EP1155178B1 - Method and device for producing a structured, voluminous non-woven web or film - Google Patents
Method and device for producing a structured, voluminous non-woven web or film Download PDFInfo
- Publication number
- EP1155178B1 EP1155178B1 EP99964520A EP99964520A EP1155178B1 EP 1155178 B1 EP1155178 B1 EP 1155178B1 EP 99964520 A EP99964520 A EP 99964520A EP 99964520 A EP99964520 A EP 99964520A EP 1155178 B1 EP1155178 B1 EP 1155178B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- web
- positive
- rollers
- unstructured
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 57
- 238000012545 processing Methods 0.000 claims abstract description 8
- 238000005096 rolling process Methods 0.000 claims abstract description 8
- -1 polyethylene Polymers 0.000 claims description 11
- 239000000835 fiber Substances 0.000 claims description 10
- 239000004745 nonwoven fabric Substances 0.000 claims description 9
- 229910052751 metal Inorganic materials 0.000 claims description 7
- 239000002184 metal Substances 0.000 claims description 7
- 239000004698 Polyethylene Substances 0.000 claims description 6
- 229920000573 polyethylene Polymers 0.000 claims description 6
- 239000004743 Polypropylene Substances 0.000 claims description 5
- 229920000728 polyester Polymers 0.000 claims description 5
- 229920001155 polypropylene Polymers 0.000 claims description 5
- 239000004952 Polyamide Substances 0.000 claims description 4
- 229920002647 polyamide Polymers 0.000 claims description 4
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 3
- 239000004417 polycarbonate Substances 0.000 claims description 3
- 229920000515 polycarbonate Polymers 0.000 claims description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 3
- 238000012805 post-processing Methods 0.000 claims description 3
- 239000007858 starting material Substances 0.000 claims description 3
- 239000012815 thermoplastic material Substances 0.000 claims description 3
- 239000004721 Polyphenylene oxide Substances 0.000 claims description 2
- 238000009960 carding Methods 0.000 claims description 2
- 150000002148 esters Chemical class 0.000 claims description 2
- 229920000570 polyether Polymers 0.000 claims description 2
- 241001131688 Coracias garrulus Species 0.000 claims 49
- 239000011248 coating agent Substances 0.000 claims 1
- 238000000576 coating method Methods 0.000 claims 1
- 229920002994 synthetic fiber Polymers 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 9
- 229920001169 thermoplastic Polymers 0.000 abstract description 7
- 239000004416 thermosoftening plastic Substances 0.000 abstract description 7
- 239000011888 foil Substances 0.000 description 12
- 239000000463 material Substances 0.000 description 8
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- 238000004049 embossing Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 238000010790 dilution Methods 0.000 description 2
- 239000012895 dilution Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000004408 titanium dioxide Substances 0.000 description 2
- 241000234282 Allium Species 0.000 description 1
- 235000002732 Allium cepa var. cepa Nutrition 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 206010000496 acne Diseases 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 210000001520 comb Anatomy 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000006223 plastic coating Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images





Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
Definitions
- the invention relates to a method for producing a structured, voluminous nonwoven web or velorized foil from a thermoplastic by producing an unstructured Path and post-processing of the unstructured path through a pair of rollers consisting of a positive roller with numerous positive bodies distributed over the surface of the roller and from a negative roller with just as many depressions exists, the positive body during the rolling process intervene in the depressions and the path in the area of Roller interventions stretch, so that a deep-drawn, numerous Path structure having recesses results.
- a raw fleece is made a variety of single filaments or staple fibers made from which a raw fleece is made. This Raw fleece is reworked by a second pair of rollers, the knobs engage in the recesses and the Stretch the raw fleece in the area of the roll interventions.
- a similar procedure can also be applied to a unstructured film or on a velor film, such as according to DE 195 24 076 C1 is known.
- a device is also known from DE 78 04 478 U1 to produce a moisture-permeable film in which a film of thermoplastic material so far is heated so that it has a deformation temperature close to that has thermoplastic temperature range of the material. At this temperature, the film is inserted into an embossing gap and while embossing while cooling deformed in the thermoplastic temperature range.
- the embossing gap is between a cooled and an engraved one Metal cylinder and an elastic roller formed. Behind The foil is in contact with the embossing gap on the metal cylinder cooled further. Then the ends of the generated ones Expressions through brief heating on or over the the temperature applied during the deformation shrunk, the openings forming.
- the task arises, one according to the known method manufactured film or web in the provided with recesses Areas at the bottom of these wells with an opening, Perforation or even just thinning that a vapor or liquid passage through these perforations or dilutions is possible.
- the invention is thus in the field of technology Production of perforated, three-dimensional webs, as they are especially for disposable hygiene products be used.
- the main task here is already developed methods in a relatively simple manner expand to the extent that the manufactured by the method three-dimensional structured tracks in more reliable Perforations on the wells without changing the essential procedural steps Need to become.
- the method mentioned at the beginning can be supplemented by this be that after passing the web through the nip the deformed and still adhering to the positive roller Membrane in the top area of the knobs with a perforating, contacted and perforated, in particular, tearing tool, in particular is torn open, at least in each case perforation or thinning in the area of the sole the depression is generated.
- Both method options represent embodiments of the same Invention, namely the basic idea that in a already fluffy web, namely fleece or velor Foil, generally in the apex area with a recess a greater tension is generated, which is true in the course of the process and over a certain service life, however, at the moment of creation, a introduced crack or thinning increases or expands so that there is a perforation at the desired location or, depending on the choice of material, a thinning occurs.
- the method is particularly suitable for that from DE 195 47 319 known method in which when using a Nonwoven web is first made of a raw nonwoven that consists of a There are a large number of individual filaments that are stretched and tangled down to a fiber layer, the initial Stretching the individual filaments only in the range of 50 to 70% of the maximum possible stretch is done, and then the fiber layer is pressed and welded and in this form is processed further. Further processing is then carried out by engaging knobs that the raw fleece in Stretch the area of the roller interventions and corresponding perforations leave.
- needle or hot rollers are particularly suitable.
- the needle or hot rollers can with one temperature operated from 140 ° to 200 ° C in the contact areas.
- the structuring of the method according to the invention manufactured product is improved in that the negative roller has an engraving that leads to an engraving of the positive roller is inverse, so that when the rollers roll, elevations, such as bars and knobs on the Surface of one of the rollers are arranged in compatible Grooves and troughs on the surface of the other roller intervention.
- the positive bodies of the positive roller are advantageously in rows arranged knobs, and the surface of the negative roller has Lamellar webs arranged in the axial direction with intermediate ones Wells so that when rolling the rollers against each other, the slats in those kept free by the knobs Intervene alleys.
- the rollers of the pair of rollers can be made of metal.
- the metal has essentially that for both rolls same Rockwell hardness (HRC) greater than 50 HRC.
- a positive and / or as a negative roller it is particularly advantageous as a positive and / or as a negative roller to use such a roller, which has a metal core has and the outer jacket by a plastic coating of the metal core is formed.
- a plastic outer jacket can be engraved in particular by means of a laser, which enables the roller to move quickly and inexpensively Patterns of any type can be provided.
- a Engraving laser can be operated very precisely and fully automatically, the patterns can be applied with such high precision that it is possible to use the plastic-coated surfaces the positive and the negative roller with very fine intermeshing To provide patterns.
- the height of the knobs is preferably between 0.8 and 2. mm.
- the focus is on the three-dimensional structure of the goods to be manufactured.
- the mutual spacing of the knobs in a linear arrangement should be between 1 and 2.5 mm.
- the number of knobs on 100 cm 2 roller surface is preferably between 2000 and 3000.
- the knobs can end in different tip shapes, for example, they can be designed like an onion tower or in a pyramid with a tip angle of 90 ° ⁇ 20 ° leak.
- the rollers can also be of different heights during the process be tempered, preferably the temperature of the Negative roller at a temperature at least 20 ° C lower is set as that of the positive roller.
- the following are suitable as starting materials for web production other polyethylene, polypropylene, polyamide, polyvinyl alcohol, Polyester, polyetherester or polycarbonate.
- thermoplastics are suitable from which structured foils according to the known methods have it made.
- nonwovens are can be used from the aforementioned thermoplastics according to the Spunmelt process, the carding process, the airlaid process, the spunlaced process or the melt blown process were manufactured.
- a nonwoven, a foil or a velor foil can be used, the due to a pair of rollers consisting of nub and matrix rollers is sent and after passing through the nip with the help of one pressed onto the pimples on the velor foil Hot roller, perforated if necessary with friction becomes.
- Manufacturing process for such a velor film are known from the patent DE 195 24 076. With the present method it is possible in the sole of the depression to create an opening so that the recess is practical represents a small funnel. It will be a full one Perforation of the fleece or another web achieved, wherein the three-dimensionality that has already been created or is yet to be created remains fully intact. It is astonishing that the production speed already at the experimental stage could be increased 300 meters per minute. That speed can be particularly by using a higher temperature of the pimpled roller at a significantly lower Raise the temperature of the negative roller.
- the opening on the forming positive roller becomes the path widened and displaced remaining fibers there or melted down.
- the opening structure of the fleece or the Web is thereby improved.
- a roller assembly as part of an implementation device the above process modifications is thereby characterized in that the positive roller provided with positive bodies combs with a negative roller and the roller pair one further positive roller is connected, the positive areas with the rotation of the rollers with the depressions of the Negative roller coincides.
- the pair of rollers can also be followed by a needle roller, with which the web, which is still resting on the positive bodies and is already provided with depressions, can be perforated.
- a needle roller with which the web, which is still resting on the positive bodies and is already provided with depressions, can be perforated.
- the already mentioned second version of the method is the opposite Path.
- a precisely structured, heated needle roller required to deliberately pre-perforate the To cause web.
- Intervention of the positive roller in each case existing perforation expanded and stabilized.
- a die roller takes that In the middle of the roller stand.
- the positive roller is underneath arranged.
- the locations of the individual needles or tufts of needles are in the rotation of the rollers with the increases in Positive roller compatible.
- the needle roller runs with the positive roller synchronous and perforated a web as it passes in a first step where, in the further course of the Path processing recesses arise.
- the temperature of the needle roller at the top of the Needle brought to 140 ° and 250 ° C if it is polyethylene or polypropylene. For polyesters and others This temperature is higher for plastics, for example 180 ° to 300 ° C.
- the needle roller mechanically perforates or melts the web Fibers or film so that a stable pre-perforation is created.
- the web peeled off the positive roller also shows after the recess has been made, a clear and defined opening. The three-dimensionality is retained.
- First is the hole formed by the needle roller is very small, for example 0.05 to 0.1 mm diameter. It will then be on one Diameter from 0.5 to 1.4 mm brought by the targeted Intervention of the knob roller.
- the web is stretchable accordingly of their material selection.
- a storage silo 1 contains a thermoplastic granulate, for example made of a polyethylene, polypropylene, polyamide, polyvinyl alcohol, polyester, polyether ester or polycarbonate which can be processed into a nonwoven. It passes into a heatable extruder 2, where it is plasticized and conveyed from the extruder screw 2 'to the nozzle 3 of the extruder. The extrudate is then fed into a spinneret via a guide trunk 4 and, in accordance with the so-called spunlaced method, is cooled and stretched as a filament in an attenuator 18. The single fiber is not fully drawn here.
- the raw strand then arrives at a roll stand 20.
- the Roll stands are arranged three rolls one above the other.
- the roller 10a is one Positive roller with numerous, over the surface of the roller distributed knobs, as can be seen, for example, from FIG. 2.
- the knobs can have a truncated pyramid or truncated cone shape have, but they can also taper to a point, for example in a pyramid with an acute angle of 90 ° ⁇ 20 °.
- FIG. 3 shows an example of processing a such foil.
- the film runs as an unstructured web 32 with a material thickness of 60 ⁇ m with its velor top against the nub roller 10a in the nip 21 on.
- the unstructured web 32 is formed in the roll gap 21 and a three-dimensional structure with numerous fine ones Cylinders pulled out.
- the structure corresponds in detail the respective roller surface.
- a 190 ° hot steel roller 23 is placed against the roller 10a and driven slightly friction against the roller 10a.
- the heating roller which runs non-stick on its surface is moving against the passing roller 10a and causes the shrinking film to open and tear open in the area of the sole of the depression. It follows a small funnel with an opening at the bottom.
- the perforated and three-dimensionally formed film pulled off the roller 31, chilled and wrapped. The surface shows an even, very fine velor effect.
- the production of the film as such is described in the patent specification DE 195 24 076th
- the top layer is 40 ⁇ m and that Back layer 20 ⁇ m thick.
- the top film is a mixture of two made by the metallocene process HDPE products.
- the film also contains lubricants, Pigments, stabilizers and release agents.
- an HDPE is used, the lower one Has melt index.
- the film can be made according to the known Chill-roll processes are made and with a velor effect be provided. The resulting from the velor effect Knobs can also be stretched.
- the steel roller 23 can also be a very dense brush roller with steel tips be provided.
- the negative roller 10b has a temperature from 40 to 60 ° C
- the middle roller has a temperature of about 150 ° C
- the upper negative roller 31 again a temperature from only 40 to 60 ° C.
- the brush roller can also brought to a temperature of 120 to 150 ° C.
- a roller arrangement is shown in FIG the unstructured web 32 into a nip 25 is introduced, with the help of a needle roller 24 before Passing the unstructured path 32 through the other Roller gap 21 in the later apex area of the knobs 11 these Roller 24 perforated or thinned the material and each at least one perforation of the dilution in the area of the later sole of the depression is generated.
- the continued Film then passes into the nip 21, where during the Rolling the positive body, that is nubs 11, in the Intervening recesses and the web 32 in the area of the roller interventions stretch.
- the recesses in their Peak area further torn open and / or further thinned.
- the structured and perforated web is from the roller 10a deducted and sent for further processing.
- the temperature of the roller 10a is about 140 to 160 ° C, while the roller 10b only a temperature of 40 ° C.
- the needle roller 24 is at a needle tip temperature heated from 160 ° C.
- the roller stand can be used 4 for nonwovens or films.
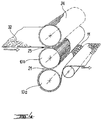
- Figure 5 shows a further variant.
- a hot roller 26 which is at a temperature of 120 ° to Is brought to 130 ° C and works with low friction the web lying on the knobs 11 torn, that is provided with thinners and perforations.
- the web is again in a gap 25 between a negative roller 27 and the positive roller 10a inserted and again deep drawn and stretched.
- This roller has a temperature of 60 ° C.
- the structured film 33 is withdrawn via a film trigger 34 and a bearing fed.
- a base film is used for this the base of polyethylene with elastic properties that is produced as a two-layer film.
- the film is 2.5% Provide titanium dioxide and lubricant.
- the starting film has for example, a thickness of 50 microns and can then can be used well for hygiene applications. It shows one quick penetration for moisture and exhibits due to excellent three-dimensionality rewetting values on. By filling with kaolin, chalk or titanium dioxide the film gets a very "dry grip".
- FIG 6 is an enlarged view and schematic shown a film structure. It can be seen that the Troughs 120 have an approximately pyramid-like shape and with Perforations 122 are provided on the trough sole. The hollows are separated from one another by webs 121. The proportions are illustrated by the "1 cm" scale.
- Figure 7 shows a similar structure.
- a velor foil have been used, each with very fine cylindrical Troughs are provided, which are in their respective bases are open.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Nonwoven Fabrics (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Laminated Bodies (AREA)
- Treatment Of Fiber Materials (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zur Herstellung einer strukturierten, voluminösen Vliesbahn oder velourisierten Folie aus einem Thermoplasten durch Herstellung einer unstrukturierten Bahn und Nachbearbeitung der unstrukturierten Bahn durch ein Walzenpaar, das aus einer Positivwalze mit zahlreichen, über die Walzenmantelfläche verteilten Positivkörpern und aus einer Negativwalze mit ebenso zahlreichen Vertiefungen besteht, wobei während des Walzvorgangs die Positivkörper in die Vertiefungen eingreifen und die Bahn im Bereich der Walzeneingriffe recken, so daß sich eine tiefgezogene, zahlreiche Vertiefungen aufweisende Bahnstruktur ergibt.The invention relates to a method for producing a structured, voluminous nonwoven web or velorized foil from a thermoplastic by producing an unstructured Path and post-processing of the unstructured path through a pair of rollers consisting of a positive roller with numerous positive bodies distributed over the surface of the roller and from a negative roller with just as many depressions exists, the positive body during the rolling process intervene in the depressions and the path in the area of Roller interventions stretch, so that a deep-drawn, numerous Path structure having recesses results.
Das vorgenannte Verfahren wird insbesondere angewandt zur Herstellung strukturierter, voluminöser Vliese (DE 195 47 319 A1). Hierbei wird zunächst ein Rohvlies aus einer Vielzahl von Einzelfilamenten oder aus Stapelfasern hergestellt, aus denen ein Rohvlies hergestellt wird. Dieses Rohvlies wird durch ein zweites Walzenpaar nachbearbeitet, wobei die Noppen in die Vertiefungen eingreifen und das Rohvlies im Bereich der Walzeneingriffe nachrecken.The aforementioned method is used in particular for Production of structured, voluminous nonwovens (DE 195 47 319 A1). First, a raw fleece is made a variety of single filaments or staple fibers made from which a raw fleece is made. This Raw fleece is reworked by a second pair of rollers, the knobs engage in the recesses and the Stretch the raw fleece in the area of the roll interventions.
Ein ähnliches Verfahren kann auch angewandt werden auf eine unstrukturierte Folie oder auf eine Velourfolie, wie sie beispielsweise nach DE 195 24 076 C1 bekannt ist. A similar procedure can also be applied to a unstructured film or on a velor film, such as according to DE 195 24 076 C1 is known.
Bekannt ist ferner aus der DE 78 04 478 U1, eine Vorrichtung zur Erzeugung einer feuchtigkeitsdurchlässigen Folie, bei dem eine Folie aus thermoplastischem Material zunächst so weit erwärmt wird, daß sie eine Verformungstemperatur nahe dem thermoplastischen Temperaturbereich des Materials besitzt. Mit dieser Temperatur wird die Folie in einen Prägespalt eingeführt und während des Prägens unter gleichzeitiger Abkühlung in dem thermoplastischen Temperaturbereich verformt. Der Prägespalt wird zwischen einem gekühlten und einen gravierten Metallzylinder und einer elastischen Walze gebildet. Hinter dem Prägespalt wird die Folie auf dem Metallzylinder anliegend weiter abgekühlt. Es werden dann die Enden der erzeugten Ausprägungen durch kurzzeitige Erhitzung auf oder über die bei der Verformung angewandte Temperatur zum Schrumpfen gebracht, wobei sich die Öffnungen bilden.A device is also known from DE 78 04 478 U1 to produce a moisture-permeable film in which a film of thermoplastic material so far is heated so that it has a deformation temperature close to that has thermoplastic temperature range of the material. At this temperature, the film is inserted into an embossing gap and while embossing while cooling deformed in the thermoplastic temperature range. The The embossing gap is between a cooled and an engraved one Metal cylinder and an elastic roller formed. Behind The foil is in contact with the embossing gap on the metal cylinder cooled further. Then the ends of the generated ones Expressions through brief heating on or over the the temperature applied during the deformation shrunk, the openings forming.
Dieses an sich bekannt Verfahren bezieht sich jedoch nur auf glatte Folie und verwendet einen genau einzustellenden Temperatur- und Schrumpfzyklus. Hierdurch ergibt sich zum einen eine Einschränkung auf ein bestimmtes Vormaterial, zum anderen ist eine komplizierte Temperaturführung erforderlich.However, this known method only relates to smooth film and uses a precisely adjustable temperature and shrink cycle. This results on the one hand a restriction to a certain primary material, to the other complicated temperature control is required.
Es stellt sich die Aufgabe, eine nach dem bekannten Verfahren hergestellte Folie oder Bahn in den mit Vertiefungen versehenen Bereichen am Grunde dieser Vertiefungen mit einer Öffnung, Perforation oder auch nur Verdünnung zu versehen, so daß ein Dampf- oder Flüssigkeitsdurchtritt durch diese Perforationen oder Verdünnungen möglich ist.The task arises, one according to the known method manufactured film or web in the provided with recesses Areas at the bottom of these wells with an opening, Perforation or even just thinning that a vapor or liquid passage through these perforations or dilutions is possible.
Die Erfindung ist also auf dem Gebiet der Technologie der Herstellung von perforierten, dreidimensionalen Bahnen angesiedelt, wie sie insbesondere für disposable Hygieneprodukte eingesetzt werden. Dabei stellt sich insbesondere die Aufgabe, bereits entwickelte Verfahren in relativ einfacher Weise dahingehend zu erweitern, daß die nach dem Verfahren hergestellten dreidimensional strukturierten Bahnen in zuverlässiger Weise an den Vertiefungen mit Perforationen ausgestattet sind, ohne daß die wesentlichen Verfahrensschritte geändert werden müssen.The invention is thus in the field of technology Production of perforated, three-dimensional webs, as they are especially for disposable hygiene products be used. The main task here is already developed methods in a relatively simple manner expand to the extent that the manufactured by the method three-dimensional structured tracks in more reliable Perforations on the wells without changing the essential procedural steps Need to become.
Diese Aufgabe wird gelöst durch eine sich in zwei wesentlichen Ausführungsformen manifestierende Erfindung, wobei sich in beiden Fällen eine strukturierte Bahn ergibt, die durchlässiger ist als die unstrukturierte Bahn.This problem is solved by one in two main Embodiments manifesting invention, wherein in both cases results in a structured path that is more permeable is as the unstructured path.
Zum einen kann das eingangs genannte Verfahren dadurch ergänzt werden, daß nach dem Durchlauf der Bahn durch den Walzenspalt die verformte und noch an der Positivwalze haftende Bahn im Scheitelbereich der Noppen mit einem perforierenden, insbesondere aufreißenden Werkzeug kontaktiert und perforiert, insbesondere aufgerissen wird, wobei jeweils wenigstens eine Perforation oder Verdünnung im Bereich der Sohle der Vertiefung erzeugt wird.On the one hand, the method mentioned at the beginning can be supplemented by this be that after passing the web through the nip the deformed and still adhering to the positive roller Membrane in the top area of the knobs with a perforating, contacted and perforated, in particular, tearing tool, in particular is torn open, at least in each case perforation or thinning in the area of the sole the depression is generated.
Bei diesem Verfahren wird also zunächst verformt und dann eine Perforation erzeugt.In this process, it is first deformed and then one Perforation created.
Es ist aber auch umgekehrt möglich, zunächst eine Perforation anzulegen und diese nach dem Erst-Perforieren weiter aufzureißen. Hierzu wird vorgeschlagen, daß vor dem Durchlauf der unstrukturierten Bahn durch den Walzenspalt die Bahn im späteren Scheitelbereich der Noppen mit einem Werkzeug perforiert oder verdünnt wird und jeweils wenigstens eine Perforation oder Verdünnung im Bereich der späteren Sohle der Vertiefung erzeugt wird, und daß während des Walzvorganges die Positivkörper, die in die Vertiefungen eingreifen und die Bahn im Bereich der Walzeneingriffe recken, die Vertiefungen in deren Scheitelbereich weiter aufreißen und/der weiter verdünnen.But it is also possible the other way round, first a perforation put on and tear open after the first perforation. For this purpose, it is proposed that the unstructured web through the nip the web in the later Perforation area of the knobs perforated with a tool or is diluted and at least one perforation each or thinning in the area of the later sole of the depression is generated, and that during the rolling process Positive bodies that engage in the depressions and the Stretch the path in the area of the roller interventions, the depressions Tear open further in their apex area and / or further dilute.
Beide Verfahrensmöglichkeiten stellen Ausführungsformen derselben Erfindung dar, nämlich des Grundgedankens, daß bei einer schon flauschigen Bahn, nämlich Vliesbahn oder velourisierten Folie, bei einer Vertiefung im allgemeinen im Scheitelbereich eine größere Spannung erzeugt wird, die sich zwar im Laufe des Verfahrens und über eine gewisse Standzeit ausgleicht, jedoch im Moment der Entstehung dazu führt, daß ein eingebrachter Riß oder eine Verdünnung sich vergrößert oder ausdehnt, so daß hier an der gewünschten Stelle eine Perforationen oder, je nach Materialauswahl, eine Verdünnung entsteht.Both method options represent embodiments of the same Invention, namely the basic idea that in a already fluffy web, namely fleece or velor Foil, generally in the apex area with a recess a greater tension is generated, which is true in the course of the process and over a certain service life, however, at the moment of creation, a introduced crack or thinning increases or expands so that there is a perforation at the desired location or, depending on the choice of material, a thinning occurs.
Das Verfahren eignet sich insbesondere für das aus der DE 195 47 319 bekannten Verfahren, bei dem bei Verwendung einer Vliesbahn zunächst ein Rohvlies hergestellt wird, das aus einer Vielzahl von Einzelfilamenten besteht, die gereckt werden und wirr zu einer Faserlage abgelegt werden, wobei das anfängliche Recken der Einzelfilamente lediglich im Bereich von 50 bis 70% der maximal möglichen Streckung erfolgt, und anschließend die Faserlage gepreßt und verschweißt wird und in dieser Form weiterverarbeitet wird. Die Weiterverarbeitung erfolgt dann durch Eingreifen von Noppen, die das Rohvlies im Bereich der Walzeneingriffe nachrecken und entsprechend Perforationen hinterlassen.The method is particularly suitable for that from DE 195 47 319 known method in which when using a Nonwoven web is first made of a raw nonwoven that consists of a There are a large number of individual filaments that are stretched and tangled down to a fiber layer, the initial Stretching the individual filaments only in the range of 50 to 70% of the maximum possible stretch is done, and then the fiber layer is pressed and welded and in this form is processed further. Further processing is then carried out by engaging knobs that the raw fleece in Stretch the area of the roller interventions and corresponding perforations leave.
Es ist aber auch möglich, allgemein zum Perforieren oder Verdünnen eine weitere Walze zu verwenden, die die Positivwalze nach Durchlauf der Bahn bei noch aufliegender Bahn kontaktiert. Hierbei eignen sich vor allen Dingen Nadel- oder Heißwalzen. Die Nadel- bzw. Heißwalzen können mit einer Temperatur von 140° bis 200°C in den Kontaktbereichen betrieben werden.But it is also possible, generally for perforating or thinning to use another roller that is the positive roller contacted after running the train while the train is still on. Here, needle or hot rollers are particularly suitable. The needle or hot rollers can with one temperature operated from 140 ° to 200 ° C in the contact areas.
Die Strukturierung des durch das erfindungsgemäße Verfahren hergestellten Produktes wird dadurch verbessert, daß die Negativwalze eine Gravur aufweist, die zu einer Gravur der Positivwalze invers ist, so daß beim Abwälzen der Walzen Erhebungen, wie beispielsweise Stege und Noppen, die auf der Oberfläche einer der Walzen angeordnet sind, in kompatible Rillen und Mulden auf der Oberfläche der jeweils anderen Walze eingreifen.The structuring of the method according to the invention manufactured product is improved in that the negative roller has an engraving that leads to an engraving of the positive roller is inverse, so that when the rollers roll, elevations, such as bars and knobs on the Surface of one of the rollers are arranged in compatible Grooves and troughs on the surface of the other roller intervention.
Mit Vorteil sind die Positivkörper der Positivwalze in Reihen angeordnete Noppen, und die Oberfläche der Negativwalze weist in Achsenrichtung angeordnete Lamellenstege mit dazwischenliegenden Vertiefungen auf, so daß beim Abwälzen der Walzen gegeneinander die Lamellen in die von den Noppen freigehaltenen Gassen eingreifen.The positive bodies of the positive roller are advantageously in rows arranged knobs, and the surface of the negative roller has Lamellar webs arranged in the axial direction with intermediate ones Wells so that when rolling the rollers against each other, the slats in those kept free by the knobs Intervene alleys.
Die Walzen des Walzenpaares können aus Metall bestehen. Insbesondere hat das Metall für beide Walzen im wesentlichen die gleiche Härte Rockwell (HRC) größer als 50 HRC.The rollers of the pair of rollers can be made of metal. In particular the metal has essentially that for both rolls same Rockwell hardness (HRC) greater than 50 HRC.
Besonders vorteilhaft ist es, als Positiv- und/oder als Negativwalze eine solche Walze zu verwenden, die einen Metallkern aufweist und deren Außenmantel durch eine Kunststoffbeschichtung des Metallkerns gebildet ist. Ein solcher Kunststoff-Außenmantel ist insbesondere mittels eines Lasers gravierbar, wodurch die Walze auf schnelle und kostengünstige Weise mit Mustern beliebiger Ausprägung versehen werden kann. Da ein Gravur-Laser sehr exakt und vollautomatisiert führbar ist, können die Muster mit so hoher Präzision aufgebracht werden, daß es möglich ist, die kunststoffbeschichteten Oberflächen der Positiv- und der Negativwalze mit sehr feinen ineinanderkämmenden Mustern zu versehen.It is particularly advantageous as a positive and / or as a negative roller to use such a roller, which has a metal core has and the outer jacket by a plastic coating of the metal core is formed. Such a plastic outer jacket can be engraved in particular by means of a laser, which enables the roller to move quickly and inexpensively Patterns of any type can be provided. There a Engraving laser can be operated very precisely and fully automatically, the patterns can be applied with such high precision that it is possible to use the plastic-coated surfaces the positive and the negative roller with very fine intermeshing To provide patterns.
Die Höhe der Noppen beträgt vorzugsweise zwischen 0,8 und 2. mm. Hierbei steht im Vordergrund die dreidimensionale Struktur des herzustellenden Bahngutes.The height of the knobs is preferably between 0.8 and 2. mm. The focus is on the three-dimensional structure of the goods to be manufactured.
Die gegenseitigen Abstände der Noppen bei linearer Aufreihung sollten zwischen 1 und 2,5 mm liegen. Die Zahl der Noppen auf 100 cm2 Walzenoberfläche liegt vorzugsweise zwischen 2000 und 3000. The mutual spacing of the knobs in a linear arrangement should be between 1 and 2.5 mm. The number of knobs on 100 cm 2 roller surface is preferably between 2000 and 3000.
Die Noppen können in verschiedenen Spitzenformen auslaufen, beispielsweise können sie zwiebelturmartig gestaltet sein oder in einer Pyramide mit einem Spitzenwinkel von 90° ± 20° auslaufen.The knobs can end in different tip shapes, for example, they can be designed like an onion tower or in a pyramid with a tip angle of 90 ° ± 20 ° leak.
Die Walzen können auch verschieden hoch während des Verfahrens temperiert sein, wobei vorzugsweise die Temperatur der Negativwalze auf einer um wenigstens 20°C niedrigere Temperatur eingestellt wird als die der Positivwalze.The rollers can also be of different heights during the process be tempered, preferably the temperature of the Negative roller at a temperature at least 20 ° C lower is set as that of the positive roller.
Als Ausgangsmaterial für die Bahnherstellung eignen sich unter anderem Polyethylen, Polypropylen, Polyamid, Polyvinylakohol, Polyester, Polyetherester oder Polycarbonat.The following are suitable as starting materials for web production other polyethylene, polypropylene, polyamide, polyvinyl alcohol, Polyester, polyetherester or polycarbonate.
Im wesentlichen sind alle Thermoplasten geeignet, aus denen sich auch strukturierte Folien nach den bekannten Verfahren herstellen lassen. Als Vliesstoffe können beispielsweise solche verwendet werden, die aus den vorgenannten Thermoplasten nach dem Spunmelt-Verfahren, dem Kardier-Verfahren, dem Airlaid-Verfahren, dem Spunlaced-Verfahren oder nach dem Melt-Blown-Verfahren hergestellt wurden.Essentially all thermoplastics are suitable from which structured foils according to the known methods have it made. Examples of such nonwovens are can be used from the aforementioned thermoplastics according to the Spunmelt process, the carding process, the airlaid process, the spunlaced process or the melt blown process were manufactured.
Zur Verbesserung des Reckens wird vorgeschlagen, daß während aller Reck- und Perforiervorgänge die Bahn seitlich an den Walzenrändern straff gehalten wird.To improve stretching, it is proposed that during of all stretching and perforating processes to the side of the web Roll edges are kept taut.
Überraschenderweise kann als Ausgangsmaterial auch ein Vlies, eine Folie oder eine Velourfolie verwendet werden, das/die durch ein aus Noppen- und Matrizenwalze bestehendes Walzenpaar geschickt wird und nach Durchlauf durch den Walzenspalt mit Hilfe einer auf die Velourfolie an die Noppen gedrückten Heißwalze, erforderlichenfalls unter Friktionierung, perforiert wird. Herstellungsverfahren für eine solche Velourfolie sind aus der Patentschrift DE 195 24 076 bekannt. Mit dem vorliegenden Verfahren ist es möglich, in der Sohle der Vertiefung eine Öffnung zu schaffen, so daß die Vertiefung praktisch einen kleinen Trichter darstellt. Es wird eine volle Perforierung des Vlieses oder einer anderen Bahn erzielt, wobei die bereits erzeugte oder noch zu erzeugende Dreidimensionalität voll erhalten bleibt. Dabei ist erstaunlich, daß die Produktionsgeschwindigkeit schon im Versuchsstadium auf 300 Meter pro Minute gesteigert werden konnte. Diese Geschwindigkeit läßt sich insbesondere durch Anwendung einer höheren Temperatur der Noppenwalze bei einer deutlich geringeren Temperatur der Negativwalze erhöhen.Surprisingly, a nonwoven, a foil or a velor foil can be used, the due to a pair of rollers consisting of nub and matrix rollers is sent and after passing through the nip with the help of one pressed onto the pimples on the velor foil Hot roller, perforated if necessary with friction becomes. Manufacturing process for such a velor film are known from the patent DE 195 24 076. With the present method it is possible in the sole of the depression to create an opening so that the recess is practical represents a small funnel. It will be a full one Perforation of the fleece or another web achieved, wherein the three-dimensionality that has already been created or is yet to be created remains fully intact. It is astonishing that the production speed already at the experimental stage Could be increased 300 meters per minute. That speed can be particularly by using a higher temperature of the pimpled roller at a significantly lower Raise the temperature of the negative roller.
Insbesondere durch das zusätzliche Anpressen der bereits verformten Bahn an die formgebende Positivwalze wird die Öffnung verbreitert und dort befindliche restliche Fasern verdrängt bzw. abgeschmolzen. Die Öffnungsstruktur des Vlieses oder der Bahn wird dadurch verbessert.In particular through the additional pressing of the already deformed The opening on the forming positive roller becomes the path widened and displaced remaining fibers there or melted down. The opening structure of the fleece or the Web is thereby improved.
Eine Walzenanordnung als Teil einer Vorrichtung zur Durchführung der vorgenannten Verfahrensmodifikationen ist dadurch gekennzeichnet, daß die mit Positivkörpern versehene Positivwalze mit einer Negativwalze kämmt und dem Walzenpaar eine weitere Positivwalze nachgeschaltet ist, deren Positivbereiche bei der Rotation der Walzen mit den Vertiefungen der Negativwalze koinzidiert.A roller assembly as part of an implementation device the above process modifications is thereby characterized in that the positive roller provided with positive bodies combs with a negative roller and the roller pair one further positive roller is connected, the positive areas with the rotation of the rollers with the depressions of the Negative roller coincides.
Dem Walzenpaar kann auch eine Nadelwalze nachgeschaltet sein, mit der die noch auf den Positivkörpern aufliegende, schon mit Vertiefungen versehene Bahn perforierbar ist. Hierbei ist eine besonders dichte Nadelwalze erforderlich, die mindestens 5 bis 50 Nadeln pro cm2 Walzenoberfläche trägt.The pair of rollers can also be followed by a needle roller, with which the web, which is still resting on the positive bodies and is already provided with depressions, can be perforated. This requires a particularly dense needle roller that carries at least 5 to 50 needles per cm 2 of roller surface.
Die bereits genannte zweite Verfahrensversion geht den umgekehrten Weg. Hier ist eine genau strukturierte, beheizte Nadelwalze erforderlich, um eine gezielte Vorperforation der Bahn zu bewirken. Im folgenden Walzenumlauf wird durch das Eingreifen der Positivwalze jeweils vorhandene Perforation ausgeweitet und stabilisiert. Eine Matrizenwalze nimmt die Mitte im Walzenständer ein. Die Positivwalze wird darunter angeordnet. Oben im Walzenständer wird eine beheizbare Nadelwalze angebracht, die mit Einzelnadeln oder Nadelbüscheln bestückt ist. Die Lokalisierungen der Einzelnadeln bzw. Nadelbüschel sind bei Rotation der Walzen mit den Erhöhungen der Positivwalze kompatibel. Die Nadelwalze läuft mit der Positivwalze synchron und perforiert eine Bahn bei deren Durchlauf in einem ersten Arbeitsgang dort, wo im weiteren Verlauf der Bahnbearbeitung Vertiefungen entstehen.The already mentioned second version of the method is the opposite Path. Here is a precisely structured, heated needle roller required to deliberately pre-perforate the To cause web. In the following roller circulation, the Intervention of the positive roller in each case existing perforation expanded and stabilized. A die roller takes that In the middle of the roller stand. The positive roller is underneath arranged. There is a heatable needle roller at the top of the roller stand attached, which is equipped with single needles or tufts of needles is. The locations of the individual needles or tufts of needles are in the rotation of the rollers with the increases in Positive roller compatible. The needle roller runs with the positive roller synchronous and perforated a web as it passes in a first step where, in the further course of the Path processing recesses arise.
Dabei wird die Temperatur der Nadelwalze an der Spitze der Nadel auf 140° und 250°C gebracht, wenn es sich um Polyethylen oder Polypropylen handelt. Bei Polyestern und anderen Kunststoffen liegt diese Temperatur höher, beispielsweise bei 180° bis 300°C.The temperature of the needle roller at the top of the Needle brought to 140 ° and 250 ° C if it is polyethylene or polypropylene. For polyesters and others This temperature is higher for plastics, for example 180 ° to 300 ° C.
Die Nadelwalze perforiert die Bahn mechanisch oder schmilzt Fasern oder Film, so daß eine stabile Vorperforation entsteht. Die von der Positivwalze abgezogene Bahn zeigt auch nach Einbringen der Vertiefung eine klare und definierte Öffnung. Die Dreidimensionalität bleibt erhalten. Zunächst ist das von der Nadelwalze ausgebildete Loch sehr klein, beispielsweise 0,05 bis 0,1 mm Durchmesser. Es wird dann auf einen Durchmesser von 0,5 bis 1,4 mm gebracht durch den gezielten Eingriff der Noppenwalze. Die Bahn ist entsprechend dehnfähig von ihrer Materialauswahl einzustellen.The needle roller mechanically perforates or melts the web Fibers or film so that a stable pre-perforation is created. The web peeled off the positive roller also shows after the recess has been made, a clear and defined opening. The three-dimensionality is retained. First is the hole formed by the needle roller is very small, for example 0.05 to 0.1 mm diameter. It will then be on one Diameter from 0.5 to 1.4 mm brought by the targeted Intervention of the knob roller. The web is stretchable accordingly of their material selection.
Ausführungsbeispiele der Erfindung werden anhand der Zeichnung erläutert. Die Figuren der Zeichnung zeigen im einzelnen:
- Fig. 1
- schematisch den Herstellungsprozeß einer dreidimensional strukturierten und mit öffnungen versehenen Vliesstoffes oder Folie;
- Fig. 2
- ein vergrößertes Detail aus der Figur 1, nämlich eine Walzenanordnung;
- Fig. 3
- eine Walzenanordnung in veränderter Ausführungsform;
- Fig. 4
- eine weitere Ausführungsform einer Walzenanordnung;
- Fig. 5
- eine weitere Ausführungsform einer Walzenanordnung;
- Fig. 6
- ein Beispiel einer dreidimensionalen strukturierten Folie in schematisierter Darstellung;
- Fig. 7
- eine andere Folienstruktur im Schnitt.
- Fig. 1
- schematically the manufacturing process of a three-dimensionally structured and provided with openings non-woven fabric or film;
- Fig. 2
- an enlarged detail of Figure 1, namely a roller assembly;
- Fig. 3
- a roller arrangement in a modified embodiment;
- Fig. 4
- a further embodiment of a roller arrangement;
- Fig. 5
- a further embodiment of a roller arrangement;
- Fig. 6
- an example of a three-dimensional structured film in a schematic representation;
- Fig. 7
- another film structure in the cut.
In Figur 1 ist schematisch der Werdegang eines strukturierten,
voluminösen Vlieses dargestellt. In einem Vorratssilo 1
ist ein thermoplastisches Granulat, beispielsweise aus einem
entsprechend zu einem Vlies verarbeitbaren Polyethylen, Polypropylen,
Polyamid, Polyvinylalkohol, Polyester, Polyetherester
oder Polycarbonat enthalten. Es gelangt in einen beheizbaren
Extruder 2, wo es plastifiziert und von der Extruderschnecke
2' bis zur Düse 3 des Extruders gefördert wird. Anschließend
wird das Extrudat über einen Führungsrüssel 4 in
eine Spinndüse eingespeist und entsprechend dem sogenannten
Spunlaced-Verfahren als Filament in einen Attenuator 18 gekühlt
und gereckt. Hier wird die Einzelfaser nicht voll verstreckt.
Lediglich ein Verstreckungsgrad von 60 bis 70% bei
Polyethylen und Polypropylen bzw. von 50 bis 70% bei Polyestern
oder bei Polyamid ist vorteilhaft. Dies steht im Gegensatz
zu den sonst üblichen Reckbedingungen, die eine möglichst
volle Prozeßverstreckung schon aus Materialersparnisgründen
vorziehen. In einem sogenannten Disperser 19 werden
die Fäden wirr durcheinander gelegt und gekühlt (Kühlgebläse
22). Der gereckte Spinnstrang 6 wird auf einem Netzförderer 7
abgelegt, der mit einem Vakuumrahmen 8 unterlegt ist, so daß
sich die Wirrfaser flach auf den Netzförderer 7 auflegt. Er
wird dann zwischen einem ersten Walzenpaar, nämlich Kalanderwalzen
91, 9b, komprimiert. Nach der Bearbeitung erhält man
eine Rohvliesbahn 12. Diese hat noch ein Flächengewicht von
etwa 20g/m2 und ist nur wenige Millimeter dick. In Figure 1, the career of a structured, voluminous fleece is shown schematically. A storage silo 1 contains a thermoplastic granulate, for example made of a polyethylene, polypropylene, polyamide, polyvinyl alcohol, polyester, polyether ester or polycarbonate which can be processed into a nonwoven. It passes into a
Der Rohstrang gelangt dann zu einem Walzenständer 20. In dem
Walzenständer sind drei Walzen übereinander angeordnet. Zunächst
gelangt das Rohvlies 12 in den Walzenspalt 21 zwischen
den beiden Walzen 10a und 10b. Die Walze 10a ist eine
Positivwalze mit zahlreichen, über die Walzenmantelfläche
verteilten Noppen, wie sie beispielsweise aus Figur 2 hervorgehen.
Die Noppen können eine Pyramidenstumpf- oder Kegelstumpfform
haben, sie können aber auch spitz zulaufen, beispielsweise
in einer Pyramide mit einem spitzen Winkel von
90° ± 20°. Nach dem Durchlauf der Bahn 12 durch den Walzenspalt
21 wird die verformte und noch an der Positivwalze 10a
haftende Bahn im Scheitelbereich der Noppen wiederum in einen
weiteren Walzenspalt 41 eingeführt, wo eine weitere Negativwalze
31 angeordnet ist, die jedoch so eingestellt ist, daß
die entsprechenden Positivteile jeweils gegen die Noppenaußenseite
drücken und im Scheitelbereich der Noppen eine Perforation
in der vorgeformten Bahn 12 hervorrufen, die sich
aufgrund der bestehenden Spannung erweitert. Die Folie wird
dann über Kopf abgezogen und stellt eine dreidimensional
strukturierte Folie mit definierten Öffnungen dar. Die Folie
wird also zusätzlich auf die formgebende Noppenwalze nochmals
aufgepreßt, wodurch sich die Vliesöffnung ergibt und verbreitert.
Vorhandene restliche Fasern werden verdrängt oder abgeschmolzen.The raw strand then arrives at a
Anstelle eines Rohvlieses kann auch eine Velourfolie verwendet
werden. Figur 3 zeigt ein Beispiel einer Bearbeitung einer
solchen Folie. Die Folie läuft als unstrukturierte Bahn
32 mit einer Materialstärke von 60 µm mit ihrer Velour-Oberseite
gegen die Noppenwalze 10a in den Walzenspalt 21
ein. Im Walzenspalt 21 wird die unstrukturierte Bahn 32 umgeformt
und eine dreidimensionale Struktur mit zahlreichen feinen
Zylindern herausgezogen. Die Struktur im einzelnen entspricht
der jeweiligen Walzenoberfläche. Instead of a raw fleece, a velor foil can also be used
become. Figure 3 shows an example of processing a
such foil. The film runs as an
Gegen die Walze 10a wird eine 190° heiße Stahlwalze 23 angestellt
und leicht friktionierend gegen die Walze 10a gefahren.
Die Heizwalze, die antihaftend an ihrer Oberfläche ausgeführt
ist, bewegt sich gegen die vorbeilaufende Walze 10a
und bewirkt das Öffnen der zurückschrumpfenden Folie und Aufreißen
im Bereich der Sohle der Vertiefung. Es ergibt sich
damit ein kleiner Trichter, der am Boden eine Öffnung aufweist.
Nach der zweiten Umformung wird die perforierte und
dreidimensional umgeformte Folie von der Walze 31 abgezogen,
gekühlt und aufgewickelt. Die Oberfläche zeigt einen gleichmäßigen,
sehr feinen Veloureffekt. Die Herstellung der Folie
als solche ist beschrieben in der Patentschrift DE 195 24
076.A 190 °
Insbesondere wird das in der genannten Schrift erwähnte Mehrschichtverfahren
verwendet. Die Oberschicht ist 40 µm und die
Rückenschicht 20 µm dick. Bei der Oberfolie handelt es sich
um ein Gemisch aus zwei nach dem Metallocen-Verfahren hergestellten
HDPE-Produkten. Die Folie enthält zusätzlich Gleitmittel,
Pigmente, Stabilisatoren und Trennmittel. Für die
Rückseite wird ein HDPE eingesetzt, das einen geringeren
Schmelzindex aufweist. Die Folie kann nach dem bekannten
Chill-Roll-Verfahren hergestellt werden und mit einem Veloureffekt
versehen sein. Die bei dem Veloureffekt entstehenden
Noppen können auch noch gedehnt werden. Anstelle der Stahlwalze
23 kann auch eine sehr dichte Bürstenwalze mit Stahlspitzen
vorgesehen werden. Hier wird zunächst eine Folie in
den Walzenspalt 21 eingeführt, sodann wird die Bürstenwalze
noch auf den Noppen liegend bearbeitet, so daß sich Verdünnungen
und Perforationen in der bereits verformten Folie ergeben.
Anschließend werden die schon vorstrukturierten Vertiefungen
nochmals eingedrückt und damit eine sehr deutlich
auszumachende dreidimensionale Struktur mit Öffnungen in den
Sohlen der Vertiefungen erzeugt. In particular, the multi-layer process mentioned in the cited document
used. The top layer is 40 µm and that
Im vorliegenden Beispiel hat die Negativwalze 10b eine Temperatur
von 40 bis 60°C, die mittlere Walze eine Temperatur von
etwa 150°C und die obere Negativwalze 31 wiederum eine Temperatur
von nur 40 bis 60°C. Die Bürstenwalze kann ebenfalls
auf eine Temperatur von 120 bis 150°C gebracht werden.In the present example, the
In Figur 4 ist eine Walzenanordnung dargestellt, bei der zunächst
die unstrukturierte Bahn 32 in einen Walzenspalt 25
eingeführt wird, wobei mit Hilfe einer Nadelwalze 24 vor dem
Durchlauf der unstrukturierten Bahn 32 durch den weiteren
Walzenspalt 21 im späteren Scheitelbereich der Noppen 11 diese
Walze 24 das Material perforiert oder verdünnt und jeweils
wenigstens eine Perforation der Verdünnung im Bereich der
späteren Sohle der Vertiefung erzeugt wird. Die weitergeführte
Folie gelangt dann in den Walzenspalt 21, wo während des
Walzvorgangs die Positivkörper, das heißt Noppen 11, in die
Vertiefungen eingreifen und die Bahn 32 im Bereich der Walzeneingriffe
recken. Dabei werden die Vertiefungen in deren
Scheitelbereich weiter aufgerissen und/oder weiter verdünnt.
Die strukturierte und perforierte Bahn wird von der Walze 10a
abgezogen und einer Weiterverarbeitung zugeführt.A roller arrangement is shown in FIG
the
Hierbei beträgt die Temperatur der Walze 10a etwa 140 bis
160°C, während die Walze 10b lediglich eine Temperatur von
40°C aufweist. Die Nadelwalze 24 wird auf eine Nadelspitzentemperatur
von 160°C geheizt. Verwendbar ist der Walzenständer
gemäß Figur 4 für Vliesstoffe oder Folien.Here, the temperature of the
Figur 5 zeigt eine weitere Variante. Hier wird eine strukturierte
oder gerauhte oder velourisierte, ansonsten aber unstrukturierte
Bahn 32 in den Walzenspalt 21 zwischen einer
Positivwalze 10a und einer Negativwalze 10b eingeführt und
hierdurch einer ersten Strukturierung unterworfen. Mit Hilfe
einer Heißwalze 26, die auf eine Temperatur von 120° bis
130°C gebracht ist und leicht friktionierend arbeitet, wird
die auf den Noppen 11 liegende Bahn aufgerissen, das heißt
mit Verdünnungen und Perforationen versehen. Anschließend
wird die Bahn nochmals in einen Spalt 25 zwischen einer Negativwalze
27 und der Positivwalze 10a eingeführt und nochmals
tiefgezogen und gedehnt. Diese Walze hat eine Temperatur von
60°C. Hier wiederum wird das Folienmaterial weitergedehnt, so
daß die schon latent vorhandenen Verdünnungen und Perforationen,
die noch relativ fein sind, vergrößert werden und sich
eine gleichmäßige dreidimensionale Struktur mit Öffnungen an
den jeweiligen Muldensohlen ergibt. Die strukturierte Folie
33 wird über einen Folienabzug 34 abgezogen und einem Lager
zugeführt. Verwendet wird hierzu eine Ausgangsfolie auf
der Basis von Polyethylen mit elastischen Eigenschaften, die
als Zweischichtfolie hergestellt ist. Die Folie ist mit 2,5%
Titandioxid und Gleitmittel versehen. Die Ausgangsfolie hat
beispielsweise eine Stärke von 50 µm und kann anschließend
für Hygieneanwendungen gut eingesetzt werden. Sie zeigt eine
schnelle Eindringfähigkeit für Feuchtigkeit und weist aufgrund
ihrer Dreidimensionalität hervorragende rewetting-Werte
auf. Durch Füllung mit Kaolin, Kreide oder Titandioxid kann
die Folie einen sehr "trockenen Griff" bekommen.Figure 5 shows a further variant. Here is a structured one
or textured or velorized, but otherwise
In Figur 6 ist in vergrößerter Darstellung und schematisiert
eine Folienstruktur dargestellt. Es ist erkennbar, daß die
Mulden 120 eine etwa pyramidstumpfartige Form haben und mit
Perforationen 122 an der Muldensohle versehen sind. Die Mulden
sind durch Stege 121 voneinander getrennt. Die Größenverhältnisse
sind durch die Maßstäbe "1 cm" verdeutlicht.In Figure 6 is an enlarged view and schematic
shown a film structure. It can be seen that the
Figur 7 zeigt eine ähnliche Struktur. Hierbei ist eine Velourfolie verwendet worden, die jeweils mit sehr feinen zylinderförmigen Mulden versehen ist, die in ihrem Grunde jeweils geöffnet sind.Figure 7 shows a similar structure. Here is a velor foil have been used, each with very fine cylindrical Troughs are provided, which are in their respective bases are open.
Claims (20)
- Process for producing a voluminous non-woven web or velourised sheeting from a thermoplastic material by producing an unstructured web and by post-processing the unstructured web (12) through a roller pair (10a, 10b) which consists of a positive roller (10a) with numerous positive bodies (11) distributed over the roller outer surface and of a negative roller (10b) with equally numerous recesses (14), wherein during the rolling process the positive bodies engage in the recesses and stretch the unstructured web (12) in the region of the roller engagements so that a deep-drawn web structure comprising numerous depressions is produced,
characterised in that after the web (12) has passed through the roller gap the deformed web, which still adheres to the positive roller, is contacted in the peak region of the nubs by a perforating, in particular tearing, tool and is perforated, in particular torn open, wherein in each case at least one perforation or thinned area in the region of the bottom of the depression is produced so that the non-woven web or velourised sheeting is more porous than the unstructured web. - Process for producing a structured voluminous non-woven web or velourised sheeting from a thermoplastic material by producing an unstructured web and by post-processing the unstructured web (12) through a roller pair (10a, 10b) which consists of a positive roller (10a) with numerous positive bodies (11) distributed over the roller outer surface and of a negative roller (10b) with equally numerous recesses (14), wherein during the rolling process the positive bodies engage in the recesses and stretch the unstructured web (12) in the region of the roller engagements so that a deep-drawn web structure comprising numerous depressions is produced,
characterised in that before the unstructured web passes through the roller gap, the web is perforated or thinned by a tool in the region which will become the peak of the nubs and in each case at least one perforation or thinned area is produced in the region which will become the bottom of the depression and that during the rolling process the positive bodies, which engage in the depressions and stretch the unstructured web (32) in the region of the roller engagements, tear open and/or thin the depressions still further in their peak region so that the non-woven web or velourised sheeting is more porous than the unstructured web. - Process as claimed in claim 1 or 2,
characterised in that when using a non-woven web a raw non-woven fabric is first produced which consists of a large number of individual filaments which are stretched and are randomly laid down to form a fibre layer, wherein the initial stretching of the individual filaments takes place only in the region of 50 to 70% of the maximum possible extension, and subsequently the fibre layer is pressed and bonded and further processed in this form. - Process as claimed in claim 1, characterised in that a needle roller is used as a perforating or thinning tool, this needle roller coming into contact with the positive roller after passage of the web but while the web is still lying thereon.
- Process as claimed in claim 4, characterised in that the needle roller is operated at a temperature at the needle points between 140 to 200°C.
- Process as claimed in any one of claims 1 to 5, characterised in that the negative roller (10b) has engraving which is the reverse of engraving (10a) on the positive roller (10a) so that, as the rollers (10a, 10b) roll against each other, ridges and nubs (11), which are disposed on the surface of one of the rollers (10a, 10b), engage in matching grooves and recesses (14) on the surface of the respective other roller, wherein the positive bodies of the positive roller are nubs (11) disposed in rows, and the surface of the negative roller has rib-like ridges (13) disposed in the axial direction with recesses (14) lying therebetween, so that when the rollers roll against each other the ribs engage into the channels left free by the nubs.
- Process as claimed in claim 6, characterised in that the outer surfaces of the rollers (10a, 10b) consist of metal.
- Process as claimed in claim 6, characterised in that at least one of the rollers (10a, 10b) has an outer surface formed from a laser-cut synthetic material coating.
- Process as claimed in claim 6, characterised in that the rollers (10a, 10b) are tempered to a different level.
- Process as claimed in claim 9, characterised in that the temperature of the negative roller is set to a temperature which is at least 20°C lower than the positive roller.
- Process as claimed in at least one of the preceding claims, characterised in that when processing a non-woven fabric during the second stretching procedure the raw non-woven fabric is kept at a temperature which is substantially equal to the temperature which prevailed during the first stretching procedure.
- Process as claimed in at least one of the preceding claims, characterised in that a polyethylene, polypropylene, polyamide, polyvinyl alcohol, polyester, polyether ester or polycarbonate is used as the starting material to produce the web.
- Process as claimed in at least one of the preceding claims, characterised in that the non-woven fabrics used should be those which have been produced according to the spun-melt process, the carding process, the air-laid process, the spun-laced process or the melt-blown process.
- Process as claimed in at least one of the preceding claims, characterised in that during the stretching procedures the web (12) is laterally held taut at the roller edges.
- Process as claimed in at least one of the preceding claims, characterised in that the starting material used is a non-woven fabric, sheeting or velour sheeting, which is caused to pass through a roller pair consisting of a nub roller and a bottom roller and which, after passing through the roller gap, is perforated with the aid of a heated roller pressed against the velour sheeting at the nubs, if necessary with frictioning.
- Process as claimed in claim 15, characterised in that the velour side is directed towards the axis of the nub roller.
- Roller arrangement as part of a device for carrying out the process as claimed in at least one of the preceding claims, characterised in that the positive roller (10a) provided with positive bodies meshes with a negative roller (10b) and a further positive roller is connected downstream of the roller pair (10a, 10b), the positive regions of which coincide, during rotation of the rollers, with the recesses of the native roller.
- Roller arrangement as part of a device for carrying out the process as claimed in at least one of the preceding claims 1 to 17,
characterised in that the positive roller (10a) provided with positive bodies meshes with a negative roller (10b) and a needle roller is connected downstream of the roller pair (10a, 10b), with which needle roller the web, which is already provided with depressions and which is still lying on the positive bodies, can be perforated. - Roller arrangement as part of a device for carrying out the process as claimed in any one of the preceding claims 17 and 18,
characterised in that a needle roller, which is fitted with individual needles or bunches of needles and on which the locations of the individual needles or bunches of needles match with raised areas of the positive roller when the rollers rotate, runs synchronously with the positive roller and, when an unstructured web passes through, this web can be perforated in a first working step in the regions were depressions are produced as the web processing is continued. - Roller arrangement as claimed in claim 18 or 19, characterised in that the points of the individual needles and bunches of needles can be heated to a temperature between 140° and 250°.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19856223A DE19856223B4 (en) | 1998-12-04 | 1998-12-04 | Method and device for producing a structured, voluminous nonwoven web or film |
| DE19856223 | 1998-12-04 | ||
| PCT/EP1999/009484 WO2000034562A1 (en) | 1998-12-04 | 1999-12-03 | Method and device for producing a structured, voluminous non-woven web or film |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1155178A1 EP1155178A1 (en) | 2001-11-21 |
| EP1155178B1 true EP1155178B1 (en) | 2004-02-25 |
Family
ID=7890134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99964520A Expired - Lifetime EP1155178B1 (en) | 1998-12-04 | 1999-12-03 | Method and device for producing a structured, voluminous non-woven web or film |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US6739024B1 (en) |
| EP (1) | EP1155178B1 (en) |
| JP (1) | JP2002531726A (en) |
| CN (1) | CN1109146C (en) |
| AT (1) | ATE260354T1 (en) |
| AU (1) | AU3035400A (en) |
| DE (2) | DE19856223B4 (en) |
| DK (1) | DK1155178T3 (en) |
| ES (1) | ES2214909T3 (en) |
| WO (1) | WO2000034562A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103921447A (en) * | 2014-04-03 | 2014-07-16 | 黄利光 | Hot air punching film and forming method thereof |
Families Citing this family (75)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6946182B1 (en) | 1999-07-16 | 2005-09-20 | Allgeuer Thomas T | Fringed surface structures obtainable in a compression molding process |
| US20050133174A1 (en) * | 1999-09-27 | 2005-06-23 | Gorley Ronald T. | 100% synthetic nonwoven wipes |
| US6716805B1 (en) * | 1999-09-27 | 2004-04-06 | The Procter & Gamble Company | Hard surface cleaning compositions, premoistened wipes, methods of use, and articles comprising said compositions or wipes and instructions for use resulting in easier cleaning and maintenance, improved surface appearance and/or hygiene under stress conditions such as no-rinse |
| DE19953039A1 (en) | 1999-11-03 | 2001-05-23 | Hcd Gmbh | Process for the production of a multilayer surface-structured semi-finished product from thermoplastic materials |
| US6872438B1 (en) | 2000-07-17 | 2005-03-29 | Advanced Design Concept Gmbh | Profile or molding having a fringed surface structure |
| SE518032C2 (en) * | 2000-12-18 | 2002-08-20 | Tetra Laval Holdings & Finance | Methods and apparatus for producing a packaging material |
| US7147453B2 (en) * | 2001-03-26 | 2006-12-12 | Boegli-Gravures Sa | Device for treating flat material |
| DK1425143T3 (en) | 2001-07-03 | 2005-06-27 | Corovin Gmbh | Non-perforating device and method therefor |
| US7601415B2 (en) | 2001-12-03 | 2009-10-13 | Tredegar Film Products Corporation | Absorbent device using an apertured nonwoven as an acquisition distribution layer |
| CN100393293C (en) | 2001-12-03 | 2008-06-11 | 屈德加薄膜产品股份有限公司 | Nonwoven breathable composite padding and method of making the same |
| DE10204148A1 (en) * | 2002-02-01 | 2003-08-07 | Schmitz Werke | Fabric and process for its manufacture |
| DE10232148B4 (en) * | 2002-07-16 | 2009-01-08 | Fiberweb Corovin Gmbh | Process for the liquid-permeable perforation of a fleece |
| DE10232147B4 (en) | 2002-07-16 | 2004-07-15 | Corovin Gmbh | Thermobonded and perforated fleece |
| US8241543B2 (en) | 2003-08-07 | 2012-08-14 | The Procter & Gamble Company | Method and apparatus for making an apertured web |
| CN100357509C (en) * | 2003-09-04 | 2007-12-26 | 高雨声 | Process for production of multifunctional composite bicomponent fiber spunbond nonwoven fabrics |
| US7297226B2 (en) * | 2004-02-11 | 2007-11-20 | Georgia-Pacific Consumer Products Lp | Apparatus and method for degrading a web in the machine direction while preserving cross-machine direction strength |
| GB0417634D0 (en) * | 2004-08-09 | 2004-09-08 | Structural Polymer Systems Ltd | Mould |
| US7323072B2 (en) * | 2005-04-27 | 2008-01-29 | Kimberly-Clark Worldwide, Inc. | Multi-roll bonding and aperturing |
| US20070096366A1 (en) * | 2005-11-01 | 2007-05-03 | Schneider Josef S | Continuous 3-D fiber network formation |
| ITCH20060026A1 (en) * | 2006-06-01 | 2007-12-02 | Texol Srl | MACHINE TO PRODUCE AND OBTAIN A SOFT TOUCH AND RESILIENT FILM SUITABLE FOR DRAINING USE |
| ITMI20072444A1 (en) * | 2007-12-28 | 2009-06-29 | Union Ind Spa | PROCEDURE FOR THE IMPLEMENTATION OF NON-WOVEN FABRIC FABRICS. |
| US20100028621A1 (en) * | 2008-08-04 | 2010-02-04 | Thomas Timothy Byrne | Embossed fibrous structures and methods for making same |
| US20100030174A1 (en) * | 2008-08-04 | 2010-02-04 | Buschur Patrick J | Multi-ply fibrous structures and processes for making same |
| US8158043B2 (en) | 2009-02-06 | 2012-04-17 | The Procter & Gamble Company | Method for making an apertured web |
| CA2756149A1 (en) | 2009-03-24 | 2010-09-30 | James W. Cree | Embossed textured webs and method for making |
| US9243368B2 (en) * | 2009-05-19 | 2016-01-26 | The Procter & Gamble Company | Embossed fibrous structures and methods for making same |
| US8753737B2 (en) | 2009-05-19 | 2014-06-17 | The Procter & Gamble Company | Multi-ply fibrous structures and methods for making same |
| US20100297395A1 (en) * | 2009-05-19 | 2010-11-25 | Andre Mellin | Fibrous structures comprising design elements and methods for making same |
| US20100297286A1 (en) * | 2009-05-21 | 2010-11-25 | Donn Nathan Boatman | High pressure embossing apparatus |
| JP5506519B2 (en) * | 2010-04-16 | 2014-05-28 | ユニ・チャーム株式会社 | A method for easily manufacturing a nonwoven fabric having irregularities, and a method for easily processing a nonwoven fabric |
| WO2011138261A1 (en) * | 2010-05-03 | 2011-11-10 | Oerlikon Textile Gmbh & Co. Kg | Fibrilation apparatus |
| CN101864640A (en) * | 2010-06-28 | 2010-10-20 | 北京大源非织造有限公司 | Method for manufacturing novel non-woven cloth |
| US9220638B2 (en) | 2010-09-10 | 2015-12-29 | The Procter & Gamble Company | Deformed web materials |
| US9067357B2 (en) | 2010-09-10 | 2015-06-30 | The Procter & Gamble Company | Method for deforming a web |
| JP2012218415A (en) * | 2011-04-14 | 2012-11-12 | Seiko Epson Corp | Method for manufacturing array substrate and array substrate, and method for manufacturing screen and screen |
| US10011953B2 (en) | 2011-04-26 | 2018-07-03 | The Procter & Gamble Company | Bulked absorbent members |
| US9439815B2 (en) | 2011-04-26 | 2016-09-13 | The Procter & Gamble Company | Absorbent members having skewed density profile |
| US9044353B2 (en) | 2011-04-26 | 2015-06-02 | The Procter & Gamble Company | Process for making a micro-textured web |
| US9534325B2 (en) | 2011-04-26 | 2017-01-03 | The Procter & Gamble Company | Methods of making absorbent members having skewed density profile |
| US8708687B2 (en) | 2011-04-26 | 2014-04-29 | The Procter & Gamble Company | Apparatus for making a micro-textured web |
| US9724245B2 (en) | 2011-04-26 | 2017-08-08 | The Procter & Gamble Company | Formed web comprising chads |
| US20120276238A1 (en) | 2011-04-26 | 2012-11-01 | John Brian Strube | Apparatus for Deforming a Web |
| US9452093B2 (en) | 2011-04-26 | 2016-09-27 | The Procter & Gamble Company | Absorbent members having density profile |
| US9452089B2 (en) | 2011-04-26 | 2016-09-27 | The Procter & Gamble Company | Methods of making absorbent members having density profile |
| US8657596B2 (en) | 2011-04-26 | 2014-02-25 | The Procter & Gamble Company | Method and apparatus for deforming a web |
| US9452094B2 (en) | 2011-04-26 | 2016-09-27 | The Procter & Gamble Company | Absorbent members having density profile |
| GB2515905B (en) | 2011-12-23 | 2018-11-21 | Kimberly Clark Co | Three-dimensional sheet material and absorbent articles including such material |
| CN102579202A (en) * | 2012-02-16 | 2012-07-18 | 厦门延江工贸有限公司 | Composite punched coiled material and manufacturing method thereof |
| WO2015094460A1 (en) | 2013-12-20 | 2015-06-25 | The Procter & Gamble Company | Method for fabricating absorbent articles |
| WO2015094459A1 (en) | 2013-12-20 | 2015-06-25 | The Procter & Gamble Company | Method for fabricating absorbent articles |
| US20160369511A1 (en) | 2014-02-04 | 2016-12-22 | Gurpreet Singh SANDHAR | Synthetic fabric having slip resistant properties and method of making same |
| CN103949114B (en) * | 2014-04-29 | 2015-12-09 | 中材科技股份有限公司 | A high-precision laminating machine for manufacturing highly air-permeable film-coated filter media |
| RU2017106639A (en) | 2014-09-12 | 2018-10-12 | Дзе Проктер Энд Гэмбл Компани | Non-woven material with discrete three-dimensional deforming elements containing areas of varying opacity |
| US10064766B2 (en) | 2014-09-12 | 2018-09-04 | The Procter & Gamble Company | Nonwoven material having discrete three-dimensional deformations that are configured to collapse in a controlled manner |
| US20160074250A1 (en) | 2014-09-12 | 2016-03-17 | The Procter & Gamble Company | Absorbent Articles |
| MX2017003322A (en) | 2014-09-12 | 2017-11-22 | Procter & Gamble | Method of making nonwoven material having discrete three-dimensional deformations with wide base openings that are bonded to additional layer. |
| CN107405235B (en) | 2015-03-30 | 2019-02-01 | 金伯利-克拉克环球有限公司 | Absorbent article with three-dimensional shape-retaining structure |
| CN105479706B (en) * | 2015-06-24 | 2017-08-15 | 深圳市巍特工程技术有限公司 | The production system and production method of concrete protective pad |
| US20180347086A1 (en) * | 2015-11-27 | 2018-12-06 | Seiko Epson Corporation | Sheet manufacturing apparatus |
| CN105411749A (en) * | 2015-12-09 | 2016-03-23 | 厦门延江新材料股份有限公司 | Perforating and embossing forming mold |
| EP3216434A1 (en) | 2016-03-08 | 2017-09-13 | The Procter and Gamble Company | Absorbent article comprising a topsheet/acquisition web laminate |
| CN105614941A (en) * | 2016-03-16 | 2016-06-01 | 安徽中烟再造烟叶科技有限责任公司 | Sheet piercing device for coating tobacco sheet |
| US20170296396A1 (en) | 2016-04-14 | 2017-10-19 | The Procter & Gamble Company | Absorbent article manufacturing process incorporating in situ process sensors |
| HUP1600341A2 (en) * | 2016-05-26 | 2017-11-28 | Flexinnova Kft | Antislip flexible materials and methods for their making and use |
| CN105908359B (en) * | 2016-06-14 | 2019-07-12 | 江苏盛纺纳米材料科技股份有限公司 | A kind of four-dimension water ripples non-woven cloth |
| CN106048898B (en) * | 2016-08-16 | 2018-11-16 | 江苏盛纺纳米材料科技股份有限公司 | A kind of modified special soft non-woven cloth of nanofiber and its manufacturing method |
| CN106498627A (en) * | 2016-10-10 | 2017-03-15 | 天鼎丰材料技术有限公司 | The production system of polypropylene spun-bonded needle-punched geotextiles, production method |
| CN110381753B (en) * | 2017-04-19 | 2022-03-11 | 菲利普莫里斯生产公司 | Method for producing sheet-like tobacco material |
| EP3425099A1 (en) * | 2017-07-03 | 2019-01-09 | Axel Nickel | Meltblown non-woven fabric with improved stackability and storage |
| JP7525399B2 (en) | 2017-11-22 | 2024-07-30 | エクストルージョン グループ,エルエルシー | MELTBLOWN DIE TIP ASSEMBLY AND METHOD |
| CN108813476B (en) * | 2018-06-27 | 2024-04-16 | 中国机械工业集团有限公司 | Potato product forming equipment |
| CN112533567A (en) | 2018-08-22 | 2021-03-19 | 宝洁公司 | Disposable absorbent article |
| KR102203416B1 (en) * | 2020-05-27 | 2021-01-15 | 황윤창 | Method for manufacturing wet nonwoven fabric without sticking phenomenon of calender roll |
| CN112144214A (en) * | 2020-10-30 | 2020-12-29 | 佛山市英集科技有限公司 | Processing technology and equipment of non-woven fabric |
| CN112515859B (en) * | 2020-11-30 | 2022-09-09 | 福建恒安集团有限公司 | A kind of sanitary napkin containing convex core and preparation method thereof |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3137893A (en) * | 1954-12-06 | 1964-06-23 | Kendall & Co | Apparatus and process for making apertured non-woven fabrics |
| US3081501A (en) * | 1957-06-12 | 1963-03-19 | Johnson & Johnson | Apparatus for producing nonwoven fabric |
| US3325868A (en) * | 1963-11-01 | 1967-06-20 | Johnson & Johnson | Apparatus for producing perforated nonwoven fabric |
| US3555601A (en) * | 1968-07-30 | 1971-01-19 | Harold Price | Apparatus for continuously forming conical shaped cleats on a thermoplastic sheet |
| US3596816A (en) * | 1969-05-05 | 1971-08-03 | Phillips Petroleum Co | Fibrillation method |
| US3595454A (en) * | 1970-02-04 | 1971-07-27 | Johnson & Johnson | Method and apparatus for manufacturing split fiber webs for oriented plastic films |
| US3969565A (en) * | 1975-03-26 | 1976-07-13 | Norman Forrest | Card clothing method for treating thermoplastic sheet material |
| US4153664A (en) * | 1976-07-30 | 1979-05-08 | Sabee Reinhardt N | Process for pattern drawing of webs |
| DE2806402C3 (en) * | 1978-02-15 | 1980-11-27 | Unilever N.V., Rotterdam (Niederlande) | Method and device for producing a moisture-permeable film made of thermoplastic material |
| DE7804478U1 (en) * | 1978-02-15 | 1981-01-15 | Unilever N.V., Rotterdam (Niederlande) | DEVICE FOR PRODUCING A HUMIDITY-TRANSFERABLE FILM |
| US4220272A (en) * | 1978-10-30 | 1980-09-02 | Danti Bernard R | Precision cutting means |
| US4280978A (en) * | 1979-05-23 | 1981-07-28 | Monsanto Company | Process of embossing and perforating thermoplastic film |
| US4333979A (en) * | 1980-08-18 | 1982-06-08 | Kimberly-Clark Corporation | Soft, bulky, lightweight nonwoven web and method of producing; the web has both fused spot bonds and patterned embossments |
| US4842794A (en) * | 1987-07-30 | 1989-06-27 | Applied Extrusion Technologies, Inc. | Method of making apertured films and net like fabrics |
| DE3804611A1 (en) * | 1988-02-13 | 1989-08-24 | Casaretto Robert Kg | ROLLER ARRANGEMENT FOR STRENGTHENING FLEECE OR THE LIKE. |
| US5223319A (en) * | 1990-08-10 | 1993-06-29 | Kimberly-Clark Corporation | Nonwoven wiper having high oil capacity |
| US5704101A (en) * | 1995-06-05 | 1998-01-06 | Kimberly-Clark Worldwide, Inc. | Creped and/or apertured webs and process for producing the same |
| DE19524076C1 (en) * | 1995-07-01 | 1996-10-24 | Hcd Gmbh | Roller-moulding fine fibrous velour finish on surface of extruded thermoplastic sheet |
| US5628097A (en) * | 1995-09-29 | 1997-05-13 | The Procter & Gamble Company | Method for selectively aperturing a nonwoven web |
| DE19547319A1 (en) * | 1995-12-19 | 1997-06-26 | Hcd Gmbh | Process for the production of a structured, voluminous fleece |
| DE29720192U1 (en) * | 1997-11-14 | 1999-03-25 | Eduard Küsters, Maschinenfabrik, GmbH & Co. KG, 47805 Krefeld | Calender for treating a web |
-
1998
- 1998-12-04 DE DE19856223A patent/DE19856223B4/en not_active Expired - Fee Related
-
1999
- 1999-12-03 DE DE59908676T patent/DE59908676D1/en not_active Expired - Lifetime
- 1999-12-03 JP JP2000586990A patent/JP2002531726A/en active Pending
- 1999-12-03 DK DK99964520T patent/DK1155178T3/en active
- 1999-12-03 AT AT99964520T patent/ATE260354T1/en not_active IP Right Cessation
- 1999-12-03 EP EP99964520A patent/EP1155178B1/en not_active Expired - Lifetime
- 1999-12-03 CN CN99813998A patent/CN1109146C/en not_active Expired - Fee Related
- 1999-12-03 AU AU30354/00A patent/AU3035400A/en not_active Abandoned
- 1999-12-03 ES ES99964520T patent/ES2214909T3/en not_active Expired - Lifetime
- 1999-12-03 US US09/857,365 patent/US6739024B1/en not_active Expired - Fee Related
- 1999-12-03 WO PCT/EP1999/009484 patent/WO2000034562A1/en not_active Ceased
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103921447A (en) * | 2014-04-03 | 2014-07-16 | 黄利光 | Hot air punching film and forming method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| DE19856223A1 (en) | 2000-06-08 |
| DE19856223B4 (en) | 2004-05-13 |
| EP1155178A1 (en) | 2001-11-21 |
| DK1155178T3 (en) | 2004-06-28 |
| WO2000034562A1 (en) | 2000-06-15 |
| AU3035400A (en) | 2000-06-26 |
| CN1329686A (en) | 2002-01-02 |
| ATE260354T1 (en) | 2004-03-15 |
| US6739024B1 (en) | 2004-05-25 |
| ES2214909T3 (en) | 2004-09-16 |
| DE59908676D1 (en) | 2004-04-01 |
| JP2002531726A (en) | 2002-09-24 |
| CN1109146C (en) | 2003-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1155178B1 (en) | Method and device for producing a structured, voluminous non-woven web or film | |
| DE19725749B4 (en) | Embossing process for the production of a structured, voluminous fleece | |
| DE60206186T2 (en) | METHOD FOR PRODUCING A BOUND LUBRICANT | |
| DE69212169T2 (en) | Composite nonwoven and its manufacturing process | |
| DE10232148B4 (en) | Process for the liquid-permeable perforation of a fleece | |
| EP1425161B1 (en) | Perforated laminate | |
| DE2356720C2 (en) | Composite nonwoven material | |
| DE2313873C3 (en) | Process for the production of a lightweight, abrasion-resistant film-fibril nonwoven fabric | |
| DE19581616B4 (en) | Perforated, bonded nonwoven web, and method of making a perforated bonded nonwoven web | |
| DE2006646C3 (en) | Device for producing a network from a thermoplastic plastic film | |
| EP1115553B1 (en) | Method for producing a surface-structured, film-like semifinished product with the application of pressure | |
| CH637873A5 (en) | METHOD AND DEVICE FOR PRODUCING A HUMIDITY-TRANSFERABLE FILM. | |
| CH498234A (en) | Deformation bonding and heat setting of non woven | |
| DE3688791T2 (en) | WATER ABSORBING MATERIAL AND THEIR PRODUCTION. | |
| CH499639A (en) | Production of fibrous web from polymer film | |
| EP0868552B1 (en) | Process for producing a structured, voluminous nonwoven | |
| WO1999067454A2 (en) | Method for producing a non-woven fibre fabric | |
| DE19812097C1 (en) | Semi-finished thermoplastic film material with fine hair piles on one surface | |
| DE3634146C2 (en) | Nonwoven and its manufacture | |
| DE102018106629A1 (en) | Calendering plant and method for producing perforated nonwovens for multi-layer absorbent products | |
| DE10132196B4 (en) | A method of making a product having a perforated thermoplastic structure and perforating means for carrying out the method | |
| DE1938671A1 (en) | Nonwoven fabric and method of making a nonwoven fabric | |
| AT349429B (en) | NON-WOVEN FABRIC AND DEVICE FOR PRODUCING IT | |
| DE2031686C3 (en) | Method and apparatus for making yarns or fibers from a web of cold drawable polymer | |
| DE2511916A1 (en) | METHOD AND DEVICE FOR PRODUCING TEXTILE THREADS |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20010516 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: LT;LV;RO |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040225 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040225 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040225 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040225 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20040225 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATMED AG |
|
| REF | Corresponds to: |
Ref document number: 59908676 Country of ref document: DE Date of ref document: 20040401 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040525 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20040225 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2214909 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041203 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041231 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20041126 |
|
| BERE | Be: lapsed |
Owner name: *ADVANCED DESIGN CONCEPTS G.M.B.H. Effective date: 20041231 |
|
| BERE | Be: lapsed |
Owner name: *ADVANCED DESIGN CONCEPTS G.M.B.H. Effective date: 20041231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040725 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: FIBERWEB COROVIN GMBH Free format text: ADVANCED DESIGN CONCEPTS GMBH#RATHENAUSTR. 12#30156 HANNOVER (DE) -TRANSFER TO- FIBERWEB COROVIN GMBH#WOLTORFER STRASSE 124#31224 PEINE (DE) Ref country code: CH Ref legal event code: NV Representative=s name: AMMANN PATENTANWAELTE AG BERN |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20081212 Year of fee payment: 10 Ref country code: CH Payment date: 20081216 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20081205 Year of fee payment: 10 Ref country code: IT Payment date: 20081224 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20081212 Year of fee payment: 10 Ref country code: ES Payment date: 20090120 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20081203 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20091231 Year of fee payment: 11 |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20091203 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091231 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100104 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091203 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20110404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110701 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59908676 Country of ref document: DE Effective date: 20110701 |