第1テープ片と第2テープ片との接合、及び第2テープ片と第3テープ片との接合に、それぞれ、7mm幅の結合部分を用意したことを意味する。さらに、第2テープ片については、17mm幅にジグザグに2回折り返して、蛇腹状の折り畳み部を形成した。 About the 2nd tape piece and the 3rd tape piece, before sending to a lamination apparatus, the edge part of the tape piece longitudinal direction was turned up, respectively, and the 1st return part and the 2nd return part of width 7mm were formed. This means that a 7 mm wide coupling portion was prepared for joining the first tape piece and the second tape piece and joining the second tape piece and the third tape piece, respectively. Further, the second tape piece was folded twice in a zigzag manner to a width of 17 mm to form a bellows-like folded portion.
積層装置において、第1テープ片と第2テープ片との接合、第2テープ片と第3テープ片との接合、第1テープ片の第1接合端部と第3テープ片の第3接合端部との接着を行い、36mm×300mm寸法の3層の積層粘着テープを製造した。なお、第1テープ片における粘着剤Xが塗布された面と第2テープ片における低接着性物質AとBの混合物が塗布された面とが、また、第2テープ片における未処理面と第3テープ片における低接着性物質AとBの混合物が塗布された面とが向かい合うようにして、各テープ片を接合した。製造上の困難はなかった。この積層粘着テープを切断し、長さ36mm×幅15mmの積層粘着テープを得た。 In the laminating apparatus, the first tape piece and the second tape piece are joined, the second tape piece and the third tape piece are joined, the first joined end of the first tape piece and the third joined end of the third tape piece. The laminated adhesive tape of 36 mm x 300 mm dimension was manufactured. Note that the surface of the first tape piece to which the adhesive X is applied and the surface of the second tape piece to which the mixture of the low-adhesive substances A and B is applied are the untreated surface and the second tape piece. Each tape piece was joined so that the surface to which the mixture of the low-adhesion substances A and B in the three tape pieces was applied faced. There were no manufacturing difficulties. The laminated adhesive tape was cut to obtain a laminated adhesive tape having a length of 36 mm and a width of 15 mm.
このようにして得られた積層粘着テープは、第1接合端部が長さ5mm(第1接合端部の領域は第1テープ片全体の5mm/32mm=0.156(15.6%))であった。また、積層粘着テープの180°ピール剥離仕事は3.6mJであった。第3接合端部においては、第1接合端部と接着している接着領域と、接着していない非接着領域との面積比が、接着領域:非接着領域=1:1.2(面積比)であった。 The laminated adhesive tape thus obtained has a first joint end of 5 mm in length (the area of the first joint end is 5 mm / 32 mm of the entire first tape piece = 0.156 (15.6%)). Met. Further, the 180 ° peel peeling work of the laminated adhesive tape was 3.6 mJ. In the third joint end portion, the area ratio between the adhesion region bonded to the first joint end portion and the non-adhesion region not adhered is: Adhesion region: non-adhesion region = 1: 1.2 (area ratio) )Met.
(伸展性試験)
次に、得られた積層粘着テープを不織布オムツに貼付し、第1テープ片の自由端部を持ち、積層粘着テープを垂直及び水平方向に伸展した。いずれの場合も、積層粘着テープの各テープ片が滑らかに剥がれ、伸展する際に抵抗を感じなかった。
(Extensibility test)
Next, the obtained laminated adhesive tape was affixed to a nonwoven diaper, had a free end portion of the first tape piece, and the laminated adhesive tape was extended vertically and horizontally. In either case, each piece of the laminated adhesive tape peeled off smoothly and did not feel resistance when extended.
(剥離試験)
また、積層粘着テープを貼付したオムツを、オムツのウエスト部と股部を持って、ウエスト部と股部の中間で折り畳むようにして積層粘着テープが貼付された部分を股部の不織布部分に10回こすり合わせた。第1接合端部の第3接合端部からの剥離は起こらなかった。伸展性試験及び剥離試験の結果を表2に示す。
(Peel test)
In addition, the diaper with the laminated adhesive tape attached has a waist part and a crotch part of the diaper and is folded between the waist part and the crotch part so that the laminated adhesive tape is attached to the nonwoven part of the crotch part. Rubbed together. Separation of the first joint end portion from the third joint end portion did not occur. Table 2 shows the results of the extensibility test and the peel test.
(実施例2〜5、比較例1〜3)
表1に記載される各テープ片を使用して、実施例1と同様な方法で、積層粘着テープを作製した。なお、比較例1については、第2テープ片における第3テープ片側には、第3テープ片と接する部分に、30重量部のスチレン−ブタジエン−スチレンの3元ブロック重合体(スチレン−イソプレン−スチレン3元ブロック重合体であって、クレイトンポリマー社製、製品名:クレイトンD1119(商標))、39重量部のC−5炭化水素樹脂(Cray Valley社製、製品名: Wingtack PLUS(商標))及び31重量部のC−5炭化水素樹脂(Cray Valley社製、製品名:Wingtack 10(商標))の合成ゴム/樹脂のブレンドを含有する粘着剤Yを15μmとなるように塗布した。また、実施例2及び5、比較例3については、第3テープ片3の第3接合端部32側端部に、所定の大きさのポリエステルフィルム(ユニチカ社製、製品名:エンブレット(商標))(厚さ:12μm)を貼り付け、第1テープ片側と反対側の面に粘着層Xが設けられていない領域を設けた。得られた各テープについて、実施例1と同様に、伸展性試験及び剥離試験を行った。結果を表2に示す。
(Examples 2-5, Comparative Examples 1-3)
A laminated pressure-sensitive adhesive tape was produced in the same manner as in Example 1 using each piece of tape described in Table 1. As for Comparative Example 1, 30 parts by weight of a styrene-butadiene-styrene ternary block polymer (styrene-isoprene-styrene) is provided on the third tape piece side of the second tape piece in contact with the third tape piece. A ternary block polymer, manufactured by Clayton Polymer, product name: Clayton D1119 (trademark), 39 parts by weight of C-5 hydrocarbon resin (product of Cray Valley, product name: Wingtack PLUS (trademark)), and Adhesive Y containing 31 parts by weight of a synthetic rubber / resin blend of C-5 hydrocarbon resin (product of Cray Valley, product name: Wingtack 10 ™) was applied to a thickness of 15 μm. Moreover, about Example 2 and 5, and the comparative example 3, the polyester film (The product name: Emblet (trademark made by Unitika Co., Ltd.) of the predetermined magnitude | size is formed in the 3rd joining

1…第1テープ片
2…第2テープ片
3…第3テープ片
11…自由端部
12…第1接合端部
13…第1接合部
21…第1折り返し部
22…第2接合端部
31…第2折り返し部
32…第3接合端部
40、50、60…供給リール
41、51、61…フィルム
70…折り畳み部
80…積層装置
90…巻き取り部
100…積層粘着テープ
DESCRIPTION OF
Claims (7)
両端部の一方に第1折り返し部を、他方に第2接合端部を備え、第1接合部と第1折り返し部とが接合している第2テープ片、及び
両端部の一方に第2折り返し部を、他方に第3接合端部を備え、第2接合端部と第2折り返し部とが接合していると共に、第1接合端部と第3接合端部の少なくとも一部とが接着している第3テープ片
を有し、第1テープ片、第2テープ片及び第3テープ片がこの順で積層される、伸展可能な積層粘着テープであって、
第1接合端部の領域が第1テープ片全体の3〜25%であり、
積層粘着テープの180°ピール剥離仕事が1〜10mJである、
積層粘着テープ。 A first tape piece having a free end portion at one of both end portions and a first joint end portion at the other, and having a first joint portion adjacent to the first joint end portion;
A second tape piece having a first folded portion on one of both ends and a second joint end on the other, the first joined portion and the first folded portion being joined, and a second folded portion on one of both ends. The second joint end and the second folded portion are joined, and the first joint end and at least a part of the third joint end are bonded to each other. An extensible laminated adhesive tape, wherein the first tape piece, the second tape piece, and the third tape piece are laminated in this order,
The area of the first joint end is 3 to 25% of the entire first tape piece,
180 ° peel peeling work of the laminated adhesive tape is 1 to 10 mJ,
Laminated adhesive tape.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011267641A JP2013118923A (en) | 2011-12-07 | 2011-12-07 | Laminated adhesive tape |
| PCT/US2012/068447 WO2013086320A1 (en) | 2011-12-07 | 2012-12-07 | Laminated adhesive tape |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011267641A JP2013118923A (en) | 2011-12-07 | 2011-12-07 | Laminated adhesive tape |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013118923A true JP2013118923A (en) | 2013-06-17 |
Family
ID=48574918
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011267641A Pending JP2013118923A (en) | 2011-12-07 | 2011-12-07 | Laminated adhesive tape |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2013118923A (en) |
| WO (1) | WO2013086320A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019537470A (en) * | 2016-11-08 | 2019-12-26 | コーニンクレッカ フィリップス エヌ ヴェKoninklijke Philips N.V. | Lifting sensor patch |
| US11141326B2 (en) | 2015-10-22 | 2021-10-12 | Nitto Denko Corporation | Ultrasmall securing tape and article including same |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10100228B2 (en) * | 2014-05-16 | 2018-10-16 | Ford Motor Company | Multi-purpose, dual side tape with pull-down peel tab |
| DE102014113769A1 (en) * | 2014-09-23 | 2016-03-24 | Certoplast Vorwerk & Sohn Gmbh | Method for producing a casing for elongated material |
| WO2019131133A1 (en) * | 2017-12-27 | 2019-07-04 | ユニ・チャーム株式会社 | Absorbent article |
| CN108470981A (en) * | 2018-05-14 | 2018-08-31 | 东莞市振亮五金科技有限公司 | A kind of automatic glue-pressing device of antenna for base station protective cover and its moulding method |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3423155B2 (en) * | 1996-08-30 | 2003-07-07 | ユニ・チャーム株式会社 | Disposable body fluid absorbent articles |
| JPH10110144A (en) * | 1996-10-04 | 1998-04-28 | Nitto Denko Corp | Z-type adhesive tape |
| JP3648117B2 (en) * | 2000-01-31 | 2005-05-18 | ユニ・チャーム株式会社 | Pants-type disposable diapers |
| US6926704B2 (en) * | 2001-06-25 | 2005-08-09 | Sca Hygiene Products Ab | Absorbent disposable article |
| JP3754333B2 (en) * | 2001-06-29 | 2006-03-08 | ユニ・チャーム株式会社 | Disposable diapers |
| JP2003245307A (en) * | 2001-12-17 | 2003-09-02 | Uni Charm Corp | Disposable wearing article equipped with tape fastener |
-
2011
- 2011-12-07 JP JP2011267641A patent/JP2013118923A/en active Pending
-
2012
- 2012-12-07 WO PCT/US2012/068447 patent/WO2013086320A1/en active Application Filing
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11141326B2 (en) | 2015-10-22 | 2021-10-12 | Nitto Denko Corporation | Ultrasmall securing tape and article including same |
| JP2019537470A (en) * | 2016-11-08 | 2019-12-26 | コーニンクレッカ フィリップス エヌ ヴェKoninklijke Philips N.V. | Lifting sensor patch |
| JP7107929B2 (en) | 2016-11-08 | 2022-07-27 | コーニンクレッカ フィリップス エヌ ヴェ | lifting sensor patch |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013086320A1 (en) | 2013-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2013118923A (en) | Laminated adhesive tape | |
| KR101620257B1 (en) | Stretch release article | |
| TW554026B (en) | Pressure-sensitive adhesive tape, disposable diaper using the same and structure for attaching a tape to the chassis of a disposable diaper | |
| US20160143791A1 (en) | Stretch release articles and fasteners | |
| JPH0593174A (en) | Pressure-sensitive adhesive tape, tight fixing structure of same and winding of same | |
| JP7212458B2 (en) | Pants-type disposable diaper | |
| MX2013013038A (en) | Fastening tag for disposable absorbent article. | |
| JP2018121931A (en) | Securing member | |
| KR0169298B1 (en) | Structure of release part | |
| JP3544735B2 (en) | Z-type adhesive tape | |
| JPH10110144A (en) | Z-type adhesive tape | |
| JP3502606B2 (en) | Structure of the peeling part of sanitary goods and sanitary goods | |
| JP3520247B2 (en) | Structure of peeling part of disposable absorbent article and disposable absorbent article | |
| JP3555769B2 (en) | Structure of peeling part and adhesive tape used for it | |
| JPH08113694A (en) | Release part structure, and structure of release part of throwaway diaper | |
| JP2992450B2 (en) | Structure of peeling part of sanitary napkin | |
| JP2024150768A (en) | Adhesive Tape Assembly | |
| JP2005054135A (en) | Adhesive tape or sheet and paper diaper | |
| JP2001340385A (en) | Tape for discarding diaper and disposable diaper having tape for discarding diaper | |
| JP2020174961A (en) | Sanitary material and winding tape | |
| JP2022550766A (en) | Disposal tab, method of making a disposal tab, disposal tape, and absorbent article having a disposal tab | |
| JP2005224285A (en) | Pressure-sensitive tape or sheet, and paper diaper | |
| JP2003038551A (en) | Pressure-sensitive adhesive tape for discarding diaper and disposable diaper | |
| JP2001340384A (en) | Tape for discarding diaper and disposable diaper having. tape for discarding diaper | |
| JP2005112977A (en) | Adhesive tape or sheet and paper diaper |