CN115142145B - Flash spinning sheet of modified polymer - Google Patents
Flash spinning sheet of modified polymer Download PDFInfo
- Publication number
- CN115142145B CN115142145B CN202110412821.6A CN202110412821A CN115142145B CN 115142145 B CN115142145 B CN 115142145B CN 202110412821 A CN202110412821 A CN 202110412821A CN 115142145 B CN115142145 B CN 115142145B
- Authority
- CN
- China
- Prior art keywords
- flash
- chlorosulfonated polyethylene
- spinning
- sheet
- modified
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/11—Flash-spinning
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/10—Other agents for modifying properties
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F1/00—General methods for the manufacture of artificial filaments or the like
- D01F1/02—Addition of substances to the spinning solution or to the melt
- D01F1/10—Other agents for modifying properties
- D01F1/103—Agents inhibiting growth of microorganisms
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/06—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyolefin as constituent
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/10—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between yarns or filaments made mechanically
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C15/00—Calendering, pressing, ironing, glossing or glazing textile fabrics
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Artificial Filaments (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
The invention relates to a flash spinning sheet of modified polymer, which comprises polyethylene as raw material; the wet transverse tensile strength of the flash spinning sheet after being soaked in distilled water at 40 ℃ for 8 hours is 3800-5000N/m, and the wet longitudinal tensile strength of the flash spinning sheet after being soaked in distilled water at 40 ℃ for 8 hours is 3800-5000N/m; the antibacterial rate of the flash spinning sheet material to the escherichia coli is more than 90 percent, the antibacterial rate of staphylococcus aureus is more than 90 percent, and the gram weight is 48 to 75g/m 2 . The sheet material has good moisture and water resistance, is not easy to fuzz and chip, and has printability; has better performance than the conventional paper materials and textile materials in the packaging technical field.
Description
[ field of technology ]
The invention relates to the technical field of flash spinning, in particular to a flash spinning sheet of a modified polymer.
[ background Art ]
Flash spinning is a novel spinning technology, and is a special dry spinning method. The preparation method can directly prepare superfine fibers and other polymer fibers with molecular orientation structures from polymer solution, and the prepared polymer fibers generally have the characteristics of high strength and light weight. The flash spinning principle is to dissolve fiber-forming polymer in a certain solvent under high temperature and high pressure to prepare a uniform spinning solution (the high temperature refers to the temperature far higher than the boiling point of the spinning solvent under normal pressure), and then extrude the spinning solution into the normal pressure environment through a spinneret orifice. Because the pressure is suddenly reduced, the solvent volatilizes instantly, absorbs a large amount of heat and generates strong air flow, the polymer is drafted by the air flow while being cooled to form nano-microfiber with a three-dimensional network structure, and the nano-microfiber is hot-pressed to a non-woven fabric with excellent performance, so that the technology and the product can be widely applied to aspects such as decoration, packaging, printing and protection, but are currently monopolized by DuPont company in the United states; the world is only dupont available for industrial production. Especially in the current situation of solving the large background of the neck and the large background of the overall epidemic situation, the realization of domestic replacement and curve overtaking are urgent. For realizing the technical breakthrough, the patent layout of the other party is first broken through, and the following list of some patents is briefly described.
Chinese patent application number CN201580032522.2 relates to plexifilamentary sheet material, independent claim 1 being: the sheet has a thickness of between 0.002m 3 /m 2 Minutes @50gsm and 0.2m 3 /m 2 Nominal frazier air permeability between min @50gsm, and nominal static head between 150cm @50gsm and 250cm @50gsm, wherein the sheet formed from the spinning unit has a nominal static head between 9m 2 Gm and 25m 2 BET surface area between/gm.
Chinese patent application number CN201980037645.3 relates to a conformable polyethylene fabric and articles made therefrom, independent claim 1 is: the sheet has a width of at least 10mm and a plurality of penetrations, wherein each penetration is separated from each other penetration by a distance of at least 1mm, and wherein the fabric has an average sound speed of more than 2500 m/s.
Chinese patent application number CN201680010726.0 relates to a laminate resistant to penetration, which independent claim 1 is: comprising a plurality of alternating layers of (i) non-fibrous ultra-high molecular weight polyethylene monolayers and (ii) a thermoplastic adhesive having a basis weight of no more than 5gsm and a zero shear rate viscosity of at least 1500Pa-s, the zero shear rate viscosity being determined by an oscillating disc rheometer at a frequency sweep of between 0.1rad/s and 100rad/s at 125 ℃ and calculated by a four parameter model fitted to Carrea-Yasuda, wherein (a) at least 90% of the monolayers are arranged such that the orientation of one monolayer is offset relative to the orientation of an adjacent monolayer, and (b) the elastic modulus through the thickness of the laminate is at least 3GPa.
Chinese patent application number CN202010774289.8 relates to a high-brightness white semi-transparent polyester film and a method for producing the same, the independent claim 1 is: the film has a thickness in the range of 6 to 350 μm.
Chinese patent application number CN201780075913.1 relates to an electromagnetic wave inhibiting sheet, which independent claim 1 is: the device is provided with: an absorption layer comprising a conductive substance and an insulating material having a dielectric loss tangent of 0.01 or more at a frequency of 60Hz at 20 ℃ and having a surface resistivity of 100 Ω or more, the conductive substance and the insulating material being in direct contact with each other; and a contact layer formed on the surface of the absorption layer opposite to the surface to which the electromagnetic wave is irradiated, wherein the surface resistivity of the surface in contact with the absorption layer is 20Ω or more.
Currently, existing flash spinning sheets have technical pain points of strength and print fuzzing under outdoor or high humidity conditions, and the application mainly improves spinning raw materials and spinning solvents from the 2 technical pain points and optimizes post-treatment process to achieve the aim.
[ invention ]
The invention aims to overcome the defects of the prior art and provides a flash spinning sheet of a modified polymer.
The aim of the invention is realized by the following technical scheme:
a flash spun sheet of a modified polymer, characterized in that the raw material comprises polyethylene;
the wet transverse tensile strength of the flash spinning sheet after being soaked in distilled water at 40 ℃ for 8 hours is 3600-5000N/m, and the wet longitudinal tensile strength of the flash spinning sheet after being soaked in distilled water at 40 ℃ for 8 hours is 3800-5000N/m;
the front smoothness of the flash spinning sheet is 25-45 seconds, and the back smoothness of the flash spinning sheet is 30-50 seconds;
the antibacterial rate of the flash spinning sheet to escherichia coli is more than 90%, and the antibacterial rate of staphylococcus aureus is more than 90%;
gram weight is 48-75 g/m 2 。
The wet transverse tensile strength of the flash spinning sheet after being soaked in distilled water at 40 ℃ for 8 hours is 3600-4200N/m, preferably 3600-3800N/m, 3800-4000N/m or 4000-4200N/m.
The wet transverse tensile strength of the flash spinning sheet after being soaked in distilled water at 40 ℃ for 8 hours is 4200-5000N/m, and is preferably 4400-4600N/m.
The wet longitudinal tensile strength of the flash spinning sheet after being soaked in distilled water at 40 ℃ for 8 hours is 3800-4400N/m, preferably 3600-3800N/m.
The wet longitudinal tensile strength of the flash spinning sheet after being soaked in distilled water at 40 ℃ for 8 hours is 4400-5000N/m, and is preferably 4200-4400N/m.
The flash spun sheet had a frontal smoothness of 25 to 35 seconds.
The flash spun sheet had a frontal smoothness of 35 to 45 seconds.
The back smoothness of the flash spun sheet was 30 to 40 seconds.
The back smoothness of the flash spun sheet was 40 to 50 seconds.
The antibacterial rate of the flash spinning sheet to escherichia coli is more than 95%.
The antibacterial rate of the flash spinning sheet to escherichia coli is more than 99%.
The antibacterial rate of staphylococcus aureus is more than 95%.
The antibacterial rate of staphylococcus aureus is more than 99%.
The raw material of the flash spinning sheet also comprises modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of the polyethylene and the modified chlorosulfonated polyethylene is 2-3%.
The modified chlorosulfonated polyethylene is a composite functional material, wherein the base material is sulfonated polyethylene, and the doping materials are barium sulfate and silver chloride.
For flash spun sheets, i.e. polymer sheets prepared by flash evaporation, the main difference between the sheet and the nonwoven is the post-treatment process, i.e. one calendering process is added, whereas for flash evaporated nonwoven there is no such process step.
The technical pain point of the product in insufficient wet tensile strength under the humid condition is mainly improved by controlling the wet transverse tensile strength and the wet longitudinal tensile strength, the technical pain point of the product in the process of printing fuzzing is solved by controlling the range of front smoothness and back smoothness, the product is easy to fuzzing when being printed when the smoothness is less than 25 seconds, the product is difficult to color when the smoothness is more than 50 seconds, the printing is also unfavorable, and the optimal performance parameter range is needed to be found through the selection of the size range of the smoothness, which is one of indexes for controlling the dyeability or the printability.
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent.
The mass fraction of the polymer in the spinning solution is 12-14%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of the polyethylene and the modified chlorosulfonated polyethylene is 2-3%.
The spinning solvent is one or more of unsaturated hydrocarbon, halogenated hydrocarbon, alcohol, ester, ether, ketone, nitrile, amide, fluorocarbon, sulfur dioxide and water.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) And adding the chlorosulfonated polyethylene intermediate into a silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, thereby obtaining the modified chlorosulfonated polyethylene.
The mass fraction of chlorosulfonated polyethylene powder in the concentrated sulfuric acid is 10-30%.
The mass fraction of the concentrated sulfuric acid is 80%.
The mass ratio of the chlorosulfonated polyethylene primary substance to the barium chloride in the barium chloride solution is 1:0.05-1:0.12.
The mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1.
The sulfonic acid group on the chlorosulfonated polyethylene has stronger chelation with barium ions, and finally barium sulfate precipitation is generated on the surface of chlorosulfonated polyethylene micropowder, and meanwhile, the fixation effect is achieved through the chelation of the chlorosulfonated polyethylene instead of simple physical mixing; the chlorine-containing groups in the chlorosulfonated polyethylene can be chelated with silver ions of silver nitrate to form ionic silver chloride, and the silver ions have excellent broad-spectrum antibacterial effect. Chlorosulfonated polyethylene is a saturated elastomer with polyethylene as main chain, and has similar functional group structure as polyethylene, and its chemical structure is completely saturated, so that it can improve the technological problems of simple polyethylene, insufficient elasticity, i.e. low wet transverse tensile strength and wet longitudinal tensile strength. Meanwhile, the addition of the inorganic particle barium sulfate can increase the opacity of the sheet, increase the dyeability and increase the antibacterial property of the sheet. Finally, chlorosulfonated polyethylene is the same as spinning solvent of the flash spinning process of the application due to easy dissolution of aromatic hydrocarbon and halogenated hydrocarbon, which is also an important consideration for selecting chlorosulfonated polyethylene; compatibility with the spinning solvent and the spinning raw material must be considered.
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 200-215 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 115-125 ℃ and the calendaring line pressure of 10-40N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
Compared with the prior art, the invention has the following positive effects:
the paper has good printability on the premise of good wet tensile strength and antibacterial property, so that the paper has wide application prospect.
The sheet material is generally used in the packaging technical field, such as envelopes, notebooks, product packaging bags and boxes and handbag.
The coating has good moisture resistance, water resistance, chemical solvent resistance, deformation resistance, difficult fuzzing and chip falling and opacity; has better performance than the conventional paper materials and textile materials in the packaging technical field.
[ detailed description ] of the invention
Specific embodiments of a flash spun sheet of a modified polymer of the present invention are provided below.
Performance testing
1. Wet tensile strength
Wet tensile strength the test specimens are now soaked in distilled or deionized water and the maximum tensile force, i.e. the ratio of the maximum tensile force to the width, in N/m, that the wet test specimens are subjected to before breaking, per unit width.
The wet-out process conditions of the test sample are as follows: the water temperature for soaking was 40℃and the time for soaking was 8 hours. The test of the sample: the constant speed stretching rate is 50 mm/min, and the relative humidity of the environment is 48-52% RH during testing.
The wet tensile strength was measured by taking 10 samples, 5 of which were used for the test to obtain values, and averaging the 5 values to obtain the wet tensile strength, see in particular national standard GB/T24328.4-2009. The 5 machine direction samples were tested for values and then the 5 values were averaged for wet machine direction tensile strength.
2. Smoothness degree
The smoothness testing principle is as follows: the time required for the air to be discharged from the atmosphere into a certain amount of air between the sample surface and the annular plate surface is expressed in seconds s under a specific contact state and a certain pressure difference.
The smoothness test is carried out in national standard GB/T456-2002, the smoothness of paper and paper boards is measured (Biek method), 10 samples are taken, the front smoothness and the back smoothness of each sample are respectively tested, and then the average is carried out, so that the front smoothness and the back smoothness of the sample are obtained.
3. Antibacterial rate
The antibacterial rate is tested by referring to national standard GB/T20944.2-2007, evaluation of the antibacterial performance of textiles, part 2: absorption method. 3 samples are taken, tested respectively, and then averaged to obtain the antibacterial rate.
Example 1
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent;
the mass fraction of the polymer in the spinning solution is 12%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the polyethylene and modified chlorosulfonated polyethylene mixture is 2%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) And adding the chlorosulfonated polyethylene intermediate into a silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, thereby obtaining the modified chlorosulfonated polyethylene.
The mass fraction of chlorosulfonated polyethylene powder in concentrated sulfuric acid is 10%.
The mass ratio of chlorosulfonated polyethylene primary to barium chloride in the barium chloride solution is 1:0.05.
The mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1.
The sulfonic acid group on the chlorosulfonated polyethylene has stronger chelation with barium ions, and finally barium sulfate precipitation is generated on the surface of chlorosulfonated polyethylene micropowder, and meanwhile, the fixation effect is achieved through the chelation of the chlorosulfonated polyethylene instead of simple physical mixing; the chlorine-containing groups in the chlorosulfonated polyethylene can be chelated with silver ions of silver nitrate to form ionic silver chloride, and the silver ions have excellent broad-spectrum antibacterial effect. Chlorosulfonated polyethylene is a saturated elastomer with polyethylene as main chain, and has similar functional group structure as polyethylene, and its chemical structure is completely saturated, so that it can improve the technological problems of simple polyethylene, insufficient elasticity and low wet tensile strength. Meanwhile, the addition of the inorganic particle barium sulfate can increase the opacity of the sheet, increase the dyeability and increase the antibacterial property of the sheet. Finally, chlorosulfonated polyethylene is the same as the spinning solvent of the flash spinning process of the application because of being easy to dissolve in aromatic hydrocarbon and halogenated hydrocarbon, which is also an important consideration for selecting chlorosulfonated polyethylene.
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 200 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 115 ℃ and the calendaring line pressure of 10N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
Example 2
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent.
The mass fraction of the polymer in the spinning solution is 13%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of polyethylene and modified chlorosulfonated polyethylene was 2.5%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) And adding the chlorosulfonated polyethylene intermediate into a silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, thereby obtaining the modified chlorosulfonated polyethylene.
The mass fraction of chlorosulfonated polyethylene powder in concentrated sulfuric acid is 20%.
The mass ratio of chlorosulfonated polyethylene primary to barium chloride in the barium chloride solution is 1:0.08.
The mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1.
The sulfonic acid group on the chlorosulfonated polyethylene has stronger chelation with barium ions, and finally barium sulfate precipitation is generated on the surface of chlorosulfonated polyethylene micropowder, and meanwhile, the fixation effect is achieved through the chelation of the chlorosulfonated polyethylene instead of simple physical mixing; the chlorine-containing groups in the chlorosulfonated polyethylene can be chelated with silver ions of silver nitrate to form ionic silver chloride, and the silver ions have excellent broad-spectrum antibacterial effect. Chlorosulfonated polyethylene is a saturated elastomer with polyethylene as main chain, and has similar functional group structure as polyethylene, and its chemical structure is completely saturated, so that it can improve the technological problems of simple polyethylene, insufficient elasticity and low wet tensile strength. Meanwhile, the addition of the inorganic particle barium sulfate can increase the opacity of the sheet, increase the dyeability and increase the antibacterial property of the sheet. Finally, chlorosulfonated polyethylene is the same as the spinning solvent of the flash spinning process of the application because of being easy to dissolve in aromatic hydrocarbon and halogenated hydrocarbon, which is also an important consideration for selecting chlorosulfonated polyethylene.
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 208 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 120 ℃ and the calendaring line pressure of 20N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
Example 3
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent;
the mass fraction of the polymer in the spinning solution is 14%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of polyethylene and modified chlorosulfonated polyethylene is 3%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) And adding the chlorosulfonated polyethylene intermediate into a silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, thereby obtaining the modified chlorosulfonated polyethylene.
The mass fraction of chlorosulfonated polyethylene powder in concentrated sulfuric acid is 30%.
The mass ratio of chlorosulfonated polyethylene primary to barium chloride in the barium chloride solution is 1:0.12.
The mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1.
(2) Flash spinning process
And then carrying out flash spinning at 215 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at 125 ℃ and calendaring line pressure of 40N/mm, and finally winding and rolling to obtain the flash-spun sheet.
Comparative example 1
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent;
the mass fraction of the polymer in the spinning solution is 13%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 208 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 120 ℃ and the calendaring line pressure of 20N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
Comparative example 2
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent;
the mass fraction of the polymer in the spinning solution is 13%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of polyethylene and modified chlorosulfonated polyethylene was 2.5%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The modified chlorosulfonated polyethylene is a mixture of chlorosulfonated polyethylene, barium sulfate and silver chloride, and the mass ratio of the barium sulfate to the silver chloride is 1:0.08:0.08.
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 208 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 120 ℃ and the calendaring line pressure of 20N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
Comparative example 3
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent.
The mass fraction of the polymer in the spinning solution is 13%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of polyethylene and modified chlorosulfonated polyethylene is 0.5%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) And adding the chlorosulfonated polyethylene intermediate into a silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, thereby obtaining the modified chlorosulfonated polyethylene.
The mass fraction of chlorosulfonated polyethylene powder in concentrated sulfuric acid is 20%.
The mass ratio of chlorosulfonated polyethylene primary to barium chloride in the barium chloride solution is 1:0.08.
The mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1.
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 208 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 120 ℃ and the calendaring line pressure of 20N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
Comparative example 4
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent.
The mass fraction of the polymer in the spinning solution is 13%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of the polyethylene and the modified chlorosulfonated polyethylene is 1%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) And adding the chlorosulfonated polyethylene intermediate into a silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, thereby obtaining the modified chlorosulfonated polyethylene.
The mass fraction of chlorosulfonated polyethylene powder in concentrated sulfuric acid is 20%.
The mass ratio of chlorosulfonated polyethylene primary to barium chloride in the barium chloride solution is 1:0.08.
The mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1.
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 208 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 120 ℃ and the calendaring line pressure of 20N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
Comparative example 5
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent.
The mass fraction of the polymer in the spinning solution is 13%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of polyethylene and modified chlorosulfonated polyethylene is 1.5%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) And adding the chlorosulfonated polyethylene intermediate into a silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, thereby obtaining the modified chlorosulfonated polyethylene.
The mass fraction of chlorosulfonated polyethylene powder in concentrated sulfuric acid is 20%.
The mass ratio of chlorosulfonated polyethylene primary to barium chloride in the barium chloride solution is 1:0.08.
The mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1.
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 208 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 120 ℃ and the calendaring line pressure of 20N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
Comparative example 6
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent.
The mass fraction of the polymer in the spinning solution is 13%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of polyethylene and modified chlorosulfonated polyethylene was 3.5%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) And adding the chlorosulfonated polyethylene intermediate into a silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, thereby obtaining the modified chlorosulfonated polyethylene.
The mass fraction of chlorosulfonated polyethylene powder in concentrated sulfuric acid is 20%.
The mass ratio of chlorosulfonated polyethylene primary to barium chloride in the barium chloride solution is 1:0.08.
The mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1.
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 208 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 120 ℃ and the calendaring line pressure of 20N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
Comparative example 7
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent.
The mass fraction of the polymer in the spinning solution is 13%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of polyethylene and modified chlorosulfonated polyethylene is 4%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) And adding the chlorosulfonated polyethylene intermediate into a silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, thereby obtaining the modified chlorosulfonated polyethylene.
The mass fraction of chlorosulfonated polyethylene powder in concentrated sulfuric acid is 20%.
The mass ratio of chlorosulfonated polyethylene primary to barium chloride in the barium chloride solution is 1:0.08.
The mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1.
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 208 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 120 ℃ and the calendaring line pressure of 20N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
Comparative example 8
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent.
The mass fraction of the polymer in the spinning solution is 13%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of polyethylene and modified chlorosulfonated polyethylene was 4.5%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) And adding the chlorosulfonated polyethylene intermediate into a silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, thereby obtaining the modified chlorosulfonated polyethylene.
The mass fraction of chlorosulfonated polyethylene powder in concentrated sulfuric acid is 20%.
The mass ratio of chlorosulfonated polyethylene primary to barium chloride in the barium chloride solution is 1:0.08.
The mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1.
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 208 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 120 ℃ and the calendaring line pressure of 20N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
Comparative example 9
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent.
The mass fraction of the polymer in the spinning solution is 13%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of polyethylene and modified chlorosulfonated polyethylene was 2.5%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) And adding the chlorosulfonated polyethylene intermediate into a silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, thereby obtaining the modified chlorosulfonated polyethylene.
The mass fraction of chlorosulfonated polyethylene powder in concentrated sulfuric acid is 20%.
The mass ratio of chlorosulfonated polyethylene primary to barium chloride in the barium chloride solution is 1:0.08.
The mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1.
(2) Flash spinning process
And then carrying out flash spinning at 180 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at 120 ℃ and calendaring line pressure of 20N/mm, and finally winding and rolling to obtain the flash-spun sheet.
Comparative example 10
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent.
The mass fraction of the polymer in the spinning solution is 13%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of polyethylene and modified chlorosulfonated polyethylene was 2.5%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) And adding the chlorosulfonated polyethylene intermediate into a silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, thereby obtaining the modified chlorosulfonated polyethylene.
The mass fraction of chlorosulfonated polyethylene powder in concentrated sulfuric acid is 20%.
The mass ratio of chlorosulfonated polyethylene primary to barium chloride in the barium chloride solution is 1:0.08.
The mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1.
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 208 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 120 ℃ and the calendaring line pressure of 5N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
Comparative example 11
A method for preparing a flash spun sheet of modified polymer comprising the steps of:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent.
The mass fraction of the polymer in the spinning solution is 13%.
The polymer comprises polyethylene and modified chlorosulfonated polyethylene.
The mass fraction of the modified chlorosulfonated polyethylene in the mixture of polyethylene and modified chlorosulfonated polyethylene was 2.5%.
The spinning solvent is a mixture of 3-methylpentane, cis-1, 2-dichloroethylene and 1, 1-dichloro-1-chloroethane, and the volume ratio of the 3 to the 2 to the 1.
The preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) And adding the chlorosulfonated polyethylene intermediate into a silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, thereby obtaining the modified chlorosulfonated polyethylene.
The mass fraction of chlorosulfonated polyethylene powder in concentrated sulfuric acid is 20%.
The mass ratio of chlorosulfonated polyethylene primary to barium chloride in the barium chloride solution is 1:0.08.
The mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1.
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 208 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 120 ℃ and the calendaring line pressure of 50N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
TABLE 1
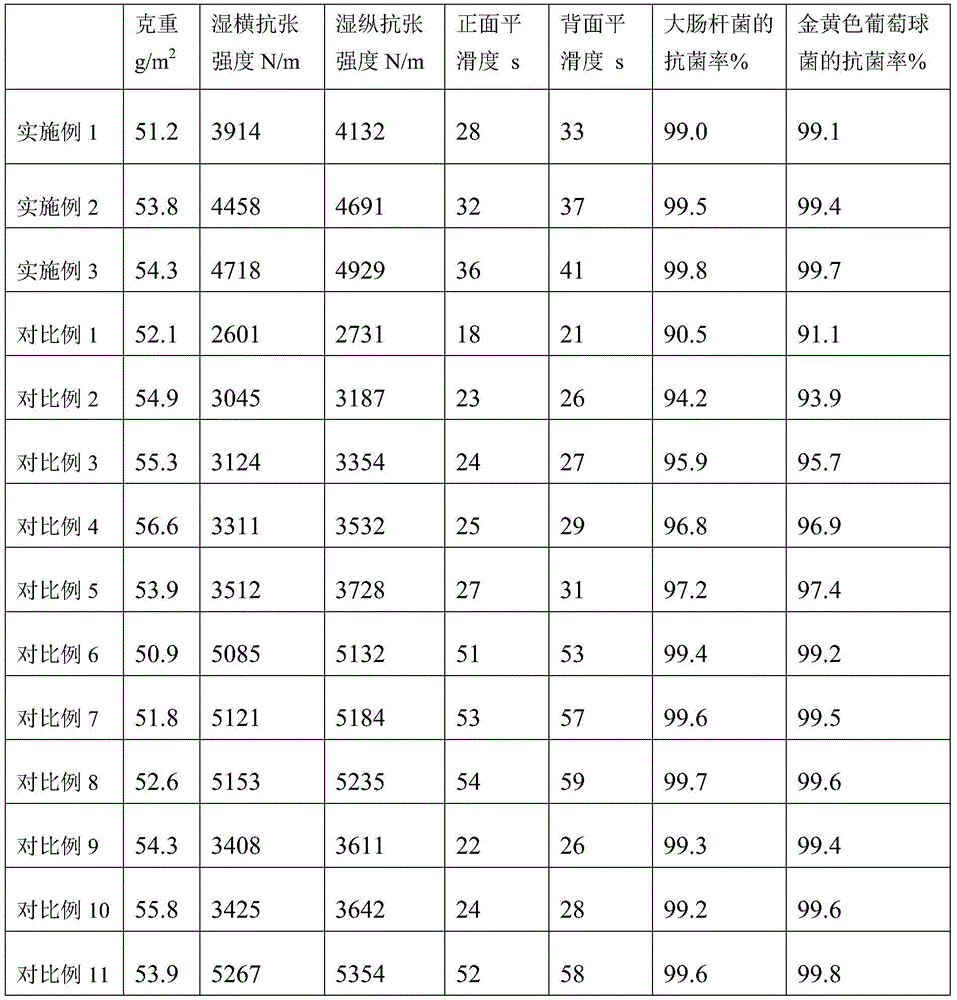
From the performance table 1, it can be seen that when the modified chlorosulfonated polyethylene is added or not, or the various raw materials of the modified chlorosulfonated polyethylene are mixed and added or added after modification, the addition amount of the modified chlorosulfonated polyethylene has a significant influence on the final performance of the product; of course, the performance of the product is not in linear relation with the addition of the modified chlorosulfonated polyethylene, and when the addition reaches a certain proportion, a platform is reached, namely the performance is not changed obviously. Therefore, on the premise of controlling the cost, finding the optimal adding amount becomes a realistic technical target of the application, and is also a main technical starting point of the application. The spinning temperature and line pressure in the flash process also have a significant impact on the product performance, which is one of the process considerations of the present application. The present application is directed to the adjustment of flash spinning materials and solvents, as well as flash spinning processes, to achieve the best performance of the products of the present application.
The foregoing is merely a preferred embodiment of the present invention, and it should be noted that modifications and adaptations to those skilled in the art may be made without departing from the concept of the present invention, and are intended to be within the scope of the present invention.
Claims (9)
1. A flash spun sheet of a modified polymer, characterized in that the raw material comprises polyethylene;
the wet transverse tensile strength of the flash spinning sheet after being soaked in distilled water at 40 ℃ for 8 hours is 3600-5000N/m, and the wet longitudinal tensile strength of the flash spinning sheet after being soaked in distilled water at 40 ℃ for 8 hours is 3800-5000N/m;
the front smoothness of the flash spinning sheet is 25-45 seconds, and the back smoothness of the flash spinning sheet is 30-50 seconds;
the antibacterial rate of the flash spinning sheet to escherichia coli is more than 90%, and the antibacterial rate of staphylococcus aureus is more than 90%;
gram weight is 48-75 g/m 2 ;
The raw materials of the flash spinning sheet also comprise modified chlorosulfonated polyethylene;
the preparation method of the flash-spun sheet of the modified polymer comprises the following steps:
(1) Preparing spinning solution
The spinning solution comprises a polymer and a spinning solvent;
the mass fraction of the polymer in the spinning solution is 12-14%;
the polymer comprises polyethylene and modified chlorosulfonated polyethylene;
the mass fraction of the modified chlorosulfonated polyethylene in the mixture of the polyethylene and the modified chlorosulfonated polyethylene is 2-3 percent;
the spinning solvent is one or more of unsaturated hydrocarbon, halogenated hydrocarbon, alcohol, ester, ether, ketone, nitrile, amide, fluorocarbon, sulfur dioxide and water;
the preparation method of the modified chlorosulfonated polyethylene comprises the following specific steps:
(1) Firstly dispersing chlorosulfonated polyethylene powder in concentrated sulfuric acid, performing heat treatment at 105-110 ℃ for 0.3-1 hour, and then filtering and drying to obtain chlorosulfonated polyethylene primary product; (2) Secondly, adding the primary chlorosulfonated polyethylene into a barium chloride solution in a microwave stirring mode to obtain a chlorosulfonated polyethylene intermediate, namely chlorosulfonated polyethylene-barium sulfate; (3) Adding the chlorosulfonated polyethylene intermediate into silver nitrate solution to enable silver ions to be adsorbed on the chlorosulfonated polyethylene intermediate, so as to obtain modified chlorosulfonated polyethylene;
the mass fraction of chlorosulfonated polyethylene powder in concentrated sulfuric acid is 10-30%;
the mass ratio of the chlorosulfonated polyethylene primary substance to the barium chloride in the barium chloride solution is 1:0.05-1:0.12;
the mass ratio of the barium chloride in the barium chloride solution to the silver nitrate in the silver nitrate solution is 1:1;
(2) Flash spinning process
And then carrying out flash spinning at the spinning temperature of 200-215 ℃ to obtain flash-spun fibers, carrying out hot press molding by a roller, carrying out calendaring molding at the calendaring temperature of 115-125 ℃ and the calendaring line pressure of 10-40N/mm, and finally carrying out winding and rolling to obtain the flash-spun sheet.
2. The flash-spun sheet of modified polymer of claim 1 wherein the flash-spun sheet has a wet cross-web tensile strength of 3600 to 4200N/m after being immersed in distilled water at 40 ℃ for 8 hours.
3. The flash-spun sheet of modified polymer of claim 1 wherein the flash-spun sheet has a wet transverse tensile strength of 4200-5000N/m after being immersed in distilled water at 40 ℃ for 8 hours.
4. The flash-spun sheet of a modified polymer of claim 1 wherein the flash-spun sheet has a wet longitudinal tensile strength of 3800 to 4400N/m after being immersed in distilled water at 40 ℃ for 8 hours.
5. The flash-spun sheet of a modified polymer of claim 1 wherein the flash-spun sheet has a wet longitudinal tensile strength of 4400 to 5000N/m after being immersed in distilled water at 40 ℃ for 8 hours.
6. The flash-spun sheet of modified polymer of claim 1 wherein the flash-spun sheet has a face smoothness of 25 to 35 seconds; the back smoothness of the flash spun sheet was 30 to 40 seconds.
7. The flash-spun sheet of modified polymer of claim 1 wherein the flash-spun sheet has a face smoothness of 35 to 45 seconds; the back smoothness of the flash spun sheet was 40 to 50 seconds.
8. The flash-spun sheet of modified polymer of claim 1 wherein the flash-spun sheet has an antimicrobial activity against escherichia coli of greater than 99%.
9. The modified polymeric flash spun sheet of claim 1 wherein the antimicrobial ratio of staphylococcus aureus is greater than 99%.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110412821.6A CN115142145B (en) | 2021-04-16 | 2021-04-16 | Flash spinning sheet of modified polymer |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110412821.6A CN115142145B (en) | 2021-04-16 | 2021-04-16 | Flash spinning sheet of modified polymer |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115142145A CN115142145A (en) | 2022-10-04 |
| CN115142145B true CN115142145B (en) | 2023-07-07 |
Family
ID=83404903
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110412821.6A Active CN115142145B (en) | 2021-04-16 | 2021-04-16 | Flash spinning sheet of modified polymer |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115142145B (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025240708A1 (en) * | 2024-05-17 | 2025-11-20 | Dupont Safety & Construction, Inc. | Improved flash spinning process for polyolefins using flash spinning agents comprising a chlorinated solvent and a linear or branched hydrocarbon with 5 to 6 carbon atoms |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116590846B (en) * | 2023-07-11 | 2023-10-20 | 江苏青昀新材料有限公司 | Flash-spun polyethylene film material with better toughness and manufacturing method thereof |
| WO2025240715A1 (en) * | 2024-05-17 | 2025-11-20 | Dupont Safety & Construction, Inc. | Azeotropic and azeotrope-like compositions comprising dichloromethane and 2-methylpentane or 3-methylpentane and use of the compositions as flash spinning agents |
| WO2025240719A1 (en) * | 2024-05-17 | 2025-11-20 | Dupont Safety & Construction, Inc. | Flash spinning process for partially fluorinated polymers using flash spinning agents comprising a chlorinated solvent and a linear or branched hydrocarbon with 5 or more carbon atoms |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1730532A (en) * | 2005-08-31 | 2006-02-08 | 苏州大学 | A kind of flame-retardant polyethylene material and preparation method thereof |
| CN1938459A (en) * | 2004-04-01 | 2007-03-28 | 纳幕尔杜邦公司 | Rotary method for forming homogeneous materials |
| CN101977577A (en) * | 2008-01-24 | 2011-02-16 | 克洛佩塑料产品公司 | Elastomeric materials |
| CN105199210A (en) * | 2015-11-11 | 2015-12-30 | 哈尔滨盛洋塑胶材料有限公司 | Preparation method of polyethylene modified material used for honeycomb restraint system |
| CN107502984A (en) * | 2017-08-23 | 2017-12-22 | 常州灵达特种纤维有限公司 | The preparation method of soft highlight type polypropylene fiber bulked yarn |
| CN108505183A (en) * | 2018-04-02 | 2018-09-07 | 安徽顺科包装制品有限公司 | A kind of preparation method of technology for woven plastic packing bag |
| CN108661191A (en) * | 2018-05-21 | 2018-10-16 | 安徽朗凯奇防水科技股份有限公司 | A kind of composite of water-proof coiled material and its preparation process |
| CN110835430A (en) * | 2019-11-28 | 2020-02-25 | 徐州庆和新材料有限公司 | Toughened and modified HDPE material and preparation process thereof |
| CN112609334A (en) * | 2020-11-30 | 2021-04-06 | 浙江青昀新材料科技有限公司 | Flash evaporation non-woven fabric and preparation method thereof |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100029161A1 (en) * | 2005-06-24 | 2010-02-04 | North Carolina State University | Microdenier fibers and fabrics incorporating elastomers or particulate additives |
-
2021
- 2021-04-16 CN CN202110412821.6A patent/CN115142145B/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1938459A (en) * | 2004-04-01 | 2007-03-28 | 纳幕尔杜邦公司 | Rotary method for forming homogeneous materials |
| CN1730532A (en) * | 2005-08-31 | 2006-02-08 | 苏州大学 | A kind of flame-retardant polyethylene material and preparation method thereof |
| CN101977577A (en) * | 2008-01-24 | 2011-02-16 | 克洛佩塑料产品公司 | Elastomeric materials |
| CN105199210A (en) * | 2015-11-11 | 2015-12-30 | 哈尔滨盛洋塑胶材料有限公司 | Preparation method of polyethylene modified material used for honeycomb restraint system |
| CN107502984A (en) * | 2017-08-23 | 2017-12-22 | 常州灵达特种纤维有限公司 | The preparation method of soft highlight type polypropylene fiber bulked yarn |
| CN108505183A (en) * | 2018-04-02 | 2018-09-07 | 安徽顺科包装制品有限公司 | A kind of preparation method of technology for woven plastic packing bag |
| CN108661191A (en) * | 2018-05-21 | 2018-10-16 | 安徽朗凯奇防水科技股份有限公司 | A kind of composite of water-proof coiled material and its preparation process |
| CN110835430A (en) * | 2019-11-28 | 2020-02-25 | 徐州庆和新材料有限公司 | Toughened and modified HDPE material and preparation process thereof |
| CN112609334A (en) * | 2020-11-30 | 2021-04-06 | 浙江青昀新材料科技有限公司 | Flash evaporation non-woven fabric and preparation method thereof |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025240708A1 (en) * | 2024-05-17 | 2025-11-20 | Dupont Safety & Construction, Inc. | Improved flash spinning process for polyolefins using flash spinning agents comprising a chlorinated solvent and a linear or branched hydrocarbon with 5 to 6 carbon atoms |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115142145A (en) | 2022-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115142145B (en) | Flash spinning sheet of modified polymer | |
| EP1500743B1 (en) | Heat-resistant synthetic fiber sheet | |
| CN115627556B (en) | High-conductivity meta-aramid fibrid resin and preparation method of fibrid thereof | |
| TW200533809A (en) | Para-aramid fibrid film | |
| RU2315827C2 (en) | Articles comprising fibers and/or fibrids, fibers and fibrids, and method for producing the same | |
| WO2017135413A1 (en) | Resin composite and method for manufacturing resin composite | |
| JP4342065B2 (en) | FIBRILLATE AND MANUFACTURING METHOD THEREOF | |
| JP2011508104A (en) | Paper containing fibrids derived from diaminodiphenyl sulfone | |
| EP0092210B1 (en) | Wholly aromatic polyamide fiber non-woven sheet and processes for producing the same | |
| KR20000029083A (en) | Wholly aromatic polyamide fiber synthetic paper sheet | |
| US5723568A (en) | Polyamide solution composition and methods for producing fibrids and paper-like sheets using the same | |
| Wang et al. | Design of broad-spectrum antimicrobial polyethylene terephthalate fabrics by coating composited natural brucites | |
| CN111491989A (en) | Sheet | |
| WO2019093305A1 (en) | Insulating sheet | |
| CN116024734B (en) | A sheet material prepared by flash spinning | |
| WO2006077789A1 (en) | Polyketone fiber paper, polyketone fiber paper core material for printed wiring board and printed wiring board | |
| TW202122451A (en) | Polyesters with ultra-high flowability and superior stability and meltblown fibers thereof | |
| KR101273898B1 (en) | Manufacturing method of Meta Aramid nonwoven fabric and Meta Aramid nonwoven fabric manufactured thereby | |
| CN117107375B (en) | Preparation method of meta-aramid superfine fiber, preparation method of meta-aramid composite paper and application of meta-aramid superfine fiber | |
| US3062702A (en) | Fibrid mixture products | |
| JP6715352B2 (en) | Polyester binder fiber | |
| JP2002138385A (en) | Nonwoven fabric of staple fiber of polyimide, method for producing the same and prepreg using the nonwoven fabric | |
| JP7703835B2 (en) | Method for producing polyphenylene sulfide composite fiber and wet-laid nonwoven fabric | |
| KR20130076391A (en) | Preparing of meta-aramide film | |
| JP6741111B1 (en) | Sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB02 | Change of applicant information |
Address after: No. 166, Jianghai Road, Development Zone, Nantong City, Jiangsu Province 226010 Applicant after: Jiangsu Qingyun New Materials Co.,Ltd. Address before: 226010 room 514, No. 42, Guangzhou road, development zone, Nantong City, Jiangsu Province Applicant before: Jiangsu Qingyun New Material Technology Co.,Ltd. |
|
| CB02 | Change of applicant information | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |