CN214213425U - 回转气缸前置式磨床自动卡具 - Google Patents
回转气缸前置式磨床自动卡具 Download PDFInfo
- Publication number
- CN214213425U CN214213425U CN202022817866.5U CN202022817866U CN214213425U CN 214213425 U CN214213425 U CN 214213425U CN 202022817866 U CN202022817866 U CN 202022817866U CN 214213425 U CN214213425 U CN 214213425U
- Authority
- CN
- China
- Prior art keywords
- radial
- cylinder
- spring
- connecting disc
- rotary cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Gripping On Spindles (AREA)
Abstract
本实用新型涉及回转气缸前置式磨床自动卡具,包括卡具,还包括旋转气缸以及向所述卡件施以径向向内的力的弹簧装置,所述卡具包括连接盘及设置于所述连接盘的前侧面并与连接盘径向滑动连接的多个卡件,所述旋转气缸轴向设置,其活塞体的前部呈锥形,从所述旋转气缸的缸体前端延伸出来,所述连接盘的后侧面设有多个其径向内侧能够与所述活塞体的前部锥面压力接触的径向传动件,所述径向传动件与所述连接盘径向活动连接,所述径向传动件与所述卡件一一对应且采用与所述卡件相同的周向分布方式,所述径向传动件的径向外端分别与各自对应的所述卡件径向传动连接。本实用新型结构简单,能够在不改变磨床头架主体结构的前提下实现零件的自动装夹。
Description
技术领域
本实用新型涉及回转气缸前置式磨床自动卡具。
背景技术
目前大多数磨床的头架均不具备工件自动装卡的功能,例如常见的连接盘式卡具由连接盘体、活动卡爪和卡爪驱动机构组成,卡爪导向部分的下面有螺纹与碟形伞齿轮背面的平面螺纹相啮合,当用扳手通过四方孔转动小伞齿轮时,碟形齿轮转动,背面的平面螺纹同时带动各卡爪向中心靠近或退出,用以夹紧不同直径的工件,这些人工操作往往要消耗较多的时间。
随着自动化技术的发展和人力成本的提高,减少机床操作人员配置,实现零件的自动化加工的需求日益迫切,对机床来说实现零件的自动化加工的关键是工件的自动装夹。要实现这个功能可以根据需要进行机床的重新设计,通过自动化设计实现装夹的自动化,然而,现有这类自动化设计往往构造负载,成本较高。
实用新型内容
为克服现有技术的上述缺陷,本实用新型提供了一种回转气缸前置式磨床自动卡具,以简化卡具构造,且能够用于现有机床头架,在不改变磨床头架主体结构的前提下实现零件的自动装夹。
本实用新型的技术方案是:回转气缸前置式磨床自动卡具,包括卡具,还包括旋转气缸以及向所述卡件施以径向向内的力的弹簧装置,所述卡具包括连接盘及设置于所述连接盘的前侧面并与连接盘径向滑动连接的多个卡件,所述旋转气缸轴向设置,其活塞体的前部呈锥形,从所述旋转气缸的缸体前端延伸出来,所述连接盘的后侧面设有多个其径向内侧能够与所述活塞体的前部锥面压力接触的径向传动件,所述径向传动件与所述连接盘径向活动连接,所述径向传动件与所述卡件一一对应且采用与所述卡件相同的周向分布方式,所述径向传动件的径向外端分别与各自对应的所述卡件径向传动连接,所述旋转气缸固定安装在头架拨盘的前面且与头架拨盘同轴,以通过头架拨盘带动其旋转。
通常,可以将所述旋转气缸的外筒体通过螺丝紧固在所述头架拨盘上,以实现所述旋转气缸在拨盘前面的固定安装。
优选地,所述卡件包括夹紧块及固定安装在所述夹紧块上的V形块,所述V形块呈径向上内窄外宽的V形。
优选地,所述卡件的数量为两个,对称设置在轴线的两侧,所述夹紧块的径向内端呈U形,U形的开口朝内,两侧设有立柱,所述弹簧装置包括分别作用于两立柱的两个预压缩螺旋弹簧,所述预压缩螺旋弹簧的内端连接相应立柱的外端,外端连接相应的弹簧限位装置,所述弹簧限位装置固定安装在所述连接盘上。
优选地,所述立柱的外端延伸出一段弹簧定位杆,所述弹簧定位杆的外径小于所述立柱的外径,相应的预压缩螺旋弹簧套在所述弹簧定位杆的外侧,下端压在立柱和弹簧定位杆变径处的端面上,所述弹簧限位装置为可调的弹簧限位装置,包括弹簧调节螺杆和旋转在弹簧调节螺杆上的弹簧调节螺母,所述预压缩螺旋弹簧的外端抵靠在相应的弹簧调节螺母内侧的垫圈上或者直接抵靠在相应的弹簧调节螺母上。
优选地,两卡件的同侧立柱位于同一直线上,端面为相互平行的平面且设置向外延伸出的唇边,两相对唇边中的一个唇边上设有顶丝,所述顶丝旋转在相应唇边的顶丝通孔上。
优选地,所述气缸的外筒体的侧壁上设有前后两个通气孔,前通气孔和后通气孔分别连通气缸的前腔和后腔,所述外筒体的外侧套设有筒状的供气环,所述供气环与所述外筒体同轴且两者之间设有用于旋转配合的环隙,所述供气环通过套设在外筒体中部外侧的轴承与所述外筒体旋转连接,以允许两者之间相对转动,所述供气环的内壁设有前后两个环形的供气槽,前供气槽与前通气口的轴向位置相同,与前通气孔连通,后供气槽与后通气孔的轴向位置相同,与后通气孔连通,所述供气环上还设有分别连通前后供气槽的前后两个气路接口,前气路接口连通所述前供气槽,后气路接口连通所述后供气槽。
优选地,所述供气槽内嵌装有环形的密封圈,所述密封圈径向上的内端窄于所述供气槽的宽度,与供气槽的侧壁之间留有间距,端面上设有较小的凹槽,外端宽于或等于供气槽的宽度,与供气槽的侧壁相接触,端面上设有较大的凹槽,内外两端面的凹槽之间分布有若干通孔,形成连通内外凹槽的气流通道。
优选地,所述回转气缸的外筒体内设有与所述外筒体同轴的内筒体,所述回转气缸的活塞体通过其轴向中孔套设在所述内筒体上且与所述内筒体密封滑动配合,所述内筒体设有轴向的中孔。
优选地,所述外筒体的后侧设有与所述内筒体密封连接的后端盖,封闭住所述内外筒体之间的环隙后端,所述外筒体的前侧设有与所述活塞体密封滑动配合的前端盖,所述前端盖设有套在所述活塞体外侧且与所述活塞体密封滑动配合的轴向中孔,由此实现与所述活塞体密封滑动配合且封闭住所述外筒体与所述活塞体之间的环隙的前端。
优选地,所述前端盖设有径向向外延伸出的凸缘,所述连接盘通过连接件固定连接在所述前端盖的凸缘上且与所述凸缘之间留有间距。
本实用新型的有益效果是:通过回转气缸与弹簧的配合,利用活塞体的移动带动V形块径向外移或内移,且适应于在头架上的安装,能够在头架顶尖的配合下实现工件的精确定位,由此不仅适应于新机床设计,而且适用于旧机床改造,能够在头架主体结构不作改动的情况下实现零件的自动化装夹和自动化加工,且结构简单,操控方便,可以极大地节约成本,同时可以缩短旧机床的改造周期和新机床的设计制造周期。
附图说明
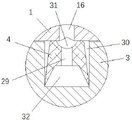
图1是本实用新型的构造示意图;
图2是与图1对应的A-A向局部构造示意图;
图3是与图1对应的C向构造示意图;
图4是涉及密封圈的局部剖面放大图。
具体实施方式
参见图1-4,本实用新型主要包含回转气缸和夹具两部分。
基本构造:
所述回转气缸部分主要包括缸体(外筒体)1及其他固定部分、活塞体2、供气环3、拨盘侧(图1中位于左侧,或简称左侧)的密封圈4和工件侧的(图1中位于右侧,或简称右侧)密封圈5,其中密封圈4为环形,设置于活塞体左侧环形的供气槽,密封圈5为环形,设置于活塞体右侧环形的供气槽。当接口A(左侧通气孔的气路接口)与接口B(右侧通气孔的气路接口)无均气压时,供气环3和密封圈4、5均处于松弛状态,回转气缸体可随头架拨盘6一同回转;当接口A有气压而接口B无气压时,密封圈4处于涨紧状态,气流进入活塞体左端,回转气缸活塞体2向右移动;当接口B有气压而接口A无气压时,密封圈5处于涨紧状态,回转气缸活塞体2向右移动。
自动夹具部分主要包括连接盘7、夹紧块8、V形块9、弹簧10和驱动块11,当回转气缸的活塞体2向右移动时,活塞体前端锥形体迫使位于上方(依照图示方位为例,下同)的驱动块11向上抬起(任意方位下时,为径向向外移动),从而使位于上方的夹紧块9和V形块9克服弹簧阻力向上抬起,迫使位于下方的驱动块11向下移,从而使位于下方的夹紧块9和V形块9克服弹簧阻力向下移,各V形块之间的间距增大,此时可送入工件,工件可以由头架的顶尖定位;当回转气缸活塞体2向左移动时,位于上方的夹紧块8和V形块9在弹簧力的作用下下压,位于下方的夹紧块8和V形块9在弹簧力的作用下上压,两个V形块同时夹紧工件,当头架拨盘6回转时,工件就可随拨盘一起回转。
通过调整夹具体上的顶丝12就可以调整V形块开口度的大小,超过一定直径范围的工件可以通过更换V形块解决;通过调整弹簧导柱13两端的螺母可以调整夹紧力的大小。
实施例:
所述卡具包括连接盘(或称卡盘)7及设置于所述连接盘的前侧面并与连接盘径向滑动连接(只允许径向移动的活动连接方式)的多个卡件(或称卡爪),所述旋转气缸轴向设置,其活塞体2的前部呈锥形(锥台形),从所述旋转气缸的缸体前端延伸出来,所述连接盘的后侧面设有多个其径向内侧能够与所述活塞体的前部锥面压力接触的径向传动件(或称驱动件)11,所述径向传动件与所述连接盘径向活动连接(允许有径向移动的活动连接方式),所述径向传动件与所述卡件一一对应且采用与所述卡件相同的周向分布方式,所述径向传动件的径向外端分别与各自对应的所述卡件径向传动连接(允许传递径向运动的连接方式),能够带动其传动连接的所述卡件径向向外移动。
所述卡件可以包括夹紧块8及固定安装在所述夹紧块上的V形块9。所述V形块呈径向上内窄外宽的V形,可以通过相应的螺丝14紧固在夹紧块上。
所述卡件的数量优选为两个,对称设置在轴线(连接盘的轴线或者说圆心)的两侧,所述夹紧块的径向内端呈U形,U形的开口朝内,两侧设有立柱17,所述弹簧装置包括分别作用于两立柱的两个弹簧10,所述弹簧为预压缩螺旋弹簧,所述预压缩螺旋弹簧的内端连接相应立柱的外端(压在相应的立柱上),外端连接相应的弹簧限位装置(压在相应的弹簧限位装置上),所述弹簧限位装置固定安装在所述连接盘上。
所述立柱的外端延伸出一段弹簧定位杆18,所述弹簧定位杆的外径小于所述立柱的外径,相应的预压缩螺旋弹簧套在所述弹簧定位杆的外侧,下端压在立柱和弹簧定位杆变径处的端面上,所述弹簧限位装置为可调的弹簧限位装置,包括弹簧调节螺杆(或称弹簧导柱)13和旋转在弹簧调节螺杆上的弹簧调节螺母19,所述预压缩螺旋弹簧的外端抵靠在相应的弹簧调节螺母内侧的垫圈上或者直接抵靠在相应的弹簧调节螺母上,由此,旋转弹簧调节螺母,就能够改变预压缩螺旋弹簧的预压缩程度,进而改变对工件的夹持力。
所述立柱呈与相应卡件移动方向平行的直杆状(柱形),所述弹簧定位杆呈与所述立柱方向相同的直杆状,所述弹簧调节螺杆与相应的所述弹簧定位杆的轴线位于同一直线上,粗细相仿,可以将预压缩螺旋弹簧的外端套在所述弹簧调节螺杆的内端,以避免预压缩螺旋弹簧脱落,方便安装和使用。
所述螺旋弹簧的外侧可以套设有或者不套设有弹簧套筒。
所述弹簧调节螺杆与所述连接盘固定连接,例如,可以在所述连接盘的相应部位焊接固定螺母20,将所述弹簧调节螺杆旋转在所述固定螺母上,由此实现所述弹簧调节螺杆在所述连接盘上的固定安装。
两卡件的同侧立柱位于同一直线上,端面为相互平行的平面(垂直于立柱的延伸方向)且设置向外延伸出的唇边21,两相对唇边中的一个唇边上设有顶丝12,所述顶丝旋转在相应唇边的顶丝通孔上,由此通过旋转顶丝可以调节两立柱之间被顶丝顶起的间距22,进而调节两V形块的内端之间的最小间距,使其适应于不同大小的工件。
可以采用任意适宜的现有技术实现所述夹紧块在所述连接盘的前侧面的径向滑动连接,例如,在连接盘的前侧面上设置只允许夹紧块径向移动的导轨、导向孔或导向槽等,以使夹紧块在径向传动件的推动下只能径向向外移动,在弹簧装置的推动下只能径向向内移动。
所述径向传动件与所述连接盘的径向活动连接方式可以为径向滑动连接(只允许径向移动的连接方式)或者旋转连接(旋转轴的方向为轴向,或称平行于轴向)。
可以采用与夹紧块相同的方式实现径向传动件在所述连接盘的后侧面的径向滑动连接。
当为旋转连接时,其旋转轴15应距相应卡件的径向移动轨迹具有一定的周向间距,且延伸至相应卡件的径向移动轨迹,在相应卡件的径向移动轨迹区域(附近)与所述卡件相接触并传动,由此可以将径向传动件的传动部位(与卡件接触的区域)的运动视为一段弧线运动,通过与卡件(夹紧块)之间的接触,推动卡件径向移动,实现径向传动。
例如,当所述径向传动件与连接盘的活动连接方式为旋转连接时(参见图4),所述径向传动件可以设有轴向的传动轴23,所述传动轴穿过所述连接盘(通过一个较大的孔或缺口,该孔或缺口不妨碍传动轴的运动),延伸到所述连接盘的前面,所述夹紧块上设有跑道型(径向的内外侧边为直边或与连接盘同轴的圆弧形边、周向的两侧为平滑连接内外侧边的弧形边)轴向通孔,所述传动轴插入或穿过所述夹紧块上的跑道型的轴向通孔,由此,在径向传动件转动时,传动轴做圆弧形运动,所述夹紧块上的跑道型的轴向通孔应具有足够的周向宽度,不阻挡传动轴在周向上的运动,使得传动轴能够顺利地推动其径向向外移动。
所述气缸的外筒体(或简称缸体)1的侧壁上设有前后两个通气孔16,前通气孔(或称右通气孔)和后通气孔(或称左通气孔)分别连通气缸的前腔(或称右腔)24和后腔(或称左腔),所述外筒体的外侧套设有筒状的供气环3,所述供气环与所述外筒体同轴,且两者之间设有用于旋转配合的环隙,由此允许供气环与机架或其他外部固定件(例如供气管路)固定而外筒体旋转,所述供气环通过套设在外筒体中部外侧的轴承与所述外筒体旋转连接,以允许两者之间相对转动,所述供气环的内壁设有前后两个环形的供气槽,前供气槽与前通气孔的轴向位置相同,与前通气孔连通,后供气槽与后通气孔的轴向位置相同,与后通气孔连通,所述供气环上还设有分别连通前后供气槽的前后两个气路接口,前气路接口(简称B口)连通所述前供气槽,后气路接口(简称A口)连通所述后供气槽,由此通过控制接口A和接口B的通气状态(有压或无压),推动活塞体向前移动或者向后退回,当向前移动时,活塞体的前部锥面推动与其接触的径向传动件(或其接触的部位)径向向外移动(或转动),进而带动夹紧块(卡件)径向向外移动。
所述供气槽内嵌装有环形的密封圈4、5(图4中仅标注为4),所述密封圈径向上的内端窄于所述供气槽的宽度,与供气槽的侧壁之间留有间距30,端面上设有较小的凹槽31,外端宽于或等于供气槽的宽度,与供气槽的侧壁相接触,端面上设有较大的凹槽32,内外两端面的凹槽31和32均呈环形,在外筒体的任何旋转角度下均能够分别连通外筒体上的相应通气孔和供气环上的相应气路接口,凹槽之间分布有若干通孔29,形成连通内外凹槽的气流通道,当外部压力气体通过供气环上的任一气路接口接入时,气体压力进入对应供气槽内的密封圈的外端面的凹槽,将该密封圈后端面的周边向供气槽的侧壁方向压,将该密封圈整体向径向内侧压,由此在密封圈后端面的凹槽周边与供气槽侧壁之间、在密封圈前端面的凹槽周边与外筒体之间形成良好的密封,压力气体经供气槽和外筒体上的相应通气孔进入气缸内的相应腔体,推动活塞体向相应方向移动,当一个气路接口接入压力气体时,另一气路接口不连接压力气体(可连通大气),使得相应腔体内的气体得以释放。
所述回转气缸的外筒体内设有与所述外筒体同轴的内筒体27,所述回转气缸的活塞体通过其轴向中孔套设在所述内筒体上且与所述内筒体密封滑动配合(允许相对于内外筒体轴向滑动且密封的配合方式),所述内筒体设有轴向的中孔,以允许顶尖28延伸至能够定位工件的位置。
所述外筒体的后侧设有与所述内筒体密封连接的后端盖,封闭住所述内外筒体之间的环隙后端,所述外筒体的前侧设有与所述活塞体密封滑动配合的前端盖26,所述前端盖设有套在所述活塞体外侧且与所述活塞体密封滑动配合的轴向中孔,由此实现与所述活塞体密封滑动配合且封闭住所述外筒体与所述活塞体之间的环隙的前端。
所述前端盖设有径向向外延伸出的凸缘,所述连接盘通过连接件固定连接在所述前端盖的凸缘上,且与所述凸缘之间留有间距,以方便其他构造的设置。
所述活塞体上设有与所述外筒体的内壁密封滑动配合的环台,其外侧面上可以设有相应的环形密封圈,所述活塞体的环台位于所述外筒体的后端盖和前端盖之间,由此将外筒体内的腔体分隔为相互隔离的后腔(位于图1中的左侧,或称左腔)和前腔(位于图1中的右侧,或称右腔)。
本实用新型具有以下显著特点:
1)无需改变磨床头架结构即可安装本夹具,实现自动化加工,可以节约改造成本和时间。
2)回转气缸供气环只有在夹具执行夹紧和松开的过程中才起到密封作用,平时处于松弛状态,不会额外增加头架的回转阻力。
3)夹紧力大小和工件直径大小均可调整。
4)夹紧块是浮动的,可以达到最高的磨削精度。
5)头架回转时密封圈出于松弛状态,与回转气缸体的磨损极小,可以达到较长的使用寿命 。
本实用新型不仅适合于相应的磨床,而且还适用于其他具有类似头架或装夹特点的机床,还可以适应于其他适应场合。
除特别说明或具有其他含义外,本说明书所称径向、周向和轴向分别为连接盘的径向、周向和轴向,通常,连接盘与机床头架的主轴或顶尖同轴,故,也可以理解为机床头架的主轴或顶尖的径向、周向和轴向。
本实用新型公开的各优选和可选的技术手段,除特别说明外及一个优选或可选技术手段为另一技术手段的进一步限定外,均可以任意组合,形成若干不同的技术方案。
Claims (10)
1.回转气缸前置式磨床自动卡具,包括卡具,所述卡具包括连接盘及设置于所述连接盘的前侧面并与连接盘径向滑动连接的多个卡件,其特征在于还包括旋转气缸以及向所述卡件施以径向向内的力的弹簧装置,所述旋转气缸轴向设置,其活塞体的前部呈锥形,从所述旋转气缸的缸体前端延伸出来,所述连接盘的后侧面设有多个其径向内侧能够与所述活塞体的前部锥面压力接触的径向传动件,所述径向传动件与所述连接盘径向活动连接,所述径向传动件与所述卡件一一对应且采用与所述卡件相同的周向分布方式,所述径向传动件的径向外端分别与各自对应的所述卡件径向传动连接,所述旋转气缸固定安装在头架拨盘的前面且与所述头架拨盘同轴。
2.如权利要求1所述的回转气缸前置式磨床自动卡具,其特征在于所述卡件包括夹紧块及固定安装在所述夹紧块上的V形块,所述V形块呈径向上内窄外宽的V形。
3.如权利要求2所述的回转气缸前置式磨床自动卡具,其特征在于所述卡件的数量为两个,对称设置在轴线的两侧,所述夹紧块的径向内端呈U形,U形的开口朝内,两侧设有立柱,所述弹簧装置包括分别作用于两立柱的两个预压缩螺旋弹簧,所述预压缩螺旋弹簧的内端连接相应立柱的外端,外端连接相应的弹簧限位装置,所述弹簧限位装置固定安装在所述连接盘上。
4.如权利要求3所述的回转气缸前置式磨床自动卡具,其特征在于所述立柱的外端延伸出一段弹簧定位杆,所述弹簧定位杆的外径小于所述立柱的外径,相应的预压缩螺旋弹簧套在所述弹簧定位杆的外侧,下端压在立柱和弹簧定位杆变径处的端面上,所述弹簧限位装置为可调的弹簧限位装置,包括弹簧调节螺杆和旋转在弹簧调节螺杆上的弹簧调节螺母,所述预压缩螺旋弹簧的外端抵靠在相应的弹簧调节螺母内侧的垫圈上或者直接抵靠在相应的弹簧调节螺母上。
5.如权利要求4所述的回转气缸前置式磨床自动卡具,其特征在于两卡件的同侧立柱位于同一直线上,端面为相互平行的平面且设置向外延伸出的唇边,两相对唇边中的一个唇边上设有顶丝,所述顶丝旋转在相应唇边的顶丝通孔上。
6.如权利要求1-5任一项所述的回转气缸前置式磨床自动卡具,其特征在于所述气缸的外筒体的侧壁上设有前后两个通气孔,前通气孔和后通气孔分别连通气缸的前腔和后腔,所述外筒体的外侧套设有筒状的供气环,所述供气环与所述外筒体同轴且两者之间设有用于旋转配合的环隙,所述供气环通过套设在外筒体中部外侧的轴承与所述外筒体旋转连接,以允许两者之间相对转动,所述供气环的内壁设有前后两个环形的供气槽,前供气槽与前通气口的轴向位置相同,与前通气孔连通,后供气槽与后通气孔的轴向位置相同,与后通气孔连通,所述供气环上还设有分别连通前后供气槽的前后两个气路接口,前气路接口连通所述前供气槽,后气路接口连通所述后供气槽。
7.如权利要求6所述的回转气缸前置式磨床自动卡具,其特征在于所述供气槽内嵌装有环形的密封圈,所述密封圈径向上的内端窄于所述供气槽的宽度,与供气槽的侧壁之间留有间距,端面上设有小凹槽,外端宽于或等于供气槽的宽度,与供气槽的侧壁相接触,端面上设有大凹槽,内外两端面的凹槽之间分布有若干通孔,形成连通内外凹槽的气流通道。
8.如权利要求1-5任一项所述的回转气缸前置式磨床自动卡具,其特征在于所述回转气缸的外筒体内设有与所述外筒体同轴的内筒体,所述回转气缸的活塞体通过其轴向中孔套设在所述内筒体上且与所述内筒体密封滑动配合,所述内筒体设有轴向的中孔。
9.如权利要求8所述的回转气缸前置式磨床自动卡具,其特征在于所述外筒体的后侧设有与所述内筒体密封连接的后端盖,封闭住所述内外筒体之间的环隙后端,所述外筒体的前侧设有与所述活塞体密封滑动配合的前端盖,所述前端盖设有套在所述活塞体外侧且与所述活塞体密封滑动配合的轴向中孔,由此实现与所述活塞体密封滑动配合且封闭住所述外筒体与所述活塞体之间的环隙的前端。
10.如权利要求9所述的回转气缸前置式磨床自动卡具,其特征在于所述前端盖设有径向向外延伸出的凸缘,所述连接盘通过连接件固定连接在所述前端盖的凸缘上且与所述凸缘之间留有间距。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022817866.5U CN214213425U (zh) | 2020-11-30 | 2020-11-30 | 回转气缸前置式磨床自动卡具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022817866.5U CN214213425U (zh) | 2020-11-30 | 2020-11-30 | 回转气缸前置式磨床自动卡具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214213425U true CN214213425U (zh) | 2021-09-17 |
Family
ID=77699815
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022817866.5U Active CN214213425U (zh) | 2020-11-30 | 2020-11-30 | 回转气缸前置式磨床自动卡具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214213425U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112405349A (zh) * | 2020-11-30 | 2021-02-26 | 北京第二机床厂有限公司 | 回转气缸前置式磨床自动卡具 |
-
2020
- 2020-11-30 CN CN202022817866.5U patent/CN214213425U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112405349A (zh) * | 2020-11-30 | 2021-02-26 | 北京第二机床厂有限公司 | 回转气缸前置式磨床自动卡具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6030326A (en) | Automatic blade changing system | |
| CN203726183U (zh) | 一种用于加工差速器壳体的夹具 | |
| CN212735034U (zh) | 一种活塞杆加工定位装置 | |
| CN203592165U (zh) | 三爪定心装置 | |
| CN102935600A (zh) | 多面加工装置 | |
| CN111014783B (zh) | 一种定位钻孔旋转台 | |
| CN214213425U (zh) | 回转气缸前置式磨床自动卡具 | |
| CN211278469U (zh) | 一种圆形件三爪智能夹爪 | |
| CN113857975A (zh) | 一种球形阀门的打磨装置及其生产工艺 | |
| CN215415387U (zh) | 一种用于旋转探伤机检测棒材的夹持装置 | |
| CN201505736U (zh) | 一种带有轴向定位功能的弹簧夹头装置 | |
| CN112405349A (zh) | 回转气缸前置式磨床自动卡具 | |
| CN116690092A (zh) | 一种电动卡盘及其使用方法 | |
| CN111843658A (zh) | 一种管材自动打磨装置 | |
| CN220637046U (zh) | 一种轮毂卡盘治具 | |
| CN111055148B (zh) | 一种夹持工装及加工系统 | |
| KR20110019599A (ko) | 수치제어식 로터리테이블의 클램핑장치 | |
| CN218050334U (zh) | 一种凸缘外圆法兰端面车削工装 | |
| CN209647985U (zh) | 一种四工位旋转切换装置 | |
| CN114472948B (zh) | 一种多种组合实现高同心度的卡盘 | |
| CN112757005A (zh) | 一种差速器加工用机械式自定心夹具及其使用方法 | |
| CN113681178B (zh) | 一种刹车制动型贯通卡盘以及激光切割机 | |
| CN114905311B (zh) | 一种适用于大型回转支承加工的专用夹具 | |
| CN110682238A (zh) | 一种用于汽车零件空心管夹持机构及其夹持方法 | |
| CN115178759B (zh) | 一种用于数控纵切车床的主轴夹紧装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |