CN218624437U - Piston ring with softened DLC coating - Google Patents
Piston ring with softened DLC coating Download PDFInfo
- Publication number
- CN218624437U CN218624437U CN202222007080.6U CN202222007080U CN218624437U CN 218624437 U CN218624437 U CN 218624437U CN 202222007080 U CN202222007080 U CN 202222007080U CN 218624437 U CN218624437 U CN 218624437U
- Authority
- CN
- China
- Prior art keywords
- piston ring
- dlc coating
- dlc
- laser
- softened
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000576 coating method Methods 0.000 title claims abstract description 92
- 239000011248 coating agent Substances 0.000 title claims abstract description 90
- 238000011282 treatment Methods 0.000 claims abstract description 14
- 238000000034 method Methods 0.000 claims abstract description 9
- 229910052751 metal Inorganic materials 0.000 claims description 18
- 239000002184 metal Substances 0.000 claims description 18
- 239000000843 powder Substances 0.000 claims description 11
- 230000008569 process Effects 0.000 claims description 4
- 238000013532 laser treatment Methods 0.000 abstract description 17
- 229910003460 diamond Inorganic materials 0.000 abstract description 9
- 239000010432 diamond Substances 0.000 abstract description 9
- 238000005498 polishing Methods 0.000 abstract description 3
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 15
- 239000010410 layer Substances 0.000 description 8
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 239000000758 substrate Substances 0.000 description 3
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 230000003197 catalytic effect Effects 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 239000011572 manganese Substances 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- 238000009827 uniform distribution Methods 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- -1 ferrous metals Chemical class 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images




Landscapes
- Chemical Vapour Deposition (AREA)
Abstract
The utility model belongs to the technical field of the piston ring processing technique and specifically relates to a piston ring with soften DLC coating is related to. The outermost layer of the running surface and the lower side surface of the piston ring or only the outermost layer of the running surface is at least partially provided with a DLC coating, the thickness of the DLC coating is not more than 30 mu m; the DLC coating comprises at least in part a softened DLC coating that is irradiated with a laser, which laser irradiation treats the DLC coating to convert at least part of the diamond structure SP3 bonds in the DLC coating to graphite structure SP2 bonds. The piston ring after laser treatment can be quickly subjected to running-in between the piston ring and the cylinder sleeve under the condition of not influencing the performance. This scheme compares with current grinding or the mode of polishing, can reduce treatment time and raise the efficiency by a wide margin.
Description
Technical Field
The utility model belongs to the technical field of the piston ring processing technique and specifically relates to a piston ring with soften DLC coating is related to.
Background
High burst pressure and high power, which place more stringent demands on engine durability, will be one of the main features of the next generation engine technology upgrades. Engine liners as one of the core engine components will be challenged by higher endurance reliability requirements.
DLC (diamond-like carbon) coated piston rings are gaining increasing importance and application due to their high coating hardness and low coefficient of friction. DLC coatings present a high challenge to surface finishing after piston ring coating due to their high hardness. In the conventional DLC piston ring, the surface roughness after coating is often processed by grinding or sanding, but due to the ultra-high hardness of DLC, the surface roughness of DLC piston ring is difficult to be reduced or needs to be reduced at a relatively high cost.
Disclosure of Invention
The utility model provides a piston ring with soften DLC coating to alleviate the machining process efficiency low, with high costs, the big scheduling problem of the degree of difficulty of the piston ring roughness that exists among the prior art.
In order to alleviate above-mentioned technical problem, the utility model provides a technical scheme lies in:
a piston ring with a softened DLC coating, the outermost of the running and underside surfaces of the piston ring or only the outermost of the running surface being at least partially provided with a DLC coating, the DLC coating having a thickness of no more than 30 μm;
the DLC coating at least partially comprises a softened DLC coating irradiated by laser, wherein the laser-irradiated softened DLC coating is a DLC coating which is treated by laser irradiation so that at least part of SP3 bonds of a diamond structure in the DLC coating are converted into SP2 bonds of a graphite structure.
Further, in the coating layer of the outermost layer of the piston ring, the ratio of the total area of the softened DLC coating to the total area of the DLC coating is inversely proportional to the thickness of the softened DLC coating. That is, the larger the ratio of the area of the softened DLC coating to the total area of the DLC coating, the smaller the thickness of the softened DLC coating.
Further, the temperature of the laser used in the laser irradiation softening process is not lower than 250 ℃.
Further, after applying the DLC coating to the piston ring, and before the laser irradiation treatment, the DLC surface is coated with a ferrous metal powder.
Still further, the ferrous metal powder includes an oxide of iron, cobalt, nickel, chromium, or manganese.
Still further, the softened DLC coating is non-continuously distributed over the DLC coating and has a thickness of 1-20 μm.
Further, the laser irradiation softens the DLC coating as a discontinuous spot, a sheet-like uniform distribution, or in a continuous uniform grid.
Furthermore, the position of the opening of the piston ring is 0 degree, and the laser softening area is arranged in the range of +/-30 degrees of central angles of two sides of the opening of the piston ring.
Still further, the softened DLC coating is continuously distributed over the DLC coating.
Still further, the softened DLC coating thickness is less than 5um.
The piston ring that this scheme provided is through forming more SP2 structure on the DLC surface, because the SP2 structure is soft for the SP3 structure (SP 2 is planar graphite structure, and the nature is softer, and SP3 is three-dimensional netted diamond structure, and the nature is harder), consequently the piston ring after laser treatment can carry out the break-in between piston ring and the cylinder liner fast under the condition that does not influence the performance, and this scheme compares with current grinding or the mode of polishing, can reduce processing time and raising the efficiency by a wide margin.
Drawings
In order to more clearly illustrate the technical solutions of the embodiments of the present invention or the related art, the drawings required to be used in the description of the embodiments or the related art will be briefly introduced below, and it is obvious that the drawings in the following description are some embodiments of the present invention, and for those skilled in the art, other drawings can be obtained according to these drawings without creative efforts.
FIG. 1 is a schematic diagram of the structure transformation of SP2 and SP3 provided by the embodiment of the present invention;
fig. 2 is a partial schematic view of a piston ring according to an embodiment of the present invention;
figure 3 is a cross-sectional view of the outer ring of the piston ring of figure 2;
fig. 4 is a top view of fig. 3.
Icon:
100-a piston ring; 110-a substrate; 120-DLC coating; 130-laser softening layer.
Detailed Description
Example one
The present embodiment provides a piston ring with a softened DLC coating, see also fig. 1 and 4, the outermost layer of the running surface and the underside of the piston ring or only the outermost layer of the running surface being at least partially provided with a DLC coating having a thickness of not more than 30 μm;
the DLC coating comprises at least in part a softened DLC coating that is irradiated with a laser, which laser irradiation treats the DLC coating to convert at least part of the diamond structure SP3 bonds in the DLC coating to graphite structure SP2 bonds.
The piston ring that this scheme provided is through forming more SP2 structure on the DLC surface, because the SP2 structure is soft for the SP3 structure (SP 2 is planar graphite construction, and the nature is softer, and SP3 is three-dimensional netted diamond structure, and the nature is harder), so the piston ring after laser treatment can carry out the break-in between piston ring and the cylinder liner fast under the condition that does not influence the performance.
The performance parameters for softening DLC coatings are detailed below:
more preferably, the ratio of the total area of the softened DLC coating to the total area of the DLC coating is inversely proportional to the thickness of the softened DLC coating, i.e. the ratio of the total area of the softened DLC coating/the total area of the DLC coating is inversely proportional to the thickness of the softened DLC coating, the larger the ratio, the smaller the thickness of the softened DLC coating, the smaller the ratio, the larger the thickness of the softened DLC coating.
More preferably, the temperature of the laser used in the laser irradiation softening process is not lower than 250 ℃. The temperature of the laser treatment is dependent on the type of DLC, and if the SP3 content of the DLC is relatively high, e.g. to the diamond grade, the required temperature is relatively high, and the relevant literature shows that it may be above 1000 °, but if the SP3 content is relatively small, e.g. around 60%, the laser temperature does not need to be set too high.
More preferably, after the DLC coating is applied to the piston ring and before the laser irradiation treatment, the DLC surface is coated with a ferrous metal powder. The ferrous metal is used as a catalyst, and the SP3 structure is accelerated to be the SP2 structure by the ferrous metal under the high-temperature condition. Therefore, after the DLC coating of the piston ring, the DLC surface is coated with a layer of ferrous metal powder, and then laser treatment is carried out, which can accelerate the SP3 structure of the DLC surface to be converted into the SP2 structure more quickly. The ferrous metal powder comprises an oxide of iron, cobalt, nickel, chromium or manganese.
The softening DLC coating has two modes of discontinuous arrangement and continuous arrangement on the surface of the piston, and the two modes are explained in detail as follows:
with regard to the discontinuous layout, the following is introduced:
the softening DLC coating is discontinuously distributed on the DLC coating, and the thickness of the softening DLC coating is 1-20 mu m. Preferably, the laser irradiation softens the DLC coating as a discontinuous spot, as a sheet, as a uniform distribution, or as a continuous uniform grid. The softening DLC coating in the non-continuous state can be distributed in the circumferential direction of the piston ring within the range of 360 degrees, and can also be distributed in the local part, preferably, the position of the opening of the piston ring is 0 degree, and the laser softening region is arranged in the range of +/-30 degrees of central angles at two sides of the opening of the piston ring.
With regard to the sequential layout, the following is introduced:
the softening DLC coating is continuously distributed on the DLC coating, and the thickness of the softening DLC coating is less than 5um. The continuous laser softening region can be implemented in the 360-degree range of the piston ring, and can also be implemented in a partial region. The position of the opening of the piston ring is 0 degree, and the laser softening area is arranged in the range of +/-30 degrees of central angles at two sides of the opening of the piston ring.
Example two
The present embodiment provides a method of softening a DLC coating of a piston ring, wherein the DLC coating has a SP3 structure;
the method comprises the following steps: after the piston ring 100 is coated with the DLC coating, a surface laser treatment is performed such that the SP3 structure of the DLC coating surface is at least partially converted into a SP2 structure. The thickness of the DLC coating layer acted by laser is less than or equal to 5 μm. The temperature of the laser action is 300-600 ℃. The method related to the embodiment comprises two implementation modes:
one is laser treatment of the DLC surface directly after the DLC coating of the piston ring.
And secondly, after the DLC coating of the piston ring, coating a layer of black metal powder on the DLC surface, and then carrying out laser treatment. The ferrous metal powder includes iron powder or iron oxide powder.
Referring to fig. 1 to 4, a piston ring 100 includes a substrate 110 and a DLC coating 120 coated on a surface of the substrate 110, and a laser softening layer 130 is formed after the DLC coating is subjected to laser treatment.
In the above processing scheme, a large number of SP2 structures are formed on the surface of the DLC, and since the SP2 structures are soft (SP 2 is a planar graphite structure, and has a soft property, and SP3 is a three-dimensional net-shaped diamond structure, and has a hard property) compared with the SP3 structures, the piston ring after laser processing can be quickly run-in between the piston ring and the cylinder liner without affecting the performance.
In addition, this scheme compares with current grinding or the mode of polishing, can reduce processing time and lifting efficiency by a wide margin, and concrete experimental data is as follows:
TABLE SP2 content and treatment time (uncoated ferrous metal) at different laser treatment temperatures
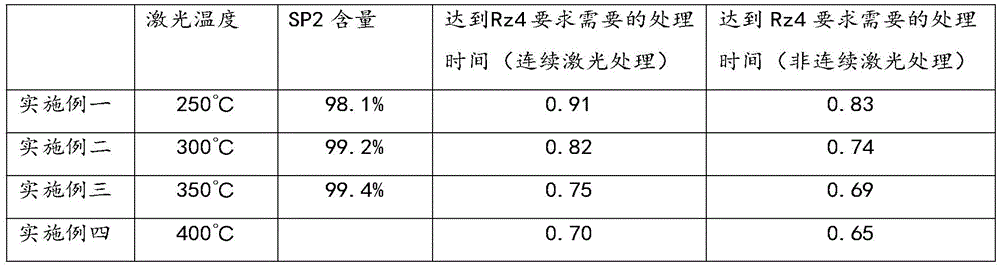
From the data of the first to fourth examples, the content of SP2 is gradually increased with the increase of the laser temperature, which indicates that the SP3 can be converted into SP2 at high temperature with acceleration, SP2 is a planar graphite structure and has a relatively soft property, and SP3 is a three-dimensional net-shaped diamond structure and has a relatively hard property.
Further comparing the data of examples one to four, it can be seen that the processing time required to achieve Rz4 requirements gradually decreases with increasing laser temperature in the range of 250-400 degrees celsius. In the prior art, grinding needs to consume 1h, sanding needs to consume 1.1h, and in the first to fourth embodiments, the time consumed by laser treatment ranges from 0.65 h to 0.91h, which is significantly less than 1h or 1.1h in the prior art.
TABLE 2 SP2 content and treatment time (coating with ferrous metal) under different laser treatment temperature conditions
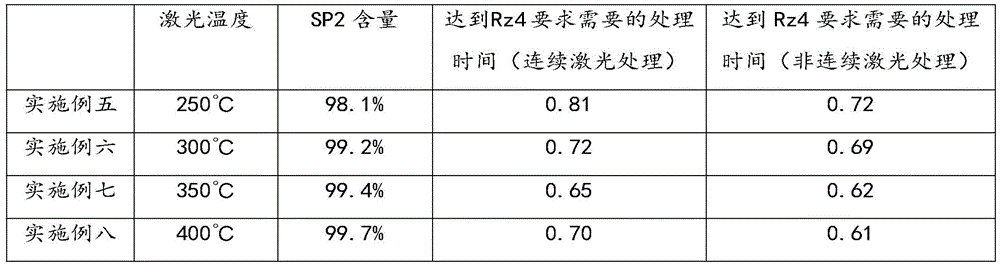
Analyzing examples five to eight, it can be seen that the time for the continuous laser treatment or the discontinuous laser treatment is integrated and ranges from 0.61 to 0.81h after the ferrous metal is coated, and the treatment time is reduced and the treatment efficiency is increased compared to the case of not coating ferrous metal (examples one to four). For grinding and abrasive paper among the prior art polish, the processing time further shortens, and efficiency further promotes.
The mechanism is analyzed as follows:
in the case of a ferrous metal as a catalyst, the SP3 structure is accelerated to the SP2 structure when subjected to high temperatures. Therefore, after the DLC coating of the piston ring, the DLC surface is coated with a layer of ferrous metal powder, and then laser treatment is carried out, which can accelerate the SP3 structure of the DLC surface to be converted into the SP2 structure more quickly.
The principle of the above reaction lies in the catalytic effect: the diamond coating with SP3 as the main structural component has high internal stress, poor thermal stability and catalytic effect with black metal to convert SP3 to SP 2. The industry currently tests ferrous based ferrous metals such as iron powder or iron oxide powder.
The following is explained for the continuous laser processing and the discontinuous laser processing:
the continuous laser treatment can form SP2 softening areas within 360 degrees on the surface of the piston ring, the discontinuous laser treatment can form punctiform SP2 softening areas on the surface of the piston ring, and the 'points' of the discontinuous treatment can be any regular or irregular shapes such as circles, rectangles, triangles, trapezoids, ellipses and the like. The ' point ' area of the piston ring formed by the non-continuous treatment is a soft area, has more SP2, plays a role in self-lubricating, and the ' point ' area is a non-point ' area, forms a hard area, has more SP3, and plays a role in supporting a durable framework.
The time consumed for the continuous treatment to reach a certain roughness requirement is longer than the time consumed for the discontinuous treatment to reach the same roughness requirement, but the time consumed for the continuous treatment or the discontinuous treatment to reach the same roughness requirement is greatly reduced compared with the existing grinding or grinding process, and the efficiency is improved.
Finally, it should be noted that: the above embodiments are only used to illustrate the technical solution of the present invention, and not to limit the same; although the present invention has been described in detail with reference to the foregoing embodiments, it will be understood by those skilled in the art that: the technical solutions described in the foregoing embodiments may be modified, or some or all of the technical features may be equivalently replaced; such modifications and substitutions do not depart from the spirit and scope of the present invention.
Claims (9)
1. Piston ring with a softened DLC coating, characterized in that the outermost layer of the running face and the underside of the piston ring or only the outermost layer of the running face is at least partially provided with a DLC coating, the thickness of which is not more than 30 μm;
the DLC coating comprises at least in part a softening DLC coating.
2. The piston ring as set forth in claim 1, characterized in that in the coating of the piston ring outermost layer, the ratio of the total area of the softened DLC coating to the total area of the DLC coating is inversely proportional to the thickness of the softened DLC coating.
3. The piston ring of claim 2,
the softening DLC coating is irradiated by laser, and the temperature of the laser used in the laser irradiation softening process is not lower than 250 ℃.
4. The piston ring as set forth in claim 3,
after applying a DLC coating to a piston ring and before laser irradiation treatment, a black metal powder is applied to the DLC surface.
5. The piston ring as set forth in any one of claims 1-4, wherein said softened DLC coating is non-continuously distributed over said DLC coating and has a thickness of 1-20 μm.
6. The piston ring as set forth in claim 5 wherein:
the DLC coating softened by laser irradiation is distributed uniformly in a discontinuous point shape and a sheet shape or in a continuous uniform grid shape.
7. The piston ring as set forth in claim 6 wherein:
the position of the opening of the piston ring is 0 degree, and the laser softening area is arranged in the range of +/-30 degrees of central angles at two sides of the opening of the piston ring.
8. The piston ring as set forth in any one of claims 1-4 wherein:
the softening DLC coating is continuously distributed on the DLC coating, and the thickness of the softening DLC coating is less than 5um.
9. The piston ring as set forth in claim 8 wherein:
the position of the opening of the piston ring is 0 degree, and the laser softening area is arranged in the range of +/-30 degrees of central angles at two sides of the opening of the piston ring.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222007080.6U CN218624437U (en) | 2022-08-01 | 2022-08-01 | Piston ring with softened DLC coating |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222007080.6U CN218624437U (en) | 2022-08-01 | 2022-08-01 | Piston ring with softened DLC coating |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218624437U true CN218624437U (en) | 2023-03-14 |
Family
ID=85458398
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202222007080.6U Active CN218624437U (en) | 2022-08-01 | 2022-08-01 | Piston ring with softened DLC coating |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218624437U (en) |
-
2022
- 2022-08-01 CN CN202222007080.6U patent/CN218624437U/en active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101573206B (en) | Friction parts in machining lubricating medium working under a contact pressure greater than 200MPa and their use in the automotive field | |
| CN101143377A (en) | A kind of laser roughening metal plastic forming mold and preparation method thereof | |
| EP2024561B1 (en) | A static dewatering element for a web forming machine and a method for covering a static dewatering element designed for a web forming machine | |
| CN218624437U (en) | Piston ring with softened DLC coating | |
| CN110374881A (en) | Friction structure, friction parts and compressor | |
| Tala-Ighil et al. | Surface texturing effect comparative analysis in the hydrodynamic journal bearings | |
| JP2008001927A (en) | Conveying roll and hearth roll for continuous annealing furnace | |
| WO2020095807A1 (en) | Piston ring | |
| JP4332977B2 (en) | Shim for valve lifter and manufacturing method thereof | |
| CN113829132B (en) | Cylinder hole of cylinder-sleeve-free diesel engine and machining method of reticulate pattern parameters of cylinder hole platform | |
| CN110242575A (en) | Friction member, compressor, air conditioner and rubbing surface processing method | |
| CN110499505B (en) | A kind of high-temperature self-lubricating cobalt-based wear-resistant composite layer, preparation method and application | |
| CN112178186A (en) | Doctor blade ring, three-combination piston oil ring and preparation method of doctor blade ring | |
| CN115747784B (en) | A method for improving the interface strength of cold spray additives and a method for extending shaft parts | |
| GB2391274A (en) | Production of lubricant reservoirs in a slide surface | |
| CN111945158A (en) | A composite treatment method for improving the wear resistance of metal surfaces | |
| WO2015050183A1 (en) | Sliding component and manufacturing method therefor | |
| US20240255027A1 (en) | A method for manufacturing a rolling or plain bearing ring | |
| CN210118202U (en) | Low roughness nitrogenize cylinder liner | |
| Tarelnyk et al. | Improving a Process for Completing a Positive Connection of Hub-Shaft Type Using Combine Methods | |
| CN214766354U (en) | Radial dynamic pressure gas bearing foil sandblast spraying frock | |
| US20210170482A1 (en) | Metal object and manufacturing method thereof having solid lubricating surface layer | |
| Ling-long et al. | Research on the Rolling Theory of Sinusoidal Motion on Structured Surfaces | |
| JP2006292021A (en) | Spacer expander and manufacturing method thereof | |
| CN113417754B (en) | A wear-resistant structure for an aluminum-based piston skirt and a processing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |