CN115907397A - Order scheduling method, device, equipment and computer-readable storage medium - Google Patents
Order scheduling method, device, equipment and computer-readable storage medium Download PDFInfo
- Publication number
- CN115907397A CN115907397A CN202211533044.1A CN202211533044A CN115907397A CN 115907397 A CN115907397 A CN 115907397A CN 202211533044 A CN202211533044 A CN 202211533044A CN 115907397 A CN115907397 A CN 115907397A
- Authority
- CN
- China
- Prior art keywords
- site
- warehouse
- order
- capacity
- target
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Landscapes
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
Abstract
The application provides an order scheduling method, an order scheduling device, order scheduling equipment and a computer readable storage medium, wherein the method comprises the following steps: receiving a request message for scheduling, wherein the request message carries a warehouse to be scheduled, time to be scheduled and a site to be scheduled; acquiring backlog order information of each backlog order in a backlog order set, warehouse information of each warehouse in the warehouse set and site information of each site in the site set; determining a target scheduling plan based on the backlog order information, the warehouse information and the site information, wherein the target scheduling plan is a target order from the warehouse to be scheduled to the site to be scheduled in the time to be scheduled; and carrying the target scheduling plan in a response message and sending the response message to the terminal so that the terminal performs scheduling on the target order according to the target scheduling plan. The backlog order is optimized and scheduled through the backlog order information, the warehouse information and the station information to determine a target scheduling plan, the backlog order can be rapidly produced, the backlog order quantity is reduced, and the scheduling efficiency is improved.
Description
Technical Field
The present application relates to the field of warehousing management technologies, and relates to, but is not limited to, a method, an apparatus, a device, and a computer-readable storage medium for order scheduling.
Background
With the development of internet technology, more and more users choose to purchase orders on an online upper platform. In the process of placing orders and delivering, logistics express delivery can be stopped due to various conditions, so that orders of warehouses and stations are overstocked, and tens of millions of orders are overstocked seriously. Under the condition that the warehouse capacity and the site capacity are limited, how to determine the order quantity from each warehouse to each site in each area every day so as to fully utilize the limited warehouse capacity and the site capacity, produce as many backlog orders as possible and process the backlog orders as soon as possible becomes a problem to be solved urgently.
Disclosure of Invention
In view of the above, the present disclosure provides an order scheduling method, an order scheduling apparatus, an order scheduling device, and a computer-readable storage medium.
The technical scheme of the embodiment of the application is realized as follows:
the embodiment of the application provides an order scheduling method, which comprises the following steps:
receiving a request message for scheduling, wherein the request message carries a warehouse to be scheduled, time to be scheduled and a site to be scheduled;
acquiring backlog order information of each backlog order in a backlog order set, warehouse information of each warehouse in the warehouse set and site information of each site in the site set;
determining a target scheduling plan based on the backlog order information, the warehouse information and the site information, wherein the target scheduling plan is a target order from the warehouse to be scheduled to the site to be scheduled in the time to be scheduled;
and carrying the target production scheduling plan in a response message and sending the response message to a terminal so that the terminal performs production scheduling on the target order according to the target production scheduling plan.
In some embodiments, the obtaining backlog order information of each backlog order in the backlog order set, warehouse information of each warehouse in the warehouse set, and site information of each site in the site set includes:
acquiring an order mark, order placing time, a production warehouse located area, a production warehouse and a delivery site of each backlog order in a backlog order set; determining the order mark, the order placing time, the area of the production warehouse, the production warehouse and the delivery site of each backlog order as the backlog order information of each backlog order;
acquiring the warehouse capacity and the area of each warehouse in a warehouse set; determining the warehouse capacity and the area of each warehouse as the warehouse information of each warehouse;
acquiring available site capacity, target amount for proper delivery and an area of each site in a site set; and determining the available site capacity, the target delivery amount and the located area of each site as the site information of each site.
In some embodiments, the acquiring available site capacity of each site in the site set includes:
acquiring in-transit order information of each in-transit order in an in-transit order set, wherein the in-transit order is an order which is produced and is not put in a corresponding station, and the in-transit order information comprises in-transit order identification, order placing time, a production warehouse location area, a production warehouse, a pre-delivery station and pre-delivery time;
determining the pre-occupied site capacity of each site according to the pre-delivery site of each in-transit order;
and determining the available site capacity of each site in the site set according to the target amount of the successful delivery of each site in the site set and the pre-occupied site capacity.
In some embodiments, said determining a target scheduling plan based on said backlog order information, warehouse information, and site information comprises:
acquiring the distance between each area and the station to be scheduled;
sequencing the areas according to the distance between the areas and the station to be scheduled to obtain an area sequencing result;
determining the production target quantities of different areas according to the areas where the production warehouses of the backlog orders are located;
and determining a target scheduling plan according to the backlog order information, the warehouse capacity, the available site capacity, the area sequencing result and the production target quantity.
In some embodiments, determining a target scheduling plan according to the backlog order information, the warehouse capacity, the available site capacity, the area sequencing result and the production target amount includes:
acquiring the backlog order quantity according to the order mark of each backlog order;
constructing a dynamic decision model according to the warehouse to be scheduled, the time to be scheduled, the site to be scheduled, the volume of the overstocked orders, the capacity of the warehouse, the capacity of the available site and the production target volume;
and determining a target scheduling plan according to the dynamic decision model.
In some embodiments, the constructing a dynamic decision model according to the warehouse to be scheduled, the time to be scheduled, the site to be scheduled, the volume of orders, the capacity of the warehouse, the capacity of available sites, and the production target volume includes:
determining decision constraint conditions according to the backlog order quantity, the warehouse capacity, the available site capacity and the production target quantity;
determining a decision-making target according to the warehouse to be scheduled, the time to be scheduled and the site to be scheduled;
and constructing a dynamic decision model according to the decision constraint conditions and the decision target.
In some embodiments, the method further comprises:
determining the remaining site capacity of each site and the remaining warehouse capacity of each warehouse according to the target scheduling plan;
adjusting the site productivity of each site based on the remaining site productivity of each site to obtain the adjusted site productivity;
and adjusting the warehouse capacity of each warehouse based on the residual warehouse capacity of each warehouse to obtain the adjusted warehouse capacity.
The embodiment of the application provides an order scheduling device, the device includes:
the system comprises a receiving module, a scheduling module and a scheduling module, wherein the receiving module is used for receiving a request message for scheduling, and the request message carries a warehouse to be scheduled, time to be scheduled and a site to be scheduled;
the acquisition module is used for acquiring backlog order information of each backlog order in the backlog order set, warehouse information of each warehouse in the warehouse set and site information of each site in the site set;
a first determining module, configured to determine a target scheduling plan based on the backlog order information, the warehouse information, and the site information, where the target scheduling plan is a target order for the warehouse to be scheduled to pre-produce to the site to be scheduled during the time to be scheduled;
and the sending module is used for sending the target production scheduling plan carried in a response message to a terminal so that the terminal performs production scheduling on the target order according to the target production scheduling plan.
An embodiment of the present application provides an electronic device, including:
a processor; and
a memory for storing a computer program operable on the processor;
wherein the computer program when executed by a processor implements the steps of the above order scheduling method.
Embodiments of the present application provide a computer-readable storage medium storing computer-executable instructions configured to perform the steps of the above order scheduling method.
The embodiment of the application provides an order scheduling method, an order scheduling device, order scheduling equipment and a computer-readable storage medium, wherein the method comprises the following steps: receiving a request message for scheduling, wherein the request message carries a warehouse to be scheduled, time to be scheduled and a site to be scheduled; acquiring backlog order information of each backlog order in a backlog order set, warehouse information of each warehouse in the warehouse set and site information of each site in the site set; determining a target scheduling plan based on the backlog order information, the warehouse information and the site information, wherein the target scheduling plan is a target order from the warehouse to be scheduled to the site to be scheduled in the time to be scheduled; and carrying the target production scheduling plan in a response message and sending the response message to a terminal so that the terminal performs production scheduling on the target order according to the target production scheduling plan. According to the order scheduling method provided by the embodiment of the application, the backlog order is optimally scheduled according to the backlog order information, the warehouse information and the site information, the target order from the warehouse to be scheduled to the site to be scheduled to be pre-produced in the time of the backlog order is determined, the capacity of the scheduling site is coordinated, the backlog order can be rapidly produced, the backlog order quantity is reduced, and the scheduling efficiency is improved.
Drawings
In the drawings, which are not necessarily drawn to scale, like reference numerals may describe similar components in different views. The drawings illustrate generally, by way of example, but not by way of limitation, various embodiments discussed herein.
Fig. 1 is a schematic network architecture diagram of an order scheduling system according to an embodiment of the present application;
fig. 2 is a schematic flow chart of an implementation of the order scheduling method according to the embodiment of the present application;
FIG. 3 is a schematic flow chart illustrating an implementation of the step of obtaining available site capacity for each site in the site set according to the present disclosure;
FIG. 4 is a schematic flow chart illustrating an implementation of the step of determining a target scheduling plan in the method according to the embodiment of the present application;
fig. 5 is a schematic flow chart of another implementation of the order scheduling method according to the embodiment of the present application;
fig. 6 is a schematic structural diagram of a composition of an order scheduling and arrangement optimizing system according to an embodiment of the present application;
FIG. 7 is a schematic diagram of a decision making process provided by an embodiment of the present application;
fig. 8 is a schematic structural diagram of an order scheduling apparatus according to an embodiment of the present disclosure;
fig. 9 is a schematic structural diagram of a component of an electronic device according to an embodiment of the present application.
Detailed Description
In order to make the objectives, technical solutions and advantages of the present application clearer, the present application will be described in further detail with reference to the attached drawings, the described embodiments should not be considered as limiting the present application, and all other embodiments obtained by a person of ordinary skill in the art without creative efforts shall fall within the protection scope of the present application.
In the following description, reference is made to "some embodiments" which describe a subset of all possible embodiments, but it is understood that "some embodiments" may be the same subset or different subsets of all possible embodiments, and may be combined with each other without conflict.
In the following description, references to the terms "first \ second \ third" are only to distinguish similar objects and do not denote a particular order or importance, but rather "first \ second \ third" may, where permissible, be interchanged in a particular order or sequence so that embodiments of the present application described herein can be practiced in other than the order shown or described herein.
Unless defined otherwise, all technical and scientific terms used herein have the same meaning as commonly understood by one of ordinary skill in the art to which this application belongs. The terminology used herein is for the purpose of describing embodiments of the present application only and is not intended to be limiting of the application.
Before further detailed description of the embodiments of the present application, a description will be given of defects in an order scheduling scheme in the related art.
In the related technology, when a large number of backlog orders need to be produced, the problems of limited warehouse capacity, limited site capacity, coordination of site capacity usage among areas, different time difference between production of each warehouse and arrival at a site and the like are faced, and the problems are mainly solved by the idea of a manual scheme: and manually determining the total production target value of each area based on the operation site and the site capacity fed back by the area collection, then determining the production target value of each warehouse based on the total production target value of each area, and pulling down the order produced by each warehouse based on the operation site and the site capacity. The solutions in the related art have the following drawbacks: 1) Because each warehouse of each area is based on the same operation site and site capacity data when pulling down a production order, the areas are not fully communicated and coordinated, so that the capacity of some sites is not fully utilized, and the amount to be processed of some sites exceeds the capacity of the sites; 2) Time difference of arrival time of orders in each area after production is not considered in a refined mode, in general, local warehouse production can be delivered to the site on the same day, remote warehouse production which is slightly far away can be delivered to the site on the second day, remote warehouse production which is further far away can be delivered to the site on more days on the same day; 3) The site capacity and the warehouse capacity have certain elastic space, and the capacity elastic space cannot be effectively and fully utilized because the bottleneck of the site capacity and the warehouse capacity cannot be positioned at present.
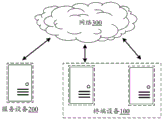
In order to solve the above problem, an embodiment of the present application provides an order scheduling method and apparatus. The method provided by the embodiment of the present application is described below with reference to an apparatus for implementing the embodiment of the present application. First, an order scheduling system provided in the embodiment of the present application will be described. Referring to fig. 1, fig. 1 is a schematic network architecture diagram of an order scheduling system according to an embodiment of the present disclosure, and as shown in fig. 1, the order scheduling system 10 includes at least one terminal device 100, a service device 200, and a network 300. The terminal device 100 is connected to the service device 200 through a network 300, and the network 300 may be a wide area network or a local area network, or a combination of the two, and uses a wireless link to implement data transmission.
In some embodiments, the terminal device 100 may be a laptop, a tablet, a desktop computer, a smart phone, a dedicated messaging device, a portable game device, a smart speaker, a smart watch, etc., and may also be other interactive devices. The service device 200 may be an independent physical server, a server cluster or a distributed system formed by a plurality of physical servers, or a cloud server. The network 300 may be a wide area network or a local area network, or a combination of both. The terminal device 100 and the service device 200 may be directly or indirectly connected through wired or wireless communication, and the embodiment of the present application is not limited thereto.
In an application scenario of the order scheduling system architecture, first, when receiving a trigger instruction based on a user operation, the terminal device 100 generates a request message for scheduling, where the request message carries a warehouse to be scheduled, time to be scheduled, and a site to be scheduled. The terminal apparatus 100 transmits the request message to the service apparatus 200.
The service equipment 200 receives the request message for scheduling, and analyzes the request message to obtain the warehouse to be scheduled, the time to be scheduled and the site to be scheduled; acquiring backlog order information of each backlog order in a backlog order set, warehouse information of each warehouse in the warehouse set and site information of each site in the site set; determining a target scheduling plan based on the backlog order information, the warehouse information and the site information, wherein the target scheduling plan is a target order from the warehouse to be scheduled to the site to be scheduled in advance at the time of the scheduling; and finally, the target scheduling plan is carried in a response message and sent to the terminal device 100.
After receiving the response message sent by the service device 200, the terminal device 100 analyzes the response message to obtain a target scheduling plan, and performs scheduling on the target order according to the target scheduling plan.
According to the order scheduling method provided by the embodiment of the application, the backlog order is optimized and scheduled according to the backlog order information, the warehouse information and the site information to determine the target scheduling plan, the backlog order can be rapidly produced, the backlog order quantity is reduced, and the scheduling efficiency is improved.
The following describes an order scheduling method provided in the embodiment of the present application. In some embodiments, the order scheduling method provided by the embodiment of the present application may be implemented by a service device of a network architecture shown in fig. 1, and fig. 2 is a schematic flow chart of an implementation of the order scheduling method provided by the embodiment of the present application, which will be described with reference to steps shown in fig. 2.
Step S201, a request message for scheduling is received.
The embodiment of the application can be executed by an order scheduling device in the service equipment. When a user needs to produce a backlog order, user operation for scheduling is executed on the terminal equipment, the terminal equipment responds to the user operation, triggers an instruction for scheduling, and generates a request message based on the instruction, wherein the request message carries a warehouse to be scheduled, time to be scheduled and a site to be scheduled. And the terminal equipment sends the generated request message to the service equipment. After receiving the request message sent by the terminal device, the order scheduling device of the service device analyzes the request message to obtain the warehouse to be scheduled, the time to be scheduled and the site to be scheduled, which are carried by the request message.
Step S202, backlog order information of each backlog order in the backlog order set, warehouse information of each warehouse in the warehouse set and site information of each site in the site set are obtained.
The order scheduling device acquires a backlog order set from the database, and acquires an order identifier, order placing time, an area where a production warehouse is located, the production warehouse and a delivery site of each backlog order in the backlog order set; and determining the order identification, the order placing time, the area of the production warehouse, the production warehouse and the delivery site of each backlog order as the backlog order information of each backlog order. The order mark is the identity mark of the order and has uniqueness, and the production warehouse of the backlog order is the warehouse for producing the order. In the embodiment of the present application, production warehouses are divided according to geographical locations, and for example, company J assumes that there are several areas, HB, HZ, HN, HD, XB, XN, and DB, according to geographical locations, and if a production warehouse is located in city S, the area where the production warehouse is located is the HD area. The delivery site is a place to be delivered, and the order is delivered to the site to complete the place to be delivered. Here, the HD, HB, HZ, HN, XB, XN, and DB regions are regions divided in advance by geographical location.
The order scheduling device acquires a warehouse set from the database and acquires the warehouse capacity and the area of each warehouse in the warehouse set; and determining the warehouse capacity and the area of each warehouse as the warehouse information of each warehouse. In the embodiment of the present application, the warehouse capacity refers to a production capacity of the warehouse for producing the backlog order, that is, a storage capacity of the warehouse for storing the backlog order.
The order scheduling device acquires a site set from a database, and acquires available site capacity, a target amount for proper delivery and an area of each site in the site set; and determining the available site capacity, the target amount for successful delivery and the area of each site as the site information of each site. In the embodiment of the present application, the sites in the site set are operated sites, that is, the site set does not include non-operated (in an out-of-business) sites. Site capacity refers to the total storage capacity of the site, available site capacity refers to the available storage capacity of the site, and the target amount of committed delivery refers to the amount of all orders delivered to the site for the site. The area where the station is located, i.e., which of several areas HD, HB, HZ, HN, XB, XN, and DB the station is located in.
Step S203, a target scheduling plan is determined based on the backlog order information, the warehouse information and the site information.
The warehouses in different areas have different production times to the same station, and have certain time difference. For example, a certain site to be placed in the S city and a local warehouse in the S city can deliver the produced backlog order to the site on the same day as the production backlog order, and a remote warehouse in the XB market can deliver the produced backlog order to the site 2 to 3 days after the production backlog order is produced and 2 to 3 days after the production backlog order is produced. Based on this, the target scheduling plan needs to be determined by combining the area of the site to be scheduled, the area of the warehouse and the preset delivery time among the areas.
In one implementation, when the order scheduling device determines the target scheduling plan, the distance between each area and the station to be scheduled may be obtained first; sequencing the regions according to the distances to obtain region sequencing results; then determining the production target quantities of different areas according to the areas where the production warehouses of the backlog orders are located; and finally, determining a target scheduling plan according to the backlog order information, the warehouse capacity, the available site capacity, the area sequencing result and the production target quantity. The target scheduling plan is a target order from a to-be-scheduled warehouse to a to-be-scheduled site in the to-be-scheduled time.
And step S204, the target production scheduling plan is carried in the response message and sent to the terminal, so that the terminal performs production scheduling on the target order according to the target production scheduling plan.
The order scheduling device generates a response message according to the target scheduling plan, the generated response message is sent to the terminal, the terminal receives the response message sent by the order scheduling device and analyzes the response message to obtain the target scheduling plan, and the target order is scheduled according to the target scheduling plan.
According to the order scheduling method provided by the embodiment of the application, an order scheduling device receives a request message for scheduling, wherein the request message carries a warehouse to be scheduled, time to be scheduled and a site to be scheduled; acquiring backlog order information of each backlog order in a backlog order set, warehouse information of each warehouse in the warehouse set and site information of each site in the site set; determining a target scheduling plan based on the backlog order information, the warehouse information and the site information, wherein the target scheduling plan is a target order from a to-be-scheduled warehouse to a to-be-scheduled site in the to-be-scheduled time; and carrying the target scheduling plan in a response message and sending the response message to the terminal so that the terminal performs scheduling on the target order according to the target scheduling plan. According to the method, the backlog order is optimized and scheduled through the backlog order information, the warehouse information and the site information to determine the target scheduling plan, the backlog order can be rapidly produced, the backlog order quantity is reduced, and the scheduling efficiency is improved.
In some embodiments, the "acquiring available site capacity of each site in the site set" in the embodiment shown in fig. 2 may be implemented by the following steps shown in fig. 3:
in step S301, in-transit order information for each in-transit order in the in-transit order set is obtained.
Here, the in-transit order is an order that has been produced and has not been posted to a corresponding site, and the in-transit order information includes an in-transit order identification, an order placement time, a production warehouse located area, a production warehouse, a pre-delivery site, and a pre-delivery time.
Step S302, determining the pre-occupied site capacity of each site according to the pre-delivery site of each in-transit order.
And adding the number of all in-transit orders to the sites to obtain the pre-occupied site capacity of each site.
Step S303, determining available site capacity of each site in the site set according to the target amount of the successful delivery of each site in the site set and the pre-occupied site capacity.
And subtracting the pre-occupied site capacity of the corresponding site from the target amount of the proper investment of the site, and calculating to obtain the available site capacity of each site in the site set.
In some embodiments, step S203 "determining a target scheduling plan based on the backlog order information, the warehouse information, and the site information" in the above embodiment shown in fig. 2 may be implemented by the following steps shown in fig. 4:
step S401, the distance between each area and the station to be scheduled is obtained.
The position of the station to be scheduled is fixed, the distance between the station to be scheduled and a certain area can be the distance between the station to be scheduled and the central point of the area, and the central point of the area can be the center of gravity of the area; the distance between the station to be scheduled and the area can also be the average value of the distances between the station to be scheduled and each warehouse in the area.
And S402, sequencing the areas according to the distance between the areas and the station to be scheduled to obtain an area sequencing result.
The smaller the distance between the area and the site to be scheduled is, the earlier the orders produced by the warehouse in the area arrive at the site to be scheduled, and the larger the distance between the area and the site to be scheduled is, the later the orders produced by the warehouse in the area arrive at the site to be scheduled. Based on the distance, the expected time of the order produced by the warehouse of each area reaching the site to be scheduled can be calculated according to the distance between each area and the site to be scheduled, so that each area is sequenced to obtain the area sequencing result.
Taking the site to be scheduled as an example in S city, the orders produced by the warehouse in the HD area where S city is located in T day may be delivered to the site to be scheduled within T +1 day, the orders produced by the warehouses in the HB area, the HZ area, and the HN area in T day may be delivered to the site to be scheduled within T +2 day, and the orders produced by the warehouses in the XB area, the XN area, and the DB area in T day may be delivered to the site to be scheduled within T +3 day. The result of this ranking was (1); HB, HZ, HN, (3); XB, XN, DB. Here, the HD, HB, HZ, HN, XB, XN, and DB regions are regions divided in advance by geographical location.
Step S403, determining production target quantities of different areas according to the areas where the production warehouses of the backlog orders are located.
And determining the production target quantity of each warehouse according to the production warehouse of each backlog order, and adding the target production quantities of all the warehouses belonging to the same area to obtain the target production quantity of the area.
Step S404, a target scheduling plan is determined according to the backlog order information, the warehouse capacity, the available site capacity, the area sequencing result and the production target quantity.
In one implementation, summarizing, determining a target scheduling plan may be implemented according to the following steps:
step S4041, acquiring the backlog order quantity according to the order identification of each backlog order.
The order identifications of different backlog orders are different, and the backlog order quantity is determined according to the number of the order identifications.
Step S4042, a dynamic decision model is constructed according to the warehouse to be scheduled, the time to be scheduled, the site to be scheduled, the volume order quantity, the warehouse capacity, the available site capacity and the production target quantity.
The order scheduling device determines decision constraint conditions according to the backlog order quantity, the warehouse capacity, the available site capacity and the production target quantity: the daily warehouse order discharge capacity is not allowed to exceed the daily warehouse capacity; under the regional total throughput constraint, the throughput of all bins in a region cannot exceed the target throughput; the order quantity arriving at the station every day is not allowed to exceed the capacity of the station every day, and a constraint condition st is determined according to the constraints as shown in the following formula (1); determining a decision-making target according to the warehouse to be scheduled, the time to be scheduled and the site to be scheduled, as shown in the following formula (2); and finally, constructing to obtain a dynamic decision model according to the decision constraint conditions and the decision target.


Wherein, a to-be-scheduled production site J = {1, …, J }, an area D = {1, …, D }, and all warehouses I in an area D d = 1, …, I }, all-area warehouse I = { I = { I = } d Time to be scheduled T = {1, …, T }.
The volume and order quantity o from the warehouse I to be scheduled to the site J to be scheduled to the I ij ∈Z + And the time t to be scheduled for production is the warehouse capacity of the warehouse I to be scheduled for production in the form of E I Production target volume ^ based on production scheduling time t area D ∈ D>
Production target volume ^ based on production scheduling time t area D ∈ D> Station capacity combining and judging device for waiting scheduled production time t and waiting scheduled production station J E J>
Station capacity combining and judging device for waiting scheduled production time t and waiting scheduled production station J E J> Time difference delta between production time t to be scheduled and production time of backlog order in region D E D d ∈Z + Time difference eta between time t to be scheduled and delivery time of backlog order in region D ∈ D d ∈Z + 。
Time difference delta between production time t to be scheduled and production time of backlog order in region D E D d ∈Z + Time difference eta between time t to be scheduled and delivery time of backlog order in region D ∈ D d ∈Z + 。
Decision variables And (4) the volume of the accumulated orders from the warehouse I to be scheduled to the station J to be scheduled to produce on the T th day to T. Wherein Z is + Representing a positive integer.
And (4) the volume of the accumulated orders from the warehouse I to be scheduled to the station J to be scheduled to produce on the T th day to T. Wherein Z is + Representing a positive integer.
And S4043, determining a target scheduling plan according to the dynamic decision model.
In the embodiment of the application, after the dynamic decision model is constructed, a plurality of optimal solutions of the dynamic decision model can be sought based on an evolutionary algorithm, and the optimal solutions are scheduling results corresponding to a plurality of sites to be scheduled, so that a target scheduling plan is obtained. In practical implementation, the evolutionary algorithm may be embodied as a genetic evolutionary algorithm.
On the basis of the foregoing embodiment, an order scheduling method is further provided in the embodiment of the present application, and fig. 5 is a schematic view of another implementation flow of the order scheduling method provided in the embodiment of the present application, and as shown in fig. 5, the method includes the following steps:
in step S501, a request message for scheduling is received.
The request message carries the warehouse to be scheduled, the time to be scheduled and the site to be scheduled.
Steps S501 to S504 in the embodiment of the present application correspond to steps S201 to S204 in the embodiment shown in fig. 2 one to one, and detailed implementation processes of steps S501 to S504 can refer to steps S201 to S204 in the embodiment shown in fig. 2.
Step S502, backlog order information of each backlog order in the backlog order set, warehouse information of each warehouse in the warehouse set and site information of each site in the site set are obtained.
Step S503, based on the backlog order information, the warehouse information and the site information, a target scheduling plan is determined.
The target scheduling plan is a target order from a to-be-scheduled warehouse to a to-be-scheduled site in advance during the to-be-scheduled time.
And step S504, the target production scheduling plan is carried in the response message and sent to the terminal, so that the terminal performs production scheduling on the target order according to the target production scheduling plan.
In practical applications, when backlog orders are produced, orders stored in some sites or warehouses every day may reach a saturated state, i.e., a bottleneck, the sites and warehouses can be expanded, and the site capacity and the warehouse capacity are increased, so that all backlog orders can be produced and completed more quickly. Some sites or warehouses may be in an unsaturated state all the time, so that the capacity of the sites and warehouses can be reduced, the capacity of the sites and the warehouse capacity can be reduced, and resources can be saved. In actual implementation, site capacity and warehouse capacity can be updated by the following steps.
Step S505, determining the remaining site capacity of each site and the remaining warehouse capacity of each warehouse according to the target scheduling plan.
The order scheduling device firstly determines the order quantity sent to each site according to the target scheduling plan, and determines the residual site capacity of each site according to the order quantity of each site and the site capacity of each site. And determining the order quantity produced by each warehouse according to the target scheduling plan, and determining the residual warehouse capacity of each warehouse according to the order quantity produced by each warehouse and the warehouse capacity of each warehouse.
Step S506, adjusting the site capacity of each site based on the remaining site capacity of each site to obtain the adjusted site capacity.
Determining whether the capacity of each site reaches a bottleneck or not according to the remaining site capacity of each site, and if so, performing capacity expansion processing on the site to increase the site capacity; if the capacity does not reach the bottleneck, carrying out capacity reduction treatment on the product, and reducing the site capacity, thus obtaining the adjusted site capacity.
And step S507, adjusting the warehouse capacity of each warehouse based on the residual warehouse capacity of each warehouse to obtain the adjusted warehouse capacity.
Determining whether the capacity of each warehouse reaches a bottleneck or not according to the residual warehouse capacity of each warehouse, and if so, performing capacity expansion processing on the warehouse to increase the warehouse capacity; if the capacity does not reach the bottleneck, carrying out capacity reduction treatment on the product, and reducing the productivity of the warehouse, thus obtaining the adjusted productivity of the warehouse.
In the embodiment of the application, after the terminal arranges the target order according to the target production arrangement plan, the warehouse productivity and the site productivity are adjusted according to the saturation degree of the site and the warehouse, and the production is arranged according to the adjusted site productivity and the adjusted warehouse productivity, so that the waste of resources caused by excessive residual capacity of the site or the warehouse can be avoided, and the resources can be saved while the optimized production is ensured.
Next, an exemplary application of the embodiment of the present application in a practical application scenario will be described.
In life, due to the closed management of some areas under various conditions, the logistics express orders can be overstocked during the sealing control period, and even tens of millions of orders can be overstocked if the sealing control time is long. Some of these backlog orders are produced by local warehouses, and some are produced by non-local external warehouses. After the sealing area is unsealed, the warehouses are continuously operated, and under the condition that the warehouse capacity and the site capacity are limited, an order scheduling and arranging optimization system needs to be developed to determine the order quantity from each warehouse to each site in each area every day, so that the limited warehouse capacity and the site capacity are fully utilized, and the overstock orders are produced as much as possible.
In the related technology, the order quantity from each warehouse to each site in each area is estimated manually, and the idea of the manual scheme is mainly as follows: based on the operation sites and site capacity fed back by the regional collection, the headquarter user determines the total production target value of each region, then each region user determines the production target value of each warehouse based on the total production target value, and each warehouse user pulls down the production order based on the operation sites and the capacity. In practical operational situations, this manual solution exposes the following problems: 1) Because each warehouse of each area is based on the same operation site and site capacity data when pulling down a production order, the areas are not fully communicated and coordinated, so that the capacity of some sites is not fully utilized, and the amount to be processed of some sites exceeds the capacity of the sites; 2) Time difference of arrival time of orders in each area at the site after scheduling is not considered in a refining mode, in general, production in a local warehouse can arrive at the site on the second day, production in a slightly-close outer warehouse (such as) on the third day can arrive at the site on the third day, and production in a slightly-far outer warehouse (such as an XN warehouse and an XB warehouse) on the fourth day can arrive at the site; 3) The site productivity and warehouse productivity setting has a certain elastic space, and the capacity elastic space cannot be effectively and fully utilized due to the fact that the bottleneck of the site productivity and warehouse productivity cannot be located at present.
In the related art, optimization of order scheduling arrangement mainly focuses on the problems of order scheduling sequence optimization in the actual production process of manufacturing enterprises, and most heuristic methods such as ant colony algorithm and genetic algorithm are used. The method does not make the precise solution more efficient under the condition of small problem scale, and is not beneficial to the subsequent sensitivity analysis to guide parameter tuning. The manual rule is a method commonly used in the actual operation process at present, but under the condition that a plurality of areas need to be coordinated, an optimal strategy is difficult to be given in a global view.
The embodiment of the application aims to design an order scheduling and configuration optimization system which has floor-to-floor performability and can balance the capacity of each regional warehouse and the capacity of a site. The method mainly solves the problem that under special conditions, a large number of orders are overstocked due to sealing control, and how to make an order scheduling plan of each warehouse within a period of time along with gradual unsealing of the warehouse and the site so as to process the overstocked orders at the highest speed and ensure that the volume of production orders does not exceed the warehouse capacity and the volume of orders arriving at the site does not exceed the site capacity. The technical scheme can effectively solve the problem that the manual scheme is exposed under the actual operation condition: 1) The order sent by the local warehouse can be guaranteed to be preferentially produced by constructing a multi-stage dynamic decision model, and the utilization of site capacity and the capacity of each warehouse can be maximized; 2) The time difference between the capacity utilization of each compartment and the capacity utilization of the site is considered for the integer programming model constructed in each stage, and the time difference of different areas comes from operation experience; 3) And analyzing the optimal order scheduling arrangement scheme under the current parameter setting to position the bin and the station which are positioned at the capacity bottleneck so as to guide how to adjust the capacity of the key bin and the key station in the adjustable range to maximize the backlog order scheduling output. The technical scheme accords with the manual decision logic, fully considers the experience of manual scheme deposition, such as the elastic adjustment space of bin and site capacity setting, and can make up the problem of manual scheme exposure in the operation process.
The embodiment of the application constructs an order arrangement and arrangement optimization system with the core of a multi-stage dynamic decision model. Fig. 6 is a schematic structural diagram of the order scheduling configuration optimization system according to the embodiment of the present invention, and as shown in fig. 6, the system mainly includes five modules, including an order input module 61, a put-to-good target setting module 62, a warehouse capacity constraint setting module 63, a configuration optimization scheme output module 64, and a parameter adjustment module 65. The method comprises the following specific steps:
1. the order entry module 61: this module is used to prepare the data inputs required for the model, including the OFC suspend order volume (i.e., backlog order volume), in-transit order volume, etc.
1) OFC suspend order volume: the data field comprises the order placing date, the area of the order scheduling warehouse, the order delivery site and the like.
2) In-transit order quantity: the amount of orders that are currently produced but not due, the data fields include the expected arrival time of the order at the site, etc.
2. The appropriate delivery target setting module 62: for determining the goals for each site.
1) And collecting the operating sites and the corresponding site capacity, wherein the target of the successful delivery is the upper limit value of the capacity of all the sites. The total investment target is equal to the sum of the upper limit values of the capacities of all the sites.
2) The achievement of the site successful delivery target comprises two parts: an amount of orders in transit, and an amount of backorders. Since an in-transit order will preempt site capacity, the preempted site capacity needs to be subtracted from the committed target when analyzing the site capacity available for the backlog order.
3. Bin capacity constraint setting module 63: for determining a target value for production of each regional bin, and capacity for each bin.
1) Under the logic of the manual scheme, the headquarters determines the production target value of each area based on the site investment target value, and in order to make the technical scheme more accord with the decision flow of the manual scheme and make the scheme more in a controllable range, the logic is continuously kept in the scheme.
2) The capacity of each bin available for producing backlog orders for each area is collected.
4. The arrangement optimization plan output module 64: for determining the amount of orders to be produced from each bin to each site at each decision time, the production plan is updated on a rolling basis each day.
1) Multi-stage dynamic decision model: and in the decision time T-1, an order scheduling plan of each bin for T days needs to be decided, the arrival of the local bin at the site in T +1 days is considered, and compared with the prior arrival of the local bin at the site in the outer zone bin, the shorter and more stable link is, so that the local bin production is preferentially arranged by adopting a multi-stage dynamic decision model, and the production of the outer zone bin is considered under the condition that the local bin production cannot fully occupy the site capacity. Fig. 7 is a flowchart of a multi-stage dynamic decision framework provided in an embodiment of the present application, and as shown in fig. 7, specific logic is as follows:
for example, under the existing capacity constraint, the production plan of the HD bin (local bin) T-T +3 is determined, and the order quantity of the HD bin (local bin) T + 1-T +4 arriving at the site is determined, and the order quantity can occupy the site capacity, so that the site capacity of the T + 1-T +4 needs to be updated. Under the constraint of updated capacity, considering that HN, HZ and HB bins can arrive at a site in T +2 days under the condition that the bins T are produced, XN, XB and DB bins preferably arrive at the site, the production plans of HN, HZ and HB bins T-T +2 are determined preferentially in the same way, and the order quantity of T + 2-T +4 arriving at the site is determined, and the order quantity can also pre-occupy the capacity of the site, so that the site capacity of T + 2-T +4 needs to be updated. And finally, determining the production plans of XN, XB and DB bins T-T +1, and determining the order quantity of T + 3-T +4 arriving at the site.
2) An integer programming model: used for deciding the order scheduling plan of each bin of each area.
The set of sites in city S is denoted as J = {1, …, J }, the set of zones is denoted as D = {1, …, D }, and the set of bins in zone D is denoted as I d = 1, …, I, all bin sets are denoted as I = { I = { I } d Represents a set of all decision time points as T = {1, …, T }.
The backlog order quantity from bin i to site j is denoted as o ij The capacity from the tth decision time point to the ith bin is expressed as The production target from the t-th decision time point to the d-th field is denoted as->
The production target from the t-th decision time point to the d-th field is denoted as-> The capacity at decision time point to site j is expressed as @>
The capacity at decision time point to site j is expressed as @> The time difference between the decision time point and the backlog order bin production time point of the d-th area is represented as delta d The time difference between the decision time point and the time when the backlog order in the d-th area arrives at the S market site is expressed as eta d 。
The time difference between the decision time point and the backlog order bin production time point of the d-th area is represented as delta d The time difference between the decision time point and the time when the backlog order in the d-th area arrives at the S market site is expressed as eta d 。
The decision variable is the amount of orders produced by the ith bin to the jth site at the tth decision time point, expressed as Based on the above sets and parameters, the constraints of the integer programming model can be expressed as the following equations (3) to (7):
Based on the above sets and parameters, the constraints of the integer programming model can be expressed as the following equations (3) to (7):





wherein, Z + Representing a positive integer.
Description of the drawings: constraints (3) and (4) take into account that the daily bin order capacity is not allowed to exceed the daily bin capacity. The constraint condition (6) considers that the production of all bins in the area can not exceed the target production under the constraint of the total target production of the area, so as to avoid that the production of a certain area is too large to exceed the maximum value of the required production of the total set area. Constraint (7) limits the amount of orders arriving at the site per day to not allow the capacity of the site per day to be exceeded.
5. The parameter adjustment module 65: based on the optimal order scheduling and arrangement optimization scheme, analyzing:
1) Bin energy production use cases: comparing the bin capacity with the bin capacity occupied by the optimization scheme, and if the bin capacity occupied by the optimization scheme is equal to the bin capacity, considering that the bin capacity can reach a bottleneck;
2) Site capacity use: and comparing the site capacity with the site capacity occupied by the optimization scheme, and if the site capacity occupied by the optimization scheme is equal to the site capacity, considering that the site capacity reaches a bottleneck.
3) If there are bins or sites with capacity bottlenecks in the backlog orders that are not being produced, the bins or sites should be adjusted in focus when adjusting the bin capacity and site capacity.
The method provided by the embodiment of the application comprises the steps that 1) when a large number of backlog orders need to be produced, the problems that the bin productivity is limited, the site productivity is limited, the utilization of the site productivity needs to be coordinated among areas, the time difference between the production of each area bin and the arrival of the site is different and the like are faced. 2) When collecting the bin capacity and the site capacity, a certain elastic space exists between the bin capacity and the site capacity, and the flexible space can float up and down within a certain range.
Based on the foregoing embodiments, the present application provides an order scheduling apparatus, where each module included in the apparatus and each unit included in each module may be implemented by a processor in a computer device; of course, the implementation can also be realized through a specific logic circuit; in the implementation process, the processor may be a Central Processing Unit (CPU), a Microprocessor Unit (MPU), a Digital Signal Processor (DSP), a Field Programmable Gate Array (FPG a), or the like.
An order scheduling apparatus is further provided in an embodiment of the present application, fig. 8 is a schematic structural diagram of an order scheduling apparatus provided in the embodiment of the present application, and as shown in fig. 8, the order scheduling apparatus 800 includes:
a receiving module 801, configured to receive a request message for scheduling, where the request message carries a warehouse to be scheduled, time to be scheduled, and a station to be scheduled;
an obtaining module 802, configured to obtain backlog order information of each backlog order in a backlog order set, warehouse information of each warehouse in the warehouse set, and site information of each site in the site set;
a first determining module 803, configured to determine a target scheduling plan based on the backlog order information, the warehouse information, and the site information, where the target scheduling plan is a target order that the warehouse to be scheduled produces in advance to the site to be scheduled at the time of the to-be-scheduled;
a sending module 804, configured to send the target scheduling plan to a terminal in response to a response message, so that the terminal performs scheduling on the target order according to the target scheduling plan.
In some embodiments, the obtaining module 802 is further configured to:
acquiring order identification, order placing time, a production warehouse location area, a production warehouse and a delivery site of each backlog order in a backlog order set; determining the order mark, the order placing time, the area of the production warehouse, the production warehouse and the delivery site of each backlog order as the backlog order information of each backlog order; acquiring the warehouse capacity and the area of each warehouse in a warehouse set; determining the warehouse capacity and the area of each warehouse as the warehouse information of each warehouse; acquiring available site capacity, target amount for proper delivery and an area of each site in a site set; and determining the available site capacity, the target delivery amount and the located area of each site as the site information of each site.
In some embodiments, the obtaining module 802 is further configured to:
acquiring in-transit order information of each in-transit order in an in-transit order set, wherein the in-transit order is an order which is produced and is not put in a corresponding station, and the in-transit order information comprises in-transit order identification, order placing time, a production warehouse location area, a production warehouse, a pre-delivery station and pre-delivery time; determining the pre-occupied site capacity of each site according to the pre-delivery sites of each in-transit order; and determining the available site capacity of each site in the site set according to the target amount of the successful delivery of each site in the site set and the pre-occupied site capacity.
In some embodiments, the first determining module 803 is further configured to:
acquiring the distance between the station to be scheduled and each area; sequencing the regions according to the distance to obtain region sequencing results; determining the production target quantities of different areas according to the areas where the production warehouses of the backlog orders are located; and determining a target scheduling plan according to the backlog order information, the warehouse capacity, the available site capacity, the area sequencing result and the production target quantity.
In some embodiments, the first determining module 803 is further configured to:
acquiring the backlog order quantity according to the order mark of each backlog order; constructing a dynamic decision model according to the warehouse to be scheduled, the time to be scheduled, the site to be scheduled, the volume order quantity, the warehouse capacity, the available site capacity and the production target quantity; and determining a target scheduling plan according to the dynamic decision model.
In some embodiments, the first determining module 803 is further configured to:
determining decision constraint conditions according to the backlog order quantity, the warehouse capacity, the available site capacity and the production target quantity; determining a decision-making target according to the warehouse to be scheduled, the time to be scheduled and the site to be scheduled; and constructing a dynamic decision model according to the decision constraint conditions and the decision target.
In some embodiments, the apparatus further comprises:
the second determining module is used for determining the remaining site capacity of each site and the remaining warehouse capacity of each warehouse according to the target scheduling plan;
the first adjusting module is used for adjusting the site productivity of each site based on the remaining site productivity of each site to obtain the adjusted site productivity;
and the second adjusting module is used for adjusting the warehouse capacity of each warehouse based on the residual warehouse capacity of each warehouse to obtain the adjusted warehouse capacity.
Here, it should be noted that: the above description of the embodiment of the order scheduling apparatus is similar to the above description of the method, and has the same advantageous effects as the embodiment of the method. For technical details not disclosed in the embodiments of the order scheduling apparatus of the present application, those skilled in the art should understand with reference to the description of the embodiments of the method of the present application.
It should be noted that, in the embodiment of the present application, if the method is implemented in the form of a software functional module and sold or used as a standalone product, it may also be stored in a computer readable storage medium. Based on such understanding, the technical solutions of the embodiments of the present application may be essentially implemented or portions thereof contributing to the prior art may be embodied in the form of a software product stored in a storage medium, and including several instructions for causing a computer device (which may be a personal computer, a server, or a network device) to execute all or part of the methods described in the embodiments of the present application. And the aforementioned storage medium includes: various media capable of storing program codes, such as a usb disk, a removable hard disk, a Read Only Memory (ROM), a magnetic disk, or an optical disk. Thus, embodiments of the present application are not limited to any specific combination of hardware and software.
Accordingly, embodiments of the present application provide a computer-readable storage medium, on which a computer program is stored, where the computer program, when executed by a processor, implements the steps in the order scheduling method provided in the above embodiments.
In an embodiment of the present application, an electronic device is provided, and fig. 9 is a schematic diagram of a component structure of the electronic device provided in the embodiment of the present application, and according to an exemplary structure of the electronic device 900 shown in fig. 9, other exemplary structures of the electronic device 900 may be foreseen, so that the structure described herein should not be considered as a limitation, for example, some components described below may be omitted, or components not described below may be added to adapt to special requirements of some applications.
The electronic device 900 shown in fig. 9 includes: a processor 901, at least one communication bus 902, a user interface 903, at least one external communication interface 904 and memory 905. Wherein the communication bus 902 is configured to enable connective communication between these components. The user interface 903 may comprise a display screen, and the external communication interface 904 may comprise a standard wired interface and a wireless interface, among others. The processor 901 is configured to execute a program of the order scheduling method stored in the memory to implement the steps in the order scheduling method provided in the foregoing embodiments.
The above description of the electronic device and storage medium embodiments, similar to the description of the method embodiments above, has similar advantageous effects as the method embodiments. For technical details not disclosed in the embodiments of the electronic device and the storage medium of the present application, reference is made to the description of the embodiments of the method of the present application for understanding.
It should be appreciated that reference throughout this specification to "one embodiment" or "an embodiment" means that a particular feature, structure or characteristic described in connection with the embodiment is included in at least one embodiment of the present application. Thus, the appearances of the phrases "in one embodiment" or "in an embodiment" in various places throughout this specification are not necessarily all referring to the same embodiment. Furthermore, the particular features, structures, or characteristics may be combined in any suitable manner in one or more embodiments. It should be understood that, in the various embodiments of the present application, the sequence numbers of the above-mentioned processes do not mean the execution sequence, and the execution sequence of each process should be determined by its function and inherent logic, and should not constitute any limitation to the implementation process of the embodiments of the present application. The above-mentioned serial numbers of the embodiments of the present application are merely for description and do not represent the merits of the embodiments.
It should be noted that, in this document, the terms "comprises," "comprising," or any other variation thereof, are intended to cover a non-exclusive inclusion, such that a process, method, article, or apparatus that comprises a list of elements does not include only those elements but may include other elements not expressly listed or inherent to such process, method, article, or apparatus. Without further limitation, an element defined by the phrase "comprising a … …" does not exclude the presence of another identical element in a process, method, article, or apparatus that comprises the element.
In the several embodiments provided in the present application, it should be understood that the disclosed apparatus and method may be implemented in other ways. The above-described device embodiments are merely illustrative, for example, the division of the unit is only a logical functional division, and there may be other division ways in actual implementation, such as: multiple units or components may be combined, or may be integrated into another system, or some features may be omitted, or not implemented. In addition, the coupling, direct coupling or communication connection between the components shown or discussed may be through some interfaces, and the indirect coupling or communication connection between the devices or units may be electrical, mechanical or other forms.
The units described as separate parts may or may not be physically separate, and parts displayed as units may or may not be physical units; can be located in one place or distributed on a plurality of network units; some or all of the units can be selected according to actual needs to achieve the purpose of the solution of the embodiment.
In addition, all functional units in the embodiments of the present application may be integrated into one processing unit, or each unit may be separately regarded as one unit, or two or more units may be integrated into one unit; the integrated unit may be implemented in the form of hardware, or in the form of hardware plus a software functional unit.
Those of ordinary skill in the art will understand that: all or part of the steps for realizing the method embodiments can be completed by hardware related to program instructions, the program can be stored in a computer readable storage medium, and the program executes the steps comprising the method embodiments when executed; and the aforementioned storage medium includes: a removable storage device, a ROM, a magnetic or optical disk, or other various media that can store program code.
Alternatively, the integrated units described above in the present application may be stored in a computer-readable storage medium if they are implemented in the form of software functional modules and sold or used as independent products. Based on such understanding, the technical solutions of the embodiments of the present application may be embodied in the form of a software product, which is stored in a storage medium and includes several instructions for causing a device to perform all or part of the methods described in the embodiments of the present application. And the aforementioned storage medium includes: various media that can store program code, such as removable storage devices, ROMs, magnetic or optical disks, etc.
The above description is only an embodiment of the present application, but the scope of the present application is not limited thereto, and any person skilled in the art can easily think of the changes or substitutions within the technical scope of the present application, and shall cover the scope of the present application. Therefore, the protection scope of the present application shall be subject to the protection scope of the claims.
Claims (10)
1. An order scheduling method, the method comprising:
receiving a request message for scheduling, wherein the request message carries a warehouse to be scheduled, time to be scheduled and a site to be scheduled;
acquiring backlog order information of each backlog order in a backlog order set, warehouse information of each warehouse in the warehouse set and site information of each site in the site set;
determining a target scheduling plan based on the backlog order information, the warehouse information and the site information, wherein the target scheduling plan is a target order from the warehouse to be scheduled to the site to be scheduled in advance during the time to be scheduled;
and carrying the target production scheduling plan in a response message and sending the response message to a terminal so that the terminal performs production scheduling on the target order according to the target production scheduling plan.
2. The method of claim 1, wherein obtaining backlog order information for each backlog order in the backlog order set, warehouse information for each warehouse in the warehouse set, and site information for each site in the site set comprises:
acquiring order identification, order placing time, a production warehouse location area, a production warehouse and a delivery site of each backlog order in a backlog order set; determining the order mark, the order placing time, the area of the production warehouse, the production warehouse and the delivery site of each backlog order as the backlog order information of each backlog order;
acquiring the warehouse capacity and the area of each warehouse in a warehouse set; determining the warehouse capacity and the area of each warehouse as the warehouse information of each warehouse;
acquiring available site capacity, target amount for proper delivery and an area where the available site capacity, the target amount for proper delivery and the area are located of each site in a site set; and determining the available site capacity, the target delivery amount and the located area of each site as the site information of each site.
3. The method of claim 2, wherein the acquiring available site capacity for each site in the site set comprises:
acquiring in-transit order information of each in-transit order in an in-transit order set, wherein the in-transit order is an order which is produced and is not put in a corresponding station, and the in-transit order information comprises in-transit order identification, order placing time, a production warehouse location area, a production warehouse, a pre-delivery station and pre-delivery time;
determining the pre-occupied site capacity of each site according to the pre-delivery sites of each in-transit order;
and determining the available site capacity of each site in the site set according to the target amount of the successful delivery of each site in the site set and the pre-occupied site capacity.
4. The method of claim 3, wherein determining a target scheduling plan based on the backlog order information, warehouse information, and site information comprises:
acquiring the distance between each area and the station to be scheduled;
sequencing the areas according to the distance between the areas and the station to be scheduled to obtain area sequencing results;
determining the production target volume of different areas according to the area where the production warehouse of each backlog order is located;
and determining a target scheduling plan according to the backlog order information, the warehouse capacity, the available site capacity, the area sequencing result and the production target quantity.
5. The method of claim 4, wherein determining a target scheduling plan based on the backlog order information, warehouse capacity, available site capacity, area sequencing results, and production target volume comprises:
acquiring the backlog order quantity according to the order identification of each backlog order;
constructing a dynamic decision model according to the warehouse to be scheduled, the time to be scheduled, the site to be scheduled, the volume of the overstocked orders, the capacity of the warehouse, the capacity of the available site and the production target volume;
and determining a target scheduling plan according to the dynamic decision model.
6. The method of claim 5, wherein constructing a dynamic decision model based on the warehouse to be scheduled, the time to be scheduled, the site to be scheduled, the volume of orders to be backlogged, the capacity of the warehouse, the capacity of available sites, and the production target volume comprises:
determining decision constraint conditions according to the backlog order quantity, the warehouse capacity, the available site capacity and the production target quantity;
determining a decision-making target according to the warehouse to be scheduled, the time to be scheduled and the site to be scheduled;
and constructing a dynamic decision model according to the decision constraint conditions and the decision target.
7. The method of claim 6, further comprising:
determining the remaining site capacity of each site and the remaining warehouse capacity of each warehouse according to the target scheduling plan;
adjusting the site productivity of each site based on the remaining site productivity of each site to obtain the adjusted site productivity;
and adjusting the warehouse capacity of each warehouse based on the residual warehouse capacity of each warehouse to obtain the adjusted warehouse capacity.
8. An order scheduling apparatus, the apparatus comprising:
the system comprises a receiving module, a scheduling module and a scheduling module, wherein the receiving module is used for receiving a request message for scheduling, and the request message carries a warehouse to be scheduled, time to be scheduled and a site to be scheduled;
the acquisition module is used for acquiring backlog order information of each backlog order in the backlog order set, warehouse information of each warehouse in the warehouse set and site information of each site in the site set;
a first determining module, configured to determine a target scheduling plan based on the backlog order information, the warehouse information, and the site information, where the target scheduling plan is a target order for the warehouse to be scheduled to pre-produce to the site to be scheduled during the time to be scheduled;
and the sending module is used for sending the target production scheduling plan carried in a response message to a terminal so that the terminal performs production scheduling on the target order according to the target production scheduling plan.
9. An electronic device, comprising:
a processor; and
a memory for storing a computer program operable on the processor;
wherein the computer program when executed by a processor implements the steps of the order placing method of any one of claims 1 to 7.
10. A computer-readable storage medium having stored thereon computer-executable instructions configured to perform the steps of the order placement method of any one of claims 1 to 7.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211533044.1A CN115907397A (en) | 2022-12-01 | 2022-12-01 | Order scheduling method, device, equipment and computer-readable storage medium |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211533044.1A CN115907397A (en) | 2022-12-01 | 2022-12-01 | Order scheduling method, device, equipment and computer-readable storage medium |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115907397A true CN115907397A (en) | 2023-04-04 |
Family
ID=86474436
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211533044.1A Pending CN115907397A (en) | 2022-12-01 | 2022-12-01 | Order scheduling method, device, equipment and computer-readable storage medium |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115907397A (en) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110858332A (en) * | 2018-08-22 | 2020-03-03 | 北京京东振世信息技术有限公司 | Order production method and device |
| CN111626800A (en) * | 2019-02-27 | 2020-09-04 | 北京京东尚科信息技术有限公司 | Commodity order processing method and device |
| CN113780701A (en) * | 2020-07-30 | 2021-12-10 | 北京京东乾石科技有限公司 | Order shunting method and device |
| CN113971470A (en) * | 2020-07-22 | 2022-01-25 | 易久批信息技术有限公司 | Supply chain order delivery ordering system |
| CN114493449A (en) * | 2022-01-29 | 2022-05-13 | 海南老白健康科技有限公司 | Order information processing method, device and equipment |
| KR102430462B1 (en) * | 2022-02-28 | 2022-08-09 | 쿠팡 주식회사 | Method for transferring order information between fulfillment centers and electronic device using the same |
-
2022
- 2022-12-01 CN CN202211533044.1A patent/CN115907397A/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110858332A (en) * | 2018-08-22 | 2020-03-03 | 北京京东振世信息技术有限公司 | Order production method and device |
| CN111626800A (en) * | 2019-02-27 | 2020-09-04 | 北京京东尚科信息技术有限公司 | Commodity order processing method and device |
| CN113971470A (en) * | 2020-07-22 | 2022-01-25 | 易久批信息技术有限公司 | Supply chain order delivery ordering system |
| CN113780701A (en) * | 2020-07-30 | 2021-12-10 | 北京京东乾石科技有限公司 | Order shunting method and device |
| CN114493449A (en) * | 2022-01-29 | 2022-05-13 | 海南老白健康科技有限公司 | Order information processing method, device and equipment |
| KR102430462B1 (en) * | 2022-02-28 | 2022-08-09 | 쿠팡 주식회사 | Method for transferring order information between fulfillment centers and electronic device using the same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113222305B (en) | Order scheduling method, order scheduling device, storage medium and electronic equipment | |
| CN108574706B (en) | Method and device for pushing media files | |
| CN112819324B (en) | A method, system and readable storage medium for dispatching rescue materials based on the Internet of Things | |
| CN103092683A (en) | Scheduling used for analyzing data and based on elicitation method | |
| US11727137B2 (en) | Predictive update of profile database with update logic | |
| CN105306277A (en) | Message scheduling method and message scheduling device for message queues | |
| CN106453608B (en) | A background request adaptive scheduling algorithm for cloud-based mobile applications | |
| CN111309939A (en) | Video recommendation sorting method and device | |
| CN105678586A (en) | Information supporting method and device | |
| CN114581114B (en) | Promotion resource configuration method, system, device and storage medium | |
| CN113760550A (en) | Resource allocation method and resource allocation device | |
| CN117707797B (en) | Task scheduling method, device and related equipment based on distributed cloud platform | |
| Zhang et al. | Service pricing and selection for IoT applications offloading in the multi-mobile edge computing systems | |
| CN109741108A (en) | Streaming application recommended method, device and electronic equipment based on context aware | |
| CN117151368A (en) | Power conversion scheduling method and device, electronic equipment and power conversion scheduling system | |
| CN112506644A (en) | Task scheduling method and system based on cloud edge-side hybrid computing mode system | |
| CN115907397A (en) | Order scheduling method, device, equipment and computer-readable storage medium | |
| Huang et al. | Pricing optimization in MEC systems: Maximizing resource utilization through joint server configuration and dynamic operation | |
| CN113222304B (en) | Inventory scheduling method and device | |
| CN107122464A (en) | A kind of aid decision-making system and method | |
| CN116989819A (en) | A path determination method and device based on model solution | |
| CN118365015A (en) | Customer service event list distribution method, device, equipment and storage medium | |
| CN112669099A (en) | Method and apparatus for processing an order | |
| CN116452322A (en) | Credit card recommendation method and device | |
| CN113421140B (en) | Order processing method, device and system and electronic equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |