CN116084087A - Method for producing high-hydroscopicity cloned-spun non-woven fabric by adding SAP (super absorbent polymer) on cloned-spinning production line - Google Patents
Method for producing high-hydroscopicity cloned-spun non-woven fabric by adding SAP (super absorbent polymer) on cloned-spinning production line Download PDFInfo
- Publication number
- CN116084087A CN116084087A CN202211719601.9A CN202211719601A CN116084087A CN 116084087 A CN116084087 A CN 116084087A CN 202211719601 A CN202211719601 A CN 202211719601A CN 116084087 A CN116084087 A CN 116084087A
- Authority
- CN
- China
- Prior art keywords
- sap
- melt
- cloned
- spinning
- wood pulp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920000247 superabsorbent polymer Polymers 0.000 title claims abstract description 122
- 238000009987 spinning Methods 0.000 title claims abstract description 61
- 239000004745 nonwoven fabric Substances 0.000 title claims abstract description 55
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 53
- 238000000034 method Methods 0.000 claims abstract description 50
- 239000000463 material Substances 0.000 claims abstract description 49
- 238000010521 absorption reaction Methods 0.000 claims abstract description 45
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 39
- 229920001131 Pulp (paper) Polymers 0.000 claims abstract description 37
- 239000000835 fiber Substances 0.000 claims abstract description 33
- 239000004594 Masterbatch (MB) Substances 0.000 claims abstract description 29
- 238000004049 embossing Methods 0.000 claims abstract description 21
- 239000002994 raw material Substances 0.000 claims abstract description 20
- 230000035699 permeability Effects 0.000 claims abstract description 10
- 238000010438 heat treatment Methods 0.000 claims abstract description 8
- 238000002844 melting Methods 0.000 claims abstract description 8
- 230000008018 melting Effects 0.000 claims abstract description 8
- 230000008569 process Effects 0.000 claims description 38
- 239000000155 melt Substances 0.000 claims description 25
- 238000010367 cloning Methods 0.000 claims description 17
- 239000002245 particle Substances 0.000 claims description 13
- 238000002156 mixing Methods 0.000 claims description 11
- 229920000058 polyacrylate Polymers 0.000 claims description 8
- 230000001105 regulatory effect Effects 0.000 claims description 8
- 238000009833 condensation Methods 0.000 claims description 5
- 238000007791 dehumidification Methods 0.000 claims description 5
- 239000000428 dust Substances 0.000 claims description 5
- 238000005485 electric heating Methods 0.000 claims description 5
- 230000009969 flowable effect Effects 0.000 claims description 5
- 239000012535 impurity Substances 0.000 claims description 5
- 229920002472 Starch Polymers 0.000 claims description 4
- JYLTYGKNPRAOJY-UHFFFAOYSA-N prop-2-enamide;prop-2-enenitrile;prop-2-enoic acid Chemical compound C=CC#N.NC(=O)C=C.OC(=O)C=C JYLTYGKNPRAOJY-UHFFFAOYSA-N 0.000 claims description 4
- 239000008107 starch Substances 0.000 claims description 4
- 235000019698 starch Nutrition 0.000 claims description 4
- 229920001897 terpolymer Polymers 0.000 claims description 4
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 claims description 2
- 229920002785 Croscarmellose sodium Polymers 0.000 claims description 2
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 claims description 2
- 239000004354 Hydroxyethyl cellulose Substances 0.000 claims description 2
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 claims description 2
- 239000000203 mixture Substances 0.000 claims description 2
- 229920002401 polyacrylamide Polymers 0.000 claims description 2
- 239000004743 Polypropylene Substances 0.000 abstract description 29
- 230000014759 maintenance of location Effects 0.000 abstract description 11
- 239000012792 core layer Substances 0.000 abstract description 5
- -1 polypropylene Polymers 0.000 abstract description 4
- 229920001155 polypropylene Polymers 0.000 abstract description 4
- 238000007493 shaping process Methods 0.000 abstract description 4
- 238000001223 reverse osmosis Methods 0.000 abstract description 3
- 239000007788 liquid Substances 0.000 description 17
- 239000011347 resin Substances 0.000 description 12
- 229920005989 resin Polymers 0.000 description 12
- 230000002745 absorbent Effects 0.000 description 8
- 239000002250 absorbent Substances 0.000 description 8
- 238000007664 blowing Methods 0.000 description 5
- 239000006185 dispersion Substances 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- 230000005494 condensation Effects 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000036541 health Effects 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000012567 medical material Substances 0.000 description 2
- 239000004750 melt-blown nonwoven Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 238000009827 uniform distribution Methods 0.000 description 2
- 229920002126 Acrylic acid copolymer Polymers 0.000 description 1
- 206010017472 Fumbling Diseases 0.000 description 1
- 206010021639 Incontinence Diseases 0.000 description 1
- 238000012271 agricultural production Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000008280 blood Substances 0.000 description 1
- 210000004369 blood Anatomy 0.000 description 1
- 210000000481 breast Anatomy 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000000499 gel Substances 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 230000002439 hemostatic effect Effects 0.000 description 1
- 239000000017 hydrogel Substances 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 239000011859 microparticle Substances 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920001495 poly(sodium acrylate) polymer Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000001568 sexual effect Effects 0.000 description 1
- NNMHYFLPFNGQFZ-UHFFFAOYSA-M sodium polyacrylate Chemical compound [Na+].[O-]C(=O)C=C NNMHYFLPFNGQFZ-UHFFFAOYSA-M 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/10—Other agents for modifying properties
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/02—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from cellulose, cellulose derivatives, or proteins
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/06—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyolefin as constituent
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/56—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving in association with fibre formation, e.g. immediately following extrusion of staple fibres
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C23/00—Making patterns or designs on fabrics
- D06C23/04—Making patterns or designs on fabrics by shrinking, embossing, moiréing, or crêping
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
- Y02P70/62—Manufacturing or production processes characterised by the final manufactured product related technologies for production or treatment of textile or flexible materials or products thereof, including footwear
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
The invention discloses a method for producing a high-hydroscopicity cloned-spun non-woven fabric by adding SAP (super absorbent polymer) in a cloned-spinning production line, which comprises the steps of raw material standby, heating and melting, spinning forming, embossing and coiling, wherein the raw materials comprise wood pulp fiber, melt-blown PP (polypropylene), hydrophilic master batches and SAP (super absorbent polymer) materials. According to the invention, through adjusting the technological parameters such as the angle parameters of the die head, the main suction parameters and the like, the SAP material is sprayed on the net curtain together with wood pulp during spinning, so that the SAP can be directly and stably added on line, the SAP can be added in a layered manner, the added SAP falls into the core layer of the product, and the blanking is balanced and stable, uniformly distributed and tightly packed. The SAP has excellent water absorption and retention properties, the hydrophilic master batch can endow the nonwoven fabric with high-efficiency hydrophilic water permeability, the twin-spinning product produced by the method has strong water absorption and retention properties, high water absorption speed and high water retention rate, does not stick together after water absorption and saturation, does not scatter materials, is stable in product shaping, does not reverse osmosis, is soft and skin-friendly, and has high use value.
Description
Technical Field
The invention relates to the technical field of twin spinning, in particular to a method for producing high-hydroscopicity twin-spun non-woven fabric by adding SAP in a twin-spinning production line.
Background
Nonwoven fabrics, also known as nonwovens, are composed of oriented or random fibers. Currently, the nonwoven industry is well-developed, nonwoven fabrics play an increasingly important role in daily life, and are widely used in the fields of medical materials, filter materials, clothing materials, decorative materials, sanitary materials, geotechnics, buildings and the like. In wiping products, the nonwoven, known as "slubbed", is the largest content of base material. The twin-spinning product is a multi-fiber blended novel composite non-woven material formed by mixing high-temperature superfine fibers produced by an MPM melt-blowing process equipment technology, natural wood pulp fibers and the like into a net through air flow and performing high-temperature heat-sealing entanglement net laying. The novel material of the twin-spinning can be mainly used for high-grade wet tissues, masks, medical and health care products of medical operating gowns, sanitary napkins, diaper bottom films, breast pads and other products, and can be widely applied to the industrial fields of sanitary products, medical materials, daily life, industrial filtration, sound insulation, heat insulation and the like.
The twin-spun non-woven fabric is developed on the basis of the traditional melt-blown non-woven fabric process, and the product has the characteristics of both melt-blown non-woven fabric and spunlaced non-woven fabric. The twin-spinning non-woven fabric has simple raw materials, advanced process and no discharge in the production process, and the production cost is greatly lower than that of the traditional glued dry paper, spun-laced non-woven fabric and wood pulp spun-laced fabric. However, the raw materials of the conventional cloning nonwoven fabrics on the market at present usually only comprise melt-blown PP (polypropylene) and wood pulp, and the produced conventional cloning nonwoven fabrics are poor in liquid absorption and liquid retention due to poor water absorption performance of the melt-blown PP (polypropylene) and the wood pulp, and are low in water absorption speed, poor in water absorption capacity and low in water retention rate. The nonwoven fabric has high requirements on water absorption and liquid retention performance in medical and sanitary materials and wiping materials. For example, in the medical and health field, the disinfection wet tissue, wound dressing, hemostatic patch, bandage, liquid absorbing pad and the like are required to have good blood and liquid absorption performance; absorbent disposable materials, such as infant diapers, feminine napkins, adult incontinence pads, and the like, have a greater need for material hydrophilicity; therefore, the problems of poor hydrophilic effect, low product liquid absorption speed, poor water absorption capacity, even non-liquid absorption, low water retention rate and the like of the double-spinning product greatly limit the application range of the double-spinning product and limit the development of the double-spinning non-woven fabric product.
SAP (high molecular water-absorbing resin) is a slightly cross-linked and partially neutralized acrylic acid copolymer prepared from sodium polyacrylate, and is a novel functional high molecular material containing strong hydrophilic groups such as hydroxyl, carboxyl and the like and having a certain degree of cross-linking. Polyacrylate, starch acrylate polymer, starch-acrylonitrile graft copolymer, acrylamide-acrylonitrile-acrylic acid terpolymer, etc. can be used as the super absorbent resin. SAP has the function of high water absorption which is hundreds to thousands times heavier than the SAP, and has excellent water retention performance, and once the SAP swells into hydrogel after water absorption, the SAP is difficult to separate water even if the SAP is pressurized, and the SAP has strong water absorption and water retention property and high water absorption; therefore, it has wide application in various fields of personal hygiene products, industrial and agricultural production, civil construction and the like. SAP (high molecular water-absorbing resin) is mainly used as a raw material of sanitary napkins and paper diapers in the sanitary field. However, the SAP is also insufficient in use, and when preparing sanitary articles, the SAP is required to be ground into finer powder, then the powder is fixed in a wrap with a certain shape, and finally the wrap is sealed for use.
At present, in the production process of the double-spun non-woven fabric, the conventional MPM melt-blowing process is mature, but the addition of SAP (high molecular water-absorbing resin) in the MPM melt-blowing process of the double-spun production line is difficult to realize in the industry at present, and the industry is not referred to by the precedent of adding SAP (high molecular water-absorbing resin) in the MPM process. Because the MPM process is formed by spinning and blowing yarns through interlacing of a plurality of high-speed winds, and the high-temperature mixing is performed to form a net, when the SAP is added, the SAP particles are impacted by the plurality of high-speed winds, so that the SAP particles cannot normally fall into a core layer of a product or the SAP particles are unevenly distributed. In the aspect of online SAP material adding process on the twin spinning production line, the applicant has also made more related researches by Nanning rainbow new material stock Co., ltd, and developed a novel process capable of adding SAP on the twin spinning production line, the technical scheme can be seen in the patent application document with the application number of 202110667922.8, and the online direct SAP adding on the twin spinning production line can be realized by adopting the process, so that the liquid absorption and liquid retention properties of the produced twin spinning product are improved. However, the process has the defects of unstable SAP addition and uneven SAP distribution when SAP is added online, the process needs to be improved, and the quality, liquid absorption and liquid retention performance of the product can be further improved.
Therefore, the method for stably adding SAP on the twin-spinning production line to ensure that SAP particles stably fall into the core layer of the product and are uniformly distributed is developed, and the method has important significance in improving the water absorption and liquid retention properties of the twin-spinning product, developing the high water absorption and liquid retention properties, stabilizing the shaping of the product, expanding the application range of the twin-spinning product and promoting the development of the twin-spinning non-woven product.
Disclosure of Invention
The invention aims to provide a method for producing a high-hydroscopicity clone-spun non-woven fabric by adding SAP (super absorbent polymer) in a clone-spun production line aiming at the defects of the prior art, and the method overcomes the difficulty of adding super absorbent resin in high-speed wind turbulence of melt-blown net, can realize stable addition of SAP (high-molecular hydroscopic resin) material in the clone-spun product, ensures balanced and stable SAP blanking and uniform distribution, and improves the water absorption and water retention properties of the product while keeping the original clone-spun soft property; in addition, the hydrophilic master batch is added into the raw materials, so that the hydrophilicity of the product is improved doubly, and the double-spun non-woven fabric product produced by the method has the advantages of strong water absorption and liquid retention, no lump formation and no bulk after water absorption saturation, stable product shaping, no reverse osmosis, softness and skin friendliness.
In order to achieve the above purpose, the present invention adopts the following technical scheme:
a method for producing a high-hydroscopicity cloned-spun non-woven fabric by adding SAP in a cloning production line comprises the following steps:
(1) The raw materials are for standby: taking all raw materials according to the mass ratio of wood pulp fiber to melt-blown PP to hydrophilic master batch to SAP material of (3-5) to (7-5) to (0.1-0.3) to (1-5), and opening the wood pulp fiber into a single fiber state for standby; adding hydrophilic masterbatch into a melt-blown PP feeding system;
(2) Heating and melting: conveying the melt-blown PP and the hydrophilic masterbatch into a screw extruder through a feeding device, heating the interior of the screw extruder to 200-250 ℃, uniformly mixing the melt-blown PP and the hydrophilic masterbatch through the screw extruder, melting the mixture into a flowable melt, and putting the melt into a filter to filter impurities and coarser particles in the melt for later use;
(3) And (3) spinning and forming: flowing the filtered melt into a die head through a metering pump, wherein the temperature of the metering pump and the die head is controlled at 200-250 ℃; simultaneously, high-temperature traction air flow at 230-280 ℃ is generated through an electric heating air device, and the melt flows out of a die head spinneret orifice and is impacted by heated high-flow-rate air at the same time, so that the melt falls onto a net-condensation curtain in a net-forming machine, and a suction bellows device is arranged on the net-forming machine; simultaneously outputting compressed air by using an air compressor, carrying out dust removal and dehumidification treatment on the compressed air, agglomerating wood pulp and SAP materials in a single fiber state on a net-coagulating curtain by using the compressed air, tightly wrapping the SAP materials by using nodes of melt-blown PP and wood pulp fibers, mixing and agglomerating the melt, the wood pulp and the SAP materials to form; main parameters in the spinning forming process are set: the vertical angle of the die head is regulated to be 0-45 degrees, and the height from the forming net is 300-700 mm; die head process air blower: 700-1300 rpm; suction bellows suction fan: 1500+/-200 rpm, and the air permeability of the forming wire is 700cfm; the process parameters of the wood pulp opening device are adjusted as follows: 2000.+ -.500 rpm; the technological parameters of the hot air blower are as follows: 1000.+ -.500 rpm; the temperature of the cold air is regulated to 8-12 ℃; the air output of the fan in the cold air process is preferably 60-90%;
(4) Embossing: embossing the surface of the formed twin-spinning non-woven fabric by using an embossing die, wherein the temperature of an embossing roller is less than or equal to 100 ℃;
(5) And (3) coiling: and (3) placing the nonwoven fabric subjected to the twin spinning in a dry and ventilated room temperature environment, standing for 24-36 h, and coiling after the nonwoven fabric subjected to the twin spinning is thoroughly dried.
Further, in the method for producing the high-hydroscopicity cloned-spun nonwoven fabric by adding the SAP into the cloned-spun production line, an SAP spreader and a feeding device are arranged on the cloned-spun production line in the step (3); the SAP is added in the step (3) and the height of the scattering distance from the forming net is 500-650 mm; SAP feed fluctuation: 2kg.
Further, the SAP material may be one or more of an acrylamide-acrylonitrile-acrylic acid terpolymer, a polyacrylate, a starch acrylate polymer, a cross-linked carboxymethyl cellulose grafted acrylamide, and a cross-linked hydroxyethyl cellulose grafted acrylamide polymer.
The SAP material used in the present invention, namely, the polymer absorbent resin, was capable of absorbing and retaining a much larger amount of liquid than the mass itself, and was excellent in water retention properties, and its characteristics and advantages are shown in table 1 below. The SAP is applied to the absorbent core product, so that the product has excellent water-retaining performance, the surface of the product is kept dry under the saturated condition, and meanwhile, the product is leak-proof, and the excellent water-retaining function of the product is highlighted.

Advantages of SAP: 1. less moisture regain: high water absorption energy and is suitable for improving the water absorption speed. 2. Good diffusivity (gel blocking prevention): low initial water absorption speed, few micro particles and narrow particle distribution surface. 3. Uniform dispersion: has good fluidity under high humidity and narrow particle distribution surface. 4. Return migration: the particles are less.
In the invention, by combining the characteristics of the production raw materials, the SAP raw materials are added for better fusion, and an online layering adding mode is adopted by a diffuser and a feeding device matched auxiliary device. In order to stabilize the SAP blanking weight and keep blanking distribution balance in the adding process, the parameters of the existing production process equipment are matched and adjusted, such as: the vertical angle of the die head is regulated to be 0-45 degrees, and the height from the forming net is 300-700 mm; die head process air blower: 700-1300 rpm and die temperature 200-250 ℃; suction bellows suction fan: 1500+/-200 rpm, and the air permeability of the forming wire is 700cfm; adjusting the temperature of cold air to 8-12 ℃.
After multiple on-line fumbling tests prove that the product process is uniform and stable from initial uneven to final spinning, SAP blanking is uniform and stable, wrapping is tight, and the surface layer of the product is not lost in softness. In the invention, stable addition of SAP material can be completely realized on line by adjusting process parameters and adding an SAP spreader and a charging device matched auxiliary device on the cloning line. The SAP is added on the cloning production line stably on line, so that the water absorption and water retention performances of the produced sexual cloning nonwoven fabric product can be greatly improved, and the integral absorption and water retention performances of the product are improved dramatically.
The hydrophilic master batch used in the invention is produced by taking polypropylene as a carrier, can endow PP fibers with hydrophilic performance, has good flushing resistance and dispersibility, and can be obtained by market. The hydrophilic master batch is used for producing the non-woven fabric, can endow the non-woven fabric with the characteristics of high-efficiency hydrophilic performance and good water permeability, and has the characteristics of retaining the original mechanical and physical properties, strength, fabric surface smoothness, no fuzzing, difficult fiber peeling and good air permeability of the product. According to the invention, the hydrophilic master batch is added into the raw materials, so that the polarity of the produced cloning product can be increased, the rapid penetration of moisture to the cloning non-woven fabric is promoted, the hydrophilicity and the water permeability of the product are improved, and the hydrophilic performance of the produced product can be high-efficiency and durable.
The beneficial effects of the invention are as follows:
SAP is added on line in the MPM melt blowing process of the twin spinning production line, and due to the impact of multiple high-speed winds, SAP particles cannot normally fall into a core layer of a product or are unevenly distributed. According to the invention, through selecting proper SAP adding and scattering height of 500-650 mm, mixing with fluff pulp is promoted, the PP interweaving angle is matched, a plurality of high-speed hot air flows are balanced, impact interference is overcome, and through repeated tests and adjustment, proper technological parameters are obtained, a multi-fiber blending SAP adding process is innovated, stable addition of SAP polymers is realized, and SAP feeding fluctuates: 2kg.
The invention provides a method for producing a high-hydroscopicity cloned-spun non-woven fabric by adding SAP (super absorbent polymer) in a cloning production line, which overcomes the difficulty of adding super absorbent resin in high-speed wind turbulence of melt-blown net, can realize stable addition of SAP (high-molecular hydroscopic resin) material in a cloning product, and ensures that SAP falls into a core layer of the product, and has balanced and stable blanking, uniform distribution and tight package. The SAP material and wood pulp can be sprayed on the net curtain together during spinning and forming, SAP is directly added on line, so that the SAP is added in layers, and the produced product has improved water absorption and water retention performance while the original soft property of the twin-spinning is maintained; in addition, the method increases the investment of hydrophilic master batches in the raw materials, and doubly improves the hydrophilicity of the product.
The double-spun non-woven fabric product produced by the method has high water absorption, strong water absorption and liquid retention performance, high water absorption speed, high water retention rate, no lump formation and no bulk after water absorption saturation, stable product shaping, no reverse osmosis, softness and skin friendliness. The water retention capacity of the product of the double-spun non-woven fabric produced by the method reaches more than 55g/g, and the absorption multiplying power reaches more than 115 g/g; the improvement range is 500% -1000%, the product use value is high, the application space of the cloned spinning product is improved, and the development of the cloned spinning non-woven fabric product is promoted.
Drawings
FIG. 1 is a schematic flow chart of a production process of a method for producing a high water absorption cloned-spun nonwoven fabric by adding SAP in a cloned-spinning production line;
FIG. 2 is a schematic process diagram of a spinning step in a method for producing a high water absorption cloned-spun nonwoven fabric by adding SAP in a cloned-spinning production line according to the present invention;
FIG. 3 is a sample of a high water absorption cloned nonwoven fabric product produced by the method of the present invention.
Detailed Description
Example 1
A method for producing a high-hydroscopicity cloned-spun non-woven fabric by adding SAP in a cloning production line comprises the following steps:
(1) The raw materials are for standby: taking all raw materials according to the mass ratio of wood pulp fiber to melt-blown PP to hydrophilic master batch to SAP material of 3:7:0.3:1, and opening the wood pulp fiber into a single fiber state for standby; adding hydrophilic masterbatch into a melt-blown PP feeding system; the SAP material is polyacrylate polymer water-absorbing resin, which can be obtained by market;
(2) Heating and melting: the melt-blown PP and the hydrophilic masterbatch are sent into a screw extruder through a feeding device, the screw extruder is heated to 205 ℃, the melt-blown PP and the hydrophilic masterbatch are uniformly mixed and melted into a flowable melt through the screw extruder, and the melt is put into a filter to filter impurities and coarser particles in the melt for standby;
(3) And (3) spinning and forming: flowing the filtered melt into a die head through a metering pump, wherein the temperature of the metering pump and the die head are controlled at 205 ℃; simultaneously, high-temperature traction air flow at 230-280 ℃ is generated through an electric heating air device, and the melt flows out of a die head spinneret orifice and is impacted by heated high-flow-rate air at the same time, so that the melt falls onto a net condensation curtain in a net forming machine, and a suction fan is arranged on the net forming machine; the twin spinning production line is provided with an SAP spreader and a feeding device; simultaneously outputting compressed air by using an air compressor, carrying out dust removal and dehumidification treatment on the compressed air, agglomerating wood pulp and SAP materials in a single fiber state on a net-coagulating curtain by using the compressed air, tightly wrapping the SAP materials by using nodes of melt-blown PP and wood pulp fibers, mixing and agglomerating the melt, the wood pulp and the SAP materials to form; main parameters in the spinning forming process are set: the vertical angle of the die head is regulated to be 0-45 degrees, and the height from the forming net is 300mm; die head process air blower: 1100rpm; suction bellows suction fan: 1500rpm, forming wire air permeability 700cfm; the process parameters of the wood pulp opening device are adjusted as follows: 2000rpm; the technological parameters of the hot air blower are as follows: 1000rpm; adjusting the air output of a fan in a cold air process to 60% and the temperature of cold air to 8-12 ℃; the SAP addition dispersion was 500mm from the forming wire height; SAP feed fluctuation: 2kg;
(4) Embossing: embossing the surface of the formed twin-spinning non-woven fabric by using an embossing die, wherein the temperature of an embossing roller is less than or equal to 100 ℃;
(5) And (3) coiling: and (3) placing the cloned-spun non-woven fabric in a dry and ventilated room temperature environment for 24 hours, and coiling after the cloned-spun non-woven fabric is dried thoroughly.
Example 2
A method for producing a high-hydroscopicity cloned-spun non-woven fabric by adding SAP in a cloning production line comprises the following steps:
(1) The raw materials are for standby: taking all raw materials according to the mass ratio of wood pulp fiber to melt-blown PP to hydrophilic master batch to SAP material of 4:6:0.2:3, and opening the wood pulp fiber into a single fiber state for standby; adding hydrophilic masterbatch into a melt-blown PP feeding system; the SAP material is starch acrylate polymer;
(2) Heating and melting: the melt-blown PP and the hydrophilic masterbatch are sent into a screw extruder through a feeding device, the screw extruder is heated to 220 ℃, the melt-blown PP and the hydrophilic masterbatch are uniformly mixed and melted into a flowable melt through the screw extruder, and the melt is put into a filter to filter impurities and coarser particles in the melt for standby;
(3) And (3) spinning and forming: flowing the filtered melt into a die head through a metering pump, wherein the temperature of the metering pump and the die head is controlled at 220 ℃; simultaneously, high-temperature traction air flow at 230-280 ℃ is generated through an electric heating air device, and the melt flows out of a die head spinneret orifice and is impacted by heated high-flow-rate air at the same time, so that the melt falls onto a net condensation curtain in a net forming machine, and a suction fan is arranged on the net forming machine; the twin spinning production line is provided with an SAP spreader and a feeding device; simultaneously outputting compressed air by using an air compressor, carrying out dust removal and dehumidification treatment on the compressed air, agglomerating wood pulp and SAP materials in a single fiber state on a net-coagulating curtain by using the compressed air, tightly wrapping the SAP materials by using nodes of melt-blown PP and wood pulp fibers, mixing and agglomerating the melt, the wood pulp and the SAP materials to form; main parameters in the spinning forming process are set: the vertical angle of the die head is regulated to be 0-45 degrees, and the height from the forming net is 500mm; die head process air blower: 1300rpm; suction bellows suction fan: 1400rpm, forming wire air permeability 700cfm; the process parameters of the wood pulp opening device are adjusted as follows: 1800rpm; the technological parameters of the hot air blower are as follows: 1900rpm; adjusting the air output of a fan in a cold air process to 75% and the temperature of cold air to 8-12 ℃; the SAP addition dispersion was 600mm from the forming wire height; SAP feed fluctuation: 2kg;
(4) Embossing: embossing the surface of the formed twin-spinning non-woven fabric by using an embossing die, wherein the temperature of an embossing roller is less than or equal to 100 ℃;
(5) And (3) coiling: and (3) placing the cloned-spun non-woven fabric in a dry and ventilated room temperature environment for 30 hours, and coiling after the cloned-spun non-woven fabric is dried thoroughly.
Example 3
A method for producing a high-hydroscopicity cloned-spun non-woven fabric by adding SAP in a cloning production line comprises the following steps:
(1) The raw materials are for standby: taking all raw materials according to the mass ratio of wood pulp fiber to melt-blown PP to hydrophilic master batch to SAP material of 5:5:0.1:4, and opening the wood pulp fiber into a single fiber state for standby; adding hydrophilic masterbatch into a melt-blown PP feeding system; the SAP material is selected from acrylamide-acrylonitrile-acrylic acid terpolymer;
(2) Heating and melting: the melt-blown PP and the hydrophilic masterbatch are sent into a screw extruder through a feeding device, the screw extruder is heated to 250 ℃, the melt-blown PP and the hydrophilic masterbatch are uniformly mixed and melted into a flowable melt through the screw extruder, and the melt is put into a filter to filter impurities and coarser particles in the melt for standby;
(3) And (3) spinning and forming: the filtered melt flows into a die head through a metering pump, and the temperature of the metering pump and the die head is controlled at 250 ℃; simultaneously, high-temperature traction air flow at 230-280 ℃ is generated through an electric heating air device, and the melt flows out of a die head spinneret orifice and is impacted by heated high-flow-rate air at the same time, so that the melt falls onto a net condensation curtain in a net forming machine, and a suction fan is arranged on the net forming machine; the twin spinning production line is provided with an SAP spreader and a feeding device; simultaneously outputting compressed air by using an air compressor, carrying out dust removal and dehumidification treatment on the compressed air, agglomerating wood pulp and SAP materials in a single fiber state on a net-coagulating curtain by using the compressed air, tightly wrapping the SAP materials by using nodes of melt-blown PP and wood pulp fibers, mixing and agglomerating the melt, the wood pulp and the SAP materials to form; main parameters in the spinning forming process are set: the vertical angle of the die head is regulated to be 0-45 degrees, and the height from the forming net is 700mm; die head process fan: 1300rpm; suction bellows suction fan: 1700rpm, forming wire air permeability 700cfm; the process parameters of the wood pulp opening device are adjusted as follows: 2500rpm; the technological parameters of the hot air blower are as follows: 1500rpm; adjusting the air output of a fan in a cold air process to 90% and the temperature of cold air to 8-12 ℃; the SAP addition dispersion was 650mm from the forming wire height; SAP feed fluctuation: 2kg;
(4) Embossing: embossing the surface of the formed twin-spinning non-woven fabric by using an embossing die, wherein the temperature of an embossing roller is less than or equal to 100 ℃;
(5) And (3) coiling: and (3) placing the nonwoven fabric subjected to the twin spinning in a dry and ventilated room temperature environment, standing for 24-36 h, and coiling after the nonwoven fabric subjected to the twin spinning is thoroughly dried.
EXAMPLE 4 Performance Effect
The SAP (super absorbent resin) material with a certain proportion is added on the cloning production line, so that the cloning product has incomparable super absorbent performance. After SAP is added, the water retention and the water absorption rate of the product are increased in multiple, and the performance of the twin-spinning non-woven fabric product produced after SAP and hydrophilic masterbatch are added according to the method of the embodiment 1-3 of the invention is compared with that of a conventional twin-spinning product without SAP and hydrophilic masterbatch, and specific data are shown in the following tables 2-5:

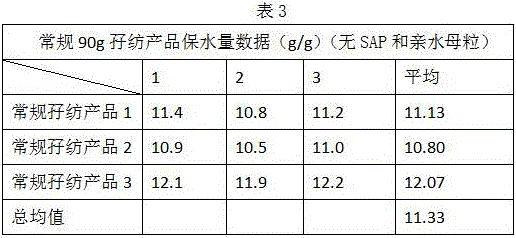
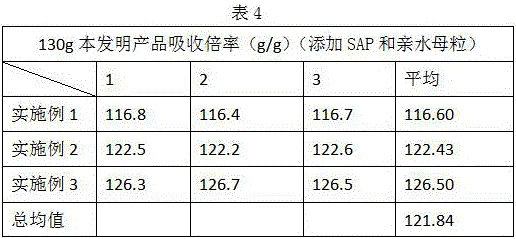
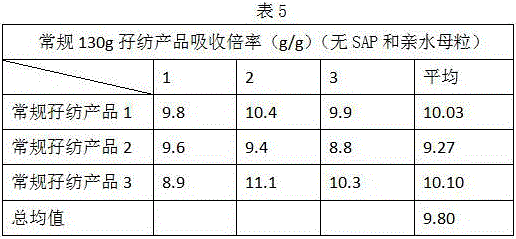
as can be seen from the comparison of the data in tables 2-5, compared with the conventional cloned-spun product without the SAP and the hydrophilic masterbatch, the water retention and absorption rate of the cloned-spun non-woven product produced by the method of the invention after the hydrophilic masterbatch and the SAP material are added are greatly improved, the hydrophilic water retention performance of the product is improved, the water absorption and liquid retention performance of the cloned-spun non-woven product produced by the method of the invention is strong, the water absorption speed is high, the absorption rate is high, the water retention is high, and the product use value is high.
Claims (4)
1. A method for producing a high-hydroscopicity cloned-spun non-woven fabric by adding SAP in a cloning production line is characterized by comprising the following steps:
(1) The raw materials are for standby: taking all raw materials according to the mass ratio of wood pulp fiber to melt-blown PP to hydrophilic master batch to SAP material of (3-5) to (7-5) to (0.1-0.3) to (1-5), and opening the wood pulp fiber into a single fiber state for standby; adding hydrophilic masterbatch into a melt-blown PP feeding system;
(2) Heating and melting: conveying the melt-blown PP and the hydrophilic masterbatch into a screw extruder through a feeding device, heating the interior of the screw extruder to 200-250 ℃, uniformly mixing the melt-blown PP and the hydrophilic masterbatch through the screw extruder, melting the mixture into a flowable melt, and putting the melt into a filter to filter impurities and coarser particles in the melt for later use;
(3) And (3) spinning and forming: flowing the filtered melt into a die head through a metering pump, wherein the temperature of the metering pump and the die head is controlled at 200-250 ℃; simultaneously, high-temperature traction air flow at 230-280 ℃ is generated through an electric heating air device, and the melt flows out of a die head spinneret orifice and is impacted by heated high-flow-rate air at the same time, so that the melt falls onto a net-condensation curtain in a net-forming machine, and a suction bellows device is arranged on the net-forming machine; simultaneously outputting compressed air by using an air compressor, carrying out dust removal and dehumidification treatment on the compressed air, agglomerating wood pulp and SAP materials in a single fiber state on a net-coagulating curtain by using the compressed air, tightly wrapping the SAP materials by using nodes of melt-blown PP and wood pulp fibers, mixing and agglomerating the melt, the wood pulp and the SAP materials to form; main parameters in the spinning forming process are set: the vertical angle of the die head is regulated to be 0-45 degrees, and the height from the forming net is 300-700 mm; die head process air blower: 700-1300 rpm; suction bellows suction fan: 1500+/-200 rpm, and the air permeability of the forming wire is 700cfm; the process parameters of the wood pulp opening device are adjusted as follows: 2000.+ -.500 rpm; the technological parameters of the hot air blower are as follows: 1000.+ -.500 rpm; the temperature of the cold air is regulated to 8-12 ℃;
(4) Embossing: embossing the surface of the formed twin-spinning non-woven fabric by using an embossing die, wherein the temperature of an embossing roller is less than or equal to 100 ℃;
(5) And (3) coiling: and (3) placing the nonwoven fabric subjected to the twin spinning in a dry and ventilated room temperature environment, standing for 24-36 h, and coiling after the nonwoven fabric subjected to the twin spinning is thoroughly dried.
2. The method for producing a high water absorption cloned-spun nonwoven fabric by adding SAP to a cloned-spinning production line according to claim 1, wherein the SAP spreader and the feeding device are arranged on the cloned-spinning production line in the step (3).
3. The method for producing the high water absorption cloned-spun nonwoven fabric by adding SAP in the cloned-spinning production line according to claim 1, wherein the SAP adding scattering distance in the step (3) is 500-650 mm from the forming net; SAP feed fluctuation: 2kg.
4. The method for producing the high-hydroscopicity cloned-spun nonwoven fabric by adding SAP (super absorbent polymer) on a cloning production line according to claim 1, wherein the SAP material is one or more selected from the group consisting of an acrylamide-acrylonitrile-acrylic acid terpolymer, a polyacrylate, a starch acrylate polymer, a crosslinked carboxymethyl cellulose grafted acrylamide and a crosslinked hydroxyethyl cellulose grafted acrylamide polymer.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211719601.9A CN116084087A (en) | 2022-12-30 | 2022-12-30 | Method for producing high-hydroscopicity cloned-spun non-woven fabric by adding SAP (super absorbent polymer) on cloned-spinning production line |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211719601.9A CN116084087A (en) | 2022-12-30 | 2022-12-30 | Method for producing high-hydroscopicity cloned-spun non-woven fabric by adding SAP (super absorbent polymer) on cloned-spinning production line |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN116084087A true CN116084087A (en) | 2023-05-09 |
Family
ID=86211488
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211719601.9A Pending CN116084087A (en) | 2022-12-30 | 2022-12-30 | Method for producing high-hydroscopicity cloned-spun non-woven fabric by adding SAP (super absorbent polymer) on cloned-spinning production line |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116084087A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118107238A (en) * | 2024-03-27 | 2024-05-31 | 山东希瑞新材料有限公司 | Composite nonwoven material and preparation method thereof, and equipment for preparing composite nonwoven material |
| CN118727267A (en) * | 2024-06-07 | 2024-10-01 | 浙江瑞帛汇丝绸有限公司 | Antibacterial medical nonwoven fabric and preparation method and application thereof |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060004336A1 (en) * | 2004-06-30 | 2006-01-05 | Xiaomin Zhang | Stretchable absorbent composite with low superaborbent shake-out |
| US20070135785A1 (en) * | 2005-12-12 | 2007-06-14 | Jian Qin | Absorbent articles comprising thermoplastic coated superabsorbent polymer materials |
| WO2008027488A2 (en) * | 2006-08-31 | 2008-03-06 | Kimberly-Clark Worlwide, Inc. | Absorbent articles comprising polyamine-coated superabsorbent polymers |
| CN108950860A (en) * | 2018-05-29 | 2018-12-07 | 郑州豫力新材料科技有限公司 | Hydrophilic modifying polypropylene melt-blown producing technology of non-woven fabrics |
| CN110638574A (en) * | 2019-10-17 | 2020-01-03 | 杭州嘉杰实业有限公司 | High-strength absorption core body of disposable sanitary product and manufacturing device and manufacturing method thereof |
| CN112760827A (en) * | 2020-12-10 | 2021-05-07 | 佛山市南海必得福无纺布有限公司 | Production line and production method of water-absorbing core body composite non-woven fabric |
| CN113151976A (en) * | 2021-05-20 | 2021-07-23 | 上海泰慈康实业有限公司 | Novel twin-spun non-woven fabric production equipment and process method thereof |
| US20210262130A1 (en) * | 2018-07-20 | 2021-08-26 | Groz-Beckert Kg | Non-shedding hybrid nonwovens and method of producing same |
| CN113355802A (en) * | 2021-06-16 | 2021-09-07 | 南宁侨虹新材料股份有限公司 | Novel SAP adding process for twin spinning production line |
| CN115317244A (en) * | 2022-09-21 | 2022-11-11 | 广东强的卫材科技有限公司 | Manufacturing process of absorber for absorbent article |
-
2022
- 2022-12-30 CN CN202211719601.9A patent/CN116084087A/en active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060004336A1 (en) * | 2004-06-30 | 2006-01-05 | Xiaomin Zhang | Stretchable absorbent composite with low superaborbent shake-out |
| US20070135785A1 (en) * | 2005-12-12 | 2007-06-14 | Jian Qin | Absorbent articles comprising thermoplastic coated superabsorbent polymer materials |
| WO2008027488A2 (en) * | 2006-08-31 | 2008-03-06 | Kimberly-Clark Worlwide, Inc. | Absorbent articles comprising polyamine-coated superabsorbent polymers |
| CN108950860A (en) * | 2018-05-29 | 2018-12-07 | 郑州豫力新材料科技有限公司 | Hydrophilic modifying polypropylene melt-blown producing technology of non-woven fabrics |
| US20210262130A1 (en) * | 2018-07-20 | 2021-08-26 | Groz-Beckert Kg | Non-shedding hybrid nonwovens and method of producing same |
| CN110638574A (en) * | 2019-10-17 | 2020-01-03 | 杭州嘉杰实业有限公司 | High-strength absorption core body of disposable sanitary product and manufacturing device and manufacturing method thereof |
| CN112760827A (en) * | 2020-12-10 | 2021-05-07 | 佛山市南海必得福无纺布有限公司 | Production line and production method of water-absorbing core body composite non-woven fabric |
| CN113151976A (en) * | 2021-05-20 | 2021-07-23 | 上海泰慈康实业有限公司 | Novel twin-spun non-woven fabric production equipment and process method thereof |
| CN113355802A (en) * | 2021-06-16 | 2021-09-07 | 南宁侨虹新材料股份有限公司 | Novel SAP adding process for twin spinning production line |
| CN115317244A (en) * | 2022-09-21 | 2022-11-11 | 广东强的卫材科技有限公司 | Manufacturing process of absorber for absorbent article |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118107238A (en) * | 2024-03-27 | 2024-05-31 | 山东希瑞新材料有限公司 | Composite nonwoven material and preparation method thereof, and equipment for preparing composite nonwoven material |
| CN118727267A (en) * | 2024-06-07 | 2024-10-01 | 浙江瑞帛汇丝绸有限公司 | Antibacterial medical nonwoven fabric and preparation method and application thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1350869B1 (en) | Improved binder fiber and nonwoven web | |
| US5599763A (en) | Absorbent material, absorbent body, and method for production thereof | |
| US6485667B1 (en) | Process for making a soft, strong, absorbent material for use in absorbent articles | |
| US4902463A (en) | Elastic absorbent and process for production thereof | |
| JP5656636B2 (en) | Multicomponent fiber | |
| EP2305749B1 (en) | Highly absorbent composite compositions, absorbent sheets provided with the compositions, and process for producing the same | |
| EP1453451B1 (en) | Process for making absorbent material with in-situ polymerized superabsorbent | |
| CN1125391A (en) | High wicking liquid absorbent composite | |
| CN101668501A (en) | Non-woven material for use as a body facing sheet in an absorbent article | |
| CN116084087A (en) | Method for producing high-hydroscopicity cloned-spun non-woven fabric by adding SAP (super absorbent polymer) on cloned-spinning production line | |
| JP2004535842A (en) | Synthetic fiber blended with absorbent material and method for producing the material | |
| US20030003830A1 (en) | Air-laid web with high modulus fibers | |
| JPS59177054A (en) | Absorbing material | |
| JPH0369650A (en) | Method of manufacturing absorptive fiber web containing reclaimed material containing cellulose | |
| WO2017150728A1 (en) | Absorbent body and sanitary article | |
| JPH02169718A (en) | Polyolefin heat-fusible fibers and nonwoven fabrics thereof | |
| CN113106633A (en) | Antibacterial PP (polypropylene) spun-bonded non-woven fabric and preparation method thereof | |
| CN111235935A (en) | A process for preparing high wet strength dust-free paper and the obtained product | |
| Wei et al. | Micro–nanofiber three-dimensional antibacterial sponge with wetting/pore dual gradient for rapid liquid infiltration and uniform retention in diapers | |
| CN115177440A (en) | Absorption core and preparation device and preparation method thereof | |
| CN120250243A (en) | A fully degradable double-spun nonwoven flexible composite material and its preparation method and application | |
| CN219398360U (en) | Absorbent core and its preparation device | |
| JPH11128825A (en) | Method for producing water-absorbent sheet | |
| CN117026516B (en) | A preparation method of soft polypropylene non-woven fabric | |
| JP2001335645A (en) | Absorbent sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20230509 |
|
| RJ01 | Rejection of invention patent application after publication |