DE102004050278A1 - Light to white wood-based panels - Google Patents
Light to white wood-based panels Download PDFInfo
- Publication number
- DE102004050278A1 DE102004050278A1 DE102004050278A DE102004050278A DE102004050278A1 DE 102004050278 A1 DE102004050278 A1 DE 102004050278A1 DE 102004050278 A DE102004050278 A DE 102004050278A DE 102004050278 A DE102004050278 A DE 102004050278A DE 102004050278 A1 DE102004050278 A1 DE 102004050278A1
- Authority
- DE
- Germany
- Prior art keywords
- wood
- fibers
- based panels
- mdf
- white pigment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 235000009414 Elaeocarpus kirtonii Nutrition 0.000 title description 4
- 235000013584 Tabebuia pallida Nutrition 0.000 title description 4
- 241000199223 Elaeocarpus kirtonii Species 0.000 title 1
- 239000002023 wood Substances 0.000 claims abstract description 44
- 229920002522 Wood fibre Polymers 0.000 claims abstract description 32
- 239000002025 wood fiber Substances 0.000 claims abstract description 32
- 239000012463 white pigment Substances 0.000 claims abstract description 22
- 239000006185 dispersion Substances 0.000 claims description 13
- 230000003287 optical effect Effects 0.000 claims description 13
- 239000011093 chipboard Substances 0.000 claims description 2
- 230000001590 oxidative effect Effects 0.000 claims description 2
- 230000002829 reductive effect Effects 0.000 claims description 2
- 239000000835 fiber Substances 0.000 description 15
- 238000004519 manufacturing process Methods 0.000 description 15
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 14
- 239000003292 glue Substances 0.000 description 12
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 9
- 239000000049 pigment Substances 0.000 description 9
- 241000294754 Macroptilium atropurpureum Species 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 8
- 238000000034 method Methods 0.000 description 7
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 6
- 238000004061 bleaching Methods 0.000 description 6
- 238000004040 coloring Methods 0.000 description 6
- -1 peracetates Chemical class 0.000 description 6
- 239000004408 titanium dioxide Substances 0.000 description 6
- 235000010215 titanium dioxide Nutrition 0.000 description 6
- HRZFUMHJMZEROT-UHFFFAOYSA-L sodium disulfite Chemical compound [Na+].[Na+].[O-]S(=O)S([O-])(=O)=O HRZFUMHJMZEROT-UHFFFAOYSA-L 0.000 description 5
- 235000010262 sodium metabisulphite Nutrition 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 241000218657 Picea Species 0.000 description 4
- 229920001131 Pulp (paper) Polymers 0.000 description 4
- DWAQJAXMDSEUJJ-UHFFFAOYSA-M Sodium bisulfite Chemical compound [Na+].OS([O-])=O DWAQJAXMDSEUJJ-UHFFFAOYSA-M 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 229940079827 sodium hydrogen sulfite Drugs 0.000 description 4
- 235000010267 sodium hydrogen sulphite Nutrition 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- KCXVZYZYPLLWCC-UHFFFAOYSA-N EDTA Chemical compound OC(=O)CN(CC(O)=O)CCN(CC(O)=O)CC(O)=O KCXVZYZYPLLWCC-UHFFFAOYSA-N 0.000 description 3
- 244000236151 Tabebuia pallida Species 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 239000007844 bleaching agent Substances 0.000 description 3
- 238000009472 formulation Methods 0.000 description 3
- 239000000123 paper Substances 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- LSNNMFCWUKXFEE-UHFFFAOYSA-L sulfite Chemical class [O-]S([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-L 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- BJEPYKJPYRNKOW-REOHCLBHSA-N (S)-malic acid Chemical compound OC(=O)[C@@H](O)CC(O)=O BJEPYKJPYRNKOW-REOHCLBHSA-N 0.000 description 2
- 241000771208 Buchanania arborescens Species 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 244000141359 Malus pumila Species 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- RAHZWNYVWXNFOC-UHFFFAOYSA-N Sulphur dioxide Chemical compound O=S=O RAHZWNYVWXNFOC-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 229910052783 alkali metal Inorganic materials 0.000 description 2
- 239000002585 base Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 239000008139 complexing agent Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 239000011094 fiberboard Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 238000009896 oxidative bleaching Methods 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 159000000000 sodium salts Chemical class 0.000 description 2
- CSABAZBYIWDIDE-UHFFFAOYSA-N sulfino hydrogen sulfite Chemical class OS(=O)OS(O)=O CSABAZBYIWDIDE-UHFFFAOYSA-N 0.000 description 2
- 238000004383 yellowing Methods 0.000 description 2
- BCMCBBGGLRIHSE-UHFFFAOYSA-N 1,3-benzoxazole Chemical compound C1=CC=C2OC=NC2=C1 BCMCBBGGLRIHSE-UHFFFAOYSA-N 0.000 description 1
- HYZJCKYKOHLVJF-UHFFFAOYSA-N 1H-benzimidazole Chemical compound C1=CC=C2NC=NC2=C1 HYZJCKYKOHLVJF-UHFFFAOYSA-N 0.000 description 1
- YGUMVDWOQQJBGA-VAWYXSNFSA-N 5-[(4-anilino-6-morpholin-4-yl-1,3,5-triazin-2-yl)amino]-2-[(e)-2-[4-[(4-anilino-6-morpholin-4-yl-1,3,5-triazin-2-yl)amino]-2-sulfophenyl]ethenyl]benzenesulfonic acid Chemical compound C=1C=C(\C=C\C=2C(=CC(NC=3N=C(N=C(NC=4C=CC=CC=4)N=3)N3CCOCC3)=CC=2)S(O)(=O)=O)C(S(=O)(=O)O)=CC=1NC(N=C(N=1)N2CCOCC2)=NC=1NC1=CC=CC=C1 YGUMVDWOQQJBGA-VAWYXSNFSA-N 0.000 description 1
- 241001133760 Acoelorraphe Species 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- 240000000731 Fagus sylvatica Species 0.000 description 1
- 235000010099 Fagus sylvatica Nutrition 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 1
- 244000193463 Picea excelsa Species 0.000 description 1
- 235000008331 Pinus X rigitaeda Nutrition 0.000 description 1
- 241000018646 Pinus brutia Species 0.000 description 1
- 235000011613 Pinus brutia Nutrition 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 239000005083 Zinc sulfide Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- BJEPYKJPYRNKOW-UHFFFAOYSA-N alpha-hydroxysuccinic acid Natural products OC(=O)C(O)CC(O)=O BJEPYKJPYRNKOW-UHFFFAOYSA-N 0.000 description 1
- DNEHKUCSURWDGO-UHFFFAOYSA-N aluminum sodium Chemical compound [Na].[Al] DNEHKUCSURWDGO-UHFFFAOYSA-N 0.000 description 1
- 235000021016 apples Nutrition 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000012752 auxiliary agent Substances 0.000 description 1
- ZYGHJZDHTFUPRJ-UHFFFAOYSA-N benzo-alpha-pyrone Natural products C1=CC=C2OC(=O)C=CC2=C1 ZYGHJZDHTFUPRJ-UHFFFAOYSA-N 0.000 description 1
- XJHABGPPCLHLLV-UHFFFAOYSA-N benzo[de]isoquinoline-1,3-dione Chemical class C1=CC(C(=O)NC2=O)=C3C2=CC=CC3=C1 XJHABGPPCLHLLV-UHFFFAOYSA-N 0.000 description 1
- 239000003139 biocide Substances 0.000 description 1
- 239000000038 blue colorant Substances 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-N carbonic acid Chemical class OC(O)=O BVKZGUZCCUSVTD-UHFFFAOYSA-N 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 238000004737 colorimetric analysis Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 235000001671 coumarin Nutrition 0.000 description 1
- 150000004775 coumarins Chemical class 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- VTIIJXUACCWYHX-UHFFFAOYSA-L disodium;carboxylatooxy carbonate Chemical compound [Na+].[Na+].[O-]C(=O)OOC([O-])=O VTIIJXUACCWYHX-UHFFFAOYSA-L 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 229910000514 dolomite Inorganic materials 0.000 description 1
- 239000010459 dolomite Substances 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000007850 fluorescent dye Substances 0.000 description 1
- HANVTCGOAROXMV-UHFFFAOYSA-N formaldehyde;1,3,5-triazine-2,4,6-triamine;urea Chemical compound O=C.NC(N)=O.NC1=NC(N)=NC(N)=N1 HANVTCGOAROXMV-UHFFFAOYSA-N 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 150000004966 inorganic peroxy acids Chemical class 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 229920005610 lignin Polymers 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000001630 malic acid Substances 0.000 description 1
- 235000011090 malic acid Nutrition 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000010327 methods by industry Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 150000004967 organic peroxy acids Chemical class 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004848 polyfunctional curative Substances 0.000 description 1
- 238000009895 reductive bleaching Methods 0.000 description 1
- 239000006254 rheological additive Substances 0.000 description 1
- JVBXVOWTABLYPX-UHFFFAOYSA-L sodium dithionite Chemical compound [Na+].[Na+].[O-]S(=O)S([O-])=O JVBXVOWTABLYPX-UHFFFAOYSA-L 0.000 description 1
- 229940045872 sodium percarbonate Drugs 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 150000001629 stilbenes Chemical class 0.000 description 1
- 235000021286 stilbenes Nutrition 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 150000003455 sulfinic acids Chemical class 0.000 description 1
- 150000003464 sulfur compounds Chemical class 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- 229910001428 transition metal ion Inorganic materials 0.000 description 1
- 238000001238 wet grinding Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- 229910052984 zinc sulfide Inorganic materials 0.000 description 1
- DRDVZXDWVBGGMH-UHFFFAOYSA-N zinc;sulfide Chemical compound [S-2].[Zn+2] DRDVZXDWVBGGMH-UHFFFAOYSA-N 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N1/00—Pretreatment of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/04—Manufacture of substantially flat articles, e.g. boards, from particles or fibres from fibres
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
Abstract
Holzwerkstoffplatten, die aus gebleichten Holzfasern hergestellt und/oder mit einem Weißpigment massegefärbt sind.Wood-based panels made from bleached wood fibers and / or mass-dyed with a white pigment.
Description
Die vorliegende Erfindung betrifft Holzwerkstoffplatten, die aus gebleichten Holzfasern hergestellt und/oder mit einem Weißpigment massegefärbt sind.The The present invention relates to wood-based panels made of bleached Wood fibers are produced and / or mass dyed with a white pigment.
Im Bereich der Holzwerkstoffe ist der Markt an sog. mitteldichten Faserplatten (medium density fibreboard. MDF-Platten) und hochverdichteten Faserplatten (high density fibreboard, HDF-Platten) stark im Anstieg begriffen. Die Produktionsmengen haben sich in den letzten 10 Jahren mehr als verdreifacht.in the The field of wood-based materials is the market for so-called medium-density fiberboard (medium density fibreboard, MDF boards) and high-density fiberboard (high-density fibreboard, HDF plates) is growing rapidly. Production volumes have more than exceeded in the last 10 years tripled.
MDF- und HDF-Platten können wie herkömmliche Spanplatten verarbeitet werden. Durch ihren gleichmäßigen Aufbau sind sie aber auch zur Herstellung von profilierten Teilen geeignet und setzen sich deshalb verstärkt im Möbelbau durch. So werden beispielsweise Einrichtungsgegenstände für Räume und für dekorative Zwecke (z.B. im Messebau), aber auch schon höherwertige Möbel aus diesen Platten gefertigt und anschließend, um die holzartige Struktur sichtbar zu erhalten, nur noch farblos lackiert oder mit Overlay beschichtet.MDF and HDF disks can like traditional ones Particle boards are processed. Due to their uniform structure But they are also suitable for the production of profiled parts and therefore strengthen their position in furniture construction by. For example, furnishings for rooms and for decorative Purposes (for example, in exhibition construction), but also higher-quality furniture made these plates and then to the wood-like structure Visible, only colorless or with overlay coated.
Naturgemäß besitzen diese Platten, je nach verwendeter Holzart, eine mehr oder weniger ausgeprägte braune Färbung, die für eine Anwendung im Möbelbereich nur von niedrigem ästhetischen Wert ist.Own by nature these plates, depending on the type of wood used, one more or less pronounced brown color, the for an application in the furniture sector only of low aesthetic Is worth.
Durch Massefärbung mit den aus der WO-A-04/35276 bekannten Pigment und Farbstoff enthaltenden Farbmittelzubereitungen kann die Eigenfärbung der Holzfasern kompensiert werden. Auf diese Weise sind bunte, vollständig durchgefärbte, lichtechte und damit ästhetisch hochwertige MDF-Platten zu erhalten, die zur Herstellung langlebiger Artikel, z.B. von Möbeln für den Wohnbereich, geeignet sind.By mass coloring with the pigment and dye-containing colorant preparations known from WO-A-04/35276 can the self-coloring the wood fibers are compensated. In this way are colorful, completely colored, lightfast and therefore aesthetically to obtain high quality MDF boards, which are more durable Article, e.g. of furniture for the Living area, are suitable.
Helle oder gar weiße Holzwerkstoffplatten, insbesondere MDF-Platten, standen bislang jedoch nicht zur Verfügung. Gerade für die Herstellung von Möbeln und Innendekorationsobjekten z.B. für Küche oder Bad wären diese Platten aber von besonderem Interesse.Bright or white Wood-based panels, especially MDF panels, have so far been however, not available. Especially for the manufacture of furniture and interior decoration objects e.g. for kitchen or bathroom these would be Plates but of particular interest.
Zwar ist die Herstellung von weißem Papier durch Bleichen des Papierzellstoffs und Zugabe von Weißpigmenten oder weißen Füllstoffen, blauen Farbmitteln und optischen Aufhellern schon seit langem bekannt und z.B. in Paper Trade Journal, 145, S. 26–27 (1961) beschrieben, es wurde jedoch von der Fachwelt nicht erwartet, daß weiße Holzwerkstoffplatten, insbesondere MDF-Platten, auf diese Weise zugänglich sind.Though is the production of white Paper by bleaching the paper pulp and adding white pigments or white fillers, blue colorants and optical brighteners have long been known and e.g. in Paper Trade Journal, 145, pp. 26-27 (1961), it However, experts have not expected that white wood-based panels, in particular MDF panels, accessible in this way are.
So enthalten die bei der Herstellung von MDF-Platten eingesetzten Holzfasern noch oxidations- und damit verfärbungsempfindliche Stoffe (z.B. Lignin), die im Papierzell stoff nicht mehr enthalten sind. Außerdem werden MDF-Platten weit höheren Temperaturen (etwa 200°C) als Papier hergestellt, wodurch zu der braunen Eigenfarbe der Holzfasern zusätzlich eine prozeßbedingte Verbräunung eintritt, die auf die Oxidation und thermische Zersetzung von Holzinhaltsstoffen zurückzuführen ist. Zudem ist die Lichtexposition einer in Möbeln eingearbeiteten MDF-Platte deutlich länger und intensiver als die üblicher Papiere und verursacht eine nicht unerhebliche Vergilbung.So contain the wood fibers used in the production of MDF boards still oxidation and thus discoloration sensitive Substances (for example lignin) which are no longer present in the paper pulp are. In addition, will MDF panels far higher Temperatures (about 200 ° C) produced as paper, resulting in the brown inherent color of the wood fibers additionally a process-related browning occurs on the oxidation and thermal decomposition of wood constituents is due. In addition, the light exposure of an incorporated in furniture MDF board much longer and more intense than the usual ones Papers and causes a not inconsiderable yellowing.
Der Erfindung lag daher die Aufgabe zugrunde, helle oder weiße Holzwerkstoffplatten zur Verfügung zu stellenOf the The invention was therefore based on the object, light or white wood-based panels available too put
Demgemäß wurden Holzwerkstoffplatten gefunden, die aus gebleichten Holzfasern hergestellt sind.Accordingly, were Wood-based panels found that are made from bleached wood fibers are.
Außerdem wurden Holzwerkstoffplatten gefunden, die mit einem Weißpigment massegefärbt sind.In addition, were Found wood-based panels, which are mass-colored with a white pigment.
Weiterhin wurden Holzwerkstoffplatten gefunden, die mit einer Dispersion eines Weißpigments massegefärbt sind, die zusätzlich optische Aufheller enthält.Farther were found wood-based panels with a dispersion of a white pigment mass colored are, in addition contains optical brightener.
Schließlich wurden Holzwerkstoffplatten gefunden, die aus gebleichten Holzfasern hergestellt sind und mit einem Weißpigment massegefärbt sind.Finally were Wood-based panels found that are made from bleached wood fibers are and with a white pigment mass colored are.
Nicht zuletzt wurden Holzwerkstoffplatten gefunden, die aus gebleichten Holzfasern hergestellt sind und mit einer Dispersion eines Weißpigments massegefärbt sind, die optische Aufheller enthält.Not Finally, wood-based panels were found that were bleached Wood fibers are made and with a dispersion of a white pigment mass colored which contains optical brighteners.
Die erfindungsgemäßen Holzwerkstoffplatten zeichnen sich durch ihre Helligkeit bzw. ihren weißen Farbton aus. Je nach der Kombination der ergriffenen Maßnahmen kann der gewünschte Weißgrad mühelos eingestellt werden. Besonders weiße Platten werden z.B. durch Bleichen der Holzfasern und Massefärbung mit einer Dispersion eines Weißpigments, die zusätzlich optische Aufheller enthält, erhalten. Helle Platten mit geringerem Weißgrad sind auch schon durch alleiniges Bleichen der Holzfasern oder durch Massefärbung mit einem Weißpigment zugänglich. The Wood-based panels according to the invention are characterized by their brightness or their white color out. Depending on the combination of measures taken, the desired whiteness can be easily adjusted become. Especially white Plates are e.g. by bleaching the wood fibers and mass coloring with a dispersion of a white pigment, the additional contains optical brightener, receive. Bright plates with lower whiteness are already through sole bleaching of the wood fibers or by mass coloration with a white pigment accessible.
Bei den erfindungsgemäßen Holzwerkstoffplatten kann es sich um MDF- oder HDF-Platten oder um Spanplatten handeln. Besonders bevorzugt sind MDF-Platten.at the wood-based panels according to the invention Can it be MDF or HDF boards or to act particleboard. Particularly preferred are MDF boards.
MDF- und HDF-Platten werden üblicherweise in einem kontinuierlichen Prozeß hergestellt. Dabei werden gewaschene, wasserfeuchte, klein zerhackte Holzstücke (Hackschnitzel) zunächst auf ca. 80°C vorgewärmt und dann in einem Kocher unter einem Druck von 2 bis 5 bar und einer Temperatur von 100 bis 150°C geweicht. In dem sich anschließenden Refiner werden die Hackschnitzel dann zerfasert. Der Refiner besteht aus zwei mit radialem Relief versehenen Metallscheiben, die sich dicht aneinander im entgegengesetztem Sinn drehen. Die Fasern verlassen den Refiner über die sog. Blowline. Hier wird meist der Leim aufgebracht. Als Bindemittel werden üblicherweise Harnstoff-Formaldehyd-Harze, zum Teil mit Melamin verstärkt, oder für feuchtebeständige Platten Harnstoff-Melamin-Formaldehyd-Harze eingesetzt. Auch Isocyanate sind als Bindemittel im Gebrauch. Die Bindemittel werden meist zusammen mit den gewünschten Zusatzstoffen (z.B. Härter, Paraffin-Dispersion, Farbmittel) auf die Fasern aufgebracht. Die beleimten Fasern laufen anschließend durch einen Trockner, in dem sie auf Feuchten von 8 bis 15 Gew.-% getrocknet werden. Vereinzelt werden die getrockneten Fasern auch erst nachträglich in speziellen kontinuierlich arbeitenden Mischern beleimt.MDF and HDF boards are becoming common produced in a continuous process. Here are washed, water-moist, small chopped pieces of wood (wood chips) first to about 80 ° C preheated and then in a digester under a pressure of 2 to 5 bar and one Temperature of 100 to 150 ° C softened. In the subsequent Refiner the wood chips are then shredded. The refiner consists of two metal discs with radial relief, which are tight to turn on each other in the opposite direction. Leave the fibers the refiner over the so-called blowline. Here, the glue is usually applied. As a binder become common Urea-formaldehyde resins, sometimes reinforced with melamine, or for moisture-resistant panels Urea-melamine-formaldehyde resins used. Also isocyanates are in use as binders. The binders are usually together with the desired Additives (e.g., hardeners, Paraffin dispersion, colorant) applied to the fibers. The glued fibers then pass through a dryer, in which they are dried to moistures of 8 to 15 wt .-%. isolated The dried fibers are only subsequently in special continuously glued on working mixers.
Bei der Spanplattenherstellung erfolgt die Beleimung der vorher getrockneten Späne in kontinuierlichen Mischern.at The chipboard is glued to the previously dried Chips in continuous mixers.
Die beleimten Fasern bzw. Späne werden anschließend zu Matten geschüttet, gegebenenfalls kalt vorverdichtet und in beheizten Pressen bei Temperaturen von 170 bis 240°C zu Platten gepreßt.The glued fibers or chips will be afterwards poured into mats, optionally cold precompressed and in heated presses at temperatures from 170 to 240 ° C pressed into plates.
Bei der Herstellung einer Ausführungsform der erfindungsgemäßen hellen Holzwerkstoffplatten werden gebleichte Holzfasern (im folgenden wird nicht zwischen den Begriffen "Holzfasern" und "Spänen" differenziert, vielmehr soll der Begriff "Holzfasern" auch "Späne" umfassen) eingesetzt.at the production of an embodiment the bright invention Wood-based panels are bleached wood fibers (hereafter is not differentiated between the terms "wood fibers" and "chips", rather the term "wood fibers" should also include "chips").
Bei der chemischen Bleiche von Holzfasern werden die färbenden Begleitstoffe des Holzes durch oxidierende oder/und reduzierende Chemikalien zerstört oder unwirksam gemacht. Für die oxidative Bleiche eignen sich z.B. Wasserstoffperoxid, Ozon, Sauerstoff und Salze organischer und anorganischer Persäuren, wie Peracetate, Percarbonate und Perborate, vor allem deren Alkalimetallsalze, insbesondere Natriumsalze, wobei die Percarbonate und Wasserstoffperoxid bevorzugt sind. Für die reduktive Bleiche sind z.B. reduzierende Schwefelverbindungen, wie Dithionite, Disulfite, Sulfite bzw. Schwefeldioxid, Sulfinsäuren und deren Salze, insbesondere die Alkalimetallsalze und vor allem die Natriumsalze, und Hydroxycarbonsäuren, wie Citronensäure und Äpfelsäure, geeignet. Bevorzugte Reduktionsmittel sind die Disulfite und Sulfite, insbesondere Natriumhydrogensulfit, sowie Äpfel- und Citronensäure.at The chemical bleaching of wood fibers becomes the coloring Accompanying substances of the wood by oxidizing and / or reducing Chemicals destroyed or rendered ineffective. For the oxidative bleaching is suitable e.g. Hydrogen peroxide, ozone, Oxygen and salts of organic and inorganic peracids, such as peracetates, Percarbonates and perborates, especially their alkali metal salts, in particular Sodium salts, with the percarbonates and hydrogen peroxide being preferred are. For the reductive bleaches are e.g. reducing sulfur compounds, such as dithionites, disulfites, sulfites or sulfur dioxide, sulfinic acids and their salts, especially the alkali metal salts and especially the Sodium salts, and hydroxycarboxylic acids, like citric acid and malic acid, suitable. Preferred reducing agents are the disulfites and sulfites, in particular Sodium hydrogen sulfite, as well as apple and citric acid.
Für die erfindungsgemäßen Holzwerkstoffplatten sind Holzfasern, die zunächst oxidativ und dann reduktiv gebleicht worden sind, besonders bevorzugt.For the wood-based panels according to the invention are wood fibers, the first oxidatively and then reductively bleached, particularly preferred.
Ganz besonders bevorzugt wird die oxidative Bleiche dabei mit Percarbonaten oder Wasserstoffperoxid und die reduktive Bleiche mit Sulfiten, Äpfel- oder Citronensäure durchgeführt.All the oxidative bleaching is particularly preferred with percarbonates or hydrogen peroxide and the reductive bleaching with sulfites, apples or citric acid carried out.
Verfahrenstechnisch geht man beim Bleichen zweckmäßigerweise so vor, daß man wäßrige, 5 bis 40gew.%ige Holzfaserdispersionen kontinuierlich in Gegenstromtürmen bei Temperaturen von 90 bis 150°C und Drücken bis zu 3 bar mit wäßrigen Lösungen oder Dispersionen der Bleichmittel behandelt. Üblichweise wird in Gegenwart von Komplexbildnern, wie EDTA, gearbeitet, um den Abbau der Bleichmittel durch Übergangsmetallionen zu vermeiden.process engineering you go on bleaching expediently so before that one aqueous, 5 up to 40 wt.% Wood fiber dispersions continuously in countercurrent towers Temperatures from 90 to 150 ° C and To press up to 3 bar with aqueous solutions or Treated dispersions of bleach. The usual way is in the presence complexing agents, such as EDTA, worked to reduce the bleaching agent by transition metal ions to avoid.
Bei einer bevorzugten Ausführungsform der erfindungsgemäßen Holzwerkstoffplatten wird die Bleichung der Fasern insbesondere bei MDF-/HDF-Platten während der Plattenherstellung vorgenommen. Die Bleichmittel können den Hackschnitzeln im Vorerwärmer oder im Kocher zugegeben werden. Vorzugsweise werden dabei auch Komplexbildner zugesetzt.at a preferred embodiment the wood-based panels according to the invention is the bleaching of the fibers especially in MDF / HDF boards while the plate making made. The bleach can do the Wood chips in the preheater or added in the digester. Preferably also be Added complexing agent.
Als Basismaterial können für die erfindungsgemäßen Holzwerkstoffplatten im Prinzip alle aus Pflanzen zu gewinnenden faserigen Materialien dienen. So sind z.B. neben den üblicherweise eingesetzten Holzfasern Fasern, die aus Palmen zu gewinnen sind, geeignet. Bevorzugte Basismaterialien stellen helle Holzarten, insbesondere Fichte oder Kiefer, dar, jedoch können auch dunklere Holzarten, wie Buche, verwendet werden.When Base material can for the Wood-based panels according to the invention in principle all fibrous materials to be extracted from plants serve. Thus, e.g. in addition to the usual used wood fibers fibers that can be extracted from palm trees, suitable. Preferred base materials are light wood species, in particular Spruce or pine, but darker wood species, like beech, used.
Bei einer besonders bevorzugten Ausführungsform der erfindungsgemäßen Holzwerkstoffplatten wird der Einsatz von gebleichten Holzfasern mit einer Massefärbung mit einem Weißpigment kombiniert. Dadurch läßt sich der Weißgrad entscheidend verbessern. Die Massefärbung mit dem Weißpigment kann jedoch auch allein vorgenommen werden. In diesem Fall werden ebenfalls helle Platten erhalten.at a particularly preferred embodiment the wood-based panels according to the invention is the use of bleached wood fibers with a mass coloring with a white pigment combined. This can be done the whiteness decisively improve. The mass coloration with the white pigment however, it can be done on its own. In this case will be also received bright plates.
Der Begriff "Weißpigment" umfaßt dabei erfindungsgemäß sowohl die bevorzugten anorganischen Pigmente, die bevorzugt sind, wie Titandioxid (Rutil, C.I. Pigment White 6), Calciumcarbonat und Calcium/Magnesium-Mischcarbonate (z.B. Dolomit), Zinkoxid, Zinksulfid, Lithopone und Natrium-Aluminium-Silikatate, als auch weiß färbende, stark lichtstreuende Kunststoffemulsionen und -dispersionen. Besonders bevorzugtes Weißpigment ist Titandioxid. Selbstverständlich können auch Mischungen von Weißpigmenten verwendet werden.Of the Term "white pigment" includes according to the invention both the preferred inorganic pigments which are preferred, such as Titanium dioxide (rutile, C.I. Pigment White 6), calcium carbonate and calcium / magnesium mixed carbonates (e.g., dolomite), zinc oxide, zinc sulfide, lithopones and sodium aluminum silicateates, as well as white-coloring, highly light-scattering plastic emulsions and dispersions. Especially preferred white pigment is titanium dioxide. Of course can also mixtures of white pigments be used.
Die Weißpigmente werden vorzugsweise in Form wäßriger Dispersionen, in denen sie feinverteilt vorliegen, eingesetzt, da sie so über die Blowline, getrennt oder zusammen mit dem Leim, direkt in den MDF-/HDF-Herstellprozeß eingebracht werden können.The White pigments are preferably in the form of aqueous dispersions, in which they are finely distributed, used as they so on the Blowline, separately or together with the glue, introduced directly into the MDF / HDF manufacturing process can be.
Diese Pigmentdispersionen können weitere übliche Hilfsstoffe, insbesondere Netz- und Dispergiermittel, Entschäumer und Biozide, aber auch Antiabsetzmittel, Wasserrück haltemittel und Rheologiemodifizierer enthalten und werden vorzugsweise durch Naßmahlung aller Komponenten z.B. in einer Rührwerkskugelmühle hergestellt.These Pigment dispersions can more usual Auxiliary agents, in particular wetting and dispersing agents, defoamers and Biocides, but also anti-settling agents, water retention agents and rheology modifiers included and are preferably by wet grinding of all components e.g. produced in a stirred ball mill.
Empfehlenswerte Konzentrationen des Weißpigments in der fertigen Holzwerkstoffplatte liegen in der Regel bei 0,5 bis 15% atro, bevorzugt bei 1 bis 6% atro (% atro = % bezogen auf trockene Faser).recommended Concentrations of white pigment in the finished wood-based panel are usually at 0.5 up to 15% atro, preferably at 1 to 6% atro (% atro =% based on dry fiber).
Eine weitere Steigerung des Weißgrads läßt sich durch Zusatz von optischen Aufhellern erreichen, die durch ihre bläuliche Fluoreszenz (komplementäre Farbe) Vergrauungen und Vergilbungen kompensieren.A further increase in whiteness let yourself by the addition of optical brighteners reach through their bluish Fluorescence (complementary Color) compensate for graying and yellowing.
Geeignet sind grundsätzlich alle blau emittierenden Fluoreszenzfarbstoffe, besonders kommerziell zugängliche Produkte, z.B. Ultraphor® (BASF), Leucophor® (Clariant) oder Tinopal® (Ciba), aus den chemischen Substanzklassen der Stilbene, Distyrylbiphenyle, Cumarine, Naphthalsäureimide und über Doppelbindungen verknüpften Benzoxazol- und Benzimidazolsysteme.Suitable are, in principle, all blue emitting fluorescent dyes, more commercially accessible products such as Ultraphor ® (BASF), Leucophor ® (Clariant) or Tinopal ® (Ciba), linked from the chemical substance classes of the stilbenes, distyrylbiphenyls, coumarins, naphthalimides and double bonds benzoxazole and benzimidazole systems.
Die optischen Aufheller können in Form von wäßrigen Dispersionen oder Lösungen getrennt oder zusammen mit den Weißpigmenten und dem Leim in den MDF-/HDF-Herstellprozeß eingeschleust werden.The optical brightener can in the form of aqueous dispersions or solutions separately or together with the white pigments and the glue in introduced the MDF / HDF manufacturing process become.
Wird ein optischer Aufheller eingesetzt, so liegt seine Konzentration in der fertigen Holzwerkstoffplatte im allgemeinen bei 0,01 bis 1 % atro, vorzugsweise bei 0,08 bis 0,2% atro.Becomes an optical brightener used, so is its concentration in the finished wood board generally at 0.01 to 1% atro, preferably at 0.08 to 0.2% atro.
Ganz besonders bevorzugt sind solche erfindungsgemäßen Holzwerkstoffplatten, bei denen alle Merkmale (gebleichte Holzfaser, Weißpigmente und optische Aufheller) kombiniert sind, da die Einzelbeiträge durch Synergie-Effekte zu einem maximalen Gesamtweißgrad potenziert werden.All such wood-based panels according to the invention are particularly preferred all features (bleached wood fiber, white pigments and optical brighteners) combined, as the individual contributions through synergy effects too a maximum overall brightness be potentiated.
Dabei ist es verfahrenstechnisch besonders vorteilhaft, die Weißpigmente und die optischen Aufheller zusammen in einer einzigen wäßrigen Dispersion zu präparieren, die der Leimflotte hinzugefügt wird, bevor diese durch die Blowline in den MDF-/HDF-Herstellprozeß injiziert wird.there it is procedurally particularly advantageous, the white pigments and the optical brighteners together in a single aqueous dispersion to prepare added to the glue fleet before being injected through the blowline into the MDF / HDF manufacturing process becomes.
Etwaige aus den erfindungsgemäßen Maßnahmen resultierende Änderungen der physikalischen Eigenschaften der gepreßten Holzwerkstoffplatte können durch Wahl der Leimqualität und Leimmenge kontrolliert werden.any from the inventive measures resulting changes the physical properties of the pressed wood board can by Choice of glue quality and Leimmenge are controlled.
Herstellung von erfindungsgemäßen MDF-Plattenmanufacturing of MDF boards according to the invention
Als Maß für den Weißgrad der hergestellten Platten wurde durch koloristische Messung nach CIELAB die Helligkeitsdifferenz ΔL im Vergleich zu einer analog aus ungebleichten Holzfasern und ohne Zusatz von Weißpigmenten und optischen Aufhellern hergestellten MDF-Platte als Standard bestimmt.As a measure of the whiteness of the plates produced by colorimetry by CIELAB the brightness difference .DELTA.L is determined as standard in comparison to a MDF board produced analogously from unbleached wood fibers and without the addition of white pigments and optical brighteners.
Beispiel 1example 1
- a) In einem 51-Gefäß mit Ankerrührer und thermostatgeführter Heizung wurden 70 g Holzstoff (Fichte) und 1 g Ethylendiamintetraessigsäure (Trilon® B, BASF) in 3 l Wasser unter Rühren auf 70°C erhitzt. Nach Zugabe von 7 g Natriumpercarbonat wurde 1 h bei 70–75°C gerührt. Dann wurden 7 g Natriumdithionit zugegeben und abschließend weitere 30 min bei 70–75°C gerührt. Die Holzstoffmaische wurde nach Abkühlen auf Raumtemperatur über ein Sieb der Maschenweite 1 mm von den flüssigen Bestandteilen abgetrennt und unter laufendem Wasser kurz ausgewaschen und durchgewalgt. Das ausgebreitete Filtergut wurde dann bei 60°C im Umlufttrockenschrank 3 Tage getrocknet.a) In a 51 vessel with anchor stirrer and thermostat-compensating heating 70 g of wood pulp (spruce) and 1 g of ethylenediaminetetraacetic acid (Trilon B ®, BASF) were heated in 3 liters of water with stirring to 70 ° C. After addition of 7 g of sodium percarbonate was stirred at 70-75 ° C for 1 h. Then 7 g of sodium dithionite were added and finally stirred at 70-75 ° C for a further 30 min. The wood pulp mash was separated after cooling to room temperature over a sieve of mesh size 1 mm from the liquid components and washed out briefly under running water and durchgewalgt. The spread filter material was then dried at 60 ° C in a convection oven for 3 days.
- b) Die gebleichten Holzfasern aus Schritt a) wurden in einem Schaufelmischer durchmischt und mit dem in Tabelle 1 aufgeführten Leimansatz besprüht.b) The bleached wood fibers from step a) were in a Mixing paddle mixer and with the glue formulation listed in Table 1 sprayed.
Tabelle
1 
Die beleimten Fasern wurden anschließend zu einer Matte geschüttet, kalt vorverdichtet und bei 190°C zu einer Platte gepreßt.The glued fibers were then poured into a mat, cold pre-compressed and at 190 ° C pressed to a plate.
Vergleichsbeispiel V1Comparative Example C1
Analog der in Beispiel 1b) beschriebenen Vorgehensweise wurde eine MDF-Platte aus den ungebleichten Holzfasern hergestellt.Analogous the procedure described in Example 1b) became an MDF board Made of unbleached wood fibers.
Beispiel 2Example 2
Analog Beispiel 1b) wurde eine MDF-Platte aus ungebleichten Holzfasern (Fichte) hergestellt, wobei die in Holzfasern mit dem in Tabelle 2 aufgeführten, das Weißpigment Titandioxid enthaltenden Leimansatz besprüht wurden.Analogous Example 1b) was an MDF board made of unbleached wood fibers (Fichte), whereby in wood fibers with the in table 2 listed, the white pigment Titanium dioxide-containing glue batch were sprayed.
Tabelle
2 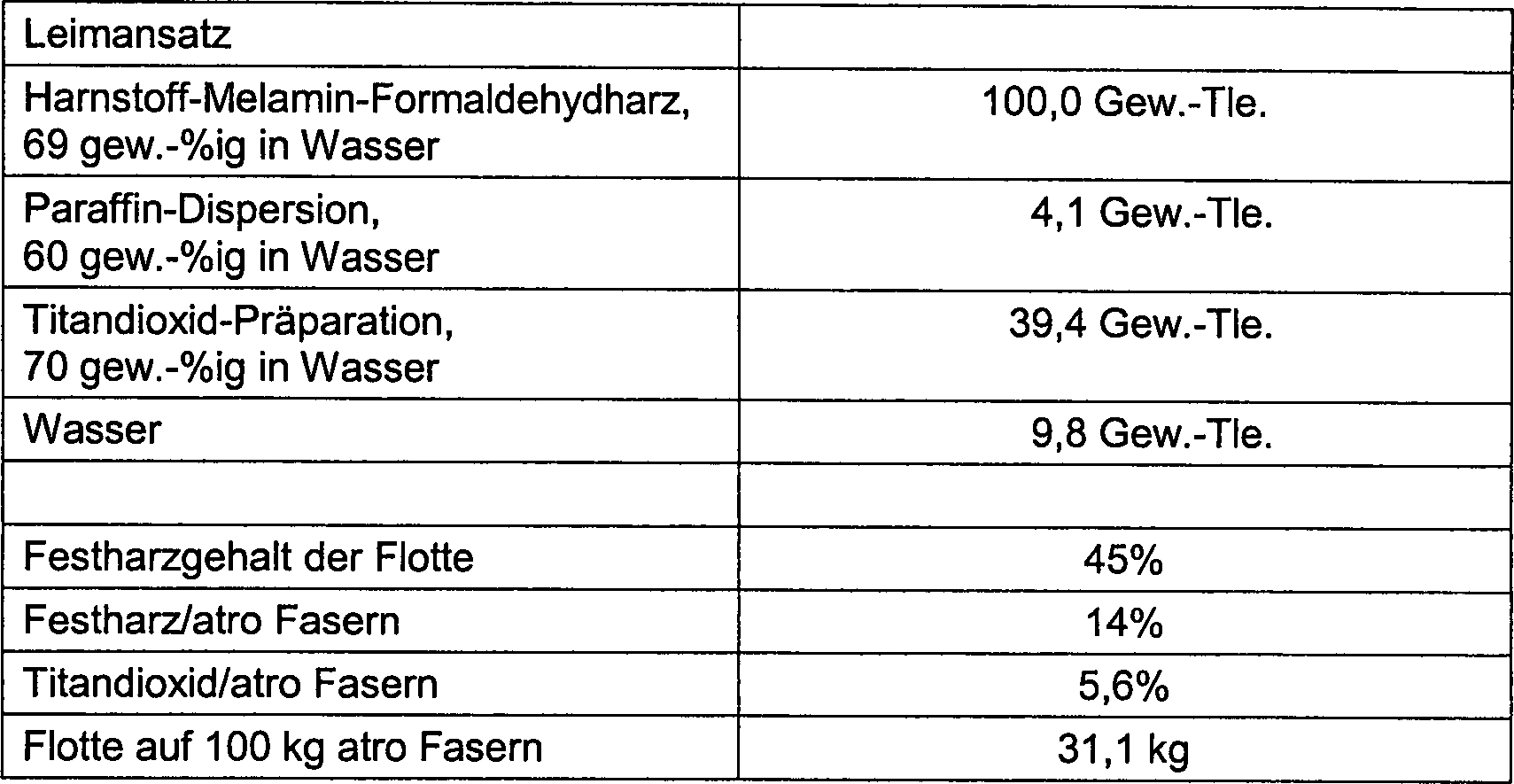
In Tabelle 3 sind die erzielten Weißgrade (ausgedrückt in der Helligkeitsdifferenz ΔL), bezogen auf das Vergleichsbeispiel V1 als Standard, zusammengestellt.In Table 3 shows the degrees of whiteness achieved (expressed in the Brightness difference ΔL), based on the comparative example V1 as a standard, compiled.
Tabelle
3 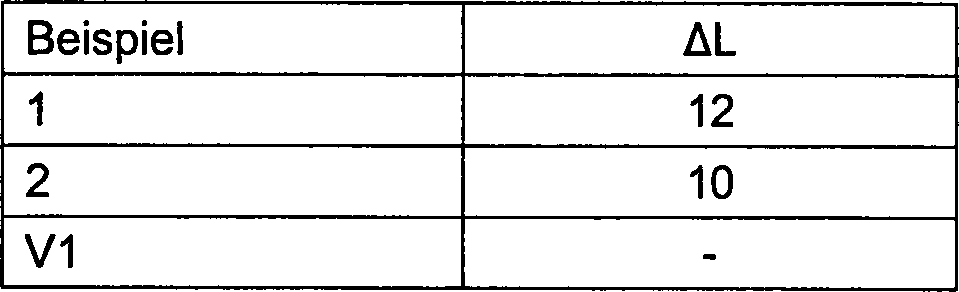
Beispiel 3Example 3
Hackschnitzel aus Fichtenholz wurden während des MDF-Herstellungsprozesses im Kocher einer MDF-Technikumsanlage mit einer 40 gew.-%igen wäßrigen Natriumdisulfitlösung, entsprechend 7,5% Natriumhydrogensulfit atro Fasern, versetzt. Der MDF- wood chips were made of spruce wood during of the MDF production process in the digester of an MDF pilot plant with a 40 wt .-% aqueous sodium disulfite solution, corresponding 7.5% sodium hydrogen sulfite atro fibers, added. The MDF
Herstellungsprozeß wurde wie üblich mit einem Durchsatz von 21 kg/h fortgesetzt, die Hackschnitzel wurden durch den Refiner zerfasert, und die erhaltenen Fasern wurden durch die Blowline kontinuierlich mit dem in Tabelle 4 aufgeführten Leimansatz beleimt.Manufacturing process was as usual continued with a throughput of 21 kg / h, the wood chips were defibered by the refiner, and the obtained fibers were passed through the blowline continuously with the glue formulation listed in Table 4 glued.
Tabelle
4 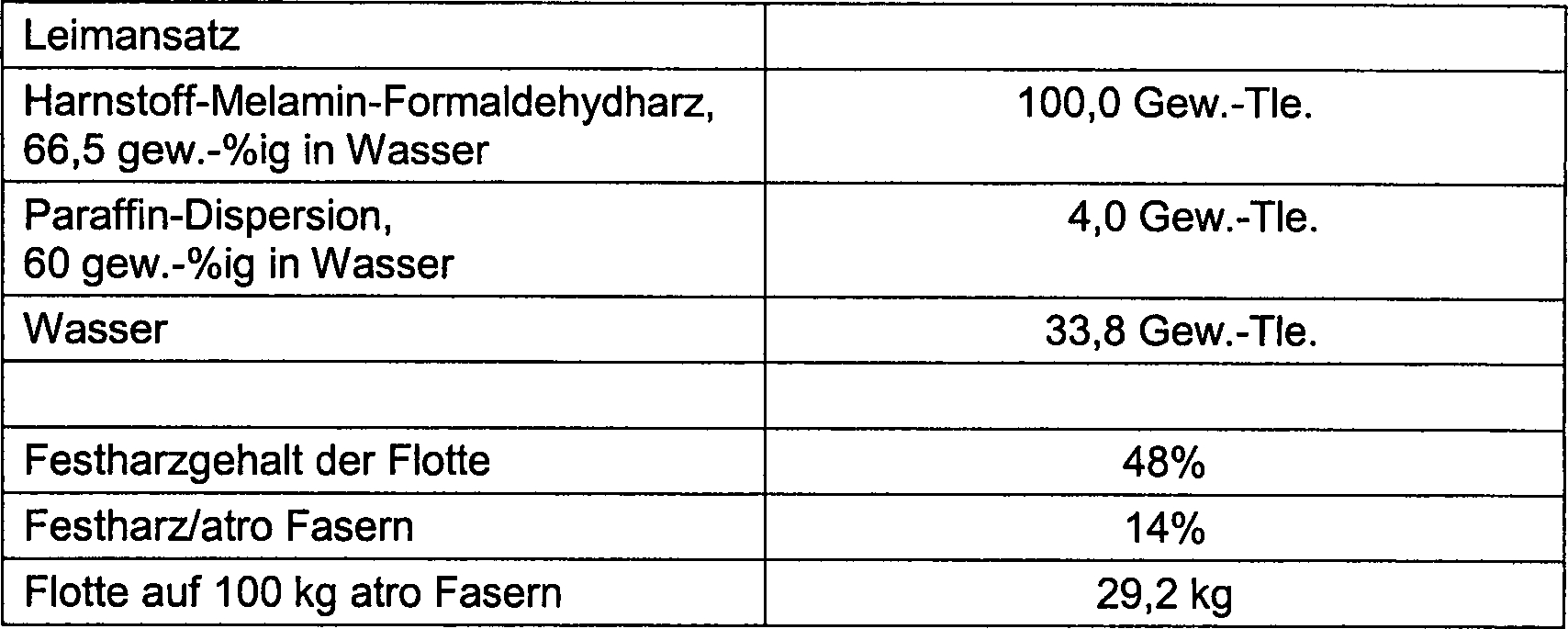
Die beleimten Holzfasern wurden in dem sich anschließenden kontinuierlichen Trockner auf eine Restfeuchte von etwa 9 Gew.-% getrocknet und dann diskontinuierlich zu einer Matte geschüttet, kalt vorverdichtet und bei 190°C mit einem Preßzeitfaktor von 15 s/mm zu einer 16 mm dicken Platte gepreßt.The glued wood fibers were in the subsequent continuous dryer to a rest moisture of about 9 wt .-% dried and then poured discontinuously to a mat, cold precompressed and pressed at 190 ° C with a pressing time factor of 15 s / mm to a 16 mm thick plate.
Vergleichsbeispiel V2Comparative Example V2
Analog der in Beispiel 3 beschriebenen Vorgehensweise, jedoch ohne Zusatz von Natriumdisulfit wurde eine MDF-Platte hergestellt.Analogous the procedure described in Example 3, but without addition of sodium disulfite, an MDF board was made.
In Tabelle 5 ist der erzielte Weißgrad (ausgedrückt in der Helligkeitsdifferenz ΔL), bezogen auf das Vergleichsbeispiel V2 als Standard, aufgeführt.In Table 5 is the whiteness achieved (expressed in the brightness difference ΔL), based on the comparative example V2 as standard listed.
Tabelle
5 
Beispiel 4Example 4
Hackschnitzel aus Fichtenholz wurden in einem Mischer mit einer 40 gew.-%igen wäßrigen Natriumdisulfitlösung, entsprechend 4,5% Natriumhydrogensulfit atro Fasern, besprüht. Diese Hackschnitzel wurden anschließend in den Kocher einer MDF-Technikumsanlage eingespeist. Der MDF-Herstellungsprozeß wurde wie üblich mit einem Durchsatz von 21 kg/h fortgesetzt, die Hackschnitzel wurden durch den Refiner zerfasert, und die erhaltenden Fasern wurden durch die Blowline kontinuierlich mit dem in Tabelle 6 aufgeführten, das Weißpigment Titandioxid enthaltenden Leimansatz beleimt.wood chips from spruce wood were mixed in a mixer with a 40 wt .-% aqueous sodium disulfite solution, according to 4.5% sodium hydrogen sulfite atro fibers, sprayed. These wood chips were subsequently in the stove of an MDF pilot plant fed. The MDF production process was as usual with a throughput of 21 kg / h continued, the wood chips were fiberized through the refiner, and the sustaining fibers were through the blowline continuously with that listed in Table 6, the white pigment Glueing containing titanium dioxide glue.
Tabelle
6 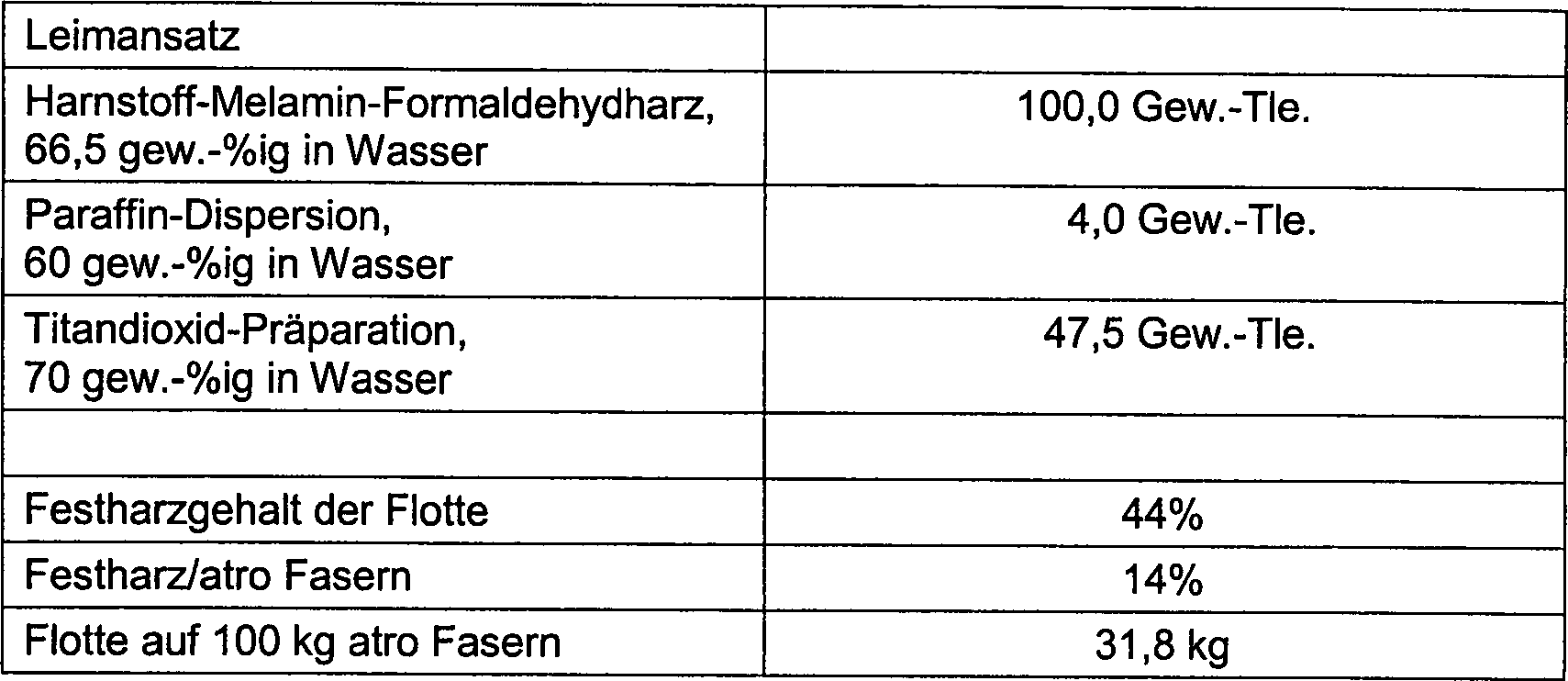
Die beleimten Holzfasern wurden in dem sich anschließenden kontinuierlichen Trockner auf eine Restfeuchte von etwa 9 Gew.-% getrocknet und dann diskontinuierlich zu einer Matte geschüttet, kalt vorverdichtet und bei 190°C mit einem Preßzeitfaktor von 15 s/mm zu einer 16 mm dicken Platte gepreßt.The Glued wood fibers were in the subsequent continuous dryer dried to a residual moisture content of about 9 wt .-% and then discontinuously poured into a mat, cold precompressed and at 190 ° C with a pressing time factor pressed from 15 s / mm to a 16 mm thick plate.
Vergleichsbeispiel V3Comparative Example C3
Analog der in Beispiel 4 beschriebenen Vorgehensweise, jedoch ohne Zusatz des Weißpigments (Ersatz der TiO2-Präparation durch die gleiche Menge Wasser) wurde eine MDF-Platte hergestellt.Analogous to the procedure described in Example 4, but without the addition of the white pigment (replacement of the TiO 2 preparation by the same amount of water), an MDF board was prepared.
In Tabelle 7 ist der erzielte Weißgrad (ausgedrückt in der Helligkeitsdifferenz ΔL), bezogen auf das Vergleichsbeispiel V3 als Standard, aufgeführt.In Table 7 is the whiteness achieved (expressed in the brightness difference ΔL), based on the comparative example V3 as standard listed.
Tabelle
7 
Beispiel 5Example 5
Hackschnitzel aus Buchenholz wurden während des MDF-Herstellungsprozesses im Kocher einer MDF-Technikumsanlage mit einer 40 gew.-%igen wäßrigen Natriumdisulfitlösung, entsprechend 6% Natriumhydrogensulfit atro Fasern, versetzt. Der MDF-Herstellungsprozeß wurde wie üblich mit einem Durchsatz von 30 kg/h fortgesetzt, die Hackschnitzel wurden durch den Refiner zerfasert, und die erhaltenen Fasern wurden durch die Blowline kontinuierlich mit dem in Tabelle 8 aufgeführten Leimansatz beleimt.wood chips beechwood were used during of the MDF production process in the digester of an MDF pilot plant with a 40 wt .-% aqueous sodium disulfite solution, corresponding 6% sodium hydrogen sulfite atro fibers, added. The MDF manufacturing process was as usual continued with a throughput of 30 kg / h, the wood chips were defibered by the refiner, and the obtained fibers were passed through the blowline continuously with the glue formulation listed in Table 8 glued.
Tabelle
8 
Die beleimten Holzfasern wurden in dem sich anschließenden kontinuierlichen Trockner auf eine Restfeuchte von etwa 9 Gew.-% getrocknet und dann diskontinuierlich zu einer Matte geschüttet, kalt vorverdichtet und bei 190°C mit einem Preßzeitfaktor von 15 s/mm zu einer 16 mm dicken Platte gepreßt.The Glued wood fibers were in the subsequent continuous dryer dried to a residual moisture content of about 9 wt .-% and then discontinuously poured into a mat, cold precompressed and at 190 ° C with a pressing time factor pressed from 15 s / mm to a 16 mm thick plate.
Beispiel 6Example 6
Analog der in Beispiel 5 beschriebenen Vorgehensweise, jedoch unter Einsatz des Weißpigments Titandioxid wurde eine MDF-Platte unter Verwendung des in Tabelle 6 aufgeführten Leimansatzes hergestellt.Analogous the procedure described in Example 5, but with use of white pigment Titanium dioxide was an MDF plate using the table 6 listed Glue batch made.
Beispiel 7Example 7
Analog der in Beispiel 5 beschriebenen Vorgehensweise, jedoch unter Einsatz des Weißpigments Titandioxid in Kombination mit optischem Aufheller wurde eine MDF-Platte unter Verwendung des in Tabelle 9 aufgeführten Leimansatzes hergestellt.Analogous the procedure described in Example 5, but with use of white pigment Titanium dioxide in combination with optical brightener was an MDF plate using of the listed in Table 9 Glue batch made.
Tabelle
9 
Vergleichsbeispiel V4Comparative Example V4
Analog der in Beispiel 5 beschriebenen Vorgehensweise, jedoch ohne Zusatz von Natriumdisulfit wurde eine MDF-Platte hergestellt.Analogous the procedure described in Example 5, but without addition of sodium disulfite, an MDF board was made.
In Tabelle 10 sind die erzielten Weißgrade (ausgedrückt in der Helligkeitsdifferenz ΔL), bezogen auf das Vergleichsbeispiel V4 als Standard, aufgeführt.In Table 10 shows the degrees of whiteness achieved (expressed in the Brightness difference ΔL), based on the comparative example V4 as standard listed.
Tabelle
10 
Claims (8)
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004050278A DE102004050278A1 (en) | 2004-10-14 | 2004-10-14 | Light to white wood-based panels |
| US11/577,253 US20070256804A1 (en) | 2004-10-14 | 2005-10-08 | Light-coloured to white wooden material panels |
| PCT/EP2005/010848 WO2006042651A1 (en) | 2004-10-14 | 2005-10-08 | Light-coloured to white wooden material panels |
| EP05797299.4A EP1817145B1 (en) | 2004-10-14 | 2005-10-08 | Light-coloured to white wooden material panels |
| CNB2005800353093A CN100546783C (en) | 2004-10-14 | 2005-10-08 | Light-colored to white wooden material board |
| BRPI0515996-2A BRPI0515996A (en) | 2004-10-14 | 2005-10-08 | light to white wood panel |
| JP2007536056A JP2008516793A (en) | 2004-10-14 | 2005-10-08 | Light or white wood material panel |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004050278A DE102004050278A1 (en) | 2004-10-14 | 2004-10-14 | Light to white wood-based panels |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE102004050278A1 true DE102004050278A1 (en) | 2006-04-27 |
Family
ID=35448074
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE102004050278A Withdrawn DE102004050278A1 (en) | 2004-10-14 | 2004-10-14 | Light to white wood-based panels |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20070256804A1 (en) |
| EP (1) | EP1817145B1 (en) |
| JP (1) | JP2008516793A (en) |
| CN (1) | CN100546783C (en) |
| BR (1) | BRPI0515996A (en) |
| DE (1) | DE102004050278A1 (en) |
| WO (1) | WO2006042651A1 (en) |
Cited By (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007000418A1 (en) * | 2005-06-29 | 2007-01-04 | Basf Aktiengesellschaft | Light-colored engineered wood boards |
| DE102007055415A1 (en) * | 2007-11-19 | 2009-05-20 | Kronotec Ag | Method for reducing the emission of saturated and unsaturated aldehydes from wood-based materials |
| DE102009046127A1 (en) | 2008-10-28 | 2010-04-29 | Institut Für Holztechnologie Dresden Gemeinnützige Gmbh | Process for the production of wood fiber materials and wood fiber materials with reduced emission of volatile VOCs |
| EP2305462A1 (en) * | 2009-06-17 | 2011-04-06 | Flooring Technologies Ltd. | Method for manufacturing a panel and a panel |
| US8617439B2 (en) | 2007-11-19 | 2013-12-31 | Valinge Innovation Ab | Recycling of laminate floorings |
| US8663785B2 (en) | 2010-01-15 | 2014-03-04 | Valinge Innovation Ab | Fibre based panels with a decorative wear resistance surface |
| US8728564B2 (en) | 2011-04-12 | 2014-05-20 | Valinge Innovation Ab | Powder mix and a method for producing a building panel |
| US8784587B2 (en) | 2010-01-15 | 2014-07-22 | Valinge Innovation Ab | Fibre based panels with a decorative wear resistance surface |
| US8920874B2 (en) | 2010-01-15 | 2014-12-30 | Valinge Innovation Ab | Method of manufacturing a surface layer of building panels |
| US8920876B2 (en) | 2012-03-19 | 2014-12-30 | Valinge Innovation Ab | Method for producing a building panel |
| US8993049B2 (en) | 2012-08-09 | 2015-03-31 | Valinge Flooring Technology Ab | Single layer scattering of powder surfaces |
| US9085905B2 (en) | 2011-04-12 | 2015-07-21 | Valinge Innovation Ab | Powder based balancing layer |
| US9181698B2 (en) | 2013-01-11 | 2015-11-10 | Valinge Innovation Ab | Method of producing a building panel and a building panel |
| US9255405B2 (en) | 2008-04-07 | 2016-02-09 | Valinge Innovation Ab | Wood fibre based panels with a thin surface layer |
| US9296191B2 (en) | 2010-04-13 | 2016-03-29 | Valinge Innovation Ab | Powder overlay |
| US9352499B2 (en) | 2011-04-12 | 2016-05-31 | Valinge Innovation Ab | Method of manufacturing a layer |
| US9410319B2 (en) | 2010-01-15 | 2016-08-09 | Valinge Innovation Ab | Heat and pressure generated design |
| US9556622B2 (en) | 2007-11-19 | 2017-01-31 | Valinge Innovation Ab | Fibre based panels with a wear resistance surface |
| US10017950B2 (en) | 2011-08-26 | 2018-07-10 | Ceraloc Innovation Ab | Panel coating |
| EP3354430A1 (en) * | 2017-01-31 | 2018-08-01 | SWISS KRONO Tec AG | Osb plate material and method for producing an osb plate material |
| US10100535B2 (en) | 2014-01-10 | 2018-10-16 | Valinge Innovation Ab | Wood fibre based panel with a surface layer |
| US10286633B2 (en) | 2014-05-12 | 2019-05-14 | Valinge Innovation Ab | Method of producing a veneered element and such a veneered element |
| US10315219B2 (en) | 2010-05-31 | 2019-06-11 | Valinge Innovation Ab | Method of manufacturing a panel |
| US10442164B2 (en) | 2013-11-27 | 2019-10-15 | Valinge Innovation Ab | Floor, wall, or ceiling panel and method for producing same |
| US10513094B2 (en) | 2013-10-18 | 2019-12-24 | Valinge Innovation Ab | Method of manufacturing a building panel |
| US10569452B2 (en) | 2013-06-17 | 2020-02-25 | Valinge Innovation Ab | Method of manufacturing a wood-based board |
| US10828881B2 (en) | 2016-04-25 | 2020-11-10 | Valinge Innovation Ab | Veneered element and method of producing such a veneered element |
| US10899166B2 (en) | 2010-04-13 | 2021-01-26 | Valinge Innovation Ab | Digitally injected designs in powder surfaces |
| US10913176B2 (en) | 2013-07-02 | 2021-02-09 | Valinge Innovation Ab | Method of manufacturing a building panel and a building panel |
| US11072156B2 (en) | 2013-11-27 | 2021-07-27 | Valinge Innovation Ab | Method for producing a floorboard |
| US11235565B2 (en) | 2008-04-07 | 2022-02-01 | Valinge Innovation Ab | Wood fibre based panels with a thin surface layer |
| US11313123B2 (en) | 2015-06-16 | 2022-04-26 | Valinge Innovation Ab | Method of forming a building panel or surface element and such a building panel and surface element |
| EP4023812A1 (en) | 2020-12-29 | 2022-07-06 | MM BOARD & PAPER GmbH | Method for producing wood-based products |
| US12532987B2 (en) | 2012-08-09 | 2026-01-27 | Ceraloc Innovation Ab | Single layer scattering of powder surfaces |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005020742A1 (en) * | 2005-05-02 | 2006-03-30 | Basf Ag | Use of solid pigment preparation (comprising pigment and water-soluble surface-active additive) for coloring cellulose/polymer composite materials |
| CN101678557B (en) * | 2007-04-24 | 2014-07-02 | 巴斯夫欧洲公司 | Process for producing bleached wood pellets and light to white lumber |
| HUE046501T2 (en) * | 2008-12-05 | 2020-03-30 | SWISS KRONO Tec AG | Method for manufacturing wooden materials made of hackled products containing lignocellulose and such wooden materials |
| HRP20200960T1 (en) | 2011-04-12 | 2020-10-02 | Välinge Innovation AB | CONSTRUCTION BOARD PRODUCTION PROCEDURE |
| US9604388B2 (en) * | 2012-02-14 | 2017-03-28 | International Paper Company | Process for making composite polymer |
| DE102013113109A1 (en) | 2013-11-27 | 2015-06-11 | Guido Schulte | floorboard |
| EP2924166A1 (en) | 2014-03-25 | 2015-09-30 | Basf Se | Method for the manufacture of bleached wood fibre |
| PT2944621T (en) * | 2014-05-15 | 2017-07-05 | Omya Int Ag | Fiber board product comprising a calcium carbonate-containing material |
| EP3173201A1 (en) | 2015-11-30 | 2017-05-31 | Omya International AG | Calcium carbonate for particle boards |
| SI3189952T1 (en) | 2016-01-08 | 2019-02-28 | Omya International Ag | In-line coated wood-based boards |
| EP3385046A1 (en) | 2017-04-07 | 2018-10-10 | Omya International AG | In-line coated decorative wood-based boards |
| US10981362B2 (en) | 2018-01-11 | 2021-04-20 | Valinge Innovation Ab | Method to produce a veneered element |
| US11167533B2 (en) | 2018-01-11 | 2021-11-09 | Valinge Innovation Ab | Method to produce a veneered element and a veneered element |
| WO2020145870A1 (en) | 2019-01-09 | 2020-07-16 | Välinge Innovation AB | A method to produce a veneer element and a veneer element |
| CN113260505A (en) | 2019-01-10 | 2021-08-13 | 瓦林格创新股份有限公司 | Method for producing a building element and building element |
| BE1028461B1 (en) | 2020-07-02 | 2022-02-08 | Bols Christian Marie | Dry gluing process for the manufacture of eco-efficient fiberboard or particleboard with a glossy or white color |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2067012A (en) * | 1933-10-09 | 1937-01-05 | Emil C Loetscher | Composite building material |
| GB732450A (en) * | 1951-08-11 | 1955-06-22 | Chadeloid Corp | Wood stain using optical brighteners |
| NL301170A (en) * | 1962-11-30 | |||
| US3969454A (en) * | 1971-12-10 | 1976-07-13 | Canadian Patents And Development Limited | Method of making colored particleboard |
| DE3147989A1 (en) * | 1981-12-04 | 1983-06-16 | Hoechst Ag, 6230 Frankfurt | DECORATIVE, IN PARTICULAR PLATE-SHAPED MOLDED PART, METHOD FOR THE PRODUCTION THEREOF AND THE USE THEREOF |
| DE3531563A1 (en) * | 1985-09-04 | 1987-03-05 | Benckiser Knapsack Gmbh | WOOD FABRICS |
| JP2533104B2 (en) * | 1985-09-04 | 1996-09-11 | ベーカー、ラーデンブルク、ゲゼルシャフト,ミット,ベシュレンクテル、ハフツング、ゲゼルシャフト,フュール、ベーミシュ、エルツォイクニッセ | Oxidative bleaching method of groundwood pulp |
| SE455001B (en) * | 1986-10-03 | 1988-06-13 | Rune Simonson | METHOD OF MANUFACTURING PRODUCTS CONTAINING FIBERS |
| US5140086A (en) * | 1988-11-25 | 1992-08-18 | Weyerhaeuser Company | Isocyanate modified cellulose products and method for their manufacture |
| US5204176A (en) * | 1992-03-03 | 1993-04-20 | The Dow Chemical Company | Structural siding composition |
| US5593625A (en) * | 1992-08-11 | 1997-01-14 | Phenix Biocomposites, Inc. | Biocomposite material and method of making |
| SE502000C2 (en) * | 1993-11-12 | 1995-07-10 | Mo Och Domsjoe Ab | Made from sheet material based on cellulose fibers and process and apparatus for producing sheet material |
| JP3167849B2 (en) * | 1993-12-22 | 2001-05-21 | ミサワホーム株式会社 | Cellulose-based fine granules, wood-like molded products and wood-like products |
| US6383652B1 (en) * | 1996-01-30 | 2002-05-07 | Tt Technologies, Inc. | Weatherable building products |
| US5855832A (en) * | 1996-06-27 | 1999-01-05 | Clausi; Robert N. | Method of molding powdered plant fiber into high density materials |
| KR100866041B1 (en) * | 1998-06-17 | 2008-10-30 | 나일 화이버 펄프 앤드 페이퍼 인코포레이티드 | Arundo Donax Pulp, Paper, and Particleboard |
| DE19832900C2 (en) * | 1998-07-22 | 2003-04-24 | Security Transfer B V | Coating paint, process for its production and coated paper with a coating formed from the coating color, and its use for counterfeiting forms |
| AUPQ909800A0 (en) * | 2000-07-31 | 2000-08-24 | Commonwealth Scientific And Industrial Research Organisation | Cellulose reinforced composite compositions |
| DE10101944A1 (en) * | 2001-01-17 | 2002-07-18 | Basf Ag | A new binder for finely divided materials, useful for preparation of flat-shaped articles from finely divided materials, comprises the reaction product of di or tricarboxylic acid or its anhydride with ammonia |
| US6758996B2 (en) * | 2001-07-13 | 2004-07-06 | Kadant Composites Inc. | Cellulose-reinforced thermoplastic composite and methods of making same |
| US6893473B2 (en) * | 2002-05-07 | 2005-05-17 | Weyerhaeuser.Company | Whitened fluff pulp |
| DE10247239A1 (en) * | 2002-10-10 | 2004-04-22 | Basf Ag | Use of liquid colorant formulations containing pigment and relatively small amount of dye for decorative coloring of wood materials is useful for coloration in bulk or layers or to give marbled effect or electroconductivity |
| US7022756B2 (en) * | 2003-04-09 | 2006-04-04 | Mill's Pride, Inc. | Method of manufacturing composite board |
-
2004
- 2004-10-14 DE DE102004050278A patent/DE102004050278A1/en not_active Withdrawn
-
2005
- 2005-10-08 CN CNB2005800353093A patent/CN100546783C/en not_active Expired - Fee Related
- 2005-10-08 BR BRPI0515996-2A patent/BRPI0515996A/en active Search and Examination
- 2005-10-08 EP EP05797299.4A patent/EP1817145B1/en not_active Expired - Lifetime
- 2005-10-08 US US11/577,253 patent/US20070256804A1/en not_active Abandoned
- 2005-10-08 WO PCT/EP2005/010848 patent/WO2006042651A1/en not_active Ceased
- 2005-10-08 JP JP2007536056A patent/JP2008516793A/en active Pending
Cited By (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007000418A1 (en) * | 2005-06-29 | 2007-01-04 | Basf Aktiengesellschaft | Light-colored engineered wood boards |
| US9783996B2 (en) | 2007-11-19 | 2017-10-10 | Valinge Innovation Ab | Fibre based panels with a wear resistance surface |
| DE102007055415A1 (en) * | 2007-11-19 | 2009-05-20 | Kronotec Ag | Method for reducing the emission of saturated and unsaturated aldehydes from wood-based materials |
| DE102007055415B4 (en) * | 2007-11-19 | 2013-02-21 | Kronotec Ag | Method for reducing the emission of saturated and unsaturated aldehydes from wood-based materials |
| EP2062708A3 (en) * | 2007-11-19 | 2009-11-25 | Kronotec Ag | Method of reducing the emission of saturated and unsaturated aldehydes in wooden materials |
| DE102007055415C5 (en) | 2007-11-19 | 2018-11-29 | SWISS KRONO Tec AG | Method for reducing the emission of saturated and unsaturated aldehydes from wood-based materials |
| US9556622B2 (en) | 2007-11-19 | 2017-01-31 | Valinge Innovation Ab | Fibre based panels with a wear resistance surface |
| DE102007055415B9 (en) * | 2007-11-19 | 2013-08-29 | Kronotec Ag | Method for reducing the emission of saturated and unsaturated aldehydes from wood-based materials |
| US8617439B2 (en) | 2007-11-19 | 2013-12-31 | Valinge Innovation Ab | Recycling of laminate floorings |
| US9255405B2 (en) | 2008-04-07 | 2016-02-09 | Valinge Innovation Ab | Wood fibre based panels with a thin surface layer |
| US11235565B2 (en) | 2008-04-07 | 2022-02-01 | Valinge Innovation Ab | Wood fibre based panels with a thin surface layer |
| DE102009046127A1 (en) | 2008-10-28 | 2010-04-29 | Institut Für Holztechnologie Dresden Gemeinnützige Gmbh | Process for the production of wood fiber materials and wood fiber materials with reduced emission of volatile VOCs |
| EP2264259A3 (en) * | 2009-06-17 | 2011-04-06 | Flooring Technologies Ltd. | Panel, use of a panel, method for manufacturing a panel and a prepreg |
| EP2676794A1 (en) * | 2009-06-17 | 2013-12-25 | Välinge Innovation AB | Method for manufacturing a panel and a prepreg |
| EP2676795A1 (en) * | 2009-06-17 | 2013-12-25 | Välinge Innovation AB | Method for manufacturing a panel and a prepeg |
| EP2596951A1 (en) * | 2009-06-17 | 2013-05-29 | Flooring Technologies Ltd. | Panel, use of a panel, method for manufacturing a panel and a prepreg |
| EP2305462A1 (en) * | 2009-06-17 | 2011-04-06 | Flooring Technologies Ltd. | Method for manufacturing a panel and a panel |
| US8663785B2 (en) | 2010-01-15 | 2014-03-04 | Valinge Innovation Ab | Fibre based panels with a decorative wear resistance surface |
| US8920874B2 (en) | 2010-01-15 | 2014-12-30 | Valinge Innovation Ab | Method of manufacturing a surface layer of building panels |
| US8784587B2 (en) | 2010-01-15 | 2014-07-22 | Valinge Innovation Ab | Fibre based panels with a decorative wear resistance surface |
| US9410319B2 (en) | 2010-01-15 | 2016-08-09 | Valinge Innovation Ab | Heat and pressure generated design |
| US11401718B2 (en) | 2010-01-15 | 2022-08-02 | Valinge Innovation Ab | Bright coloured surface layer |
| US10344379B2 (en) | 2010-04-13 | 2019-07-09 | Valinge Innovation Ab | Powder overlay |
| US10899166B2 (en) | 2010-04-13 | 2021-01-26 | Valinge Innovation Ab | Digitally injected designs in powder surfaces |
| US9296191B2 (en) | 2010-04-13 | 2016-03-29 | Valinge Innovation Ab | Powder overlay |
| US10315219B2 (en) | 2010-05-31 | 2019-06-11 | Valinge Innovation Ab | Method of manufacturing a panel |
| US10214913B2 (en) | 2011-04-12 | 2019-02-26 | Valinge Innovation Ab | Powder based balancing layer |
| US12179392B2 (en) | 2011-04-12 | 2024-12-31 | Välinge Innovation AB | Method of manufacturing a layer |
| US11633884B2 (en) | 2011-04-12 | 2023-04-25 | Valinge Innovation Ab | Method of manufacturing a layer |
| US9352499B2 (en) | 2011-04-12 | 2016-05-31 | Valinge Innovation Ab | Method of manufacturing a layer |
| US8728564B2 (en) | 2011-04-12 | 2014-05-20 | Valinge Innovation Ab | Powder mix and a method for producing a building panel |
| US9085905B2 (en) | 2011-04-12 | 2015-07-21 | Valinge Innovation Ab | Powder based balancing layer |
| US10017950B2 (en) | 2011-08-26 | 2018-07-10 | Ceraloc Innovation Ab | Panel coating |
| US9403286B2 (en) | 2012-03-19 | 2016-08-02 | Valinge Innovation Ab | Method for producing a building panel |
| US8920876B2 (en) | 2012-03-19 | 2014-12-30 | Valinge Innovation Ab | Method for producing a building panel |
| US10392812B2 (en) | 2012-08-09 | 2019-08-27 | Ceraloc Innovation Ab | Single layer scattering of powder surfaces |
| US12532987B2 (en) | 2012-08-09 | 2026-01-27 | Ceraloc Innovation Ab | Single layer scattering of powder surfaces |
| US8993049B2 (en) | 2012-08-09 | 2015-03-31 | Valinge Flooring Technology Ab | Single layer scattering of powder surfaces |
| US10493729B2 (en) | 2013-01-11 | 2019-12-03 | Valinge Innovation Ab | Method of producing a building panel and a building panel |
| US9181698B2 (en) | 2013-01-11 | 2015-11-10 | Valinge Innovation Ab | Method of producing a building panel and a building panel |
| US11084191B2 (en) | 2013-06-17 | 2021-08-10 | Valinge Innovation Ab | Method of manufacturing a wood-based board and such a wood-based board |
| US10569452B2 (en) | 2013-06-17 | 2020-02-25 | Valinge Innovation Ab | Method of manufacturing a wood-based board |
| US11801623B2 (en) | 2013-06-17 | 2023-10-31 | Välinge Innovation AB | Method of manufacturing a wood-based board and such a wood-based board |
| US10913176B2 (en) | 2013-07-02 | 2021-02-09 | Valinge Innovation Ab | Method of manufacturing a building panel and a building panel |
| US12070873B2 (en) | 2013-07-02 | 2024-08-27 | Välinge Innovation AB | Method of manufacturing a building panel and a building panel |
| US10513094B2 (en) | 2013-10-18 | 2019-12-24 | Valinge Innovation Ab | Method of manufacturing a building panel |
| US12103273B2 (en) | 2013-11-27 | 2024-10-01 | Välinge Innovation AB | Floor, wall, or ceiling panel and method for producing same |
| US11072156B2 (en) | 2013-11-27 | 2021-07-27 | Valinge Innovation Ab | Method for producing a floorboard |
| US10442164B2 (en) | 2013-11-27 | 2019-10-15 | Valinge Innovation Ab | Floor, wall, or ceiling panel and method for producing same |
| US11890847B2 (en) | 2014-01-10 | 2024-02-06 | Välinge Innovation AB | Method of producing a veneered element |
| US10100535B2 (en) | 2014-01-10 | 2018-10-16 | Valinge Innovation Ab | Wood fibre based panel with a surface layer |
| US10988941B2 (en) | 2014-01-10 | 2021-04-27 | Valinge Innovation Ab | Method of producing a veneered element |
| US12454122B2 (en) | 2014-01-10 | 2025-10-28 | Välinge Innovation AB | Wood fibre based panel with a surface layer |
| US12454123B2 (en) | 2014-01-10 | 2025-10-28 | Välinge Innovation AB | Method of producing a veneered element |
| US10286633B2 (en) | 2014-05-12 | 2019-05-14 | Valinge Innovation Ab | Method of producing a veneered element and such a veneered element |
| US11313123B2 (en) | 2015-06-16 | 2022-04-26 | Valinge Innovation Ab | Method of forming a building panel or surface element and such a building panel and surface element |
| US10828881B2 (en) | 2016-04-25 | 2020-11-10 | Valinge Innovation Ab | Veneered element and method of producing such a veneered element |
| EP3354430A1 (en) * | 2017-01-31 | 2018-08-01 | SWISS KRONO Tec AG | Osb plate material and method for producing an osb plate material |
| WO2022144377A1 (en) | 2020-12-29 | 2022-07-07 | Mm Board & Paper Gmbh | Method for producing products based on wood as a raw materal |
| WO2022144176A1 (en) | 2020-12-29 | 2022-07-07 | Mm Board & Paper Gmbh | Method for producing products based on wood as a raw material |
| EP4023812A1 (en) | 2020-12-29 | 2022-07-06 | MM BOARD & PAPER GmbH | Method for producing wood-based products |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0515996A (en) | 2008-08-19 |
| EP1817145B1 (en) | 2015-12-30 |
| JP2008516793A (en) | 2008-05-22 |
| US20070256804A1 (en) | 2007-11-08 |
| CN100546783C (en) | 2009-10-07 |
| CN101039784A (en) | 2007-09-19 |
| WO2006042651A1 (en) | 2006-04-27 |
| EP1817145A1 (en) | 2007-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1817145B1 (en) | Light-coloured to white wooden material panels | |
| EP2142348B1 (en) | Method for the production of bleached wood particles and wood materials ranging from light-toned to white | |
| EP2057011B1 (en) | Floor panel made of mdf or hdf | |
| EP2191949A2 (en) | Board made from wooden material with effect particles | |
| DE19728250C2 (en) | Process for producing a pre-impregnate, the pre-impregnate obtained therewith and its use for the production of decorative composite structures | |
| DE69421084T2 (en) | ORGANIC COMPOSITE AND PRODUCTION METHOD | |
| WO2007000418A1 (en) | Light-colored engineered wood boards | |
| DE19758479A1 (en) | Impregnation liquor | |
| DE2757122A1 (en) | Aqueous stable resin | |
| EP2644340B1 (en) | Method for manufacturing wooden materials made of hackled products containing lignocellulose and such wooden materials | |
| DE102007055415B4 (en) | Method for reducing the emission of saturated and unsaturated aldehydes from wood-based materials | |
| DE1528258A1 (en) | Process for the production of fireproof chipboard | |
| DE4340518C2 (en) | Moldings based on wood and / or cellulose fibers | |
| DE102005030788A1 (en) | Light-colored engineered wood board, useful for producing furnishing, produced from wood fiber that is bleached and dyed with liquid dye preparation comprising pigment and dye that absorbs light in visible range of electromagnetic spectrum | |
| DE2601380A1 (en) | Process for the production of bleached mechanical pulp | |
| JPS61181570A (en) | How to paint wood fiberboard | |
| EP1775086B1 (en) | Method of making brightly coloured fibre boards | |
| EP0056935A1 (en) | Method of making wood particle mouldings | |
| DE102006009479A1 (en) | Light-colored engineered wood board, useful for producing furnishing, produced from wood fiber that is bleached and dyed with liquid dye preparation comprising pigment and dye that absorbs light in visible range of electromagnetic spectrum | |
| DE19958756A1 (en) | Production of light-colored medium-density fibreboard (MDF) from old fibreboard comprises treatment with sodium sulfite, conversion into pulp and feeding into the blow-line of an MDF plant | |
| DE1293019B (en) | Process for producing a bright white surface layer on objects containing lignocellulose, such as paper cardboard | |
| DD156237A1 (en) | METHOD FOR PRODUCING WOOD MATERIALS WITH LOW FORMALDEHYDE BREAKING |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 8139 | Disposal/non-payment of the annual fee |