ES2809452T3 - Estructura absorbente en capas con efecto de absorción - Google Patents
Estructura absorbente en capas con efecto de absorción Download PDFInfo
- Publication number
- ES2809452T3 ES2809452T3 ES15789298T ES15789298T ES2809452T3 ES 2809452 T3 ES2809452 T3 ES 2809452T3 ES 15789298 T ES15789298 T ES 15789298T ES 15789298 T ES15789298 T ES 15789298T ES 2809452 T3 ES2809452 T3 ES 2809452T3
- Authority
- ES
- Spain
- Prior art keywords
- sap
- absorption layer
- bonded
- layer
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000002745 absorbent Effects 0.000 title claims abstract description 51
- 239000002250 absorbent Substances 0.000 title claims abstract description 51
- 230000000694 effects Effects 0.000 title description 5
- 238000010521 absorption reaction Methods 0.000 claims abstract description 120
- 229920000247 superabsorbent polymer Polymers 0.000 claims abstract description 97
- 239000000463 material Substances 0.000 claims abstract description 81
- 239000007788 liquid Substances 0.000 claims abstract description 63
- 239000000835 fiber Substances 0.000 claims abstract description 40
- 238000003860 storage Methods 0.000 claims abstract description 32
- 239000004744 fabric Substances 0.000 claims abstract description 24
- 229910052739 hydrogen Inorganic materials 0.000 claims abstract description 23
- 239000001257 hydrogen Substances 0.000 claims abstract description 23
- 239000004831 Hot glue Substances 0.000 claims abstract description 17
- 238000012546 transfer Methods 0.000 claims abstract description 17
- 125000004435 hydrogen atom Chemical group [H]* 0.000 claims abstract description 16
- 239000011159 matrix material Substances 0.000 claims abstract description 9
- 239000002657 fibrous material Substances 0.000 claims abstract description 4
- 239000012530 fluid Substances 0.000 claims description 20
- 230000032798 delamination Effects 0.000 claims description 12
- 229920001131 Pulp (paper) Polymers 0.000 claims description 7
- 230000001629 suppression Effects 0.000 claims description 3
- 239000011162 core material Substances 0.000 description 42
- 230000001070 adhesive effect Effects 0.000 description 33
- 239000000853 adhesive Substances 0.000 description 32
- 239000000203 mixture Substances 0.000 description 28
- 239000000758 substrate Substances 0.000 description 26
- 229920001169 thermoplastic Polymers 0.000 description 16
- 239000004416 thermosoftening plastic Substances 0.000 description 16
- 238000000034 method Methods 0.000 description 15
- 239000000523 sample Substances 0.000 description 14
- 239000012943 hotmelt Substances 0.000 description 10
- 239000002245 particle Substances 0.000 description 10
- 230000008569 process Effects 0.000 description 10
- 238000002474 experimental method Methods 0.000 description 9
- 238000001035 drying Methods 0.000 description 8
- 239000004745 nonwoven fabric Substances 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- 230000008901 benefit Effects 0.000 description 5
- 238000000151 deposition Methods 0.000 description 5
- 239000003292 glue Substances 0.000 description 5
- 239000000123 paper Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 230000008021 deposition Effects 0.000 description 4
- 238000011067 equilibration Methods 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 239000002655 kraft paper Substances 0.000 description 3
- 230000014759 maintenance of location Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- VSKJLJHPAFKHBX-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 VSKJLJHPAFKHBX-UHFFFAOYSA-N 0.000 description 2
- 229920003043 Cellulose fiber Polymers 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- 229920002472 Starch Polymers 0.000 description 2
- -1 alkali metal salts Chemical class 0.000 description 2
- FACXGONDLDSNOE-UHFFFAOYSA-N buta-1,3-diene;styrene Chemical compound C=CC=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 FACXGONDLDSNOE-UHFFFAOYSA-N 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 239000011368 organic material Substances 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920002401 polyacrylamide Polymers 0.000 description 2
- 229920000058 polyacrylate Polymers 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000004627 regenerated cellulose Substances 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000011122 softwood Substances 0.000 description 2
- 239000008107 starch Substances 0.000 description 2
- 235000019698 starch Nutrition 0.000 description 2
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 2
- 230000008961 swelling Effects 0.000 description 2
- 229920003051 synthetic elastomer Polymers 0.000 description 2
- 239000005061 synthetic rubber Substances 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 229920001817 Agar Polymers 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 229920002907 Guar gum Polymers 0.000 description 1
- 229920002153 Hydroxypropyl cellulose Polymers 0.000 description 1
- 206010021639 Incontinence Diseases 0.000 description 1
- 240000006240 Linum usitatissimum Species 0.000 description 1
- 235000004431 Linum usitatissimum Nutrition 0.000 description 1
- 235000008331 Pinus X rigitaeda Nutrition 0.000 description 1
- 235000011613 Pinus brutia Nutrition 0.000 description 1
- 241000018646 Pinus brutia Species 0.000 description 1
- 235000005018 Pinus echinata Nutrition 0.000 description 1
- 241001236219 Pinus echinata Species 0.000 description 1
- 235000017339 Pinus palustris Nutrition 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000004840 adhesive resin Substances 0.000 description 1
- 229920006223 adhesive resin Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000008272 agar Substances 0.000 description 1
- 235000010419 agar Nutrition 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 229920006037 cross link polymer Polymers 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000005137 deposition process Methods 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000000499 gel Substances 0.000 description 1
- 239000000665 guar gum Substances 0.000 description 1
- 229960002154 guar gum Drugs 0.000 description 1
- 235000010417 guar gum Nutrition 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- 230000000887 hydrating effect Effects 0.000 description 1
- 239000001863 hydroxypropyl cellulose Substances 0.000 description 1
- 235000010977 hydroxypropyl cellulose Nutrition 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- VSEAAEQOQBMPQF-UHFFFAOYSA-N morpholin-3-one Chemical compound O=C1COCCN1 VSEAAEQOQBMPQF-UHFFFAOYSA-N 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000003415 peat Substances 0.000 description 1
- 239000001814 pectin Substances 0.000 description 1
- 235000010987 pectin Nutrition 0.000 description 1
- 229920001277 pectin Polymers 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001289 polyvinyl ether Polymers 0.000 description 1
- 229920002717 polyvinylpyridine Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000002195 soluble material Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 210000002700 urine Anatomy 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- NLVXSWCKKBEXTG-UHFFFAOYSA-N vinylsulfonic acid Chemical compound OS(=O)(=O)C=C NLVXSWCKKBEXTG-UHFFFAOYSA-N 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530131—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium being made in fibre but being not pulp
- A61F2013/530343—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium being made in fibre but being not pulp being natural fibres
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530481—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F2013/53454—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad with mirror-like structure
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/537—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer
- A61F13/53708—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer the layer having a promotional function on liquid propagation in at least one direction
- A61F2013/53721—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer the layer having a promotional function on liquid propagation in at least one direction with capillary means
- A61F2013/53739—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad characterised by a layer facilitating or inhibiting flow in one direction or plane, e.g. a wicking layer the layer having a promotional function on liquid propagation in at least one direction with capillary means with compressed points
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/539—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers
- A61F2013/53908—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers with adhesive
- A61F2013/53925—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers with adhesive with intermittent pattern, e.g. spots
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/539—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers
- A61F2013/5395—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers with thermoplastic agent, i.e. softened by heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1023—Surface deformation only [e.g., embossing]
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Epidemiology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Una estructura absorbente en capas, que comprende: una capa de absorción central que comprende material depositado por aire unido por hidrógeno que comprende material fibroso celulósico; y primera y segunda capas de almacenamiento de líquido situadas en relación de transferencia de líquido en lados opuestos respectivos de la capa de absorción central, comprendiendo cada una de la primera y segunda capas de almacenamiento de líquido una matriz de filamentos adhesivos termofusibles y polímero superabsorbente (SAP), en donde los filamentos adhesivos termofusibles están configurados para adherir las primera y segunda capas de almacenamiento a los lados opuestos respectivos de la capa de absorción central, y en donde cada una de la primera y segunda capas de almacenamiento de líquido comprenden una capa de tejido de fibra celulósica adherida a la matriz respectiva de filamentos adhesivos termofusibles y SAP en el lado de la matriz respectiva opuesta a la capa de absorción central.
Description
DESCRIPCIÓN
Estructura absorbente en capas con efecto de absorción
Campo de la invención
La presente invención se refiere a una estructura absorbente en capas que incluye laminados absorbentes que incluyen material superabsorbente en partículas y filamentos adhesivos termofusibles con la estructura absorbente que incluye una capa de absorción que mejora la dispersión del fluido y el rendimiento de rehumectación.
Descripción de la técnica relacionada
Los núcleos absorbentes en artículos absorbentes, como pañales desechables, productos para la incontinencia y productos de higiene femenina, se han vuelto progresivamente más finos, con la cantidad de material polimérico superabsorbente (SAP) aumentando, y la cantidad de pulpa de madera y otras fibras generalmente disminuyendo.
Actualmente, ciertas ofertas de productos comprenden núcleos que incluyen laminados absorbentes finos. Estos laminados comprenden capas de sustrato superior e inferior, hechas de tejido, por ejemplo, con una capa intermedia intercalada entre las capas superior e inferior que comprende partículas de material superabsorbente y normalmente una composición adhesiva termoplástica para garantizar la integridad del laminado.
Uno de estos laminados se describe en la publicación de patente de Estados Unidos n.° 2012/0148821, cuya divulgación se incorpora en el presente documento por referencia. Un beneficio principal de este tipo de núcleo laminado es que es extremadamente fino y flexible en relación con su capacidad absorbente. No obstante, se ha observado que este tipo de laminado no se extiende ni absorbe el fluido en las direcciones longitudinal y transversal dentro del núcleo en un grado satisfactorio, causando, como resultado, una utilización reducida del núcleo y un secado menos que satisfactorio del área objetivo del núcleo, como lo indica el denominado rendimiento de rehumectación.
Se ha encontrado que en este tipo de laminado, que reemplazar simplemente una de las capas de sustrato con una capa de absorción, no ha sido satisfactorio. En primer lugar, el material se vuelve "lateral" en el sentido de que la secuencia de capas constituyentes difiere de una cara a la otra. Como consecuencia, puede ser necesario voltear o invertir el laminado a medida que se extrae de un paquete de larga ejecución, como una caja de tejidos ondulados, para mantener el lado correcto hacia arriba, después de que se ha dado la vuelta inadvertidamente, lo que suele ser complejo de gestionar y no es aceptable para el procesamiento comercial. En segundo lugar, las capas de absorción más efectivas atraen normalmente líquido para hacer que se absorba y, como resultado, tienden a querer retenerlo después de la humectación y, por lo tanto, presentan esa humedad retenida en el lado interior, del revestimiento del núcleo formado a partir del laminado, en el que el líquido afecta negativamente la sequedad del producto. En tercer lugar, la transferencia de líquido desde la capa de absorción al SAP adyacente parece ser ineficaz, de modo que en la periferia del área húmeda en la que la capa de absorción está solo húmedo, el líquido no se transfiere bien al SAP seco adyacente. Se cree que la capa de absorción es más efectiva para secar la ubicación objetivo en la que el líquido ha entrado en el núcleo cuando el líquido que se ha alejado de esa ubicación en las direcciones x e y se transfiere a las estructuras de almacenamiento adyacentes creando succión capilar dentro de la capa de absorción y acción de secado en la ubicación objetivo. Cualquier efecto que mejoraría esta transferencia de fluido de la capa de absorción al SAP adyacente en las estructuras de almacenamiento sería ventajoso para la acción de la capa de absorción.
El sistema de la presente invención aborda estas deficiencias al proporcionar un laminado de núcleo absorbente fino, flexible con alta capacidad de absorción que no tiene lados, y que mejora significativamente el secado del área objetivo del núcleo al transferir más eficazmente el líquido al SAP en lugares alejados del punto de ataque, tanto fuera como opcionalmente dentro de la capa de absorción, en el que la estructura mantiene su integridad en un grado suficiente como para permitir tal rendimiento incluso cuando se somete a ataques repetidos.
Sumario de la invención
En un aspecto de la presente invención, se proporciona un laminado absorbente que incluye tres sustratos; un sustrato superior, un sustrato inferior, un sustrato de absorción central situado entre los sustratos superior e inferior. El laminado, incluye dos capas de almacenamiento de líquidos, cada una compuesto por una mezcla de polímero superabsorbente (SAP) y fibras adhesivas termofusibles, respectivamente dispuestas entre aquellas adyacentes de las capas de sustrato mencionadas anteriormente, en los lados opuestos respectivos de la capa de absorción central. El sustrato de absorción (también denominado en lo sucesivo como la capa de absorción) está compuesto de material depositado por aire unido por hidrógeno. El material depositado por aire unido por hidrógeno está compuesto de fibras celulósicas, tejido, y opcionalmente hasta 20 % de SAP. Así mismo, los sustratos superior e inferior pueden ser tejidos y el material depositado por aire unido por hidrógeno se une internamente usando un patrón de unión estampado, resultando en áreas sólidamente unidas y otras áreas que no están unidas y se les permite asumir una densidad menor que las áreas unidas más adecuadas para una absorción eficaz. El patrón de unión de la capa de absorción está situado de tal manera que en la estructura se mantiene en tensión en la dirección del espesor, estabilizando la densidad, como se indica por una densidad en el intervalo de 0,08 g/cc a 0,25 g/cc. Opcionalmente, la estructura
incluye un patrón de unión orientado por el que el fluido es libre de desplazarse en la dirección longitudinal sin tener que atravesar límites entre las regiones unidas y no unidas, y mientras el líquido que se desplaza en la dirección transversal debe cruzar múltiples límites entre las regiones unidas y no unidas, lo que da como resultado una supresión de la absorción en la dirección transversal en comparación con la absorción en la dirección longitudinal.
El material de la presente invención exhibe una resistencia a la delaminación vertical de al menos 4N, tiene un valor de retención centrífuga de al menos 18 g/g, y tiene un calibre de 3 mm o menos.
En la realización preferida, los sustratos superior e inferior están compuestos de tejido. El intervalo de peso base para el tejido puede ser de hasta 40 gramos por metro cuadrado (g/m2), con un intervalo de peso base más preferido de 10 g/m2 - 25 g/m2, con un intervalo de peso base aún más preferido de 15 g/m2 -20 g/m2.
El SAP puede ser de cualquier tipo adecuado para su uso en los artículos absorbentes en los que los núcleos de la presente invención están destinados para su uso. Los tipos de SAP reticulados de superficie se prefieren más generalmente por su permeabilidad mejorada. El peso base del SAP para cada una de las dos capas de almacenamiento de líquido puede variar de 50 g/m2 a 500 g/m2, con un intervalo de peso base más preferido de 75 300 g/m2, con un intervalo de peso base aún más preferido de 100-200 g/m2. La cantidad y el tipo de SAP pueden diferir entre las dos capas, pero es preferible que sean iguales, de modo que si el material se voltea, el rendimiento es similar (es decir, el laminado no tiene "lados")
El adhesivo es un adhesivo termofusible, preferentemente de un tipo sensible a presión basado en caucho sintético, con un nivel de complemento en el intervalo del 2 % - 15 % del peso de SAP. Un intervalo de complementos más preferible es del 3 % al 9 % del peso de SAP, dependiendo del tipo de pegamento y el nivel deseado de integridad.
La capa de absorción depositada por aire unida por de hidrógeno de la presente invención está compuesta de fibras celulósicas, pero opcionalmente puede contener material de SAP. Las fibras celulósicas pueden ser de cualquier tipo, pero preferentemente son pulpa de papel y aún más preferentemente pino kraft del sur. El intervalo preferido del contenido de SAP en la capa de absorción es del 0 % -20 %. El peso base global de la capa de absorción está preferentemente en el intervalo de 50 g/m2 - 300 g/m2, y es más preferentemente de 75 g/m2 - 200 g/m2, e incluso más preferentemente de 100 g/m2 -150 g/m2. Los patrones de unión para la capa de absorción son preferentemente patrones de tierra/mar repetitivos de áreas unidas y no unidas, con dimensiones de unión que producen densidad aparente en el intervalo de 0,08 g/cc - 0,25 g/cc, y más preferentemente en el intervalo de 0,10 g-cc - 0,20 g/cc, dependiendo de la interacción del patrón de unión con el peso base del material. Un patrón de unión preferido es de un tipo que suprime la absorción en la dirección transversal al hacer que la absorción del fluido en esa dirección cruce múltiples límites de áreas unidas a no unidas.
La capa de absorción unida con hidrógeno tiene preferentemente un sustrato en ambas caras, con cada uno de los sustratos preferentemente tejido, para contener fibras sueltas en las regiones no unidas.
Por tanto, la presente invención comprende un laminado absorbente que incluye una capa de absorción central y una primera y segunda capas de almacenamiento de líquido situadas en una relación de transferencia de líquido en los lados opuestos respectivos de dicha capa de absorción central. La capa de absorción central comprendiendo material fibroso celulósico unido por hidrógeno, con cada una de la primera y segunda capas de almacenamiento de líquido comprendiendo una matriz de filamentos adhesivos y partículas absorbentes, con los filamentos adhesivos adhiriendo la primera y segunda capas de almacenamiento a los lados opuestos respectivos de la capa de absorción central.
Cada una de la primera y segunda capas de almacenamiento de líquido comprende preferentemente una capa de tejido de fibra celulósica adherida a la matriz respectiva de filamentos adhesivos y partículas absorbentes en el lado de la matriz respectiva opuesta a dicha capa de absorción central. La capa de absorción central está compuesta por un material fibroso celulósico unido por hidrógeno, depositado por aire unido mediante la aplicación de calor y presión. La capa de absorción central exhibe preferentemente una Resistencia a la Delaminación Vertical de más de 4N, y está formada preferentemente por un rodillo de calandria calentado con un patrón de estampado que no une toda la superficie. Esto permite que la capa de absorción se adhiera de forma que produzca la resistencia a la delaminación vertical deseada, lo que requiere una densidad comprensiblemente alta, y deja áreas sin unir a densidades más bajas que permitirán una absorción más rápida.
En la forma preferida, la primera y segunda capas de almacenamiento de líquido tienen un peso base sustancialmente igual, y la capa de absorción central comprende una porción central formada de fibras de pulpa de madera unidas con hidrógeno, y la primera y segunda capas de tejido unidas por hidrógeno a los lados opuestos respectivos de dicha porción central. La capa de absorción central puede estar sustancialmente desprovista de polímero superabsorbente, o puede contener opcionalmente SAP hasta el 20 % en peso.
En la práctica, la presente estructura absorbente exhibe una Resistencia a la Delaminación Vertical de más de 4N.
Otros objetivos, características y ventajas de la presente invención serán evidentes a partir de la siguiente descripción detallada.
Breve descripción de los dibujos
la Figura 1 es un diagrama de sección del laminado de la presente invención, en el que los sustratos superior e inferior A encierran capas adyacentes de SAP y fibras adhesivas B, con la capa de adsorción C intercalada entre capas adyacentes de SAP y fibras adhesivas;
la Figura 2 es una ilustración esquemática de un patrón de unión cerrado, en la que las áreas unidas D rodean las áreas no unidas E;
la Figura 3 es una ilustración de un patrón de unión, abierto en una dimensión, en la que las áreas unidas F comprenden líneas paralelas que separan las áreas no unidas G; y
las Figuras 4a y 4b son ilustraciones de vistas en sección de dos patrones de unión diferentes, en las que el patrón H, Figura 4a, tiene toda la estructura bajo tensión, mientras que el patrón I, Figuras 4b, tiene regiones J que están relajadas, mientras K está bajo tensión por la unión H.
Descripción detallada de la invención
Aunque la presente invención es susceptible de presentar su realización en varias formas, se muestran en los dibujos, y se describirán a continuación, las realizaciones actualmente preferidas, debiendo la presente divulgación considerarse como una ejemplificación de la invención y que no está destinada a limitar la invención a las realizaciones específicas ilustradas.
El laminado de la presente invención está compuesto por tres sustratos, un sustrato inferior y superior, y una capa de absorción central entre los mismos. Los sustratos inferior y superior pueden estar compuestos de cualquier material de lámina porosa, como telas no tejidas, con materiales a modo de ejemplo unidos por hilatura, hidroentrelazado, o unidad por aire o similar, pero más preferentemente están compuestos de tejido. El intervalo de peso base para el tejido puede ser de hasta 40 gramos por metro cuadrado (g/m2), con un intervalo de peso base más preferido de 10 g/m2 - 25 g/m2, con un intervalo de peso base aún más preferido de 15 g/m2 -20 g/m2. Un grado de tejido adecuado es grado 3995 de 17 g/m2 de Dunn Paper de East Hartford, CT.
El presente laminado absorbente incluye además, dos capas de almacenamiento de líquido que comprenden, cada una, una mezcla de polímero superabsorbente (SAP) y fibras adhesivas termofusibles, respectivamente dispuestas entre aquellas adyacentes de las capas de sustrato mencionadas anteriormente, en los lados opuestos respectivos de la capa de absorción central. El material superabsorbente puede comprender varios materiales, incluidos compuestos orgánicos, tales como polímeros reticulados. "Reticulado" es un término comúnmente entendido y se refiere a cualquier proceso para convertir efectivamente materiales normalmente solubles en agua en sustancialmente insolubles en agua, pero hinchables. Dichos polímeros incluyen, por ejemplo, carboximetilcelulosa, sales de metales alcalinos de ácidos poliacrílicos, poliacrilamidas, éteres de polivinilo, hidroxipropilcelulosa, polivinil morfolinona, polímeros y copolímeros de ácido vinilsulfónico, poliacrilatos, poliacrilamidas, polivinilpiridina y similares. Otros polímeros adecuados incluyen almidón injertado con acrilonitrilo hidrolizado, almidón injertado con ácido acrílico y copolímeros de anhídrido maleico de isobutileno y mezclas de los mismos. Los materiales orgánicos de alta absorción pueden incluir materiales naturales, como el agar, pectina y goma guar. Además de los materiales orgánicos, los materiales superabsorbentes también pueden incluir materiales inorgánicos, tales como arcillas absorbentes y geles de sílice. Los materiales superabsorbentes preferidos son poliacrilatos parcialmente neutralizados reticulados ampliamente utilizados comercialmente en artículos absorbentes desechables. La realización preferida usaría un tipo que sería típico para el uso final previsto, y en el caso de artículos absorbentes para aplicaciones de orina, normalmente sería del tipo de superficie reticulada, para mejorar la permeabilidad, conservando la capacidad absorbente. Los ejemplos incluyen W125 SAP de Nippon Shokubai, N.A.I.I., Houston, TX y T9030 de BASF.
El material superabsorbente está normalmente en forma de partículas y puede tener cualquier configuración deseada, tales como polvos granulados, fibras, esferas aglomeradas y otras formas conocidas por los expertos en la materia. El tamaño de partícula del material superabsorbente puede variar, pero normalmente cae entre aproximadamente 20 micrómetros a aproximadamente 1000 micrómetros.
El peso base del SAP para cada una de las dos capas de almacenamiento de líquido puede variar de 50 g/m2 a 500 g/m2, con un intervalo de peso base más preferido de 75-300 g/m2, con un intervalo de peso base aún más preferido de 100-200 g/m2. Las capas de almacenamiento de líquidos pueden contener diferentes cantidades y tipos de SAP, pero en una realización más preferida, cada capa contiene la misma cantidad y tipo para que el material del núcleo sea lo más simétrico posible de arriba a abajo.
La ventaja práctica de tener un núcleo absorbente simétrico es que en aplicaciones de conversión de alta velocidad para la fabricación de artículos absorbentes desechables para los que el núcleo laminado de la presente invención es particularmente adecuado para su uso, paquetes de larga duración del laminado, como cajas de tejidos ondulados o rollos en carrete, son normalmente preferidos. Si bien existen tecnologías para mantener un lado particular del núcleo
tomado de una caja de tejidos ondulados hacia arriba, tales tecnologías son complicadas. Es mucho más simple y más eficaz emplear un núcleo que no esté "de lado", es decir, el lado del núcleo que se orienta hacia arriba no importa, así que si la banda se voltea cuando sale del paquete, no tiene ningún efecto sobre el rendimiento del producto. El proceso de producción para aplicar la capa de fibra adhesiva/SAP tiene límites discretos para el desempeño de una sola etapa del proceso y, como tal, el proceso se ejecuta mejor al valor máximo. Suponiendo que cada capa de almacenamiento de SAP se aplica por un equipo similar, el rendimiento se maximiza al hacerlas con el mismo peso base máximo para que cada una se produzca a la velocidad máxima para ese peso base.
Las capas de almacenamiento de líquido que contienen SAP del laminado de la presente invención incluyen también fibras compuestas de una composición adhesiva termoplástica. La composición adhesiva termoplástica es preferentemente de un tipo que es adecuado para su uso en la producción de artículos de higiene desechables y se formula preferentemente de forma que sea pegajosa a temperatura ambiente. De acuerdo con la invención, la composición adhesiva termoplástica es una composición adhesiva termoplástica, termofusible. Una composición adhesiva termoplástica, termofusible comprende por lo general uno o más polímeros que proporcionan resistencia cohesiva, y una resina adhesiva o material similar que proporciona resistencia adhesiva, y opcionalmente puede incluir ceras, plastificantes u otros materiales que modifican la viscosidad, así como otros aditivos, tales como antioxidantes y estabilizadores.
De acuerdo con realizaciones más preferidas de la presente invención, la composición adhesiva termoplástica comprende una composición adhesiva termoplástica sensible a presión, más preferentemente, un adhesivo sensible a presión a base de caucho sintético. En realizaciones específicas, la composición adhesiva termoplástica puede ser un copolímero de bloque de estireno-butadieno-estireno (SBS) o una composición adhesiva termoplástica termofusible de estireno-isopreno-estireno (SIS). Un ejemplo de una composición adhesiva termoplástica preferida es el adhesivo SP507 de Savare Specialty Adhesives de Milan, Italia, que ha mostrado estabilidad térmica en los intervalos de viscosidad listados a continuación. Otro ejemplo de una composición adhesiva termoplástica preferida es el adhesivo E60W también de Savare Specialty Adhesives. La cantidad de composición adhesiva termoplástica aplicada debe mantenerse generalmente en la cantidad mínima necesaria para proporcionar un laminado con integridad aceptable.
El adhesivo es preferentemente un tipo hecho con ingredientes que son adecuados para su uso en el producto de uso final, con un nivel adicional en el intervalo del 2 % - 15 % del peso de SAP. Un intervalo de complementos más preferible es del 3 % al 9 % del peso de SAP, dependiendo del tipo de pegamento y del nivel deseado de integridad estructural.
La capa de absorción es un material depositado por aire unido por hidrógeno, tal como se describe generalmente en la patente de los Estados Unidos 5.866.242. De acuerdo con la realización preferida, el material se hace utilizando medios de deposición por aire bien conocidos en la técnica. Las fibras celulósicas (por ejemplo, pulpa de madera) se procesan utilizando un molino de martillos para individualizar las fibras. Las fibras individualizadas se mezclan opcionalmente con partículas de SAP y se transportan neumáticamente en una serie de cabezales de conformación. La distribución de materiales absorbentes se puede controlar por separado para cada cabezal de conformación. La circulación de aire controlada o los agitadores mecánicos en cada cámara producen una distribución uniforme, y las fibras se depositan a través de un vacío en una banda móvil de sustrato vehículo poroso (por ejemplo, tejido) formando así una banda móvil uniforme de fibras. La banda en movimiento se comprime posteriormente y un sustrato adicional (por ejemplo, tejido) se agrega a la superficie superior para encerrar las fibras sueltas. La banda se une por hidrógeno mediante un rollo de calandria calentado, con un patrón de unión grabado en la superficie para formar uniones de hidrógeno en las regiones comprimidas. La banda resultante se forma en rollos para su posterior manipulación. El calor y la presión aplicados interactúan con la humedad contenida en las fibras celulósicas para producir uniones que son al menos mínimamente estables después de la humectación, según sea necesario para mantener la unión bajo fuerzas mecánicas externas, en uso, y para resistir las fuerzas de desunión generadas por la hinchazón del SAP hidratante. Los expertos en la materia pueden equilibrar el peso base del material y la velocidad de la línea con los niveles de calor y presión requeridos para producir la unión adecuada dado el patrón de unión particular. Sin la adición de calor, una presión extrema se requiere de otro modo para formar la reducción deseada de la estabilidad del líquido en las uniones dentro de la capa de absorción.
Un factor significativo que rige el grado de unión es el porcentaje de área unida en el patrón de unión estampado, como un patrón de tipo tierra - mar. Para los fines del material de capa de absorción de la presente invención, el porcentaje del área de unión está deseablemente en el intervalo del 5 % al 50 % de la superficie, con más preferentemente en el intervalo del 10 % al 40 %, e incluso más preferentemente en el intervalo del 15 % -30 %. La dimensión mínima del área no unida generalmente interactúa con el peso base para determinar la densidad. Si bien el análisis predictivo preciso es complejo, los expertos en la materia pueden derivar las dimensiones necesarias para que un patrón particular produzca la densidad deseada matemáticamente o por ensayo y error. Para evitar variaciones a gran escala en las propiedades del material, el patrón de unión debe repetirse. Una disposición de unión a modo de ejemplo es un patrón de unión de líneas paralelas en centros de 3,9 mm, con una superficie adherida cada 1 mm de ancho. Las dimensiones del patrón de unión de la capa de absorción de la presente invención producen una densidad aparente en el intervalo de 0,08 g/cc - 0,25 g/cc, y más preferentemente en el intervalo de 0,10 g-cc - 0,20 g/cc, con la densidad aparente dependiente de la interacción del patrón de unión con el peso base del material. Un patrón de unión preferido es de un tipo que suprime la absorción en la dirección transversal al hacer que la absorción líquida en
la dirección transversal se cruce repetidamente entre las regiones unidas y no unidas.
Las fibras celulósicas que pueden usarse en una capa de absorción de la presente invención son bien conocidas en la técnica e incluyen pulpa de madera, algodón y fibras de lino, turba de musgo, así como celulosa regenerada como el rayón viscosa. Si bien se pueden incluir fibras sintéticas menos humectables, como las fibras termoplásticas, mediante el proceso de deposición por aire, estas no son deseables para los fines de la capa de absorción de la presente invención porque reducen la humectabilidad de algunos de los poros en la capa de absorción y, como resultado, reducen las propiedades de absorción del material resultante. La pulpa de madera es la más preferida. Las pulpas pueden obtenerse de procesos mecánicos o quimiomecánicos, sulfito, Kraft, materiales de rechazo de pulpa, pulpas de solventes orgánicos, etc. Ambas especies de madera blanda o dura son útiles, aunque se prefieren las pulpas de madera blanda, siendo el pino del sur de Kraft el más preferido. Un ejemplo de pulpa adecuada es la pulpa de grado J-LDE disponible comercialmente de Rayonier en Jesup, GA.
Los sustratos vehículos adecuados para el proceso de disposición por aire de unión de hidrógeno pueden incluir no tejidos que se unen a las fibras de celulosa bajo calor y presión. Estos incluyen telas no tejidas unidas químicamente, telas no tejidas unidas por aire que usan ciertos tipos de fibras aglutinantes bicomponentes, o telas no tejidas hidroentrelazadas que contienen una cantidad adecuada de fibras de celulosa regenerada para formar uniones de hidrógeno útiles. El sustrato preferido, no obstante, es tejido, siendo el más adecuado un tipo poroso como el grado 3995 de Dunn Paper de East Hartford, Conn.
El laminado absorbente de acuerdo con la presente invención puede fabricarse de acuerdo con los procesos descritos en la Publicación de Patente de Estados Unidos n.° 2012/0148821. De acuerdo con uno de esos procesos, se puede hacer un rollo u hoja de laminado midiendo una cortina de partículas de SAP que caen libremente y mezclando la cortina de partículas de SAP con fibras de composición adhesiva termoplástica termofusibles. La cortina de fibras adhesivas termofusibles puede generarse mediante cualquiera de los equipos termofusibles disponibles en el mercado, como el cabezal aplicador UFD y las boquillas estándar Omega 5,5 de ITW Dynatec en Hendersonville, TN.
La mezcla resultante se dirige después sobre un sustrato móvil (sustrato inferior). La capa de absorción se dirige sobre la mezcla de adhesivo SAP para formar una estructura tipo sándwich. Las propiedades adhesivas de la fusión en caliente unen este conjunto. Se genera una segunda mezcla de SAP y fibras adhesivas termofusibles de forma similar a la primera y se deposita en el lado de la capa de absorción de la lámina de laminado móvil. Finalmente, el sustrato superior se alimenta como una hoja móvil y se combina con esta segunda capa de SAP y mezcla de fibra adhesiva para formar la estructura final de la presente invención. El laminado puede entonces enrollarse y/o cortarse en segmentos dimensionados para uso en un artículo absorbente. Los métodos y aparatos para medir el SAP y mezclar el SAP con la composición adhesiva termoplástica termofusibles están disponibles comercialmente y son conocidos por los expertos en la materia.
La capa de absorción se produce utilizando la tecnología de disposición por aire establecida. El equipo para producir telas no tejidas depositadas por aire está comercialmente disponible, como el que ofrece Dan Web de Aarhus, Dinamarca. Para producir la capa de absorción, primero se alimenta una capa vehículo de tejido en una pantalla de alambre en movimiento y la pulpa de pelusa y la mezcla opcional de SAP se deposita después en esta pantalla de alambre usando métodos de deposición por aire bien conocidos por los expertos en la materia. En este tipo de equipos, la pulpa de pelusa se alimenta en forma de láminas en molinos de martillo que desfibran la pulpa en fibras individualizadas y la suspenden en una corriente de aire que la dirige a través de los conductos a los cabezales de conformación en la línea de deposición por aire. El SAP se proporciona en súper-sacos y se alimenta directamente a los dispositivos de medición en los cabezales de conformación. Una segunda capa de tejido en movimiento continuo se combina en la parte superior de la banda en movimiento, intercalando la pulpa (y el material opcional de SAP) entre dos capas de tejido para contener fibras sueltas en las porciones no unidas de la banda.
Este conjunto se compacta después entre los rodillos de acero, y se dirige después a la calandra de unión. Los patrones de unión tierra-mar se pueden formar de muchas formas diferentes, pero una forma es tener una calandra grabada en la parte superior que lleve el patrón de unión acoplado a una calandra generalmente lisa en la parte inferior. Las calandras se calientan y cargan a una presión suficiente para producir el nivel deseado de uniones de hidrógeno en la banda en movimiento. Preferentemente se proporciona una unión suficiente para permitir la resistencia de delaminación vertical de al menos 4N requerida para cualquier sustrato en el laminado, pero la unión excesiva resultará indeseablemente en fibras cortadas y mala absorción. Las condiciones de proceso apropiadas dependen de la banda y de la velocidad de la línea, y los expertos en la materia pueden configurarlas. La deposición por aire de uniones de hidrógeno resultante se proporciona después al proceso de laminación descrito anteriormente, ya sea directamente como una banda en movimiento o en forma de rollo para alimentar el proceso.
Uno de los aspectos deseables de este tipo de laminado es la delgadez del núcleo resultante. Los núcleos de la presente invención son muy finos. Se midieron muestras de materiales a modo de ejemplo para la calibración. Estos valores se presentan en la tabla 1 a continuación:
Tabla 1

El material de la presente invención tiene un calibre de 3 mm o menos.
La resistencia a la deslaminación vertical debe ser suficientemente grande para permitir que el núcleo de la presente invención se maneje en una operación de conversión convencional. Se midieron muestras de los materiales a modo de ejemplo para la delaminación vertical. Estos valores se informan en la tabla 2 a continuación:
Tabla 2

Se ideó un experimento para ilustrar la efectividad de la configuración del material de la presente invención para reducir de forma más efectiva la humedad del punto en el que el fluido ingresó al material del núcleo como lo indican los resultados de rehumectación. Para construir convenientemente las diversas configuraciones para la prueba, las capas que comprenden el núcleo de la presente invención se produjeron discretamente para que pudieran apilarse unas sobre otras de diferentes formas para representar la estructura del núcleo de la presente invención, así como para representar las configuraciones alternativas menos efectivas. Finalmente, los núcleos de la presente invención se compararon con estas maquetas apiladas para mostrar resultados similares que sugieren que la maqueta eran representaciones válidas. Se produjeron los siguientes materiales discretos para aproximar las diferentes capas en el material de la presente invención:
Los siguientes son materiales utilizados:
1. C210: Esta es una mezcla de SAP y fibras de cola termofusibles laminadas entre dos capas de tejido. El tejido es de grado 3995 de 17 g/m2 de Dunn Paper. El SAP es T9030 de 171 g/m2 de BASF. El adhesivo termofusible es de 5 g/m2 SP507 de Savare. Esto representa cada una de las capas de almacenamiento en el material de la presente invención
2. J090: este es un material depositado por aire unido por hidrógeno, compuesto por 2 capas de tejido 3008 de 17 g/m2 de Clearwater Paper, con pulpa de pelusa Rayonier Rayfloc J-LDE de 56 g/m2 depositada por aire entre las mismas. El material tiene uniones de hidrógeno entre dos rodillos de calandria calentados a 170 °C con un patrón de estampado de pana con líneas de estampado paralelas de 1 mm de ancho separadas por 2,9 mm de ancho sin unir. Se aplica suficiente presión para hacer una unión destructiva con el tejido, pero sin dividir el material. Esto representa la capa de absorción en el material de la presente invención.
3. C400: Esta es una mezcla de SAP y fibras de cola termofusibles, laminadas entre dos capas de tejido. El tejido es de grado 3995 de 17 g/m2 de Dunn Paper. El SAP es T9030 de 351 g/m2 de BASF. El adhesivo termofusible es SP507 de 15 g/m2 de Savare. Esto representa un equivalente de dos capas de almacenamiento en un control para el material de la presente invención que no tiene una capa de absorción. Se cree que la estructura monolítica es una mejor representación que dos piezas de C210 apiladas una sobre la otra.
4. Cubierta: Polipropileno unido por hilatura de 20 g/m2.
La finalidad de proporcionar la capa de absorción es mejorar el secado del área objetivo en la que se agrega fluido al núcleo, como lo indican los resultados de la prueba de v. Se realizó un experimento utilizando maquetas para mostrar la mejora en el secado al agregar una capa de absorción en una estructura de sándwich (en comparación con un control sin una capa de absorción), para mostrar la superioridad de tener la capa de absorción intercalada en lugar de en la parte superior, y para mostrar que el material del ejemplo 1 se desempeña de forma similar a la maqueta de la estructura de "sándwich" en el experimento, sugiriendo que las maquetas son representaciones precisas de este resultado.
Experimento 1
Maqueta para el experimento 1
'n = 3-cada uno de los núcleos de 100 mm x 300 mm se cortó de los materiales anteriores y se apiló uno encima del otro en las siguientes configuraciones.
Variante 1-Capa de Absorción en la parte superior: Dos capas de C210 en la parte inferior con J090 en la parte superior, con material de cobertura encima de las mismas.
Variante 2-Sándwich: Dos capas de C210 con J090 en el medio, con material de cobertura en la parte superior. Esto representa el material de la presente invención.
Variante 3: Capa sin absorción C400 con material de cobertura en la parte superior. Esto representa un control sin capa de absorción.
Variante 4: Material del ejemplo 1. Esto proporciona una indicación de la precisión de qué tan bien la variante 2 representa el material real de la presente invención.
Procedimiento de prueba de rehumectación:
Se usó un dosificador de fluido que tiene un tubo de dosificación vertical de 25,4 mm (1 pulgada) de diámetro interno que se alimenta a través del centro de una almohadilla cuadrada de 101,6 mm (4 pulgadas) que pesa 988 gramos, que se colocó en el centro de cada maqueta de núcleo de 100 mm x 300 mm. Se añadieron 100 ml de solución salina al 0,9 % a través del dosificador que se drenó después en la muestra central a continuación. El dosificador se retiró después de la dosificación y la muestra se dejó equilibrar durante 30 minutos. Después del equilibrio, se ensamblaron y pre-pesaron pilas de diez (10) círculos de papel de filtro Ahlstrom No. 4 x 7 cm. Las mismas se colocados en el centro húmedo de la muestra y se colocó un peso de 0,05 k/g/cm2 (0,7 psi) en cada pila. Después de 2 minutos exactamente, se retiró la pila y se pesó. El peso de tara de los papeles de filtro se sustrajo para producir el peso del líquido absorbido, que se registró como la rehumectación en gramos. Las etapas anteriores se repitieron para un segundo ataque, con la rehumectación registrada como antes.
Tabla 4

Las primeras repeticiones fueron todas de 0,06 g o menos. Hay una cantidad suficiente de SAP directamente debajo del objetivo humedecido para absorber el líquido de forma efectiva sin tener que depender de una mayor difusión del líquido que lo que fueron capaces de todas las variantes. La estructura de Sándwich de la Variante 2 demuestra una segunda rehumectación significativamente mejorada en comparación con el Control de la Variante 3. También demostró una segunda rehumectación direccionalmente mejorada en comparación con tener la capa de absorción en la parte superior. El material del Ejemplo 1 de la Variante 4 se realizó de forma similar a la maqueta de la variante 1 y no fue significativamente diferente, sugiriendo que la variante 2 de la maqueta es una representación válida.
Si bien no se desea estar limitado por ninguna teoría en particular, se cree que la adición de la capa de absorción en la parte superior del conjunto probablemente separa el líquido del área húmeda, trayendo algo de reducción en el fluido en el centro del núcleo. Sin embargo, la transferencia de líquido al SAP seco en la periferia del área húmeda es ineficaz y, como resultado, la capa de absorción altamente humectable retiene una gran cantidad de fluido que presenta una superficie húmeda a través del material de cobertura a la pila de papel de filtro en la prueba de rehumectación. Por el contrario, en la estructura de sándwich, se cree que con dos caras que interactúan con el SAP, la capa de absorción transfiere más fluido al SAP en ubicaciones alejadas del objetivo en las que el líquido ingresa al núcleo, transportando más fluido lejos del objetivo y secando más efectivamente el centro húmedo. Además, se intercala debajo de una capa de laminado de SAP y, como tal, se cree que la humedad en esa capa no se presenta directamente a través del material de cobertura a los papeles de filtro en la prueba de rehumectación.
Procedimiento de delaminación vertical
Procedimiento de delaminación vertical. En primer lugar, se instala un probador de tracción (probador de tracción Zwick Z005) para causar la compresión entre dos platinas paralelas de al menos 50,8 mm (2 pulgadas) de diámetro. A continuación, se prepara una muestra circular de 50,8 mm (2 pulgadas) del laminado de la invención y se une a la platina superior. En particular, una cinta de doble capa, como Spectape tipo ST 550, se utiliza para unir la muestra a
la platina superior. La platina inferior está cubierta con un trozo de cinta de espuma de doble capa de 3M, o equivalente, con la tira de liberación quitada, haciendo que la superficie de la platina inferior sea adhesiva con una superficie ligeramente flexible para que se adhiera bien con la superficie irregular del laminado. Posteriormente, el probador de tracción Zwick Z005 se sometió a un ciclo de la siguiente manera: la platina superior se movió hacia la platina inferior hasta que la muestra se comprimió con una fuerza de 35 N. La muestra se unió a las platinas superior e inferior. Después de alcanzar este nivel de fuerza, la platina superior se alejó de la platina inferior a una velocidad de 75 mm/min. Durante la separación de las platinas, la muestra fue delaminada. El valor de fuerza máxima durante este modo de tracción corresponde a la extensión de la unión. Estas fuerzas de delaminación fueron registradas (expresadas en Newtons).
Procedimiento de calibración:
El calibre se mide con un juego de microvalores Emveco modelo 200A para medir la muestra bajo una presión de pie de 0,0051 kg/cm2 (0,0725 psi). Una muestra de pañuelo de 200 mm x 300 mm del material se corta y se prueba en 6 lugares. La función media de Emveco se activa y se registra este valor.
Capa de absorción para el Ejemplo 1:
Una lámina en movimiento continuo de tejido 3008 de 17 g/m2 disponible de Dunn Paper en East Hartford, CT se proporciona como una lámina vehículo en una línea de deposición por aire Dan Web. La pulpa de pelusa de grado Lighthouse de Domtar en Plymouth, NC es desfibrada y alimentada mezclada con una pequeña cantidad de SA65 SA de Sumitomo en Singapur. Una lámina de tejido 3995 de 17 g/m2 de Dunn Paper en East Hartford, CT se combina como una capa superior al núcleo. La banda tenía un peso base medio de 105 g/m2 y contenía aproximadamente 5 % de SAP. Esta banda se alimenta a una calandra con un rodillo superior que tiene un patrón de unión de líneas unidas paralelas de aproximadamente 1 mm de ancho con aproximadamente 2,9 mm de espacio sin unir entre las mismas, que se ejecuta en la dirección de la máquina. El rodillo inferior que se acopla tiene un patrón de lino, similar al de una sábana de lino. Se usó una temperatura del rodillo de 175 °C y se aplicó suficiente presión para dar como resultado valores de delaminación vertical de entre 5 y 10 N. Este material se enrolla en un rollo y se proporciona al proceso de laminación.
Ejemplo 1:
Una cortina de fibras adhesivas termofusibles E60W de Savare en Milán Italia fue proporcionada por un cabezal aplicador de pulverización termofusible UFD usando boquillas Omega 5.5 de ITW Dynatec en Hendersonville, TN, y mezclada con una cortina continua de T9030 SAP de BASF, con esta mezcla depositada sobre una lámina en movimiento de tejido 3995 de 17 g/m2 disponible por Dunn Paper en East Hartford, CT a una velocidad adicional de 5,3 g/m2 de adhesivo y la mitad del SAP. La capa de absorción para el Ejemplo 1 anterior se alimentó después como una banda en movimiento y se combinó encima de esta mezcla de SAP y pegamento para formar un sándwich. Se generó y depositó una segunda capa similar de fibras adhesivas termofusibles de 5,3 g/m2 y la segunda mitad del SAP de forma similar a la primera encima de la capa de absorción. Finalmente, se combinó una segunda banda móvil de tejido 3995 en la parte superior de la segunda capa de SAP y fibras adhesivas termofusibles. El complemento de SAP fue suficiente para producir un material con un peso base promedio de 489 g/m2.
Capa de absorción para el Ejemplo 2:
La capa de absorción para el ejemplo 2 se formó de la misma manera usando el mismo equipo, configuraciones y materiales que la capa de absorción del Ejemplo 1. La única diferencia es que la pulpa y el sAp se alimentaron en diferentes proporciones para producir un material de aproximadamente 300 g/m2 en peso base que contenía 5 % de SAP disperso en lugar de 100 g/m2 en peso base con 5 % de SAP disperso.
Ejemplo 2:
El material para el ejemplo 2 se hizo de forma similar al ejemplo 1, excepto que se usó la capa de absorción para el ejemplo 2 y el flujo de SAP, lo que se dividió equitativamente entre las dos capas, fue suficiente para producir un material con un peso base promedio de 685 g/m2.
Capa de absorción para el Ejemplo 3:
La capa de absorción para el ejemplo 3 fue similar a la capa de absorción para el ejemplo 1, con la excepción de que la pulpa se alimentó a una velocidad en la que el peso base total del material era de aproximadamente 100 g/m2. La otra diferencia era que, en lugar de las líneas paralelas, el patrón utilizado tiene líneas onduladas paralelas que se ejecutaron en dirección longitudinal, con una separación de 4,2 mm y un ancho de línea unida de aproximadamente 1 mm.
Ejemplo 3:
El material para el ejemplo 3 es similar al material para el ejemplo 1, con la excepción de que se usó la capa de absorción para el ejemplo 3, y el SAP se dividió en partes iguales entre las dos capas para producir un peso base global que promedió 343 g/m2.
Se ha observado que la transferencia de líquido desde las porciones de la capa de absorción cerca de la periferia del área humedecida al SAP adyacente no humedecido no parece ser muy eficiente. Sin estar ligado a ninguna teoría en particular, las partículas de SAP inmediatamente en contacto con la capa de absorción de humedad parecen hincharse parcialmente. El líquido no parece transferirse bien a los granos detrás de las mismas y la hinchazón de los gránulos adyacentes parece actuar como una separación. No existe una estructura capilar fina entre las partículas de SAP parcialmente hinchadas con las cuales transferir eficientemente la humedad a través del SAP. Sin querer estar ligado a ninguna teoría en particular, se cree que al colocar la capa de absorción en el centro del material en lugar de en una cara, el doble de partículas de SAP están en contacto directo con la capa de absorción, presumiblemente duplicando la intensidad de cualquier transferencia de fluido.
Se cree que los patrones de unión de hidrógeno compuestos por líneas de unión paralelas tienden a suprimir la absorción de líquidos en la dirección transversal, resultando en un material más húmedo en el punto de ataque del fluido que para un material con un patrón de unión que se mueve en ambas direcciones sin tal supresión. Se cree que el líquido no tiende a querer atravesar repetidamente los límites entre regiones unidas densas y regiones no unidas menos densas a medida que se mueve transversalmente a través del núcleo. El líquido absorbe una distancia adicional en la dirección longitudinal sin obstáculos, pero el punto de ataque sigue siendo más húmedo produciendo rehumectaciones más pobres que los materiales sin supresión de la absorción. Se pensaría entonces que una capa de absorción con este tipo de patrón de unión y mayor humedad no sería deseable para producir las mejores impurezas en el material de la presente invención.
También se suponía que una capa de absorción que contiene SAP será menos eficaz en la transferencia de líquido a las capas de almacenamiento de SAP adyacentes en ubicaciones alejadas del punto de ataque de fluido al núcleo porque el SAP dentro de la capa de absorción absorberá parte de una cantidad fija de un ataque de líquido, haciendo que la capa de absorción parezca más seca y reduciendo la humedad que hace que el líquido se evapore del punto de ataque. Adicionalmente, se supone que si SAP se hincha dentro de una capa de absorción, se rompen las uniones dentro de la capa, haciendo que se hinche y que los capilares se agranden, lo que reduce la distancia a la que una determinada cantidad de fluido se alejará del punto de ataque. El punto húmedo más seco, más pequeño resultante debe transferir menos fluido a las capas de s A p .
Contrariamente a las suposiciones anteriores, en el material de la presente invención, se ha observado que las capas de absorción con patrones de unión paralelos que suprimen la absorción de líquido en la dirección transversal y contienen hasta un 20 % de SAP parecen funcionar muy bien como capas de absorción, produciendo la sequedad deseada en el punto de ataque de líquido, mejorando el rendimiento de rehumectación. El siguiente experimento fue diseñado para sugerir por qué podría ser esto.
Para comprender los efectos, fue necesario idear una forma de simular una representación del sistema de la presente invención que permitiera medir directamente la humedad en el centro del núcleo, así como medir directamente la cantidad de líquido absorbido de la capa de absorción en las capas de almacenamiento de SAP adyacentes en ubicaciones específicas alejadas del punto de ataque, tanto en la dirección longitudinal como transversal. Para las finalidades de este experimento solamente, la humedad se definirá como los gramos de líquido por gramo de material, Para medir directamente la humedad del lugar en el que el líquido fue atacado en el núcleo, se colocó una pieza circular de 50,8 mm (2 pulgadas) con una capa de absorción en relieve con un bajo contenido de SAP en el núcleo en el punto objetivo, para que el líquido pueda ser atacado en el núcleo a través del mismo, y simplemente se pueda eliminar y pesar después del equilibrio para indicar la humedad del núcleo a continuación. Para medir directamente el líquido transferido desde la capa de absorción a las capas adyacentes de SAP en ubicaciones distantes al punto de ataque, las capas de SAP estaban representadas por círculos de 50,8 mm (2 pulgadas) de laminado de SAP, que se colocaron en la capa de absorción en lugares específicos en relación con el punto de ataque de fluido. El líquido que atraviesa la capa de absorción debajo de ellos se transferiría a estos círculos de 50,8 mm (2 pulgadas) como lo harían las capas de almacenamiento del material de la presente invención y luego, después del equilibrio, estas piezas podrían retirarse y pesarse directamente para indicar la cantidad de fluido transferido en las ubicaciones específicas en relación con el punto de ataque. Si bien los círculos de la capa de almacenamiento de SAP no cubren toda la superficie de la muestra de la capa de absorción, la capa de almacenamiento ubicada en la dirección transversal y en la dirección longitudinal a 75 mm del punto de ataque está igualmente representada. Finalmente, desprendiendo los círculos de laminado de SAP por la mitad y colocando la mitad en la parte superior y la otra en la parte inferior, esto representa la ventaja relativa de tener la capa de absorción intercalada entre las dos capas SAP.
Se seleccionaron dos materiales de capa de absorción para evaluación como capas de absorción. Ambos estaban muy próximos a 100 g/m2. Uno tenía un círculo unido, con círculos no unidos de aproximadamente 5 mm de diámetro en centros de 6 mm, rodeado por el área unida. El segundo fue "pana" unido, con líneas unidas paralelas de aproximadamente 1 mm de ancho en centros de 3,9 mm con áreas no unidas en el medio. Ambos contienen un pequeño porcentaje de SAP, con la muestra de "pana" que contiene algo más de SAP, con una retención centrífuga de 7,45 g/g frente a una retención centrífuga de 5,25 g/g para el material estampado circular.
Se realizó el siguiente experimento. Se colocó un pañuelo de 200 mm x 300 mm de cada tipo de capa de absorción. Se marcó el centro de cada uno y se cortó una pieza circular de 50,8 mm (2 pulgadas) del material de la capa de absorción "circular" con un troquel y se colocó en la marca, como un dispositivo para medir la humedad retenida en el centro de cada capa de absorción de muestras. Esta pieza circular se podía quitar y pesar, y debido a su similitud en composición y peso base con la capa de absorción que se encuentra debajo, la humedad del centro de los pañuelos pudo indicarse así. A 75 mm en la dirección transversal y 75 mm en la dirección longitudinal desde la marca central, otro par de marcas fueron puestas en el pañuelo. En cada una de estas marcas se colocó una pieza circular de 50,8 mm (2 pulgadas) de laminado absorbente de 800 g/m2, representando los estratos de SAP, es decir, las capas de almacenamiento de líquido de la presente estructura absorbente, en cada dirección. En este alto peso base, estos elementos laminados son capaces de absorber cualquier cantidad de líquido que le presente la capa de absorción.
Se hicieron 5 configuraciones:
Variante 1: "Circulo", sin piezas de laminado (como control)
Variante 2, "Pana" sin piezas de laminado (como control)
Variante 3, "Circulo", con dos piezas de laminado de SAP
Variante 4: "Pana", con dos piezas de laminado de SAP.
Variante 5: "Pana" con dos piezas de laminado de SAP que se han dividido en dos capas, con la mitad colocada en la superficie posterior del pañuelo en cada marca, y la otra mitad colocada en la superficie frontal del pañuelo de cada marca, para representar cualquier ventaja de la configuración de sándwich que absorbe desde ambos lados en lugar de un lado.
Se vertió lentamente un ataque de 10 ml de solución salina al 0,9 % sobre el círculo central del material en "círculos", que atravesó después la capa de absorción debajo del mismo. Cuando la mancha húmeda alcanzó los círculos longitudinales y transversales de laminado de SAP de 800 g/m2, el líquido se absorbería en el laminado de SAP según cuán húmeda estaba la capa de absorción debajo del mismo. Después de 15 minutos de equilibrio, se retiró la pieza de medición de humedad de "circulo" y se pesó para ver qué tan seco se había vuelto el centro (el objetivo de tener una capa de absorción), se retiraron y pesaron los círculos de laminado de SAP ubicados transversal y longitudinalmente para ver cuánto líquido se había transferido a estas piezas en cada dirección, y finalmente, las dimensiones de largo y ancho del área mojada.
" "

nfi r i n 2: "P n " in i z l min AP nr l 2
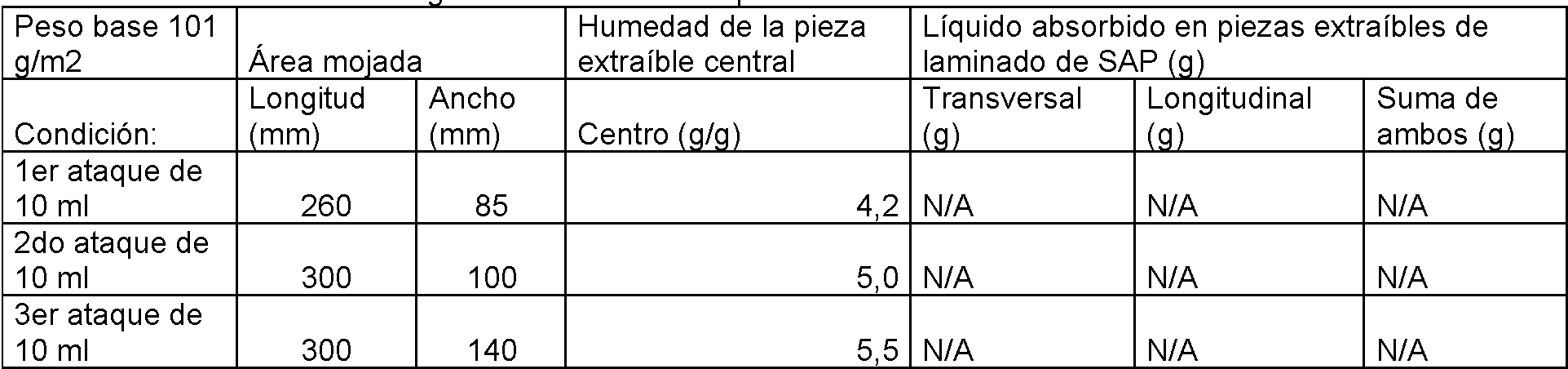
nfi r i n : " ír l " n i z l min AP

nfi r i n 4: "P n " n i z l min AP

Confi uración 5: "Pana" con laminado en ambos lados

Las pruebas preliminares y de confirmación de las configuraciones 3 y 4 para dos ataques arrojaron resultados relativos similares entre ambas como se ve anteriormente.
En estos resultados se encontró que cuando el líquido se absorbía en las piezas extraíbles de laminado de SAP, la pieza extraíble central se volvió menos húmeda, sugiriendo que el sistema en el experimento anterior está funcionando de manera similar al material de la presente invención.
En la medida en que las maquetas anteriores representan el rendimiento relativo del laminado real de la presente invención, estos resultados apuntan inesperadamente a usar el patrón de unión de pana e incluir algo de SAP adicional en ese material, ya que produce tanto el centro más seco como la transferencia de más líquido a las capas laminadas de SAP adyacentes.
Se esperaba que la capa de absorción con un patrón unido de "círculos" que contuviera menos SAP y que se absorbiera libremente en ambas direcciones, transversal y longitudinal, transfiriera más líquido a las piezas extraíbles de laminado de SAP ya que se esperaba que humedeciera mejor a ambos y que la distancia de absorción fuera menos inhibida por la absorción de SAP dentro de la capa de absorción. En cambio, lo que sucedió fue que las piezas de laminado de SAP extraíbles en la posición longitudinal en el sistema de pana absorbieron mucho más líquido y combinaron esa mejor transferencia de líquido fuera de la capa de absorción con la acción de secado adicional del SAP dentro de la lámina, consiguiendo una pieza extraíble en el centro con la menor humedad.
Claims (13)
1. Una estructura absorbente en capas, que comprende:
una capa de absorción central que comprende material depositado por aire unido por hidrógeno que comprende material fibroso celulósico; y primera y segunda capas de almacenamiento de líquido situadas en relación de transferencia de líquido en lados opuestos respectivos de la capa de absorción central, comprendiendo cada una de la primera y segunda capas de almacenamiento de líquido una matriz de filamentos adhesivos termofusibles y polímero superabsorbente (SAP), en donde los filamentos adhesivos termofusibles están configurados para adherir las primera y segunda capas de almacenamiento a los lados opuestos respectivos de la capa de absorción central, y en donde cada una de la primera y segunda capas de almacenamiento de líquido comprenden una capa de tejido de fibra celulósica adherida a la matriz respectiva de filamentos adhesivos termofusibles y SAP en el lado de la matriz respectiva opuesta a la capa de absorción central.
2. La estructura absorbente en capas de la reivindicación 1, en la que el peso base del SAP en cada una de la primera y segunda capas de almacenamiento de líquido está entre 75-300 g/m2.
3. La estructura absorbente en capas de la reivindicación 2, en la que el peso base del SAP en cada una de la primera y segunda capas de almacenamiento de líquido es de un peso base sustancialmente igual.
4. La estructura absorbente en capas de la reivindicación 1, en la que la capa de absorción central comprende una porción central formada a partir de fibras de pulpa de madera unidas por hidrógeno, y la primera y segunda capas de tejido unidas por hidrógeno a los lados opuestos respectivos de la porción central.
5. La estructura absorbente en capas de la reivindicación 1, en la que la capa de absorción central está internamente unida con un patrón de unión estampado.
6. La estructura absorbente en capas de la reivindicación 5, en la que la capa de absorción central incluye áreas unidas y otras áreas que no están unidas.
7. La estructura absorbente en capas de la reivindicación 5, en la que el porcentaje de área de unión es entre un 10 % y un 40 % del patrón de unión estampado.
8. La estructura absorbente en capas de la reivindicación 7, en la que el patrón de porciones unidas separadas comprende una pluralidad de porciones de línea unidas espaciadas en centros de 3,9 mm, y en donde el ancho de la superficie unida es de 1 mm.
9. La estructura absorbente en capas de la reivindicación 8, en la que la capa de absorción central tiene una densidad entre 0,08 g/cc y 0,25 g/cc.
10. La estructura absorbente en capas de la reivindicación 1, en la que el patrón de unión está configurado para mantener la capa de absorción central en tensión en una dirección de espesor para estabilizar la densidad de la capa de absorción central, en donde la capa de absorción central tiene una densidad entre 0,08 g/cc y 0,25 g/cc.
11. La estructura absorbente en capas de la reivindicación 10, en la que el fluido es libre de desplazarse en la dirección longitudinal sin tener que cruzar límites entre las áreas unidas y no unidas, y mientras que el líquido que se desplaza en la dirección transversal debe cruzar múltiples límites entre las áreas unidas y no unidas, dando como resultado la supresión de la absorción en la dirección transversal en comparación con la absorción en la dirección longitudinal.
12. La estructura absorbente en capas de la reivindicación 1, en la que la capa de absorción central está configurada para presentar más regiones unidas en una dirección transversal al eje longitudinal.
13. La estructura absorbente en capas de la reivindicación 1, en la que el artículo absorbente exhibe una rigidez media de Gurley de no más de 400, en donde la estructura absorbente exhibe una resistencia a la delaminación vertical de al menos 4N; un valor de retención centrífugo de al menos 18 g/g, y un espesor de calibre de 3 mm o menos, según lo medido en la descripción.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201461991091P | 2014-05-09 | 2014-05-09 | |
| PCT/US2015/029807 WO2015171972A1 (en) | 2014-05-09 | 2015-05-08 | Layered absorbent structure with wicking performance |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2809452T3 true ES2809452T3 (es) | 2021-03-04 |
Family
ID=54366830
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES15789298T Active ES2809452T3 (es) | 2014-05-09 | 2015-05-08 | Estructura absorbente en capas con efecto de absorción |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10813799B2 (es) |
| EP (1) | EP3139888B1 (es) |
| ES (1) | ES2809452T3 (es) |
| WO (1) | WO2015171972A1 (es) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015130962A2 (en) * | 2014-02-28 | 2015-09-03 | Eam Corporation | Novel absorbent laminate for disposable absorbent articles |
| CN112426278A (zh) | 2014-02-28 | 2021-03-02 | 阿坦斯医疗保健产品公司 | 具有多层折叠吸收芯的吸收性用品 |
| GB201407056D0 (en) * | 2014-04-22 | 2014-06-04 | Essentra Filter Products Dev Co Pte Ltd | Smoking article |
| ES2809452T3 (es) | 2014-05-09 | 2021-03-04 | Eam Corp | Estructura absorbente en capas con efecto de absorción |
| US9739068B2 (en) * | 2015-01-31 | 2017-08-22 | Ramshorn Corporation | Concrete curing blanket |
| GB2554651B (en) | 2016-09-30 | 2019-08-28 | Adv Med Solutions Ltd | Nonwoven Fabric Comprising Gelling Fibres |
| WO2018112229A1 (en) * | 2016-12-14 | 2018-06-21 | Eam Corporation | Absorbent laminates, absorbent cores and disposable articles utilizing the absorbent laminates, and related methods |
| CN107974765B (zh) * | 2017-10-25 | 2020-10-27 | 福建明瑞新材料发展有限公司 | 一种无纺布复合导流层及其制备方法 |
| PL3801424T3 (pl) | 2018-05-28 | 2025-06-09 | Attends Healthcare Products, Inc. | Laminat warstwy zapewniającej suchość do wyrobów chłonnych |
| CN109820650A (zh) * | 2019-02-13 | 2019-05-31 | 深圳市棉芯科技有限公司 | 一种吸收性卫生用品及其芯体 |
| KR20230005255A (ko) | 2020-04-30 | 2023-01-09 | 킴벌리-클라크 월드와이드, 인크. | 엠보싱된 초흡수성 물질을 함유하는 흡수성 복합물 |
| WO2022046036A1 (en) * | 2020-08-25 | 2022-03-03 | Kimberly-Clark Wordlwide, Inc. | Absorbent structures and methods for manufacturing absorbent structures |
| AU2020465973A1 (en) * | 2020-08-25 | 2023-04-20 | Kimberly-Clark Worldwide, Inc. | Absorbent structures and methods for manufacturing absorbent structures |
| WO2022046032A1 (en) * | 2020-08-25 | 2022-03-03 | Kimberly-Clark Worldwide, Inc. | Absorbent structures and methods for manufacturing absorbent structures |
| MX2023002223A (es) * | 2020-08-25 | 2023-03-09 | Kimberly Clark Co | Estructuras absorbentes y metodos para la fabricacion de estructuras absorbentes. |
| GB2613322B (en) | 2020-08-25 | 2025-03-12 | Kimberly Clark Co | Absorbent structures and methods for manufacturing absorbent structures |
| WO2023064509A1 (en) * | 2021-10-13 | 2023-04-20 | Hello Hazel, Inc. | Absorbent garment |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4100324A (en) * | 1974-03-26 | 1978-07-11 | Kimberly-Clark Corporation | Nonwoven fabric and method of producing same |
| US4443512A (en) * | 1981-09-22 | 1984-04-17 | Colgate-Palmolive Company | Absorbent article with densified areas |
| GR910100012A (el) * | 1990-01-16 | 1992-06-25 | Chicopee | Απορροφητική ινώδης κατασκευή. |
| CA2116953C (en) | 1993-10-29 | 2003-08-19 | Kimberly-Clark Worldwide, Inc. | Absorbent article which includes superabsorbent material located in discrete elongate pockets placed in selected patterns |
| US5462538A (en) * | 1993-12-16 | 1995-10-31 | Mcneil-Ppc, Inc. | Molten adhesive fibers and products made therefrom |
| US5562645A (en) * | 1995-05-31 | 1996-10-08 | Kimberly-Clark Corporation | Article with soft absorbent pulp sheet |
| US6675702B1 (en) | 1998-11-16 | 2004-01-13 | Alexander Maksimow | Method and device for producing a strip of cellulose fiber material for use in hygiene articles |
| US20030208175A1 (en) * | 2000-06-12 | 2003-11-06 | Gross James R. | Absorbent products with improved vertical wicking and rewet capability |
| US20030105442A1 (en) * | 2001-11-30 | 2003-06-05 | Johnston Lee W. | Convection of absorbent cores providing enhanced thermal transmittance |
| US6923926B2 (en) | 2002-01-16 | 2005-08-02 | Paragon Trade Brands, Inc. | Method and apparatus for forming tow-based absorbent structures with a single casing sheet |
| US20030135178A1 (en) * | 2002-01-17 | 2003-07-17 | Hansen Ebba A. | Absorbent laminate |
| US20040024375A1 (en) * | 2002-08-02 | 2004-02-05 | John Litvay | Multi-functional tissue for absorbent articles |
| US8314286B2 (en) * | 2003-05-23 | 2012-11-20 | Mcneil-Ppc, Inc. | Flexible liquid absorbing structure |
| US20050118916A1 (en) * | 2003-10-21 | 2005-06-02 | Rayonier Products And Financial Services Company. | Composite absorbent structures with nonwoven substrates with improved lamination integrity |
| US20100318047A1 (en) * | 2009-06-16 | 2010-12-16 | Ducker Paul M | Absorbent, nonwoven material exhibiting z-direction density gradient |
| US20110162989A1 (en) * | 2010-01-06 | 2011-07-07 | Ducker Paul M | Ultra thin laminate with particulates in dense packages |
| EP2671554B1 (en) * | 2012-06-08 | 2016-04-27 | The Procter & Gamble Company | Absorbent core for use in absorbent articles |
| ES2809452T3 (es) | 2014-05-09 | 2021-03-04 | Eam Corp | Estructura absorbente en capas con efecto de absorción |
-
2015
- 2015-05-08 ES ES15789298T patent/ES2809452T3/es active Active
- 2015-05-08 WO PCT/US2015/029807 patent/WO2015171972A1/en not_active Ceased
- 2015-05-08 EP EP15789298.5A patent/EP3139888B1/en active Active
- 2015-05-08 US US14/707,050 patent/US10813799B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015171972A1 (en) | 2015-11-12 |
| EP3139888A1 (en) | 2017-03-15 |
| US10813799B2 (en) | 2020-10-27 |
| US20150320617A1 (en) | 2015-11-12 |
| EP3139888A4 (en) | 2017-12-06 |
| EP3139888B1 (en) | 2020-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2809452T3 (es) | Estructura absorbente en capas con efecto de absorción | |
| US11672710B2 (en) | Absorbent article with multi-layer folded absorbent core | |
| ES2826124T3 (es) | Estructura absorbente con células de adquisición discretas | |
| US10905604B2 (en) | Unitary absorbent structures comprising an absorbent core and/or an acquisition and dispersion layer for absorbent articles | |
| ES2270745T5 (es) | Material de adquisición, almacenamiento y absorción de fluido unitario | |
| CN102802581B (zh) | 吸水片材构成体 | |
| ES2539727T3 (es) | Estructura laminar absorbente de agua | |
| ES2197916T3 (es) | Fibras densificables y metodo para su produccion. | |
| CN102883693B (zh) | 柔性的高吸收性材料 | |
| US20170135870A1 (en) | Absorbent cores having material free areas | |
| ES2686023T5 (es) | Artículo absorbente de fluidos | |
| US10632029B2 (en) | Absorbent cores having material free areas | |
| BR112015013519B1 (pt) | Núcleo absorvente com alto teor de material superabsorvente | |
| TWI503111B (zh) | Absorbent sheet structure | |
| JP2015519186A (ja) | 吸収性物品内で使用するための吸収性コア | |
| US10806643B2 (en) | Absorbent laminate with multiple substrates | |
| CN102573727A (zh) | 吸收性物品和用于吸收性物品的制造装置 | |
| KR20120010233A (ko) | 흡수 시트 | |
| BR102015024913B1 (pt) | Artigo absorvente | |
| ES3022986T3 (en) | Absorbent article with improved multi-layered core | |
| WO2018116893A1 (ja) | 吸収体及びその製造方法 |