EP0081441A1 - Méthode pour l'obtention de produits filés en alliages type Al-Zn-Mg-Cu à haute résistance et à tenacité sens travers améliorée - Google Patents
Méthode pour l'obtention de produits filés en alliages type Al-Zn-Mg-Cu à haute résistance et à tenacité sens travers améliorée Download PDFInfo
- Publication number
- EP0081441A1 EP0081441A1 EP82420168A EP82420168A EP0081441A1 EP 0081441 A1 EP0081441 A1 EP 0081441A1 EP 82420168 A EP82420168 A EP 82420168A EP 82420168 A EP82420168 A EP 82420168A EP 0081441 A1 EP0081441 A1 EP 0081441A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- type
- degrees
- alloy
- product
- hours
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000956 alloy Substances 0.000 title claims abstract description 19
- 229910045601 alloy Inorganic materials 0.000 title claims abstract description 19
- 229910018569 Al—Zn—Mg—Cu Inorganic materials 0.000 title claims abstract description 4
- 238000004519 manufacturing process Methods 0.000 title 1
- 238000000034 method Methods 0.000 claims abstract description 11
- 239000000203 mixture Substances 0.000 claims abstract description 8
- 238000005482 strain hardening Methods 0.000 claims abstract description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 5
- 238000005496 tempering Methods 0.000 claims abstract description 4
- 229910052742 iron Inorganic materials 0.000 claims abstract description 3
- 238000002844 melting Methods 0.000 claims abstract description 3
- 230000008018 melting Effects 0.000 claims abstract description 3
- 238000000265 homogenisation Methods 0.000 claims description 5
- 238000004090 dissolution Methods 0.000 claims description 3
- 238000010791 quenching Methods 0.000 abstract description 4
- 230000000171 quenching effect Effects 0.000 abstract description 4
- 238000005266 casting Methods 0.000 abstract description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 abstract 2
- 235000012438 extruded product Nutrition 0.000 abstract 2
- 230000007797 corrosion Effects 0.000 description 6
- 238000005260 corrosion Methods 0.000 description 6
- 208000031968 Cadaver Diseases 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 239000002970 Calcium lactobionate Substances 0.000 description 4
- 238000009864 tensile test Methods 0.000 description 4
- 238000009987 spinning Methods 0.000 description 3
- UDHXJZHVNHGCEC-UHFFFAOYSA-N Chlorophacinone Chemical compound C1=CC(Cl)=CC=C1C(C=1C=CC=CC=1)C(=O)C1C(=O)C2=CC=CC=C2C1=O UDHXJZHVNHGCEC-UHFFFAOYSA-N 0.000 description 2
- 229920000297 Rayon Polymers 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 239000002964 rayon Substances 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 241001644893 Entandrophragma utile Species 0.000 description 1
- 241001639412 Verres Species 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000005338 frosted glass Substances 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/053—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with zinc as the next major constituent
Definitions
- the present invention relates to a process for obtaining high strength Al-Zn-Mg-Cu type Al alloy spun products which in the treated state (type T6 or T7) have high ductility and toughness, in particular in the cross direction, as well as good resistance to corrosion under tension.
- High strength spun products are already known which have high ductility and toughness characteristics in the long direction (see for example those described in French patent application 2 457 908).
- alloys A and B Two alloys A and B were cast, the compositions of which are the following alloy A, outside the invention, constituting the control.
- Alloy A semi-continuously cast in the form of 170 mm diameter billets, underwent a homogenization treatment for 24 hours at 460 ° C., was spun by reverse spinning at 400 ° C. ⁇ 10 ° C. in the form of cases of dimensions ⁇ 107 X 141 mm.
- batch B3 whose homogenization conditions for dissolution, work hardening between quenching and tempering are located in the preferred field of the invention, appears to be particularly effective, in particular with regard to elongations at break in the cross direction of the bottom of the case which are more than four times higher than those of the control batch A.
- batches B4x show that for a treatment of the T7 type with two bearings, it is possible to confer on the alloys in accordance with the invention a resistance to corrosion under particularly high stress.
- alloy C outside the invention, constituting the control.
- Each of the alloys was homogenized for 24 h at 475 ° C, peeled to a diameter of 170 mm and transformed by reverse hot spinning at the temperature of 350-400 ° C in the form of a bar with a diameter of 50 mm.
- the bars were dissolved for 1 hour at 478 ° C, soaked in cold water and returned 24 hours at 120 ° C.
- test specimen is shown in Figure 2.
- a fatigue crack is initiated on the test specimen defined above, taken in the LR direction, from the body, under the conditions of standard ASTM E399 (0.45 ⁇ a / W ⁇ 0.55, propagation in fatigue d '' at least 1.3 mm, load less than 60% of the Pq).
- the test piece cracked in fatigue, is then subjected to a slow bending test at three points.
- the curve effort is recorded as a function of the speed of unwinding of the paper from the recorder (constant speed).
- the K factor was calculated according to the formula given by standard ASTM E399 (Bend Specimen) which is: (in MPa ⁇ m)
- the value of a used in the formula is the average value of the three measurements.
Landscapes
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Thermal Sciences (AREA)
- Heat Treatment Of Steel (AREA)
- Powder Metallurgy (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Extrusion Of Metal (AREA)
- Heat Treatment Of Nonferrous Metals Or Alloys (AREA)
- Conductive Materials (AREA)
Abstract
- - couler un alliage dont la composition est la suivante (% en poids)

- - à homogénéiser le produit coulé dans le domaine de températures compris entre 460°C et la température de fusion commençante de l'alliage
- - à filer à chaud le produit à une température de l'ordre de 400°C
- - à étirer éventuellement le produit filé à chaud à une température de l'ordre de 380°C
- - à le mettre en solution dans le domaine de températures compris entre 460 et 490°C.
- - à le tremper à l'eau froide (θ ≤ 40°C)
- - à l'étirer éventuellement à froid avec une déformation

- - à pratiquer un revenu:
- type T6 soit de 6 à 50 h entre 115 et 150°C ou
- type T7 soit de 3 à 24 h entre 100 et 120°C
- + 8 à 20 h entre 150 et 170°C
Description
- La présente invention concerne un procédé d'obtention de produits filés en alliage d'Al type Al-Zn-Mg-Cu à haute résistance qui possèdent à l'état traité (type T6 ou T7) une ductilité et une ténacité élevées,en particulier dans le sens travers, ainsi qu'une bonne résistance à la corrosion sous tension.
- On connaît déjà des produits filés à haute résistance présentant des caractéristiques de ductilité et de ténacité élevées dans le sens long (voir par exemple ceux décrits dans la demande de brevet français 2 457 908).
- Cependant pour certaines applications, en particulier dans les domaines où les matériaux sont très fortement sollicités et doivent présenter de grandes fiabilité et sécurité d'emploi (par exemple dans l'aéronautique, l'armement,etc...) les propriétés dans le sens travers sont encore insuffisantes, notamment dans les parties des pièces relativement peu corroyées.
- Cette méthode consiste à :
- - couler un alliage dont la composition est la suivante (% en poids)
- Fe < 0,10
- Si < 0,08
- Cu 1,0 à 2,0
- Mg 2,1 à 3,5
- Zn 7,2 à 9,5
- Cr 0,07 à 0,17
- Mn 0,15 à 0,25
- Zr 0,08 à 0,14
- Ti ≤ 0,10
- autres chacun ≤ 0,05
- autres total ≤ 0,15
- reste = Al
- - à homogénéiser le produit coulé dans le domaine de températures compris entre 460°C et la température de fusion commençante de l'alliage
- - à filer à chaud le produit une température de l'ordre de 400°C
- - à étirer éventuellement le produit filé à chaud à une température de l'ordre de 380° C.
- - à le mettre en solution dans le domaine de température compris entre 460 et 480° C.
- - à le tremper à l'eau froide ( 0 ≤40° C)
- - à l'étirer éventuellement à froid avec une déformation ( S - s ) ≤ 10 %
- - à pratiquer un revenu : s
- . type T6 soit de 6 à 50 h entre 115 et 150° C
ou- . type T7 soit de 3 à 24 h entre 100 et 120° C
- + 8 à 20 h entre 150 et 170° C
les temps les plus longs étant généralement associés aux températures les plus basses. - Les propriétés optimales sont atteintes lorsque chacune des conditions suivantes sont, de préférence, réunies :
- Analyse = Fe ≤0,10
- (% en poids ) Si ≤ 0,08
- Cu : 1,35 à 1,85
- Mg : 2,4 à 3,0
- Zn : 7,6 à 8,9
- Cr : 0,10 à 0,17
- Mn : 0,15 à 0,25
- Zr : 0,08 à 0,14
- Ti ≤ 0,10
- Autres chacun 0,05
- " Total ≤ 0,15
- Reste Al
- Homogénéisation vers 470° C ± 5° C
- Mise en solution entre 465 et 480° C
- Ecrouissage à froid (

- Revenu type T6 : 25 à 35 h entre 115 et 130° C ou type T7 : 5 à 10 h entre 100 et 110° C + 8 à 12 h entre 155 et 165° C
- Il a été remarqué que les teneurs en éléments d'alliages principaux doivent être suffisantes pour obtenir les caractéristiques mécaniques recherchées, mais limitées supérieurement pour ne pas induire une fragilité excessive. La ductilité travers est également fortement influencée par les teneurs en Fe et Si qui doivent,de préférence,être tenues aussi basses que possible,dans les limites suivantes :



- On a coulé deux alliages A et B dont les compositions sont les suivantes l'alliage A, hors invention, constituant le témoin.

- L'alliage B, conforme à l'invention, a été partagé en quatre lots : B1, B2,B3, B4 :
- - le lot (B1 a été transformé d'une façon identique au lot A, à l'exception du taux d'écrouissage (

- - le lot B2 a été transformé d'une façon identique au lot A.
- - le lot 83 a été transformé d'une façon identique au lot 82, sauf que le traitement d'homogénéisation a été réalisée à 470° C (au lieu de 460°C) ; ce lot B3 correspond donc au domaine préférentiel de l'invention ;
- - le lot B4 a été transformé d'une façon identique au lot B2, sauf en ce qui concerne le revenu final pratiqué : 6 h à 105° C + 10 h à 150°C, 155°C, 160° C et 165°C (cas B41, B42, B43, B44, respectivement) ou à 120° C pendant 30 h (cas B40).
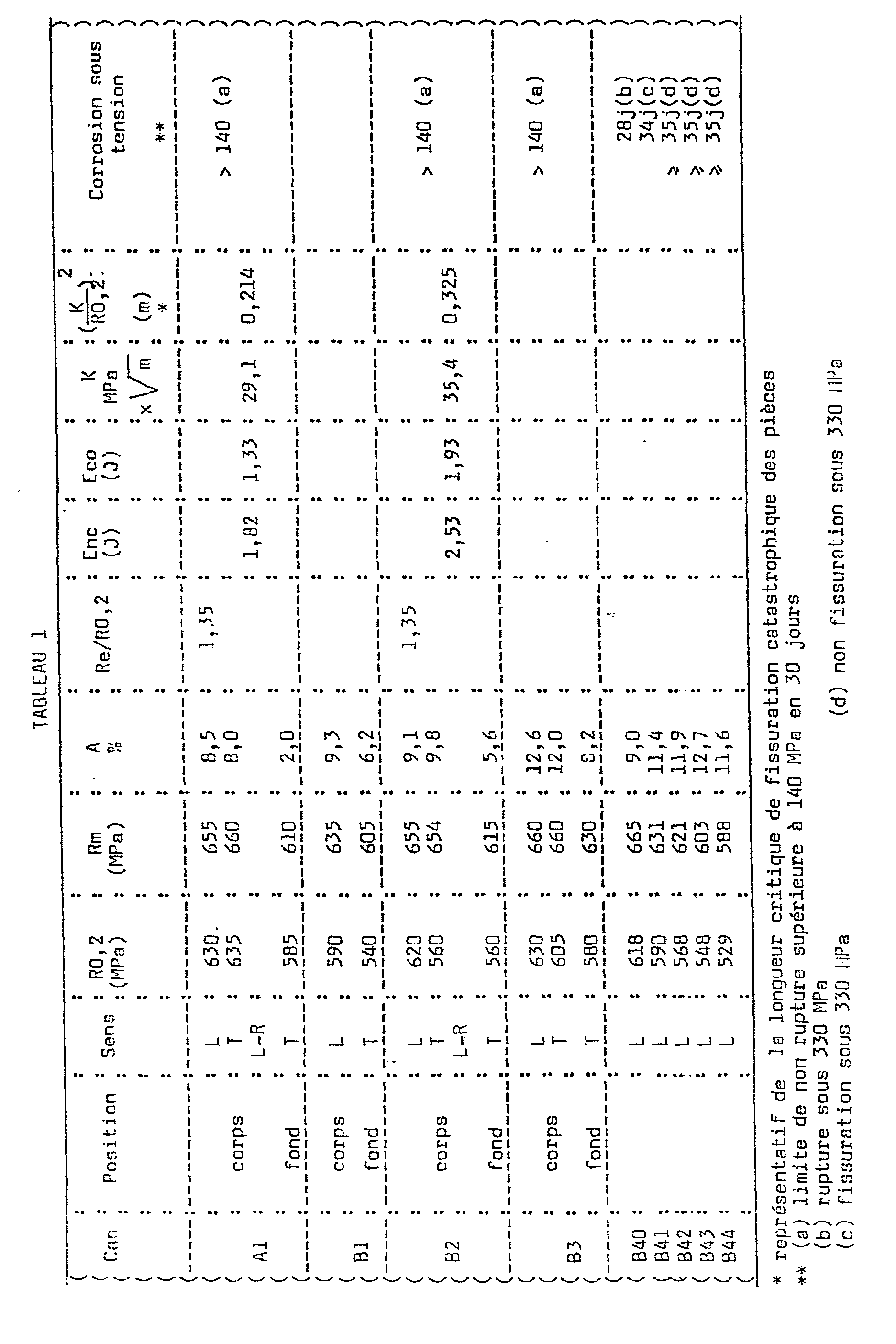
- On a usiné dans les étuis ainsi obtenus (voir figure 1) :
- - des éprouvettes de traction lisses (1) prélevées soit dans le corps de l'étui en distinguant le sens long (L) et le sens travers (sens tangentiel (T), soit dans le fond de l'étui dans le sens travers (T) (sens tangentiel). Ces éprouvettes ont servi, lors d'un essai de traction, à la détermination des caractéristiques mécaniques classiques, à savoir :
- . limite élastique R 0,2
- . charge de rupture Rm
- allongements à la rupture A % mesurés sur une longueur initiale utile égale à 5,65√50, 5o étant la section de l'éprouvette avant traction.
- - des éprouvettes de traction entaillées (2) avec un coefficient de concentration de contrainte KT = 6,5 (rayon à fond d'entaille 0,025 mm) et prélevées dans le sens long du corps de l'étui. Ces éprouvettes ont été rompues par traction, ce qui a permis de déterminer leur charge de rupture Re. Le rapport Re/R 0,2 de la charge de rupture sur éprouvette entaillée à la limite élastique sur éprouvette lisse a été retenu comme critère d'appréciation.
- - des éprouvettes de résilience (3) type Charpy V (entaille en V à 45°, de profondeur 2 mm, de rayon à fond d'entaille égal à 0,25 mm). Les éprouvettes ont été prélevées dans le sens long du corps des étuis, de façon que la fissure de rupture se propage dans le sens épaisseur corps de l'étui (sens normalisé L-R). Elles ont été utilisées pour déterminer les caractéristiques Enc (énergie de rupture sur éprouvette non pré-fissurée) et Eco (énergie de rupture sur éprouvette pré-fissurée par fatigue sur appareil Physmet).
- - des éprouvettes (4) pour mesure du facteur de ténacité K : les conditions de détermination de ce facteur K sont décrites en annexe.
- - des éprouvettes pour essais de corrosion sous forme d'anneaux C prélevés dans le corps ayant 40 mm de largeur. Ces éprouvettes ont été testées en corrosion sous tension suivant la norme AFNOR A 05-301.
- Les résultats (valeurs moyennes) sont donnés dans le tableau I en annexe.
- On observe pour les étuis A1, Bl, B2 et B2, traités en T6, que les lots 81, B2,et B3 conformes à l'invention, présentent des allongements à la rupture, dans le sens travers de la partie peu corroyée du fond, nettement supérieurs à ceux du lot témoin Al. Par ailleurs, le lot B2, ayant subi un écrouissage après trempe et avant revenu situé dans le domaine préférentiel de l'invention ( ≥1,5 % et ≤ 5%) présente un ensemble de caractéristiques de traction plus performant que celui du lot Bl pour lequel l'écrouissage a été de 10 %
- De plus, le lot B3, dont les conditions d'homogénéisation de mise en solution, d'écrouissage entre trempe et revenu sont situées dans le domaine préférentiel de l'invention, apparaît comme particulièrement performant en particulier en ce qui concerne les allongements à la rupture dans le sens travers du fond de l'étui qui sont plus de quatre fois plus élevés que ceux du lot témoin A.
- Enfin les lots B4x montrent que pour un traitement du type T7 avec deux paliers, il est permis de conférer aux alliages conformes à l'invention une résistance à la corrosion sous tension particulièrement élevée.
- On a coulé en semi-continu, sous forme de billettes de diamètre 200 mm, trois alliages C, D et E de composition ci-après :

- Chacun des alliages a été homogénéisé durant 24 h à 475°C, écroûté au diamètre de 170 mm et transformé par filage à chaud inverse à la température de 350-400°C sous forme de barre de diamètre 50 mm. Les barres ont été mises en solution 1 h à 478°C, trempées à l'eau froide et revenues 24 h à 120°C.
- Il a été prélevé dans les barres pour essais :
- - des éprouvettes de traction lisses dans les sens long et travers pour mesure des caractéristiques R0,2, Rm et A % (sur 5,65√50).
- - des éprouvettes de traction entaillées avec un coefficient de concentration de contrainte égal à 8, dans le sens travers, pour mesure de Re et détermination du rapport Re/RO,2.
- - des éprouvettes d'essai de ténacité (format : 30 X 31,25, épaisseur 12,5 mm) cans les sens L-R et C-R (désignation ASTM). Les conditions d'essais correspondant à la spécification ASTM E399 ont permis de déterminer le facteur de concentration de contrainte KIc.
- Les résultats (valeurs moyennes) sont donnés dans le tableau 2 ci-après.


- L'éprouvette d'essai est représentée en figure 2.
- Ses dimensions sont les suivantes :
- - épaisseur : B = 8 mm
- - largeur :W = 8 mm
- - longueur : 55 mm
- - entaille usinée : a = 2 mm,
- Une fissure de fatigue est initiée sur l'éprouvette définie ci-dessus, prélevée dans le sens L-R, dans le corps, dans les conditions de la norme ASTM E399 (0,45 < a/W < 0,55, propagation en fatigue d'au moins 1,3 mm, charge inférieure à 60 % du Pq).
- L'éprouvette, fissurée en fatigue, est ensuite.soumise à un essai de flexion lente en trois points. Pendant l'essai, on enregistre la courbe: effort en fonction de la vitesse de déroulement du papier de l'enregistreur (vitesse constante).
- Le facteur K a-été calculé suivant la formule donnée par la norme ASTM E399 (Bend Specimen) qui est :

-
- P : charge maximum mesurée sur le graphique en newtons
- S : distance entre appuis en m
- W : largeur de l'éprouvette en m
- B : épaisseur de l'éprouvette en m
- a : longueur de la crique en m
- Remarque : Mesure de la longueur a de la crique
- L'éprouvette,après rupture, est projetée sur un verre dépoli à l'aide d'un profiloscope ( g = 20)
- La partie de la cassure qui correspond à la crique initiale engendrée par fatigue est ensuite décalquée sur un papier transparent. On mesure alors les longueurs des fissures au quart, moitié et trois quarts de l'épaisseur de l'éprouvette.
- La valeur de a utilisée dans la formule est la valeur moyenne des trois mesures.
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82420168T ATE16292T1 (de) | 1981-12-03 | 1982-12-01 | Verfahren zur herstellung von extrudierten werkstuecken aus hochfesten legierungen des typs al-zn-mg-cu, mit zaehigkeit in querrichtung. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8122969A FR2517702B1 (fr) | 1981-12-03 | 1981-12-03 | |
| FR8122969 | 1981-12-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0081441A1 true EP0081441A1 (fr) | 1983-06-15 |
| EP0081441B1 EP0081441B1 (fr) | 1985-10-30 |
Family
ID=9264805
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82420168A Expired EP0081441B1 (fr) | 1981-12-03 | 1982-12-01 | Méthode pour l'obtention de produits filés en alliages type Al-Zn-Mg-Cu à haute résistance et à tenacité sens travers améliorée |
Country Status (10)
| Country | Link |
|---|---|
| EP (1) | EP0081441B1 (fr) |
| JP (1) | JPS58113358A (fr) |
| AT (1) | ATE16292T1 (fr) |
| CA (1) | CA1206354A (fr) |
| DE (1) | DE3267187D1 (fr) |
| DK (1) | DK158317C (fr) |
| FR (1) | FR2517702B1 (fr) |
| IE (1) | IE54132B1 (fr) |
| NO (1) | NO155629C (fr) |
| ZA (1) | ZA828873B (fr) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2601967A1 (fr) * | 1986-07-24 | 1988-01-29 | Cerzat Ste Metallurg | Alliage a base d'al pour corps creux sous pression. |
| EP0391815A1 (fr) * | 1989-04-05 | 1990-10-10 | PECHINEY RECHERCHE (Groupement d'Intérêt Economique régi par l'Ordonnance du 23 Septembre 1967) | Alliage à base d'A1 à haut module et à resistance mécanique élevée et procédé d'obtention |
| EP0392844A1 (fr) * | 1989-04-14 | 1990-10-17 | Nkk Corporation | Traitement d'alliage d'aluminium |
| EP0412204A1 (fr) * | 1987-12-14 | 1991-02-13 | Aluminum Company Of America | Procédé de vieillissement en deux étapes d'un alliage d'aluminium et pièce d'usinage |
| EP0514292A1 (fr) * | 1991-05-14 | 1992-11-19 | Pechiney Rhenalu | Procédé pour améliorer l'isotropie transversale des produits épais en alliage d'aluminium de la série AA 7000 |
| FR2695942A1 (fr) * | 1992-09-22 | 1994-03-25 | Gerzat Metallurg | Alliage d'aluminium pour corps creux sous pression. |
| WO1994024326A1 (fr) * | 1993-04-15 | 1994-10-27 | Alcan International Limited | Procede de fabrication de corps creux |
| EP0670377A1 (fr) * | 1994-03-02 | 1995-09-06 | Pechiney Recherche (Gie) | Alliage d'aluminium 7000 à haute résistance mécanique et procédé d'obtention |
| EP0864731A1 (fr) * | 1995-12-04 | 1998-09-16 | Fuji Oozx Inc. | Coupelle d'appui de ressort de soupape en alliage d'aluminium |
| US6322647B1 (en) * | 1998-10-09 | 2001-11-27 | Reynolds Metals Company | Methods of improving hot working productivity and corrosion resistance in AA7000 series aluminum alloys and products therefrom |
| FR2838135A1 (fr) * | 2002-04-05 | 2003-10-10 | Pechiney Rhenalu | PRODUITS CORROYES EN ALLIAGES A1-Zn-Mg-Cu A TRES HAUTES CARACTERISTIQUES MECANIQUES, ET ELEMENTS DE STRUCTURE D'AERONEF |
| FR2838136A1 (fr) * | 2002-04-05 | 2003-10-10 | Pechiney Rhenalu | PRODUITS EN ALLIAGE A1-Zn-Mg-Cu A COMPROMIS CARACTERISTIQUES STATISTIQUES/TOLERANCE AUX DOMMAGES AMELIORE |
| GB2402943B (en) * | 2002-06-24 | 2006-03-29 | Corus Aluminium Walzprod Gmbh | Method for producing a high strength Al-Zn-Mg-Cu alloy |
| US7883591B2 (en) | 2004-10-05 | 2011-02-08 | Aleris Aluminum Koblenz Gmbh | High-strength, high toughness Al-Zn alloy product and method for producing such product |
| CN109402539A (zh) * | 2018-11-29 | 2019-03-01 | 四川航天长征装备制造有限公司 | 一种提高铝合金棒材径向延伸率的方法 |
| US10472707B2 (en) | 2003-04-10 | 2019-11-12 | Aleris Rolled Products Germany Gmbh | Al—Zn—Mg—Cu alloy with improved damage tolerance-strength combination properties |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4863528A (en) * | 1973-10-26 | 1989-09-05 | Aluminum Company Of America | Aluminum alloy product having improved combinations of strength and corrosion resistance properties and method for producing the same |
| JPS6263641A (ja) * | 1985-09-14 | 1987-03-20 | Showa Alum Corp | 低サイクル疲労特性に優れた高強度アルミニウム合金押出材 |
| US5221377A (en) * | 1987-09-21 | 1993-06-22 | Aluminum Company Of America | Aluminum alloy product having improved combinations of properties |
| US5284327A (en) * | 1992-04-29 | 1994-02-08 | Aluminum Company Of America | Extrusion quenching apparatus and related method |
| CN1489637A (zh) | 2000-12-21 | 2004-04-14 | �Ƹ��� | 铝合金产品及人工时效方法 |
| EP1683882B2 (fr) | 2005-01-19 | 2010-07-21 | Otto Fuchs KG | Alliage d'Aluminium avec sensitivité à la trempe réduite et procédé de fabrication d'un produit demi-final lors de cet alliage |
| FR2907796B1 (fr) | 2006-07-07 | 2011-06-10 | Aleris Aluminum Koblenz Gmbh | Produits en alliage d'aluminium de la serie aa7000 et leur procede de fabrication |
| WO2008003504A2 (fr) | 2006-07-07 | 2008-01-10 | Aleris Aluminum Koblenz Gmbh | Produits en alliage d'aluminium série aa7000, et procédé de fabrication correspondant |
| JP5083816B2 (ja) * | 2007-11-08 | 2012-11-28 | 住友軽金属工業株式会社 | 温間加工性に優れたAl−Zn−Mg−Cu合金押出材およびその製造方法ならびに該押出材を用いた温間加工材 |
| MX2017011840A (es) | 2015-10-30 | 2018-02-01 | Novelis Inc | Aleaciones de aluminio 7xxx de alta resistencia y metodos para fabricarlas. |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2222450A1 (en) * | 1973-03-21 | 1974-10-18 | Aluminum Co Of America | Aluminium alloy forgings - from material cast heat treated and worked under particular conditions to obtain improved mechanical properties |
| US3881966A (en) * | 1971-03-04 | 1975-05-06 | Aluminum Co Of America | Method for making aluminum alloy product |
| FR2249175A1 (fr) * | 1973-10-26 | 1975-05-23 | Aluminum Co Of America | |
| FR2249176A1 (fr) * | 1973-10-26 | 1975-05-23 | Aluminum Co Of America | |
| US3945861A (en) * | 1975-04-21 | 1976-03-23 | Aluminum Company Of America | High strength automobile bumper alloy |
| FR2457908A1 (fr) * | 1979-06-01 | 1980-12-26 | Gerzat Metallurg | Procede de fabrication de corps creux en alliage d'aluminium et produits ainsi obtenus |
-
1981
- 1981-12-03 FR FR8122969A patent/FR2517702B1/fr not_active Expired
-
1982
- 1982-12-01 DE DE8282420168T patent/DE3267187D1/de not_active Expired
- 1982-12-01 JP JP57211190A patent/JPS58113358A/ja active Granted
- 1982-12-01 AT AT82420168T patent/ATE16292T1/de active
- 1982-12-01 EP EP82420168A patent/EP0081441B1/fr not_active Expired
- 1982-12-02 ZA ZA828873A patent/ZA828873B/xx unknown
- 1982-12-02 IE IE2870/82A patent/IE54132B1/en not_active IP Right Cessation
- 1982-12-02 CA CA000416870A patent/CA1206354A/fr not_active Expired
- 1982-12-02 DK DK534982A patent/DK158317C/da not_active IP Right Cessation
- 1982-12-02 NO NO824043A patent/NO155629C/no unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3881966A (en) * | 1971-03-04 | 1975-05-06 | Aluminum Co Of America | Method for making aluminum alloy product |
| FR2222450A1 (en) * | 1973-03-21 | 1974-10-18 | Aluminum Co Of America | Aluminium alloy forgings - from material cast heat treated and worked under particular conditions to obtain improved mechanical properties |
| FR2249175A1 (fr) * | 1973-10-26 | 1975-05-23 | Aluminum Co Of America | |
| FR2249176A1 (fr) * | 1973-10-26 | 1975-05-23 | Aluminum Co Of America | |
| US3945861A (en) * | 1975-04-21 | 1976-03-23 | Aluminum Company Of America | High strength automobile bumper alloy |
| FR2457908A1 (fr) * | 1979-06-01 | 1980-12-26 | Gerzat Metallurg | Procede de fabrication de corps creux en alliage d'aluminium et produits ainsi obtenus |
Cited By (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0257167A1 (fr) * | 1986-07-24 | 1988-03-02 | Societe Metallurgique De Gerzat | Alliage à base d'A1 pour corps creux sous pression |
| US4747890A (en) * | 1986-07-24 | 1988-05-31 | Societe Metallurgieque De Gerzat | Al-base alloy hollow bodies under pressure |
| FR2601967A1 (fr) * | 1986-07-24 | 1988-01-29 | Cerzat Ste Metallurg | Alliage a base d'al pour corps creux sous pression. |
| EP0412204A1 (fr) * | 1987-12-14 | 1991-02-13 | Aluminum Company Of America | Procédé de vieillissement en deux étapes d'un alliage d'aluminium et pièce d'usinage |
| EP0391815A1 (fr) * | 1989-04-05 | 1990-10-10 | PECHINEY RECHERCHE (Groupement d'Intérêt Economique régi par l'Ordonnance du 23 Septembre 1967) | Alliage à base d'A1 à haut module et à resistance mécanique élevée et procédé d'obtention |
| FR2645546A1 (fr) * | 1989-04-05 | 1990-10-12 | Pechiney Recherche | Alliage a base d'al a haut module et a resistance mecanique elevee et procede d'obtention |
| US5047092A (en) * | 1989-04-05 | 1991-09-10 | Pechiney Recherche | Aluminium based alloy with a high Young's modulus and high mechanical, strength |
| EP0392844A1 (fr) * | 1989-04-14 | 1990-10-17 | Nkk Corporation | Traitement d'alliage d'aluminium |
| EP0514292A1 (fr) * | 1991-05-14 | 1992-11-19 | Pechiney Rhenalu | Procédé pour améliorer l'isotropie transversale des produits épais en alliage d'aluminium de la série AA 7000 |
| FR2676462A1 (fr) * | 1991-05-14 | 1992-11-20 | Pechiney Rhenalu | Procede pour ameliorer l'isotropie travers des produits epais en alliages d'al. |
| FR2695942A1 (fr) * | 1992-09-22 | 1994-03-25 | Gerzat Metallurg | Alliage d'aluminium pour corps creux sous pression. |
| EP0589807A1 (fr) * | 1992-09-22 | 1994-03-30 | Société Métallurgique de Gerzat | Alliage d'aluminium pour corps creux sous pression |
| WO1994024326A1 (fr) * | 1993-04-15 | 1994-10-27 | Alcan International Limited | Procede de fabrication de corps creux |
| US5932037A (en) * | 1993-04-15 | 1999-08-03 | Luxfer Group Limited | Method of making hollow bodies |
| FR2716896A1 (fr) * | 1994-03-02 | 1995-09-08 | Pechiney Recherche | Alliage 7000 à haute résistance mécanique et procédé d'obtention. |
| EP0670377A1 (fr) * | 1994-03-02 | 1995-09-06 | Pechiney Recherche (Gie) | Alliage d'aluminium 7000 à haute résistance mécanique et procédé d'obtention |
| EP1464719A1 (fr) * | 1994-03-02 | 2004-10-06 | Pechiney Rhenalu | Alliage 7000à haute résistance méchanique et procédé d'obtention |
| EP0864731A1 (fr) * | 1995-12-04 | 1998-09-16 | Fuji Oozx Inc. | Coupelle d'appui de ressort de soupape en alliage d'aluminium |
| US6322647B1 (en) * | 1998-10-09 | 2001-11-27 | Reynolds Metals Company | Methods of improving hot working productivity and corrosion resistance in AA7000 series aluminum alloys and products therefrom |
| WO2003085146A1 (fr) | 2002-04-05 | 2003-10-16 | Pechiney Rhenalu | Produits corroyes en alliages al-zn-mg-cu a tres hautes caracteristiques mecaniques, et elements de structure d'aeronef |
| WO2003085145A2 (fr) * | 2002-04-05 | 2003-10-16 | Pechiney Rhenalu | Produits en alliages al-zn-mg- cu |
| FR2838136A1 (fr) * | 2002-04-05 | 2003-10-10 | Pechiney Rhenalu | PRODUITS EN ALLIAGE A1-Zn-Mg-Cu A COMPROMIS CARACTERISTIQUES STATISTIQUES/TOLERANCE AUX DOMMAGES AMELIORE |
| WO2003085145A3 (fr) * | 2002-04-05 | 2004-04-01 | Pechiney Rhenalu | Produits en alliages al-zn-mg- cu |
| FR2838135A1 (fr) * | 2002-04-05 | 2003-10-10 | Pechiney Rhenalu | PRODUITS CORROYES EN ALLIAGES A1-Zn-Mg-Cu A TRES HAUTES CARACTERISTIQUES MECANIQUES, ET ELEMENTS DE STRUCTURE D'AERONEF |
| US7550110B2 (en) * | 2002-04-05 | 2009-06-23 | Alcan Rhenalu | Al-Zn-Mg-Cu alloys and products with improved ratio of static mechanical characteristics to damage tolerance |
| GB2402943B (en) * | 2002-06-24 | 2006-03-29 | Corus Aluminium Walzprod Gmbh | Method for producing a high strength Al-Zn-Mg-Cu alloy |
| US10472707B2 (en) | 2003-04-10 | 2019-11-12 | Aleris Rolled Products Germany Gmbh | Al—Zn—Mg—Cu alloy with improved damage tolerance-strength combination properties |
| US7883591B2 (en) | 2004-10-05 | 2011-02-08 | Aleris Aluminum Koblenz Gmbh | High-strength, high toughness Al-Zn alloy product and method for producing such product |
| CN109402539A (zh) * | 2018-11-29 | 2019-03-01 | 四川航天长征装备制造有限公司 | 一种提高铝合金棒材径向延伸率的方法 |
| CN109402539B (zh) * | 2018-11-29 | 2020-02-11 | 四川航天长征装备制造有限公司 | 一种提高铝合金棒材径向延伸率的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| NO155629C (no) | 1987-04-29 |
| FR2517702B1 (fr) | 1985-11-15 |
| IE822870L (en) | 1983-06-03 |
| ATE16292T1 (de) | 1985-11-15 |
| JPS6127458B2 (fr) | 1986-06-25 |
| FR2517702A1 (fr) | 1983-06-10 |
| CA1206354A (fr) | 1986-06-24 |
| IE54132B1 (en) | 1989-06-21 |
| NO824043L (no) | 1983-06-06 |
| DK158317B (da) | 1990-04-30 |
| NO155629B (no) | 1987-01-19 |
| DK158317C (da) | 1990-10-01 |
| EP0081441B1 (fr) | 1985-10-30 |
| DE3267187D1 (en) | 1985-12-05 |
| ZA828873B (en) | 1983-09-28 |
| DK534982A (da) | 1983-06-04 |
| JPS58113358A (ja) | 1983-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0081441B1 (fr) | Méthode pour l'obtention de produits filés en alliages type Al-Zn-Mg-Cu à haute résistance et à tenacité sens travers améliorée | |
| EP1114877A1 (fr) | Element de structure d'avion en alliage Al-Cu-Mg | |
| EP0876514B1 (fr) | PRODUITS EPAIS EN ALLIAGE A1ZnMgCu A PROPRIETES AMELIOREES | |
| CA3006871C (fr) | Alliage aluminium cuivre lithium a resistance mecanique et tenacite ameliorees | |
| FR2853666A1 (fr) | ALLIAGE Al-Zn A HAUTE RESISTANCE,PROCEDE DE PRODUCTION DE PRODUITS EN UN TEL ALLIAGE, ET PRODUITS OBTENUS SELON CE PROCEDE | |
| CA2961712C (fr) | Toles isotropes en alliage d'aluminium-cuivre-lithium pour la fabrication de fuselages d'avion | |
| CA2907854A1 (fr) | Toles minces en alliage d'aluminium-cuivre-lithium pour la fabrication de fuselages d'avion | |
| CA1139645A (fr) | Procede de traitement thermique des alliages aluminium - cuivre - magnesium - silicium | |
| EP2981631A1 (fr) | Tôles en alliage d'aluminium-cuivre-lithium pour la fabrication de fuselages d'avion | |
| CA2942426A1 (fr) | Produit file en alliage 6xxx apte au decolletage et presentant une faible rugosite apres anodisation | |
| EP0227563B1 (fr) | Procédé de désensibilisation à la corrosion exfoliante avec obtention simultanée d'une haute résistance mécanique et bonne tenue aux dommages des alliages d'aluminium contenant du lithium | |
| WO2019122639A1 (fr) | Procede de fabrication ameliore de toles en alliage d'aluminium-cuivre-lithium pour la fabrication de fuselage d'avion | |
| FR2731440A1 (fr) | Toles en alliage al-cu-mg a faible niveau de contraintes residuelles | |
| FR2710657A1 (fr) | Procédé de désensibilisation à la corrosion intercristalline des alliages d'Al séries 2000 et 6000 et produits correspondants. | |
| JP7469642B2 (ja) | 高強度鋼線 | |
| FR2646172A1 (fr) | Alliage al-li-cu-mg a bonne deformabilite a froid et bonne resistance aux dommages | |
| CN111304487A (zh) | 一种铜基形状记忆合金及其制备方法和应用 | |
| EP0172776B1 (fr) | Procédé d'amélioration de la forgeabilité d'un acier inoxydable austenoferritique | |
| JPH03294445A (ja) | 成形加工性の良好な高力アルミニウム合金およびその製造法 | |
| FR3132306A1 (fr) | Tôle mince améliorée en alliage d’aluminium-cuivre-lithium | |
| Mutlu et al. | Effect of reduction ratio in flow forming process on microstructure and mechanical properties of a 6082 Al alloy | |
| FR2784692A1 (fr) | Acier de construction cementable, procede pour son obtention et pieces formees avec cet acier | |
| EP3802897A1 (fr) | Toles minces en alliage d'aluminium-cuivre-lithium pour la fabrication de fuselages d'avion | |
| WO2022129806A1 (fr) | Produits corroyes en alliage 2xxx presentant une resistance a la corrosion optimisee et procede d'obtention | |
| CN118703848A (zh) | 耐scc性优异的高强度铝合金挤出材料的制造方法及其中所用的铝合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19830629 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 16292 Country of ref document: AT Date of ref document: 19851115 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3267187 Country of ref document: DE Date of ref document: 19851205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19851231 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: SCHWEIZERISCHE ALUMINIUM AG Effective date: 19860724 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: SCHWEIZERISCHE ALUMINIUM AG |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19861113 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19871231 Year of fee payment: 6 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 19891026 |
|
| GBPR | Gb: patent revoked under art. 102 of the ep convention designating the uk as contracting state | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLR2 | Nl: decision of opposition | ||
| BERE | Be: lapsed |
Owner name: SOC. METALLURGIQUE DE GERZAT Effective date: 19891231 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 82420168.5 Effective date: 19900314 |