JP2004113517A - Golf ball - Google Patents
Golf ball Download PDFInfo
- Publication number
- JP2004113517A JP2004113517A JP2002281710A JP2002281710A JP2004113517A JP 2004113517 A JP2004113517 A JP 2004113517A JP 2002281710 A JP2002281710 A JP 2002281710A JP 2002281710 A JP2002281710 A JP 2002281710A JP 2004113517 A JP2004113517 A JP 2004113517A
- Authority
- JP
- Japan
- Prior art keywords
- golf ball
- cover
- core
- weight
- block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/12—Special coverings, i.e. outer layer material
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/0023—Covers
- A63B37/0024—Materials other than ionomers or polyurethane
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/0023—Covers
- A63B37/0029—Physical properties
- A63B37/0031—Hardness
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/0023—Covers
- A63B37/0029—Physical properties
- A63B37/0033—Thickness
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/0023—Covers
- A63B37/0029—Physical properties
- A63B37/0036—Melt flow rate [MFR]
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/005—Cores
- A63B37/006—Physical properties
- A63B37/0064—Diameter
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/005—Cores
- A63B37/006—Physical properties
- A63B37/0067—Weight; Mass
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/007—Characteristics of the ball as a whole
- A63B37/0072—Characteristics of the ball as a whole with a specified number of layers
- A63B37/0074—Two piece balls, i.e. cover and core
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/007—Characteristics of the ball as a whole
- A63B37/0072—Characteristics of the ball as a whole with a specified number of layers
- A63B37/0075—Three piece balls, i.e. cover, intermediate layer and core
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/007—Characteristics of the ball as a whole
- A63B37/0072—Characteristics of the ball as a whole with a specified number of layers
- A63B37/0076—Multi-piece balls, i.e. having two or more intermediate layers
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/007—Characteristics of the ball as a whole
- A63B37/0077—Physical properties
- A63B37/0083—Weight; Mass
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/007—Characteristics of the ball as a whole
- A63B37/0077—Physical properties
- A63B37/0084—Initial velocity
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63B—APPARATUS FOR PHYSICAL TRAINING, GYMNASTICS, SWIMMING, CLIMBING, OR FENCING; BALL GAMES; TRAINING EQUIPMENT
- A63B37/00—Solid balls; Rigid hollow balls; Marbles
- A63B37/0003—Golf balls
- A63B37/007—Characteristics of the ball as a whole
- A63B37/0077—Physical properties
- A63B37/0095—Scuff resistance
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
- C08L23/0846—Copolymers of ethene with unsaturated hydrocarbons containing atoms other than carbon or hydrogen
- C08L23/0869—Copolymers of ethene with unsaturated hydrocarbons containing atoms other than carbon or hydrogen with unsaturated acids, e.g. [meth]acrylic acid; with unsaturated esters, e.g. [meth]acrylic acid esters
- C08L23/0876—Salts thereof, i.e. ionomers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Physical Education & Sports Medicine (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
【解決手段】コアと、コアを被覆する1層又は複数層のカバーとを備えたゴルフボールにおいて、上記カバーを構成する少なくとも1層が、(A)末端にアミノ基を有するブロックポリマーと(B)アイオノマー樹脂とを(A)/(B)=3/97〜60/40(重量比)の割合で含む混合物を主成分として形成されたことを特徴とするゴルフボール。
【効果】本発明のゴルフボールは、反発性、耐久性、耐擦過傷性、成形性の著しく改良されたゴルフボールである。
【選択図】 なしIn a golf ball having a core and one or more layers of a cover covering the core, at least one layer constituting the cover has (A) a block polymer having an amino group at a terminal and (B) A) a golf ball formed mainly of a mixture containing an ionomer resin in a ratio of (A) / (B) = 3/97 to 60/40 (weight ratio).
The golf ball of the present invention is a golf ball having remarkably improved resilience, durability, abrasion resistance, and moldability.
[Selection diagram] None
Description
【0001】
【発明の属する技術分野】
本発明は、反発性、耐久性、耐擦過傷性、成形性が良好なゴルフボールに関する。
【0002】
【従来の技術】
従来、ゴルフボール最外層カバー用の樹脂成分として、エチレン−(メタ)アクリル酸共重合体の金属イオン中和物であるアイオノマー樹脂が、その優れた打撃耐久性、耐カット性により、ソリッドゴルフボール、一部の糸巻きゴルフボールのカバー用材料として広く用いられてきた。しかしながら、アイオノマー樹脂は従来からカバー材料として用いられてきたバラタゴムに比べて硬度が高いため、アイオノマー樹脂をカバー材料として用いたゴルフボールは、バラタゴムをカバー材料として用いたゴルフボールに比べて打感が硬く、アイアンショット時のスピンコントロール性に劣るものであった。
【0003】
上記問題を解決するため、アイオノマー樹脂の軟質化を目的とし、結晶性ポリエチレンブロックを有する熱可塑性エラストマーをアイオノマー樹脂にブレンドする技術が提案されている(例えば、特許文献1参照。)。
この提案によると、アイオノマー樹脂に結晶性ポリエチレンブロックを有する熱可塑性エラストマーを特定量でブレンドした組成物を最外層カバー材に用いることにより、ソフトで優れた打球感を有し、反撥性の低下が少なく、アイアンショットでの耐擦過傷性に優れたゴルフボールが得られる。
しかしながら、アイオノマー樹脂に上記熱可塑性エラストマーを単純にブレンドした場合には、両者の相溶が不十分となることがある。このような十分に均一化されていない組成物を最外層カバー材に用いた場合には、成形後の研磨の際にケバ立ったり、ゴルフボールの反発性が低下したりする場合があった。相溶性の改良のため、カルボキシル基またはエポキシ基により変性されたオレフィン重合体を第3成分として添加することも併せて記載されているが、このような第3成分を添加した場合には樹脂の流動性が著しく低下して射出成型が著しく困難になる場合があり、実行化が困難であった。
【0004】
一方、アイオノマー樹脂に結晶性ポリエチレンブロックを有する熱可塑性エラストマーをブレンドした組成物を、スリーピースボールの中間層材に用いることにより、反発性と打撃耐久性を改良する技術が提案されている(例えば、特許文献2参照。)。
しかしながらこの場合も上記と同様の問題を有することがあり、アイオノマー樹脂に上記熱可塑性エラストマーを単純にブレンドした組成物を中間層材に用いた場合、ゴルフボールの反発性の点で、なお改良の余地があった。
【0005】
【特許文献1】
特許第2924706号公報
【特許文献2】
特許第3304781号公報
【0006】
【発明が解決しようとする課題】
本発明は上記事情に鑑みなされたもので、高い打撃耐久性、高い耐擦過傷性を有し、しかも反発性、成形性に優れたゴルフボールを提供することを目的とする。
【0007】
【課題を解決するための手段及び発明の実施の形態】
本発明者は、上記目的を達成するため鋭意検討の結果、コアと、コアを被覆する1層又は複数層のカバーとを備えたゴルフボールにおいて、上記カバーを構成する少なくとも1層を、末端にアミノ基を有するブロックポリマーとアイオノマー樹脂とを特定の割合で含有させた混合物を主成分として形成することにより、反発性、耐久性、耐擦過傷性、成形性の著しく改良されたゴルフボールが得られることを知見し、本発明をなすに至った。
【0008】
即ち、本発明は、下記のゴルフボールを提供する。
請求項1:
コアと、コアを被覆する1層又は複数層のカバーとを備えたゴルフボールにおいて、上記カバーを構成する少なくとも1層が、(A)末端にアミノ基を有するブロックポリマーと(B)アイオノマー樹脂とを(A)/(B)=3/97〜60/40(重量比)の割合で含む混合物を主成分として形成されたことを特徴とするゴルフボール。
請求項2:
最外層のカバーが、請求項1記載の混合物を主成分として形成された請求項1記載のゴルフボール。
請求項3:
カバーが複数層からなり、最外層カバー以外の少なくとも1層が、請求項1記載の混合物を主成分として形成された請求項1記載のゴルフボール。
【0009】
以下、本発明につき更に詳しく説明する。
本発明は、コアと、コアを被覆する1層又は複数層のカバーとを備えたゴルフボールにおいて、上記カバーを構成する少なくとも1層が、(A)末端にアミノ基を有するブロックポリマーと(B)アイオノマー樹脂とを(A)/(B)=3/97〜60/40(重量比)の割合で含む混合物(以下、単に「カバー材」と表記することがある。)を主成分として形成されたものである。
(B)アイオノマー樹脂に対して、(A)末端にアミノ基を有するブロックポリマーという特定の樹脂成分を、上記に示す特定の割合で配合した場合、両成分は非常に良好に相溶する。得られた混合物は、柔軟性が改良され、しかも均質なアイオノマー樹脂混合物であり、該混合物をゴルフボールのカバー用材料として用いることによって、打感、コントロール性、反発性、耐久性、耐擦過傷性、成形性に優れたゴルフボールを得ることが可能となる。
【0010】
本発明における(A)末端にアミノ基を有するブロックポリマーとしては、好ましくはオレフィン結晶ブロックを有するブロックコポリマーの末端をアミノ基で変性したものが用いられる。
【0011】
上記オレフィン結晶ブロックを有するブロックコポリマーとしては、ハードセグメントとしてオレフィン結晶ブロック(C)、又は、オレフィン結晶ブロック(C)とスチレン結晶ブロック(S)を有し、かつソフトセグメントとしてエチレンとブチレンとの比較的ランダムな共重合構造(EB)からなるブロックを有するものが好ましく、分子構造としてハードセグメントが片末端又は両末端にあるC−EB、C−EB−C、S−EB−C系の構造を有するブロック共重合体であることが好ましい。オレフィン結晶ブロックとしては、結晶ポリエチレンブロック、結晶ポリプロピレンブロック等があげられ、特に結晶ポリエチレンブロックであることが好ましい。
【0012】
上記オレフィン結晶ブロックを有するブロックコポリマーは、ポリブタジエンやスチレン−ブタジエン共重合体を水素添加することにより得ることができる。
ここで、水素添加に用いるポリブタジエンやスチレン−ブタジエン共重合体としては、そのブタジエン構造中の結合様式として特に1,4−結合が95重量%以上の1,4−重合部をブロック的に持ち、ブタジエン構造全量中の1,4−結合が50重量%以上、より好ましくは80重量%以上であるポリブタジエンが好適に用いられる。
特に、C−EB−C系の構造を有する上記ブロックコポリマーについては、分子鎖両末端部が1,4−結合リッチな1,4−重合物で、中間部が1,4−結合と1,2−結合が混在するポリブタジエンを水素添加して得られるものが好適である。
オレフィン結晶ブロックを有するブロックコポリマーの末端をアミノ基で変性する場合、スチレンブロック末端をアミノ基で変性することが好ましい。
【0013】
ポリブタジエンやスチレン−ブタジエン共重合体の水素添加物における水素添加量(ポリブタジエンやスチレン−ブタジエン共重合体中の二重結合の飽和結合への転化率)は60〜100%であることが好ましく、より好ましくは90〜100%である。水素添加量が少なすぎると、アイオノマー樹脂等とのブレンド工程でゲル化等の劣化が生じたり、ゴルフボールを形成した際に、カバーの耐候性、打撃耐久性に問題が生じたりする場合がある。
【0014】
上記オレフィン結晶ブロックを有するブロックコポリマーにおいて、ハードセグメントの含量としては10〜50重量%が好ましい。ハードセグメント量が多すぎると、柔軟性に欠けて本発明の目的を有効に達成し得ない場合があり、ハードセグメント量が少なすぎると、ブレンド物の成形性に問題が生じる場合がある。
更に、このオレフィン結晶ブロックを有するブロックコポリマーの数平均分子量は3万〜80万であることが好ましい。
【0015】
上記オレフィン結晶ブロックを有するブロックコポリマーの230℃におけるメルトインデックスは0.5〜15g/10min、より好ましくは1〜7g/10minであることが好ましい。上記範囲を外れると、射出成形時にウェルド、ひけ、ショート等の問題が生じるおそれがある。
【0016】
本発明における(B)アイオノマー樹脂としては、ゴルフボールのカバー材として従来から用いられているいずれのものも使用できるが、(b−1)オレフィン−不飽和カルボン酸2元ランダム共重合体及び/又はオレフィン−不飽和カルボン酸2元ランダム共重合体の、金属イオン中和物と、(b−2)オレフィン−不飽和カルボン酸−不飽和カルボン酸エステル3元ランダム共重合体及び/又はオレフィン−不飽和カルボン酸−不飽和カルボン酸エステル3元ランダム共重合体の、金属イオン中和物とを含む(B)アイオノマー樹脂であることが好ましい。
【0017】
(b−1)成分、又は(b−2)成分におけるオレフィンとしては、α−オレフィンが好適に用いられる。α−オレフィンの具体例としては、例えばエチレン、プロピレン、1−ブテンなどが挙げられ、この中でも、特にエチレンが好ましい。また、これらオレフィンを複数種組み合わせて使用しても良い。
【0018】
(b−1)成分、又は(b−2)成分における不飽和カルボン酸としては、炭素原子数3〜8のα,β−不飽和カルボン酸が好適に用いられる。炭素原子数3〜8のα,β−不飽和カルボン酸の具体例としては、例えばアクリル酸、メタクリル酸、エタクリル酸、イタコン酸、マレイン酸、フマル酸などが挙げられ、この中でもアクリル酸、メタクリル酸が好ましく使用される。また、これら不飽和カルボン酸を複数種組み合わせて使用しても良い。
【0019】
(b−2)成分における不飽和カルボン酸エステルとしては、上述した不飽和カルボン酸の低級アルキルエステルが好適であり、例えば、上記不飽和カルボン酸にメタノール、エタノール、プロパノール、n−ブタノール、イソブタノール等の低級アルコールを反応させて得たものが挙げられる。特にアクリル酸エステル、メタクリル酸エステルが好ましい。
(b−2)成分における不飽和カルボン酸エステルとして、より具体的には、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸ブチル、アクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、アクリル酸ブチル等を挙げることができ、特にアクリル酸ブチル(n−アクリル酸ブチル、i−アクリル酸ブチル)が好適に用いられる。これら不飽和カルボン酸エステルは、複数種組み合わせて用いることもできる。
【0020】
上記オレフィン−不飽和カルボン酸共重合体や、オレフィン−不飽和カルボン酸−不飽和カルボン酸エステル共重合体を製造する際には、更に任意のモノマーを、本発明の目的を損なわない範囲で共重合させても良い。
これら共重合体中の不飽和カルボン酸の含有量としては、上記(b−1)成分の場合には5〜20重量%、上記(b−2)成分の場合には1〜10重量%であることが好ましい。不飽和カルボン酸含有量が少なすぎると、剛性・反発性が小さくなり、ゴルフボールの飛び性能が低下する場合がある。不飽和カルボン酸含有量が多すぎると、柔軟性が不十分となる場合がある。
また、(b−2)成分中の不飽和カルボン酸エステルの含有量としては、12〜45重量%であることが好ましい。不飽和カルボン酸エステル含有量が少なすぎると、軟質化の効果が得られない場合があり、不飽和カルボン酸エステル含有量が多すぎると、反発性が低下する場合がある。
【0021】
上記(b−1)成分と、上記(b−2)成分とを配合して用いる場合、その配合量は重量比で(b−1)/(b−2)=100/0〜25/75であることが好ましく、100/0〜50/50であることがより好ましい。(b−2)成分の配合量が多すぎると、反発性が不十分となる場合がある。
【0022】
本発明における(B)アイオノマー樹脂は、上記の共重合体を1〜3価の金属イオンの少なくとも1種で中和して得られるものが好ましく用いられる。中和に適した1〜3価の金属イオンとしては、例えばナトリウム、カリウム、リチウム、マグネシウム、カルシウム、亜鉛、アルミニウム、第1鉄、第2鉄などのイオンを挙げることができる。
【0023】
このような金属イオンの導入は、例えば上記の共重合体と、上記1〜3価の金属の水酸化物、メトキシド、エトキシド、炭酸塩、硝酸塩、ギ酸塩、酢酸塩及び酸化物等とを反応させることによって達成される。
上記共重合体中に含まれるカルボン酸の中和量としては、共重合体中のカルボン酸基の少なくとも10モル%以上、特に30モル%以上で、100モル%以下、特に90モル%以下が金属イオンによって中和されていることが好ましい。中和量が少ないと、低反発性となる場合がある。
【0024】
反撥性を向上させる観点から、一価金属のアイオノマーと二価金属のアイオノマーとを混合して用いることも好適に行われる。この際の前者と後者との重量比は20/80〜80/20となるように混合して用いることが好ましい。
【0025】
また、1価、2価、又は3価の異なる金属イオン種を含むアイオノマー樹脂をそれぞれ適当量ブレンドすることにより、アイオノマー樹脂を主成分として形成される層の反発性と耐久性のバランスが取れることは公知であり、本発明においてもその様な配合にてブレンドすることが好ましい。
【0026】
本発明に使用する(B)アイオノマー樹脂としては、市販品を用いてもよく、例えば、米国デュポン社製「サーリン(Surlyn)」や、三井・デュポンポリケミカル社製「ハイミラン(HIMILAN)」等が挙げられる。
【0027】
本発明において、上記(A)末端にアミノ基を有するブロックポリマーと(B)アイオノマー樹脂とは、前者3〜60重量部、好ましくは10〜60重量部、より好ましくは20〜45重量部、後者97〜40重量部、好ましくは90〜40重量部、より好ましくは80〜55重量部の割合(合計100重量部)で配合される。(A)成分の配合量が少なすぎると、アイオノマー樹脂のソフト化が十分行なわれず、打球感、コントロール性の改良が十分になされない。一方、(A)成分の配合量が多すぎると、耐カット性が損なわれる。
【0028】
本発明においては、カバーを構成する少なくとも1層が、上記(A)末端にアミノ基を有するブロックポリマーと(B)アイオノマー樹脂とを、上記の割合で含む混合物を主成分として形成されたものであるが、該混合物には本発明の目的を損なわない範囲で、必要に応じ種々の添加剤、例えば顔料、分散剤、酸化防止剤、紫外線吸収剤、光安定剤、無機充填剤等を添加することもできる。
この様な添加剤としてより具体的には、酸化亜鉛、硫酸バリウム、二酸化チタン、酸化マグネシウム、水酸化マグネシウム、炭酸マグネシウム、水酸化ナトリウム、炭酸ナトリウム、酸化カルシウム、水酸化カルシウム、水酸化リチウム、炭酸リチウム、ステアリン酸マグネシウム等が挙げられる。
【0029】
上記添加剤の配合量は、上記(A)成分と(B)成分との混合物100重量部に対し、通常0.1〜50重量部、好ましくは0.5〜30重量部、更に好ましくは1〜6重量部である。添加剤の配合量が大きすぎると、耐久性が低下する場合があり、添加剤の配合比が小さすぎると、添加剤の効果が得られない場合がある。
【0030】
本発明における上記カバー材の硬度(ショアD)は、通常40以上、好ましくは45以上、上限として通常62以下、好ましくは58である。ショアD硬度が低すぎると反撥性に劣る場合があり、ショアD硬度が高すぎると打感、コントロール性の改善が見られない場合がある。
【0031】
また、上記カバー材の比重としては、通常0.85〜1.2g/cm3、好ましくは0.9〜1.1g/cm3、更に好ましくは0.92〜1.0g/cm3である。
【0032】
本発明における上記カバー材の製法に特に制限はなく、例えば、加熱温度150〜250℃において、混練型二軸押出機、バンバリー、ニーダー等のインターナルミキサー等を混合機として用い、上記各成分を混練して得ることができる。
上記カバー材に、上記(A)成分及び(B)成分に加え、種々の添加剤等を配合する場合、その配合方法についても特に制限はなく、(A)成分及び(B)成分と共に配合して同時に加熱混合しても良いし、(A)成分及び(B)成分を予め加熱混合をした後、任意の添加剤等を加えて更に加熱混合してもよい。
【0033】
本発明におけるコアは、糸巻きコア又はソリッドコアのいずれであってもよく、常法に従って製造し得る。ソリッドコアを得る場合には、例えば、シス−1,4−ポリブタジエン100重量部に対し、アクリル酸、メタクリル酸などのα,β−モノエチレン不飽和カルボン酸又はその金属イオン中和物、トリメチロールプロパンメタクリレートなどの官能性モノマーなどの加硫剤(架橋剤)から選ばれる1種を単独で又は2種以上を混合したものを10重量部以上60重量部以下、酸化亜鉛、硫酸バリウムなどの充填剤を5重量部以上30重量部以下、ジクミルパーオキサイド等の過酸化物を0.5重量部以上5重量部以下、その他必要に応じて老化防止剤を0.1重量部以上1重量部以下配合し、このゴム組成物に対してプレス加硫(架橋)した後、140℃以上170℃以下で10分以上40分以下で加熱圧縮して球状に形成することができる。
【0034】
糸巻きゴルフボールの糸巻きコアを製造する場合には、まず、リキッド又はソリッドセンターを作成する。リキッドセンターは、上述したゴム組成物等にて中空球状のセンターバックを形成し、このバックの中に公知の方法に従って液体を封入すればよい。また、ソリッドセンターは、上記ソリッドコアの製造方法に従って製造することができ、得られたセンターに対し糸ゴムを延伸状態で巻きつけることにより、コアを得ることができる。
なお、上記糸ゴムも常法により得られたものを使用でき、例えば、天然ゴム又はポリイソプレンなどの合成ゴムに老化防止剤、加硫促進剤、硫黄などの各種添加剤を配合したゴム組成物を加硫成形して形成したものを使用し得る。
【0035】
本発明におけるコアの構造は、単層又は複数層とすることができる。
本発明におけるコア表面硬度はJIS−C硬度で通常60〜85、好ましくは65〜83、更に好ましくは67〜80である。コア硬度が高すぎると、打感が硬くなりすぎたり、W#1打撃時にスピンが多くなりすぎたりする場合があり、上記各々の硬度低すぎると、打感が軟らかくなりすぎたり、反発が低くなりすぎて十分な飛距離を得られなくなったり、繰り返し打撃による割れ耐久性が悪くなったりする場合がある。
【0036】
上記コアの直径としては通常25mm以上、好ましくは36mm以上、上限として通常40mm以下、好ましくは39mm以下、更に好ましくは38mm以下である。
【0037】
本発明のゴルフボールは、上記コアに、上記カバー材にて形成された少なくとも1層のカバーを被覆してなるゴルフボールである。
上記ゴルフボール用材料にて形成されるカバー層は、カバー層の一部又は全部のいずれであってもよく、本発明のゴルフボールは、糸巻きゴルフボール(カバーが単層又は2層以上の多層構造のいずれも含む)、ツーピースソリッドゴルフボール、スリーピースソリッドゴルフボール、マルチピースソリッドゴルフボール等いずれのゴルフボールとしてもよい。
従って、本発明のゴルフボールを得るには、上記本発明のゴルフボール用材料として加熱混合物を、ソリッドゴルフボールのカバー材(2層以上のコア、カバーの場合は、少なくとも1層)として種々調製した後、これを公知の方法に従って使用して製造すればよい。
【0038】
カバーの形成方法としては公知の方法を用いることができ、例えば、ボールの種類に応じて予め作製したコアを金型内に配備し、上記カバー材を加熱混合溶融し、射出成形する方法等を採用できる。この場合、ゴルフボールの製造は、優れた流動性、成形性が確保された状態で作業でき、得られたゴルフボールは、反発性が高い。
また、本発明のカバー材により予め一対の半球状のハーフカップを成形し、このハーフカップでコアを包んで120〜170℃、1〜5分間、加圧成形する方法を用いても良い。
【0039】
本発明における上記カバー材は、射出成形に特に適した流動性を確保し、成形性を改良するため、メルトフローレートを調整することが好ましく、この場合、JIS−K6760で試験温度190℃、試験荷重21.18N(2.16kgf)に従って測定したときのメルトフローレート(MFR)が、通常0.5dg/min以上、好ましくは1dg/min以上、より好ましくは1.5dg/min以上、更に好ましくは2dg/min以上であり、上限としては通常20dg/min以下、好ましくは10dg/min以下、より好ましくは5dg/min以下、更に好ましくは3dg/min以下に調整されることが推奨される。メルトフローレートが、大きすぎても小さすぎても加工性が著しく低下する場合がある。
【0040】
上記カバー材にて形成されるカバー厚みは、通常0.5mm以上、好ましくは0.9mm以上、より好ましくは1.1mm以上、上限として通常3mm以下、好ましくは2.5mm以下、より好ましくは2.0mm以下である。カバー厚みが大きすぎると、反発性が低下する場合があり、カバー厚みが小さすぎると、耐久性が低下する場合がある。
【0041】
本発明のゴルフボールにおいて、最外層カバーの表面には多数のディンプルが形成され、更にカバー上には下地処理、スタンプ、塗装等種々の処理を行うことができる。特に本発明のカバー材で形成されたカバーにこのような表面処理を施す場合、カバー表面の成形性が良好であるため作業性を良好にして行うことができる。
【0042】
ディンプルがないものと仮定した仮想ゴルフボール体積に対する、ゴルフボール表面ディンプルの容積が占める割合(体積占有率)をVR(単位は%)と定義する。ドライバー(W#1)でのショットを考える場合、本発明のゴルフボールのVR値は通常0.66以上、好ましくは0.70以上、更に好ましくは0.75以上、上限としては通常0.85以下、好ましくは0.82以下、更に好ましくは0.79以下である。VR値が小さすぎると吹け上がる弾道となり、ロールが出なくなってトータル飛距離が短くなる場合があり、VR値が大きすぎると、上がりきらない弾道となり、キャリーが出なくなり、結果としてトータル飛距離が短くなる場合がある。
【0043】
本発明のゴルフボールは、競技用としてゴルフ規則に従うものとすることができ、直径42.67mm以上、重量45.93g以下に形成することができる。
また、本発明のゴルフボールの初速度は、通常76.4m/s以上、好ましくは76.6m/s以上、更に好ましくは76.8m/s以上、上限として通常77.7m/s以下となるように製造される。初速度が低すぎると飛距離が出なくなる場合があり、初速度が大きすぎるとR&A(USGA)にて定められているゴルフボールの規格外となってしまう。
【0044】
【実施例】
以下、実施例及び比較例を示し、本発明を具体的に説明するが、本発明は下記実施例に制限されるものではない。
【0045】
〔実施例1〜3,比較例1〜8〕
シス−1,4−ポリブタジエンを主成分とするコア材料を用いて、直径38.6mm、重量35.1g、100kg荷重負荷時の変形量2.8mmに調整したソリッドコアを得た。
表1に示す組成のカバー材を200℃で混練型二軸押出機にてミキシングし、ペレット状のカバー材を得た後、上記ソリッドコアを配備した金型内に射出し、厚さ2.1mmのカバーを有する直径42.8mmのツーピースソリッドゴルフボールを製造した。
【0046】
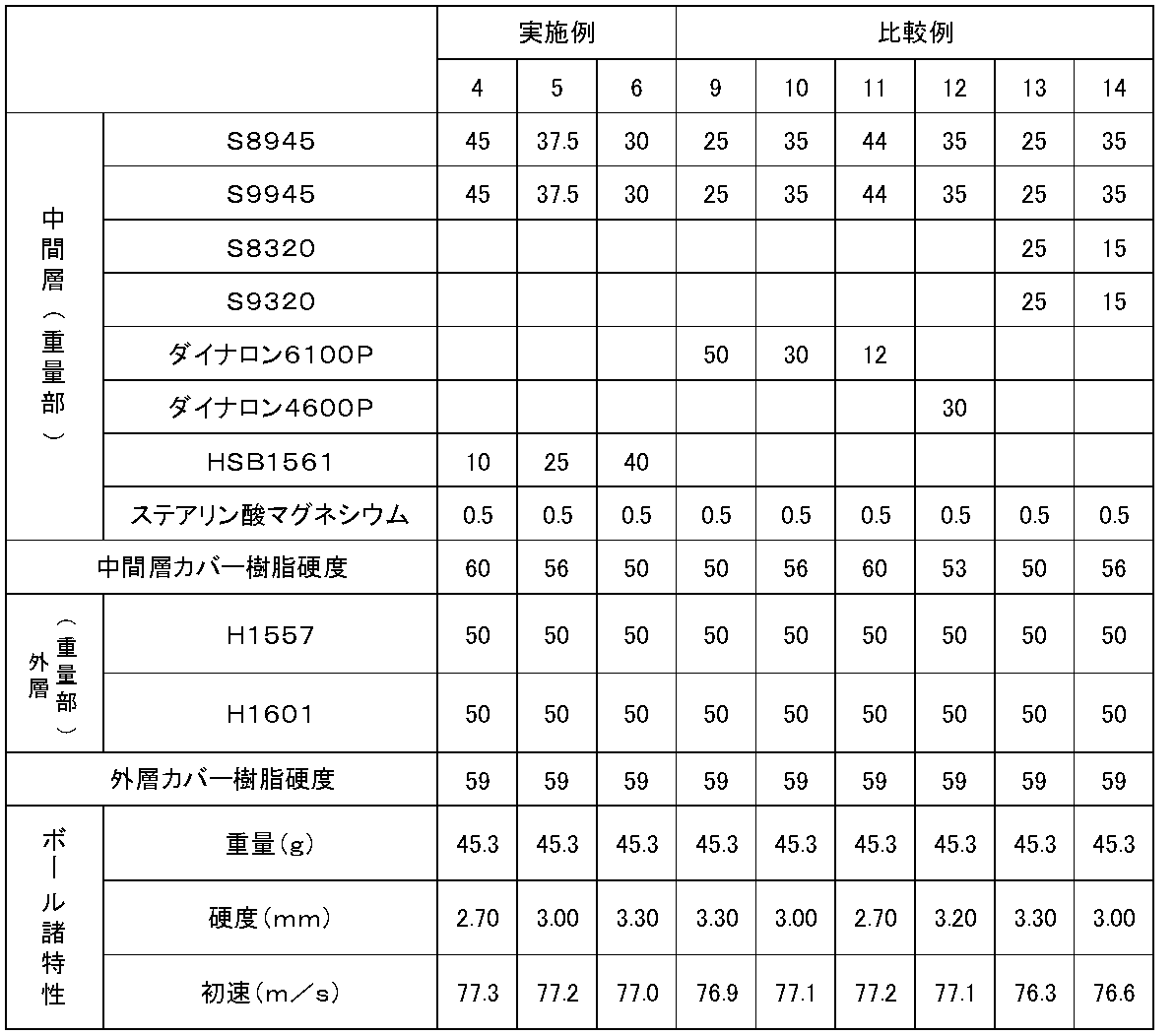
〔実施例4〜6、比較例9〜14〕
シス−1,4−ポリブタジエンを主成分とするコア材料を用いて、直径36.4mm、重量30.9g、100kg荷重負荷時の変形量3.8mmに調整したソリッドコアを得た。
表2に示す組成のカバー材を200℃で混練型二軸押出機にてミキシングし、ペレット状のカバー材を得た後、中間層カバー材をコア上に厚さ1.7mmに射出成形して中間層を成形した後、外層カバー材を射出成形し、直径42.8mmのスリーピースゴルフボールを製造した。
【0047】
得られた各ゴルフボールについて、諸特性を下記の通り評価した。結果を表1,表2に併記した。
【0048】
【表1】
H1605:ハイミラン1605(三井・デュポンポリケミカル社製)。エチレン−メタクリル酸共重合体アイオノマーのNaイオン中和物。
H1557:ハイミラン1557(三井・デュポンポリケミカル社製)。エチレン−メタクリル酸共重合体アイオノマーのZnイオン中和物。
H1856:ハイミラン1856(三井・デュポンポリケミカル社製)。エチレン−メタクリル酸−アクリル酸エステル三元共重合体のNaイオン中和物。
S8120:サーリン8120(米国デュポン社製)。エチレン−メタクリル酸−アクリル酸エステル三元共重合体のNaイオン中和物。
HSB1561:JSR(株)製末端にアミノ基を有するブロックポリマー。スチレンブロック末端をアミノ基により変性した水添トリブロックポリマー、S−EB−C系。
ダイナロン6100P:JSR(株)製オレフィン結晶ブロックを有するブロックコポリマー、C−EB−C系。
ダイナロン4600P:JSR(株)製オレフィン結晶ブロックを有するブロックコポリマー、S−EB−C系。
ボンドファースト2C:住友化学工業(株)製エチレン−グリシジルメタアクリレート共重合体、GMA含量6重量%、ショアD硬度46。
カバー樹脂硬度
ASTM D−2240に準じて測定したショアD硬度。
ボール諸特性/硬度(mm)
100kg荷重負荷時のボール変形量(mm)
ボール諸特性/初速(m/s)
ゴルフボール公認機関R&A(USGA)と同タイプの初速度計を使用し、R&A(USGA)ルールに従い測定したときの初速度。
ボール諸特性/耐擦過傷性
ボールを23℃に保温し、ピッチングウェッジをスイングロボットマシンに取り付け、ヘッドスピード37m/sにおいてボール1個について通常打撃で3か所を打撃し、3か所の打撃部分を次の評価基準で評価した。
5点 ボール表面が全く変化しないか、又はクラブフェース跡がわずかに残る程度
4点 クラブフェース跡がかなり残るが、カバー表面の毛羽立ちはない。
3点 表面が毛羽立ち、ささくれが目立つ。
2点 表面が毛羽立ち、亀裂がある。
1点 ディンプルが削り取られている。
ボール諸特性/射出成型性
コア上にカバー材組成物を射出成型後、成型性を下記基準で評価した。
○:ウェルド、ひけが発生しない
×:ウェルド、ひけが発生した
ボール諸特性/打撃耐久性
入射速度50m/sで金属プレートに繰り返し100回の打撃を行った後、割れの発生状態を評価した。
○:割れない
×:割れた
ボール諸特性/研磨工程成形性
射出成型後のゲートバリ研磨工程における成形性を下記基準で判定した。
○:皮むけ、ざらつきが生じない
×:皮むけ、ざらつきが生じる
【0049】
【表2】
S9945:サーリン9945(米国デュポン社製)。エチレン−メタクリル酸共重合体アイオノマーのZnイオン中和物。
S8320:サーリン8320(米国デュポン社製)。エチレン−メタクリル酸−アクリル酸エステル三元共重合体のNaイオン中和物。
S9320:サーリン9320(米国デュポン社製)。エチレン−メタクリル酸−アクリル酸エステル三元共重合体のZnイオン中和物。
ダイナロン6100P:JSR(株)製オレフィン結晶ブロックを有するブロックコポリマー、C−EB−C系。
ダイナロン4600P:JSR(株)製オレフィン結晶ブロックを有するブロックコポリマー、S−EB−C系。
HSB1561:JSR(株)製末端にアミノ基を有するブロックポリマー。スチレンブロック末端をアミノ基により変性した水添トリブロックポリマー、S−EB−C系。
H1557:ハイミラン1557(三井・デュポンポリケミカル社製)。エチレン−メタクリル酸共重合体アイオノマーのZnイオン中和物。
H1601:ハイミラン1601(三井・デュポンポリケミカル社製)。エチレン−メタクリル酸共重合体アイオノマーのNaイオン中和物。
中間層カバー樹脂硬度
ASTM D−2240に準じて測定したショアD硬度。
外層カバー樹脂硬度
ASTM D−2240に準じて測定したショアD硬度。
ボール諸特性/硬度(mm)
100kg荷重負荷時のボール変形量(mm)
ボール諸特性/初速(m/s)
ゴルフボール公認機関R&A(USGA)と同タイプの初速度計を使用し、R&A(USGA)ルールに従い測定したときの初速度。
【0050】
表1、2の結果から明らかなように、アイオノマー樹脂にオレフィン結晶ブロックを有する熱可塑性エラストマーの変性体をブレンド物した材料を最外層又は最外層以外の少なくとも1層に用いたゴルフボールは、従来のゴルフボールと比較して反発性、耐久性、耐擦過傷性、成形性の著しく改良されたことが認められる。
【発明の効果】
本発明によれば、流動性、成形性が良好なアイオノマー樹脂にオレフィン結晶ブロックを有する熱可塑性エラストマーの変性体をブレンド物した材料を最外層又は最外層以外の少なくとも1層のカバー材料に用いることにより、反発性、耐久性、耐擦過傷性、成形性の著しく改良されたゴルフボールが得られる。[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention relates to a golf ball having good resilience, durability, abrasion resistance, and moldability.
[0002]
[Prior art]
Conventionally, as a resin component for a golf ball outermost layer cover, an ionomer resin which is a metal ion neutralized product of an ethylene- (meth) acrylic acid copolymer has been used as a solid golf ball due to its excellent hitting durability and cut resistance. It has been widely used as a cover material for some thread wound golf balls. However, since the ionomer resin has higher hardness than balata rubber which has been conventionally used as a cover material, the golf ball using the ionomer resin as the cover material has a higher hitting feeling than the golf ball using balata rubber as the cover material. It was hard and had poor spin control during iron shots.
[0003]
In order to solve the above problem, a technique has been proposed in which a thermoplastic elastomer having a crystalline polyethylene block is blended with an ionomer resin for the purpose of softening the ionomer resin (for example, see Patent Document 1).
According to this proposal, by using a composition obtained by blending a thermoplastic elastomer having a crystalline polyethylene block in an ionomer resin in a specific amount for the outermost layer cover material, it has a soft and excellent shot feeling, and a decrease in rebound is reduced. Thus, a golf ball having excellent resistance to scratches on iron shots can be obtained.
However, when the above thermoplastic elastomer is simply blended with the ionomer resin, the compatibility of the two may be insufficient. When such a composition that is not sufficiently homogenized is used for the outermost layer cover material, there may be cases where fluffing occurs during polishing after molding and the resilience of the golf ball is reduced. It is also described that an olefin polymer modified with a carboxyl group or an epoxy group is added as a third component in order to improve the compatibility. In some cases, the fluidity is significantly reduced, making injection molding extremely difficult, and it has been difficult to implement.
[0004]
On the other hand, a technique for improving resilience and impact durability by using a composition obtained by blending a thermoplastic elastomer having a crystalline polyethylene block with an ionomer resin as an intermediate layer material of a three-piece ball has been proposed (for example, See Patent Document 2.).
However, in this case, there may be the same problem as described above, and when a composition obtained by simply blending the above-mentioned thermoplastic elastomer with an ionomer resin is used for the intermediate layer material, the resilience of the golf ball is still improved. There was room.
[0005]
[Patent Document 1]
Japanese Patent No. 2924706
[Patent Document 2]
Japanese Patent No. 3304781
[0006]
[Problems to be solved by the invention]
The present invention has been made in view of the above circumstances, and an object of the present invention is to provide a golf ball having high impact durability, high abrasion resistance, and excellent resilience and moldability.
[0007]
Means for Solving the Problems and Embodiments of the Invention
The present inventor has conducted intensive studies to achieve the above object, and as a result, in a golf ball including a core and one or more layers of covers covering the core, at least one layer constituting the cover is provided at the end. By forming a mixture containing a block polymer having an amino group and an ionomer resin in a specific ratio as a main component, a golf ball having remarkably improved resilience, durability, abrasion resistance, and moldability can be obtained. This led to the achievement of the present invention.
[0008]
That is, the present invention provides the following golf balls.
Claim 1:
In a golf ball comprising a core and one or more layers of a cover covering the core, at least one layer constituting the cover comprises (A) a block polymer having an amino group at a terminal, and (B) an ionomer resin. (A) / (B) = 3/97 to 60/40 (weight ratio).
Claim 2:
2. The golf ball according to claim 1, wherein the outermost layer cover is formed mainly of the mixture according to claim 1.
Claim 3:
2. The golf ball according to claim 1, wherein the cover comprises a plurality of layers, and at least one layer other than the outermost layer cover is formed with the mixture according to claim 1 as a main component.
[0009]
Hereinafter, the present invention will be described in more detail.
The present invention provides a golf ball comprising a core and one or more layers of a cover covering the core, wherein at least one layer constituting the cover comprises (A) a block polymer having an amino group at a terminal and (B) ) A mixture containing an ionomer resin at a ratio of (A) / (B) = 3/97 to 60/40 (weight ratio) (hereinafter sometimes simply referred to as “cover material”) is formed as a main component. It was done.
When the specific resin component of the block polymer having an amino group at the terminal (A) is blended with the ionomer resin (B) in the above-described specific ratio, both components are very compatible. The resulting mixture is a homogeneous ionomer resin mixture having improved flexibility, and by using the mixture as a golf ball cover material, the feel, controllability, resilience, durability, and abrasion resistance are improved. Thus, a golf ball excellent in moldability can be obtained.
[0010]
As the block polymer having an amino group at the terminal (A) in the present invention, a block copolymer having an olefin crystal block whose terminal is modified with an amino group is preferably used.
[0011]
The block copolymer having the olefin crystal block includes an olefin crystal block (C) as a hard segment or an olefin crystal block (C) and a styrene crystal block (S), and a comparison between ethylene and butylene as a soft segment. Preferred are those having a block composed of a substantially random copolymerized structure (EB). As the molecular structure, a C-EB, C-EB-C, or S-EB-C-based structure having a hard segment at one end or both ends is preferred. It is preferable that the block copolymer has Examples of the olefin crystal block include a crystalline polyethylene block and a crystalline polypropylene block, and a crystalline polyethylene block is particularly preferable.
[0012]
The block copolymer having the olefin crystal block can be obtained by hydrogenating polybutadiene or a styrene-butadiene copolymer.
Here, the polybutadiene or styrene-butadiene copolymer used for the hydrogenation has a 1,4-polymerized portion having a 1,4-bond content of 95% by weight or more as a block in the butadiene structure. Polybutadiene having 1,4-bonds in the total amount of butadiene structure of 50% by weight or more, more preferably 80% by weight or more is suitably used.
In particular, regarding the above block copolymer having a C-EB-C structure, both ends of the molecular chain are 1,4-polymers rich in 1,4-bonds, and the intermediate portions are 1,4-bonds with 1,4-bonds. Those obtained by hydrogenating polybutadiene having a mixture of 2-bonds are preferred.
When the terminal of the block copolymer having an olefin crystal block is modified with an amino group, the terminal of the styrene block is preferably modified with an amino group.
[0013]
The hydrogenation amount in the hydrogenated product of polybutadiene or styrene-butadiene copolymer (the conversion of double bonds into saturated bonds in polybutadiene or styrene-butadiene copolymer) is preferably from 60 to 100%, Preferably it is 90 to 100%. If the amount of hydrogen added is too small, gelation or the like may be deteriorated in a blending step with an ionomer resin or the like, or when a golf ball is formed, a problem may occur in the weather resistance and impact durability of the cover. .
[0014]
In the block copolymer having the olefin crystal block, the content of the hard segment is preferably from 10 to 50% by weight. If the amount of the hard segment is too large, the object of the present invention may not be effectively achieved due to lack of flexibility, and if the amount of the hard segment is too small, there may be a problem in the moldability of the blend.
Further, the number average molecular weight of the block copolymer having the olefin crystal block is preferably 30,000 to 800,000.
[0015]
The melt index of the block copolymer having an olefin crystal block at 230 ° C. is preferably 0.5 to 15 g / 10 min, more preferably 1 to 7 g / 10 min. Outside the above range, problems such as welds, sink marks and shorts may occur during injection molding.
[0016]
As the ionomer resin (B) in the present invention, any of those conventionally used as cover materials for golf balls can be used, but (b-1) an olefin-unsaturated carboxylic acid binary random copolymer and / or Or (b-2) olefin-unsaturated carboxylic acid-unsaturated carboxylic acid ester ternary random copolymer and / or olefin- It is preferable that the ionomer resin (B) contains an unsaturated carboxylic acid-unsaturated carboxylic acid ester tertiary random copolymer and a metal ion neutralized product.
[0017]
As the olefin in the component (b-1) or the component (b-2), an α-olefin is suitably used. Specific examples of the α-olefin include, for example, ethylene, propylene, 1-butene, and among them, ethylene is particularly preferable. These olefins may be used in combination of two or more.
[0018]
As the unsaturated carboxylic acid in the component (b-1) or the component (b-2), an α, β-unsaturated carboxylic acid having 3 to 8 carbon atoms is suitably used. Specific examples of the α, β-unsaturated carboxylic acid having 3 to 8 carbon atoms include acrylic acid, methacrylic acid, ethacrylic acid, itaconic acid, maleic acid, fumaric acid and the like. Among them, acrylic acid, methacrylic acid Acids are preferably used. These unsaturated carboxylic acids may be used in combination of two or more.
[0019]
As the unsaturated carboxylic acid ester in the component (b-2), a lower alkyl ester of the above-described unsaturated carboxylic acid is suitable. For example, methanol, ethanol, propanol, n-butanol, isobutanol may be used as the unsaturated carboxylic acid. And those obtained by reacting a lower alcohol such as In particular, acrylates and methacrylates are preferred.
As the unsaturated carboxylic acid ester in the component (b-2), more specifically, methyl methacrylate, ethyl methacrylate, propyl methacrylate, butyl methacrylate, methyl acrylate, ethyl acrylate, propyl acrylate, acrylic acid Butyl and the like can be mentioned, and butyl acrylate (n-butyl acrylate, i-butyl acrylate) is particularly preferably used. These unsaturated carboxylic acid esters can be used in combination of two or more.
[0020]
When producing the olefin-unsaturated carboxylic acid copolymer or the olefin-unsaturated carboxylic acid-unsaturated carboxylic acid ester copolymer, any monomer may be further copolymerized within a range that does not impair the object of the present invention. It may be polymerized.
The content of the unsaturated carboxylic acid in these copolymers is 5 to 20% by weight in the case of the component (b-1) and 1 to 10% by weight in the case of the component (b-2). Preferably, there is. If the unsaturated carboxylic acid content is too small, rigidity and resilience may be reduced, and the flight performance of a golf ball may be reduced. If the unsaturated carboxylic acid content is too large, the flexibility may be insufficient.
Further, the content of the unsaturated carboxylic acid ester in the component (b-2) is preferably from 12 to 45% by weight. If the unsaturated carboxylic acid ester content is too small, the effect of softening may not be obtained, and if the unsaturated carboxylic acid ester content is too large, the resilience may be reduced.
[0021]
When the above-mentioned component (b-1) and the above-mentioned component (b-2) are blended and used, the blending amount is (b-1) / (b-2) = 100/0 to 25/75 by weight ratio. Is preferably, and more preferably 100/0 to 50/50. If the amount of the component (b-2) is too large, the resilience may be insufficient.
[0022]
As the (B) ionomer resin in the present invention, a resin obtained by neutralizing the above copolymer with at least one kind of a metal ion having 1 to 3 valences is preferably used. Examples of the monovalent to trivalent metal ions suitable for neutralization include ions of sodium, potassium, lithium, magnesium, calcium, zinc, aluminum, ferrous iron, ferric iron, and the like.
[0023]
The introduction of such a metal ion, for example, reacts the above-mentioned copolymer with a hydroxide, methoxide, ethoxide, carbonate, nitrate, formate, acetate, oxide, etc. of the above-mentioned trivalent metal. Is achieved by letting
The neutralization amount of the carboxylic acid contained in the copolymer is preferably at least 10 mol%, more preferably at least 30 mol%, and at most 100 mol%, especially at most 90 mol%, of the carboxylic acid groups in the copolymer. It is preferably neutralized by metal ions. If the neutralization amount is small, low resilience may be obtained.
[0024]
From the viewpoint of improving the resilience, it is also preferable to use a mixture of a monovalent metal ionomer and a divalent metal ionomer. In this case, it is preferable that the former and the latter be mixed and used in a weight ratio of 20/80 to 80/20.
[0025]
In addition, by blending an ionomer resin containing a monovalent, divalent, or trivalent metal ion species in an appropriate amount, the resilience and durability of a layer formed mainly of the ionomer resin can be balanced. Is known, and it is preferable to blend in such a composition in the present invention.
[0026]
As the ionomer resin (B) used in the present invention, commercially available products may be used, and for example, “Surlyn” manufactured by DuPont in the United States, “HIMILAN” manufactured by DuPont Mitsui Polychemicals, and the like may be used. No.
[0027]
In the present invention, the (A) block polymer having an amino group at the terminal and the (B) ionomer resin are 3 to 60 parts by weight, preferably 10 to 60 parts by weight, more preferably 20 to 45 parts by weight, and the latter 97 to 40 parts by weight, preferably 90 to 40 parts by weight, more preferably 80 to 55 parts by weight (total 100 parts by weight). If the amount of the component (A) is too small, the ionomer resin is not sufficiently softened, and the shot feeling and controllability are not sufficiently improved. On the other hand, if the amount of the component (A) is too large, the cut resistance is impaired.
[0028]
In the present invention, at least one layer constituting the cover is formed by using, as a main component, a mixture containing the (A) block polymer having an amino group at the terminal and the (B) ionomer resin in the above ratio. However, various additives such as a pigment, a dispersant, an antioxidant, an ultraviolet absorber, a light stabilizer, and an inorganic filler are added to the mixture within a range that does not impair the purpose of the present invention. You can also.
More specifically, such additives include zinc oxide, barium sulfate, titanium dioxide, magnesium oxide, magnesium hydroxide, magnesium carbonate, sodium hydroxide, sodium carbonate, calcium oxide, calcium hydroxide, lithium hydroxide, and carbonic acid. Lithium, magnesium stearate and the like.
[0029]
The amount of the additive is usually 0.1 to 50 parts by weight, preferably 0.5 to 30 parts by weight, and more preferably 1 to 100 parts by weight of the mixture of the components (A) and (B). 66 parts by weight. If the compounding amount of the additive is too large, the durability may decrease. If the compounding ratio of the additive is too small, the effect of the additive may not be obtained.
[0030]
The hardness (Shore D) of the cover material in the present invention is usually 40 or more, preferably 45 or more, and usually 62 or less, preferably 58 as an upper limit. If the Shore D hardness is too low, the resilience may be poor, and if the Shore D hardness is too high, the feel and controllability may not be improved.
[0031]
The specific gravity of the cover material is usually 0.85 to 1.2 g / cm.3, Preferably 0.9 to 1.1 g / cm3, More preferably 0.92 to 1.0 g / cm3It is.
[0032]
There is no particular limitation on the method for producing the cover material in the present invention.For example, at a heating temperature of 150 to 250 ° C., a kneading twin-screw extruder, a Banbury, an internal mixer such as a kneader or the like is used as a mixer, and the above components are used. It can be obtained by kneading.
When various additives and the like are blended with the cover material in addition to the components (A) and (B), the blending method is not particularly limited, and is blended together with the components (A) and (B). The components (A) and (B) may be preliminarily heated and mixed, and then an optional additive or the like may be added and further heated and mixed.
[0033]
The core in the present invention may be either a wound core or a solid core, and can be manufactured according to a conventional method. In order to obtain a solid core, for example, based on 100 parts by weight of cis-1,4-polybutadiene, α, β-monoethylenically unsaturated carboxylic acid such as acrylic acid and methacrylic acid or a metal ion neutralized product thereof, trimethylol One or more of vulcanizing agents (crosslinking agents) such as functional monomers such as propane methacrylate are used alone or as a mixture of two or more. Filling with 10 to 60 parts by weight, zinc oxide, barium sulfate, etc. 5 parts by weight to 30 parts by weight of an agent, 0.5 part by weight to 5 parts by weight of a peroxide such as dicumyl peroxide, and 0.1 part by weight to 1 part by weight of an antioxidant as required. After blending and press vulcanizing (crosslinking) the rubber composition, it can be formed into a spherical shape by heating and compressing at 140 ° C. or more and 170 ° C. or less for 10 minutes or more and 40 minutes or less.
[0034]
When manufacturing a wound core of a wound golf ball, first, a liquid or solid center is prepared. The liquid center may be formed by forming a hollow spherical center bag with the above-described rubber composition or the like, and filling a liquid in the bag according to a known method. The solid center can be manufactured according to the above-described method for manufacturing a solid core, and a core can be obtained by winding a rubber thread around the obtained center in a stretched state.
In addition, the above rubber thread may be obtained by a conventional method, for example, a rubber composition in which various additives such as an antioxidant, a vulcanization accelerator, and sulfur are blended with a synthetic rubber such as natural rubber or polyisoprene. Can be used.
[0035]
The structure of the core in the present invention may be a single layer or a plurality of layers.
The core surface hardness in the present invention is usually 60 to 85, preferably 65 to 83, and more preferably 67 to 80 in JIS-C hardness. If the core hardness is too high, the feel at impact may be too hard, or the spin may be too large when hitting W # 1, and if the hardness is too low, the feel at impact may be too soft or the rebound may be low. In some cases, a sufficient flight distance may not be obtained due to excessive deformation, or the durability to cracking due to repeated impact may deteriorate.
[0036]
The diameter of the core is usually 25 mm or more, preferably 36 mm or more, and the upper limit is usually 40 mm or less, preferably 39 mm or less, more preferably 38 mm or less.
[0037]
The golf ball of the present invention is a golf ball in which the core is covered with at least one cover formed of the cover material.
The cover layer formed of the above golf ball material may be a part or all of the cover layer, and the golf ball of the present invention may be a thread-wound golf ball (the cover may be a single layer or a multilayer of two or more layers. Any of golf balls such as a two-piece solid golf ball, a three-piece solid golf ball, and a multi-piece solid golf ball may be used.
Therefore, in order to obtain the golf ball of the present invention, the heated mixture as the golf ball material of the present invention is variously prepared as a cover material of a solid golf ball (a core having two or more layers, at least one layer in the case of a cover). After that, it may be manufactured by using this according to a known method.
[0038]
As a method for forming the cover, a known method can be used. For example, a method in which a core prepared in advance according to the type of the ball is disposed in a mold, the cover material is heated, mixed and melted, and injection molding is performed. Can be adopted. In this case, golf balls can be manufactured in a state where excellent fluidity and moldability are ensured, and the obtained golf balls have high resilience.
Alternatively, a method may be used in which a pair of hemispherical half cups are formed in advance with the cover material of the present invention, the core is wrapped with the half cups, and pressure molding is performed at 120 to 170 ° C. for 1 to 5 minutes.
[0039]
The cover material in the present invention is preferably adjusted to a melt flow rate in order to secure fluidity particularly suitable for injection molding and improve moldability. In this case, the test temperature is 190 ° C. according to JIS-K6760, and the test temperature is 190 ° C. The melt flow rate (MFR) when measured according to a load of 21.18 N (2.16 kgf) is usually 0.5 dg / min or more, preferably 1 dg / min or more, more preferably 1.5 dg / min or more, and further preferably It is 2 dg / min or more, and the upper limit is usually adjusted to 20 dg / min or less, preferably 10 dg / min or less, more preferably 5 dg / min or less, and even more preferably 3 dg / min or less. If the melt flow rate is too high or too low, the processability may be significantly reduced.
[0040]
The thickness of the cover formed by the above cover material is usually 0.5 mm or more, preferably 0.9 mm or more, more preferably 1.1 mm or more, and usually 3 mm or less, preferably 2.5 mm or less, more preferably 2 mm or less. 0.0 mm or less. If the cover thickness is too large, the resilience may decrease, and if the cover thickness is too small, the durability may decrease.
[0041]
In the golf ball of the present invention, a large number of dimples are formed on the surface of the outermost layer cover, and the cover can be subjected to various treatments such as groundwork, stamping, and painting. In particular, when such a surface treatment is applied to a cover formed of the cover material of the present invention, the workability can be improved since the cover surface has good moldability.
[0042]
The ratio (volume occupancy) of the volume of the dimples on the surface of the golf ball to the volume of the virtual golf ball assuming that there are no dimples is defined as VR (unit is%). When considering a shot with a driver (W # 1), the VR value of the golf ball of the present invention is usually 0.66 or more, preferably 0.70 or more, more preferably 0.75 or more, and the upper limit is usually 0.85 or more. Or less, preferably 0.82 or less, more preferably 0.79 or less. If the VR value is too small, the trajectory will blow up, and the roll will not come out, which may shorten the total flight distance. If the VR value is too large, the trajectory will not go up and the carry will not come out. May be shorter.
[0043]
The golf ball of the present invention can conform to the Rules of Golf for competition use and can be formed to have a diameter of not less than 42.67 mm and a weight of not more than 45.93 g.
The initial velocity of the golf ball of the present invention is usually at least 76.4 m / s, preferably at least 76.6 m / s, more preferably at least 76.8 m / s, and usually at most 77.7 m / s. It is manufactured as follows. If the initial speed is too low, the flight distance may not be obtained, and if the initial speed is too high, the golf ball may be out of the standard specified by R & A (USGA).
[0044]
【Example】
Hereinafter, the present invention will be described specifically with reference to Examples and Comparative Examples, but the present invention is not limited to the following Examples.
[0045]
[Examples 1 to 3, Comparative Examples 1 to 8]
Using a core material containing cis-1,4-polybutadiene as a main component, a solid core adjusted to a diameter of 38.6 mm, a weight of 35.1 g, and a deformation of 2.8 mm under a load of 100 kg was obtained.
The cover material having the composition shown in Table 1 was mixed at 200 ° C. by a kneading twin-screw extruder to obtain a pellet-like cover material, and then injected into a mold provided with the above solid core, and having a thickness of 2. A 42.8 mm diameter two-piece solid golf ball with a 1 mm cover was produced.
[0046]
[Examples 4 to 6, Comparative Examples 9 to 14]
Using a core material containing cis-1,4-polybutadiene as a main component, a solid core having a diameter of 36.4 mm, a weight of 30.9 g, and a deformation of 3.8 mm under a load of 100 kg was obtained.
The cover material having the composition shown in Table 2 was mixed at 200 ° C. with a kneading twin-screw extruder to obtain a pellet-like cover material, and the intermediate-layer cover material was injection-molded on the core to a thickness of 1.7 mm. After forming the intermediate layer, the outer layer cover material was injection molded to produce a three-piece golf ball having a diameter of 42.8 mm.
[0047]
Various characteristics of the obtained golf balls were evaluated as follows. The results are shown in Tables 1 and 2.
[0048]
[Table 1]
H1605: Himilan 1605 (manufactured by Du Pont-Mitsui Polychemicals). A sodium ion neutralized product of an ethylene-methacrylic acid copolymer ionomer.
H1557: Himilan 1557 (manufactured by DuPont-Mitsui Polychemicals). A Zn ion neutralized product of an ethylene-methacrylic acid copolymer ionomer.
H1856: Himilan 1856 (manufactured by DuPont-Mitsui Polychemicals). A Na ion neutralized product of an ethylene-methacrylic acid-acrylate ester terpolymer.
S8120: Surlyn 8120 (manufactured by DuPont, USA). A Na ion neutralized product of an ethylene-methacrylic acid-acrylate ester terpolymer.
HSB1561: a block polymer having an amino group at a terminal manufactured by JSR Corporation. A hydrogenated triblock polymer having a styrene block terminal modified with an amino group, S-EB-C type.
Dynaron 6100P: a block copolymer having an olefin crystal block manufactured by JSR Corporation, C-EB-C type.
Dynalon 4600P: a block copolymer having an olefin crystal block manufactured by JSR Corporation, S-EB-C type.
Bond First 2C: Sumitomo Chemical Industries, Ltd. ethylene-glycidyl methacrylate copolymer, GMA content 6% by weight, Shore D hardness 46.
Cover resin hardness
Shore D hardness measured according to ASTM D-2240.
Ball characteristics / hardness (mm)
Ball deformation under 100kg load (mm)
Ball characteristics / initial speed (m / s)
The initial speed measured using the same type of initial speedometer as the R & A (USGA), which is the official body of the golf ball official agency, according to the R & A (USGA) rules.
Ball properties / scratch resistance
The ball was kept warm at 23 ° C, a pitching wedge was attached to a swing robot machine, and at a head speed of 37 m / s, one ball was hit at three places with a normal hit, and the three hit parts were evaluated according to the following evaluation criteria. did.
5 points: No change on the ball surface or slight marks on the club face
4 points Club face remains on the cover, but there is no fuzz on the cover surface.
3 points The surface is fluffy and scum is noticeable.
2 points The surface is fluffy and cracked.
1 point Dimple is removed.
Ball characteristics / injection moldability
After injection molding the cover material composition on the core, moldability was evaluated according to the following criteria.
:: No weld or sink occurs
×: Weld or sink occurred
Ball characteristics / hitting durability
After repeatedly hitting the metal plate 100 times at an incident speed of 50 m / s, the state of occurrence of cracks was evaluated.
○: not broken
×: cracked
Ball characteristics / Polishing process formability
The moldability in the gate burr polishing step after injection molding was determined according to the following criteria.
:: No peeling or roughness
×: Peeling or roughness occurs
[0049]
[Table 2]
S9945: Surlyn 9945 (manufactured by DuPont, USA). A Zn ion neutralized product of an ethylene-methacrylic acid copolymer ionomer.
S8320: Surlyn 8320 (manufactured by DuPont, USA). A Na ion neutralized product of an ethylene-methacrylic acid-acrylate ester terpolymer.
S9320: Surlyn 9320 (manufactured by DuPont, USA). A Zn ion neutralized product of an ethylene-methacrylic acid-acrylic ester terpolymer.
Dynaron 6100P: a block copolymer having an olefin crystal block manufactured by JSR Corporation, C-EB-C type.
Dynalon 4600P: a block copolymer having an olefin crystal block manufactured by JSR Corporation, S-EB-C type.
HSB1561: a block polymer having an amino group at a terminal manufactured by JSR Corporation. A hydrogenated triblock polymer having a styrene block terminal modified with an amino group, S-EB-C type.
H1557: Himilan 1557 (manufactured by DuPont-Mitsui Polychemicals). A Zn ion neutralized product of an ethylene-methacrylic acid copolymer ionomer.
H1601: Himilan 1601 (manufactured by Du Pont-Mitsui Polychemicals). A sodium ion neutralized product of an ethylene-methacrylic acid copolymer ionomer.
Intermediate layer cover resin hardness
Shore D hardness measured according to ASTM D-2240.
Outer layer cover resin hardness
Shore D hardness measured according to ASTM D-2240.
Ball characteristics / hardness (mm)
Ball deformation under 100kg load (mm)
Ball characteristics / initial speed (m / s)
The initial speed measured using the same type of initial speedometer as the R & A (USGA), which is the official body of the golf ball official agency, according to the R & A (USGA) rules.
[0050]
As is clear from the results of Tables 1 and 2, a golf ball using a material obtained by blending a modified product of a thermoplastic elastomer having an olefin crystal block in an ionomer resin as the outermost layer or at least one layer other than the outermost layer is a conventional golf ball. It can be seen that the resilience, durability, abrasion resistance and moldability were significantly improved as compared with the golf ball of No.
【The invention's effect】
According to the present invention, a material obtained by blending a modified product of a thermoplastic elastomer having an olefin crystal block with an ionomer resin having good fluidity and moldability is used as the outermost layer or at least one layer other than the outermost layer as a cover material. Thereby, a golf ball having remarkably improved resilience, durability, abrasion resistance, and moldability can be obtained.
Claims (3)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002281710A JP4061482B2 (en) | 2002-09-26 | 2002-09-26 | Golf ball |
| US10/668,314 US6942582B2 (en) | 2002-09-26 | 2003-09-24 | Golf ball |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002281710A JP4061482B2 (en) | 2002-09-26 | 2002-09-26 | Golf ball |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004113517A true JP2004113517A (en) | 2004-04-15 |
| JP4061482B2 JP4061482B2 (en) | 2008-03-19 |
Family
ID=32025209
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002281710A Expired - Fee Related JP4061482B2 (en) | 2002-09-26 | 2002-09-26 | Golf ball |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US6942582B2 (en) |
| JP (1) | JP4061482B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022007546A (en) * | 2020-06-26 | 2022-01-13 | ブリヂストンスポーツ株式会社 | Resin composition for golf ball and golf ball |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7135529B2 (en) * | 2004-08-09 | 2006-11-14 | Acushnet Company | Golf ball comprising saturated rubber/ionomer block copolymers |
| US20180133559A1 (en) * | 2006-02-03 | 2018-05-17 | Acushnet Company | Three-layer-core golf ball having highly-neutralized polymer outer core layer |
| US10507363B2 (en) * | 2015-06-08 | 2019-12-17 | Taylor Made Golf Company, Inc. | Metallic monomer used as ionomeric additives for ionomers and polyolefins |
| JP7198579B2 (en) * | 2015-10-16 | 2023-01-04 | 株式会社ブリヂストン | Multidimensional copolymer, rubber composition, crosslinked rubber composition and rubber article |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5559188A (en) * | 1994-04-22 | 1996-09-24 | Bridgestone Sports Co., Ltd. | Golf ball |
| JP3304781B2 (en) | 1996-09-06 | 2002-07-22 | ブリヂストンスポーツ株式会社 | Golf ball |
| JP3768337B2 (en) * | 1996-09-30 | 2006-04-19 | 株式会社クラレ | Polymer composition |
| JP3828447B2 (en) * | 2002-03-27 | 2006-10-04 | 株式会社クラレ | Acrylic polymer composition |
| JP4062434B2 (en) * | 2002-11-29 | 2008-03-19 | ブリヂストンスポーツ株式会社 | Two piece solid golf ball |
| JP4054982B2 (en) * | 2002-11-29 | 2008-03-05 | ブリヂストンスポーツ株式会社 | Multi-piece solid golf ball |
-
2002
- 2002-09-26 JP JP2002281710A patent/JP4061482B2/en not_active Expired - Fee Related
-
2003
- 2003-09-24 US US10/668,314 patent/US6942582B2/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022007546A (en) * | 2020-06-26 | 2022-01-13 | ブリヂストンスポーツ株式会社 | Resin composition for golf ball and golf ball |
| JP7516911B2 (en) | 2020-06-26 | 2024-07-17 | ブリヂストンスポーツ株式会社 | Golf ball resin composition and golf ball |
Also Published As
| Publication number | Publication date |
|---|---|
| US6942582B2 (en) | 2005-09-13 |
| US20040063518A1 (en) | 2004-04-01 |
| JP4061482B2 (en) | 2008-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4793516B2 (en) | Golf ball resin composition and golf ball | |
| JP3772252B2 (en) | Multi-piece golf ball manufacturing method | |
| JP3767834B2 (en) | Multi-piece solid golf ball | |
| JP3772251B2 (en) | Multi-piece golf ball manufacturing method | |
| US5994470A (en) | Golf ball | |
| JP3625231B2 (en) | Thread wound golf ball | |
| JP3491715B2 (en) | Golf ball | |
| JP3852791B2 (en) | Golf ball | |
| JP2709562B2 (en) | Golf ball | |
| JP3758922B2 (en) | Golf ball material and golf ball | |
| GB2288602A (en) | Golf ball | |
| JP3748628B2 (en) | Golf ball | |
| JP5170374B2 (en) | Golf ball | |
| US6359065B1 (en) | Solid golf ball | |
| JP2006087948A (en) | Multi-piece golf ball | |
| JP4061482B2 (en) | Golf ball | |
| JP2924706B2 (en) | Golf ball | |
| US6905425B2 (en) | Golf ball | |
| JP4597286B2 (en) | Golf ball | |
| JP3862350B2 (en) | Solid golf balls | |
| JP2005296654A (en) | Golf ball | |
| JP2005296655A (en) | Golf ball | |
| JP2006087925A (en) | Multi-piece golf ball | |
| JP4766211B2 (en) | Golf ball resin composition and golf ball | |
| JP3992164B2 (en) | Golf ball |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050823 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070629 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070711 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070910 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071128 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071211 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110111 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110111 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120111 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120111 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130111 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130111 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140111 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |