JP2004160220A - Textured breathable film and method of using same as base material for plaster - Google Patents
Textured breathable film and method of using same as base material for plaster Download PDFInfo
- Publication number
- JP2004160220A JP2004160220A JP2003371043A JP2003371043A JP2004160220A JP 2004160220 A JP2004160220 A JP 2004160220A JP 2003371043 A JP2003371043 A JP 2003371043A JP 2003371043 A JP2003371043 A JP 2003371043A JP 2004160220 A JP2004160220 A JP 2004160220A
- Authority
- JP
- Japan
- Prior art keywords
- film
- bandage
- adhesive
- wound
- breathable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/02—Adhesive bandages or dressings
- A61F13/0203—Adhesive bandages or dressings with fluid retention members
- A61F13/0226—Adhesive bandages or dressings with fluid retention members characterised by the support layer
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/02—Adhesive bandages or dressings
- A61F13/0203—Adhesive bandages or dressings with fluid retention members
- A61F13/0223—Adhesive bandages or dressings with fluid retention members characterized by parametric properties of the fluid retention layer, e.g. absorbency, wicking capacity, liquid distribution
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Materials For Medical Uses (AREA)
Abstract
【課題】 絆創膏の基材として有用なフィルムを提供する。
【解決手段】 浮き出し等のテクスチャー変化を備えた、皮膚に接触する通気性フィルム。
【選択図】 図1PROBLEM TO BE SOLVED: To provide a film useful as a base material of a bandage.
SOLUTION: A breathable film which comes into contact with the skin and has a texture change such as embossment.
[Selection diagram] Fig. 1
Description
本発明は、テクスチャード加工された通気性フィルム及びそれを絆創膏の基材として用いる方法に関する。テクスチャード加工された通気性フィルムは取り扱いが容易であり、テクスチャード加工された通気性フィルムから形成された絆創膏は利用者の皮膚に容易に貼着することができる。 The present invention relates to a textured breathable film and a method for using the same as a base material of a plaster. The textured breathable film is easy to handle, and the bandage formed from the textured breathable film can be easily adhered to the user's skin.
創傷の保護及び創傷を清潔に保つために絆創膏(創傷包帯とも呼ぶ)を創傷に貼ることは周知の通りである。一般に、絆創膏はポリエチレン或いはポリ塩化ビニル基材から製造される。基材の一方の面には、創傷を清潔に保ち傷を保護する傷当てパッドが設けられている。創傷に対して絆創膏を所定の位置に保持するために、粘着材が基材の縁に沿って傷当てパッドの周りに塗られている。 It is well known to apply a bandage (also called a wound dressing) to a wound to protect the wound and keep the wound clean. Generally, plasters are made from polyethylene or polyvinyl chloride substrates. One side of the substrate is provided with a wound pad for keeping the wound clean and protecting the wound. An adhesive is applied around the wound pad along the edge of the substrate to hold the bandage in place against the wound.
ポリエチレン基材では、絆創膏によって覆われた皮膚表面から蒸気が通過できない。従って、利用者が不快感を感じる。ポリ塩化ビニルからなる基材も同様である。この問題を解消するために、ポリエチレン、ポリ塩化ビニル、及び類似の材料から形成される基材に孔を開けて、皮膚表面から蒸気を通過させるのが一般的である。 With a polyethylene substrate, vapor cannot pass through the skin surface covered by the bandage. Therefore, the user feels discomfort. The same applies to a substrate made of polyvinyl chloride. To overcome this problem, it is common to pierce a substrate formed from polyethylene, polyvinyl chloride, and similar materials to allow vapor to pass through the skin surface.
孔即ち開口が設けられフィルムは基材として有用であるが、その孔即ち開口から絆創膏の下側の皮膚表面及び/または創傷面に水が浸入するという問題がある。水が存在すると、細菌が繁殖して傷口から感染症が起きる場合がある。 Although holes or openings are provided and the film is useful as a substrate, there is a problem that water penetrates from the holes or openings into the skin surface and / or wound surface below the bandage. In the presence of water, bacteria can multiply and infect the wound.
従って、水蒸気は絆創膏の下側の皮膚表面から蒸発するが(即ち、通気性)、水は絆創膏の下側の皮膚表面に到達できない(即ち、防水性)絆創膏が求められている。 Thus, there is a need for a bandage in which water vapor evaporates from the lower skin surface of the bandage (ie, breathable), but water cannot reach the lower skin surface of the bandage (ie, waterproof).
厚みが約0.025mmのポリウレタンフィルム等の薄い通気性フィルムが創傷包帯の基材として1970年代より使用されている。特許文献1に、細菌や水は創傷に到達できないが、外気の酸素は創傷包帯を通過し、かつ湿気が利用者の皮膚表面から創傷包帯の外側に抜け出るタイプの粘着包帯が開示されている。 Thin breathable films such as polyurethane films having a thickness of about 0.025 mm have been used as wound dressing base materials since the 1970s. Patent Literature 1 discloses an adhesive bandage of a type in which bacteria and water cannot reach a wound, but outside air passes through the wound dressing, and moisture escapes from the skin surface of a user to the outside of the wound dressing.
水蒸気透過率(MVTR:moisture vapor transmission rate)はフィルムの通気性の程度を表わし、MVTRが高ければ高いほど通気性が高い。所望のMVTRを得るために、このようなタイプのフィルムの厚みは通常、0.05mm未満である。通気性フィルムに用いられるポリマーの性状から、約0.05mm以下の厚みの通気性フィルムは、一般に柔軟で腰がなく薄っぺらで、取り扱いが困難である。皮膚に接着できるようにするためにフィルムに粘着材を塗ると、粘着面が互いに接触するとフィルム自体で貼り付いてしまう。従って、薄い通気性フィルムを皮膚に貼るのが困難である。 The moisture vapor transmission rate (MVTR) indicates the degree of gas permeability of a film, and the higher the MVTR, the higher the gas permeability. In order to obtain the desired MVTR, the thickness of these types of films is usually less than 0.05 mm. Due to the properties of the polymer used for the breathable film, the breathable film having a thickness of about 0.05 mm or less is generally flexible, stiff, thin, and difficult to handle. If an adhesive is applied to the film so that it can adhere to the skin, the adhesive adheres to the film itself when the adhesive surfaces contact each other. Therefore, it is difficult to apply a thin breathable film to the skin.
この問題を解消するために、このようなタイプの包帯を扱うデリバリーシステムがデザインされた。特許文献2及び特許文献3に、2つの例が開示されている。デリバリーシステムを備えた薄い通気性フィルム包帯の1つの欠点は、利用者にとってデリバリーシステムの使用が難しい場合があることである。このフィルム包帯の別の欠点は、このデリバリーシステムを実際に使用するのが困難であるということである。 To alleviate this problem, delivery systems that handle these types of bandages have been designed. Patent Literature 2 and Patent Literature 3 disclose two examples. One disadvantage of a thin breathable film bandage with a delivery system is that it can be difficult for a user to use the delivery system. Another disadvantage of this film dressing is that it is difficult to use this delivery system in practice.
薄い通気性フィルムの取り扱いを改善する別の方法が特許文献4に開示されている。この特許文献は、基材に用いる複合材について開示している。開示されている基材は、薄いフィルムと別の材料とを組み合わせている。特許文献5にもまた、絆創膏の基材として合成材を使用することが開示されている。このような合成材には、水分散剤或いは水膨張剤を含むポリウレタンフォーム及びポリウレタンフィルムが挙げられる。このような合成基材を用いる絆創膏は通常、薄いフィルムを基材として用いる絆創膏を製造するよりも費用が嵩む。更に、水膨張剤の含有は、創傷に水分が接触して好ましくない細菌の増殖を引き起こす可能性があるため望ましくない。 Another method for improving the handling of thin breathable films is disclosed in US Pat. This patent document discloses a composite material used for a substrate. The disclosed substrate combines a thin film with another material. Patent Document 5 also discloses that a synthetic material is used as a base material of a bandage. Such synthetic materials include polyurethane foams and polyurethane films containing a water dispersant or a water swelling agent. An adhesive bandage using such a synthetic substrate is usually more expensive than producing an adhesive bandage using a thin film as a substrate. Furthermore, the inclusion of a water swelling agent is undesirable because moisture can contact the wound and cause undesirable bacterial growth.
テクスチャード加工された非通気性基材を備えた絆創膏が市販されている。このような絆創膏の例として、TARGETブランド耐水絆創膏、Wegmans(登録商標)防水絆創膏、及びCVS(登録商標)防水絆創膏が挙げられる。
上記した開示があるにも拘らず、取り扱い及び貼着が簡単な通気性と防水性を兼ね備えた絆創膏が要望されている。 Notwithstanding the above disclosure, there is a need for a bandage that is easy to handle and stick, and that has both breathability and waterproofness.
本発明は、皮膚に接触するフィルムを提供する。このフィルムは通気性及び防水性を兼ね備え、テクスチャー変化を有する。本発明は更に、絆創膏の基材がテクスチャー変化を有する通気性フィルム基材を含む絆創膏を提供する。この通気性フィルムは、第1の面及び第2の面を有し、少なくとも一方の面に粘着剤のコーティングが設けられ、その粘着剤のある部分に傷当てパッドが設けられている。 The present invention provides a film that contacts the skin. This film has both air permeability and waterproofness, and has a texture change. The present invention further provides an adhesive bandage wherein the adhesive substrate comprises a breathable film substrate having a texture change. The breathable film has a first surface and a second surface, and at least one surface is provided with a coating of an adhesive, and a portion provided with the adhesive is provided with a scratch pad.
この通気性フィルムを用いる絆創膏は、絆創膏自体の表面が互いに接着することなく利用者の皮膚に簡単に貼り付けることができる。 The bandage using the breathable film can be easily attached to the skin of the user without the surfaces of the bandage itself being adhered to each other.
本発明は、次の説明を添付の図面と照らし合わせながら読むと、よりよく理解できるであろう。 The invention will be better understood when the following description is read in connection with the accompanying drawings.
本発明は、通気性のモノリシックフィルムを提供する。本明細書で用いる用語「通気性」は、少なくとも500g/m2 /24時間、好ましくは1,000g/m2 /24時間を越え、より好ましくは2,000g/m2 /24時間を越えるMVTRを有するフィルムを指す。本明細書で用いる用語「モノリシック」は、微細孔、穿孔、或いは開口を備えていないフィルムを指す。フィルムの厚みは極めて重要というわけではないが、通常は約0.01mm〜約0.075mmであり、好ましくは約0.025mm〜約0.050mmである。好適な通気性フィルムとして、限定するものではないがポリウレタンフィルム、ポリウレタンフォーム、ポリオレフィンフィルム、ポリエステルフィルム、ポリ塩化ビニルフィルム、シリコーンフィルム、及びポリエーテルアミドフィルムが挙げられる。 The present invention provides a breathable monolithic film. The term "breathable" as used herein, of at least 500g / m 2/24 hours, preferably more than 1,000g / m 2/24 hours, more preferably exceeding 2,000g / m 2/24 hours MVTR Refers to a film having As used herein, the term "monolithic" refers to a film that has no pores, perforations, or openings. The thickness of the film is not critical, but is typically between about 0.01 mm and about 0.075 mm, preferably between about 0.025 mm and about 0.050 mm. Suitable breathable films include, but are not limited to, polyurethane films, polyurethane foams, polyolefin films, polyester films, polyvinyl chloride films, silicone films, and polyetheramide films.
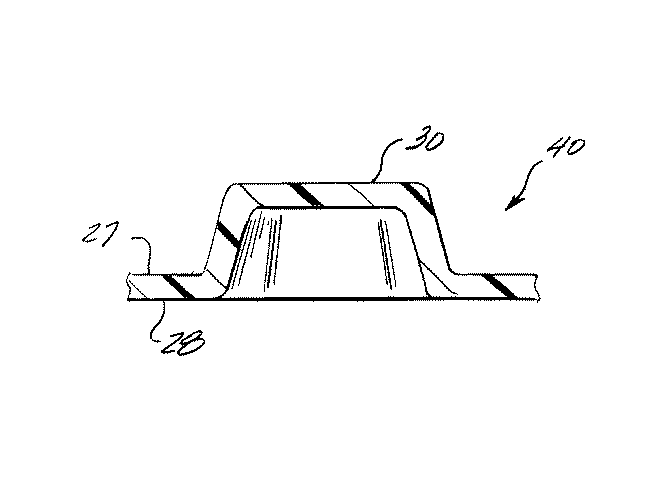
通気性フィルムは、当分野で周知の方法でテクスチャード加工される。ここで用いられる用語「テクスチャード加工」は、フィルムの一主表面に穿孔或いは開口されていない隆起した部分が存在することを指す。フィルムにテクスチャーを設ける1つの方法では、フィルムをエンボス加工する。一般に、エンボス加工されるフィルムは、2つのローラーの間隙を圧力がかかった状態で通過させられる。必要に応じて、一方或いは両方のローラーを加熱することができる。一方のローラー(「バックアップ」ローラー)は平滑で弾性のある表面を有し、他方のローラー(「エンボス」ローラー)はフィルムに望ましい隆起した部分の形状を有する突出部即ちボスを備えている。このようなエンボス加工により得られるフィルムは、雄型面27及び雌型面28を含む。雄型面は、エンボスローラーのボスの形状の隆起した突出部を有する。雌型面は、エンボスローラーのボスの形状に一致する凹部を有する。
The breathable film is textured in a manner well known in the art. As used herein, the term "textured" refers to the presence of raised portions that are not perforated or open on one major surface of the film. One way to texture the film is to emboss the film. Generally, the film to be embossed is passed under pressure through the gap between two rollers. If necessary, one or both rollers can be heated. One roller (the "back-up" roller) has a smooth, resilient surface and the other roller (the "embossed" roller) is provided with protrusions or bosses having the shape of the desired raised portion of the film. The film obtained by such embossing includes a
フィルムにテクスチャーを設ける別の方法では、テクスチャー変化(texture variation)の形状に孔を備えたローラー上をフィルムを通過させる。真空を用いてローラーの孔の中にフィルムを引き込み、フィルムを破損させることなく所望のテクスチャー変化を形成する。 Another method of applying texture to the film is to pass the film over a roller provided with holes in the form of a texture variation. The film is drawn into the holes of the roller using a vacuum to form the desired texture change without breaking the film.
フィルムにテクスチャー変化を設ける第3の方法では、溶融したフィルム形成材料(例えばポリウレタン樹脂)をテクスチャー変化を備えた表面上に押し出し、次に材料を冷却してテクスチャー変化を形成する。フィルムにテクスチャー変化を設ける他の手段も当分野で周知である。本発明の実施にはエンボス加工が好ましい。 In a third method of providing a texture change to a film, a molten film-forming material (eg, a polyurethane resin) is extruded onto a surface with a texture change, and then the material is cooled to form the texture change. Other means of providing a texture change to the film are well known in the art. Embossing is preferred for the practice of the present invention.
テクスチャー変化を用いることにより、皮膚以外の表面にフィルムをうっかり張り付けてしまうことなく、フィルムを傷口に貼着し易いある程度の剛性を備えたフィルムを提供することができる。テクスチャー変化の形状は、極めて重要というわけではない。テクスチャー変化の好適な形状として、限定するものではないが円形、半球、ハート形、月形、星形、楕円形、丘と谷(hills and valley)、三角形、正方形、数字、及び英数字が挙げられる。テクスチャー変化は、所望に応じて環状形とすることもできる。テクスチャー変化の数は1平方センチメートル当たり、約10個〜300個、好ましくは約25個〜150個とすることができる。テクスチャー変化の高さは、約0.01mm〜約1mmとすることができ、好ましくは約0.1mm〜約0.4mmの範囲である。 By using the texture change, it is possible to provide a film having a certain degree of rigidity that makes it easy to attach the film to the wound without inadvertently attaching the film to a surface other than the skin. The shape of the texture change is not critical. Suitable shapes for the texture change include, but are not limited to, circles, hemispheres, hearts, moons, stars, ellipses, hills and valleys, triangles, squares, numbers, and alphanumeric characters Can be The texture change may be annular, if desired. The number of texture changes can be from about 10 to 300, preferably from about 25 to 150, per square centimeter. The height of the texture change can be from about 0.01 mm to about 1 mm, and preferably ranges from about 0.1 mm to about 0.4 mm.
本発明に従ったフィルムは、第1の面及び第2の面を有する。このフィルムの少なくとも一方の面には粘着剤が塗られる。この粘着剤により、フィルムを皮膚に接着することができる。絆創膏の場合、この粘着剤によって傷当てパッドがフィルムに接着される。粘着剤は、ホットメルト接着剤とすることができる。好適な粘着剤として、限定するものではないが、ミネソタ州セントポール所在のHBフーラー社(HB-fuller Co.)のHL−1491、ウィスコンシン州ワワタウサ(Wawatausa)所在のATOフィンドレイ社(ATO-Findley)のH−2543、及びニュージャージー州ブリッジウォーター所在のナショナルスターチ&ケミカル社(National Starch & Chemical)の34−5534等の粘着付与樹脂及びスチレン系熱可塑性エラストマーに基づいたものが挙げられる。エチレン酢酸ビニルを含むエチレンコポリマーも使用することができる。 The film according to the present invention has a first side and a second side. At least one surface of the film is coated with an adhesive. This adhesive allows the film to adhere to the skin. In the case of a bandage, the adhesive causes the wound pad to adhere to the film. The adhesive can be a hot melt adhesive. Suitable adhesives include, but are not limited to, HL-1491 from HB-fuller Co., St. Paul, Minn., And ATO-Findley, Wawatausa, Wis. H-2543, and 34-5534 from National Starch & Chemical, Bridgewater, NJ, and others based on styrenic thermoplastic elastomers. Ethylene copolymers including ethylene vinyl acetate can also be used.
好適な粘着剤として、アクリル系、デキストリン系、及びウレタン系粘着剤、並びに天然及び合成のエラストマーが挙げられる。このような粘着剤として、前記HBフーラー社のHL−1308や、テキサス州オデッサ所在のハンツマン社(Huntsman)のRextac RT 2373等のアモルファスポリプロピレンを含むアモルファスポリオレフィンが挙げられる。また、このような粘着剤として、Kraton(登録商標)ブランド合成ゴム等や、必要に応じて接着付与剤、抗酸化剤、加工助剤を含む天然ゴム合成物も挙げられる。 Suitable adhesives include acrylic, dextrin and urethane adhesives, and natural and synthetic elastomers. Examples of such an adhesive include amorphous polyolefins including amorphous polypropylene, such as HL-1308 manufactured by HB Fuller and Rextac RT 2373 manufactured by Huntsman of Odessa, Texas. Examples of such an adhesive include Kraton (registered trademark) brand synthetic rubber and the like, and a natural rubber compound containing an adhesion promoter, an antioxidant, and a processing aid as required.
このような粘着剤は、溶融状態での塗布、スプレー、またはスロットダイコーティングにより設けられる。スプレーは、制御されたコーティング、制御されたウィービング(weaving)、制御された繊維化、メルトブローウィング(meltblowing)、フレキソコーティング、スクリーン印刷、或いは他のコーティング方法によって実施することができる。このような粘着剤のコーティングは、当分野で周知のように連続的或いは非連続的に行うことができる。一般的に施される粘着剤の量は当分野で周知である。一般に、粘着剤のコーティングの重量は、約20g/m2 〜約100g/m2 の範囲とすることができる。必要に応じてコーティングの重量を変えてもよい。粘着剤表面は通常、使用する前は一枚或いは複数枚のリリースペーパーによって保護されている。好適なリリースペーパーは当分野で周知である。 Such an adhesive is provided by application, spraying, or slot die coating in a molten state. Spraying can be performed by controlled coating, controlled weaving, controlled fiberization, meltblowing, flexographic coating, screen printing, or other coating methods. Such coating of the adhesive can be performed continuously or discontinuously, as is well known in the art. The amount of commonly applied adhesive is well known in the art. In general, the weight of the coating of adhesive can range from about 20 g / m 2 ~ about 100 g / m 2. The weight of the coating may be varied as needed. The adhesive surface is usually protected by one or more release papers before use. Suitable release papers are well known in the art.
絆創膏に用いる場合、接着剤がコーティングされた、テクスチャー変化のある通気性フィルムには、傷当てパッドが設けられている。この傷当てパッドは、傷口を清潔に保ち、乾燥させ、傷口からの滲出液を吸収して傷口を保護する。当分野で周知のように、傷当てパッドは接着剤で全体が囲まれた、いわゆる「島形パッド」の構造とすることができる。別法では、傷当てパッドは、その幅を基材と同じ幅にし、長さを基材よりも短くして、いわゆる「ストリップ」絆創膏とすることができる。 When used as a bandage, a wound pad is provided on a breathable film coated with an adhesive and having a change in texture. The wound pad keeps the wound clean and dry, absorbs exudate from the wound and protects the wound. As is well known in the art, the dressing pad can be in the form of a so-called "island pad", which is entirely surrounded by an adhesive. Alternatively, the dressing pad can be the same width as the substrate and shorter in length than the substrate, resulting in a so-called "strip" bandage.
傷当てパッドは、あらゆる吸収材料を含み得る。好適な吸収材料として、吸収剤、親水コロイド、アルギン酸繊維、レーヨン繊維や、限定するものではないが綿や木材パルプ繊維等の天然繊維、限定するものではないがポリエステル線維、ポリアミド線維、及びポリオレフィン繊維等の合成繊維、それらのコポリマー、及びそれらの混合物が挙げられる。このような繊維はまた、生体成分繊維であってもよい。このような繊維は、例えば、ポリマーのコアと別のポリマーのシースとから形成することもできる。 The dressing pad may include any absorbent material. Suitable absorbent materials include absorbents, hydrocolloids, alginate fibers, rayon fibers, natural fibers such as, but not limited to, cotton and wood pulp fibers, but not limited to polyester fibers, polyamide fibers, and polyolefin fibers. And the like, their copolymers, and mixtures thereof. Such fibers may also be biocomponent fibers. Such fibers can be formed, for example, from a polymer core and another polymer sheath.
傷当てパッドの物理的強度は、その傷当てパッドを構成する繊維或いは混合繊維の摩擦接触によって得られる。傷当てパッドの物理的一体性は、必要に応じて、当分野で周知のように結合剤を加えて強化することができる。別法では、比較的低い溶融点を有する感熱繊維を傷当てパッドに含めて、これを高温空気等で熱処理して、感熱繊維を接着して所望の物理的な一体性を得ることができる。 The physical strength of the dressing pad is obtained by frictional contact of the fibers or mixed fibers constituting the dressing pad. The physical integrity of the dressing pad can be enhanced, if desired, by adding a binder, as is well known in the art. Alternatively, the thermal fibers having a relatively low melting point can be included in the wound pad and heat treated, such as with hot air, to adhere the thermal fibers and obtain the desired physical integrity.
本発明にとって必要不可欠な構造ではないが、傷リリース手段で傷当てパッドの上面を覆うのが好ましい。このような傷リリース手段として、例えばポリエチレン等から形成された孔のあるプラスチックフィルムやネットが挙げられ、当分野で周知の通りである。傷当てパッドを覆うのに適した孔の開いたプラスチックフィルムは、例えば、米国デラウェア州ミドルタウン(郵便番号19709)所在のアプライド・エクストルージョン・テクノロジー社(Applied Extrusion Technology)が販売している。 Although not an indispensable structure for the present invention, it is preferable to cover the upper surface of the dressing pad with the wound release means. As such a wound release means, for example, a perforated plastic film or a net formed of polyethylene or the like can be mentioned, which is well known in the art. Perforated plastic film suitable for covering the dressing pad is sold, for example, by Applied Extrusion Technology of Middletown, Delaware, USA (zip code 19709).
本発明の粘着剤コーティングフィルムは、後述するような試験を行った時に、少なくとも500g/m2 /24時間、好ましくは1,000g/m2 /24時間を越え、更に好ましくは2,000g/m2 /24時間を越えるMVTRを有する。フィルムは通気性であるため、ポリエチレン及びポリ塩化ビニル等からなる非通気性基材に一般に用いられる穿孔を必要としない。絆創膏の全厚みは少なくとも0.035mmである。 Adhesive coating film of the present invention, when tested as described below, at least 500g / m 2/24 hours, preferably greater than 1,000g / m 2/24 hours, more preferably 2,000 g / m having a MVTR exceeding 2/24 hours. Because the film is breathable, it does not require perforations commonly used in non-breathable substrates such as polyethylene and polyvinyl chloride. The total thickness of the bandage is at least 0.035 mm.
絆創膏は通常、インストロン試験機で試験される。本発明の絆創膏は、元の長さから50%伸ばした時の回復率は少なくとも約70%であり、元の長さから20%伸ばした時の回復率は少なくとも約50%である。この回復率は、これら両方の伸長において90%以上であるのが好ましい。この範囲の回復率の絆創膏は、指の付け根の関節等の関節に用いられた時に体の動きに十分に対応できる。 Adhesive plasters are usually tested on an Instron tester. The bandages of the present invention have a recovery of at least about 70% when stretched 50% from their original length and a recovery of at least about 50% when stretched 20% from their original length. Preferably, the recovery is greater than 90% for both elongations. A bandage having a recovery rate in this range can sufficiently cope with body movement when used on a joint such as a joint at the base of a finger.
ストレッチ及び回復試験
試験すべきサンプルを、50%の相対湿度及び75°F(約23.88℃)で4時間以上維持した。インストロン試験機の引張りクランプ速度を12.5cm/分とした。試験開始時のサンプルのクランプ間の距離(即ち、ゲージ長さ)は10cmであった。試験機は、選択された距離をサンプルを引き伸ばし、同じ速度でその選択したゲージ長さを瞬時に戻すことができる調節可能なサイクル制御を有する。試験機のあご部の面積は、少なくとも2.5cm×3.75cmであって、付加が加えられる方向に対して垂直方向の寸法が長い。あご部は平滑なグリップ表面を有する。
Stretch and Recovery Test The samples to be tested were maintained at 50% relative humidity and 75 ° F (about 23.88 ° C) for at least 4 hours. The tension clamping speed of the Instron testing machine was 12.5 cm / min. The distance between the clamps of the sample at the start of the test (ie, the gauge length) was 10 cm. The tester has an adjustable cycle control that can stretch the sample a selected distance and instantly return its selected gauge length at the same speed. The area of the jaws of the tester is at least 2.5 cm x 3.75 cm and has a longer dimension perpendicular to the direction in which the addition is made. The jaws have a smooth grip surface.
サンプルをクランプのあご部にしっかりと直角にクランプした。サイクルの延長限界を、所望の延長即ち伸長の程度を反映するように設定した(例えば、20%の伸長には、20%×10cmゲージ長さ=サイクル制御における2cmの最大限界)。試験サンプルに、12.5cm/分の速度で力を加え、このサンプルを所望の長さまで伸長した。次にこのサンプルを同じ速度で試験サイクル開始点に戻した。回復率(%)は、次の式に従って求めることができる。 The sample was clamped firmly at right angles to the jaws of the clamp. The cycle extension limit was set to reflect the desired extension or degree of extension (eg, 20% extension for 20% × 10 cm gauge length = 2 cm maximum limit in cycle control). A force was applied to the test sample at a rate of 12.5 cm / min, and the sample was stretched to the desired length. The sample was then returned to the beginning of the test cycle at the same rate. The recovery rate (%) can be determined according to the following equation.
水蒸気透過率(MVTR)
MVTRはASTM法F1249に従って測定した。MVTRは、500g/m2 /24時間を越えた場合に合格とみなすことができる。
Water vapor transmission rate (MVTR)
MVTR was measured according to ASTM method F1249. MVTR can be regarded as acceptable if it exceeds 500g / m 2/24 hours.
次に示す例は単なる例示目的であって、本発明が以下に示す例によって限定されるものではないことを理解されたい。 It should be understood that the following examples are for illustrative purposes only and the invention is not limited by the following examples.
例1−粘着剤コーティング通気性フィルム
厚みが0.025mmの不透明なポリエステル系の開始フィルム15(デュポンケミカル社(Dupont Chemical Company)のHYTREL 4778)は、弾性バックアップローラー22とエンボスローラー20との間隙にフィルムを通過させてエンボス加工した。バックアップローラーにはゴムがコーティングされており、このゴムのコーティング21は平滑な表面を有していた。図3に示されているエンボスローラー20は、その表面から外向きに延出した複数のボス25を有していた。ボス25は、それぞれの辺の長さが約0.8mmの六角形の構造であった。ボス25は、図3に示されているよう交互に配置されていた。エンボスローラーの表面には、1平方センチメートル当たり約77個のボスが設けられていた。エンボスローラーの長手方向の軸に平行(図3に矢印で示されている方向)に一列に配置されている近接するボス33とボス34のそれぞれの中心間の距離Bは約1.4mmであった。軸方向に延在する所定のボス34と、近接する次の軸方向に延在する列のボス34に対角線上に向き合ったボス35のそれぞれの中心間の距離Cも約1.4mmであった。六角形のボスは、約0.25mmの高さHを有していた。
Example 1 Adhesive Coated Breathable Film An opaque polyester-based starting film 15 (HYTREL 4778 from Dupont Chemical Company) having a thickness of 0.025 mm was placed in the gap between the
得られたフィルム40は、エンボス加工された領域の厚みが約0.25mmであった。エンボス加工されていない領域の厚みは、エンボス加工される前の開始フィルム15の厚みとほぼ同じであって約0.025mmであった。エンボス加工されたフィルムには、1平方センチメートル当たり77個の浮き出し(embossments)が形成されていた。得られたフィルム上の浮き出し30は、エンボスローラー20に設けられたボス25の上記したLとHの寸法に概ね等しいLとHの寸法を有し、ボス25の上記した中心から中心までの距離に概ね等しい中心から中心までの距離を有していた。エンボス加工されたフィルムは、3,053g/m2 /24時間のMVTRを有していた。このフィルムは、インストロン試験機で50%伸長された時に84%回復した。シリコーン系粘着剤を、リリースペーパー上に50g/m2 で塗布した。乾燥させた後、そのリースペーパー上の粘着剤をエンボス加工されたフィルムの雌型面(エンボス加工されていない部分)に転移させた。得られた粘着剤がコーティングされたエンボスフィルムは、800g/m2 /24時間のMVTRを有していた。
The thickness of the embossed region of the obtained
例2−通気性絆創膏
例1の粘着剤コーティング通気性フィルムから7.5cm×2.54cmの基材ストリップをカットして絆創膏を用意した。傷当てパッド(2.2cm×1.2cm、3.7オンス/ヤード2 (125.5g/m2 )、ポリエステル:レーヨン=90:10)を、基材の粘着剤がコーティングされた面に配置した。基材の両端の中心かつ両側面の中心に配置した。得られた絆創膏は薄過ぎず皮膚に容易に貼ることができた。
Example 2-Breathable plaster A 7.5 cm x 2.54 cm base strip was cut from the adhesive-coated breathable film of Example 1 to prepare a plaster. A rubbing pad (2.2 cm × 1.2 cm, 3.7 oz / yard 2 (125.5 g / m 2 ), polyester: rayon = 90: 10) is placed on the surface of the substrate coated with the adhesive. did. It was arranged at the center of both ends and the center of both sides of the substrate. The resulting bandage was not too thin and could be easily applied to the skin.
例3−基材の粘着面の変更
例1及び例2を繰り返したが、粘着剤は通気性フィルムの雌型面ではなく雄型面(エンボス加工された部分)に設けた点が異なる。絆創膏は薄過ぎず皮膚に容易に貼ることができた。
Example 3-Modification of the adhesive surface of the base material Example 1 and Example 2 were repeated, except that the adhesive was provided not on the female surface but on the male surface (embossed portion) of the breathable film. The bandage was not too thin and could be easily applied to the skin.
例4−粘着剤の変更
例1及び例2を繰り返したが、不透明ではなく透明なポリエステル系フィルム(デュポンケミカル社のHYTREL)を用い、シリコーン系粘着剤の代わりにポリアクリル酸2−エチルヘキシルを用いた点が異なる。絆創膏は薄過ぎず皮膚に容易に貼ることができた。
Example 4 Modification of Adhesive Examples 1 and 2 were repeated, but using a non-opaque but transparent polyester film (HYTREL manufactured by Dupont Chemical Co.) and using 2-ethylhexyl polyacrylate instead of the silicone adhesive. Is different. The bandage was not too thin and could be easily applied to the skin.
例5−防水試験
上記したように用意した絆創膏の防水試験を行った。試験者が指に絆創膏を貼って、40℃の水に10分間浸した。絆創膏の下側の皮膚の領域は、10分間水につけた後も乾燥していた。従って、本発明の絆創膏は防水である。
Example 5 Waterproofing Test A waterproofing test of the bandage prepared as described above was performed. The tester applied a bandage on the finger and dipped in water at 40 ° C. for 10 minutes. The area of skin below the bandage remained dry after soaking in water for 10 minutes. Therefore, the bandage of the present invention is waterproof.
本発明の実施態様は以下の通りである。
(1)前記テクスチャー変化が浮き出しであることを特徴とする請求項1に記載のフィルム。
(2)1平方センチメートル当たり約10個〜約300個の範囲の浮き出しを含むことを特徴とする実施態様(1)に記載のフィルム。
(3)1平方センチメートル当たり約25個〜約150個の範囲の浮き出しを含むことを特徴とする実施態様(1)に記載のフィルム。
(4)テクスチャー変化の深さが、約0.01mm〜約1mmの範囲であることを特徴とする請求項1に記載のフィルム。
(5)テクスチャー変化の深さが、約0.1mm〜0.4mmの範囲であることを特徴とする請求項1に記載のフィルム。
The embodiments of the present invention are as follows.
(1) The film according to claim 1, wherein the texture change is embossed.
(2) The film of embodiment (1), wherein the film comprises in the range of about 10 to about 300 embossments per square centimeter.
(3) The film of embodiment (1), comprising in the range of about 25 to about 150 embossments per square centimeter.
(4) The film according to claim 1, wherein the depth of the texture change ranges from about 0.01 mm to about 1 mm.
(5) The film according to claim 1, wherein the depth of the texture change is in a range of about 0.1 mm to 0.4 mm.
(6)前記テクスチャー変化が、円形、半球、ハート形、月形、星形、楕円形、丘と谷、三角形、正方形、数字、及び英数字からなる群から選択される形状であることを特徴とする請求項1に記載のフィルム。
(7)前記テクスチャー変化が半球状であることを特徴とする請求項1に記載のフィルム。
(8)前記テクスチャー変化が浮き出しであることを特徴とする請求項2に記載の絆創膏。
(9)前記フィルムが、1平方センチメートル当たり約10個〜約300個の浮き出しを含むことを特徴とする実施態様(8)に記載の絆創膏。
(10)前記フィルムが、1平方センチメートル当たり約25個〜約150個の浮き彫りを含むことを特徴とする実施態様(8)に記載の絆創膏。
(6) The texture change is a shape selected from the group consisting of a circle, a hemisphere, a heart, a moon, a star, an ellipse, a hill and a valley, a triangle, a square, a numeral, and an alphanumeric character. The film according to claim 1, wherein
(7) The film according to claim 1, wherein the texture change is hemispherical.
(8) The bandage according to claim 2, wherein the texture change is embossed.
(9) The bandage according to embodiment (8), wherein the film comprises about 10 to about 300 embossments per square centimeter.
(10) The bandage of embodiment (8), wherein the film comprises from about 25 to about 150 reliefs per square centimeter.
(11)前記テクスチャー変化の深さが、約0.01mm〜約1mmの範囲であることを特徴とする請求項2に記載の絆創膏。
(12)前記テクスチャー変化の深さが、約0.1mm〜約0.4mmの範囲であることを特徴とする請求項2に記載の絆創膏。
(13)前記テクスチャー変化が、円形、半球、ハート形、月形、星型、楕円形、丘と谷、三角形、正方形、数字、及び英数字からなる群から選択される形状であることを特徴とする請求項2に記載の絆創膏。
(14)前記テクスチャー変化が半球状であることを特徴とする請求項2に記載の絆創膏。
(11) The bandage according to claim 2, wherein a depth of the texture change is in a range of about 0.01 mm to about 1 mm.
(12) The bandage according to claim 2, wherein a depth of the texture change is in a range of about 0.1 mm to about 0.4 mm.
(13) The texture change is a shape selected from the group consisting of a circle, a hemisphere, a heart, a moon, a star, an ellipse, a hill and a valley, a triangle, a square, a numeral, and an alphanumeric character. The plaster according to claim 2, wherein
(14) The bandage according to claim 2, wherein the texture change is hemispherical.
15 開始フィルム
20 エンボスローラー
21 ゴムのコーティング
22 バックアップローラー
25,33,34 ボス
27 雄型面
28 雌型面
30 浮き出し
40 仕上がったフィルム
15
Claims (2)
テクスチャー変化を備えた、第1の面及び第2の面を有する通気性フィルム基材と、
前記通気性フィルム基材の前記第1の面及び前記第2の面の少なくとも一方の面に設けられた粘着剤コーティングと、
前記粘着剤コーティングのある部分に設けられた傷当てパッドとを含むことを特徴とする絆創膏。 A bandaid,
A breathable film substrate having a first side and a second side with a texture change;
An adhesive coating provided on at least one of the first surface and the second surface of the breathable film substrate,
A bandage pad provided on a portion of the adhesive coating.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/285,127 US20040087884A1 (en) | 2002-10-31 | 2002-10-31 | Textured breathable films and their use as backing material for bandages |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004160220A true JP2004160220A (en) | 2004-06-10 |
Family
ID=32175087
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003371043A Pending JP2004160220A (en) | 2002-10-31 | 2003-10-30 | Textured breathable film and method of using same as base material for plaster |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20040087884A1 (en) |
| EP (1) | EP1421924A3 (en) |
| JP (1) | JP2004160220A (en) |
| CN (1) | CN1498604A (en) |
| AU (1) | AU2003259577A1 (en) |
| BR (1) | BR0304796A (en) |
| CA (1) | CA2447487A1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007044103A (en) * | 2005-08-08 | 2007-02-22 | Kiyoko Araki | Wound protector |
| JP2009082701A (en) * | 2007-09-12 | 2009-04-23 | Nipro Patch Co Ltd | Support for patch, patch, and package |
| JP2011526798A (en) * | 2008-05-30 | 2011-10-20 | ケーシーアイ ライセンシング インコーポレイテッド | Anisotropic drapes and systems |
| US11426165B2 (en) | 2008-05-30 | 2022-08-30 | Kci Licensing, Inc. | Reduced-pressure, linear wound closing bolsters and systems |
| JP2022547905A (en) * | 2019-09-13 | 2022-11-16 | メンリッケ・ヘルス・ケア・アーベー | Medical dressing including a backing layer with three-dimensional features |
Families Citing this family (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7846141B2 (en) | 2002-09-03 | 2010-12-07 | Bluesky Medical Group Incorporated | Reduced pressure treatment system |
| GB0325129D0 (en) | 2003-10-28 | 2003-12-03 | Smith & Nephew | Apparatus in situ |
| US8109981B2 (en) * | 2005-01-25 | 2012-02-07 | Valam Corporation | Optical therapies and devices |
| WO2006136024A1 (en) * | 2005-06-23 | 2006-12-28 | Alessandro Barberio | Cast venting devices made of two flexible layers |
| CA2619929A1 (en) | 2005-09-06 | 2007-03-15 | Tyco Healthcare Group Lp | Self contained wound dressing with micropump |
| JP2009509570A (en) | 2005-09-07 | 2009-03-12 | タイコ ヘルスケア グループ リミテッド パートナーシップ | Self-contained wound care device |
| MX2008002882A (en) | 2005-09-07 | 2008-03-27 | Tyco Healthcare | Wound dressing with vacuum reservoir. |
| US20070208395A1 (en) * | 2005-10-05 | 2007-09-06 | Leclerc Norbert H | Phototherapy Device and Method of Providing Phototherapy to a Body Surface |
| JP4833644B2 (en) * | 2005-11-22 | 2011-12-07 | 富士フイルム株式会社 | Method for producing thermoplastic resin film |
| US8012112B2 (en) | 2006-02-14 | 2011-09-06 | Alessandro Aldo Barberio | Orthopedic braces and casts with aerating arrangements |
| US7779625B2 (en) | 2006-05-11 | 2010-08-24 | Kalypto Medical, Inc. | Device and method for wound therapy |
| US9820888B2 (en) | 2006-09-26 | 2017-11-21 | Smith & Nephew, Inc. | Wound dressing |
| US8042249B2 (en) | 2006-10-04 | 2011-10-25 | Camau, Inc. | Motor vehicle body assembly apparatus |
| EP3000448B2 (en) | 2007-11-21 | 2022-03-09 | Smith & Nephew PLC | Wound dressing |
| WO2009066105A1 (en) | 2007-11-21 | 2009-05-28 | Smith & Nephew Plc | Wound dressing |
| US8298200B2 (en) | 2009-06-01 | 2012-10-30 | Tyco Healthcare Group Lp | System for providing continual drainage in negative pressure wound therapy |
| GB0902368D0 (en) | 2009-02-13 | 2009-04-01 | Smith & Nephew | Wound packing |
| US8791315B2 (en) | 2010-02-26 | 2014-07-29 | Smith & Nephew, Inc. | Systems and methods for using negative pressure wound therapy to manage open abdominal wounds |
| DE102011112433A1 (en) | 2011-09-06 | 2013-03-07 | Dr. Kenndoff GmbH & Co. KG | Use of a semi-occlusive flexible flat wound dressing for the treatment of wounds in animals |
| EP3708196A1 (en) | 2012-03-12 | 2020-09-16 | Smith & Nephew PLC | Reduced pressure apparatus and methods |
| JP6400570B2 (en) | 2012-05-23 | 2018-10-10 | スミス アンド ネフュー ピーエルシーSmith & Nephew Public Limited Company | Apparatus and method for local negative pressure closure therapy |
| EP3406231B1 (en) | 2012-08-01 | 2022-04-13 | Smith & Nephew plc | Wound dressing and method of treatment |
| JP6307504B2 (en) | 2012-08-01 | 2018-04-04 | スミス アンド ネフュー ピーエルシーSmith & Nephew Public Limited Company | Wound dressing |
| USD709207S1 (en) * | 2012-08-29 | 2014-07-15 | Jae-hoon Kim | Cap type brace |
| EP2968648B1 (en) | 2013-03-15 | 2020-12-23 | Smith & Nephew plc | Wound dressing and method of treatment |
| USD710019S1 (en) * | 2013-07-23 | 2014-07-29 | Jae-hoon Kim | Cap type brace |
| DK3288508T3 (en) | 2015-04-27 | 2020-03-09 | Smith & Nephew | REDUCED PRESSURE DEVICES |
| CN109069301B (en) | 2016-03-07 | 2021-11-30 | 史密夫及内修公开有限公司 | Wound therapy apparatus and method utilizing a negative pressure source integrated into a wound dressing |
| JP7027332B2 (en) | 2016-04-26 | 2022-03-01 | スミス アンド ネフュー ピーエルシー | Wound dressing and usage with an integrated negative pressure source with fluid infiltration prevention components |
| CN109069711A (en) | 2016-05-03 | 2018-12-21 | 史密夫及内修公开有限公司 | System and method for driving negative pressure source in negative pressure treatment system |
| WO2017191149A1 (en) | 2016-05-03 | 2017-11-09 | Smith & Nephew Plc | Optimizing power transfer to negative pressure sources in negative pressure therapy systems |
| EP3452129B1 (en) | 2016-05-03 | 2022-03-23 | Smith & Nephew plc | Negative pressure wound therapy device activation and control |
| EP3503857B1 (en) | 2016-08-25 | 2024-04-17 | Smith & Nephew plc | Absorbent negative pressure wound therapy dressing |
| US12447260B2 (en) | 2016-09-30 | 2025-10-21 | Smith & Nephew Plc | Negative pressure wound treatment apparatuses and methods with integrated electronics |
| EP3519001B1 (en) | 2016-09-30 | 2025-05-21 | Smith & Nephew plc | Negative pressure wound treatment apparatuses and methods with integrated electronics |
| US12005181B2 (en) | 2016-12-12 | 2024-06-11 | Smith & Nephew Plc | Pressure wound therapy status indication via external device |
| WO2018162613A1 (en) | 2017-03-08 | 2018-09-13 | Smith & Nephew Plc | Negative pressure wound therapy device control in presence of fault condition |
| EP3621667B1 (en) | 2017-05-09 | 2025-08-20 | Smith & Nephew PLC | Redundant controls for negative pressure wound therapy systems |
| US11554051B2 (en) | 2017-06-30 | 2023-01-17 | T.J. Smith And Nephew, Limited | Negative pressure wound therapy apparatus |
| CN111065424A (en) | 2017-09-13 | 2020-04-24 | 史密夫及内修公开有限公司 | Negative pressure wound therapy device and method with integrated electronics |
| GB201718070D0 (en) | 2017-11-01 | 2017-12-13 | Smith & Nephew | Negative pressure wound treatment apparatuses and methods with integrated electronics |
| GB201718072D0 (en) | 2017-11-01 | 2017-12-13 | Smith & Nephew | Negative pressure wound treatment apparatuses and methods with integrated electronics |
| GB201718054D0 (en) | 2017-11-01 | 2017-12-13 | Smith & Nephew | Sterilization of integrated negative pressure wound treatment apparatuses and sterilization methods |
| US11497653B2 (en) | 2017-11-01 | 2022-11-15 | Smith & Nephew Plc | Negative pressure wound treatment apparatuses and methods with integrated electronics |
| USD898925S1 (en) | 2018-09-13 | 2020-10-13 | Smith & Nephew Plc | Medical dressing |
| GB201903774D0 (en) | 2019-03-20 | 2019-05-01 | Smith & Nephew | Negative pressure wound treatment apparatuses and methods with integrated electronics |
| GB201907716D0 (en) | 2019-05-31 | 2019-07-17 | Smith & Nephew | Systems and methods for extending operational time of negative pressure wound treatment apparatuses |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2896618A (en) * | 1958-01-21 | 1959-07-28 | Johnson & Johnson | Corrugated dressing |
| US3457919A (en) * | 1966-06-22 | 1969-07-29 | Smith & Nephew | Adhesive surgical and other tapes,plasters,bandages,dressings,and the like |
| NO134790C (en) * | 1968-07-09 | 1984-03-22 | Smith & Nephew | Kleber ,; PRESSURE SENSITIVE, WATERPUME-PERMEABLE PRODUCT FOR SKIN USE BY HUMANS. |
| US4133310A (en) * | 1974-01-11 | 1979-01-09 | Smith & Nephew Research Limited | Polymer fabric |
| US5445604A (en) * | 1980-05-22 | 1995-08-29 | Smith & Nephew Associated Companies, Ltd. | Wound dressing with conformable elastomeric wound contact layer |
| US4413621A (en) * | 1981-12-11 | 1983-11-08 | Johnson & Johnson Products, Inc. | Film dressing |
| US4485809A (en) * | 1981-12-11 | 1984-12-04 | Johnson & Johnson Products, Inc. | Film window dressing |
| US4568596A (en) * | 1984-07-18 | 1986-02-04 | Hercules Incorporated | Nonwoven fabric |
| US4773409A (en) * | 1985-09-20 | 1988-09-27 | E. R. Squibb & Sons, Inc. | Wound dressing |
| US4846164A (en) * | 1987-08-07 | 1989-07-11 | Martz Joel D | Vapor permeable dressing |
| US5188124A (en) * | 1989-07-19 | 1993-02-23 | Johnson & Johnson Consumer Products, Inc. | Low friction film dressing |
| EP0459059B1 (en) * | 1990-05-03 | 1994-07-27 | Minnesota Mining And Manufacturing Company | Tearable, continuous film medical PSA tape |
| GB2252528B (en) * | 1991-02-06 | 1994-10-19 | Tokyo Eizai Lab | Dressing |
| BR9302518A (en) * | 1993-07-22 | 1995-03-01 | Johnson & Johnson | Adhesive |
| US6077589A (en) * | 1993-07-22 | 2000-06-20 | Johnson & Johnson Consumer Products, Inc. | Adhesive tape |
| US5762643A (en) * | 1994-11-03 | 1998-06-09 | Tredegar Industries, Inc. | Vacuum assisted application of thin vapor permeable, liquid impermeable coatings on apertured substrates and articles produced therefrom |
| US6566575B1 (en) * | 2000-02-15 | 2003-05-20 | 3M Innovative Properties Company | Patterned absorbent article for wound dressing |
| USD448478S1 (en) * | 2000-06-27 | 2001-09-25 | Mcneil-Ppc, Inc. | Embossed patterned sheet of material for a sanitary napkin |
| USD444562S1 (en) * | 2000-12-01 | 2001-07-03 | Kristopher P Kozub | Decorative bandage |
-
2002
- 2002-10-31 US US10/285,127 patent/US20040087884A1/en not_active Abandoned
-
2003
- 2003-10-28 EP EP03256782A patent/EP1421924A3/en not_active Withdrawn
- 2003-10-29 CA CA002447487A patent/CA2447487A1/en not_active Abandoned
- 2003-10-29 AU AU2003259577A patent/AU2003259577A1/en not_active Abandoned
- 2003-10-30 JP JP2003371043A patent/JP2004160220A/en active Pending
- 2003-10-30 BR BR0304796-2A patent/BR0304796A/en not_active Application Discontinuation
- 2003-10-31 CN CNA2003101046288A patent/CN1498604A/en active Pending
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007044103A (en) * | 2005-08-08 | 2007-02-22 | Kiyoko Araki | Wound protector |
| JP2013046826A (en) * | 2007-09-12 | 2013-03-07 | Nipro Patch Co Ltd | Supporter for patch, patch, and wrapper |
| JP2009082701A (en) * | 2007-09-12 | 2009-04-23 | Nipro Patch Co Ltd | Support for patch, patch, and package |
| US11382796B2 (en) | 2008-05-30 | 2022-07-12 | Kci Licensing, Inc. | Reduced-pressure surgical wound treatment systems and methods |
| US9173788B2 (en) | 2008-05-30 | 2015-11-03 | Kci Licensing, Inc. | Anisotropic drapes and systems |
| US11020277B2 (en) | 2008-05-30 | 2021-06-01 | Kci Licensing, Inc. | Reduced-pressure, compression systems and apparatuses for use on a curved body part |
| JP2011526798A (en) * | 2008-05-30 | 2011-10-20 | ケーシーアイ ライセンシング インコーポレイテッド | Anisotropic drapes and systems |
| US11413193B2 (en) | 2008-05-30 | 2022-08-16 | Kci Licensing, Inc. | Dressing assemblies for wound treatment using reduced pressure |
| US11419768B2 (en) | 2008-05-30 | 2022-08-23 | Kci Licensing, Inc. | Reduced pressure, compression systems and apparatuses for use on joints |
| US11426165B2 (en) | 2008-05-30 | 2022-08-30 | Kci Licensing, Inc. | Reduced-pressure, linear wound closing bolsters and systems |
| US11793679B2 (en) | 2008-05-30 | 2023-10-24 | Kci Licensing, Inc. | Super-absorbent, reduced-pressure wound dressing and systems |
| US11969319B2 (en) | 2008-05-30 | 2024-04-30 | Solventum Intellectual Properties Company | Reduced-pressure, compression systems and apparatuses for use on a curved body part |
| JP2022547905A (en) * | 2019-09-13 | 2022-11-16 | メンリッケ・ヘルス・ケア・アーベー | Medical dressing including a backing layer with three-dimensional features |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2003259577A1 (en) | 2004-05-20 |
| EP1421924A2 (en) | 2004-05-26 |
| US20040087884A1 (en) | 2004-05-06 |
| CA2447487A1 (en) | 2004-04-30 |
| BR0304796A (en) | 2004-08-31 |
| CN1498604A (en) | 2004-05-26 |
| EP1421924A3 (en) | 2005-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004160220A (en) | Textured breathable film and method of using same as base material for plaster | |
| AU2009248505B2 (en) | Releasably adhesive tapes | |
| JP4271513B2 (en) | Adhesive bandage | |
| US4413621A (en) | Film dressing | |
| US4485809A (en) | Film window dressing | |
| JPH03178664A (en) | low friction film bandage | |
| JP2004130079A5 (en) | ||
| DK159370B (en) | FILM DRESSING | |
| AU3133297A (en) | Method of heat-sealing adhesive bandage and adhesive bandage made by using said method | |
| CA2445905C (en) | Adhesive bandage having an improved backing material | |
| US9271873B2 (en) | Film dressing comprising an application aid | |
| JP3566731B2 (en) | Patch test plaster | |
| JP2024105684A (en) | Adhesive bandages and polyurethane nonwoven fabrics for adhesive bandages | |
| JPH08187295A (en) | Feeding device and its manufacture | |
| JP2022547905A (en) | Medical dressing including a backing layer with three-dimensional features | |
| MXPA99011483A (en) | Pad, manufacturing method therefor, and emergency sticking plaser. | |
| JPH0810283A (en) | Patch material | |
| CA2411802A1 (en) | Breathable non-perforated bandage | |
| AU2001275223A1 (en) | Breathable non-perforated bandage | |
| JP4841808B2 (en) | Dressing material with backing material | |
| JPH08183731A (en) | Plaster |