JP2006181798A - 生分解性積層フィルムの製造方法 - Google Patents
生分解性積層フィルムの製造方法 Download PDFInfo
- Publication number
- JP2006181798A JP2006181798A JP2004376233A JP2004376233A JP2006181798A JP 2006181798 A JP2006181798 A JP 2006181798A JP 2004376233 A JP2004376233 A JP 2004376233A JP 2004376233 A JP2004376233 A JP 2004376233A JP 2006181798 A JP2006181798 A JP 2006181798A
- Authority
- JP
- Japan
- Prior art keywords
- aliphatic
- resin layer
- laminated film
- aromatic polyester
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】 柔軟性と耐衝撃性を有し、パール調の美麗性を備えた包装用フィルムとして好適な生分解性を有する積層フィルムを製造工程の煩雑さを伴わない製造方法を提供する。
【解決手段】 乳酸系重合体(a)と脂肪族−芳香族ポリエステル共重合体(b)とを含有してなる樹脂層(A)と、ガラス転移点が0℃以下の脂肪族ポリエステル(c)および/またはガラス転移点が0℃以下の脂肪族−芳香族ポリエステル共重合体(d)とを含有してなる樹脂層(B)とを共押出法で積層することにより形成することを特徴とする生分解性積層フィルムの製造方法。
【選択図】 なし
【解決手段】 乳酸系重合体(a)と脂肪族−芳香族ポリエステル共重合体(b)とを含有してなる樹脂層(A)と、ガラス転移点が0℃以下の脂肪族ポリエステル(c)および/またはガラス転移点が0℃以下の脂肪族−芳香族ポリエステル共重合体(d)とを含有してなる樹脂層(B)とを共押出法で積層することにより形成することを特徴とする生分解性積層フィルムの製造方法。
【選択図】 なし
Description
本発明は、パール調の外観を有する美粧性に優れ、且つ、包装用フィルムとして好適な柔軟性と耐衝撃性を有する生分解性積層フィルムの製造方法に関するものである。
一般に包装用フィルムは、商品の陳列効果を高めるべく、透明フィルムに印刷インキ等を用いて特定の柄などを印刷し、商品の見栄えを良くする等の工夫がされている。中には艶消し等の特殊な表面状態を有するフィルムを用い、フィルム自体の美粧性を利用した包装袋もある。中でもパール調フィルムはポリプロピレンやポリエチレンテレフタレートといった樹脂に雲母等無機充填剤を配合したものが一般的であった。しかしながら上記ポリプロピレンやポリエチレンテレフタレートといった樹脂は、使用後焼却処分あるいは埋め立て処分するしかなく、近年の環境保護の観点からは環境負荷の少ない材料への転換が求められている。中でも生分解性樹脂は土中あるいは水中で加水分解や生分解によって最終的には二酸化炭素と水に分解されることから、注目されている。
これら生分解性樹脂において、ポリ乳酸に代表されるガラス転移点が室温以上の硬質タイプは、透明性は良好であり、美麗性に優れるが、非常に硬くて脆い材料であり、包装用フィルムとしての性能を満足するものではない。
このポリ乳酸の脆性を改善するために、ポリ乳酸系重合体にガラス転移点が0℃以下の生分解性脂肪族ポリエステルを配合して耐衝撃性を向上させる技術が知られている(例えば特許文献1参照。)。
このポリ乳酸の脆性を改善するために、ポリ乳酸系重合体にガラス転移点が0℃以下の生分解性脂肪族ポリエステルを配合して耐衝撃性を向上させる技術が知られている(例えば特許文献1参照。)。
かかる生分解性脂肪族ポリエステルとして、例えばポリブチレンサクシネートやポリブチレンアジペート/テレフタレートに代表されるガラス転移点が0℃以下の脂肪族ポリエステル並びに脂肪族−芳香族ポリエステル等の比較的軟質の生分解性樹脂であるが、ポリ乳酸に添加すると、柔軟性を有するものの、白濁するため透明性に欠け、包装用フィルムとして適用するには美麗性に欠けるものであった。
そこで、ポリ乳酸系重合体に脂肪族−芳香族共重合ポリエステルを配合した二軸延伸フィルムに脂肪族−芳香族ポリエステルフィルムをポリエステル系接着剤を介して積層する技術が知られている(例えば特許文献2参照)。
このような生分解性樹脂フィルムは、貼り合わせるフィルムを個々に製膜する必要があり、さらにラミネート工程で貼り合わせるため、製造工程が煩雑となるといった欠点があった。
このような生分解性樹脂フィルムは、貼り合わせるフィルムを個々に製膜する必要があり、さらにラミネート工程で貼り合わせるため、製造工程が煩雑となるといった欠点があった。
本発明の課題は、柔軟性と耐衝撃性を有し、パール調の美麗性を備えた包装用フィルムとして好適な生分解性を有する積層フィルムを製造工程の煩雑さを伴わない製造方法を提供することにある。
本発明者等は上記課題を解決すべく、鋭意検討を重ねた結果、乳酸系重合体と脂肪族−芳香族ポリエステル共重合体とを混合してなる樹脂層に特定な脂肪族ポリエステルおよび/または脂肪族−芳香族ポリエステル共重合体からなる樹脂層を共押出法によって積層させることによって、パール調の美麗性を備え、柔軟性と耐衝撃性を有する生分解性積層フィルムを得ることができ、かかる積層フィルムがツイストバッグ製袋機で容易に製袋でき、十分な実用性を備えた溶断シール袋をもたらすことできるというメリットを見出し、本発明を完成するに至った。
すなわち、本発明は、乳酸系重合体(a)と脂肪族−芳香族ポリエステル共重合体(b)とを含有してなる樹脂層(A)と、ガラス転移点が0℃以下の脂肪族ポリエステル(c)および/またはガラス転移点が0℃以下の脂肪族−芳香族ポリエステル共重合体(d)とを含有してなる樹脂層(B)とを共押出法で積層することにより形成することを特徴とする生分解性積層フィルムの製造方法を提供するものである。
本発明の生分解性積層フィルムの製造法では、一般的な延伸フィルムの積層による製造法に比べて事前のフィルム化工程、延伸工程、接着剤使用による接着工程を必要としないため、生産工程が省略でき、生産性が高いものである。
しかも、本発明の製造法で得られる生分解性積層フィルムは、美麗性に優れたパール調の外観を示すため、例えば溶断シール袋の代表的な包装用溶断シール袋フィルムとして用いた場合、製袋機で良好な製袋が可能で、内容物を入れる際も袋が破れることなく、包装物品の商品価値を上げることができる。
しかも、本発明の製造法で得られる生分解性積層フィルムは、美麗性に優れたパール調の外観を示すため、例えば溶断シール袋の代表的な包装用溶断シール袋フィルムとして用いた場合、製袋機で良好な製袋が可能で、内容物を入れる際も袋が破れることなく、包装物品の商品価値を上げることができる。
本発明において、用いられる樹脂層(A)としては、乳酸系重合体(a)と脂肪族−芳香族ポリエステル共重合体(b)とを含有するものであり、該(a)/該(b)との比が好ましくは40〜70重量部/60〜30重量部、より好ましくは50〜60重量部/50〜40重量部である。乳酸系重合体の含有比率が上記の範囲であれば、冷却ロールやその他ガイドロール等へのベタツキが抑えられ、成膜安定性が高く、さらに表面の平滑性や脆性も良好で、美麗なパール調の外観が得られる。尚、かかる樹脂層(A)は単層構成でまたは多層構成の樹脂層である。
前記乳酸系重合体(a)としては、特に限定されないが、ポリ(D−乳酸)と、ポリ(L−乳酸)と、D−乳酸とL−乳酸との共重合体と、D−乳酸とヒドロキシカルボン酸との共重合体あるいはL−乳酸とヒドロキシカルボン酸との共重合体と、D−乳酸とL−乳酸とヒドロキシカルボン酸との共重合体とから選ばれるいずれかの重合体、あるいはこれらのブレンド体が挙げられ、成膜安定性から主たる構造単位が結晶性の高い(L−乳酸)が好ましい。又、乳酸系重合体(a)は樹脂層(A)に良好な流動性を付与する必要からメルトフローレートが好ましくは0.5〜20g/10min、より好ましくは2〜10g/10minである。
又、前記脂肪族−芳香族ポリエステル共重合体(b)としては、樹脂層(A)に良好な流動性を与える必要からメルトフローレートが好ましくは0.5〜20g/10min、より好ましくは2〜10g/10minのものが好適である。
脂肪族−芳香族ポリエステル共重合体(b)の代表的なものとしては、脂肪族ジオールと芳香族ジカルボン酸および脂肪族ジカルボン酸を縮合して得るものであるが、脂肪族ジオールと芳香族ジカルボン酸とからなるものも場合により使用することができ、さらに乳酸、グリコール酸、ヒドロキシ酪酸、ヒドロキシカプロン酸等のヒドロキシカプロン酸類、カプロラクトン、ブチロラクトン、ラクチド、グリコリド等の環状ラクトン類などを併用してなるものも使用することができる。かかる脂肪族ジオールとしては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、などであり、又芳香族ジカルボン酸としては、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸等であり、脂肪族ジカルボン酸としては、コハク酸、アジピン酸、スベリン酸、セバシン酸等である。
脂肪族−芳香族ポリエステル共重合体(b)の代表的なものとしては、脂肪族ジオールと芳香族ジカルボン酸および脂肪族ジカルボン酸を縮合して得るものであるが、脂肪族ジオールと芳香族ジカルボン酸とからなるものも場合により使用することができ、さらに乳酸、グリコール酸、ヒドロキシ酪酸、ヒドロキシカプロン酸等のヒドロキシカプロン酸類、カプロラクトン、ブチロラクトン、ラクチド、グリコリド等の環状ラクトン類などを併用してなるものも使用することができる。かかる脂肪族ジオールとしては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、などであり、又芳香族ジカルボン酸としては、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸等であり、脂肪族ジカルボン酸としては、コハク酸、アジピン酸、スベリン酸、セバシン酸等である。
前記樹脂層(A)において、混合される乳酸系重合体(a)と脂肪族−芳香族ポリエステル共重合体(b)との組成物のメルトフローレート(190℃)は、0.5〜20g/10min程度がフィルム押出成形性の点から好ましく、さらに好ましくは2〜10g/10minである。
又、前記樹脂層(A)において、混合される乳酸系重合体(a)と脂肪族−芳香族ポリエステル(b)のメルトフローレート(190℃)の比(a)/(b)は押出機での混練によっても異なるが、小型の単軸押出機での混練では(a)/(b)=0.7〜1.3が好ましく、大型の単軸押出機または二軸押出機での混練では(a)/(b)=1.7〜2.5程度が良好なパール光沢を示すため好ましい。
又、前記樹脂層(A)において、混合される乳酸系重合体(a)と脂肪族−芳香族ポリエステル(b)のメルトフローレート(190℃)の比(a)/(b)は押出機での混練によっても異なるが、小型の単軸押出機での混練では(a)/(b)=0.7〜1.3が好ましく、大型の単軸押出機または二軸押出機での混練では(a)/(b)=1.7〜2.5程度が良好なパール光沢を示すため好ましい。
本発明の生分解性積層フィルムにおいて、樹脂層(B)としては、ガラス転移点が0℃以下の脂肪族ポリエステル(c)および/またはガラス転移点が0℃以下の脂肪族−芳香族ポリエステル(d)を含有してなる樹脂層である。
前記脂肪族ポリエステル(c)としては、ガラス転移点が−20℃以下のものが好ましく、例えば、ポリブチレンサクシネート、ポリブチレンサクシネート/アジペート共重合体、ポリブチレンアジペート/テレフタレート共重合体、ポリカプロラクトン等が挙げられる。なかでもポリブチレンサクシネートおよびポリブチレンサクシネート/アジペート共重合体は比較的結晶化温度が高く、成膜時の冷却ロール、ガイドロールへのベタツキが少なく成膜性の点から好ましい。また、メルトフローレート(190℃)は0.5〜20g/10min程度がフィルム押出成形性の点から好ましく、さらに好ましくは2〜10g/10minである。かかる脂肪族ポリエステル(c)は単独で用いても、混合して用いても構わない。
又、ガラス転移温度を0℃以下の脂肪族−芳香族ポリエステル(d)については、ガラス転移点が−20℃以下のものが好ましい。かかるポリエステル(d)を構成する成分としては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール等の脂肪族ジオール;テレフタル酸、イソフタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸;コハク酸、アジピン酸、スベリン酸、セバシン酸等の脂肪族ジカルボン酸;乳酸、グリコール酸、ヒドロキシ酪酸、ヒドロキシカプロン酸等のヒドロキシカプロン酸類;カプロラクトン、ブチロラクトン、ラクチド、グリコリド等の環状ラクトン類等であり、これらの種類及び使用割合を適宜選択して組み合わせることにより得られるガラス転移温度を0℃以下の脂肪族−芳香族ポリエステルが使用される。
かかるガラス転移温度を0℃以下の脂肪族−芳香族ポリエステルについては、例えばポリブチレンアジペート−テレフタレートの場合では、ジカルボン酸成分の内、脂肪族ジカルボン酸比率を増やすことで、ガラス転移温度が低下することから、アジピン酸単位とテレフタル酸単位の比率を100/0〜30/70にすることが必要であるが、包装用フィルムとしての実用性を考慮すると70/30〜50/50が好ましい。
かかるガラス転移温度を0℃以下の脂肪族−芳香族ポリエステルについては、例えばポリブチレンアジペート−テレフタレートの場合では、ジカルボン酸成分の内、脂肪族ジカルボン酸比率を増やすことで、ガラス転移温度が低下することから、アジピン酸単位とテレフタル酸単位の比率を100/0〜30/70にすることが必要であるが、包装用フィルムとしての実用性を考慮すると70/30〜50/50が好ましい。
前記樹脂層(B)に酸化チタン等の白色顔料や、タルクなどの無機粒子を練り混むとフィルム全体の白色度合いが増すため、最外樹脂層側の反射光が強くなり、パール光沢が良くなることから、好ましい。
本発明の生分解性積層フィルムの樹脂層(B)は単層構成でも多層構成でもよく、(B)層を(B1)層(A層側)と(B2)層(非A層側)からなる二層構成とした場合には、(B1)層及び(B2)層としては、脂肪族ポリエステル(b1)単独、脂肪族−芳香族ポリエステル共重合体(b2)単独、脂肪族ポリエステル(b1)と脂肪族−芳香族ポリエステル共重合体(b2)を混合してなる樹脂層が挙げられる。ここで(B2)層が脂肪族ポリエステル(b1)と脂肪族−芳香族ポリエステル共重合体(b2)の混合比率が0/100〜40/60となる場合には、ロールにべたつくことがあるので、(B2)を脂肪族ポリエステル(b1)と脂肪族−芳香族ポリエステル共重合体(b2)を混合してなる層の場合、その混合比率は100/0〜60/40とすることが好ましい。
本発明による生分解性積層フィルムは、樹脂層(A)及び樹脂層(B)の2層のものであっても、樹脂層(A)−樹脂層(B)−樹脂層(A)の3層のものや2種類以上の樹脂層(B)を内層とし、樹脂層(A)を外層とする4層以上の多層のものであってもよい。
本発明の生分解性積層フィルムの厚さ(全厚)と樹脂層(A)、樹脂層(B)の各厚さは、用途等によって異なり、特に限定されるものではないが、全厚は包装用フィルムとして好適に使用できることから、通常15〜150μmであり、なかでも20〜100μmが好ましい。樹脂層(B)の厚さは、3〜100μmであることが好ましく、なかでも溶断シール強度を保持するためにも、5μm以上であることがより好ましい。又、樹脂層(A)の厚さは、10μm以上であることが必須であり、なかでも10〜90μmであることがパール調外観の点から好ましい。
本発明の生分解性積層フィルムには、樹脂層(A)および樹脂層(B)のいずれかあるいは全ての層に他の熱可塑性樹脂、造核剤、熱安定剤、帯電防止剤、アンチブロッキング剤、スリップ剤、防曇剤等を本発明の目的を損なわない範囲で添加しても良い。
本発明の生分解性積層フィルムの製造方法としては、樹脂層(A)と樹脂層(B)が隣接して積層される共押出積層成形法であることが必要であり、例えば、2台以上の押出機を用いて溶融押出する、共押出多層ダイス法、フィードブロック法等の公知の共押出法により溶融状態で最外樹脂層(A)と最内樹脂層(B)を積層した後、インフレーション、Tダイ・チルロール法等の方法で長尺巻フィルムに加工する方法が好ましく、Tダイを用いた共押出法がより好ましい。その際の温度条件は使用する樹脂層(A)と樹脂層(B)の成分によって異なるが、例えば200〜230℃である。
本発明の共押出積層フィルムの製造に際して樹脂層(A)は、印刷の接着性や接着剤との接着性を向上させるために、表面処理を施してもよい。
この表面処理の方法は、本発明の共押出積層フィルムを連続的に処理でき、かつ、製膜時に巻き取る前に容易に実施でき、処理の度合いも任意に調整できるコロナ放電処理が望ましい。なお、表面処理に関しては加熱下または不活性ガスの雰囲気下でコロナ放電もしくはプラズマ放電等の効果促進手法を用いても良い。
この表面処理の方法は、本発明の共押出積層フィルムを連続的に処理でき、かつ、製膜時に巻き取る前に容易に実施でき、処理の度合いも任意に調整できるコロナ放電処理が望ましい。なお、表面処理に関しては加熱下または不活性ガスの雰囲気下でコロナ放電もしくはプラズマ放電等の効果促進手法を用いても良い。
以下に実施例と比較例を挙げて、本発明を具体的に説明するが、本発明はこれらに限定されるものではない。尚、例中の部及び%は全て重量基準である。
実施例1
樹脂層(A)を外層側の樹脂層(A1)と内層側の樹脂層(A2)の2層構成とし、樹脂層(A1)用樹脂としてL−乳酸を主体とする(a1)〔三井化学(株)製レイシアH−400:メルトフローレート3g/10min〕と脂肪族−芳香族ポリエステル(a2)〔BASF製エコフレックス:メルトフローレート3g/10min〕とを50/50(重量比)となるようを用い、又、樹脂層(A2)用樹脂として(A1)用樹脂と同一とし、さらに、最内層として樹脂層(B)用樹脂としてポリブチレンサクシネート−アジペート共重合体(b1)〔昭和高分子製ビオノーレ#3001:ガラス転移点−45℃〕用い、樹脂層(A1)用押出機(口径30mm)と樹脂層(A2)用押出機(口径40mm)とヒートシール樹脂層(B)用押出機(口径30mm)にそれぞれの原料を供給し、共押出法により押出温度230℃でTダイから(A1)/(A2)/(B)の各層の厚さが6μm/12μm/12μmになるように押出し、30℃の水冷金属冷却ロールで冷却し、ロールに巻き取り、35℃の熟成室で48時間熟成させて、全厚が30μmの本発明の共押出多積層フィルムを得た。
樹脂層(A)を外層側の樹脂層(A1)と内層側の樹脂層(A2)の2層構成とし、樹脂層(A1)用樹脂としてL−乳酸を主体とする(a1)〔三井化学(株)製レイシアH−400:メルトフローレート3g/10min〕と脂肪族−芳香族ポリエステル(a2)〔BASF製エコフレックス:メルトフローレート3g/10min〕とを50/50(重量比)となるようを用い、又、樹脂層(A2)用樹脂として(A1)用樹脂と同一とし、さらに、最内層として樹脂層(B)用樹脂としてポリブチレンサクシネート−アジペート共重合体(b1)〔昭和高分子製ビオノーレ#3001:ガラス転移点−45℃〕用い、樹脂層(A1)用押出機(口径30mm)と樹脂層(A2)用押出機(口径40mm)とヒートシール樹脂層(B)用押出機(口径30mm)にそれぞれの原料を供給し、共押出法により押出温度230℃でTダイから(A1)/(A2)/(B)の各層の厚さが6μm/12μm/12μmになるように押出し、30℃の水冷金属冷却ロールで冷却し、ロールに巻き取り、35℃の熟成室で48時間熟成させて、全厚が30μmの本発明の共押出多積層フィルムを得た。
実施例2
樹脂層(A)を外層側の樹脂層(A1)と内層側の樹脂層(A2)の2層構成とし、樹脂層(A1)および(A2)用樹脂としてL−乳酸を主体とするポリ乳酸(a1)〔三井化学(株)製レイシアH−400〕と脂肪族−芳香族ポリエステル(a2)〔BASF製エコフレックス〕とを70/30(重量比)となるようを用いた以外は実施例1と同様にして実施例2の共押出多層フィルムを得た。
樹脂層(A)を外層側の樹脂層(A1)と内層側の樹脂層(A2)の2層構成とし、樹脂層(A1)および(A2)用樹脂としてL−乳酸を主体とするポリ乳酸(a1)〔三井化学(株)製レイシアH−400〕と脂肪族−芳香族ポリエステル(a2)〔BASF製エコフレックス〕とを70/30(重量比)となるようを用いた以外は実施例1と同様にして実施例2の共押出多層フィルムを得た。
比較例1
樹脂層(A)を最外層側の樹脂層(A1)と内層側の樹脂層(A2)の2層構成とし、樹脂層(A1)用樹脂、(A2)用樹脂および最内樹脂層(B)用樹脂としてL−乳酸を主体とするポリ乳酸(a1)〔三井化学(株)製レイシアH−400〕と脂肪族−芳香族ポリエステル(a2)〔BASF製エコフレックス〕とを70/30(重量比)となるようを用いた以外は実施例1と同様にして比較例3の共押出多層フィルムを得た。
樹脂層(A)を最外層側の樹脂層(A1)と内層側の樹脂層(A2)の2層構成とし、樹脂層(A1)用樹脂、(A2)用樹脂および最内樹脂層(B)用樹脂としてL−乳酸を主体とするポリ乳酸(a1)〔三井化学(株)製レイシアH−400〕と脂肪族−芳香族ポリエステル(a2)〔BASF製エコフレックス〕とを70/30(重量比)となるようを用いた以外は実施例1と同様にして比較例3の共押出多層フィルムを得た。
比較例2
樹脂層(A)を外層側の樹脂層(A1)と内層側の樹脂層(A2)の2層構成とし、樹脂層(A1)用樹脂および(A2)用樹脂として、L−乳酸を主体とするポリ乳酸(a1)〔三井化学(株)製レイシアH−400〕と脂肪族−芳香族ポリエステル(a2)〔BASF製エコフレックス〕とを70/30(重量比)となるようを用い、最内樹脂層(B)用樹脂として芳香族ポリエステル〔デュポン(株)製バイオマックス〕を単独で用いた以外は実施例1と同様にして比較例4の共押出多層フィルムを得た。
樹脂層(A)を外層側の樹脂層(A1)と内層側の樹脂層(A2)の2層構成とし、樹脂層(A1)用樹脂および(A2)用樹脂として、L−乳酸を主体とするポリ乳酸(a1)〔三井化学(株)製レイシアH−400〕と脂肪族−芳香族ポリエステル(a2)〔BASF製エコフレックス〕とを70/30(重量比)となるようを用い、最内樹脂層(B)用樹脂として芳香族ポリエステル〔デュポン(株)製バイオマックス〕を単独で用いた以外は実施例1と同様にして比較例4の共押出多層フィルムを得た。
比較例3
樹脂層(A)を外層側の樹脂層(A1)と内層側の樹脂層(A2)の2層構成とし、樹脂層(A1)用樹脂および(A2)用樹脂としてL−乳酸を主体とするポリ乳酸(a1)〔三井化学(株)製レイシアH−400〕と脂肪族ポリエステル(b1)〔昭和高分子高分子製ビオノーレ#3001〕とを70/30(重量比)となるようを用いた以外は実施例1と同様にして比較例5の共押出多層フィルムを得た。
樹脂層(A)を外層側の樹脂層(A1)と内層側の樹脂層(A2)の2層構成とし、樹脂層(A1)用樹脂および(A2)用樹脂としてL−乳酸を主体とするポリ乳酸(a1)〔三井化学(株)製レイシアH−400〕と脂肪族ポリエステル(b1)〔昭和高分子高分子製ビオノーレ#3001〕とを70/30(重量比)となるようを用いた以外は実施例1と同様にして比較例5の共押出多層フィルムを得た。
得られた共押出多層フィルムのパール性、剛性、0℃における衝撃強度および成膜性を下記の方法で評価および測定した。
(1)パール光沢:自然光でフィルムの外観を目視で判定し、パール光沢の良好な者を○、パール光沢がないものを×として評価した。
(2)剛性:ASTM−D882による25℃における1%接線モジュラスを測定した。
(3)衝撃強度:0℃に温度調節された恒温室で6時間状態調整したフィルムをその場でフィルムインパクト法によって測定した。
(4)成膜性:成膜中にフィルム切れやフィルム巻き付きなどが起こったものを×とし、成膜性が良好であったものを○とした。
(1)パール光沢:自然光でフィルムの外観を目視で判定し、パール光沢の良好な者を○、パール光沢がないものを×として評価した。
(2)剛性:ASTM−D882による25℃における1%接線モジュラスを測定した。
(3)衝撃強度:0℃に温度調節された恒温室で6時間状態調整したフィルムをその場でフィルムインパクト法によって測定した。
(4)成膜性:成膜中にフィルム切れやフィルム巻き付きなどが起こったものを×とし、成膜性が良好であったものを○とした。
得られた共押出多層フィルムの製袋性および溶断シール強度は、フィルムをトタニ技研工業(株)製ツイストバッグ製袋機HK−40Vを用いて、(B)層側を内側にして半折し、溶断刃300℃、製袋速度130枚/分で製袋し、溶断シール袋を得た。溶断シール部を15mm幅に切り出し、引張速度300mm/minで溶断シール強度を測定した。これらの結果を第1表に示す。
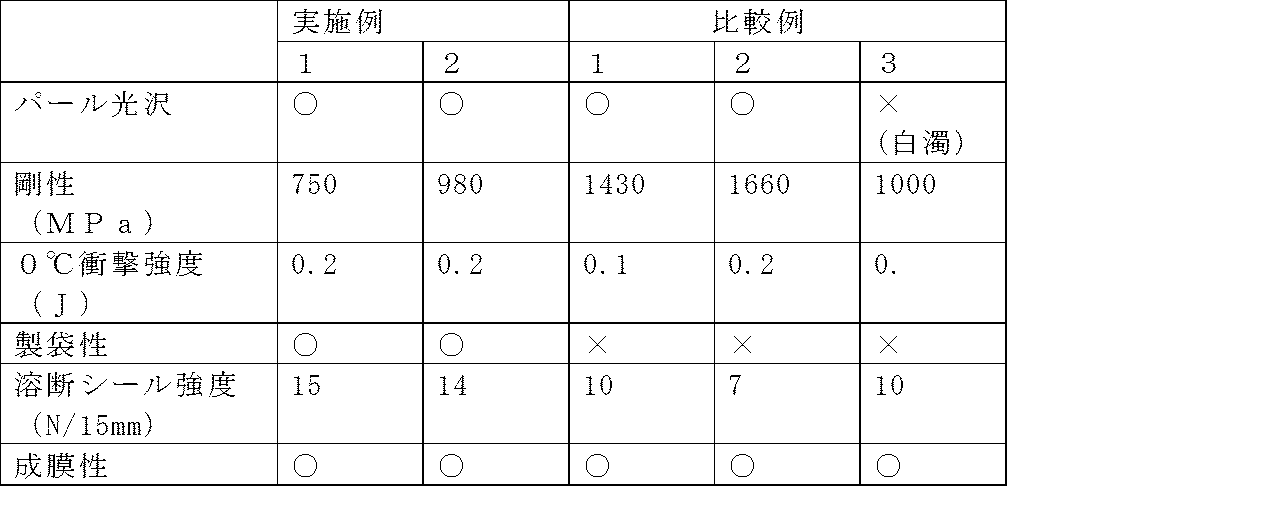
本発明の製造方法は、パール調の外観を有する美粧性に優れ、且つ、包装用フィルムとして好適な柔軟性と耐衝撃性を有する生分解性積層フィルムの製造に好適に使用できる。
Claims (6)
- 乳酸系重合体(a)と脂肪族−芳香族ポリエステル共重合体(b)とを含有してなる樹脂層(A)と、ガラス転移点が0℃以下の脂肪族ポリエステル(c)および/またはガラス転移点が0℃以下の脂肪族−芳香族ポリエステル共重合体(d)とを含有してなる樹脂層(B)とを共押出法で積層することにより形成することを特徴とする生分解性積層フィルムの製造方法。
- 前記乳酸系重合体(a)と前記脂肪族−芳香族ポリエステル共重合体(b)との重量比が前記層(A)中で、40/60〜60/70である請求項1記載の生分解性積層フィルムの製造方法。
- 前記乳酸系重合体がメルトフローレート2〜10g/10minである請求項1又は2記載の生分解性積層フィルムの製造方法。
- 前記脂肪族−芳香族ポリエステル共重合体(b)が脂肪族ジオールと芳香族ジカルボン酸および脂肪族ジカルボン酸から得られる請求項1乃至3のいずれかに記載の生分解性積層フィルムの製造方法。
- 前記層(B)が酸化チタンおよび/又はタルクを1〜30重量%含有する請求項1〜3のいずれかに記載の生分解性積層フィルムの製造方法。
- 乳酸系重合体(a)と脂肪族−芳香族ポリエステル共重合体(b)とを含有してなる樹脂層(A)の2層間に、ガラス転移点が0℃以下の脂肪族ポリエステル(c)および/またはガラス転移点が0℃以下の脂肪族−芳香族ポリエステル共重合体(d)を含有してなる樹脂層(B)を共押出法で積層することにより形成することを特徴とする生分解性積層フィルムの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004376233A JP2006181798A (ja) | 2004-12-27 | 2004-12-27 | 生分解性積層フィルムの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004376233A JP2006181798A (ja) | 2004-12-27 | 2004-12-27 | 生分解性積層フィルムの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006181798A true JP2006181798A (ja) | 2006-07-13 |
Family
ID=36735254
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004376233A Pending JP2006181798A (ja) | 2004-12-27 | 2004-12-27 | 生分解性積層フィルムの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006181798A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008173903A (ja) * | 2007-01-19 | 2008-07-31 | Matsushita Electric Works Ltd | ポリ乳酸樹脂成形材及びその成形方法 |
| CN102357262A (zh) * | 2011-10-09 | 2012-02-22 | 清华大学 | 左旋聚乳酸/珍珠粉的多孔复合支架及其制备方法 |
| CN102949753A (zh) * | 2012-11-26 | 2013-03-06 | 中国人民解放军第四军医大学 | 一种多孔复合支架及其制备方法 |
-
2004
- 2004-12-27 JP JP2004376233A patent/JP2006181798A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008173903A (ja) * | 2007-01-19 | 2008-07-31 | Matsushita Electric Works Ltd | ポリ乳酸樹脂成形材及びその成形方法 |
| CN102357262A (zh) * | 2011-10-09 | 2012-02-22 | 清华大学 | 左旋聚乳酸/珍珠粉的多孔复合支架及其制备方法 |
| CN102949753A (zh) * | 2012-11-26 | 2013-03-06 | 中国人民解放军第四军医大学 | 一种多孔复合支架及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5819432B2 (ja) | 多層生分解性フィルム | |
| JP4405120B2 (ja) | ヒートシール性を有するポリ乳酸系二軸延伸積層フィルム | |
| JP4210492B2 (ja) | 生分解性フィルムおよび該フィルムからなる生分解性袋体 | |
| JP4167107B2 (ja) | ポリ乳酸系二軸延伸積層フィルム | |
| JP2004099671A (ja) | 生分解性フィルムおよびその製造方法 | |
| KR20000029557A (ko) | 퇴비화가능한지지웹 | |
| JP6780794B1 (ja) | 熱収縮性フィルム、それを用いた成形品、熱収縮性ラベル、及び容器 | |
| JP2009143111A (ja) | ポリ乳酸積層延伸フィルム及びそれを用いた化粧紙 | |
| JP4959077B2 (ja) | 熱収縮性ポリ乳酸系フィルムの製造方法およびその方法により得られる熱収縮性ポリ乳酸系フィルム | |
| JP2006181798A (ja) | 生分解性積層フィルムの製造方法 | |
| JP4846202B2 (ja) | 艶消しフィルム | |
| JP6597904B2 (ja) | 白色ポリ乳酸系樹脂層、積層体、カード基材、カード及び白色ポリ乳酸系樹脂層の製造方法 | |
| JP2006150617A (ja) | ポリエステルフィルム積層体、およびこれを用いてなるガスバリア性易開封包装袋 | |
| JP2005263932A (ja) | 微粒子ポリマー入り艶消しフィルム | |
| JP2005007610A (ja) | 生分解性多層熱収縮性フィルム及び包装体 | |
| JP4671818B2 (ja) | 生分解性脂肪族ポリエステルからなる積層フィルム。 | |
| JP4776242B2 (ja) | 生分解性脂肪族ポリエステルからなる積層フィルム | |
| JP4518933B2 (ja) | 二軸延伸生分解性フィルム | |
| JP4836194B2 (ja) | ガスバリア性の改善された透明な生分解性樹脂延伸フィルム及び樹脂製品 | |
| JP2003127312A (ja) | 積層ポリ乳酸系二軸延伸フィルム | |
| JP4283651B2 (ja) | ポリ乳酸系マット調帯電防止性二軸延伸フィルム | |
| KR102842482B1 (ko) | 폴리에스테르 필름 및 폴리에스테르 필름의 제조방법 | |
| JP7624485B2 (ja) | ポリエステルフィルム及び包装材 | |
| JP2006198931A (ja) | 生分解性積層フィルムおよびシール袋 | |
| JP4776241B2 (ja) | 生分解性脂肪族ポリエステルからなる積層フィルム及びその用途 |