CN115717195A - Quenching cooling uniformity control method for intensive hot coil continuous heat treatment - Google Patents
Quenching cooling uniformity control method for intensive hot coil continuous heat treatment Download PDFInfo
- Publication number
- CN115717195A CN115717195A CN202110997276.1A CN202110997276A CN115717195A CN 115717195 A CN115717195 A CN 115717195A CN 202110997276 A CN202110997276 A CN 202110997276A CN 115717195 A CN115717195 A CN 115717195A
- Authority
- CN
- China
- Prior art keywords
- cooling
- heat treatment
- strip steel
- zone
- quenching
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000001816 cooling Methods 0.000 title claims abstract description 87
- 238000010791 quenching Methods 0.000 title claims abstract description 45
- 230000000171 quenching effect Effects 0.000 title claims abstract description 45
- 238000010438 heat treatment Methods 0.000 title claims abstract description 44
- 238000000034 method Methods 0.000 title claims abstract description 41
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 33
- 239000010959 steel Substances 0.000 claims abstract description 33
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 20
- 238000005192 partition Methods 0.000 claims abstract description 11
- 238000005507 spraying Methods 0.000 claims abstract description 7
- 238000000926 separation method Methods 0.000 claims abstract description 3
- 230000006835 compression Effects 0.000 claims 2
- 238000007906 compression Methods 0.000 claims 2
- 230000003247 decreasing effect Effects 0.000 claims 1
- 238000007599 discharging Methods 0.000 claims 1
- 239000002826 coolant Substances 0.000 abstract description 5
- 230000008569 process Effects 0.000 description 13
- 239000003595 mist Substances 0.000 description 12
- 238000005516 engineering process Methods 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000009826 distribution Methods 0.000 description 4
- 230000006872 improvement Effects 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- 238000004886 process control Methods 0.000 description 3
- 238000009749 continuous casting Methods 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 2
- 238000005457 optimization Methods 0.000 description 2
- 238000002791 soaking Methods 0.000 description 2
- 238000000638 solvent extraction Methods 0.000 description 2
- 239000002436 steel type Substances 0.000 description 2
- 229910000797 Ultra-high-strength steel Inorganic materials 0.000 description 1
- 238000000889 atomisation Methods 0.000 description 1
- 229910001563 bainite Inorganic materials 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000008094 contradictory effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Control Of Heat Treatment Processes (AREA)
Abstract
本发明提供了一种集约化热卷连续热处理的淬火冷却均匀性控制方法,包括如下步骤:(1)、以设置的多组压辊为分隔点,将冷却区划分为多段,以相邻两组压辊间区域为一段,带钢在进入冷却区后,所经由的各段冷却区的张力控制在5~35MPa;(2)、每一段冷却区的带钢上下位都设置了用于施放冷却介质的喷洒设施;沿带钢宽度方向,将带钢表面划分为3‑7个分区,以中间的一个分区为中区,其它分区为边区,各分区的气水比为2:6~6:2,边中分区流量比为0.8:1~0.2:1.5;相应喷洒设施所提供的带钢上下表流量比为1:2~2:1。

The invention provides a method for controlling the uniformity of quenching and cooling for intensive continuous heat treatment of hot coils, which includes the following steps: (1) Divide the cooling zone into multiple sections with multiple sets of pressure rollers set as separation points, The area between the group of pressure rollers is one section. After the strip steel enters the cooling zone, the tension of each section of the cooling zone is controlled at 5-35MPa; (2) The upper and lower positions of the strip steel in each cooling zone are set for release Cooling medium spraying facility; along the width direction of the strip, divide the surface of the strip into 3-7 zones, with the middle zone as the middle zone, and the other zones as the side zones, and the air-water ratio of each zone is 2:6~6 : 2, the flow ratio of the side-middle partition is 0.8:1~0.2:1.5; the flow ratio of the upper and lower tables of the strip provided by the corresponding spraying facilities is 1:2~2:1.
Description
技术领域technical field
本发明涉及淬火工艺布局与方法,是应用于集约化热卷连续热处理线的控制技术,具体涉及一种集约化热卷连续热处理的淬火冷却均匀性控制方法。The invention relates to a quenching process layout and method, and is a control technology applied to an intensive hot coil continuous heat treatment line, in particular to a quenching cooling uniformity control method for intensive hot coil continuous heat treatment.
背景技术Background technique
针对热轧带钢热处理的淬火冷却,现有热连轧热处理线主要为板状态热处理;现有热轧热处理线冷却方式普遍采用水冷,如水幕、水喷嘴等方式或者组合;现有热轧热处理线对冷却水边中边、上下表有流量分配控制。但是,对于集约化热卷连续热处理线来说,其设备、产品、规格和工艺特点均发生了较大变化,必须采用与其匹配的新的淬火冷却模式和方法以更好的控制冷却均匀性和板形。For the quenching and cooling of hot-rolled strip heat treatment, the existing hot continuous rolling heat treatment line is mainly heat treatment in the plate state; the cooling method of the existing hot-rolled heat treatment line generally adopts water cooling, such as water curtain, water nozzle, etc. or a combination; the existing hot rolling heat treatment The line has flow distribution control for cooling water side, middle side, upper and lower tables. However, for the intensive hot coil continuous heat treatment line, its equipment, products, specifications and process characteristics have undergone major changes, and a new quenching cooling mode and method must be adopted to better control cooling uniformity and plate shape.
以下为针对现有技术中的淬火的进一步说明:The following is a further description for quenching in the prior art:
1、淬火冷却技术1. Quenching and cooling technology
随着产品工艺的不断改进,特别是在设备制造、技术应用和工艺控制方面的进步,使得冷却技术越来越重要。现有技术中采用多种冷却技术(包括喷气冷却、高速喷气冷却、气雾冷却、辊冷技术和水淬冷却等)来进行应对,以达到合理的冷却效果。气雾冷却是冷却的方式之一,它是借助压缩空气的能量,将水滴雾化并以高速喷射到物体表面,气雾冷却技术具有表面传热系数高、冷却均匀等优点。气雾冷却技术传热机理复杂,冷却介质为水与气的混合,不是单一介质,不同的水压和气压设定将影响冷却介质与带钢之间的换热系数。可以通过气水比等方式的控制来调节雾化程度、冷却能力等目的。With the continuous improvement of product technology, especially the progress in equipment manufacturing, technology application and process control, cooling technology is becoming more and more important. In the prior art, a variety of cooling technologies (including jet cooling, high-speed jet cooling, gas mist cooling, roll cooling technology, and water quenching cooling, etc.) are used to deal with it, so as to achieve a reasonable cooling effect. Air mist cooling is one of the cooling methods. It uses the energy of compressed air to atomize water droplets and spray them onto the surface of objects at high speed. Air mist cooling technology has the advantages of high surface heat transfer coefficient and uniform cooling. The heat transfer mechanism of air mist cooling technology is complex, and the cooling medium is a mixture of water and air, not a single medium. Different water pressure and air pressure settings will affect the heat transfer coefficient between the cooling medium and the strip. The degree of atomization, cooling capacity and other purposes can be adjusted by controlling the gas-water ratio.
钢的淬火——将钢件加热到Ac3或Ac1以上某一温度,保持一定的时间,然后以适当速度冷却获得得马氏体和(或)贝氏体的热处理工艺。Quenching of steel—a heat treatment process in which steel is heated to a temperature above Ac3 or Ac1, maintained for a certain period of time, and then cooled at an appropriate rate to obtain martensite and (or) bainite.
可以根据不同冷却方式的特点,选择合理的冷却方式进行淬火。According to the characteristics of different cooling methods, a reasonable cooling method can be selected for quenching.
2、淬火的应用2. Application of quenching
气雾冷却在连铸、薄带连铸等产线上中有较多应用。但由于热轧卷或板的淬火冷却特点(品种、规格等),气雾淬火在热卷或热连轧板淬火热处理工艺领域应用较少。目前在热连轧领域,淬火仍主要以水为冷却介质,以水淬为主。Gas mist cooling is widely used in production lines such as continuous casting and thin strip continuous casting. However, due to the quenching and cooling characteristics of hot-rolled coils or plates (variety, specifications, etc.), gas mist quenching is rarely used in the field of quenching heat treatment of hot coils or hot continuous rolling plates. At present, in the field of hot continuous rolling, quenching still mainly uses water as the cooling medium, and water quenching is the main method.
3、现有技术存在的问题3. Problems existing in the existing technology
集约化热卷连续热处理线较传统热处理线带钢走速(带钢运行速度)慢、产品规格薄、均匀性要求高,这是对淬火冷却工艺影响最大的变化点,基于集约化热卷连续热处理线,原有技术存在以下问题:The intensive hot coil continuous heat treatment line is slower than the traditional heat treatment line (strip running speed), with thinner product specifications and higher uniformity requirements. This is the change point that has the greatest impact on the quenching and cooling process. Based on the intensive hot coil continuous Heat treatment line, the original technology has the following problems:
1)、现有热连轧板、卷淬火热处理工艺主要针对厚度3mm以上规格,同时厚度4mm以下规格均匀性已经较难控制,板形问题突出。而集约化热卷连续热处理线涵盖更薄规格范围(厚度可达2mm,且以厚度2-4mm规格为主),从板形理论中我们知道,带钢规格越薄,平直度死区小,相同的应力条件下,抵抗翘曲变形的能力越小。所以对冷却均匀性更敏感,现有热处理冷却方式不能满足要求;1) The existing hot continuous rolling plate and coil quenching heat treatment process is mainly aimed at specifications with a thickness of 3mm or more, while the uniformity of specifications with a thickness of less than 4mm is already difficult to control, and the problem of plate shape is prominent. The intensive hot coil continuous heat treatment line covers a thinner specification range (the thickness can reach 2mm, and the thickness is mainly 2-4mm). From the shape theory, we know that the thinner the strip specification, the smaller the flatness dead zone , under the same stress conditions, the smaller the ability to resist warping deformation. Therefore, it is more sensitive to cooling uniformity, and the existing heat treatment cooling methods cannot meet the requirements;
2)、冷却均匀性和带钢走速直接相关,传统热处理线带钢运行速度可达75m/min,而集约化热卷连续热处理线走速更低(一般10m/min以内),走速低会加剧冷却的不均匀性,冷却均匀性要求更高,现有热处理冷却方式不能满足要求;2) The uniformity of cooling is directly related to the running speed of the strip steel. The running speed of the strip steel in the traditional heat treatment line can reach 75m/min, while the running speed of the intensive hot coil continuous heat treatment line is lower (generally within 10m/min), and the running speed is low. It will aggravate the non-uniformity of cooling, and the requirements for cooling uniformity are higher, and the existing heat treatment cooling methods cannot meet the requirements;
3)、冷速和均匀性在一定程度上互为矛盾,需要实现在保证冷速条件下的更高的均匀性控制,这要求对冷速进行控制,现有淬火热处理模式方法已不能满足;3) The cooling rate and uniformity are contradictory to a certain extent, and it is necessary to achieve higher uniformity control under the condition of ensuring the cooling rate, which requires the control of the cooling rate, which cannot be satisfied by the existing quenching heat treatment mode;
4)、现有热处理主要为无张力状态淬火,均匀性控制手段不适用于集约化热卷连续热处理的淬火冷却均匀性控制。4) The existing heat treatment is mainly quenching in a tension-free state, and the uniformity control method is not suitable for the quenching and cooling uniformity control of intensive hot coil continuous heat treatment.
正是由于连续热处理线和传统热处理线的差异(规格、走速、张力、工艺特点等),导致连续热处理对均匀性控制提出了更高要求。因此现有的冷却设备、方法和工艺无法适应新的要求,必须做出新的、开创性的方法和优化调整来满足连续热处理线生产质量要求。It is precisely because of the differences between continuous heat treatment lines and traditional heat treatment lines (specifications, running speed, tension, process characteristics, etc.) that continuous heat treatment puts forward higher requirements for uniformity control. Therefore, the existing cooling equipment, methods and processes cannot adapt to the new requirements, and new and innovative methods and optimization adjustments must be made to meet the production quality requirements of the continuous heat treatment line.
发明内容Contents of the invention
本发明所要解决的技术问题在于提供一种能够实现热卷全板面的温度、性能均匀性调节控制,满足相关产品淬火板形需要的集约化热卷连续热处理的淬火均匀性控制方法。The technical problem to be solved by the present invention is to provide a quenching uniformity control method for intensive hot coil continuous heat treatment that can realize the adjustment and control of the temperature and performance uniformity of the entire surface of the hot coil, and meet the requirements of the quenched plate shape of related products.
其所要解决的技术问题可以通过以下技术方案来实施。The technical problem to be solved can be implemented through the following technical solutions.
一种集约化热卷连续热处理的淬火冷却均匀性控制方法,其特点为,包括如下步骤:A method for controlling the uniformity of quenching and cooling for intensive continuous heat treatment of hot coils is characterized in that it includes the following steps:
(1)、以设置的多组压辊为分隔点,将冷却区划分为多段,以相邻两组压辊间区域为一段,带钢在进入冷却区后,所经由的各段冷却区的张力控制在5~35MPa;(1) The cooling zone is divided into multiple sections with the multiple sets of pressure rollers set as the separation point, and the area between two adjacent sets of pressure rollers is taken as one section. After the strip enters the cooling zone, the cooling zone of each section passes through The tension is controlled at 5~35MPa;
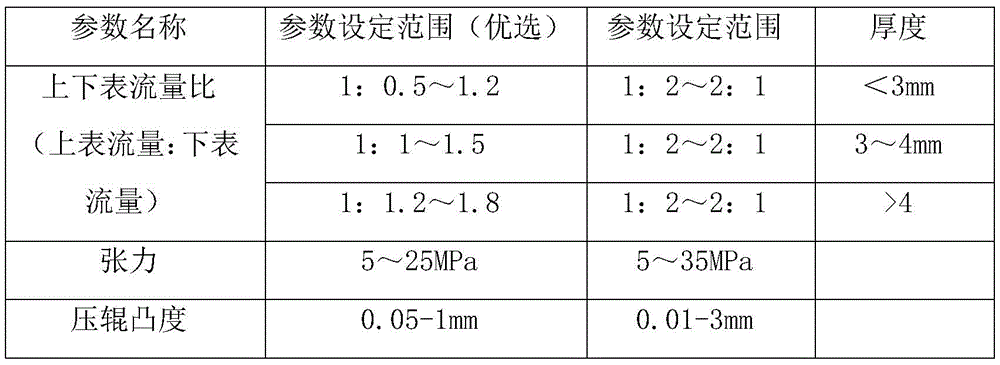
(2)、每一段冷却区的带钢上下位都设置了用于施放冷却介质的喷洒设施;沿带钢宽度方向,将带钢表面划分为3-7个分区,以中间的一个分区为中区,其它分区为边区,各分区的气水比为2:6~6:2,边中分区流量比(单个边区流量与中区的流量比值)为0.8:1~0.2:1.5;相应喷洒设施所提供的带钢上下表流量比为1:2~2:1。(2) The upper and lower parts of the strip steel in each section of the cooling zone are equipped with spraying facilities for spraying cooling medium; along the width direction of the strip steel, the surface of the strip steel is divided into 3-7 partitions, with the middle partition as the center The other partitions are border regions, the air-water ratio of each partition is 2:6~6:2, and the flow ratio of the border middle partition (the flow ratio of a single border region to the flow rate of the central region) is 0.8:1~0.2:1.5; the corresponding spraying facilities The flow ratio of the upper and lower tables of the strip provided is 1:2~2:1.
作为本技术方案的进一步改进,步骤(2)中,带钢厚度<3mm时,带钢上下表流量比为1:0.5~1.2;带钢厚度3~4mm时,带钢上下表流量比为1:1~1.5;带钢厚度>4mm时,带钢上下表流量比为1:1.2~1.8。As a further improvement of this technical solution, in step (2), when the thickness of the strip steel is less than 3mm, the flow ratio of the upper and lower gauges of the strip steel is 1:0.5-1.2; when the thickness of the steel strip is 3-4mm, the flow ratio of the upper and lower gauges of the strip steel is 1 : 1 ~ 1.5; when the thickness of the strip steel > 4mm, the flow ratio of the upper and lower tables of the strip steel is 1: 1.2 ~ 1.8.
作为本发明的优选实施例,带钢在进入冷却区后,所经由的各段冷却区的张力递减。As a preferred embodiment of the present invention, after the steel strip enters the cooling zone, the tension of each section of the cooling zone that the strip passes through decreases gradually.
也作为本技术方案的进一步改进,张力辊的凸度为0.01~3mm。优选的,张力辊的凸度为0.05~3mm。Also as a further improvement of the technical solution, the convexity of the tension roller is 0.01-3 mm. Preferably, the convexity of the tension roller is 0.05-3mm.
还作为本技术方案的进一步改进,步骤(1)中,带钢在进入冷却区后,所经由的各段冷却区的张力控制在5~25MPa。Also as a further improvement of the technical solution, in step (1), after the steel strip enters the cooling zone, the tension of each cooling zone passed through is controlled at 5-25 MPa.
进一步,沿带钢宽度方向进行分区划分后,中区的宽度为10~1500mm。Further, after partitioning along the strip width direction, the width of the middle zone is 10-1500 mm.
优选的,带钢宽度方向,各分区的气水比为3:5~5:3。Preferably, in the strip width direction, the air-water ratio of each partition is 3:5˜5:3.
还作为本发明的优选实施例,沿带钢宽度方向划分为7个分区,中区宽度为1000mm,边中分区流量比为0.8:1。Also as a preferred embodiment of the present invention, the strip is divided into 7 zones along the width direction of the strip, the width of the middle zone is 1000 mm, and the flow rate ratio of the zone in the side is 0.8:1.
采用上述技术方案的集约化热卷连续热处理的淬火冷却均匀性控制方法,应用在集约化热卷连续热处理线后,其具有快速加热、全连续、自动化、集约化等特点,生产效率高、生产成本低、工作环境好等优点,特别适合高板形质量要求的薄规格(4mm以下)超高强钢钢带的生产。The quenching and cooling uniformity control method of the intensive hot coil continuous heat treatment adopting the above technical scheme is applied to the intensive hot coil continuous heat treatment line. It has the characteristics of rapid heating, full continuous, automation, and intensive production. With the advantages of low cost and good working environment, it is especially suitable for the production of ultra-high-strength steel strips with thin specifications (below 4mm) and high shape quality requirements.
附图说明Description of drawings
图1为本发明淬火区设备布局图;Fig. 1 is the equipment layout diagram of the quenching zone of the present invention;
图中:1——均热炉,2——带钢,3——水雾挡板;In the figure: 1—soaking furnace, 2—strip steel, 3—water mist baffle;
4——第1组压辊,41——第2组压辊,42——第3组压辊。43——第4组压辊;4—the first group of pressure rollers, 41—the second group of pressure rollers, 42—the third group of pressure rollers. 43 - the fourth set of pressure rollers;
5——气雾冷却梁,5.1——气雾喷嘴,5.2——进水管,5.3——压缩空气管,6——斜喷箱,6.1——(高压密排)水喷嘴。5——air mist cooling beam, 5.1——air mist nozzle, 5.2——water inlet pipe, 5.3——compressed air pipe, 6——inclined spray box, 6.1——(high pressure dense row) water nozzle.
具体实施方式Detailed ways
下面结合附图对本发明的具体实施方式进行进一步的详细说明。The specific embodiments of the present invention will be further described in detail below in conjunction with the accompanying drawings.
本发明所涉及的淬火工艺段淬火工艺布局与方法,是一种应用于集约化热卷连续热处理线的淬火冷却均匀性控制方法。通过边中边流量调节、上下流量比例调节、带张力淬火、差动转速压辊提高淬火区张力、压辊辊形优化实现横向张力分布调控等方法,改善横向、厚向冷却均匀性。The quenching process layout and method of the quenching process section involved in the present invention is a method for controlling the uniformity of quenching and cooling applied to an intensive hot coil continuous heat treatment line. The uniformity of lateral and thickness cooling is improved through side-to-side flow adjustment, upper and lower flow ratio adjustment, belt tension quenching, differential speed pressure rollers to increase the tension in the quenching zone, and pressure roller shape optimization to realize lateral tension distribution control.
参照图1所示的淬火区设备布局,带钢3在从均热炉1出来后,依次经过第1组压辊4、第2组压辊41、第3组压辊42和第4组压辊43。Referring to the equipment layout of the quenching zone shown in Figure 1, after the
具体采用如下控制方法:Specifically, the following control methods are adopted:
1、边中边流量控制:1. Side-to-side flow control:
淬火工艺段上下表每排喷嘴均采用边中边分区;针对不同宽度设置相应的边中边分区及流量控制;宽度方向分区原则参见下表1;Each row of nozzles in the upper and lower tables of the quenching process section adopts side-in-side partitions; set corresponding side-in-side partitions and flow control for different widths; see the following table 1 for the principle of partitioning in the width direction;
表1:边中边分区设置Table 1: Edge-in-edge partition settings


2、上下表流量控制:2. Up and down table flow control:
针对不同厚度规格设置相应的上下表流量控制,上下表流量比(设定流量,非实时瞬间流量)工艺参数配置参见下表2。Set the corresponding upper and lower table flow control for different thickness specifications, and the process parameter configuration of the upper and lower table flow ratio (set flow, non-real-time instantaneous flow) is shown in Table 2 below.
表2:上下表流量控制Table 2: Up and down table flow control
3、分段张力控制:3. Sectional tension control:
采用带张力淬火,第1、2组压辊和第3、4组压辊采用张力控制,通过差动转速压辊提高淬火区张力。同时通过压辊辊形(辊凸度)设计实现横向张力分布调控。具体张力及辊型工艺参数配置如表2。Quenching with tension is adopted, the first and second sets of pressure rollers and the third and fourth sets of pressure rollers are controlled by tension, and the tension in the quenching zone is increased by differential speed pressure rollers. At the same time, the lateral tension distribution control is realized through the design of the roller shape (roll crown). The configuration of specific tension and roll shape process parameters is shown in Table 2.
如图1所示,以第1组压辊4和第2组压辊41间的冷却区为第一冷却区,第2组压辊41和第3组压辊42间的冷却区为第二冷却区,第3组压辊42和第4组压辊43间的冷却区为第三冷却区;在每个冷却区的带钢上下表面对应的上下位设置有相应的冷却设施,图中的气雾冷却梁5上设置了气雾喷嘴5.1、进水管5.2和压缩空气管5.3;以及斜喷箱6和设置在斜喷箱上的(高压密排)水喷嘴。图中标号3为水雾挡板。As shown in Figure 1, the cooling zone between the first group of
该方法具有如下有益效果:The method has the following beneficial effects:
1、根据品种、规格及相关需求,通过合理设定边中边、上下表流量配比选择,满足冷却均匀性要求;1. According to the variety, specification and related requirements, the cooling uniformity requirements can be met by reasonably setting the flow ratio of the sides, sides, and upper and lower tables;
2、通过分段张力和压辊辊型设计,合理调控宽度方向张力分布,满足均匀性和板形控制要求。2. Through the segmented tension and roller shape design, the tension distribution in the width direction can be reasonably adjusted to meet the uniformity and shape control requirements.
以下为更具体的实施例。The following are more specific examples.
实施例1:Example 1:
本发明的淬火冷却均匀性控制方法,在某集约化热卷连续热处理生产线上试验实施,应用于某厚度4×1600mm钢种1,工艺参数设置如下表3:The quenching and cooling uniformity control method of the present invention is tested and implemented on an intensive hot coil continuous heat treatment production line, and is applied to a steel type 1 with a thickness of 4×1600mm. The process parameters are set in the following table 3:
表3:table 3:

其中,第三冷却区的张力也最好保持在10MPa。Wherein, the tension in the third cooling zone is preferably kept at 10MPa.
本参数设置实施后能满足工艺控制要求。After the implementation of this parameter setting, it can meet the process control requirements.
实施例2:Example 2:
本发明的淬火冷却均匀性控制方法,在某集约化热卷连续热处理生产线上试验实施,应用于某厚度3×1300mmmm钢种2,工艺参数设置如下表4The quenching and cooling uniformity control method of the present invention is tested and implemented on an intensive hot coil continuous heat treatment production line, and is applied to a
表4:Table 4:

本参数设置实施后能满足工艺控制要求。After the implementation of this parameter setting, it can meet the process control requirements.
Claims (9)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110997276.1A CN115717195A (en) | 2021-08-27 | 2021-08-27 | Quenching cooling uniformity control method for intensive hot coil continuous heat treatment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110997276.1A CN115717195A (en) | 2021-08-27 | 2021-08-27 | Quenching cooling uniformity control method for intensive hot coil continuous heat treatment |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115717195A true CN115717195A (en) | 2023-02-28 |
Family
ID=85253690
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110997276.1A Pending CN115717195A (en) | 2021-08-27 | 2021-08-27 | Quenching cooling uniformity control method for intensive hot coil continuous heat treatment |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115717195A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117448526A (en) * | 2023-10-30 | 2024-01-26 | 大连理工大学 | Zone controlled rapid cooling method for quenching components with complex cross-sections |
| CN120133321A (en) * | 2025-03-14 | 2025-06-13 | 南京钢铁股份有限公司 | A cooling method for improving water discharge uniformity of thick plates |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104117541A (en) * | 2013-04-27 | 2014-10-29 | 宝山钢铁股份有限公司 | Transverse warping control method for hot-rolled martensite stainless strip steel |
| CN104741389A (en) * | 2013-12-25 | 2015-07-01 | 宝山钢铁股份有限公司 | Method for controlling straightness of hot-rolling strip steel by changing spraying width of cooling water |
| WO2018119550A1 (en) * | 2016-12-26 | 2018-07-05 | 宝山钢铁股份有限公司 | Thin-strip continuously-cast band steel cooling mechanism and cooling method therefor |
| CN112877513A (en) * | 2021-01-13 | 2021-06-01 | 首钢京唐钢铁联合有限责任公司 | Online quenching method for medium plate |
| CN213951271U (en) * | 2020-09-02 | 2021-08-13 | 中冶南方(武汉)热工有限公司 | Strip steel quenching cooling device and strip steel quenching unit |
-
2021
- 2021-08-27 CN CN202110997276.1A patent/CN115717195A/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104117541A (en) * | 2013-04-27 | 2014-10-29 | 宝山钢铁股份有限公司 | Transverse warping control method for hot-rolled martensite stainless strip steel |
| CN104741389A (en) * | 2013-12-25 | 2015-07-01 | 宝山钢铁股份有限公司 | Method for controlling straightness of hot-rolling strip steel by changing spraying width of cooling water |
| WO2018119550A1 (en) * | 2016-12-26 | 2018-07-05 | 宝山钢铁股份有限公司 | Thin-strip continuously-cast band steel cooling mechanism and cooling method therefor |
| CN213951271U (en) * | 2020-09-02 | 2021-08-13 | 中冶南方(武汉)热工有限公司 | Strip steel quenching cooling device and strip steel quenching unit |
| CN112877513A (en) * | 2021-01-13 | 2021-06-01 | 首钢京唐钢铁联合有限责任公司 | Online quenching method for medium plate |
Non-Patent Citations (2)
| Title |
|---|
| 徐鹤贤等编: "冷轧窄带钢生产", 31 August 1992, 东北工学院出版社, pages: 116 * |
| 管鄂编: "淬火新技术", 30 November 1987, 上海科学技术出版社, pages: 34 - 42 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117448526A (en) * | 2023-10-30 | 2024-01-26 | 大连理工大学 | Zone controlled rapid cooling method for quenching components with complex cross-sections |
| CN120133321A (en) * | 2025-03-14 | 2025-06-13 | 南京钢铁股份有限公司 | A cooling method for improving water discharge uniformity of thick plates |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112246881B (en) | X70 thin and wide plate shape control method suitable for ultra-fast cooling | |
| CN115717195A (en) | Quenching cooling uniformity control method for intensive hot coil continuous heat treatment | |
| CN101611159A (en) | Continuous annealing equipment | |
| CN108070699B (en) | A high-pressure cooling device and cooling method for a steel plate roll type quenching machine | |
| KR101328415B1 (en) | Gas jet cooling device for continuous annealing furnace | |
| CN108070704A (en) | A kind of all-hydraulic roller press type quenching system of very thin high strength steel plate | |
| CN106623445B (en) | A kind of laminar cooling system and method for being used to control the bilateral wave of hot-strip | |
| CN101935743A (en) | An inclined jet cooler for on-line quenching of medium and thick plates | |
| CN1032656C (en) | Rail heat treatment method and device | |
| CN102061363A (en) | Direct quenching device for medium plate and quenching process thereof | |
| JP5928412B2 (en) | Steel plate vertical cooling device and method for producing hot dip galvanized steel plate using the same | |
| CN107287397B (en) | A kind of hot continuous-milling steel plate cooling device for thermal treatment and control method | |
| CN116555555A (en) | Quenching cooling device and quenching cooling control method for intensive hot-rolled steel coil continuous heat treatment | |
| CN102747213B (en) | Cooling method for continuous heat treatment of high-strength steel | |
| CN111910060B (en) | Free-restraint quenching machine and free-restraint quenching process for thin and wide plates | |
| CN202139269U (en) | Direct quenching device for medium steel plate | |
| CN115717183A (en) | A Flexible Quenching Process for Intensive Hot Coil Continuous Heat Treatment | |
| CN207159284U (en) | Improve the Water spray cooling device of silicon steel plate shape | |
| CN114592112B (en) | Flexible cooling device for tempered steel plate | |
| CN115927832B (en) | A segmented quenching and cooling process for intensive hot coil continuous heat treatment | |
| JP6079523B2 (en) | Steel plate cooling device and steel plate cooling method | |
| JP6608756B2 (en) | Method and apparatus for producing physically strengthened glass | |
| CN212533069U (en) | Sectional type quenching cooling device | |
| CN2334511Y (en) | Cooling device for use after hot-rolling intermedint thickness steel sheet or steel strip | |
| CN114959205B (en) | Process method for bidirectional heat treatment of metal plate strip |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |